

Optimization Scheme for 3D Printing of PLA–PHBV–PCL Biodegradable Blends for Use in Orthopedic Casting

 ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
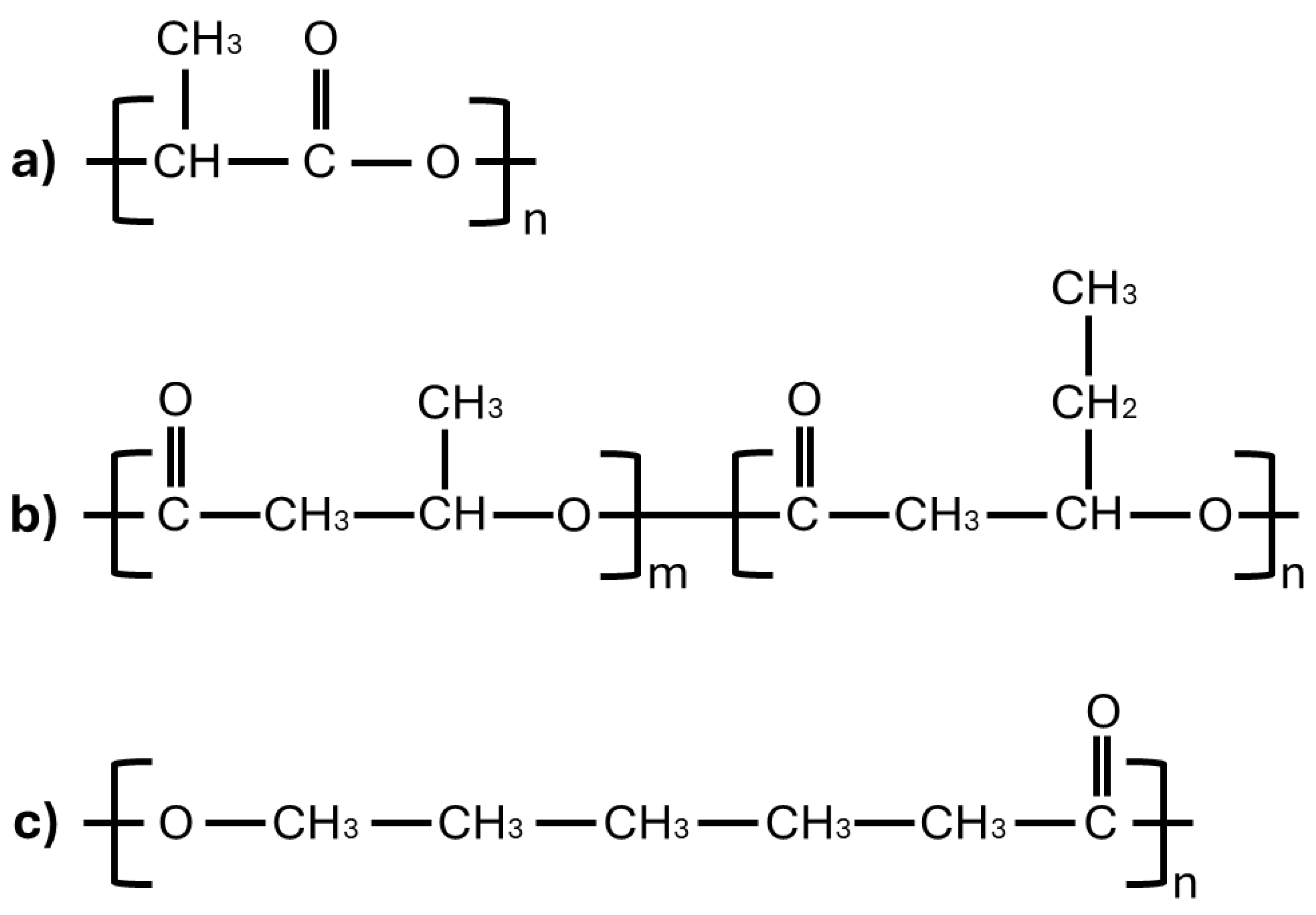
2.1. Materials
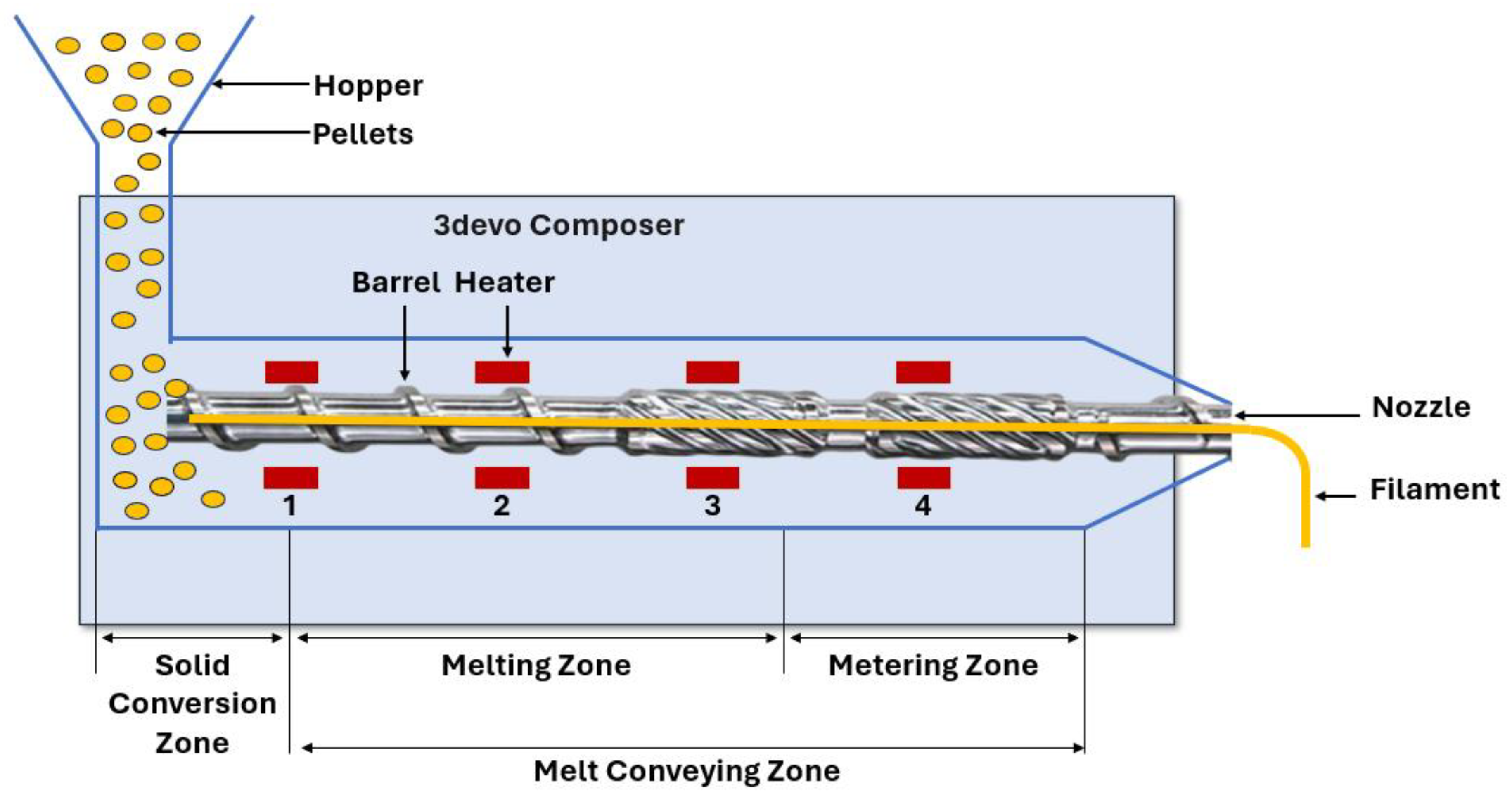
2.2. Filament Extrusion
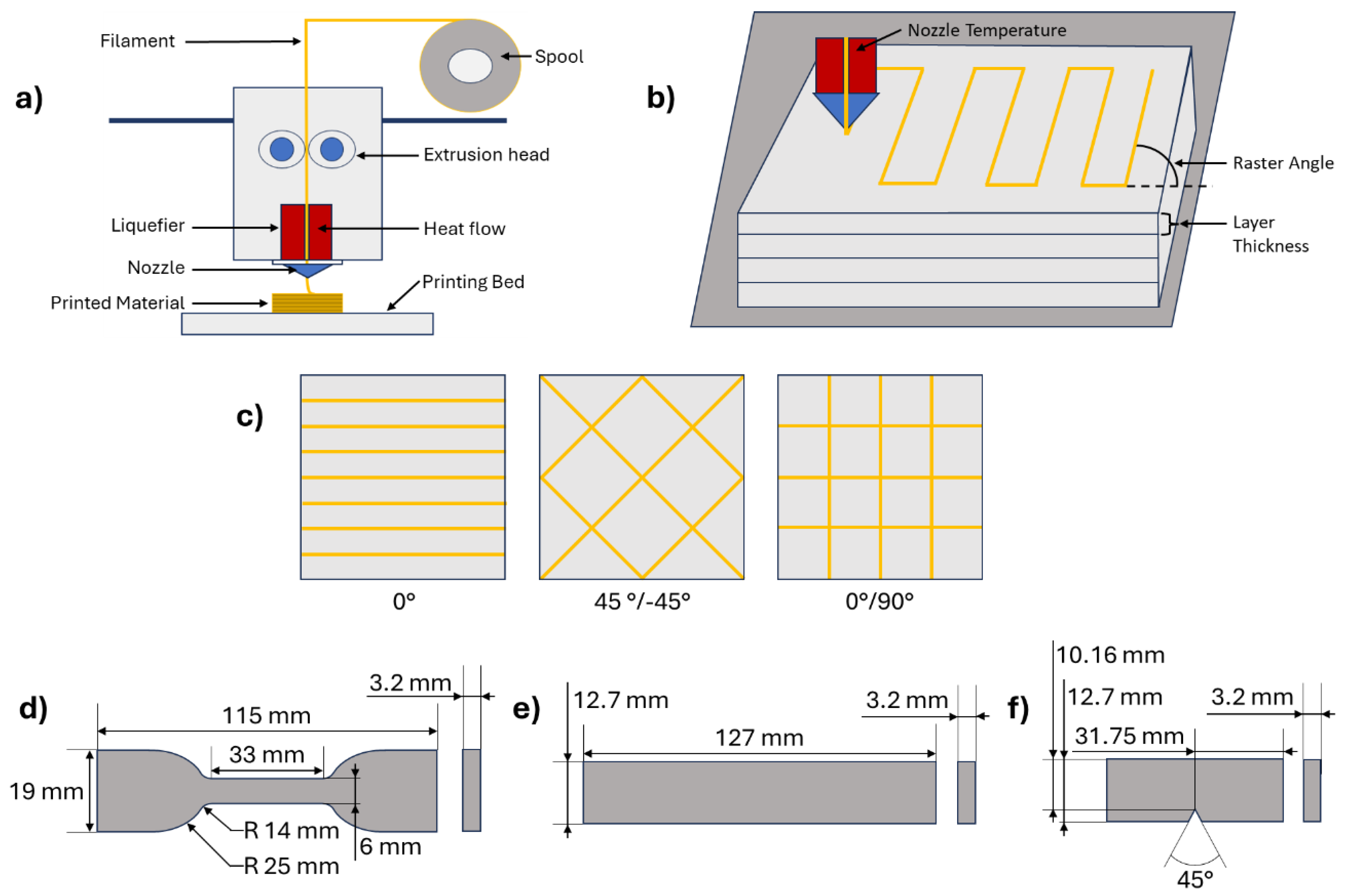
2.3. Design of Experiment
2.4. Mechanical Testing
2.5. Scanning Electron Microscope
3. Results and Discussion
3.1. Effect of Parameters on Tensile Properties
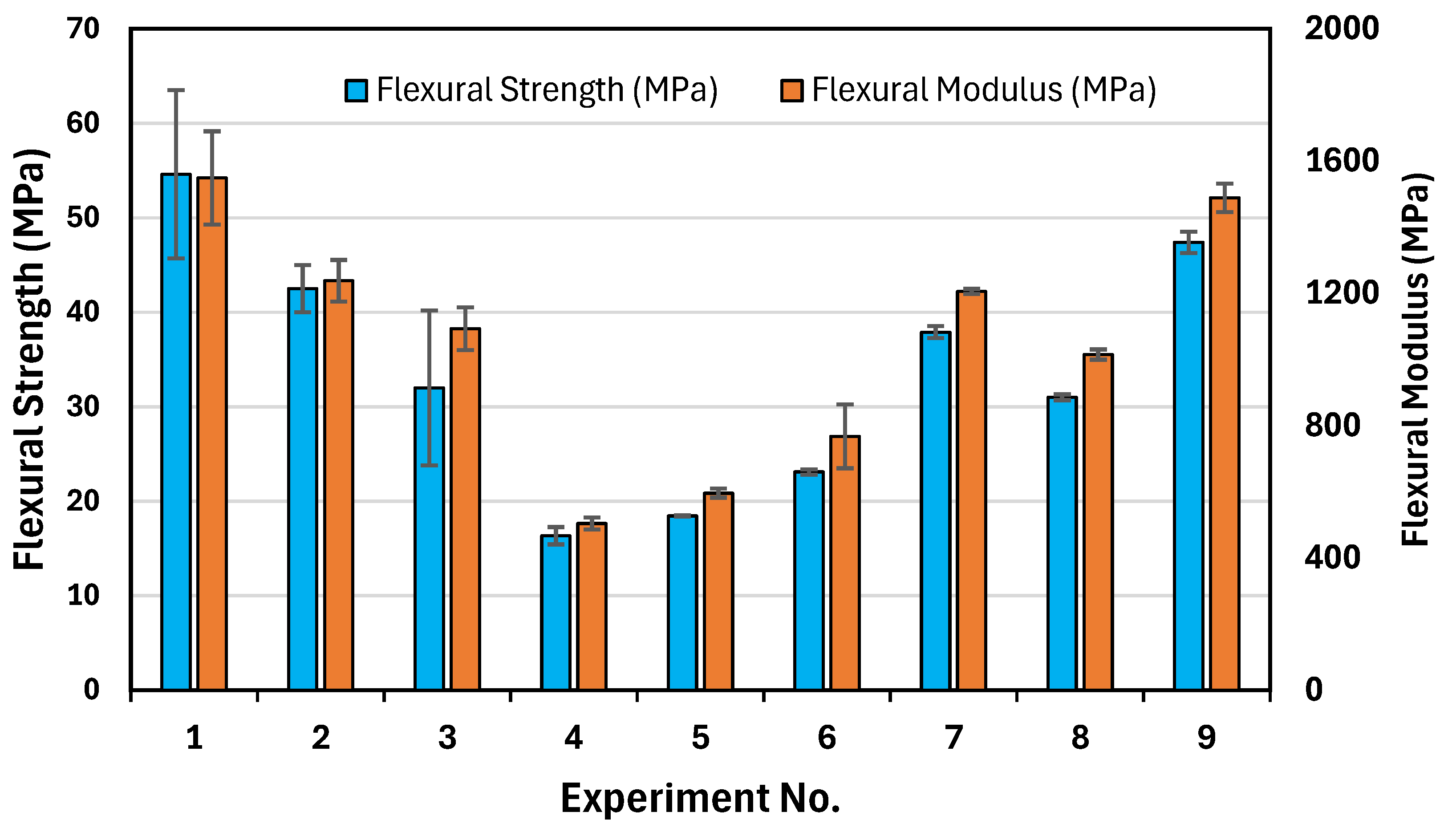
3.2. Effect of Parameters on Flexural Properties
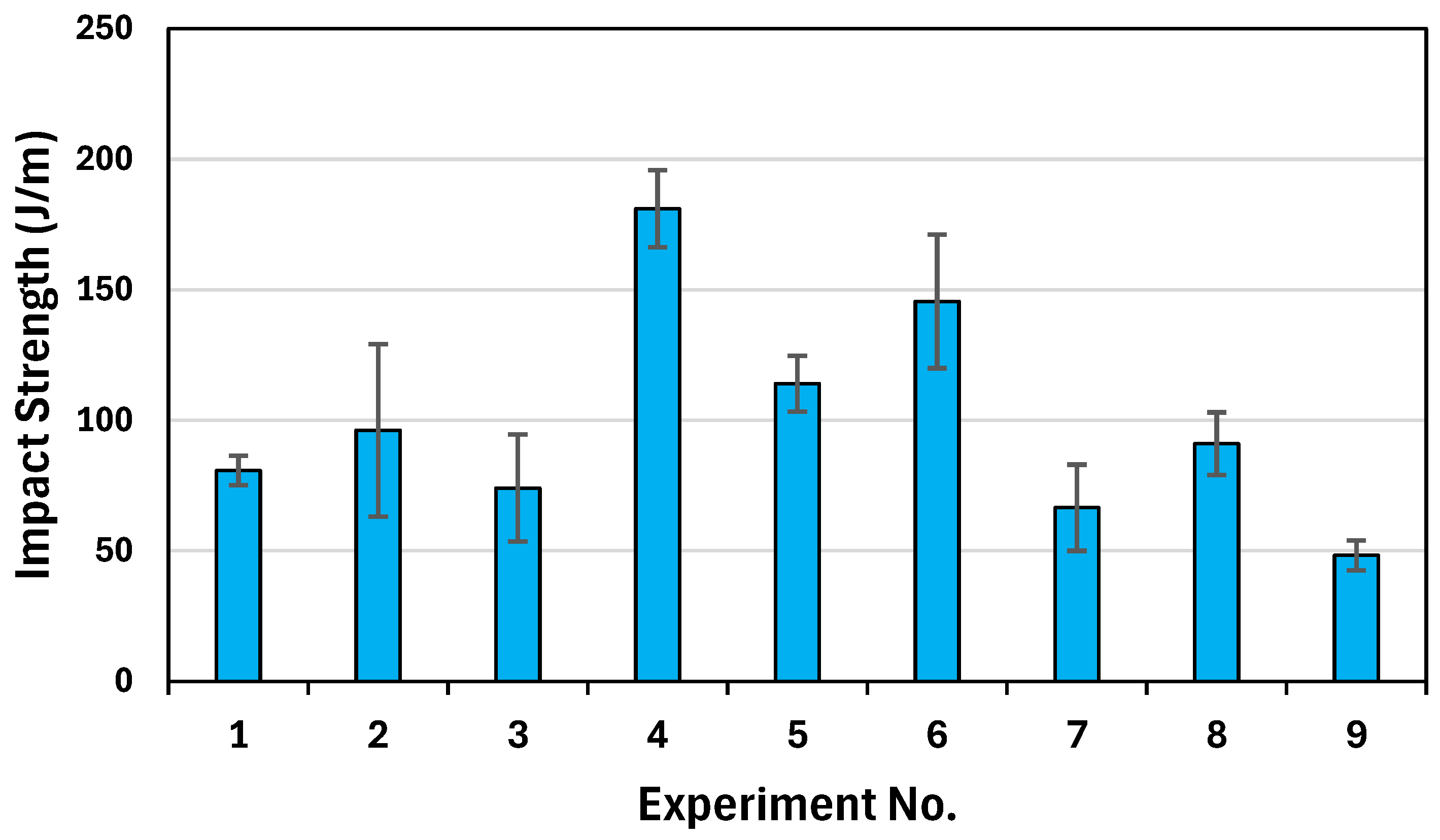
3.3. Effect of Parameters on Impact Properties
3.4. Surface Morphology Analysis
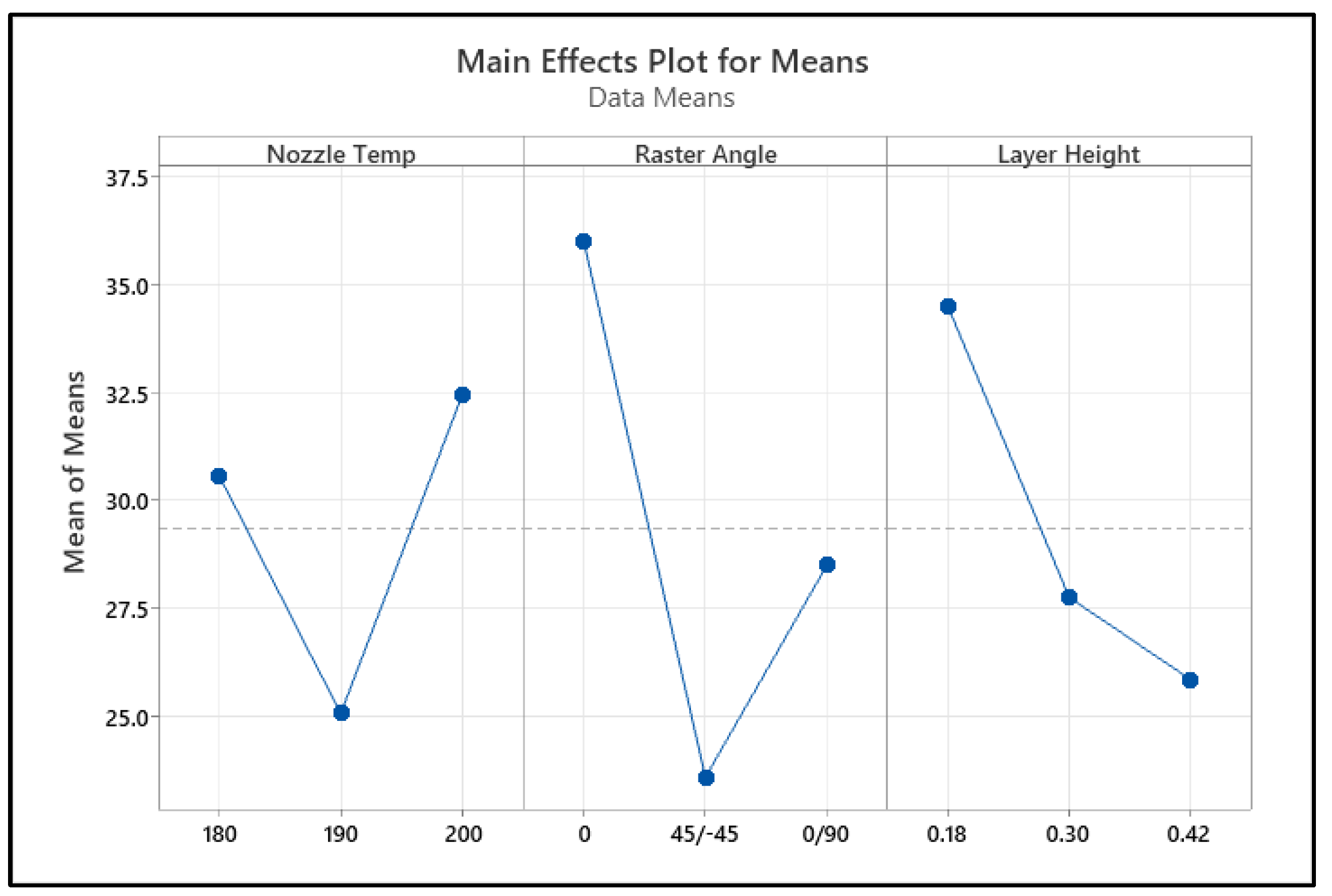
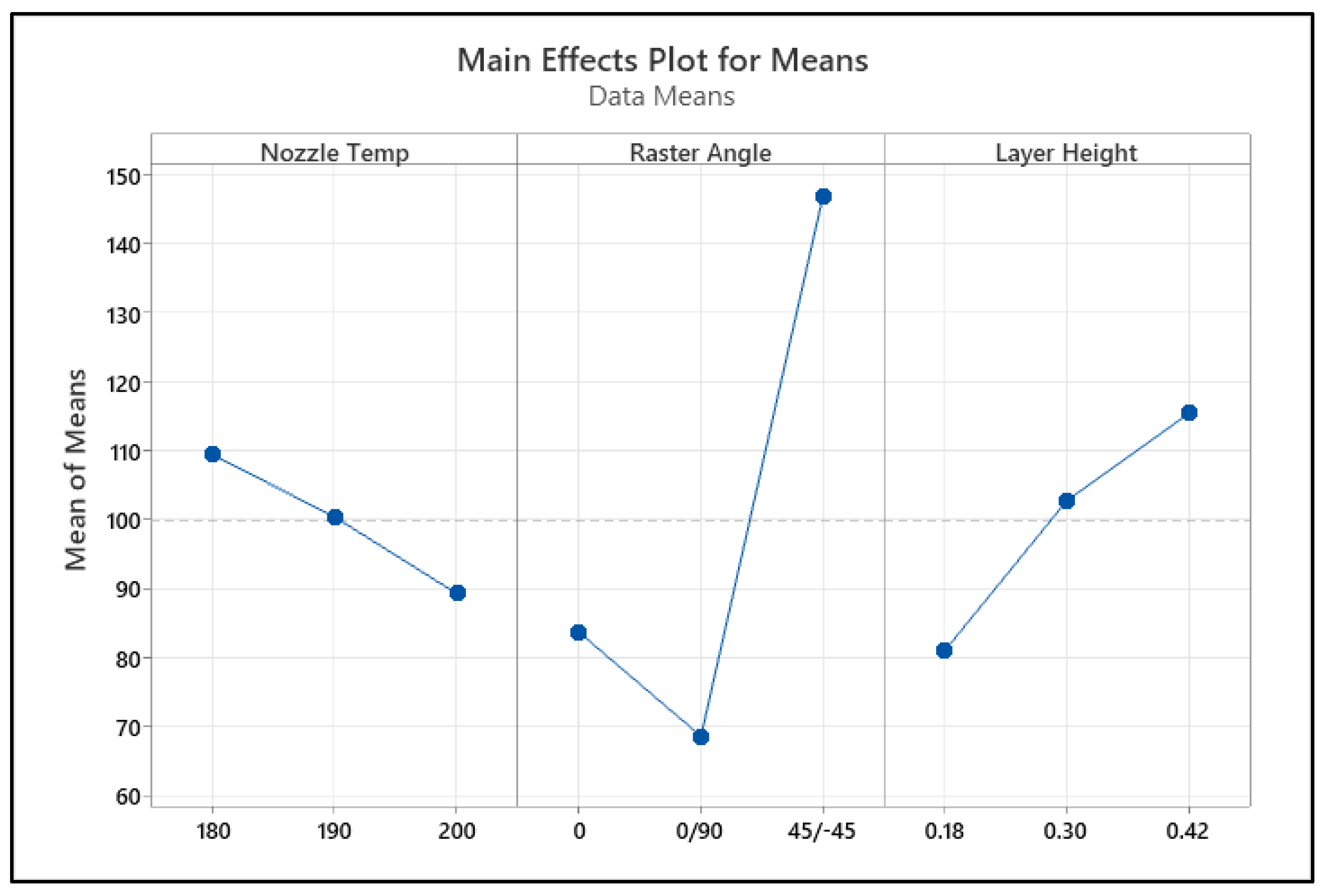
3.5. Optimization of Printing Parameters
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Lin, H.; Shi, L.; Wang, D. A rapid and intelligent designing technique for patient-specific and 3D-printed orthopedic cast. 3D Print. Med. 2015, 2, 4. [Google Scholar] [CrossRef] [PubMed]
- Chen, Y.-J.; Lin, H.; Zhang, X.; Huang, W.; Shi, L.; Wang, D. Application of 3D–printed and patient-specific cast for the treatment of distal radius fractures: Initial experience. 3D Print. Med. 2017, 3, 11. [Google Scholar] [CrossRef] [PubMed]
- Sedigh, A.; Kachooei, A.R.; Beredjiklian, P.K.; Vaccaro, A.R.; Rivlin, M. Safety and Efficacy of Casting during COVID-19 Pandemic: A Comparison of the Mechanical Properties of Polymers Used for 3D Printing to Conventional Materials Used for the Generation of Orthopaedic Orthoses. Arch. Bone Jt. Surg. 2020, 8 (Suppl. S1), 281–285. [Google Scholar] [CrossRef] [PubMed]
- Alshihabi, M.; Kayacan, M.Y. Adaptive topology optimization for additive manufacturing in aerospace applications TT—Havacılık uygulamalarında eklemeli imalat için uyarlanabilir topoloji optimizasyonu. Pamukkale Üniv. Mühendislik Bilim. Derg. 2024, 30, 145–154. Available online: https://dergipark.org.tr/tr/pub/pajes/issue/84296/1474961 (accessed on 15 January 2025).
- Alshihabi, M.; Kayacan, M.Y. Effect of nanosized carbon nanotubes, Titanium Nitride and cubic Boron Nitride powders on mechanical and thermal properties of SLA 3D printed resin composites. Polym. Compos. 2024, 45, 15561–15573. [Google Scholar] [CrossRef]
- Ali, S.; Deiab, I.; Pervaiz, S.; Eltaggaz, A. Development of sustainable polymer composite with agro-industrial residue for biomedical applications. Polym. Eng. Sci. 2025, in press. [Google Scholar] [CrossRef]
- Alshihabi, M.; Kayacan, M.Y. An optimization study focused on lattice structured custom arm casts for fractured bones inspiring additive manufacturing. Int. Adv. Res. Eng. J. 2024, 8, 9–19. [Google Scholar] [CrossRef]
- Alshihabi, M.; Kayacan, M.Y. Enhancing Electrical and Magnetic Properties in SLA 3D Printed Resin Composites With Nano MWCNT, TiN, and c-BN Powders. Polym. Adv. Technol. 2025, 36, e70109. [Google Scholar] [CrossRef]
- Khan, I.; Barsoum, I.; Abas, M.; Al Rashid, A.; Koç, M.; Tariq, M. A review of extrusion-based additive manufacturing of multi-materials-based polymeric laminated structures. Compos. Struct. 2024, 349–350, 118490. [Google Scholar] [CrossRef]
- Eltaggaz, A.A.; Cloutier, J.; Deiab, I. Thermal Post-Processing Of 4140 Alloy Steel Parts Fabricated By Selective Laser Melting (Slm). Prog. Can. Mech. Eng. 2021, 4, 8–11. [Google Scholar] [CrossRef]
- Almuflih, A.S.; Abas, M.; Khan, I.; Noor, S. Parametric Optimization of FDM Process for PA12-CF Parts Using Integrated Response Surface Methodology, Grey Relational Analysis, and Grey Wolf Optimization. Polymers 2024, 16, 1508. [Google Scholar] [CrossRef] [PubMed]
- Hisham, A.; Ali, S.; Abdallah, S.; Mohammed, A.N.A.; Susantyoko, R.A.; Pervaiz, S. Experimental and Statistical Optimization of Carbon-Fiber Reinforced Nylon Composite Based 3D Printed Cellular Structures. Proc. Pap. 2022, 30, IMECE2022-95727. [Google Scholar] [CrossRef]
- Kang, H.; Li, Y.; Gong, M.; Guo, Y.; Guo, Z.; Fang, Q.; Li, X. An environmentally sustainable plasticizer toughened polylactide. RSC Adv. 2018, 8, 11643–11651. [Google Scholar] [CrossRef]
- Mohan, S.; Panneerselvam, K. A short review on mechanical and barrier properties of polylactic acid-based films. Mater. Today Proc. 2022, 56, 3241–3246. [Google Scholar] [CrossRef]
- Alshihabi, M.; Ozkahraman, M.; Kayacan, M.Y. Enhancing the reliability of a robotic arm through lightweighting and vibration control with modal analysis and topology optimization. Mech. Based Des. Struct. Mach. 2025, 53, 1950–1974. [Google Scholar] [CrossRef]
- Ali, S.; Deiab, I.; Pervaiz, S. Optimizing the properties of PHBV/PBAT blend for additive manufacturing. Procedia CIRP 2025, 131, 7–12. [Google Scholar] [CrossRef]
- Khan, I.; Yaseen, M.; Ahmad, M.M.; Abas, M.; Shah, M.I.; Hussain, H.; Hira, F. Integrating resistance-based sensing into fused filament fabricated mechanical metamaterial structure. Prog. Addit. Manuf. 2025, 10, 465–474. [Google Scholar] [CrossRef]
- Ali, S.; Abdallah, S.; Devjani, D.H.; John, J.S.; Samad, W.A.; Pervaiz, S. Effect of build parameters and strain rate on mechanical properties of 3D printed PLA using DIC and desirability function analysis. Rapid Prototyp. J. 2023, 29, 92–111. [Google Scholar] [CrossRef]
- Hikmat, M.; Rostam, S.; Ahmed, Y.M. Investigation of tensile property-based Taguchi method of PLA parts fabricated by FDM 3D printing technology. Results Eng. 2021, 11, 100264. [Google Scholar] [CrossRef]
- Khan, I.; Abas, M.; Ahmad, S.; Al Rashid, A.; Koç, M. Fabrication of a low-cost fused filament fabrication-based 3D printer and investigation of the effects of process parameters on mechanical properties of 3D-printed samples. J. Eng. Res. 2024, in press. [Google Scholar] [CrossRef]
- Ali, S.; Nouzil, I.; Mehra, V.; Eltaggaz, A.; Deiab, I.; Pervaiz, S. Integrated optimization scheme for 3D printing of PLA-APHA biodegradable blends. Prog. Addit. Manuf. 2025, 10, 875–886. [Google Scholar] [CrossRef]
- Ali, S.; Mehra, V.; Eltaggaz, A.; Deiab, I.; Pervaiz, S. Optimization and prediction of additively manufactured PLA-PHA biodegradable polymer blend using TOPSIS and GA-ANN. Manuf. Lett. 2024, 41, 795–802. [Google Scholar] [CrossRef]
- Izdebska-Podsiadły, J.; Thomas, S. Printing on Polymers: Fundamentals and Applications; William Andrew: Norwich, NY, USA, 2015. [Google Scholar]
- Ali, S.; Deiab, I.; Pervaiz, S. State-of-the-art review on fused deposition modeling (FDM) for 3D printing of polymer blends and composites: Innovations, challenges, and applications. Int. J. Adv. Manuf. Technol. 2024, 135, 5085–5113. [Google Scholar] [CrossRef]
- Qiu, H.M.; Hou, K.W.; Zhou, J.P.; Liu, W.J.; Wen, J.B.; Gu, Q.F. Preparation of biodegradable PLA/PCL composite filaments: Effect of PLA content on strength. IOP Conf. Ser. Mater. Sci. Eng. 2020, 770, 012059. [Google Scholar] [CrossRef]
- Burzic, I.; Pretschuh, C.; Kaineder, D.; Eder, G.; Smilek, J.; Másilko, J.; Kateryna, W. Impact modification of PLA using biobased biodegradable PHA biopolymers. Eur. Polym. J. 2019, 114, 32–38. [Google Scholar] [CrossRef]
- Su, S.; Kopitzky, R.; Tolga, S.; Kabasci, S. Polylactide (PLA) and Its Blends with Poly(butylene). Polymers 2019, 11, 1193. [Google Scholar] [CrossRef]
- Su, S.; Duhme, M.; Kopitzky, R. Uncompatibilized pbat/pla blends: Manufacturability, miscibility and properties. Materials 2020, 13, 4897. [Google Scholar] [CrossRef]
- Penumakala, P.K.; Santo, J.; Thomas, A. A critical review on the fused deposition modeling of thermoplastic polymer composites. Compos. Part B Eng. 2020, 201, 108336. [Google Scholar] [CrossRef]
- Shahrubudin, N.; Lee, T.C.; Ramlan, R. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Zou, R.; Xia, Y.; Liu, S.; Hu, P.; Hou, W.; Hu, Q.; Shan, C. Isotropic and anisotropic elasticity and yielding of 3D printed material. Compos. Part B Eng. 2016, 99, 506–513. [Google Scholar]
- Casavola, C.; Cazzato, A.; Moramarco, V.; Pappalettere, C. Orthotropic mechanical properties of fused deposition modelling parts described by classical laminate theory. Mater. Des. 2016, 90, 453–458. [Google Scholar] [CrossRef]
- Drummond, M.; Eltaggaz, A.; Nouzil, I.; Deiab, I. Establishment of Select Printing Parameters for Low-Cost Fused Deposition Modeling Printed Cast Iron Through Experimental Optimization. 3D Print. Addit. Manuf. 2023, 11, 1703–1712. [Google Scholar] [CrossRef] [PubMed]
- Ding, S.; Zou, B.; Wang, P.; Ding, H. Effects of nozzle temperature and building orientation on mechanical properties and microstructure of PEEK and PEI printed by 3D-FDM. Polym. Test. 2019, 78, 105948. [Google Scholar] [CrossRef]
- Es-Said, O.S.; Foyos, J.; Noorani, R.; Mendelson, M.; Marloth, R.; Pregger, B.A. Effect of Layer Orientation on Mechanical Properties of Rapid Prototyped Samples. Mater. Manuf. Process. 2000, 15, 107–122. [Google Scholar] [CrossRef]
- Martin. 3D Printing Layer Height vs. Nozzle Size—Table & Guide. 2023. Available online: https://the3dprinterbee.com/3d-printing-layer-height-vs-nozzle-size/#Layer Height (accessed on 12 January 2025).
- Rankouhi, B.; Javadpour, S.; Delfanian, F.; Letcher, T. Failure Analysis and Mechanical Characterization of 3D Printed ABS With Respect to Layer Thickness and Orientation. J. Fail. Anal. Prev. 2016, 16, 467–481. [Google Scholar] [CrossRef]
- John, J.; Devjani, D.; Ali, S.; Abdallah, S.; Pervaiz, S. Optimization of 3D printed polylactic acid structures with different infill patterns using Taguchi-grey relational analysis. Adv. Ind. Eng. Polym. Res. 2023, 6, 62–78. [Google Scholar] [CrossRef]
- Maguluri, N.; Suresh, G.; Rao, K.V. Assessing the effect of FDM processing parameters on mechanical properties of PLA parts using Taguchi method. J. Thermoplast. Compos. Mater. 2021, 36, 1472–1488. [Google Scholar] [CrossRef]
- American Society for Testing and Materials D638. ASTM D638-14, Standard practice for preparation of metallographic specimens. ASTM Int. 2016, 82, 1–15.
- ASTM-C127; Standard Test Methods for iTeh Standards iTeh Standards or to Indicate the Preview. ASTM: West Conshohocken, PA, USA, 2015; pp. 1–4.
- Gooch, J.W. Astm D256. In Encyclopedic Dictionary of Polymers; Springer: New York, NY, USA, 2011; p. 51. [Google Scholar] [CrossRef]
- Rajpurohit, S.R.; Dave, H.K. Analysis of tensile strength of a fused filament fabricated PLA part using an open-source 3D printer. Int. J. Adv. Manuf. Technol. 2019, 101, 1525–1536. [Google Scholar] [CrossRef]
- Rajpurohit, S.R.; Dave, H.K. Flexural strength of fused filament fabricated (FFF) PLA parts on an open-source 3D printer. Adv. Manuf. 2018, 6, 430–441. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Experiment No. | Nozzle Temperature (°C) | Layer Height (mm) | Raster Angle (deg) |
|---|---|---|---|
| 1 | 180 | 0.18 | 0 |
| 2 | 190 | 0.3 | 0 |
| 3 | 200 | 0.42 | 0 |
| 4 | 180 | 0.42 | ±45 |
| 5 | 190 | 0.18 | ±45 |
| 6 | 200 | 0.3 | ±45 |
| 7 | 180 | 0.3 | 0/90 |
| 8 | 190 | 0.42 | 0/90 |
| 9 | 200 | 0.18 | 0/90 |
| Experiment No. | Tensile Strength | Percent Elongation at Break | Young’s Modulus | Flexural Strength | Flexural Modulus | Impact Strength | Grade | Rank |
|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 0.92 | 0.77 | 1 | 1 | 0.4 | 0.85 | 1 |
| 2 | 0.44 | 0.36 | 0.4 | 0.61 | 0.63 | 0.44 | 0.48 | 4 |
| 3 | 0.53 | 1 | 0.7 | 0.46 | 0.53 | 0.38 | 0.6 | 3 |
| 4 | 0.33 | 0.45 | 0.33 | 0.33 | 0.33 | 1 | 0.46 | 6 |
| 5 | 0.36 | 0.43 | 0.34 | 0.35 | 0.35 | 0.5 | 0.39 | 9 |
| 6 | 0.41 | 0.39 | 0.39 | 0.38 | 0.4 | 0.65 | 0.44 | 7 |
| 7 | 0.4 | 0.36 | 0.56 | 0.53 | 0.6 | 0.37 | 0.47 | 5 |
| 8 | 0.35 | 0.39 | 0.43 | 0.45 | 0.49 | 0.42 | 0.42 | 8 |
| 9 | 0.59 | 0.33 | 1 | 0.73 | 0.9 | 0.33 | 0.65 | 2 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Aziz, M.M.; Beard, L.; Ali, S.; Eltaggaz, A.; Deiab, I. Optimization Scheme for 3D Printing of PLA–PHBV–PCL Biodegradable Blends for Use in Orthopedic Casting. Polymers 2025, 17, 852. https://doi.org/10.3390/polym17070852
Aziz MM, Beard L, Ali S, Eltaggaz A, Deiab I. Optimization Scheme for 3D Printing of PLA–PHBV–PCL Biodegradable Blends for Use in Orthopedic Casting. Polymers. 2025; 17(7):852. https://doi.org/10.3390/polym17070852
Chicago/Turabian StyleAziz, Muhammad Mohid, Logan Beard, Shafahat Ali, Abdelkrem Eltaggaz, and Ibrahim Deiab. 2025. "Optimization Scheme for 3D Printing of PLA–PHBV–PCL Biodegradable Blends for Use in Orthopedic Casting" Polymers 17, no. 7: 852. https://doi.org/10.3390/polym17070852
APA StyleAziz, M. M., Beard, L., Ali, S., Eltaggaz, A., & Deiab, I. (2025). Optimization Scheme for 3D Printing of PLA–PHBV–PCL Biodegradable Blends for Use in Orthopedic Casting. Polymers, 17(7), 852. https://doi.org/10.3390/polym17070852