
Self-Healing Properties of Crosslinked PMMA-DVB Copolymer Microcapsules Based on Interfacial Polymerization


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
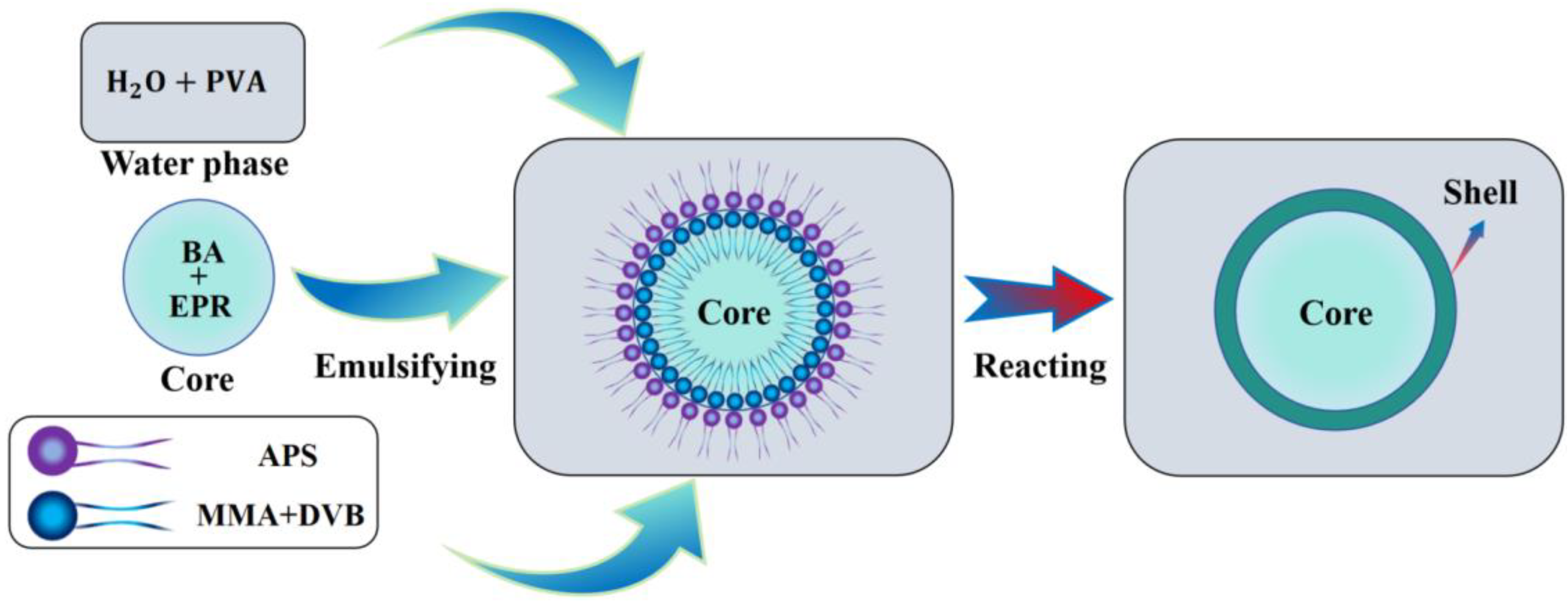
2.2. Principle of Microcapsule Preparation
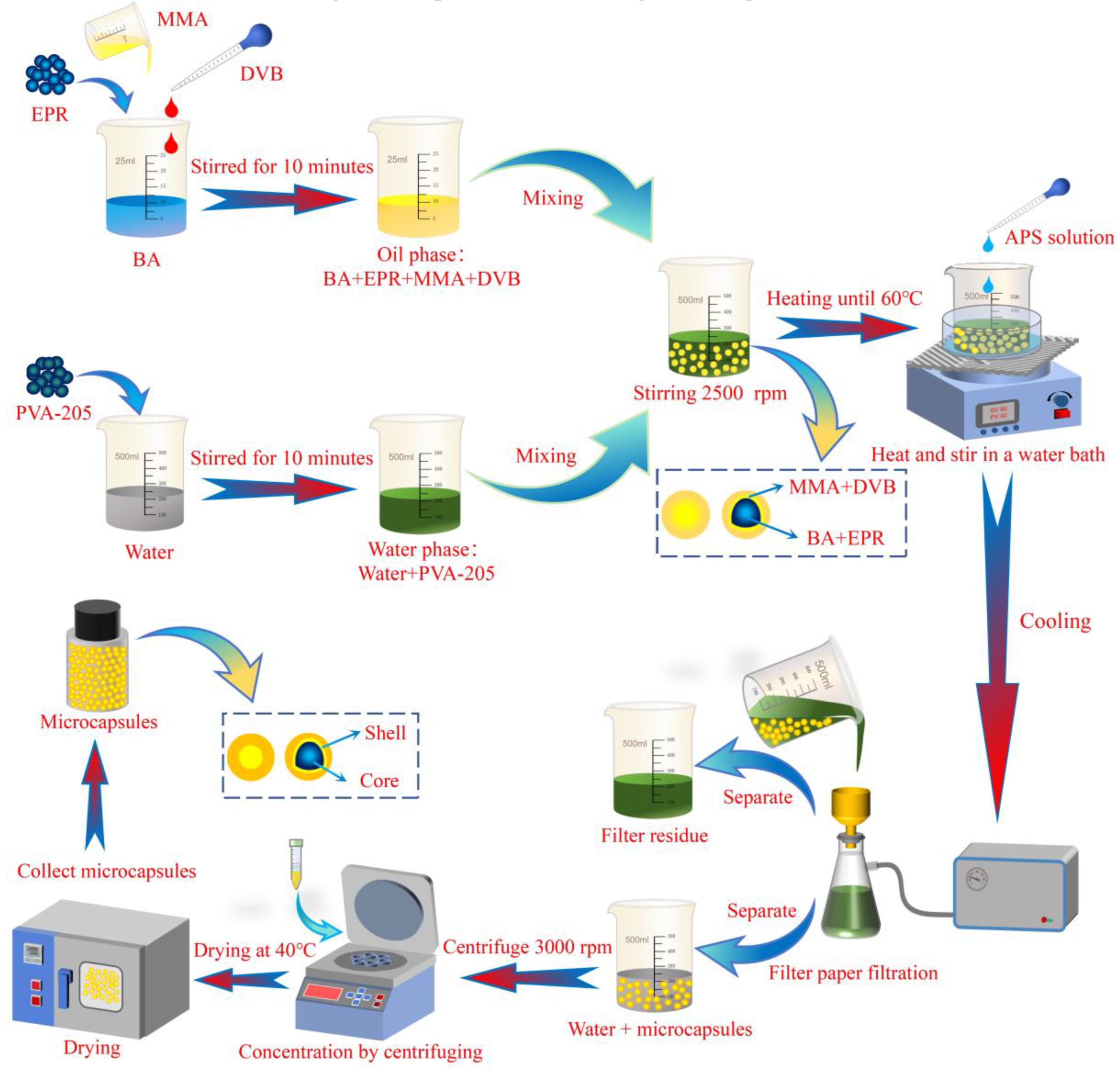
2.3. Microcapsule Preparation Process
2.4. Experimental Design
2.5. Characterization Methods of Microcapsules
3. Results and Discussions
3.1. Effect of Process Parameters on the Characteristics of Microcapsules
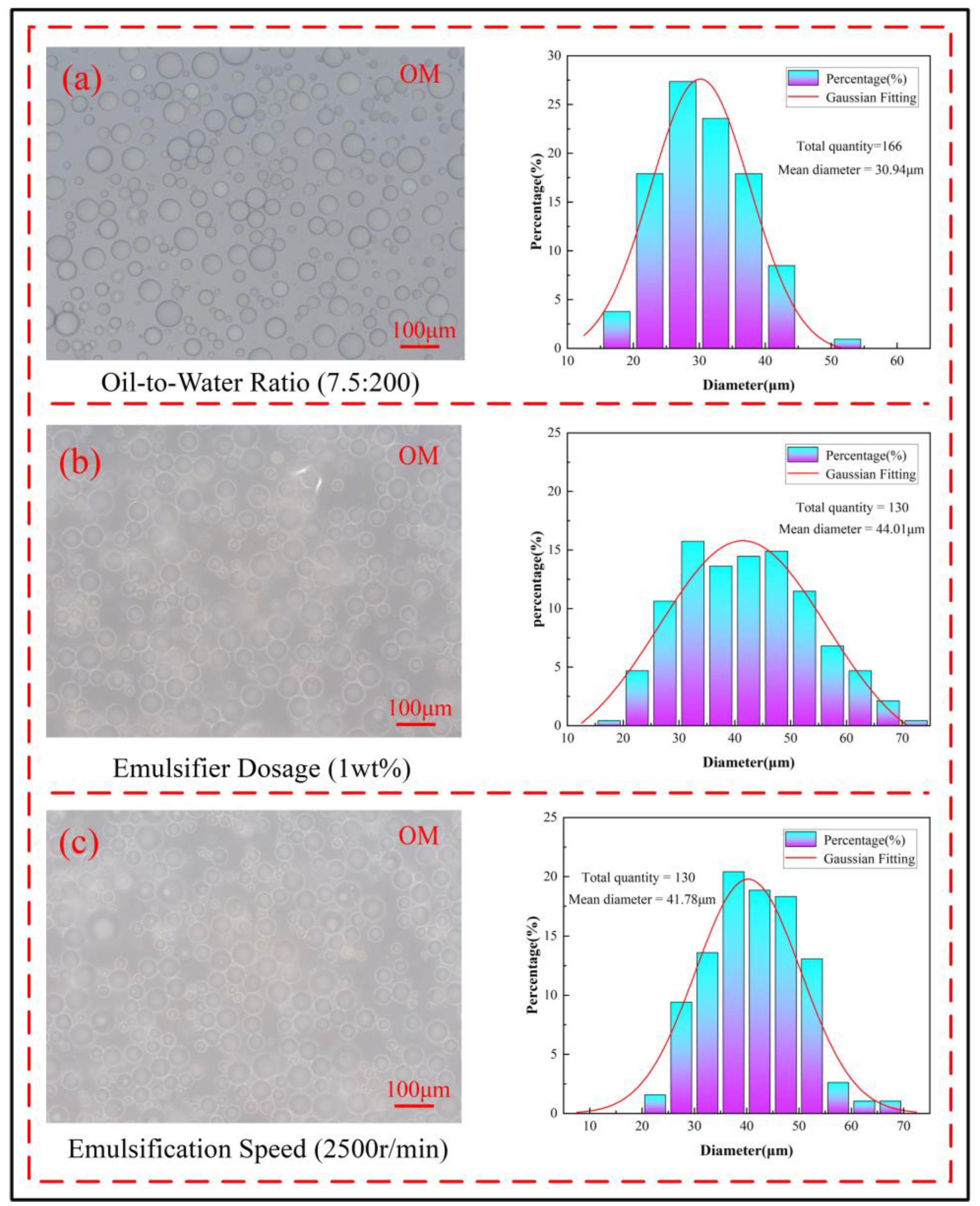
3.1.1. Effect of Oil-to-Water Ratio, Emulsifier Dosage, and Emulsification Speed on the Particle Size of Microcapsules
3.1.2. Effect of Initiator Dosage on Shell Structure
3.1.3. Effect of Core-to-Shell Ratio on Shell Structure and Morphology
3.2. Performance Characterization of Microcapsules
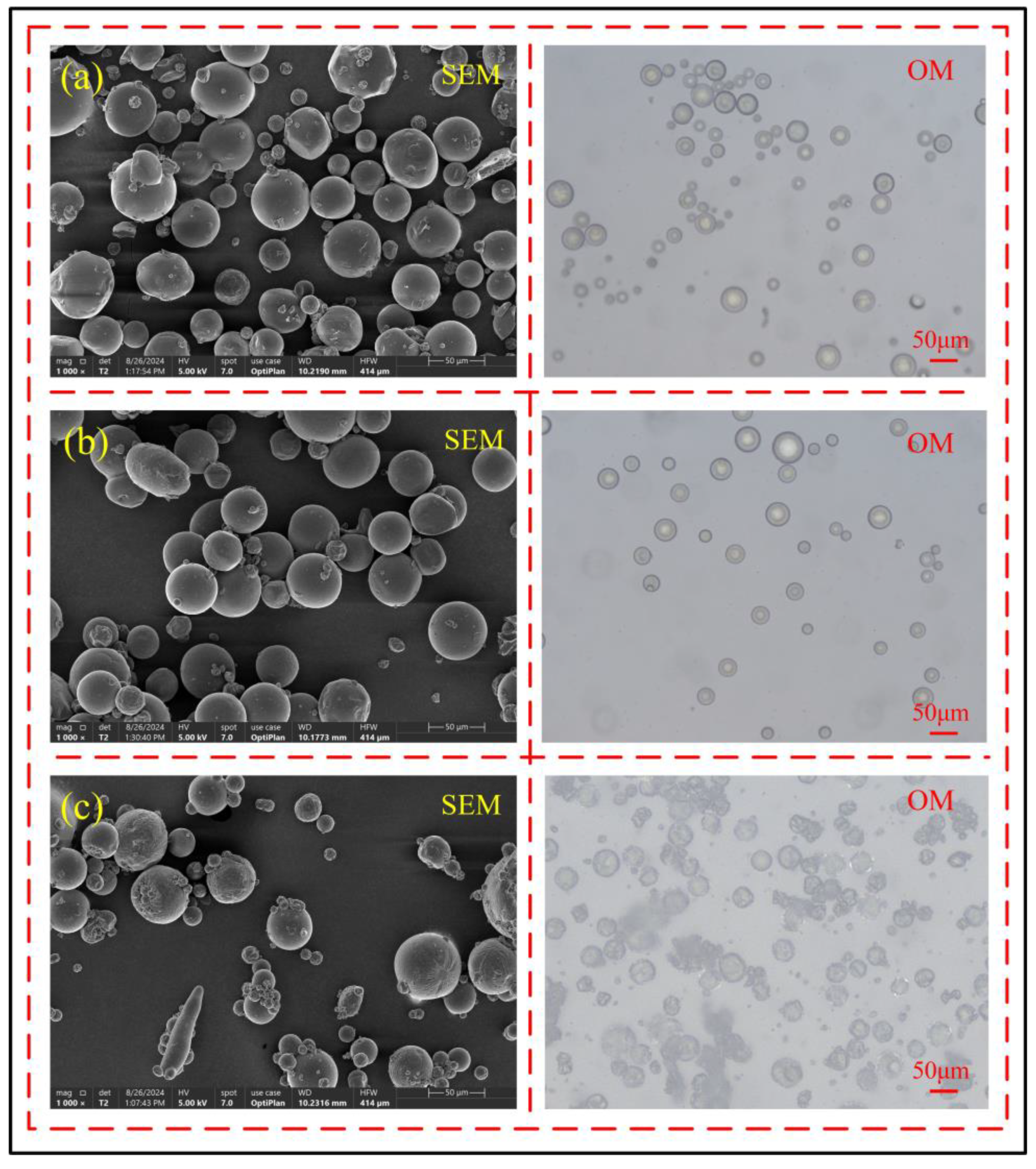
3.2.1. Particle Size and Surface Morphology
3.2.2. Degree of Crosslinking in Shell Materials
3.2.3. Efficiency Encapsulation Performance of the Shell
3.2.4. Thermal Stability
3.2.5. Self-Healing Performance Verification
4. Conclusions
- (a)
- By analyzing the laws of influence of process parameters on the particle size, dispersibility, morphology, and surface characteristics of microcapsules, the optimal process conditions for microcapsule preparation were determined to be an oil-to-water ratio of 7.5:200, an emulsifier content of 1 wt%, an emulsification speed of 2500 r/min, an initiator content of 2.5 g, and a core-to-wall ratio of 4:1.
- (b)
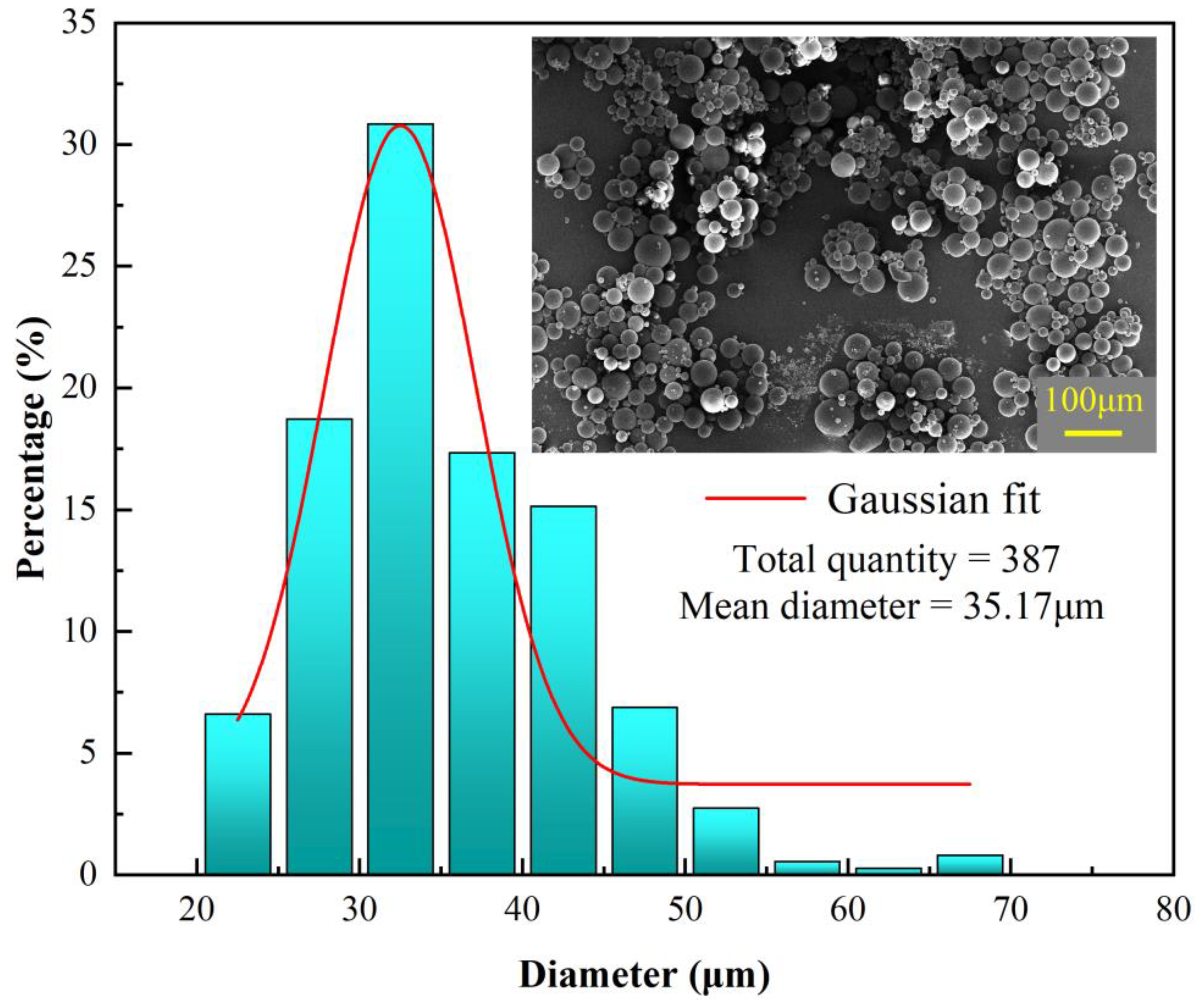
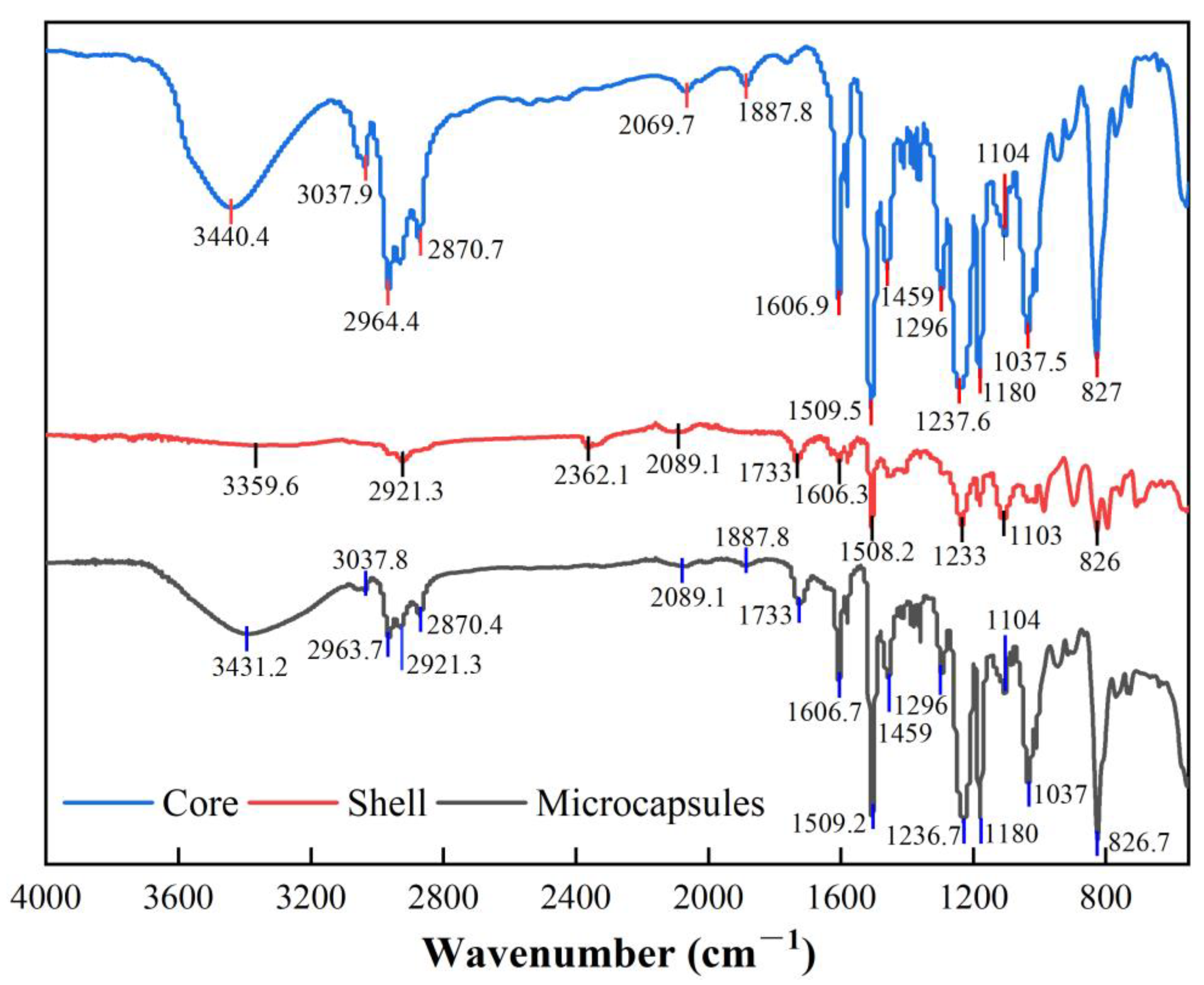
- Under the optimal parameters, FT-IR, TGA, and particle size analysis results show that the prepared microcapsules have a moderate degree of crosslinking in the wall material, which provides good protection to the core material. This significantly improves the thermal stability of the core material and slows down its decomposition process. Compared to the dual-wall self-healing microcapsules prepared in reference [21], the microcapsules prepared in this study have a simpler structure and better thermal stability. The microcapsules exhibit excellent thermal stability up to 346 °C. The particle size of the microcapsules is predominantly concentrated around 35 µm, accounting for approximately 30%, while the particle size range of 25 µm to 45 µm covers 80% of the microcapsules.
- (c)
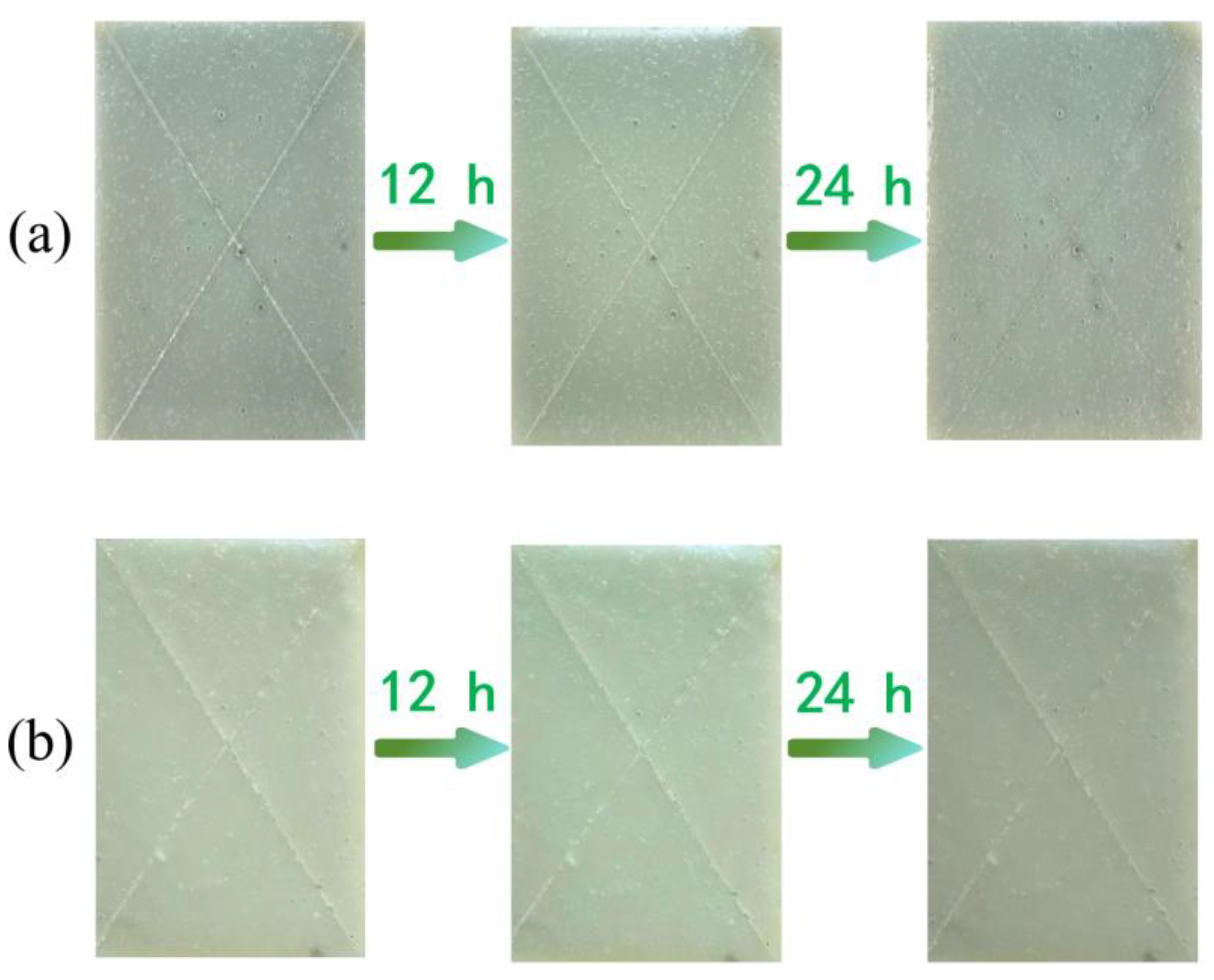
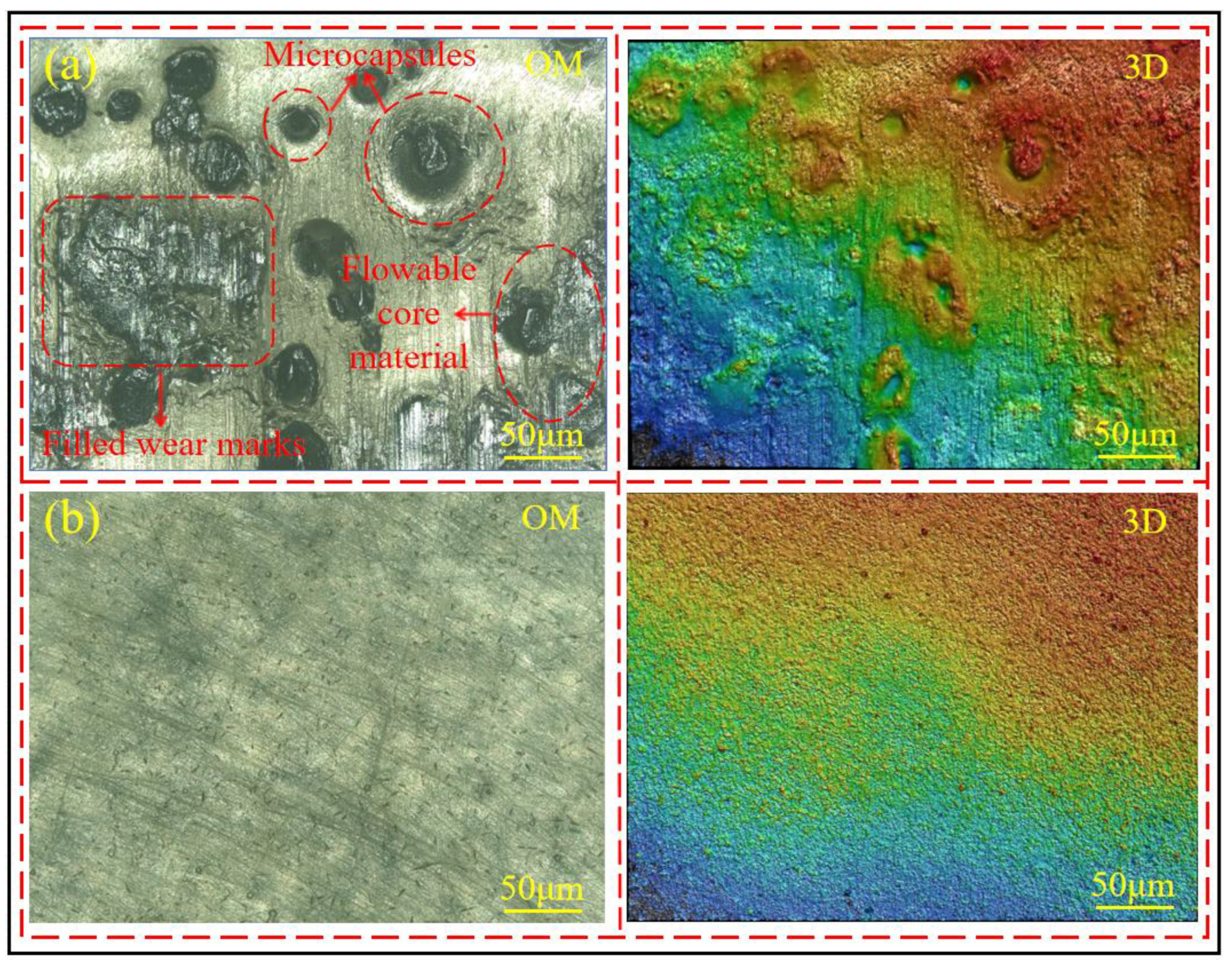
- The coating scratch experiment shows that the epoxy coating with this microcapsule has good self-healing properties, achieving a good self-healing effect within 24 h. When the microcapsules rupture due to damage to the coating, the repair agent inside can effectively mend the damaged area. This microcapsule has broad application potential in achieving self-healing of surface coatings for marine steel structure engineering equipment.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Liu, J.G.; Li, Z.L.; Li, Y.T.; Hou, B.R. Corrosion process of D32 steel used for offshore oil platform in splash zone. Anti Corros. Methods Mater. 2016, 63, 56–64. [Google Scholar] [CrossRef]
- Han, Q.; Yang, C.; Sun, L.; Song, C.S.; Chen, S.Y. Study on the failure evolution mechanism of epoxy coating in high-concentration ion content environment. J. Phys. Conf. Ser. 2021, 2021, 012099. [Google Scholar] [CrossRef]
- Olajire, A.A. Recent advances on organic coating system technologies for corrosion protection of offshore metallic structures. J. Mol. Liq. 2018, 269, 572–606. [Google Scholar] [CrossRef]
- Chen, A.; Tong, L.; Wu, L.; Liu, Y.; Yang, X.Y.; Liao, Z.Y.; Zhang, B.; Zhou, Y.; Hu, Y. Research progress of microcapsule self-healing anticorrosive coatings. J. Phys. Conf. Ser. 2021, 2076, 012083. [Google Scholar] [CrossRef]
- Yan, Z.; Liu, Y.J.; Cao, Y.Z.; Quan, G.P.; Li, W.W.; Li, D.W.; Wu, Y.; Xiao, L.; Yu, F. Fabrication of microcapsules with graphene/organic hybrid shell based on Pickering emulsions for self-healing anti-corrosive coatings. J. Appl. Polym. Sci. 2024, 141, e55653. [Google Scholar] [CrossRef]
- Chen, J.H.; Song, J.L.; Hu, W.; Zhu, T.Y.; Gao, J.; Xiao, K. Corrosion behaviour of polyurethane coating containing flurocarbon on carbon steel in tropical marine atmospheric environment. Int. J. Electrochem. Sci. 2022, 17, 221160. [Google Scholar] [CrossRef]
- Udoh, I.I.; Shi, H.W.; Daniel, E.F.; Li, J.Y.; Gu, S.H.; Liu, F.C.; Han, E.H. Active anticorrosion and self-healing coatings: A review with focus on multi-action smart coating strategies. J. Mater. Sci. Technol. 2022, 116, 224–237. [Google Scholar] [CrossRef]
- Atazadeh, N.; Nogorani, F.S. Developing a self-healing anticorrosion coating for steel protection in marine tidal zone. Mater. Corros. 2024, 75, 1112–1132. [Google Scholar] [CrossRef]
- Zhang, H.; Cheng, C.R.; Guo, M.L. Fabrication of diisocyanate microcapsules for self-healing anti-corrosion coatings via integrating electrospraying and interfacial polymerization. Colloids Surf. A Physicochem. Eng. Asp. 2024, 695, 134247. [Google Scholar] [CrossRef]
- Wu, X.; Yang, C.; Wu, L.L.; Zhang, C.C.; Cui, G.; Xin, Y.P. Self-repairing and anti-fouling performance of anticorrosive coating in marine environments. Polym. Test. 2023, 124, 108090. [Google Scholar] [CrossRef]
- Lee, J.S.; Kim, H.W.; Lee, J.S.; An, H.S.; Chung, C.M. Microcapsule-Type Self-healing protective coating that can maintain its healed state upon crack expansion. Materials 2021, 14, 6198. [Google Scholar] [CrossRef]
- Yang, H.J.; Mo, Q.F.; Li, W.Z.; Gu, F.M. Preparation and properties of self-healing and delf-lubricating epoxy coatings with polyurethane microcapsules containing bifunctional linseed oil. Polymers 2019, 11, 1578. [Google Scholar] [CrossRef]
- Ji, X.P.; Li, J.; Hua, W.L.; Hu, Y.L.; Si, B.T.; Chen, B. Preparation and performance of microcapsules for asphalt pavements using interfacial polymerization. Constr. Build. Mater. 2021, 289, 123179. [Google Scholar] [CrossRef]
- Tzavidi, S.; Zotiadis, C.; Porfyris, A.; Korres, D.M.; Vouyiouka, S. Epoxy-loaded poly(urea-formaldehyde) microcapsules via in situ polymerization designated for self-healing coatings. J. Appl. Polym. Sci. 2020, 137, 49323. [Google Scholar] [CrossRef]
- Qing, B.; Zheng, Z.L.; Liu, C.B.; Li, M.; D’Sa, R.A.; Li, H.Y.; Graham, M.; Michailidis, M.; Kantserev, P.; Vinokurov, V.; et al. Microcapsules prepared via Pickering emulsion polymerization for multifunctional coatings. Prog. Org. Coat. 2020, 147, 105785. [Google Scholar]
- Shen, Q. Advances in unusual interfacial polymerization techniques. Polymers 2023, 270, 125788. [Google Scholar] [CrossRef]
- Attaei, M.; Calado, L.M.; Taryna, M.G.; Morozov, Y.; Shakoor, R.A.; Kahraman, R. Autonomous self-healing in epoxy coatings provided by high-efficiency isophorone diisocyanate (IPDI) microcapsules for protection of carbon steel. Prog. Org. Coat. 2020, 139, 105445. [Google Scholar] [CrossRef]
- Yuan, L.Y.; Sun, T.Q.; Hu, H.L.; Yuan, S.X.; Yang, Y.; Wang, R.G. Preparation and characterization of microencapsulated ethylenediamine with epoxy resin for self-healing composites. Sci. Rep. 2019, 9, 18834. [Google Scholar] [CrossRef]
- Mytara, A.D.; Chronaki, K.; Nikitakos, V.; Papaspyrides, C.D.; Beltsios, K.; Vouyiouka, S. Synthesis of polyamide-based microcapsules via Interfacial polymerization: Effect of key process parameters. Materials 2021, 14, 5895. [Google Scholar] [CrossRef] [PubMed]
- Du, G.H.; Hu, J.F.; Zhou, J.H.; Wang, J.W.; Guan, S.L.; Liu, H.L. The study on the mechanical properties of PU/MF double shell self-healing microcapsules. Chin. J. Chem. Eng. 2020, 28, 1459–1473. [Google Scholar] [CrossRef]
- Yuan, L.Y.; Zhi, J.Y.; Wang, C.W.; Wang, J.N.; Cao, L.J.; Yang, Y. Preparation and properties of double-layer phenolic/polyurethane coated isophorone diisocyanate self-healing microcapsules. Sci. Rep. 2024, 14, 20965. [Google Scholar] [CrossRef] [PubMed]
- Kakimoto, Y.; Noro, K.; Wang, Q.; Miyake, Y.; Amagai, T. Determining the exposure routes and risk assessment of isocyanates in indoor environments. Arch. Environ. Contam. Toxicol. 2024, 87, 460–468. [Google Scholar] [CrossRef]
- Piapan, L.; Fortina, A.B.; Giulioni, E.; Filon, F.L. Sensitisation to ethylenediamine dihydrochloride in patients with contact dermatitis in northeastern Italy from 1996 to 2021. Contact Dermat. 2024, 90, 253–261. [Google Scholar] [CrossRef] [PubMed]
- Mayer-Trzaskowska, P.; Pobakowska, M.; Gierz, Ł.; Pach, J.; Mazur, E. Observation of the Effect of Aging on the structural changes of polyurethane/polyurea coatings. Polymers 2023, 16, 23. [Google Scholar] [CrossRef]
- Li, Z.; Liu, J.; Xing, S.H.; Zhang, L.W.; Lu, Z.H.; Zhang, P. Failure behavior and damage mechanism of acrylic polyurethane coating in tropical marine atmospheric environment. Int. J. Electrochem. Sci. 2020, 15, 2511–2527. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | PVA-205 (g) | MMA (g) | DVB (g) | EPR (g) | BA (g) | APS (g) | Emulsification Speed (r/min) |
|---|---|---|---|---|---|---|---|
| 1 | 2.55 | 0.73 | 0.075 | 2 | 4.4 | / | 2000 |
| 2 | 2.55 | 1.46 | 0.15 | 4 | 8.8 | / | 2000 |
| 3 | 2.55 | 2.19 | 0.225 | 6 | 13.2 | / | 2000 |
| 4 | 1.65 | 0.73 | 0.075 | 2 | 4.4 | / | 2000 |
| 5 | 2.1 | 0.73 | 0.075 | 2 | 4.4 | / | 2000 |
| 6 | 2.55 | 0.73 | 0.075 | 2 | 4.4 | / | 2000 |
| 7 | 2.1 | 0.73 | 0.075 | 2 | 4.4 | / | 2000 |
| 8 | 2.1 | 0.73 | 0.075 | 2 | 4.4 | / | 2500 |
| 9 | 2.1 | 0.73 | 0.075 | 2 | 4.4 | / | 3000 |
| 10 | 2.1 | 0.73 | 0.075 | 2 | 4.4 | 2.0 | 2500 |
| 11 | 2.1 | 0.73 | 0.075 | 2 | 4.4 | 2.5 | 2500 |
| 12 | 2.1 | 0.73 | 0.075 | 2 | 4.4 | 3.0 | 2500 |
| 13 | 2.1 | 1.46 | 0.15 | 2 | 4.4 | 2.5 | 2500 |
| 14 | 2.1 | 2.2 | 0.23 | 2 | 4.4 | 2.5 | 2500 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, X.; Tang, C.; Yu, J.; Zhou, Y.; Zuo, X. Self-Healing Properties of Crosslinked PMMA-DVB Copolymer Microcapsules Based on Interfacial Polymerization. Polymers 2025, 17, 569. https://doi.org/10.3390/polym17050569
Jiang X, Tang C, Yu J, Zhou Y, Zuo X. Self-Healing Properties of Crosslinked PMMA-DVB Copolymer Microcapsules Based on Interfacial Polymerization. Polymers. 2025; 17(5):569. https://doi.org/10.3390/polym17050569
Chicago/Turabian StyleJiang, Xiaowei, Chengwu Tang, Jiachuan Yu, Yuankai Zhou, and Xue Zuo. 2025. "Self-Healing Properties of Crosslinked PMMA-DVB Copolymer Microcapsules Based on Interfacial Polymerization" Polymers 17, no. 5: 569. https://doi.org/10.3390/polym17050569
APA StyleJiang, X., Tang, C., Yu, J., Zhou, Y., & Zuo, X. (2025). Self-Healing Properties of Crosslinked PMMA-DVB Copolymer Microcapsules Based on Interfacial Polymerization. Polymers, 17(5), 569. https://doi.org/10.3390/polym17050569