
Pressure Effect on the Rheological Behavior of Highly Filled Solid Propellant During Extrusion Flow

Abstract
1. Introduction
2. Materials and Characterizations
2.1. Materials and Formulations
2.2. Preparation of Samples and Characterizations
2.2.1. One-Pot Compounding of SPs
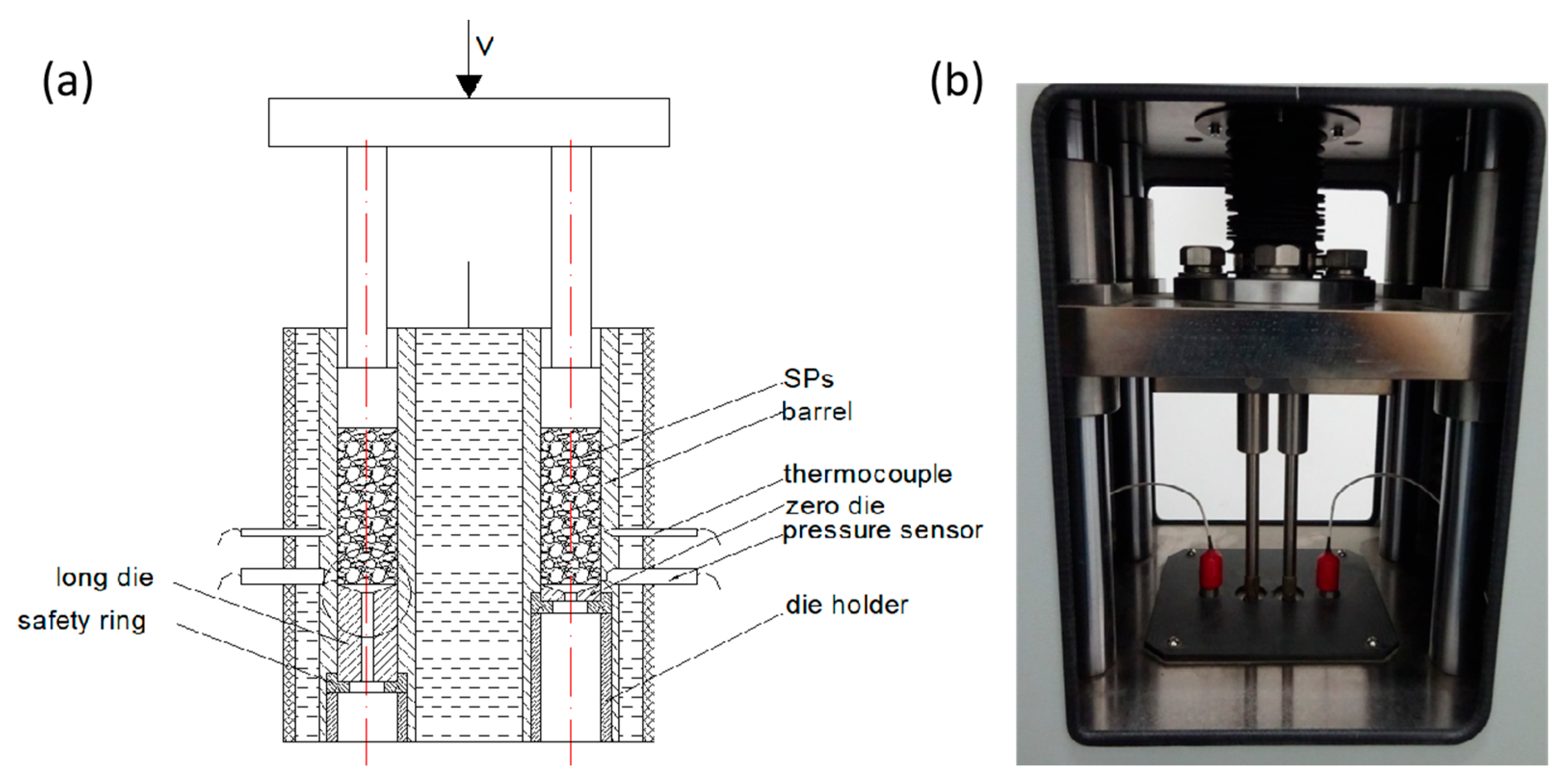
2.2.2. Twin-Bore Capillary Rheometer
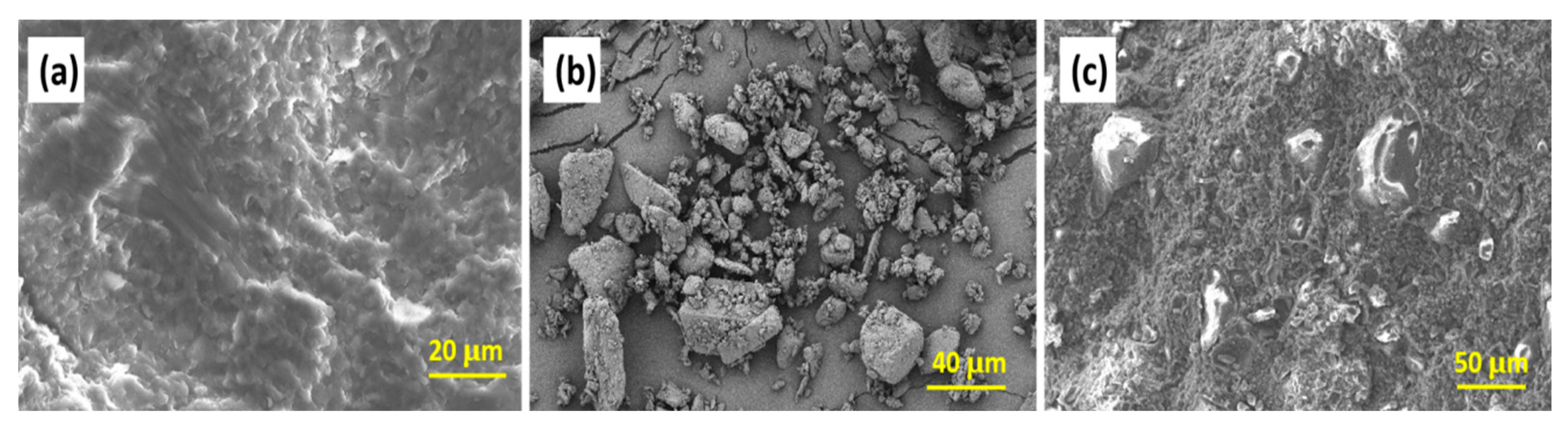
2.2.3. Scanning Electron Microscopy
3. Results and Discussion
3.1. Principle of the Capillary Rheometer
3.2. Dependence of Shear Viscosity on Temperature
3.3. Flow Behaviors
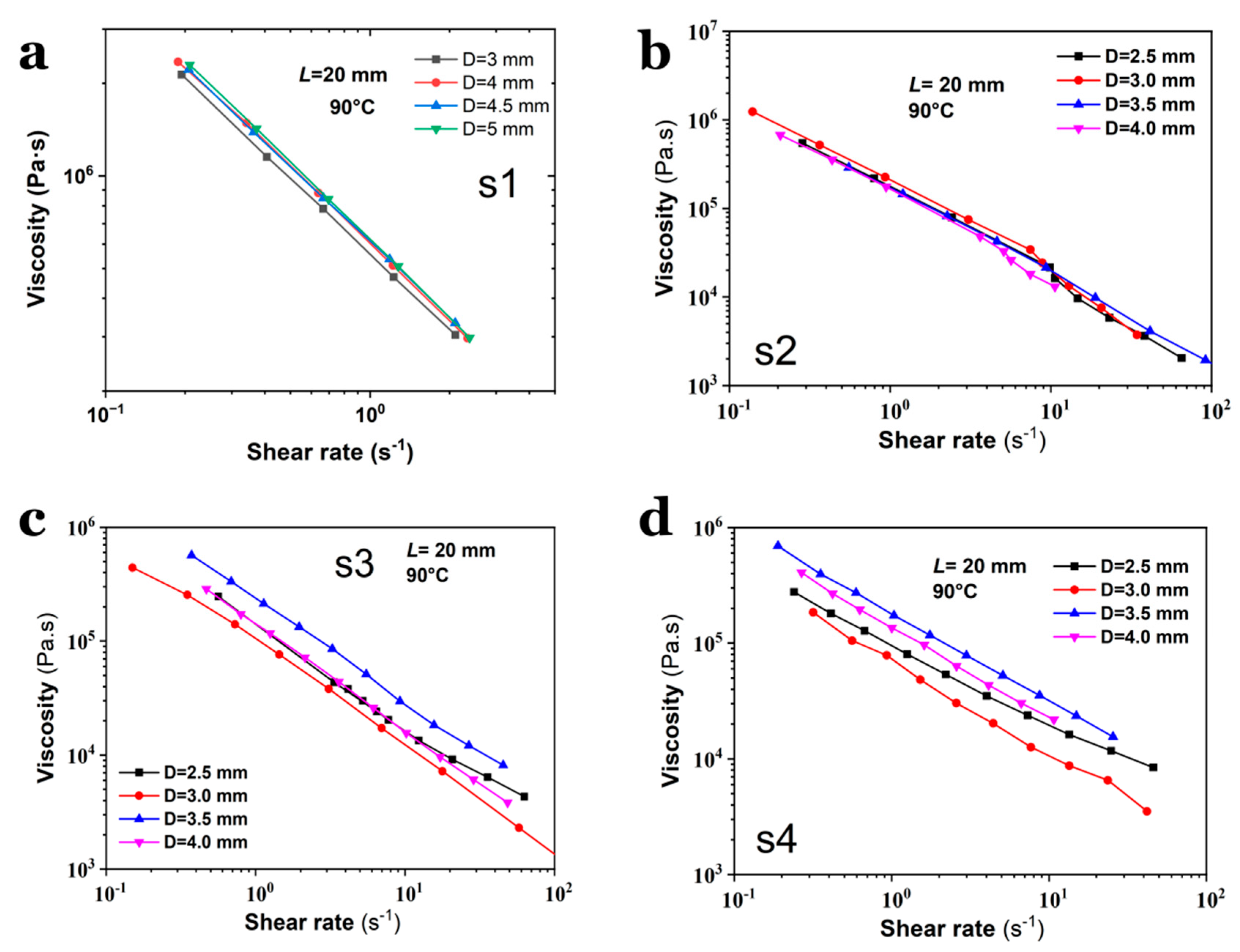
3.4. Viscosity of SPs on the Geometry of Capillary Die
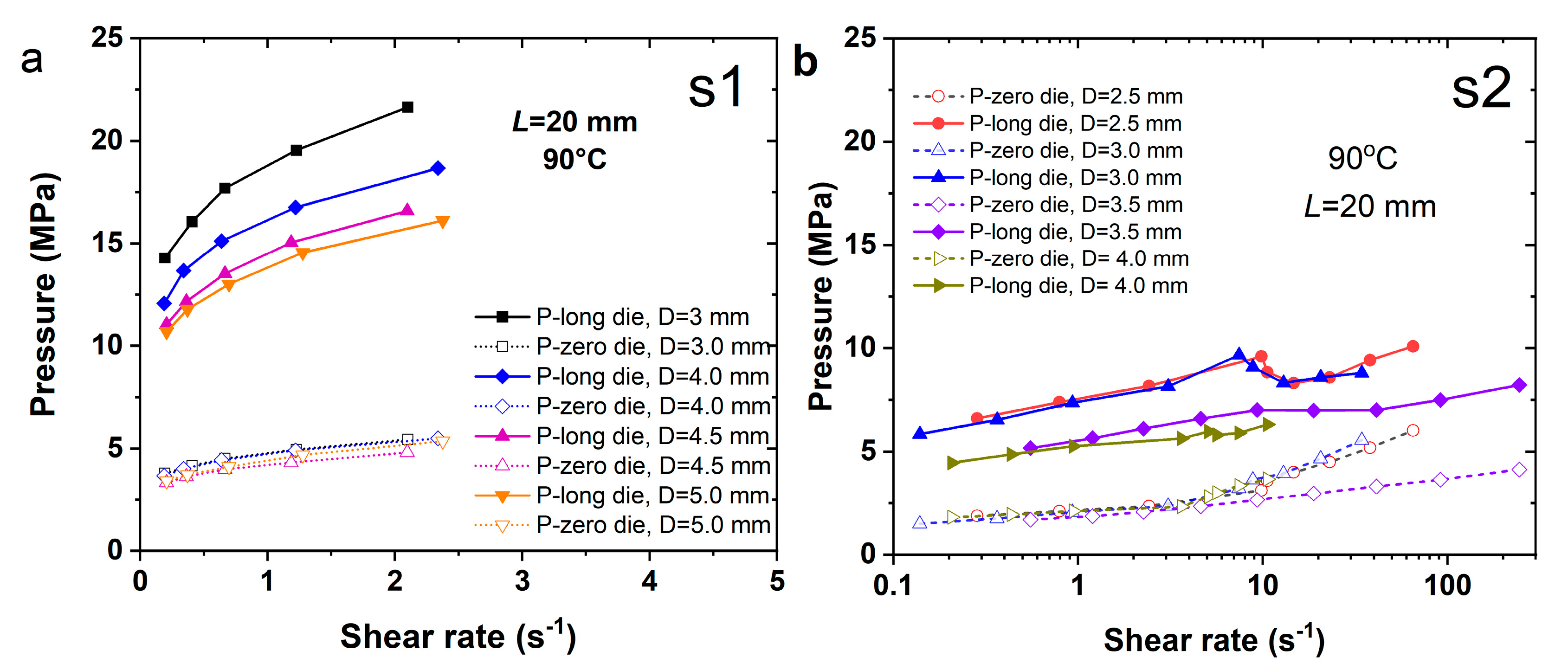
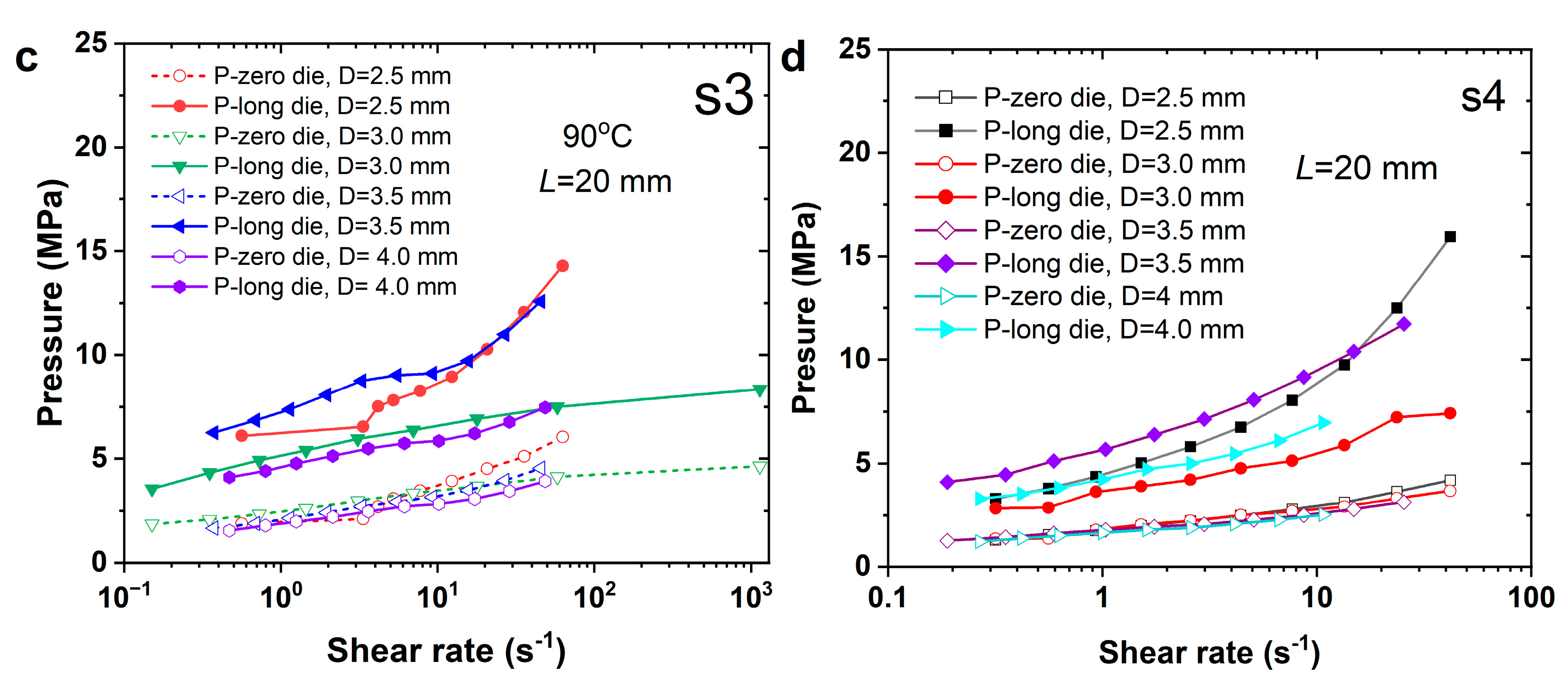
3.5. Viscosity of SPs on Melt Pressure
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Chen, F.; Duo, Y.; Luo, S.; Luo, Y.; Tan, H. Novel segmented thermoplastic polyurethanes elastomers based on tetrahydrofuran ethylene oxide copolyethers as high energetic propellant binders. Propellants Explos. Pyrotech. Int. J. Deal. Sci. Technol. Asp. Energetic Mater. 2003, 28, 7–11. [Google Scholar] [CrossRef]
- Sun, S.; Liu, H.; Wang, Y.; Du, W.; Zhao, B.; Luo, Y. A novel method of improving the mechanical properties of propellant using energetic thermoplastic elastomers with bonding groups. Polymers 2024, 16, 792. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Wang, Z.; Sun, S.X.; Luo, Y.J. Influence of Solid Filler on the Rheological Properties of Propellants Based on Energetic Thermoplastic Elastomer. Materials 2023, 16, 808. [Google Scholar] [CrossRef] [PubMed]
- Liao, Z.; Hossain, M.; Yao, X. Ecoflex polymer of different Shore hardnesses: Experimental investigations and constitutive modelling. Mech. Mater. 2020, 144, 103366. [Google Scholar] [CrossRef]
- Wang, M.; Jin, G.; He, W.; Nan, F. 3D printing of gun propellants based on laminated object manufacturing. Mater. Manuf. Process. 2022, 37, 1246–1256. [Google Scholar] [CrossRef]
- O’Sullivan, O.T.; Zdilla, M.J. Properties and promise of catenated nitrogen systems as high-energy-density materials. Chem. Rev. 2020, 120, 5682–5744. [Google Scholar] [CrossRef] [PubMed]
- Martinez-Pastor, J.; Franco, P.; Ramirez, F.J.; Lopez-Garcia, P.J. Experimental analysis of rheological behaviour of a multi-base energetic material during conventional extrusion. Procedia Eng. 2015, 132, 373–380. [Google Scholar] [CrossRef]
- Martinez-Pastor, J.; Franco, P.; Ramirez, F.J.; Lopez-Garcia, P.J. Experimental analysis of rheological behaviour of a multi-base energetic material during non-continuous mixing. Procedia Eng. 2015, 132, 366–372. [Google Scholar] [CrossRef]
- Martinez-Pastor, J.; Franco, P.; Ramirez, F.J.; Lopez-Garcia, P.J. Influence of rheological behaviour on extrusion parameters during non-continuous extrusion of multi-base propellants. Int. J. Mater. Form. 2018, 11, 87–99. [Google Scholar] [CrossRef]
- Gao, Y.; Li, M.; Hu, R.; Yang, W.; Zhang, Y.; Tian, D. 3D printing technology and properties of CL-20-based photocurable gun propellant. Chin. J. Explos. Propellants 2022, 45, 271–276. [Google Scholar]
- Zong, H.; Wang, S.; Ren, H.; Hao, G.; Xiao, L.; Jiang, W. Energetic materials in 3D: An in-depth exploration of additive manufacturing techniques. Int. J. Adv. Manuf. Technol. 2024, 133, 3059–3080. [Google Scholar] [CrossRef]
- McClain, M.S.; Gunduz, I.E.; Son, S.F. Additive manufacturing of ammonium perchlorate composite propellant with high solids loadings. Proc. Combust. Inst. 2019, 37, 3135–3142. [Google Scholar] [CrossRef]
- Song, Y.; Xiao, L.; Zhou, W.; He, X. Preparation and properties of NC/TATB/Bu-NENA/TMETN low sensitive gun propellants. Propellants Explos. Pyrotech. 2021, 46, 1470–1479. [Google Scholar] [CrossRef]
- Gallant, F.M. Continuously Graded Extruded Polymer Composites for Energetic Applications Fabricated Using Twin-Screw Extrusion Processing Technology. Ph.D. Thesis, University of Maryland, College Park, MD, USA, 2003; p. 3114745. [Google Scholar]
- Martinez-Pastor, J.; Franco, P.; Franco-Menchon, J.A. Optimization of extrusion process of double-base propellants from their rheological properties. Int. J. Mater. Form. 2019, 12, 307–320. [Google Scholar] [CrossRef]
- Wu, X.; Li, X.; Song, G.; Yan, Q.; Zhang, X. Effects of aluminum powder diameters on the combustion performance of CMDB propellant. Chin. J. Explos. Propellants 2010, 33, 80–83. [Google Scholar]
- Degirmenci, E. Effects of grain size and temperature of double base solid propellants on internal ballistics performance. Fuel 2015, 146, 95–102. [Google Scholar] [CrossRef]
- Dombe, G.; Bhongale, M.C.; Singh, P.P.; Bhattacharya, B. Application of twin screw extrusion for continuous processing of energetic materials. Cent. Eur. J. Energetic Mater. 2015, 12, 507–522. [Google Scholar]
- Gao, Y.; Yang, W.; Hu, R.; Zhou, J.; Zhang, Y. Validation of CL-20-based propellant formulations for photopolymerization 3D printing. Propellants Explos. Pyrotech. 2021, 46, 1844–1848. [Google Scholar] [CrossRef]
- Yan, Q.; Zhao, F.; Kuo, K.K.; Zhang, X.; Zeman, S.; DeLuca, L.T. Catalytic effects of nano additives on decomposition and combustion of RDX-, HMX-, and AP-based energetic compositions. Prog. Energy Combust. Sci. 2016, 57, 75–136. [Google Scholar] [CrossRef]
- Elbasuney, S.; Fahd, A.; Mostafa, H.E.; Mostafa, S.F.; Sadek, R. Chemical stability, thermal behavior, and shelf life assessment of extruded modified double-base propellants. Def. Technol. 2018, 14, 70–76. [Google Scholar] [CrossRef]
- Yan, Q.; Gozin, M.; Zhao, F.; Cohena, A.; Pang, S. Highly energetic compositions based on functionalized carbon nanomaterials. Nanoscale 2016, 8, 4799–4851. [Google Scholar] [CrossRef] [PubMed]
- Vara, J.A.; Dave, P.N.; Ram, V.R. Nanomaterials as modifier for composite solid propellants. Nano-Struct. Nano-Objects 2019, 20, 100372. [Google Scholar] [CrossRef]
- Lyu, J.; Yu, J.; Tang, D.; He, W.; Tao, B.; Guo, X.; Yan, Q. Unexpected burning rate independence of composite propellants on the pressure by fine interfacial control of fuel/oxidizer. Chem. Eng. J. 2020, 388, 124320. [Google Scholar] [CrossRef]
- Lee, S.H.; Kim, S.Y.; Youn, J.R. Rheological behavior and theoretical modeling of uniaxial elongational flow properties of polypropylene/layered silicate nanocomposites. Polym. Compos. 2009, 30, 1426–1436. [Google Scholar] [CrossRef]
- Karamipour, S.; Ebadi-Dehaghani, H.; Ashouri, D.; Mousavian, S. Effect of nano-CaCO3 on rheological and dynamic mechanical properties of polypropylene: Experiments and models. Polym. Test. 2011, 30, 110–117. [Google Scholar] [CrossRef]
- Thiébaud, F.; Gelin, J.C. Characterization of rheological behaviors of polypropylene/carbon nanotubes composites and modeling their flow in a twin-screw mixer. Compos. Sci. Technol. 2010, 70, 647–656. [Google Scholar] [CrossRef]
- Zhang, J.; Fang, J.; Wu, J.L.; Wu, J.; Mo, H.; Ma, Z.M.; Zhou, N.L.; Shen, J. Study on the viscosity of polypropylene composites filled with different size and size distribution CaCO3. Polym. Compos. 2011, 32, 1026–1033. [Google Scholar] [CrossRef]
- Sarvestani, A.S.; Picu, C.R. Network model for the viscoelastic behavior of polymer nanocomposites. Polymer 2004, 45, 7779–7790. [Google Scholar] [CrossRef]
- Sarvestani, A.S. Nonlinear rheology of unentangled polymer melts reinforced with high concentration of rigid nanoparticles. Nanoscale Res. Lett. 2010, 5, 791. [Google Scholar] [CrossRef] [PubMed]
- Santos, P.H.; Campanella, O.H.; Carignano, M.A. Brownian dynamics study of gel-forming colloidal particles. J. Phys. Chem. B 2010, 114, 13052. [Google Scholar] [CrossRef] [PubMed]
- D’Arjuzon, R.J.; Frith, W.; Melrose, J.R. Brownian dynamics simulations of aging colloidal gels. Phys. Rev. E Stat. Nonlinear Soft Matter Phys. 2003, 67, 061404. [Google Scholar] [CrossRef] [PubMed]
- Kourki, H.; Mortezaei, M.; Navid-Famili, M.H. Prediction of the viscoelastic response of filler network in highly nanofilled polymer composites. J. Compos. Mater. 2015, 30, 3799–3807. [Google Scholar] [CrossRef]
- Ren, J.; Silva, A.; Krishnamoorti, R. Linear viscoelasticity of disordered polystyrene-polyisoprene block copolymer based layered-silicate nanocomposites. Macromolecules 2000, 33, 3739–3746. [Google Scholar] [CrossRef]
- Krishnamoorti, R. Rheology and structure of polymer layered-silicate nanocomposites. Polym. Prepr. 1999, 40, 122–123. [Google Scholar]
- Münstedt, H. Influence of hydrostatic pressure on rheological properties of polymer melts—A review. J. Rheol. 2020, 64, 751–774. [Google Scholar] [CrossRef]
- Xie, X.L.; Liu, Q.X.; Li, R.K.Y.; Zhou, X.P.; Zhang, Q.X.; Yu, Z.Z.; Mai, Y.W. Rheological and mechanical properties of PVC/CaCO3, nanocomposites prepared by in situ polymerization. Polymer 2004, 45, 6665–6673. [Google Scholar] [CrossRef]
- Jahani, Y. Comparison of the effect of mica and talc and chemical coupling on the rheology, morphology, and mechanical properties of polypropylene composites. Polym. Adv. Technol. 2011, 22, 942–950. [Google Scholar] [CrossRef]
- Wang, P.; Liu, J.; Yu, W.; Zhou, C. Dynamic rheological properties of wood polymer composites: From linear to nonlinear behaviors. Polym. Bull. 2011, 66, 683–701. [Google Scholar] [CrossRef]
- Cheng, B.; Li, X.; Hao, J.; Yang, R. Rheological behavior of polycarbonate/ultrafine octaphenyl silsesquioxane (OPS) composites. J. Appl. Polym. Sci. 2016, 33, 1–7. [Google Scholar] [CrossRef]
- Goldansaz, H.; Goharpey, F.; Afshar-Taromi, F.; Kim, I.; Stadler, F.J.; van Ruymbeke, E.; Karimkhani, V. Anomalous rheological behavior of dendritic nanoparticle/linear polymer nanocomposites. Macromolecules 2015, 48, 3368–3375. [Google Scholar] [CrossRef]
- Kourki, H.; Mortezaei, M.; Famili, M.H. Filler networking in the highly nanofilled systems. J. Thermoplast. Compos. Mater. 2014, 29, 1047–1063. [Google Scholar] [CrossRef]
- Maxwell, B.; Jung, A. Hydrostatic pressure effection polymer melt viscosity. Mod. Plast. 1957, 35, 174–182. [Google Scholar]
- Couch, M.A.; Binding, D.M. High pressure capillary rheometry of polymeric fluids. Polymer 2000, 41, 6323–6334. [Google Scholar] [CrossRef]
- Couch, M.A.; Binding, D.M.; Walters, K. The pressure dependence of the shear and elongational properties of polymer melts. J. Non-Newton. Fluid Mech. 1998, 79, 137–155. [Google Scholar]
- Lin, X.; Kelly, A.; Woodhead, M.; Ren, D.; Wang, K.; Coates, P. Capillary study on geometrical dependence of shear viscosity of polymer melts. J. Appl. Polym. Sci. 2014, 131, 596–602. [Google Scholar] [CrossRef]
- Lin, X.; Kelly, A.; Ren, D.; Woodhead, M.; Coates, P.; Wang, K. Geometrical dependence of viscosity of polymethylmethacrylate melt in capillary flow. J. Appl. Polym. Sci. 2013, 130, 3384–3394. [Google Scholar] [CrossRef]
- Martinez-Pastor, J.; Franco, P.; Moratilla, D.; Lopez-Garcia, P.J.; Faura, F. Simulation of gelled propellant doughs isothermal flow through extrusion dies using finite difference method. Procedia Manuf. 2017, 13, 410–417. [Google Scholar] [CrossRef]
- Martinez-Pastor, J.; Franco, P.; Oton-Martinez, R.A. Rheology of double-base gelled propellants as the basis for extrusion process modelling: Influence of normal force on slip layer and flow curves. Int. J. Mater. Form. 2020, 13, 219–233. [Google Scholar] [CrossRef]
- Patenaude, J.K. Modeling and Process Optimization of Nano-Modified Simulant Energetic Materials; University of Massachusetts Lowell: Lowell, MA, USA, 2004; p. 1422032. [Google Scholar]
- Lin, X.; Wu, C.Q.; Ren, D.Y. Tensile properties and die swell behaviours of highly filled polypropylene nanocomposites. Plast. Rubber Compos. 2020, 49, 47–56. [Google Scholar] [CrossRef]
- Lin, X.; Liu, J.; Wu, C.; Ren, D.; Zhang, J. Experimental evaluation of the pressure sensitivity of molten polymer viscosity with a triple-stage capillary rheometer. Appl. Appl. Rheol. 2018, 28, 25503. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Components | |||||
|---|---|---|---|---|---|---|
| Polymeric Matrix | Solid Particles | |||||
| NC | NG | Centralite | Plasticizer | Catalyst | Octogen | |
| S1 | 54.7 | 43.8 | 1.5 | / | / | / |
| S2 | 42.5 | 50 | 1.5 | 3.5 | 2.5 | / |
| S3 | 32.2 | 37.8 | 1.5 | 3.5 | 2.5 | 22.5 |
| S4 | 23 | 27 | 1.5 | 3.5 | 2.5 | 42.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, J.; Zheng, W.; Yuan, Z.; Chen, J.; Pei, J.; Xue, P. Pressure Effect on the Rheological Behavior of Highly Filled Solid Propellant During Extrusion Flow. Polymers 2025, 17, 2003. https://doi.org/10.3390/polym17152003
Zhang J, Zheng W, Yuan Z, Chen J, Pei J, Xue P. Pressure Effect on the Rheological Behavior of Highly Filled Solid Propellant During Extrusion Flow. Polymers. 2025; 17(15):2003. https://doi.org/10.3390/polym17152003
Chicago/Turabian StyleZhang, Jun, Wei Zheng, Zhifeng Yuan, Junbo Chen, Jiangfeng Pei, and Ping Xue. 2025. "Pressure Effect on the Rheological Behavior of Highly Filled Solid Propellant During Extrusion Flow" Polymers 17, no. 15: 2003. https://doi.org/10.3390/polym17152003
APA StyleZhang, J., Zheng, W., Yuan, Z., Chen, J., Pei, J., & Xue, P. (2025). Pressure Effect on the Rheological Behavior of Highly Filled Solid Propellant During Extrusion Flow. Polymers, 17(15), 2003. https://doi.org/10.3390/polym17152003