
Multi-Output Prediction and Optimization of CO2 Laser Cutting Quality in FFF-Printed ASA Thermoplastics Using Machine Learning Approaches


Abstract

1. Introduction
2. Materials and Methods
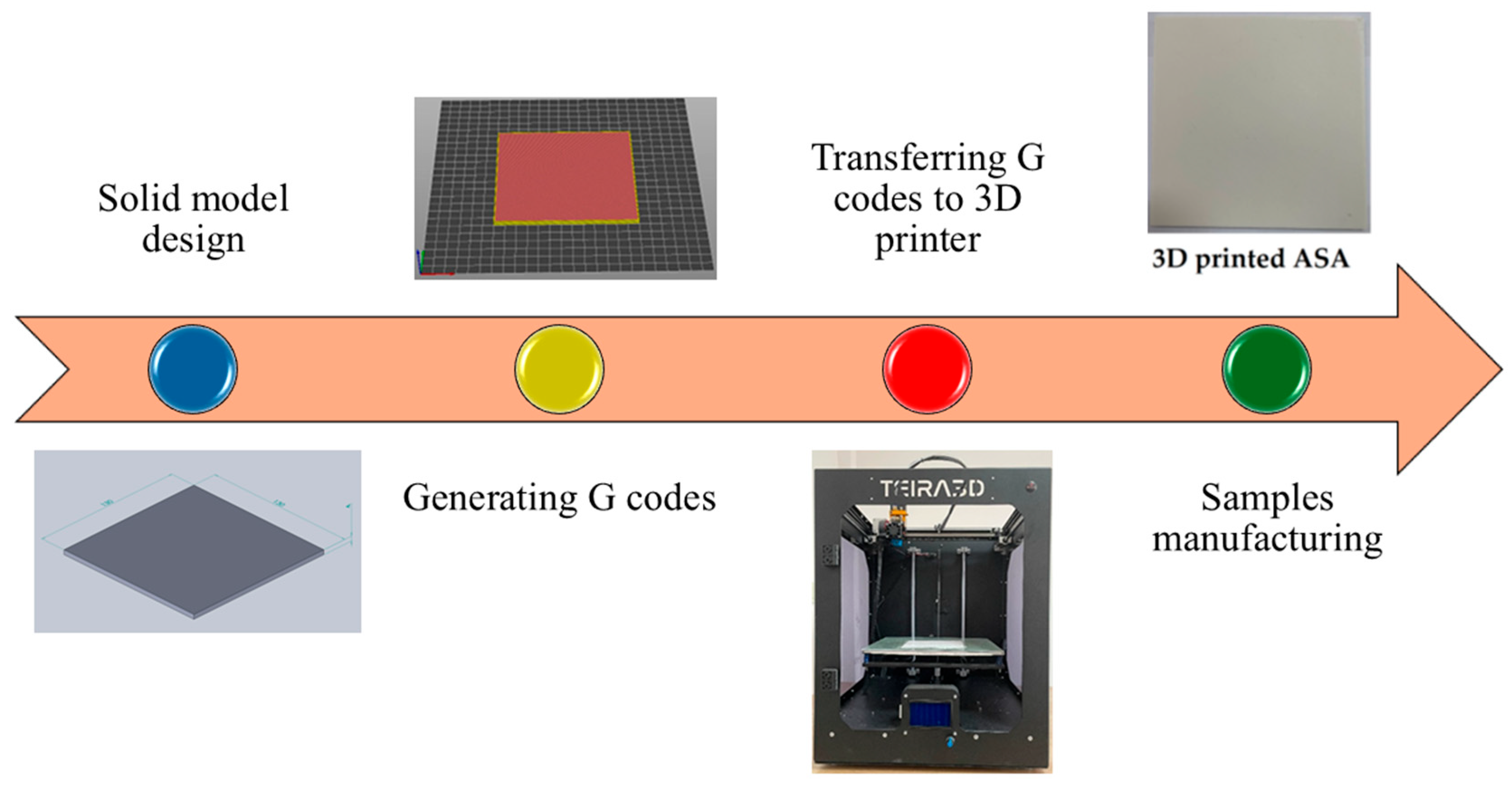
2.1. ASA Sample Production
2.2. Laser Cutting
2.3. Measurement of Responses
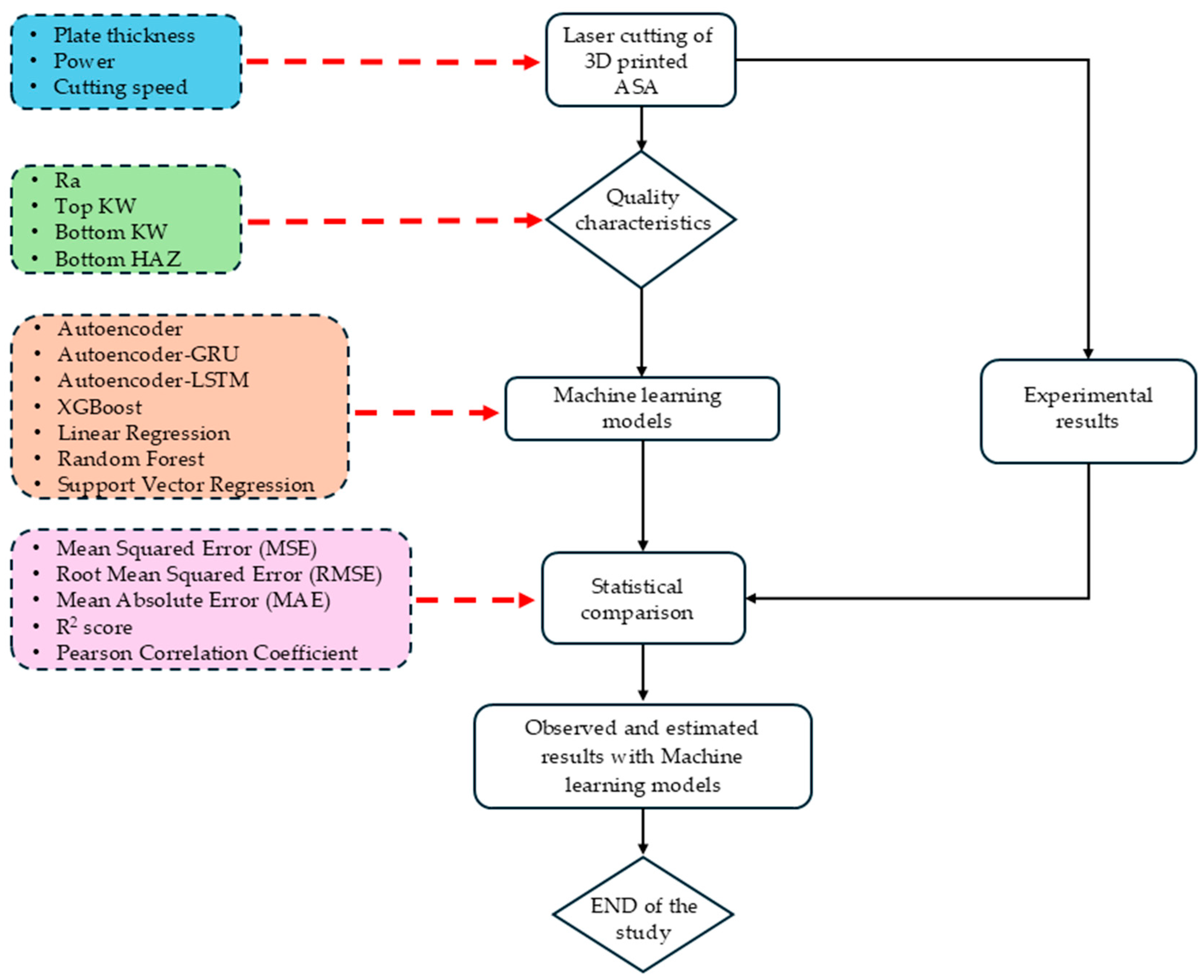
3. Machine Learning Models
3.1. Autoencoder (AE) Model
3.2. Long Short-Term Memory (LSTM)
3.3. Gated Recurrent Unit (GRU)
3.4. Extreme Gradient Boosting (XGBoost) Model
3.5. Linear Regression (LR)
3.6. Random Forest (RF) Model
3.7. Support Vector Regression (SVR) Model
3.8. Evaluation Metrics
4. Results and Discussion
4.1. Evaluation of Cutting Performance
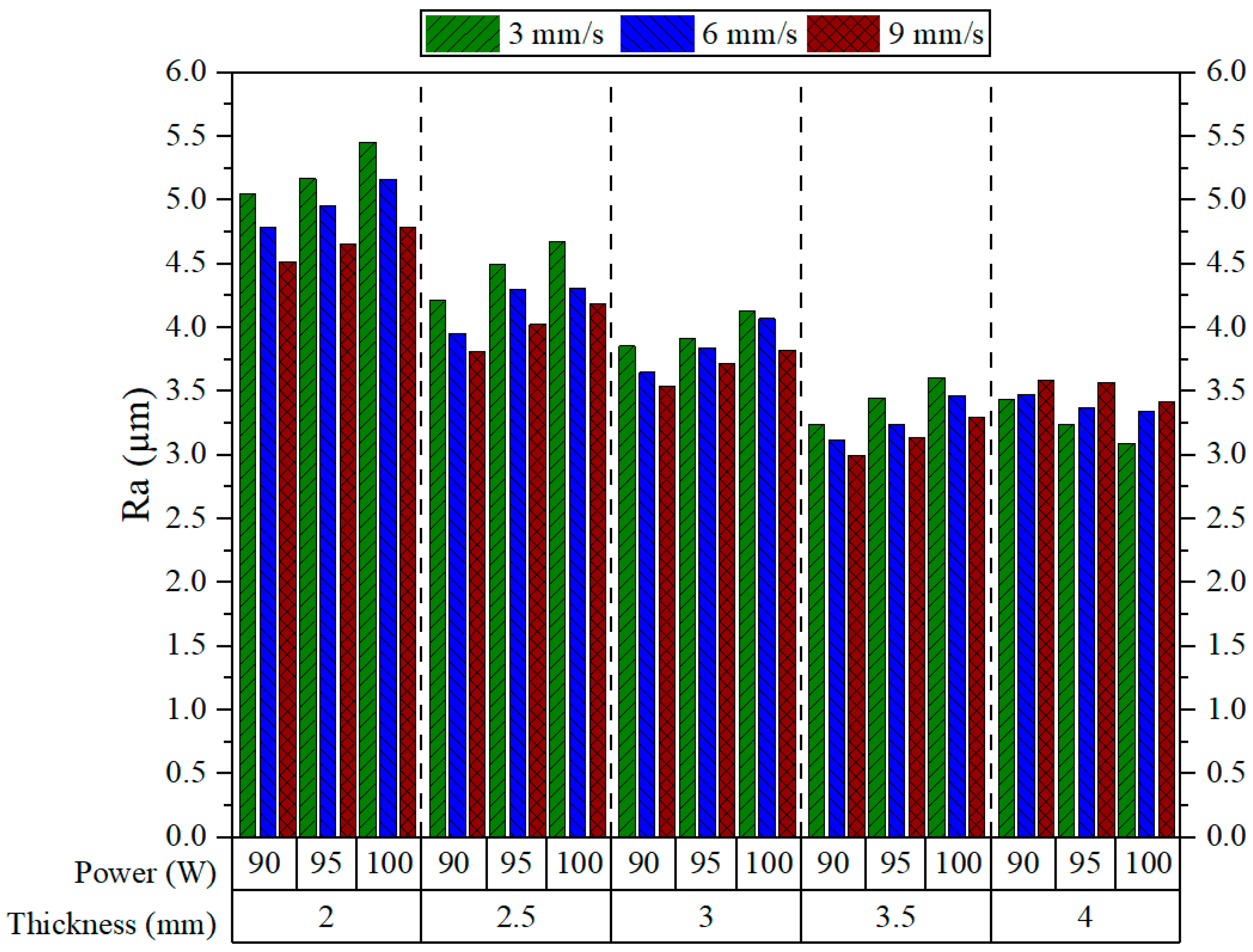
4.1.1. Surface Roughness
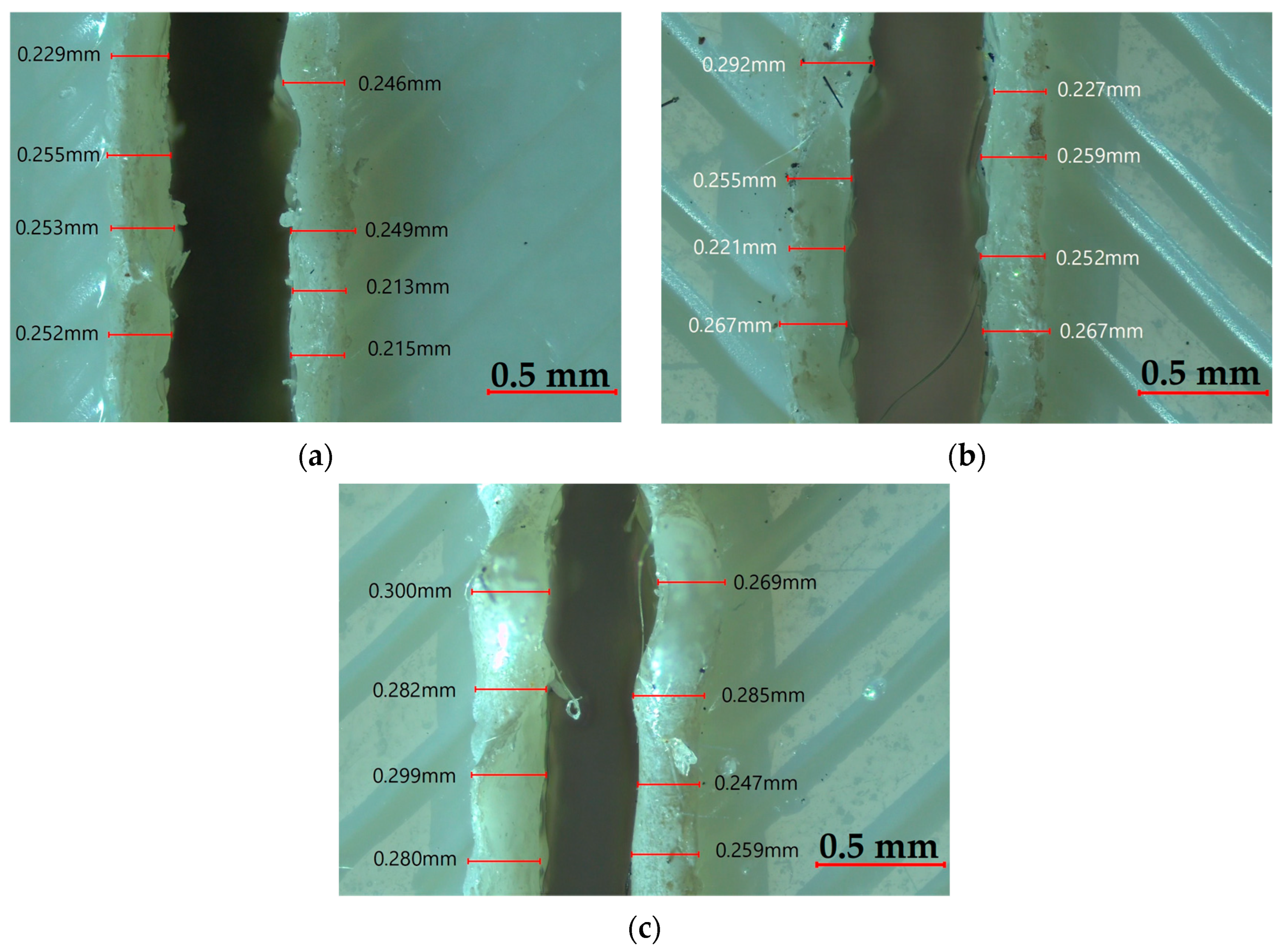
4.1.2. Top Kerf Width
4.1.3. Bottom Kerf Width
4.1.4. Bottom Heat-Affected Zone
4.2. ANOVA-Based Findings
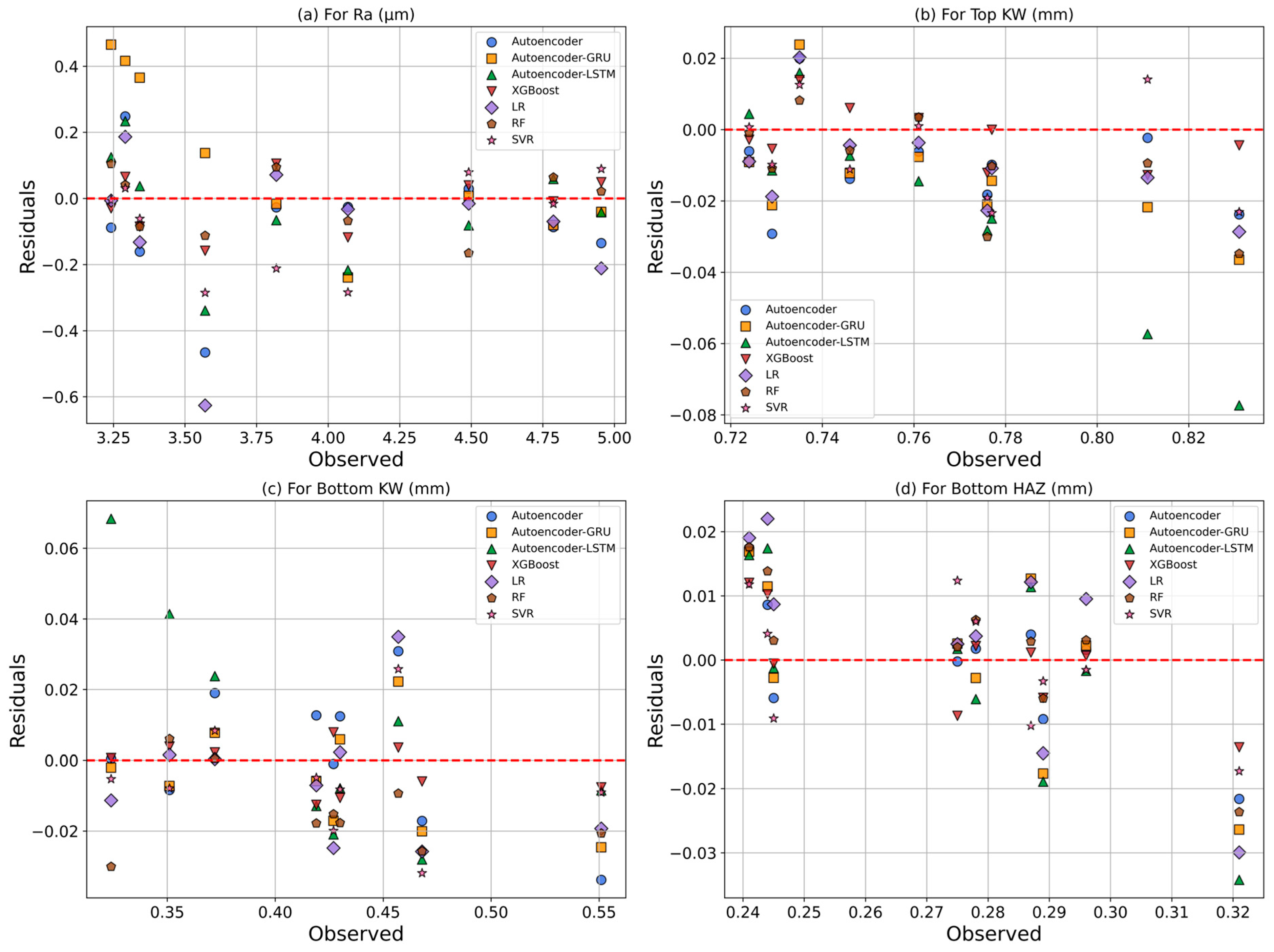
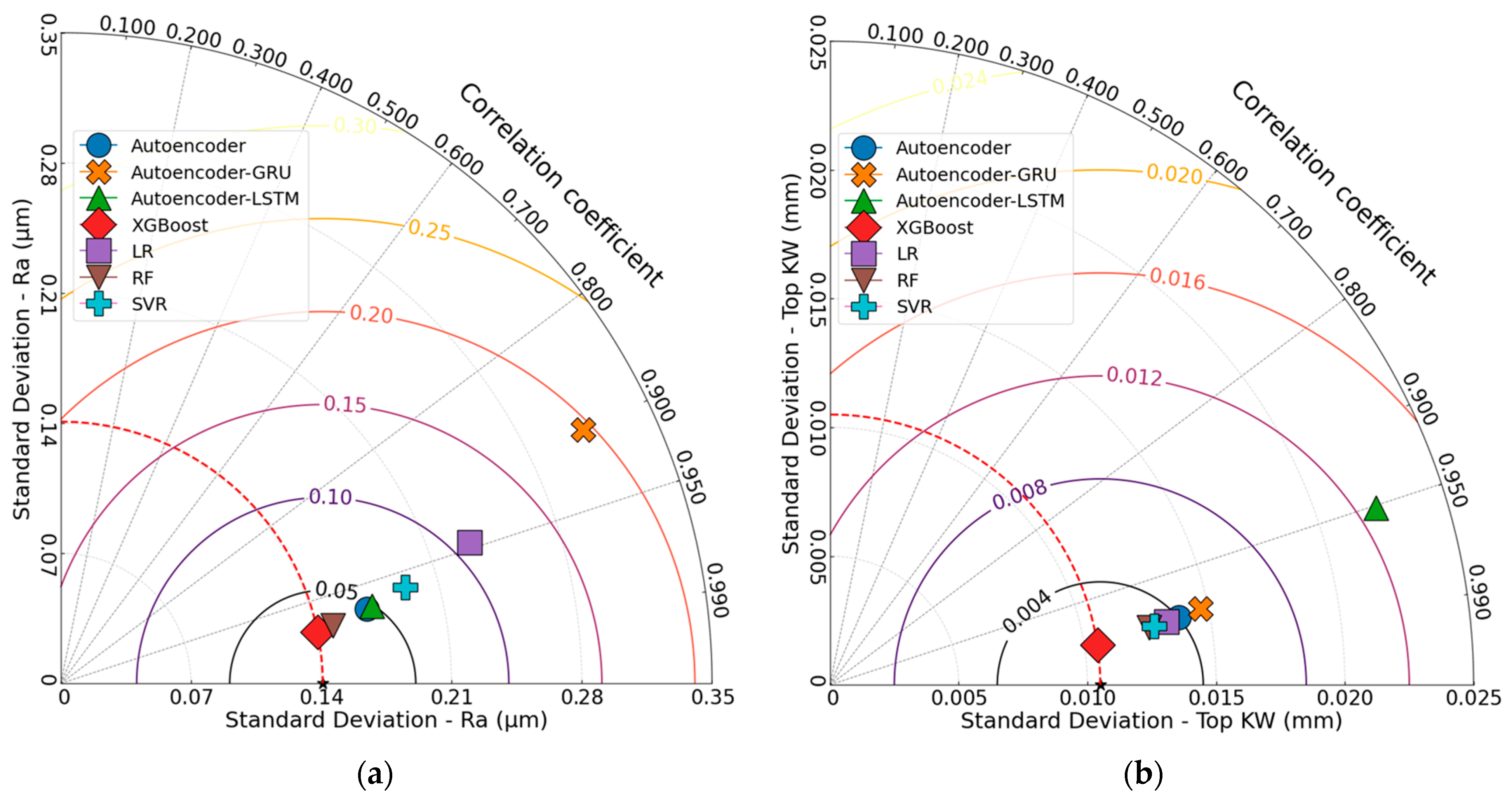
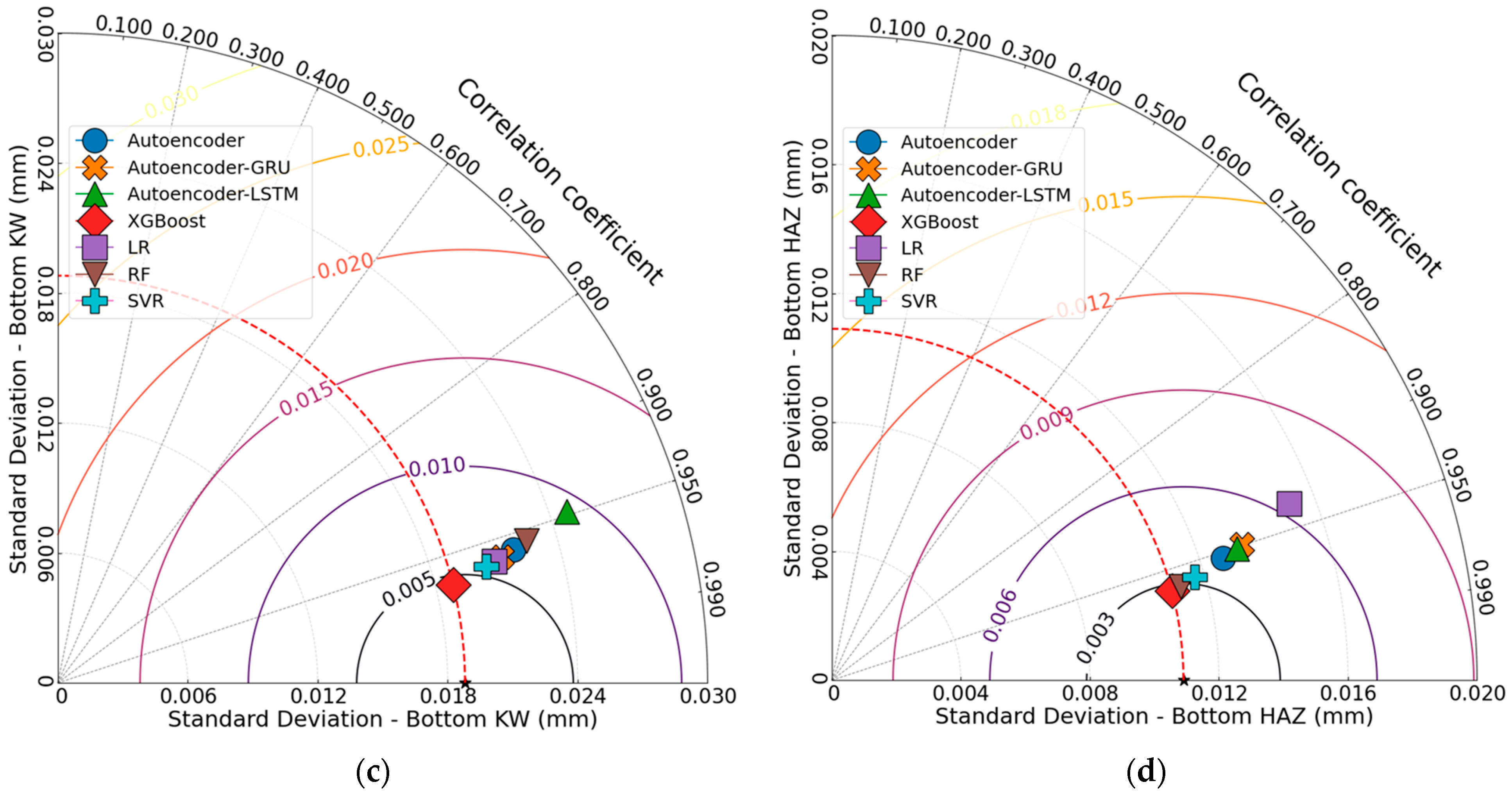
4.3. ML Modeling Results
5. Conclusions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Der, O.; Başar, G. Investigation of the Effects of Process Parameters on Machining Performance in Laser Cutting of 3D-Printed PLA. Int. J. 3D Print. Technol. Digit. Ind. 2025, 9, 9–20. [Google Scholar] [CrossRef]
- Tunçel, O. Optimization of Charpy Impact Strength of Tough PLA Samples Produced by 3D Printing Using the Taguchi Method. Polymers 2024, 16, 459. [Google Scholar] [CrossRef] [PubMed]
- Tao, Y.; Li, P.; Zhang, J.; Wang, S.; Shi, S.Q.; Kong, F. A Review of Fused Filament Fabrication of Continuous Natural Fiber Reinforced Thermoplastic Composites: Techniques and Materials. Polym. Compos. 2023, 44, 8200–8222. [Google Scholar] [CrossRef]
- Hameed, A.Z.; Aravind Raj, S.; Kandasamy, J.; Shahzad, M.A.; Baghdadi, M.A. 3D Printing Parameter Optimization Using Taguchi Approach to Examine Acrylonitrile Styrene Acrylate (ASA) Mechanical Properties. Polymers 2022, 14, 3256. [Google Scholar] [CrossRef]
- Zisopol, D.G.; Minescu, M.; Iacob, D.V. A Technical–Economic Study on Optimizing FDM Parameters to Manufacture Pieces Using Recycled PETG and ASA Materials in the Context of the Circular Economy Transition. Polymers 2025, 17, 122. [Google Scholar] [CrossRef] [PubMed]
- Vidakis, N.; Petousis, M.; Michailidis, N.; Sagris, D.; David, C.; Papadakis, V.; Spyridaki, M.; Argyros, A.; Valsamos, I.; Dimitriou, E.; et al. Thermomechanical Recyclability of Acrylonitrile Styrene Acrylate (ASA) for Cyclic Economy-Driven MEX Additive Manufacturing. Clean Eng. Technol. 2025, 25, 100925. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Ninikas, K.; Vakouftsi, F.; Fountas, N.A.; Palanisamy, S.; Vaxevanidis, N.M. Optimization of Laser Beam Parameters during Processing of ASA 3D-Printed Plates. Int. J. Adv. Manuf. Technol. 2024, 130, 527–539. [Google Scholar] [CrossRef]
- Basar, G.; Der, O.; Guvenc, M.A. AI-Powered Hybrid Metaheuristic Optimization for Predicting Surface Roughness and Kerf Width in CO2 Laser Cutting of 3D-Printed PLA-CF Composites. J. Thermoplast. Compos. Mater. 2025, 08927057251344183. [Google Scholar] [CrossRef]
- Der, O.; Alqahtani, A.A.; Marengo, M.; Bertola, V. Characterization of Polypropylene Pulsating Heat Stripes: Effects of Orientation, Heat Transfer Fluid, and Loop Geometry. Appl. Therm. Eng. 2021, 184, 116304. [Google Scholar] [CrossRef]
- Mehrabi, O.; Malekshahi Beiranvand, Z.; Rasoul, F.A.; Moradi, M. Enhancing the Quality and Sustainability of Laser Cutting Processes in Laser-Assisted Manufacturing Using a Box–Behnken Design. Processes 2025, 13, 1279. [Google Scholar] [CrossRef]
- Der, O.; Bertola, V. An Experimental Investigation of Oil-Water Flow in a Serpentine Channel. Int. J. Multiph. Flow 2020, 129, 103327. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Fountas, N.A.; Ninikas, K.; Vaxevanidis, N.M. Kerf Geometry and Surface Roughness Optimization in CO2 Laser Processing of FFF Plates Utilizing Neural Networks and Genetic Algorithms Approaches. J. Manuf. Mater. Process. 2023, 7, 77. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Fountas, N.A.; Ninikas, K.; Petousis, M.; Vidakis, N.; Vaxevanidis, N. Surface Characteristics Investigation of 3D-Printed PET-G Plates during CO2 Laser Cutting. Mater. Manuf. Process. 2022, 37, 1347–1357. [Google Scholar] [CrossRef]
- Sabri, H.; Mehrabi, O.; Khoran, M.; Moradi, M. Leveraging CO2 Laser Cutting for Enhancing Fused Deposition Modeling (FDM) 3D Printed PETG Parts through Postprocessing. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2024, 09544089241274037. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Ninikas, K.; Zaoutsos, S.; Tzounis, L.; Stavropoulos, P. On Optimizing CO2 Laser Cutting of 3D-Printed PA12/CNTs Composite Sheet Kerf Characteristics. Int. J. Adv. Manuf. Technol. 2025, 138, 1307–1322. [Google Scholar] [CrossRef]
- ISO 4288 BE. BS EN ISO 4288; Geometric Product Specification (GPS): Surface Texture: Profile Method: Rules and Procedures for the Assessment of Surface Texture. British Standards Institute: London, UK, 1988.
- Adugna, T.; Xu, W.; Fan, J. Comparison of Random Forest and Support Vector Machine Classifiers for Regional Land Cover Mapping Using Coarse Resolution FY-3C Images. Remote Sens. 2022, 14, 574. [Google Scholar] [CrossRef]
- Kärkkäinen, T.; Hänninen, J. Additive Autoencoder for Dimension Estimation. Neurocomputing 2023, 551, 126520. [Google Scholar] [CrossRef]
- Dip Das, J.; Thulasiram, R.K.; Henry, C.; Thavaneswaran, A. Encoder–Decoder Based LSTM and GRU Architectures for Stocks and Cryptocurrency Prediction. J. Risk Financ. Manag. 2024, 17, 200. [Google Scholar] [CrossRef]
- Mumcuoglu, M.E.; Farea, S.M.; Unel, M.; Mise, S.; Unsal, S.; Cevik, E.; Yilmaz, M.; Koprubasi, K. Detecting APS Failures Using LSTM-AE and Anomaly Transformer Enhanced with Human Expert Analysis. Eng. Fail. Anal. 2024, 165, 108811. [Google Scholar] [CrossRef]
- Lin, C.; Xu, J.; Jiang, D.; Hou, J.; Liang, Y.; Zou, Z.; Mei, X. Multi-Model Ensemble Learning for Battery State-of-Health Estimation: Recent Advances and Perspectives. J. Energy Chem. 2025, 100, 739–759. [Google Scholar] [CrossRef]
- Aldhafferi, N. Android Malware Detection Using Support Vector Regression for Dynamic Feature Analysis. Information 2024, 15, 658. [Google Scholar] [CrossRef]
- Jiang, F.; Ma, J. Predicting Urban Vitality at Regional Scales: A Deep Learning Approach to Modelling Population Density and Pedestrian Flows. Smart Cities 2025, 8, 58. [Google Scholar] [CrossRef]
- Zhou, J.; Wang, D.; Band, S.S.; Mirzania, E.; Roshni, T. Atmosphere Air Temperature Forecasting Using the Honey Badger Optimization Algorithm: On the Warmest and Coldest Areas of the World. Eng. Appl. Comput. Fluid Mech. 2023, 17, 2174189. [Google Scholar] [CrossRef]
- Sabri, M.; El Hassouni, M. Photovoltaic Power Forecasting with a Long Short-Term Memory Autoencoder Networks. Soft Comput. 2023, 27, 10533–10553. [Google Scholar] [CrossRef]
- Hochreiter, S.; Schmidhuber, J. Long Short-Term Memory. Neural Comput. 1997, 9, 1735–1780. [Google Scholar] [CrossRef]
- Mateus, B.C.; Mendes, M.; Farinha, J.T.; Assis, R.; Cardoso, A.M. Comparing LSTM and GRU Models to Predict the Condition of a Pulp Paper Press. Energies 2021, 14, 6958. [Google Scholar] [CrossRef]
- Zheng, H.; Cao, Y.; Sun, D.; Wang, M.; Yan, B.; Ye, C. Research on Time Series Prediction of Multi-Process Based on Deep Learning. Sci. Rep. 2024, 14, 3739. [Google Scholar] [CrossRef]
- Bilgili, M.; Pinar, E.; Durhasan, T. Global Monthly Sea Surface Temperature Forecasting Using the SARIMA, LSTM, and GRU Models. Earth Sci. Inform. 2025, 18, 10. [Google Scholar] [CrossRef]
- Zhang, X.; Yan, C.; Gao, C.; Malin, B.A.; Chen, Y. Predicting Missing Values in Medical Data Via XGBoost Regression. J. Healthc. Inf. Res. 2020, 4, 383–394. [Google Scholar] [CrossRef]
- Zhou, E.; Liu, X.; Meng, Z.; Yu, S.; Mei, J.; Qu, Q. Hydropower Station Scheduling with Ship Arrival Prediction and Energy Storage. Sci. Rep. 2023, 13, 18969. [Google Scholar] [CrossRef]
- Bilgic, H.H.; Mert, İ. Comparison of Different Techniques for Estimation of Incoming Longwave Radiation. Int. J. Environ. Sci. Technol. 2021, 18, 601–618. [Google Scholar] [CrossRef]
- Li, Y.; Zou, C.; Berecibar, M.; Nanini-Maury, E.; Chan, J.C.-W.; van den Bossche, P.; Van Mierlo, J.; Omar, N. Random Forest Regression for Online Capacity Estimation of Lithium-Ion Batteries. Appl. Energy 2018, 232, 197–210. [Google Scholar] [CrossRef]
- Liu, F.; Chen, Z.; Xu, J.; Zheng, Y.; Su, W.; Tian, M.; Li, G. Interpretable Machine Learning-Based Influence Factor Identification for 3D Printing Process–Structure Linkages. Polymers 2024, 16, 2680. [Google Scholar] [CrossRef]
- Ghelardoni, L.; Ghio, A.; Anguita, D. Energy Load Forecasting Using Empirical Mode Decomposition and Support Vector Regression. IEEE Trans. Smart Grid 2013, 4, 549–556. [Google Scholar] [CrossRef]
- Al-Ismail, F.S. A KKT-Constrained Deep Neural Network for DCOPF Under Large-Scale Renewable Energy Penetration. Arabian J. Sci. Eng. 2025. [Google Scholar] [CrossRef]
- Üstün, İ.; Üneş, F.; Mert, İ.; Karakuş, C. A Comparative Study of Estimating Solar Radiation Using Machine Learning Approaches: DL, SMGRT, and ANFIS. Energy Sources Part A 2022, 44, 10322–10345. [Google Scholar] [CrossRef]
- Basar, G.; Der, O. Multi-Objective Optimization of Process Parameters for Laser Cutting Polyethylene Using Fuzzy AHP-Based MCDM Methods. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2025, 09544089251319202. [Google Scholar] [CrossRef]
- Moradi, M.; Karami Moghadam, M.; Shamsborhan, M.; Bodaghi, M.; Falavandi, H. Post-Processing of FDM 3D-Printed Polylactic Acid Parts by Laser Beam Cutting. Polymers 2020, 12, 550. [Google Scholar] [CrossRef]
- Kechagias, J.D.; Vidakis, N.; Ninikas, K.; Petousis, M.; Vaxevanidis, N.M. Hybrid 3D Printing of Multifunctional Polylactic Acid/Carbon Black Nanocomposites Made with Material Extrusion and Post-Processed with CO2 Laser Cutting. Int. J. Adv. Manuf. Technol. 2023, 124, 1843–1861. [Google Scholar] [CrossRef]
- Kameyama, N.; Yoshida, H.; Fukagawa, H.; Yamada, K.; Fukuda, M. Thin-Film Processing of Polypropylene and Polystyrene Sheets by a Continuous Wave CO2 Laser with the Cu Cooling Base. Polymers 2021, 13, 1448. [Google Scholar] [CrossRef]
- Der, O.; Ordu, M.; Basar, G. Optimization of Cutting Parameters in Manufacturing of Polymeric Materials for Flexible Two-Phase Thermal Management Systems. Mater. Test. 2024, 66, 1700–1719. [Google Scholar] [CrossRef]
- Varsi, A.M.; Shaikh, A.H. Experimental and Statistical Study on Kerf Taper Angle during CO2 Laser Cutting of Thermoplastic Material. J. Laser Appl. 2019, 31, 032010. [Google Scholar] [CrossRef]
- Der, O.; Başar, G.; Ordu, M. Statistical Investigation of the Effect of CO2 Laser Cutting Parameters on Kerf Width and Heat Affected Zone in Thermoplastic Materials. J. Mater. Mechatron. A 2023, 4, 459–474. [Google Scholar] [CrossRef]
- Khoshaim, A.B.; Elsheikh, A.H.; Moustafa, E.B.; Basha, M.; Showaib, E.A. Experimental Investigation on Laser Cutting of PMMA Sheets: Effects of Process Factors on Kerf Characteristics. J. Mater. Res. Technol. 2021, 11, 235–246. [Google Scholar] [CrossRef]
- Masoud, F.; Sapuan, S.M.; Ariffin, M.K.A.M.; Nukman, Y.; Bayraktar, E. Experimental Analysis of Heat-Affected Zone (HAZ) in Laser Cutting of Sugar Palm Fiber Reinforced Unsaturated Polyester Composites. Polymers 2021, 13, 706. [Google Scholar] [CrossRef]
- Laqsum, S.A.; Zhu, H.; Haruna, S.I.; Ibrahim, Y.E.; Amer, M.; Al-Shawafi, A.; Ahmed, O.S. Impact and Failure Analysis of U-Shaped Concrete Containing Polyurethane Materials: Deep Learning and Digital Imaging Correlation-Based Approach. Polymers 2025, 17, 1245. [Google Scholar] [CrossRef]
- Mert, İ.; Bilgic, H.H.; Yağlı, H.; Koç, Y. Deep Neural Network Approach to Estimation of Power Production for an Organic Rankine Cycle System. J. Braz. Soc. Mech. Sci. Eng. 2020, 42, 620. [Google Scholar] [CrossRef]
- Otaru, A.J.; Albin Zaid, Z.A.A. Thermal Degradation of Palm Fronds/Polypropylene Bio-Composites: Thermo-Kinetics and Convolutional-Deep Neural Networks Techniques. Polymers 2025, 17, 1244. [Google Scholar] [CrossRef]
- Wang, Y.; Cheung, S.-C.; Yu, H.; Zhu, Z. Detecting Compatibility Issues for Machine Learning Libraries. In Managing Software Supply Chains; Springer Nature: Singapore, 2025; pp. 55–85. [Google Scholar]
- Basar, G. Experimental Evaluation and Machine Learning-Based Prediction of Laser Cutting Quality in FFF-Printed ABS Thermoplastics. Polymers 2025, 17, 1728. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Factors | Level | ||||
|---|---|---|---|---|---|
| 1 | 2 | 3 | 4 | 5 | |
| Plate thickness, t (mm) | 2 | 2.5 | 3 | 3.5 | 4 |
| Cutting speed, v (mm/s) | 3 | 6 | 9 | - | - |
| Power, p (W) | 90 | 95 | 100 | - | - |
| Source | DF | Seq SS | Adj SS | Adj MS | F-Value | p-Value | Contribution (%) |
|---|---|---|---|---|---|---|---|
| Ra (µm) | |||||||
| t | 4 | 16.5422 | 16.5422 | 4.13555 | 136.11 | p < 0.001 | 89.00 |
| p | 2 | 0.4278 | 0.4278 | 0.21389 | 7.04 | 0.003 | 2.30 |
| v | 2 | 0.5222 | 0.5222 | 0.26112 | 8.59 | 0.001 | 2.81 |
| E | 36 | 1.0938 | 1.0938 | 0.03038 | 5.89 | ||
| T | 44 | 18.5860 | 100 | ||||
| R2 = 94.11%, R2 (adj) = 92.81%, R2 (pred) = 90.80% | |||||||
| Top KW (mm) | |||||||
| t | 4 | 0.030483 | 0.030483 | 0.007621 | 178.88 | p < 0.001 | 49.26 |
| p | 2 | 0.013806 | 0.013806 | 0.006903 | 162.04 | p < 0.001 | 22.31 |
| v | 2 | 0.016056 | 0.016056 | 0.008028 | 188.44 | p < 0.001 | 25.95 |
| E | 36 | 0.001534 | 0.001534 | 0.000043 | 2.48 | ||
| T | 44 | 0.061879 | 100 | ||||
| R2 = 97.52%, R2 (adj) = 96.97%, R2 (pred) = 96.13% | |||||||
| Bottom KW (mm) | |||||||
| t | 4 | 0.078303 | 0.078303 | 0.019576 | 98.52 | p < 0.001 | 37.88 |
| p | 2 | 0.012193 | 0.012193 | 0.006096 | 30.68 | p < 0.001 | 5.90 |
| v | 2 | 0.109063 | 0.109063 | 0.054531 | 274.45 | p < 0.001 | 52.76 |
| E | 36 | 0.007153 | 0.007153 | 0.000199 | 3.46 | ||
| T | 44 | 0.206711 | 100 | ||||
| R2 = 96.54%, R2 (adj) = 95.77%, R2 (pred) = 94.59% | |||||||
| Bottom HAZ (mm) | |||||||
| t | 4 | 0.010013 | 0.010013 | 0.002503 | 61.75 | p < 0.001 | 27.30 |
| p | 2 | 0.016412 | 0.016412 | 0.008206 | 202.44 | p < 0.001 | 44.75 |
| v | 2 | 0.008789 | 0.008789 | 0.004395 | 108.41 | p < 0.001 | 23.97 |
| E | 36 | 0.001459 | 0.001459 | 0.000041 | 3.98 | ||
| T | 44 | 0.036673 | 100 | ||||
| R2 = 96.02%, R2 (adj) = 95.14%, R2 (pred) = 93.78% | |||||||
| Model | Structure/Parameters | Optimization |
|---|---|---|
| Autoencoder | Input(3)→Dense(16, ReLU)→Dense(1), | = 0.001) |
| Autoencoder–GRU | epochs = 100, batch_size = 8 | = 0.001) |
| Autoencoder–LSTM | Input(1, 3)→GRU(16, ReLU)→RepeatVector→GRU(3, ReLU)→TimeDistributed(Dense(1)), | = 0.001) |
| XGBoost | epochs = 100, batch_size = 8 | = 0.01) |
| LR | Input(1, 3)→LSTM(16, ReLU)→RepeatVector→LSTM(3, ReLU)→TimeDistributed(Dense(1)), | OLS (Ordinary Least Squares) |
| RF | epochs = 100, batch_size = 8 | Bootstrap Aggregating |
| SVR | n_estimators = 100, learning_rate = 0.1, random_state = 42 | Sequential Minimal Optimization |
| Feature | Model | MSE | MAE | RMSE | R2 | Pearson’s Correlation |
|---|---|---|---|---|---|---|
| Ra (µm) | Autoencoder | 0.028647 | 0.132964 | 0.169258 | 0.943827 | 0.972846 |
| Autoencoder-GRU | 0.097324 | 0.253061 | 0.311969 | 0.809117 | 0.902966 | |
| Autoencoder-LSTM | 0.029635 | 0.134807 | 0.172147 | 0.941849 | 0.971967 | |
| LR | 0.054040 | 0.187999 | 0.232465 | 0.893952 | 0.947262 | |
| RF | 0.022351 | 0.119657 | 0.149503 | 0.956137 | 0.978986 | |
| SVR | 0.037026 | 0.153715 | 0.192421 | 0.927396 | 0.964120 | |
| XGBoost | 0.019833 | 0.110816 | 0.140832 | 0.961096 | 0.981599 | |
| Top KW (mm) | Autoencoder | 0.000189 | 0.011670 | 0.013760 | 0.964000 | 0.982000 |
| Autoencoder-GRU | 0.000215 | 0.012470 | 0.014680 | 0.959000 | 0.980000 | |
| Autoencoder-LSTM | 0.000498 | 0.018920 | 0.022320 | 0.905000 | 0.952000 | |
| LR | 0.000177 | 0.011310 | 0.013300 | 0.966000 | 0.983000 | |
| RF | 0.000158 | 0.010690 | 0.012560 | 0.969000 | 0.985000 | |
| SVR | 0.000163 | 0.010860 | 0.012780 | 0.968000 | 0.984000 | |
| XGBoost | 0.000110 | 0.008980 | 0.010510 | 0.978000 | 0.989000 | |
| Bottom KW (mm) | Autoencoder | 0.000478 | 0.018175 | 0.021870 | 0.921000 | 0.960000 |
| Autoencoder-GRU | 0.000453 | 0.017671 | 0.021280 | 0.925000 | 0.962000 | |
| Autoencoder-LSTM | 0.000616 | 0.020636 | 0.024820 | 0.898000 | 0.948000 | |
| LR | 0.000438 | 0.017143 | 0.020930 | 0.928000 | 0.963000 | |
| RF | 0.000511 | 0.018547 | 0.022600 | 0.916000 | 0.957000 | |
| SVR | 0.000420 | 0.016975 | 0.020490 | 0.931000 | 0.965000 | |
| XGBoost | 0.000352 | 0.015369 | 0.018760 | 0.942000 | 0.971000 | |
| Bottom HAZ (mm) | Autoencoder | 0.000162 | 0.010567 | 0.012735 | 0.911000 | 0.955000 |
| Autoencoder-GRU | 0.000180 | 0.011173 | 0.013415 | 0.901000 | 0.950000 | |
| Autoencoder-LSTM | 0.000175 | 0.011006 | 0.013230 | 0.904000 | 0.951000 | |
| LR | 0.000230 | 0.012738 | 0.015160 | 0.870000 | 0.933000 | |
| RF | 0.000125 | 0.009355 | 0.011180 | 0.932000 | 0.966000 | |
| SVR | 0.000137 | 0.009796 | 0.011700 | 0.925000 | 0.962000 | |
| XGBoost | 0.000119 | 0.009128 | 0.010910 | 0.935000 | 0.967000 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Der, O. Multi-Output Prediction and Optimization of CO2 Laser Cutting Quality in FFF-Printed ASA Thermoplastics Using Machine Learning Approaches. Polymers 2025, 17, 1910. https://doi.org/10.3390/polym17141910
Der O. Multi-Output Prediction and Optimization of CO2 Laser Cutting Quality in FFF-Printed ASA Thermoplastics Using Machine Learning Approaches. Polymers. 2025; 17(14):1910. https://doi.org/10.3390/polym17141910
Chicago/Turabian StyleDer, Oguzhan. 2025. "Multi-Output Prediction and Optimization of CO2 Laser Cutting Quality in FFF-Printed ASA Thermoplastics Using Machine Learning Approaches" Polymers 17, no. 14: 1910. https://doi.org/10.3390/polym17141910
APA StyleDer, O. (2025). Multi-Output Prediction and Optimization of CO2 Laser Cutting Quality in FFF-Printed ASA Thermoplastics Using Machine Learning Approaches. Polymers, 17(14), 1910. https://doi.org/10.3390/polym17141910