
Comprehensive Sliding Wear Analysis of 3D-Printed ABS, PLA, and HIPS: ANOVA, SEM Examination, and Wear Volume Measurements with Varying Layer Thickness

 ,
,  ,
,  ,
,  ,
,
Abstract
1. Introduction
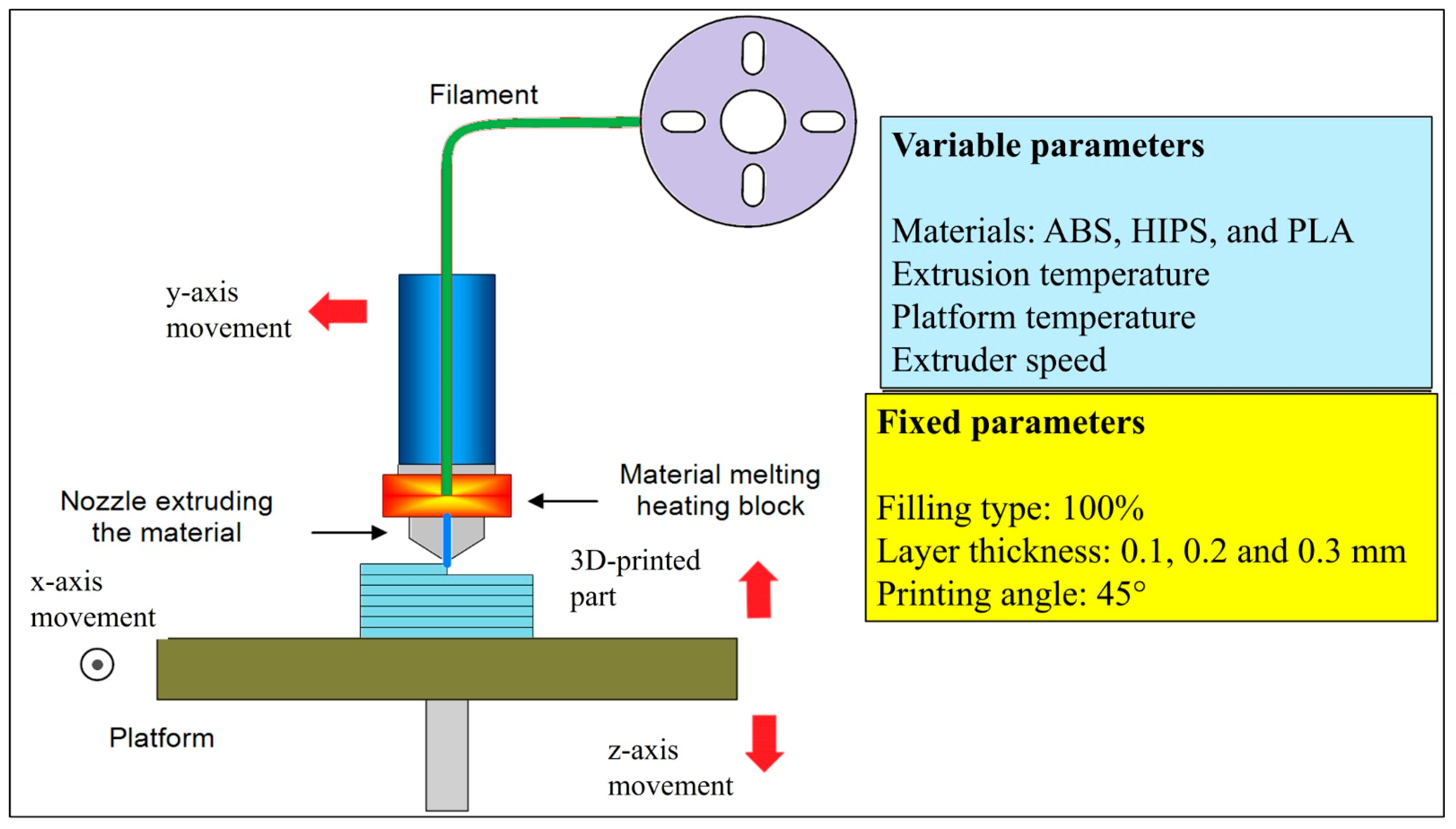
2. Materials and Methods
2.1. Materials
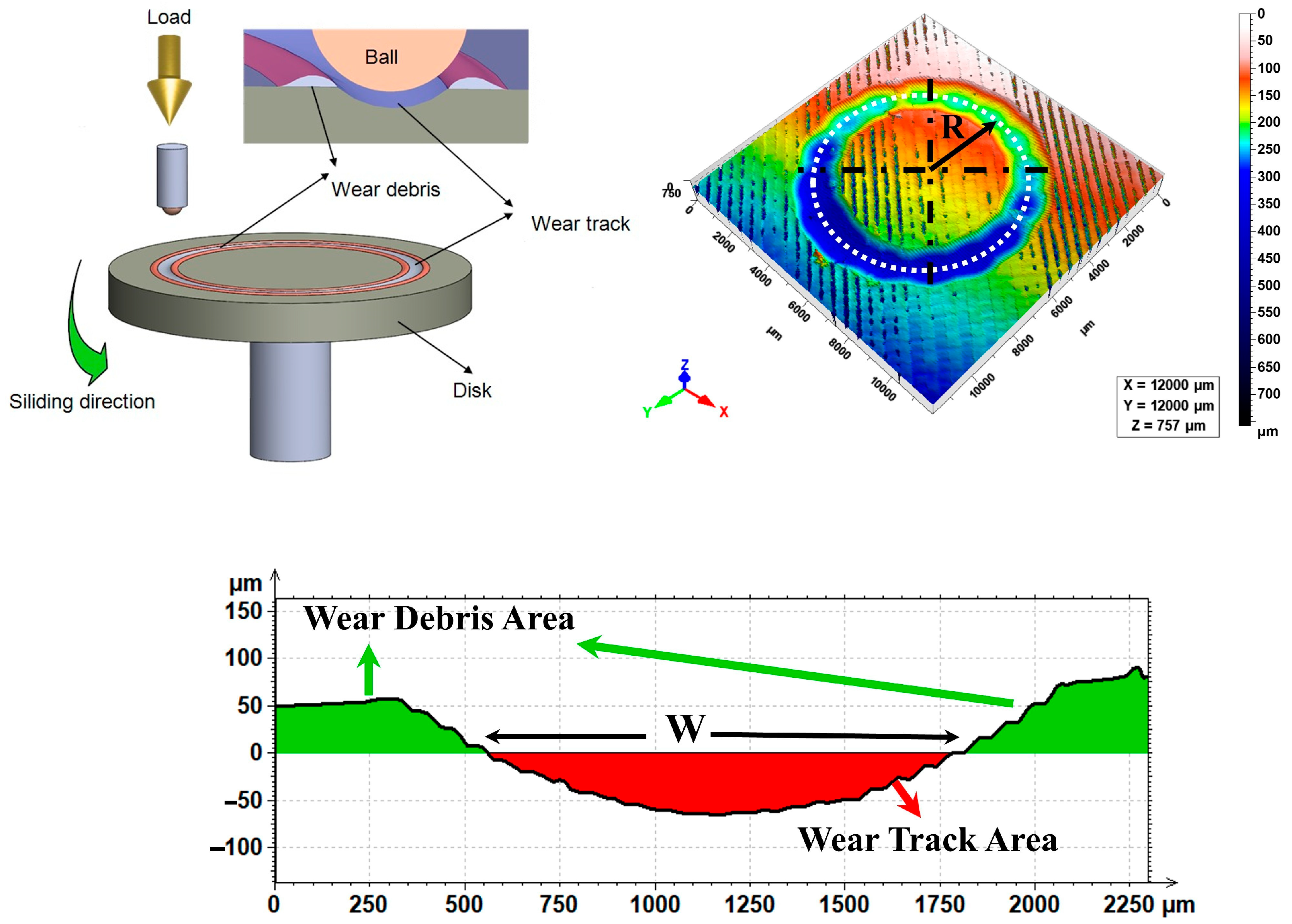
2.2. Sliding Wear Test and Wear Volume Calculation
2.3. SEM Imaging
3. Results and Discussions
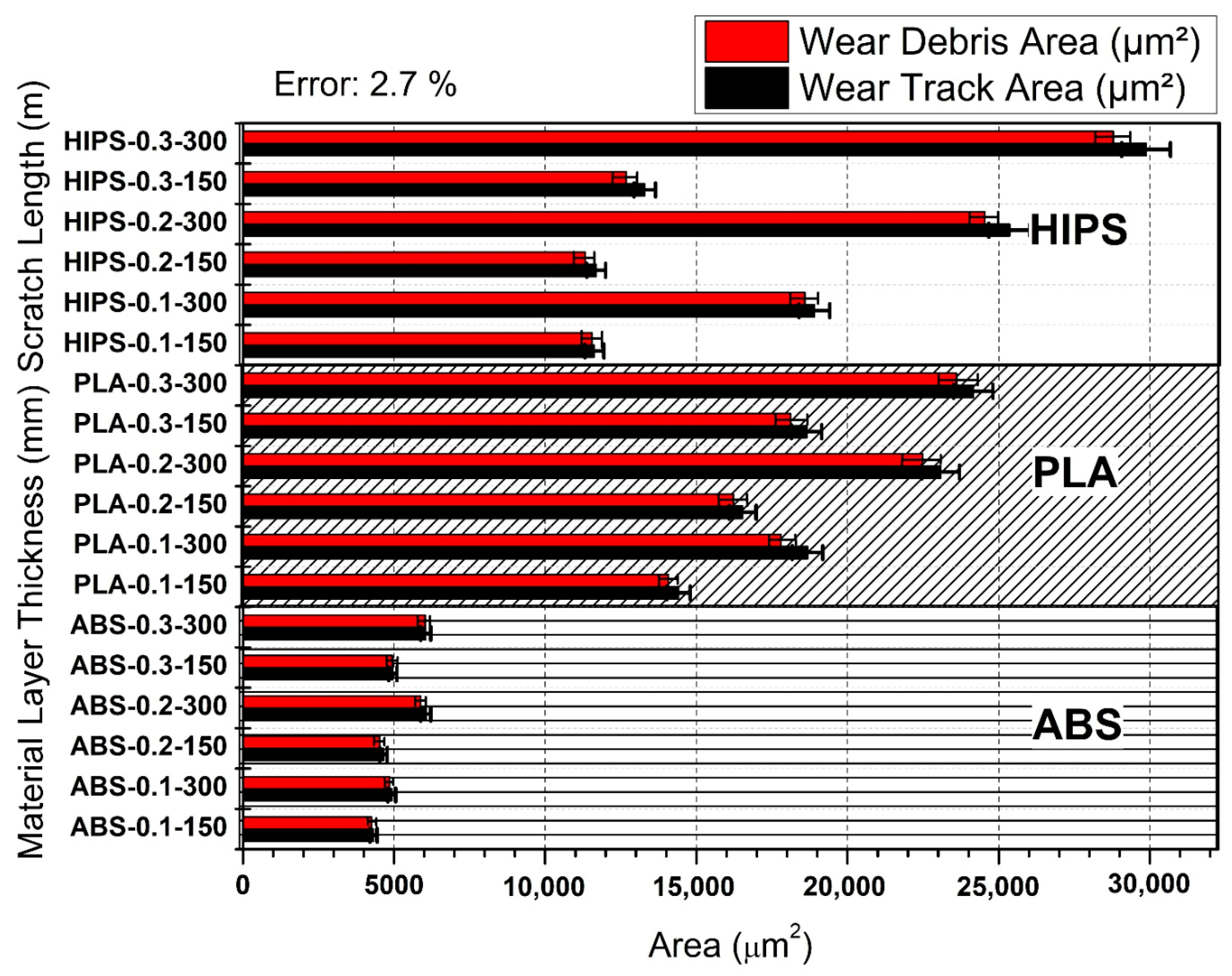
3.1. Wear Track Area and Wear Debris Area Analysis
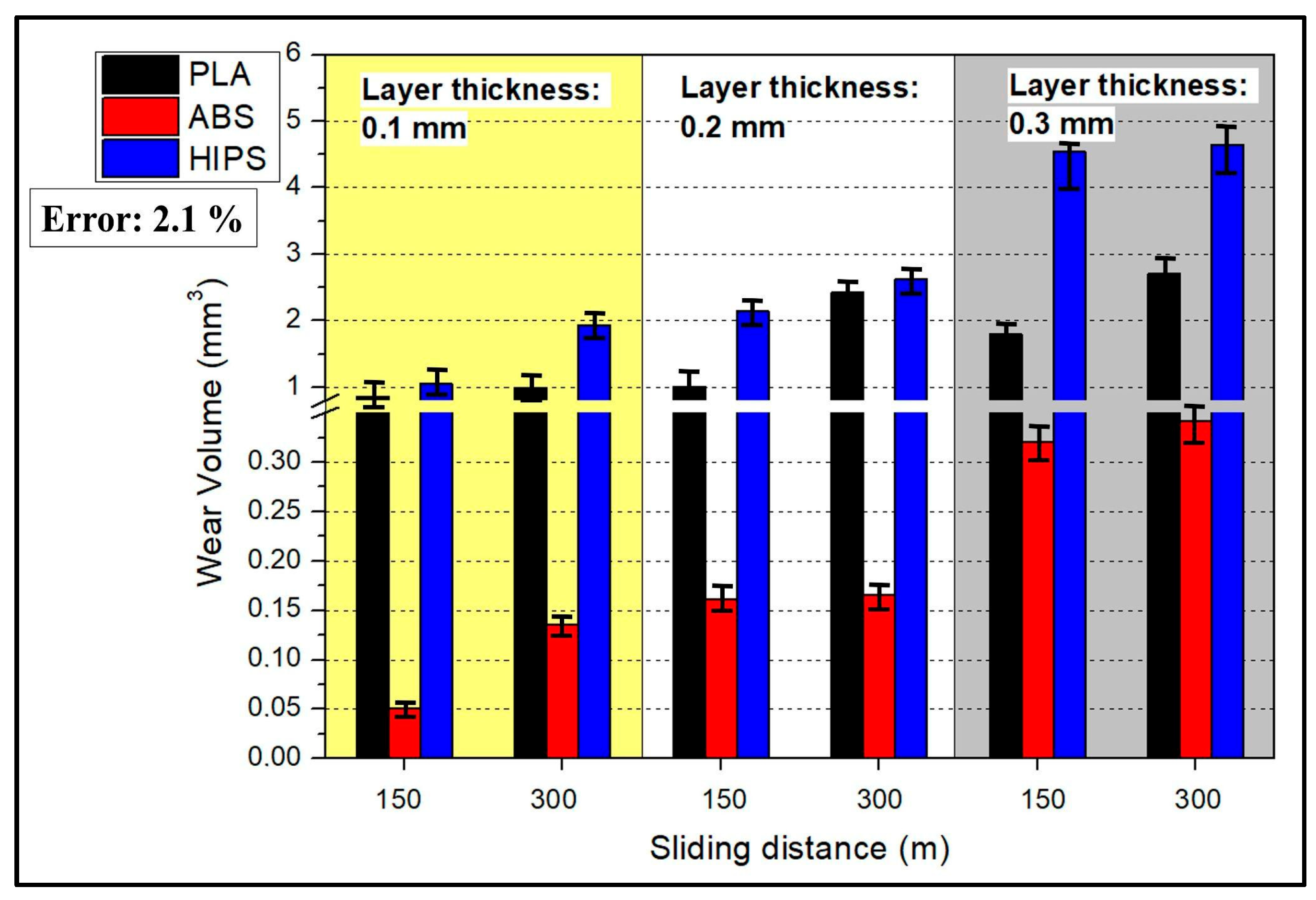
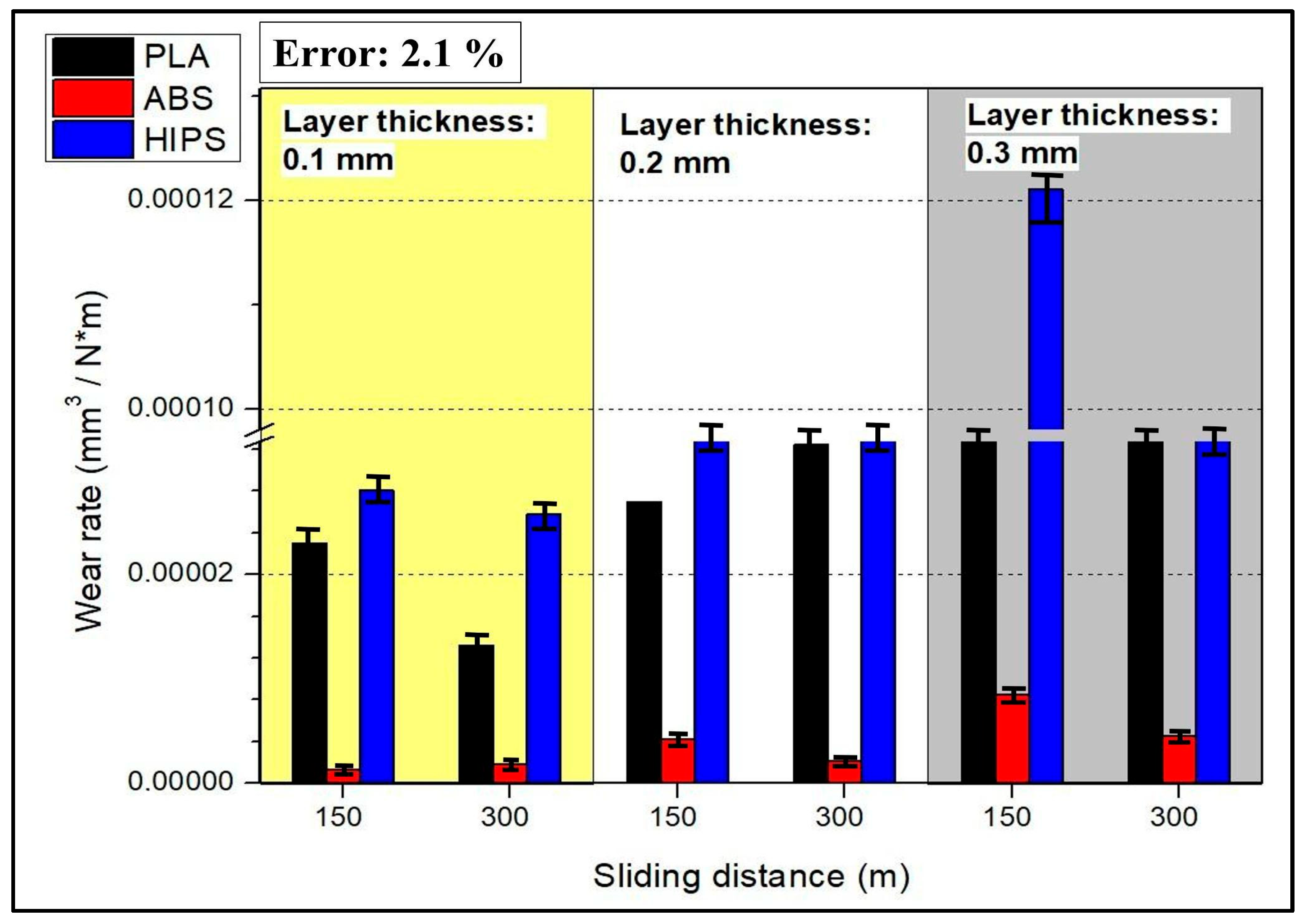
3.2. Wear Volume and Wear Rate Analysis
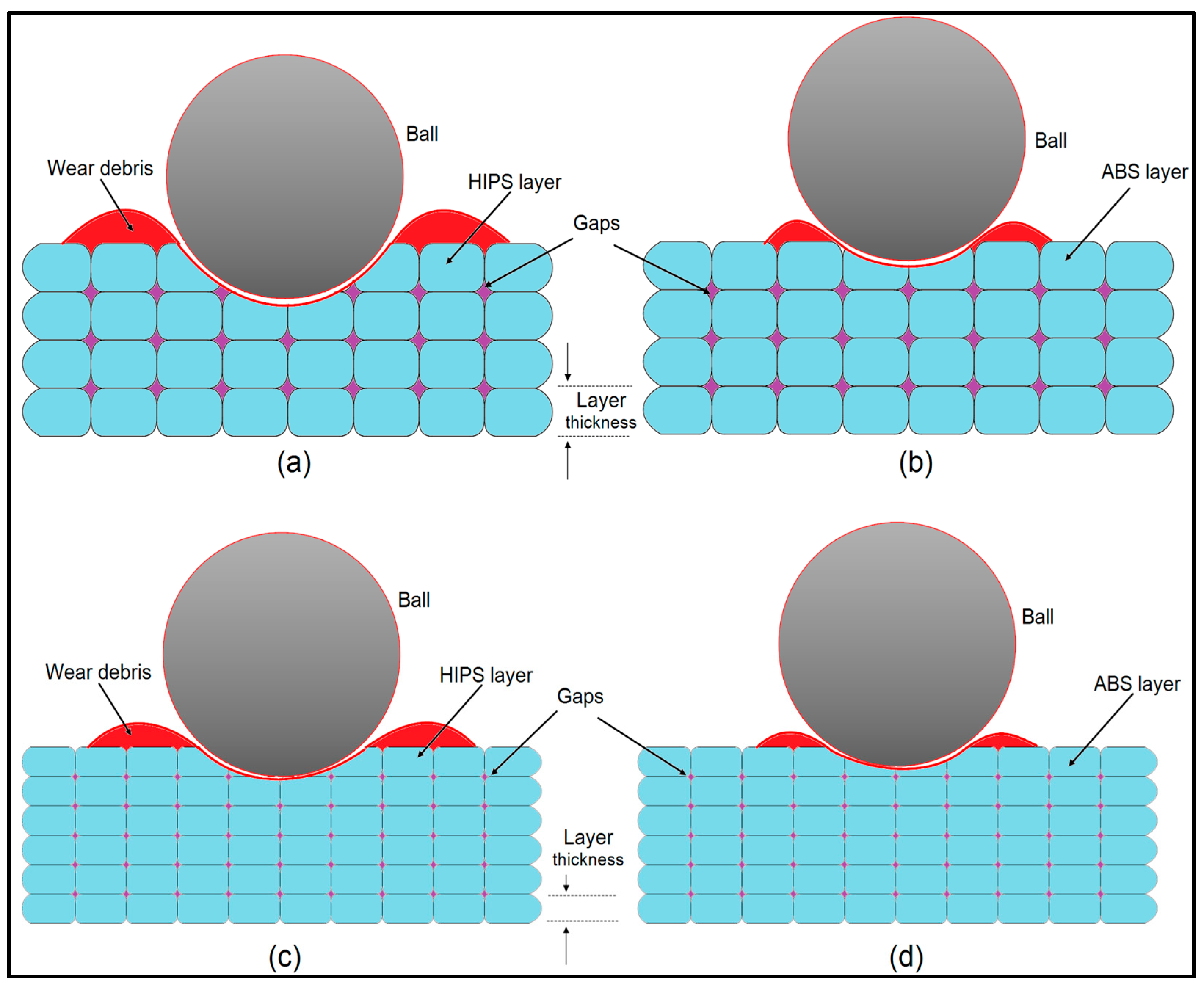
3.3. Wear Track SEM Analysis
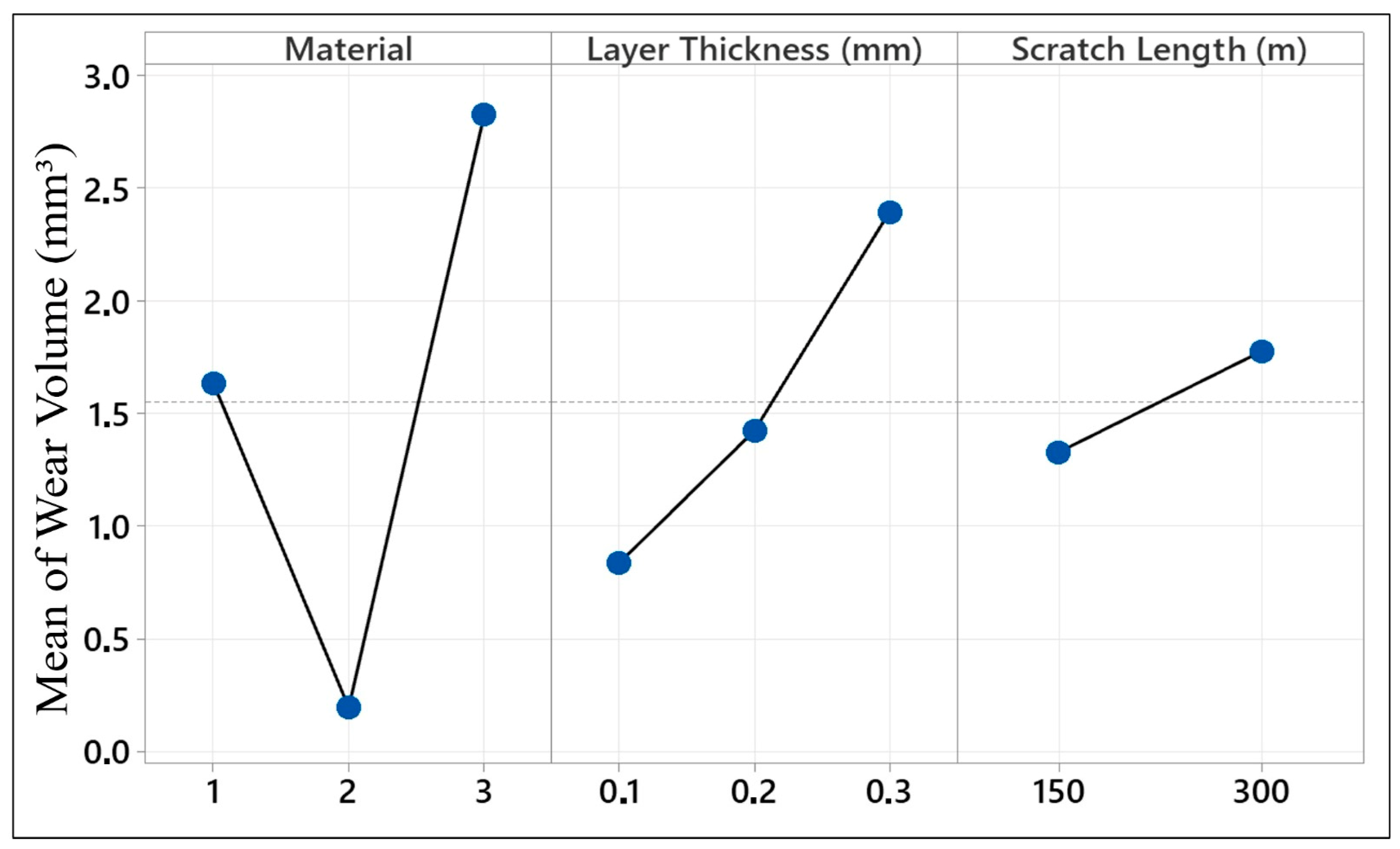
3.4. Factorial Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ABS | Acrylonitrile butadiene styrene |
| PLA | Polylactic acid |
| HIPS | High-impact polystyrene |
| ANOVA | Analysis of Variance |
| SEM | Scanning electron microscopy |
References
- Kutucu, Y.K.; Yalçın, M.M. Three-Point Bending Behavior of 3D-Printed Tough-PLA Lattice Beams: Effects of Lattice Topology and Beam Width. SAUJS 2025, 29, 171–179. [Google Scholar] [CrossRef]
- Bernard, A.R.; Yalçın, M.M.; ElSayed, M.S.A. Crashworthiness Investigations for 3D-Printed Multi-Layer Multi-Topology Engineering Resin Lattice Materials. Materials 2024, 17, 4844. [Google Scholar] [CrossRef]
- Yalçın, M.M. Flexural Behavior of 3D-Printed Carbon Fiber-Reinforced Nylon Lattice Beams. Polymers 2024, 16, 2991. [Google Scholar] [CrossRef]
- Camcı, Y.; Türk, S.; Gepek, E.; İyibilgin, O.; Özsoy, M.İ. Fabrication and characterization of innovative chitosan/doxorubicin coated 3D printed microneedle patch for prolonged drug delivery. J. Appl. Polym. Sci. 2022, 139, e52759. [Google Scholar] [CrossRef]
- Akderya, T. Post-Ultraviolet-Curing Process Effects on Low-Velocity Impact Response of 3D Printed Polylactic Acid Parts. Sak. Univ. J. Sci. 2023, 27, 943–955. [Google Scholar] [CrossRef]
- İriç, S. Experimental Investigation on Effect to the Specific Strength of FDM Fabrication Parameters Using Taguchi Method. Sak. Univ. J. Sci. 2020, 24, 984–990. [Google Scholar] [CrossRef]
- Okutan, M.S.; Yalçın, M.M.; ElSayed, M.S.A.; Genel, K. Lateral deformation behavior of internally fin-stiffened tubes. Int. J. Mech. Sci. 2025, 300, 110446. [Google Scholar] [CrossRef]
- Yaren, M.F.; Susmel, L. A novel critical distance-based homogenised material approach to estimate fatigue lifetime of plain/notched polylactide 3D-printed with different in-fill levels. Int. J. Fatigue 2025, 193, 108750. [Google Scholar] [CrossRef]
- Portoacă, A.I.; Ripeanu, R.G.; Diniță, A.; Tănase, M. Optimization of 3D Printing Parameters to Enhance Surface Quality and Wear Resistance. Polymers 2023, 15, 3419. [Google Scholar] [CrossRef]
- Şirin, Ş.; Aslan, E.; Akincioğlu, G. Effects of 3D-printed PLA material with different filling densities on coefficient of friction performance. Rapid Prototyp. J. 2023, 29, 157–165. [Google Scholar] [CrossRef]
- Martínez, J.L.J.; Diéguez, E.; Ares, A.; Pereira, P.; Hernández, J.A. Pérez, Comparative between FEM Models for FDM Parts and their Approach to a Real Mechanical Behavior. Procedia Eng. 2013, 63, 878–884. [Google Scholar] [CrossRef]
- Ahn, S.; Montero, M.; Odell, D.; Roundy, S.; Wright, P.K. Anisotropic material properties of fused deposition modeling ABS. Rapid Prototyp. J. 2002, 8, 248–257. [Google Scholar] [CrossRef]
- Sun, Q.; Rizvi, G.M.; Bellehumeur, C.T.; Gu, P. Effect of processing conditions on the bonding quality of FDM polymer filaments. Rapid Prototyp. J. 2008, 14, 72–80. [Google Scholar] [CrossRef]
- Mota, C.; Puppi, D.; Dinucci, D.; Errico, C.; Bártolo, P.; Chiellini, F. Dual-Scale Polymeric Constructs as Scaffolds for Tissue Engineering. Materials 2011, 4, 527–542. [Google Scholar] [CrossRef]
- Ali, S.; Deiab, I.; & Pervaiz, S. State-of-the-art review on fused deposition modeling (FDM) for 3D printing of polymer blends and composites: Innovations, challenges, and applications. Int. J. Adv. Manuf. Technol. 2024, 135, 5085–5113. [Google Scholar] [CrossRef]
- Patel, R.; Desai, C.; Kushwah, S.; Mangrola, M.H. A review article on FDM process parameters in 3D printing for composite materials. Mater. Today Proc. 2022, 60, 2162–2166. [Google Scholar] [CrossRef]
- Özsoy, M.İ.; Esatoğlu, L. Friction and Wear Properties of Glass Fiber Reinforced Polyphenylene Sulfide Composites. Sak. Univ. J. Sci. 2020, 24, 965–972. [Google Scholar] [CrossRef]
- Amirruddin, M.S.; Ismail, K.I.; Yap, T.Z. Effect of layer thickness and raster angle on the tribological behavior of 3D printed materials. Mater. Today Proc. 2022, 48, 1821–1825. [Google Scholar] [CrossRef]
- Kalacska, G. An engineering approach to the dry friction behavior of numerous engineering plastics with respect to the mechanical properties. Express Polym. Lett. 2013, 7, 199–210. [Google Scholar] [CrossRef]
- Liu, Y.; Bai, W.; Cheng, X.; Tian, J.; Wei, D.; Sun, Y.; Di, P. Effects of printing layer thickness on mechanical properties of 3D-printed custom trays. J. Prosthet. Dent. 2021, 126, 671.e1–671.e7. [Google Scholar] [CrossRef]
- Wu, W.; Geng, P.; Li, G.; Zhao, D.; Zhang, H.; Zhao, J. Influence of Layer Thickness and Raster Angle on the Mechanical Properties of 3D-Printed PEEK and a Comparative Mechanical Study of PEEK and ABS. Materials 2015, 8, 5834–5846. [Google Scholar] [CrossRef] [PubMed]
- Farzadi, A.; Solati-Hashjin, M.; Asadi-Eydivand, M.; Abu Osman, N.A. Effect of Layer Thickness and Printing Orientation on Mechanical Properties and Dimensional Accuracy of 3D Printed Porous Samples for Bone Tissue Engineering. PLoS ONE 2014, 9, e108252. [Google Scholar] [CrossRef]
- Hervan, S.Z.; Altınkaynak, A.; Parlar, Z. Hardness, friction, and wear characteristics of 3D-printed PLA polymer. Proceedings of the Institution of Mechanical Engineers. Part. J. J. Eng. Tribol. 2020, 235, 1590–1598. [Google Scholar] [CrossRef]
- Hanon, M.M.; Zsidai, L. Comprehending the role of process parameters and filament color on the structure and tribological performance of 3D printed PLA. J. Mater. Res. Technol. 2021, 15, 647–660. [Google Scholar] [CrossRef]
- Alshamrani, A.A.; Raju, R.; Ellakwa, A. Effect of Printing Layer Thickness and Postprinting Conditions on the Flexural Strength and Hardness of a 3D-Printed Resin. BioMed. Res. Int. 2022, 9, 8353137. [Google Scholar] [CrossRef]
- Subramaniyan, M.; Karuppan, S.; Radhakrishnan, K.; Kumar, R.R.; Kumar, K.S. Investigation of wear properties of 3D-printed PLA components using sandwich structure—A review. Mater. Today Proc. 2022, 66, 1112–1119. [Google Scholar] [CrossRef]
- Sousa, A.M.; Pinho, A.C.; Piedade, A.P. Mechanical properties of 3D printed mouthguards: Influence of layer height and device thickness. Mater. Des. 2021, 203, 109624. [Google Scholar] [CrossRef]
- Nordin, M.; Norani, M.; Abdullah, M.I.H.C.; Abdollah, M.F.B.; Amiruddin, H.; Ramli, F.R.; Tamaldin, N. Mechanical and tribological properties of FFF 3D-printed polymers: A brief review. J. Tribol. 2021, 29, 11–30. [Google Scholar]
- Popescu, D.; Zapciu, A.; Amza, C.; Baciu, F.; Marinescu, R. FDM process parameters influence over the mechanical properties of polymer specimens: A review. Polym. Test. 2018, 69, 157–166. [Google Scholar] [CrossRef]
- Pant, M.; Singari, R.M.; Arora, P.; Moona, G.; Kumar, H. Wear assessment of 3–D printed parts of PLA (polylactic acid) using Taguchi design and Artificial Neural Network (ANN) technique. Mater. Res. Express. 2020, 7, 115307. [Google Scholar] [CrossRef]
- Türksayar, A.A.D.; Diker, B. Effect of layer thickness and polishing on wear resistance of additively manufactured occlusal splints. J. Dent. 2024, 146, 105101. [Google Scholar] [CrossRef]
- Bellini, A.; Güçeri, S. Mechanical characterization of parts fabricated using fused deposition modeling. Rapid Prototyp. J. 2003, 9, 252–264. [Google Scholar] [CrossRef]
- Sahin, A.E.; Cetin, B.; Sinmacelik, T. Effect of mussel shell reinforcement on mechanical and tribological behavior of polyphenylene sulfide composites. J. Thermoplast. Compos. Mater. 2022, 35, 1279–1302. [Google Scholar]
- Vilches, F.J.C.; González, V.A.A.; Mateo, M. Study of abrasion resistance under scratching of polybutylenetereftalate–glass fiber composites. Tribol. Int. 2015, 92, 365–378. [Google Scholar]
- Regela, G.; Putz, M.; Blau, P. Influence of microstructures on tribological systems—Development of process and surface structure. Procedia CIRP 2016, 46, 281–284. [Google Scholar]
- Friedrich, K.; Sue, H.J.; Liu, P.A. Scratch resistance of high performance polymers. Tribol. Int. 2011, 44, 1032–1046. [Google Scholar]
- Sahin, A.E.; Cetin, B.; Sinmacelik, T. Investigation of mechanical and tribological behavior of expanded perlite particle reinforced polyphenylene sulfide. Proc. IMechE Part. L J. Mater. Des. Appl. 2021, 235, 2356–2367. [Google Scholar]
- Sahin, A.E.; Fidan, S.; Cetin, B.; Sinmacelik, T. Comparison of the usage of nut shell, walnut shell, and pistachio shell as a reinforcement particle on the mechanical and wear performance of polypropylene. J. Appl. Polym. Sci. 2024, 141, e55248. [Google Scholar]
- Shaharuddin, S.; Abdollah, M.F.; Amiruddin, H.; Kamis, S.L.; Ramli, F.R. Applied normal load and printing layer thickness relationship on the tribological properties of novel 3D-printed PLA-PCU polymer blend. J. Tribol. 2023, 39, 1–16. [Google Scholar]
- Ergene, B.; İnci, Y.E.; Çetintaş, B.; Daysal, B. Experimental study on the wear performance of 3D-printed polylactic acid and carbon fiber-reinforced polylactic acid parts: Effect of infill rate and water absorption time. Polym Compos. 2024, 46, 372–3861. [Google Scholar] [CrossRef]
- Ramadan, M.A.; Sabour, H.A.; Shenawy, E. Tribological Properties of 3D Printed Polymers: PCL, ABS, PLA and Co Polyester. Tribol. Ind. 2023, 45, 161–167. [Google Scholar] [CrossRef]
- Kovan, V.; Altan, G.; Topal, E.S. Effect of layer thickness and print orientation on the strength of 3D-printed and adhesively bonded single lap joints. J. Mech. Sci. Technol. 2017, 31, 2197–2201. [Google Scholar] [CrossRef]
- Dangnan, F.; Espejo, C.; Liskiewicz, T.; Gesterc, A.N. Friction and wear of additive-manufactured polymers in dry contact. J. Manuf. Process. 2020, 59, 238–247. [Google Scholar] [CrossRef]
- Hanon, M.M.; Kovács, M.; Zsidai, L. Tribology Behavior Investigation of 3d Printed Polymers. Int. Rev. Appl. Sci. Eng. 2019, 10, 173–181. [Google Scholar] [CrossRef]
- Sahin, A.E.; Yarar, E.; Kara, H.; Cep, E.B.; Bora, M.O.; Yilmaz, T. Thermal aging effect of polyamide 6 matrix composites produced by Tailor Fiber Placement (TFP) under compression molding on sliding wear properties. Polym. Compos. 2024, 45, 98–110. [Google Scholar]
- Tunalioglu, M.S.; Agca, B.V. Wear and Service Life of 3D-Printed Polymeric Gears. Polymers 2022, 14, 2064. [Google Scholar] [CrossRef]
- Ertane, E.G.; Reisel, A.D.; Baran, O.; Welzel, T.; Matner, V.; Svoboda, S. Processing and Wear Behavior of 3D printed PLA reinforced with biogenic carbon. Adv. Tribl. 2018, 2018, 1763182. [Google Scholar] [CrossRef]
- Roy, R.; Mukhopadhyay, A. Tribological studies of 3D printed ABS and PLA plastic parts. Mater. Today Proc. 2021, 41, 856–862. [Google Scholar] [CrossRef]
- Maguluri, N.; Srinivas, L.C.; Suresh, G. Assessing the wear performance of 3D printed polylactic acid polymer parts. In Materials Today: Proceedings; Elsevier: Amsterdam, The Netherlands, 2023. [Google Scholar] [CrossRef]
- Gurrala, P.K.; Regalla, S.P. Friction and wear-rate characteristics of parts manufactured by fused deposition modeling process. Int. J. Rapid Manuf. 2017, 6, 245. [Google Scholar] [CrossRef]
- Kumar, H.; Sharma, A.; Shrivastava, Y.; Khan, S.A.; Arora, P.K. Optimization of Process Parameters of Pin on Disc Wear Set up for 3D Printed Specimens. J. Eng. Res. 2021, 133–145. [Google Scholar] [CrossRef]
- Mourya, V.; Bhore, S.P.; Wandale, P.G. Multiobjective optimization of the tribological characteristics of 3D-printed texture surfaces of ABS and PLA Polymers. J. Thermoplast. Compos. Mater. 2024, 37, 772–799. [Google Scholar] [CrossRef]
- Singh, M.; Bharti, P.S. Parametric Influence of Process Parameters on the Wear Rate of 3D Printed Polylactic Acid Specimens. Indian. J. Pure Appl. Phys. 2021, 59, 244–251. [Google Scholar] [CrossRef]
- Hameed, A.Z.; Aravind Raj, S.; Kandasamy, J.; Shahzad, M.A.; Baghdadi, M.A. 3D Printing Parameter Optimization Using Taguchi Approach to Examine Acrylonitrile Styrene Acrylate (ASA) Mechanical Properties. Polymers 2022, 14, 3256. [Google Scholar] [CrossRef] [PubMed]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS |
|---|---|---|---|---|---|
| Model | 17 | 34.7736 | 100.00% | 34.7736 | 2.0455 |
| Linear | 5 | 29.0986 | 83.68% | 29.0986 | 5.8197 |
| Material | 2 | 20.7803 | 59.76% | 20.7803 | 10.3902 |
| Layer Thickness (mm) | 2 | 7.4133 | 21.32% | 7.4133 | 3.7067 |
| Scratch Length (m) | 1 | 0.905 | 2.60% | 0.905 | 0.905 |
| Two-Way Interactions | 8 | 5.1777 | 14.89% | 5.1777 | 0.6472 |
| Material × Layer Thickness (mm) | 4 | 4.639 | 13.34% | 4.639 | 1.1597 |
| Material × Scratch Length (m) | 2 | 0.4629 | 1.33% | 0.4629 | 0.2315 |
| Layer Thickness (mm) × Scratch Length (m) | 2 | 0.0758 | 0.22% | 0.0758 | 0.0379 |
| Three-Way Interactions | 4 | 0.4973 | 1.43% | 0.4973 | 0.1243 |
| Material × Layer Thickness (mm) × Scratch Length (m) | 4 | 0.4973 | 1.43% | 0.4973 | 0.1243 |
| Total | 17 | 34.7736 | 100.00% |
| Source | DF | Seq SS | Contribution | Adj SS | Adj MS |
|---|---|---|---|---|---|
| Model | 17 | 0.000000015 | 100.00% | 0.000000015 | 0.000000001 |
| Linear | 5 | 0.000000011 | 76.48% | 0.000000011 | 0.000000002 |
| Material | 2 | 0.000000008 | 52.25% | 0.000000008 | 0.000000004 |
| Layer Thickness (mm) | 2 | 0.000000003 | 20.10% | 0.000000003 | 0.000000002 |
| Scratch Length (m) | 1 | 0.000000001 | 4.12% | 0.000000001 | 0.000000001 |
| Two-Way Interactions | 8 | 0.000000003 | 20.01% | 0.000000003 | 0 |
| Material × Layer Thickness (mm) | 4 | 0.000000002 | 13.34% | 0.000000002 | 0 |
| Material × Scratch Length (m) | 2 | 0.000000001 | 4.00% | 0.000000001 | 0 |
| Layer Thickness (mm) × Scratch Length (m) | 2 | 0 | 2.67% | 0 | 0 |
| Three-Way Interactions | 4 | 0.000000001 | 3.51% | 0.000000001 | 0 |
| Material × Layer Thickness (mm) × Scratch Length (m) | 4 | 0.000000001 | 3.51% | 0.000000001 | 0 |
| Total | 17 | 0.000000015 | 100.00% |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Fidan, S.; Ürgün, S.; Şahin, A.E.; Bora, M.Ö.; Yılmaz, T.; Özsoy, M.İ. Comprehensive Sliding Wear Analysis of 3D-Printed ABS, PLA, and HIPS: ANOVA, SEM Examination, and Wear Volume Measurements with Varying Layer Thickness. Polymers 2025, 17, 1899. https://doi.org/10.3390/polym17141899
Fidan S, Ürgün S, Şahin AE, Bora MÖ, Yılmaz T, Özsoy Mİ. Comprehensive Sliding Wear Analysis of 3D-Printed ABS, PLA, and HIPS: ANOVA, SEM Examination, and Wear Volume Measurements with Varying Layer Thickness. Polymers. 2025; 17(14):1899. https://doi.org/10.3390/polym17141899
Chicago/Turabian StyleFidan, Sinan, Satılmış Ürgün, Alp Eren Şahin, Mustafa Özgür Bora, Taner Yılmaz, and Mehmet İskender Özsoy. 2025. "Comprehensive Sliding Wear Analysis of 3D-Printed ABS, PLA, and HIPS: ANOVA, SEM Examination, and Wear Volume Measurements with Varying Layer Thickness" Polymers 17, no. 14: 1899. https://doi.org/10.3390/polym17141899
APA StyleFidan, S., Ürgün, S., Şahin, A. E., Bora, M. Ö., Yılmaz, T., & Özsoy, M. İ. (2025). Comprehensive Sliding Wear Analysis of 3D-Printed ABS, PLA, and HIPS: ANOVA, SEM Examination, and Wear Volume Measurements with Varying Layer Thickness. Polymers, 17(14), 1899. https://doi.org/10.3390/polym17141899