
Tribological Performance of High-Density Polyethylene (HDPE) and Recycled Polyvinyl Butyral (PVB) Blends During Pin-on-Disk Tests


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Blends Preparation
2.3. Morphology Analysis
2.4. Differential Scanning Calorimetry (DSC)
2.5. Melt Flow Index (MFI)
2.6. Shore D Hardness
2.7. Tensile Tests
2.8. Charpy Impact Tests
2.9. Wear Tests
2.10. Scanning Electron Microscopy (SEM)
3. Results and Discussion
3.1. Morphology Analysis
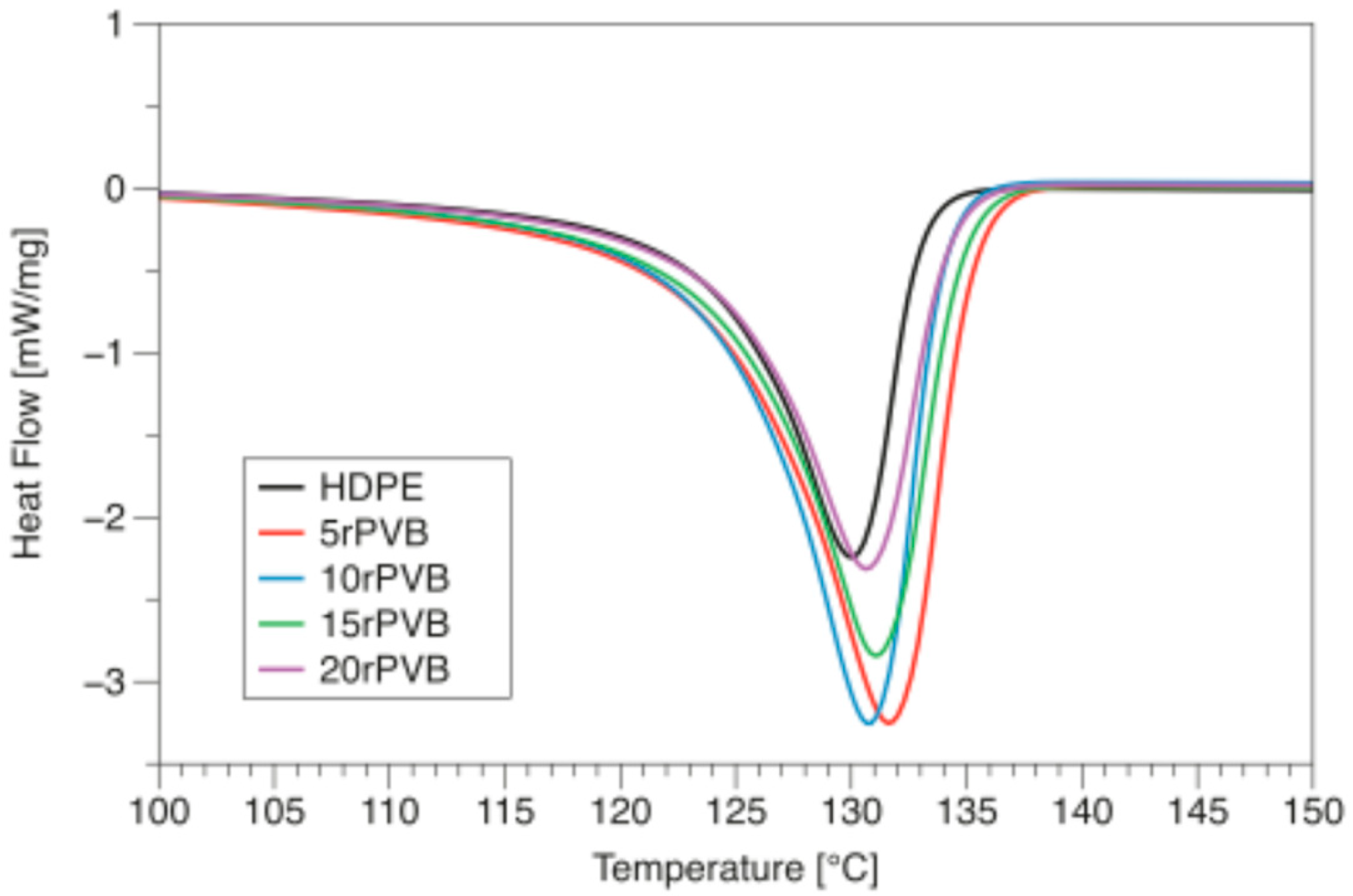
3.2. Dynamic Scanning Calorimetry (DSC)
3.3. Melt Flow Index (MFI)
3.4. Shore D Hardness
3.5. Tensile Tests
3.6. Charpy Impact Tests
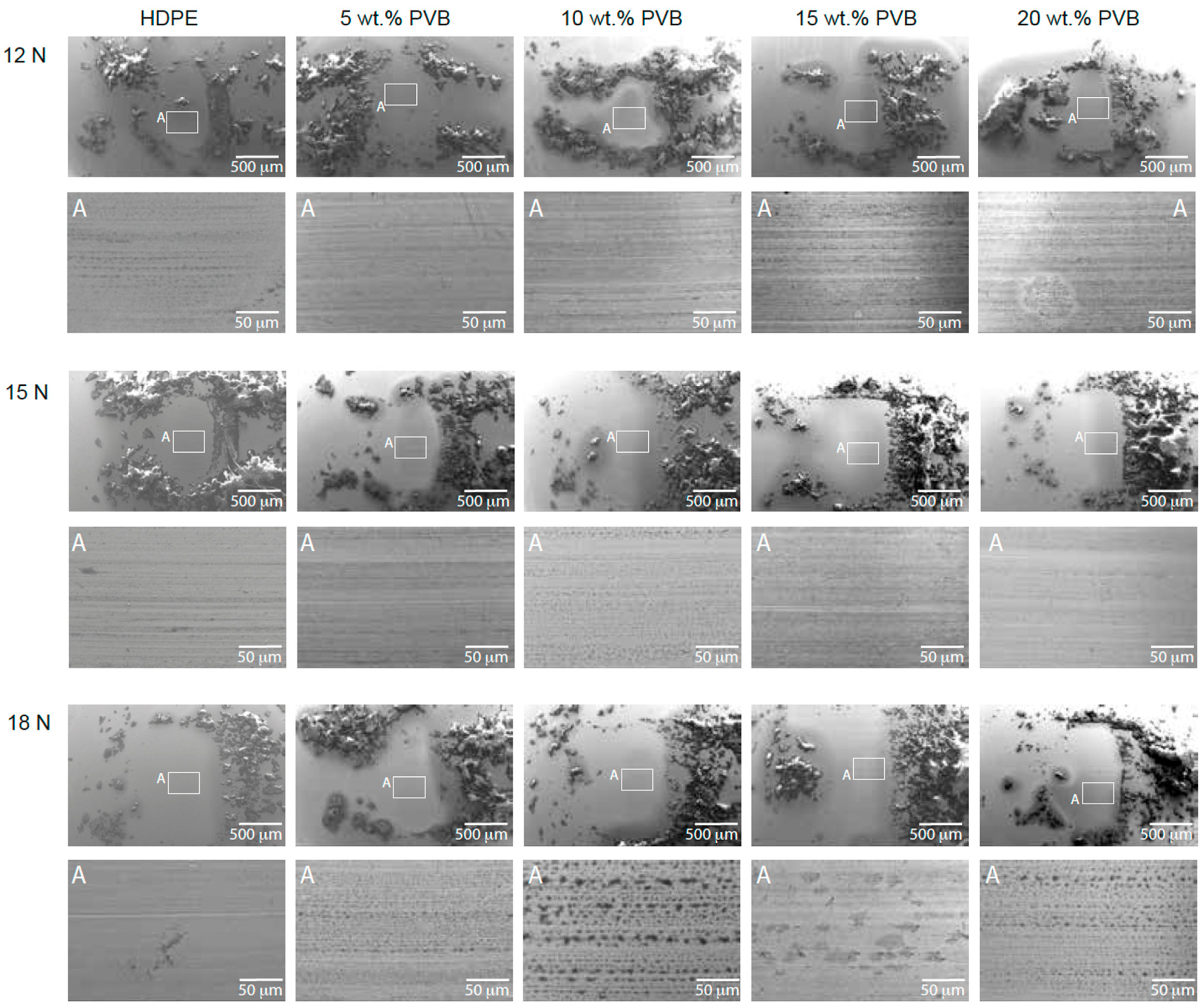
3.7. Wear Tests
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Šooš, L.U.; Matúš, M.; Pokusová, M.; Čačko, V.; Bábics, J. The recycling of waste laminated glass through decomposition technologies. Recycling 2021, 6, 26. [Google Scholar] [CrossRef]
- Swain, B.; Ryang Park, J.; Yoon Shin, D.; Park, K.S.; Hwan Hong, M.; Gi Lee, C. Recycling of waste automotive laminated glass and valorization of polyvinyl butyral through mechanochemical separation. Environ. Res. 2015, 142, 615–623. [Google Scholar] [CrossRef] [PubMed]
- Valera, T.S.; Demarquette, N.R. Polymer toughening using residue of recycled windshields: PVB film as impact modifier. Eur. Polym. J. 2008, 44, 755–768. [Google Scholar] [CrossRef]
- Wei, Z.; Wang, R.; Wang, J.; Yang, Y.; Liu, Y.; Wang, W.; Cao, Y. Highly toughened PA6 using residue of plasticized PVB film via two-step reactive melt blending. Polymer 2020, 186, 122052. [Google Scholar] [CrossRef]
- Tupý, M.; Měřínská, D.; Tesaříková-Svobodová, A.; Carrot, C.; Pillon, C.; Petránek, V. Mechanical properties of recycled plasticized PVB/PVC blends. Int. J. Chem. Mol. Eng. 2014, 8, 981–986. [Google Scholar]
- Wei, Z.; Wang, R.; Zhang, C.; Wang, J.; Yang, Y.; Wang, W.; Cao, Y. Preparation and characterization of super-toughened PA6/r-PVB blends with “transplanted” multicore morphology by reactive compatibilization. Eur. Polym. J. 2021, 143, 110173. [Google Scholar] [CrossRef]
- Zanjanijam, A.R.; Hakim, S.; Azizi, H. Rheological, mechanical and thermal properties of the PA/PVB blends and their nanocomposites: Structure-property relationships. Polym. Test. 2018, 66, 48–63. [Google Scholar] [CrossRef]
- Peng, Y.; Sui, Y. Compatibility research on PVC/PVB blended membranes. Desalination 2006, 196, 13–21. [Google Scholar] [CrossRef]
- Cei, N.; Canesi, I.; Nejrotti, S.; Montalbano, G.; Darjazi, H.; Piovano, A.; Bonomo, M.; Fina, A.; Yecora, B.; Perez, A.; et al. A UV-Protective Textile Coating Based on Recycled Poly(vinyl butyral) (PVB): A New Life for a Waste Polymer. Polymers 2024, 16, 3439. [Google Scholar] [CrossRef]
- Hernández-Peña, A.; Guevara-Morales, A.; Figueroa-López, U.; Carmona-Cervantes, A.; Farfan-Cabrera, L.I. Tribological properties of recycled polyvinyl butyral (rPVB) and glass fiber reinforced polyamide blends in dry and micro-abrasive contacts. Tribol. Trans. 2024, 67, 805–816. [Google Scholar] [CrossRef]
- Carmona-Cervantes, I.A.; Campos-Silva, I.; Figueroa-López, U.; Guevara-Morales, A. Effect of Recycled Polyvinyl Butyral (rPVB) Addition on the Tribological Performance of Glass–Fiber Reinforced Polyamide (PAGF) during Reciprocating Sliding Wear Conditions. Polymers 2023, 15, 2580. [Google Scholar] [CrossRef] [PubMed]
- Carmona-Cervantes, I.A.; Paredes-Mogica, E.A.; López-Cabrera, H.R.; Figueroa-López, U.; Vieyra-Ruíz, H.; Guevara-Morales, A. Tribological behavior of glass fiber reinforced polyamide (PA-GF) and recycled polyvinyl butyral (r-PVB) blends. Mater. Lett. 2022, 319, 132261. [Google Scholar] [CrossRef]
- Cardona-Ramírez, J.; Paredes-Mogica, E.A.; Guevara-Morales, A.; Figueroa-López, U. Recycling automotive plastic waste: Residual polyvinyl butyral (rPVB) as solid lubricant in polyoxymethylene (POM) blends. Tribol. Trans. 2024, 67, 359–369. [Google Scholar] [CrossRef]
- Pelto, J.; Heino, V.; Karttunen, M.; Rytöluoto, I.; Ronkainen, H. Tribological performance of high density polyethylene (HDPE) composites with low nanofiller loading. Wear 2020, 460, 203451. [Google Scholar] [CrossRef]
- Liu, T.; Li, B.; Lively, B.; Eyler, A.; Zhong, W.-H. Enhanced wear resistance of high-density polyethylene composites reinforced by organosilane-graphitic nanoplatelets. Wear 2014, 309, 43–51. [Google Scholar] [CrossRef]
- Xu, S.; Tangpong, X. Tribological behavior of polyethylene-based nanocomposites. J. Mater. Sci. 2013, 48, 578–597. [Google Scholar] [CrossRef]
- Pettarin, V.; Churruca, M.J.; Felhös, D.; Karger-Kocsis, J.; Frontini, P.M. Changes in tribological performance of high molecular weight high density polyethylene induced by the addition of molybdenum disulphide particles. Wear 2010, 269, 31–45. [Google Scholar] [CrossRef]
- Aderikha, V.; Feipeng, C.; Koval, V.; Xiaoyu, L.; Shapovalov, V.; Makarenko, O.; Yongguang, X. Increasing the resistance of HDPE to abrasive wear with small additions of UHMWPE. J. Frict. Wear 2022, 43, 1–7. [Google Scholar] [CrossRef]
- Vishal, K.; Rajkumar, K.; Sabarinathan, P. Effect of recovered silicon filler inclusion on mechanical and tribological properties of polytetrafluoroethylene (PTFE) composite. Silicon 2022, 14, 4601–4610. [Google Scholar] [CrossRef]
- Raghuram, H.; Roitner, J.; Jones, M.P.; Archodoulaki, V.-M. Recycling of polyethylene: Tribology assessment. Resour. Conserv. Recycl. 2023, 192, 106925. [Google Scholar] [CrossRef]
- Tzanakis, I.; Hadfield, M.; Thomas, B.; Noya, S.; Henshaw, I.; Austen, S. Future perspectives on sustainable tribology. Renew. Sustain. Energy Rev. 2012, 16, 4126–4140. [Google Scholar] [CrossRef]
- Vieyra, H.; Juárez, E.; Figueroa-López, U.; Alejo-Martínez, S.; Aguilar-Méndez, M.A.; San Martin-Martínez, E.; Guevara-Morales, A. Cytotoxicity and biocompatibility of a material based in recycled polyvinyl butyral PVB and high-density polyethylene HDPE determined in human peripheral leukocytes. Mater. Res. Express 2024, 11, 105402. [Google Scholar] [CrossRef]
- Hofmann, G.H.; Lee, W.C. Modification of polymers by using poly(vinyl butyral)-based additives. J. Vinyl Addit. Technol. 2006, 12, 33–36. [Google Scholar] [CrossRef]
- Trivedi, B. Maleic Anhydride; Springer Science & Business Media: New York, NY, USA, 2013. [Google Scholar]
- Zanjanijam, A.R.; Hakim, S.; Azizi, H. Morphological, dynamic mechanical, rheological and impact strength properties of the PP/PVB blends: The effect of waste PVB as a toughener. RSC Adv. 2016, 6, 44673–44686. [Google Scholar] [CrossRef]
- ASTM 1238; Standard Test Method for Melt Flow Rates of Thermoplastics by Extrusion Plastometer. ASTM International: West Conshohocken, PA, USA, 2013.
- ASTM D2240; Standard Test Method for Rubber Property—Durometer Hardness. ASTM International: West Conshohocken, PA, USA, 2010.
- ASTM D638; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2008.
- ASTM D6110; Determining the Charpy Impact Resistance of Notched Specimens of Plastics. ASTM International: West Conshohocken, PA, USA, 2008.
- ASTM G99; Standard Test Method for Wear Testing with a Pin-on-Disk Apparatus. ASTM International: West Conshohocken, PA, USA, 2005.
- Tarani, E.; Arvanitidis, I.; Christofilos, D.; Bikiaris, D.N.; Chrissafis, K.; Vourlias, G. Calculation of the degree of crystallinity of HDPE/GNPs nanocomposites by using various experimental techniques: A comparative study. J. Mater. Sci. 2023, 58, 1621–1639. [Google Scholar] [CrossRef]
- Opia, A.C.; Abdollah, M.F.B.; Mamah, S.C.; Hamid, M.K.B.A.; Syahrullail, S.; Audu, I.A.; Johnson, C.; Basiron, J. Lubricity effectiveness of bio-lubricant modified with multi-wall carbon nanotube and organic polymer. Wear 2023, 528, 204974. [Google Scholar] [CrossRef]
- Wang, Q.; Pei, X. The influence of nanoparticle fillers on the friction and wear behavior of polymer matrices. In Tribology of Polymeric Nanocomposites—Friction and Wear of Bulk Materials and Coatings; Tribology and Interface Engineering Series; Elsevier: Amsterdam, The Netherlands, 2008; pp. 62–81. [Google Scholar]
- Bahadur, S. The development of transfer layers and their role in polymer tribology. Wear 2000, 245, 92–99. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Blend | HDPE (wt.%) | rPVB/MA (wt.%) |
|---|---|---|
| HDPE | 100 | 0 |
| 5rPVB | 95 | 5 |
| 10rPVB | 90 | 10 |
| 15rPVB | 85 | 15 |
| 20rPVB | 80 | 20 |
| Blend | Particle Diameter [μm] | Tc [°C] | Tm [°C] | Enthalpy (2° Heat) [J/g] | Xc [%] | MFI [g/10 min] |
|---|---|---|---|---|---|---|
| HDPE | - | 117.8 | 130.1 | 90 | 30.7 | 18.7 ± 0.1 |
| 5rPVB | 4.41 ± 5.47 | 118.2 | 131.6 | 160 | 57.5 | 18.9 ± 0.1 |
| 10rPVB | 8.81 ± 9.82 | 118.3 | 130.7 | 150 | 56.9 | 18.2 ± 0.3 |
| 15rPVB | 8.94 ± 6.15 | 117.6 | 131.0 | 130 | 52.2 | 17.1 ± 0.2 |
| 20rPVB | 11.61 ± 10.48 | 117.0 | 130.6 | 110 | 46.9 | 16.5 ± 0.2 |
| Blend | Shore D Hardness | Elastic Modulus [MPa] | Ultimate Tensile Strength [MPa] | Strain at UTS [%] | Charpy Impact Resistance [J/m] |
|---|---|---|---|---|---|
| HDPE | 65.7 ± 0.6 | 353 ± 29 | 28.8 ± 3.4 | 50.6 ± 3.2 | 66.9 ± 3.7 |
| 5rPVB | 64.6 ± 1.1 | 382 ± 48 | 27.0 ± 2.7 | 51.1 ± 4.7 | 49.1 ± 3.2 |
| 10rPVB | 65.5 ± 1.4 | 365 ± 13 | 21.5 ± 0.9 | 47.4 ± 2.7 | 45.2 ± 1.2 |
| 15rPVB | 63.9 ± 1.8 | 351± 26 | 21.5 ± 3.3 | 43.1 ± 3.8 | 43.2 ± 2.3 |
| 20rPVB | 61.6 ± 1.1 | 331 ± 44 | 20.3 ± 0.2 | 39.3 ± 1.8 | 35.7 ± 5.3 |
| Blend | Coefficient of Friction (CoF) | Volume Loss [mm3] | ||||
|---|---|---|---|---|---|---|
| 12 N | 15 N | 18 N | 12 N | 15 N | 18 N | |
| HDPE | 0.140 ± 0.021 | 0.137 ± 0.008 | 0.147 ± 0.013 | 0.812 ± 0.005 | 0.836 ± 0.005 | 0.821 ± 0.012 |
| 5rPVB | 0.135 ± 0.018 | 0.114 ± 0.01 | 0.139 ± 0.013 | 0.713 ± 0.011 | 0.816 ± 0.007 | 0.997 ± 0.008 |
| 10rPVB | 0.117 ± 0.012 | 0.120 ± 0.017 | 0.121 ± 0.01 | 0.677 ± 0.021 | 0.835 ± 0.016 | 0.918 ± 0.013 |
| 15rPVB | 0.089 ± 0.029 | 0.105 ± 0.023 | 0.107 ± 0.026 | 0.693 ± 0.012 | 0.847 ± 0.003 | 1.107 ± 0.015 |
| 20rPVB | 0.105 ± 0.023 | 0.102 ± 0.028 | 0.114 ± 0.011 | 0.735 ± 0.015 | 0.909 ± 0.008 | 1.075 ± 0.036 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alejo-Martínez, S.; Figueroa-López, U.; Guevara-Morales, A. Tribological Performance of High-Density Polyethylene (HDPE) and Recycled Polyvinyl Butyral (PVB) Blends During Pin-on-Disk Tests. Polymers 2025, 17, 1512. https://doi.org/10.3390/polym17111512
Alejo-Martínez S, Figueroa-López U, Guevara-Morales A. Tribological Performance of High-Density Polyethylene (HDPE) and Recycled Polyvinyl Butyral (PVB) Blends During Pin-on-Disk Tests. Polymers. 2025; 17(11):1512. https://doi.org/10.3390/polym17111512
Chicago/Turabian StyleAlejo-Martínez, Scarlette, Ulises Figueroa-López, and Andrea Guevara-Morales. 2025. "Tribological Performance of High-Density Polyethylene (HDPE) and Recycled Polyvinyl Butyral (PVB) Blends During Pin-on-Disk Tests" Polymers 17, no. 11: 1512. https://doi.org/10.3390/polym17111512
APA StyleAlejo-Martínez, S., Figueroa-López, U., & Guevara-Morales, A. (2025). Tribological Performance of High-Density Polyethylene (HDPE) and Recycled Polyvinyl Butyral (PVB) Blends During Pin-on-Disk Tests. Polymers, 17(11), 1512. https://doi.org/10.3390/polym17111512