

Polymer Composite Sandwich Panels Composed of Hemp and Plastic Skins and Composite Wood, Recycled Plastic, and Styrofoam Cores


 ,
,  and
and
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Bio-Epoxy Resin
2.1.2. Fabric
2.1.3. Waste-Based Core Materials
2.2. Methods
2.2.1. Manufacturing of Composite Materials
Manufacturing of Skins
Manufacturing of Sandwich Panels
2.2.2. Testing of Skins
Tensile Test of Skins
Dynamic Mechanical Analysis (DMA) of Skins
2.2.3. Bending Test of Cores
2.2.4. Bending Test of Sandwich Panels
3. Results and Observation
3.1. Failure Mode
3.1.1. Failure Mode of Skins
3.1.2. Failure Modes of Cores
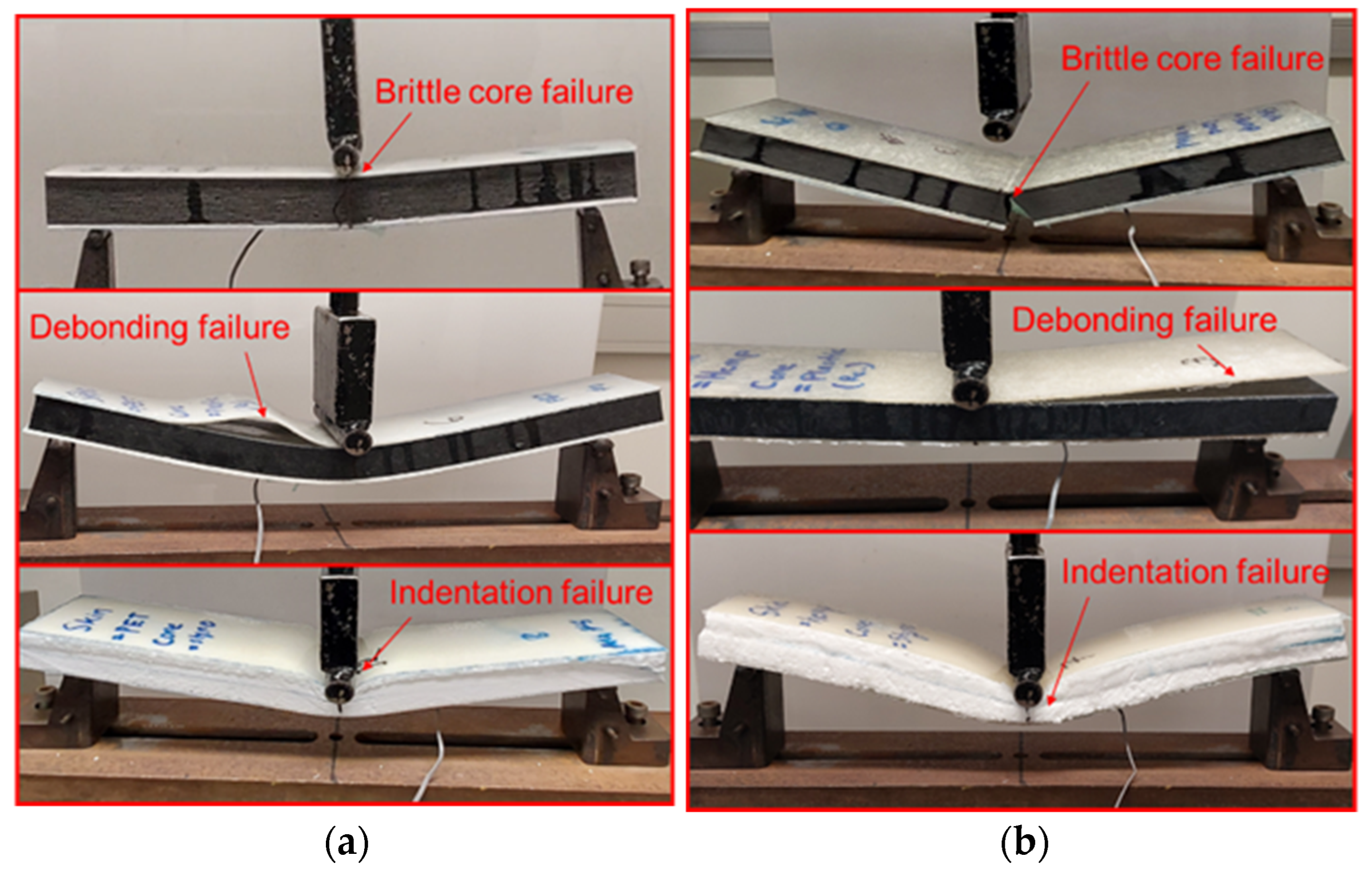
3.1.3. Failure Modes of Sandwich Panels
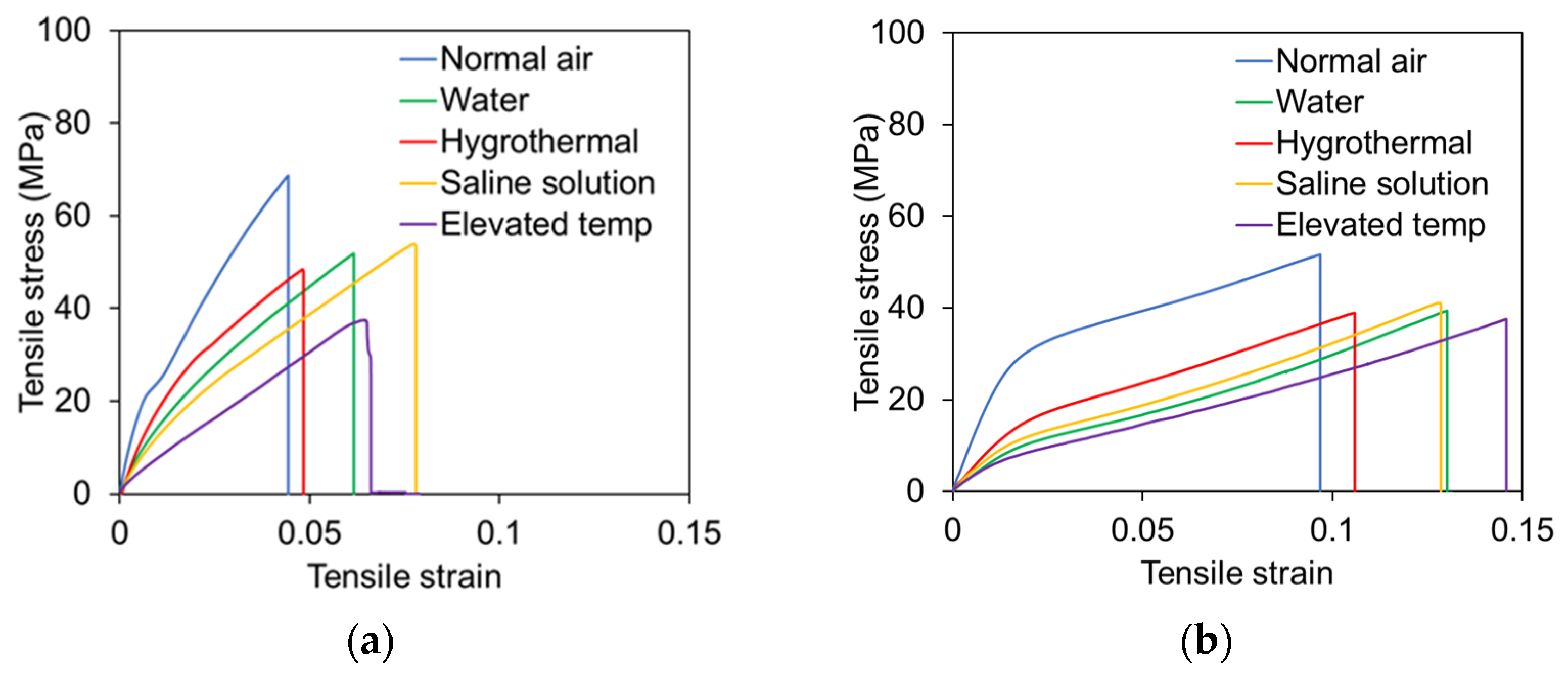
3.2. Tensile Stress–Strain Behavior of Skins
3.3. Dynamic Mechanical Analysis (DMA) of Skins
3.4. Bending Properties of Core Materials
3.5. Bending Properties of Sandwich Panels
4. Discussion
4.1. Effect of Environmental Conditions
4.2. Effect of Skin Materials
4.3. Effect of Core Materials
5. Theoretical Modeling for the Prediction of Failure Loads
5.1. Brittle Wood Core Panel Failure Load
5.2. Flexible Plastic Core Panel Failure Load
5.3. Soft and Lightweight Styrofoam Core Panel Failure Load
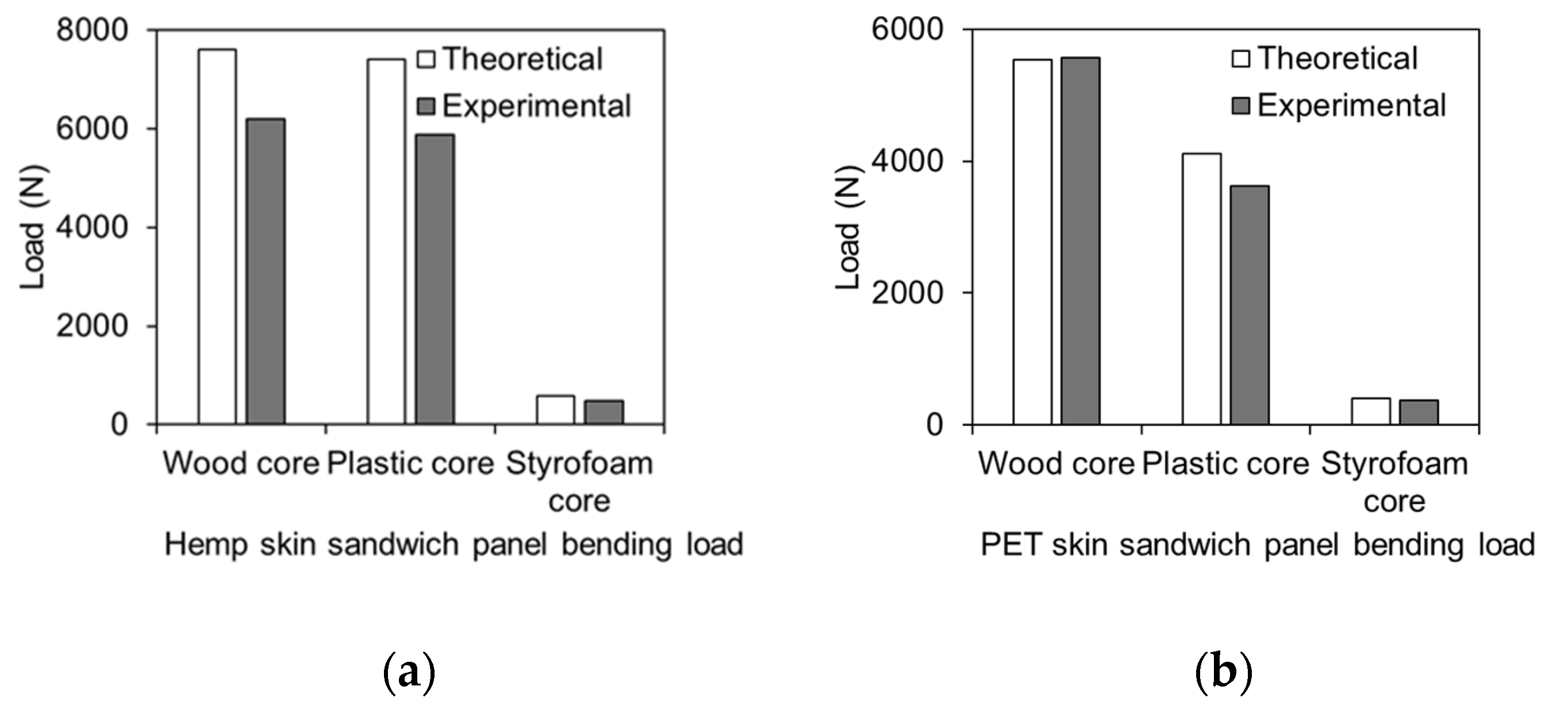
5.4. Comparison Between Experimental and Theoretical Failure Load
6. Conclusions
- Temperature is found to be more detrimental to fiber composite laminates than other environmental conditions (water, hygrothermal, saline solution, and normal air). The reason for this is that elevated temperatures soften the polymers of the skins, which results in a faster loss of mechanical properties than other environments.
- Hemp skins are more sensitive to different environmental conditions than recycled PET skins. While hemp skins lost up to 40% of their tensile strength, PET skins lost around 20% due to aggressive environments. However, both hemp and recycled PET skins drop their glass transition temperatures quite similarly, by 35%. Hemp skins degrade faster than recycled PET skins due to their higher water absorption, as hemp is a natural fiber.
- The stiffness of the core plays an important role in the bending behavior of sandwich panels. A stiffer core improves the material’s ability to transfer shear forces between the face sheets, thereby reducing core deflection. Higher core stiffness makes panels less likely to fail from indentation.
- The type of core has a significant impact on the theoretical prediction of the failure load of sandwich panels. The strength of the core dominates the load capacity in brittle core sandwich panels, while the strength of the skin dominates the load capacity in flexible core sandwich panels. In low-stiffness cores, the load capacity is dependent upon the resistance to core indentation.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Ferdous, W.; Manalo, A.; Aravinthan, T.; Fam, A. Flexural and shear behaviour of layered sandwich beams. Constr. Build. Mater. 2018, 173, 429–442. [Google Scholar] [CrossRef]
- Yu, S.; Liu, Y.; Wang, D.; Ma, C.; Liu, J. Theoretical, experimental and numerical study on the influence of connectors on the thermal performance of precast concrete sandwich walls. J. Build. Eng. 2022, 57, 104886. [Google Scholar] [CrossRef]
- Valenzuela Expósito, J.J.; Picazo Camilo, E.; Corpas Iglesias, F.A. Development of a Modular Sandwich Panel with a Composite Core of Recycled Material for Application in Sustainable Building. Polymers 2024, 16, 3604. [Google Scholar] [CrossRef] [PubMed]
- Shi, Z.; Cui, P.; Li, X. A review on research progress of machining technologies of carbon fiber-reinforced polymer and aramid fiber-reinforced polymer. Proc. Inst. Mech. Eng. Part C J. Mech. Eng. Sci. 2019, 233, 4508–4520. [Google Scholar] [CrossRef]
- Charuk, A.; Irska, I.; Dunaj, P. Modeling the Dynamic Properties of Multi-Layer Glass Fabric Sandwich Panels. Polymers 2024, 16, 3074. [Google Scholar] [CrossRef]
- Faidzi, M.; Abdullah, S.; Abdullah, M.; Azman, A.; Hui, D.; Singh, S. Review of current trends for metal-based sandwich panel: Failure mechanisms and their contribution factors. Eng. Fail. Anal. 2021, 123, 105302. [Google Scholar] [CrossRef]
- Joseph, A.; Mahesh, V.; Mahesh, V.; Harursampath, D. Introduction to sandwich composite panels and their fabrication methods. In Sandwich Composites; CRC Press: Boca Raton, FL, USA, 2022; pp. 1–25. [Google Scholar]
- Garay, A.C.; Souza, J.A.; Amico, S.C. Evaluation of mechanical properties of sandwich structures with polyethylene terephthalate and polyvinyl chloride core. J. Sandw. Struct. Mater. 2016, 18, 229–241. [Google Scholar] [CrossRef]
- Khan, T.; Acar, V.; Aydin, M.R.; Hülagü, B.; Akbulut, H.; Seydibeyoğlu, M.Ö. A review on recent advances in sandwich structures based on polyurethane foam cores. Polym. Compos. 2020, 41, 2355–2400. [Google Scholar] [CrossRef]
- Basher, M.A.; Mahmood, M.S. Evaluation of the thermal conductivity property of polyvinyl chloride tubes core honeycomb sandwich panels. In Proceedings of the AIP Conference Proceedings, Nineveh, Iraq, 29–30 June 2022; AIP Publishing: Melville, NY, USA, 2023. [Google Scholar]
- Okur, M.; Ziya, S.K.; Tanoğlu, M. Development of Aluminum Honeycomb Cored Carbon Fiber Reinforced Polymer Composite Based Sandwich Structures. Master’s Thesis, Izmir Institute of Technology, Urla, Turkey, 2016. [Google Scholar]
- Liu, Y.; Liu, W.; Gao, W.; Zhang, L.; Zhang, E. Mechanical responses of a composite sandwich structure with Nomex honeycomb core. J. Reinf. Plast. Compos. 2019, 38, 601–615. [Google Scholar] [CrossRef]
- Atas, C.; Sevim, C. On the impact response of sandwich composites with cores of balsa wood and PVC foam. Compos. Struct. 2010, 93, 40–48. [Google Scholar] [CrossRef]
- Chairi, M.; El Bahaoui, J.; Hanafi, I.; Favaloro, F.; Borsellino, C.; Galantini, F.; Di Bella, G. The effect of span length on the flexural properties of glass and basalt fiber reinforced sandwich structures with balsa wood core for sustainable shipbuilding. Compos. Struct. 2024, 340, 118187. [Google Scholar] [CrossRef]
- Rejab, M.; Cantwell, W. The mechanical behaviour of corrugated-core sandwich panels. Compos. Part B Eng. 2013, 47, 267–277. [Google Scholar] [CrossRef]
- Tarlochan, F. Sandwich structures for energy absorption applications: A review. Materials 2021, 14, 4731. [Google Scholar] [CrossRef] [PubMed]
- Fu, Y.; Sadeghian, P. Bio-based sandwich beams made of paper honeycomb cores and flax FRP facings: Flexural and shear characteristics. Struct. Eng. 2023, 54, 446–460. [Google Scholar] [CrossRef]
- Khalili, P.; Skrifvars, M.; Dhakal, H.N.; Jiang, C. Regenerated cellulose fabric reinforced bio-based polypropylene sandwich composites: Fabrication, mechanical performance and analytical modelling. J. Mater. Res. Technol. 2023, 22, 3423–3435. [Google Scholar] [CrossRef]
- McCracken, A.; Sadeghian, P. Corrugated cardboard core sandwich beams with bio-based flax fiber composite skins. J. Build. Eng. 2018, 20, 114–122. [Google Scholar] [CrossRef]
- Ravindran, B.; Feuchter, M.; Schledjewski, R. Investigation of the Mechanical Properties of Sandwich Composite Panels Made with Recyclates and Flax Fiber/Bio-Based Epoxy Processed by Liquid Composite Molding. J. Compos. Sci. 2023, 7, 122. [Google Scholar] [CrossRef]
- Napolitano, F.; Santos, J.C.; da Silva, R.J.; Braga, G.G.; Freire, R.T.S.; Panzera, T.H. Sandwich panels made of aluminium skins and gapped-bamboo ring core. J. Braz. Soc. Mech. Sci. Eng. 2022, 45, 250. [Google Scholar] [CrossRef]
- Koh-Dzul, J.; Carrillo, J.; Guillen-Mallette, J.; Flores-Johnson, E. Low velocity impact behaviour and mechanical properties of sandwich panels with cores made from Tetra Pak waste. Compos. Struct. 2023, 304, 116380. [Google Scholar] [CrossRef]
- Balcıoğlu, H.E. Flexural behaviors of sandwich composites produced using recycled and natural material. Mugla J. Sci. Technol. 2018, 4, 64–73. [Google Scholar] [CrossRef]
- Oliveira, P.R.; May, M.; Panzera, T.H.; Scarpa, F.; Hiermaier, S. Reinforced biobased adhesive for eco-friendly sandwich panels. Int. J. Adhes. Adhes. 2020, 98, 102550. [Google Scholar] [CrossRef]
- Australian-Govt. About the Net Zero Plan—Australian Govt. Available online: www.dcceew.gov.au (accessed on 15 March 2025).
- Nationalretail. National Waste Policy Action Plan-Australian_Government. Available online: www.nationalretail.org.au (accessed on 14 April 2024).
- Kravchenko, E.; Lazorenko, G.; Jiang, X.; Leng, Z. Alkali-activated materials made of construction demolition waste as precursors: A review. Sustain. Mater. Technol. 2024, 39, e00829. [Google Scholar] [CrossRef]
- Change-Climate. Change Climate. 2024. Available online: www.changeclimate.com.au (accessed on 10 March 2025).
- Colan. Sustainable Materials. 2024. Available online: www.colan.com.au (accessed on 12 March 2025).
- AustralianCompositeWood. COEN: The Composite Timber Manufacturer; COEN Composite Wood: Brisbane, Australia, 2023. [Google Scholar]
- Polystyrene. Polystyrene Products. 2024. Available online: www.polystyreneproducts.com.au (accessed on 7 March 2025).
- Replas. Recycled Plastic Products. 2024. Available online: www.replas.com.au (accessed on 8 March 2025).
- Coen. Composite Wood. 2024. Available online: www.coen.com.au (accessed on 8 March 2025).
- Spasojevic, P.M. Thermal and rheological properties of unsaturated polyester resins-based composites. In Unsaturated Polyester Resins; Elsevier: Amsterdam, The Netherlands, 2019; pp. 367–406. [Google Scholar]
- ASTM-D3039; ASTM D3039-Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2017; Volume 360.
- ASTM-D4065; ASTM D4065: Standard Practice for Plastics: Dynamic Mechanical Properties: Determination and Report of Procedures. ASTM International: West Conshohocken, PA, USA, 2012.
- ISO-14125; Fibre-Reinforced Plastic Composites—Determination of Flexural Properties. ISO: Geneva, Switzerland, 1998; p. 33.
- ASTM-D7028; Standard Test Method for Glass Transition Temperature (DMA Tg) of Polymer Matrix Composites by Dynamic Mechanical Analysis (DMA). ASTM International: West Conshohocken, PA, USA, 2008.
- Li, G.; Lee-Sullivan, P.; Thring, R. Determination of activation energy for glass transition of an epoxy adhesive using dynamic mechanical analysis. J. Therm. Anal. Calorim. 2000, 60, 377–390. [Google Scholar] [CrossRef]
- Goertzen, W.K.; Kessler, M. Dynamic mechanical analysis of carbon/epoxy composites for structural pipeline repair. Compos. Part B Eng. 2007, 38, 1–9. [Google Scholar] [CrossRef]
- Shamsuddoha, M.; Islam, M.M.; Aravinthan, T.; Manalo, A.; Lau, K.-T. Characterisation of mechanical and thermal properties of epoxy grouts for composite repair of steel pipelines. Mater. Des. (1980–2015) 2013, 52, 315–327. [Google Scholar] [CrossRef]
- Gdoutos, E.; Daniel, I.; Wang, K. Indentation failure in composite sandwich structures. Exp. Mech. 2002, 42, 426–431. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Environmental Condition | Tensile Strength (MPa) | Tensile Modulus (MPa) | Tg from Tan Delta (°C) | |||
|---|---|---|---|---|---|---|
| Hemp | PET | Hemp | PET | Hemp | PET | |
| Normal Air | 60 | 50 | 1099 | 1772 | 60 | 57 |
| Water | 52 | 40 | 690 | 662 | 35 | 35 |
| Hygrothermal | 48 | 40 | 852 | 880 | 38 | 38 |
| Saline solution | 48 | 45 | 611 | 909 | 45 | 45 |
| Elevated temp. | 35 | 39 | 681 | 462 | - | - |
| Core Types | Core Average Results | Sandwich Panel Average Results | ||||
|---|---|---|---|---|---|---|
| Hemp Skin | PET Skin | |||||
| Strength (MPa) | Modulus (MPa) | Strength (MPa) | Modulus (MPa) | Strength (MPa) | Modulus (MPa) | |
| Wood | 28 | 2753 | 37 | 3103 | 34 | 3042 |
| Plastic | 28 | 990 | 47 | 2000 | 33 | 1352 |
| Styrofoam | 1 | 16 | 3 | 203 | 3 | 159 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Islam, A.; Ferdous, W.; Burey, P.; Nahar, K.; Yan, L.; Manalo, A. Polymer Composite Sandwich Panels Composed of Hemp and Plastic Skins and Composite Wood, Recycled Plastic, and Styrofoam Cores. Polymers 2025, 17, 1359. https://doi.org/10.3390/polym17101359
Islam A, Ferdous W, Burey P, Nahar K, Yan L, Manalo A. Polymer Composite Sandwich Panels Composed of Hemp and Plastic Skins and Composite Wood, Recycled Plastic, and Styrofoam Cores. Polymers. 2025; 17(10):1359. https://doi.org/10.3390/polym17101359
Chicago/Turabian StyleIslam, Ashiqul, Wahid Ferdous, Paulomi (Polly) Burey, Kamrun Nahar, Libo Yan, and Allan Manalo. 2025. "Polymer Composite Sandwich Panels Composed of Hemp and Plastic Skins and Composite Wood, Recycled Plastic, and Styrofoam Cores" Polymers 17, no. 10: 1359. https://doi.org/10.3390/polym17101359
APA StyleIslam, A., Ferdous, W., Burey, P., Nahar, K., Yan, L., & Manalo, A. (2025). Polymer Composite Sandwich Panels Composed of Hemp and Plastic Skins and Composite Wood, Recycled Plastic, and Styrofoam Cores. Polymers, 17(10), 1359. https://doi.org/10.3390/polym17101359