

Usability of Particles Made from Lesser-Used European Wood Species Mixed with Spruce Particles in the Particleboard Core Layer
 , , , ,
, , , ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.1.1. Wood Particles
2.1.2. Adhesives
2.2. Particleboard Preparation
2.3. Physical and Mechanical Properties of Particleboard
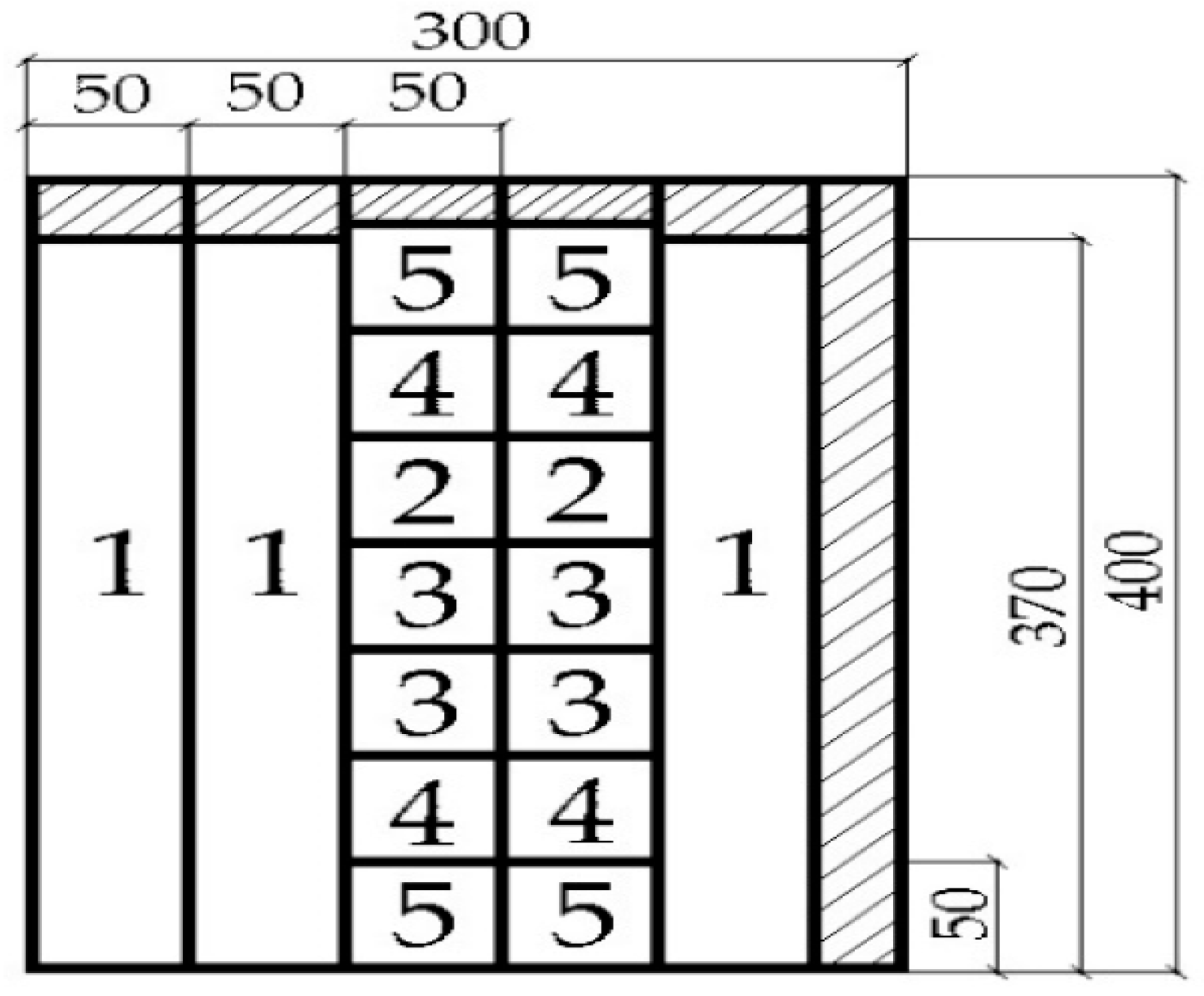
2.4. Density Profiles
2.5. Statistical Analyses
3. Results and Discussion
3.1. Physical Properties of Particleboard
3.2. Mechanical Properties of Particleboard
3.3. Density Profiles of Particleboard
4. Conclusions
- The proportions of 10, 15, and 20% of particles made from three lesser-used European species (alder, larch, and birch) in the particleboard core layer are recommended based on the tests carried out.
- The developed, manufactured, and tested particleboards with such proportions in the core layers are adequate in terms of their achieved quality, and the replacement of part of the traditional spruce particles with these lesser-used European species in the particleboard core layer is possible.
- The proportions of 10, 15, and 20% of particles from alder, larch, and birch in the particleboard core layer do not cause any difficulties in particleboard production.
- Thickness swelling of particleboards after 2 and 24 h is reliably below the conventional limit for all monitored particle ratios and it is reliably satisfactory.
- Water absorption values after 2 and 24 h are completely at the level of particleboard made from pure spruce particles, and therefore they can be reliably used in interiors under the same conditions as conventional particleboard.
- The minimum value of modulus of rupture for the P2 particleboard prescribed by the standard EN 312 is set at 11.0 MPa, and it was met for all proportions of the examined wood species in the particleboard core layer. The addition of birch particles in the core layer shows better bending strength than unmodified spruce particleboard at all three concentrations. This is probably due to the internal structure of birch as a hardwood with a higher density which, in combination with the used adhesive, created a stronger and more compact board material during the board-forming process.
- The minimum internal bond value for the P2 particleboard is set at 0.35 MPa in the EN 312 standard. This value was clearly exceeded (in the range from 0.40 to 0.49 MPa, i.e., exceeding the values by 14% to 40%), with the observable strength increasing with an increase in the content of added investigated wood species in the particleboard core layer.
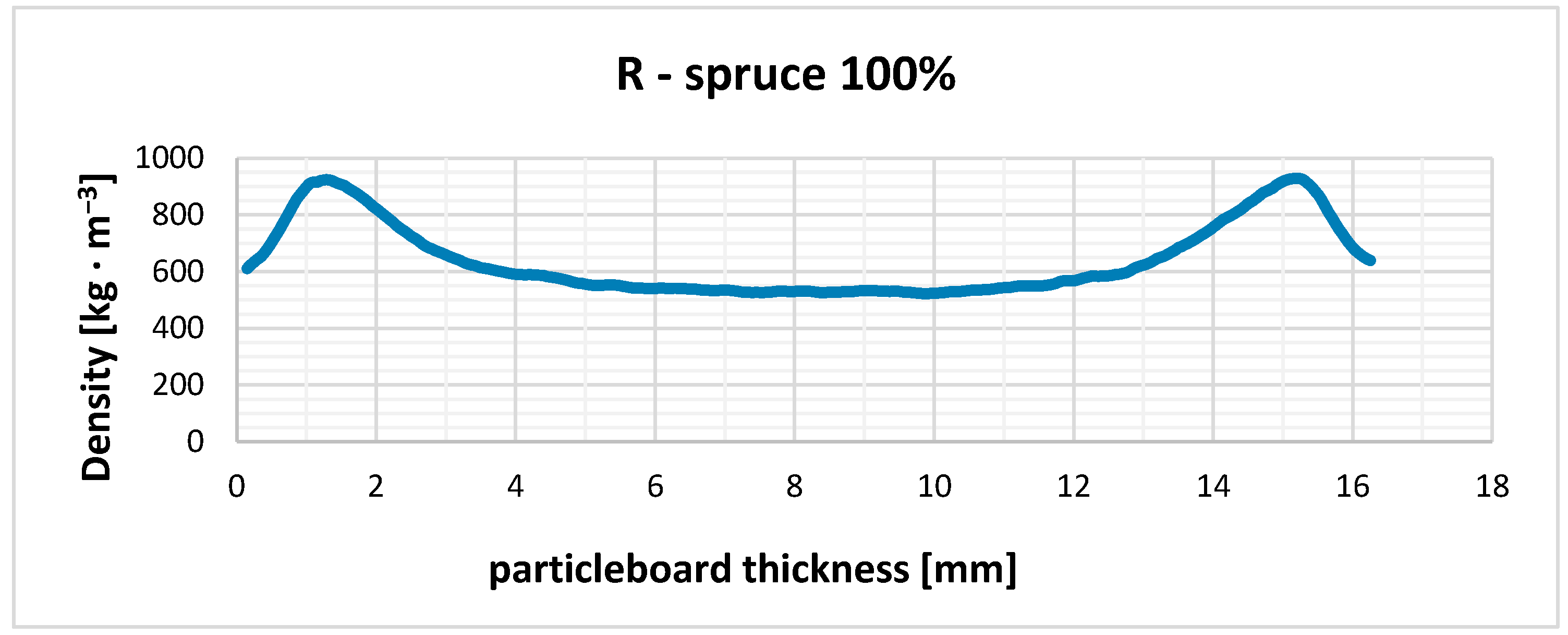
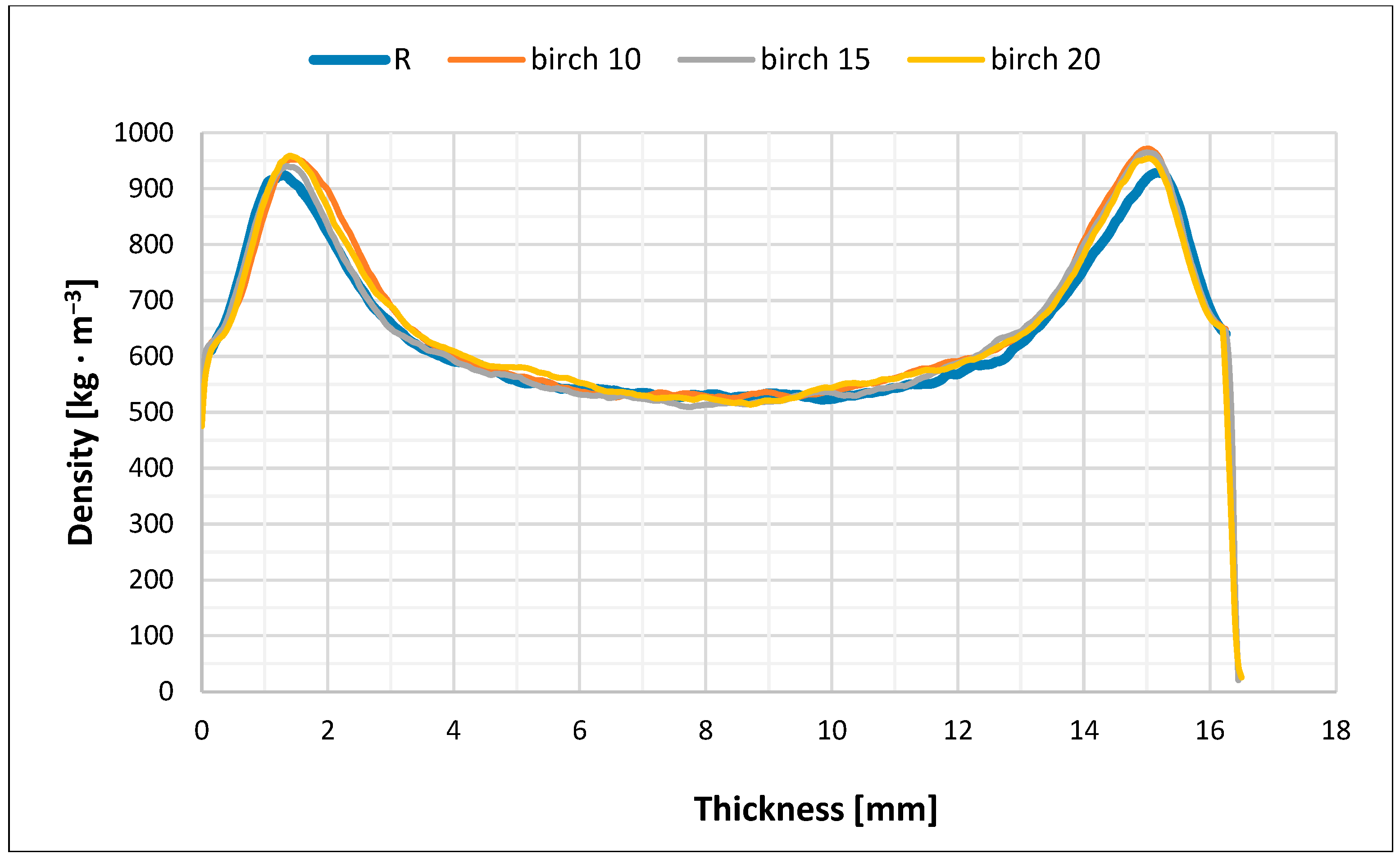
- The density profile measurements confirmed the correctness of the pressing diagram used for the production of all tested particleboard types. In order to create a density profile with a high density at the surface and a lower density in the core layer of the particleboard, we achieved a low resistance to densification of the surface layer during pressing and the highest possible resistance to the densification of the core layer.
- Particles made from three lesser-used European wood species (alder, birch, and larch) are usable in the amount of 10, 15, and 20% in the particle mixture in the particleboard core layer, and after incorporating them into the particleboard structure by pressing, together with spruce particles, they can be involved in a high-quality particleboard for furniture purposes (P2).
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Maloney, T.M. Modern Particleboard and Dry-Process Fiberboard Manufacturing, 2nd ed.; Miller Freeman: San Francisco, CA, USA, 1993; p. 681. ISBN 0-87930-288-7. [Google Scholar]
- Antoun, K.; Besserer, A.; El Hage, R.; Segovia, C.; Sonnier, R.; Brosse, N. Environmentally-friendly, binder-free, non-flammable particleboard with enhanced properties. Ind. Crops Prod. 2024, 222, 119578. [Google Scholar] [CrossRef]
- European Panel Federation. Available online: https://europanels.org (accessed on 1 April 2025).
- Aksenov, I.; Trunin, G.; Tuzhilova, M.; Popova, M. Global Perspectives on Particleboard Production: Key Trends, Challenges, and Opportunities. In Proceedings of MPCPE 2024. MPCPE 2024; Vatin, N., Roschina, S., Dixit, S., Eds.; Lecture Notes in Civil Engineering; Springer: Cham, Germany, 2024; Volume 576. [Google Scholar] [CrossRef]
- Štefka, V. Kompozitné Drevné Materiály. Časť II. Technológia Aglomerovaných Materiálov (Composite Wood Materials. Part II. Technology of Agglomerated Materials); Technická Univerzita vo Zvolene: Zvolen, The Slovak Republic, 2002; p. 205. [Google Scholar]
- Youngquist, J.A. Wood based composites and panel products. In Wood Handbook—Wood as an Engineering Material; General Technical Report, FPL-GTR:113; Forest Product Laboratory: Madison, WI, USA, 1999; Chapter 10. [Google Scholar]
- Deppe, H.J.; Ernst, K. Taschenbuch der Spanplattentechnik, 4th ed.; DRW: Leinfelden-Echterdingen, Germany, 2000; p. 552. ISBN 3-87181-349-4. [Google Scholar]
- Rathke, J.; Sinn, G.; Harm, M.; Teischinger, A.; Weigl, M.; Müller, U. Effects of alternative raw materials and varying resin content on mechanical and fracture mechanical properties of particleboard. BioResources 2012, 7, 2970–2985. [Google Scholar] [CrossRef]
- Varis, R. Particleboard. In Wood-Based Panels Industry, 1st ed.; Finnish Woodworking Engineers Association; Bookwell Oy: Porvoo, Finland, 2018; Volume 4, pp. 197–223. ISBN 978-952-68627-8-1. [Google Scholar]
- Trischler, J. Strategic Raw Material Supply for the Particleboard-Producing Industry in Europe: Problems and Challenges. Doctoral Dissertation, Department of Forestry and Wood Technology, Linnaeus University, Växjö, Sweden, 2016. [Google Scholar]
- Salem, M.Z.M.; Zeidler, A.; Böhm, M.; Srba, J. Norway spruce (Picea abies [L.] Karst.) as a bioresource: Evaluation of solid wood, particleboard, and MDF technological properties and formaldehyde emission. BioResources 2013, 8, 1199–1221. [Google Scholar] [CrossRef]
- Požgaj, A.; Kurjatko, S.; Chovanec, D.; Babiak, M. Štruktúra a Vlastnosti Dreva (Structure and Properties of Wood); Príroda a.s.: Bratislava, Slovakia, 1997; p. 488. ISBN 80-07-00960-4. [Google Scholar]
- Kollmann, F.F.P.; Kuenzi, E.W.; Stamm, A.J. Principles of Wood Science and Technology. II Wood Based Materials, 1st ed.; Springer: Berlin/Heidelberg, Germany, 1975; p. 703. [Google Scholar]
- Irle, M.A.; Barbu, M.C.; Réh, R.; Bergland, L.; Rowell, R.M. Wood composites. In Handbook of Wood Chemistry and Wood Composites; CRC Press: Boca Raton, FL, USA, 2012; pp. 321–411. ISBN 978-1-4398-5380-1. [Google Scholar]
- Kivader, M.; Klement, I. Determination of moisture content in spruce wood during high temperature drying process. Acta Fac. Xylologiae Zvolen 2012, 54, 25–32. [Google Scholar]
- Niemz, P.; Sandberg, D. Critical wood-particle properties in the production of particleboard. Wood Mater. Sci. Eng. 2022, 17, 386–387. [Google Scholar] [CrossRef]
- Şahin, H. The potential of using forest waste as a raw material in particleboard manufacturing. BioResources 2020, 15, 7780–7795. [Google Scholar] [CrossRef]
- Gavioli, L.M.; Lopes Silva, D.A.; Bueno, C.; Rossignolo, J.A. Life cycle assessment as a circular economy strategy to select eco-efficient raw materials for particleboard production. Resour. Conserv. Recycl. 2025, 212, 107921. [Google Scholar] [CrossRef]
- Garcia, R.; Calvez, I.; Landry, V.; Cloutier, A.; Koubaa, A.; Cloutier, A. Sustainability, Circularity, and Innovation in Wood-based Panel Manufacturing in the 2020s: Opportunities and Challenges. Curr. For. Rep. 2024, 10, 420–441. [Google Scholar] [CrossRef]
- FAO. Global Forest Products Facts and Figures 2023; FAO: Rome, Italy, 2024. [Google Scholar] [CrossRef]
- Available online: https://www.imarcgroup.com (accessed on 1 April 2025).
- Available online: https://www.mordorintelligence.com/ (accessed on 1 April 2025).
- Available online: https://www.fao.org/forests/en/ (accessed on 1 April 2025).
- Available online: https://www.globalforestwatch.org/ (accessed on 1 April 2025).
- Available online: https://ourworldindata.org/forest-area (accessed on 1 April 2025).
- Available online: https://forobs.jrc.ec.europa.eu/GFC/v1 (accessed on 1 April 2025).
- Available online: https://www.wri.org/forests (accessed on 1 April 2025).
- Available online: https://efi.int/ (accessed on 1 April 2025).
- Pędzik, M.; Janiszewska, D.; Rogoziński, T. Alternative lignocellulosic raw materials in particleboard production: A review. Ind. Crops Prod. 2021, 174, 114162. [Google Scholar] [CrossRef]
- Astari, L.; Sudarmanto; Akbar, F. Characteristics of Particleboards Made from Agricultural Wastes. IOP Conf. Ser. Earth Environ. Sci. 2019, 359, 012014. [Google Scholar] [CrossRef]
- Lee, S.H.; Lum, W.C.; Boon, J.G.; Kristak, L.; Antov, P.; Pędzik, M.; Rogoziński, T.; Taghiyari, H.R.; Lubis, M.A.R.; Fatriasari, W.; et al. Particleboard from agricultural biomass and recycled wood waste: A review. J. Mater. Res. Technol. 2022, 20, 4630–4658. [Google Scholar] [CrossRef]
- Barbu, M.C.; Reh, R.; Çavdar, A.D. Non-wood lignocellulosic composites, Chapter 8. In Research Developments in Wood Engineering and Technology; Aguilera, A., Davim, P., Eds.; Engineering Science Reference; IGI Global: Hershey, PA, USA, 2014; pp. 281–319. ISBN 978-1-4666-4554-7. [Google Scholar]
- Hrusovsky, D.; Reh, R. Properties of Particleboard Made from Recycled Municipal Waste and Wood Particles. Acta Fac. Xylologiae Zvolen 2024, 66, 33–46. [Google Scholar] [CrossRef]
- Reh, R.; Kristak, L.; Kral, P.; Pipiska, T.; Jopek, M. Perspectives on Using Alder, Larch, and Birch Wood Species to Maintain the Increasing Particleboard Production Flow. Polymers 2024, 16, 1532. [Google Scholar] [CrossRef] [PubMed]
- Klement, I.; Reh, R.; Detvaj, J. Základné Charakteristiky Lesných Drevín—Spracovanie Drevnej Suroviny v Odvetví Spracovania Dreva (Basic Characteristics of Forest Wood Species—Processing of Wood Raw Material in the Wood Processing Industry); NLC: Zvolen, Slovakia, 2010; 80p, ISBN 978-80-8093-112-4. [Google Scholar]
- EN 827:2025; Adhesives—Determination of Conventional Solids Content and Constant Mass Solids Content. European Committee for Standardization: Brussels, Belgium, 2025.
- EN ISO 2431:2019; Paints and Varnishes—Determination of Flow Time by Use of Flow Cups (ISO 2431:2019). European Committee for Standardization: Brussels, Belgium, 2019.
- EN 1245:2011; Adhesives—Determination of pH. European Committee for Standardization: Brussels, Belgium, 2011.
- EN 323:1993; Wood-Based Panels—Determination of Density. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 322:1993; Wood-Based Panels—Determination of Moisture Content. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 317:1993; Particleboards and Fibreboards—Determination of Swelling in Thickness after Immersion in Water. European Committee for Standardization: Brussels, Belgium, 1993.
- STN 49 0164; Particle Boards—Determination of Water Absorption. Slovak Office of Standards, Metrology and Testing: Bratislava, Slovakia, 1980.
- EN 310:1993; Wood-Based Panels—Determination of Modulus of Elasticity in Bending and of Bending Strength. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 319:1993; Particleboards and Fibreboards—Determination of Tensile Strength Perpendicular to the Plane of the Board. European Committee for Standardization: Brussels, Belgium, 1993.
- EN 312:2010; Particleboards—Specifications. European Committee for Standardization: Brussels, Belgium, 2010.
- Štefka, V. Profil Hustoty a Vlastnosti Drevotrieskových Dosák (Density Profile and Properties of Particleboard); Technická Univerzita vo Zvolene: Zvolen, Slovakia, 1996; p. 57. ISBN 80-228-0580-7. [Google Scholar]
- Available online: https://www.egger.com (accessed on 1 April 2025).
- Available online: https://kronospan.com/ (accessed on 1 April 2025).
- Available online: https://www.swisskrono.com (accessed on 1 April 2025).
- Available online: https://datasheets.finsa.com/ (accessed on 1 April 2025).
- Available online: https://www.sonaearauco.com/ (accessed on 1 April 2025).
- Available online: https://www.pfleiderer.com/ (accessed on 1 April 2025).
- Alao, P.F.; Dembovski, K.H.; Rohumaa, A.; Ruponen, J.; Kers, J. The effect of birch (Betula pendula Roth) face veneer thickness on the reaction to fire properties of fire-retardant treated plywood. Constr. Build. Mater. 2024, 426, 136242. [Google Scholar] [CrossRef]
- Kask, R.; Lille, H.; Kiviste, M.; Tamm, R.; Lääne, J. Effect of wetting/drying on the properties of OSB/3 and birch plywood. In Proceedings of the 4th International Conference on Innovative Materials, Structures and Technologies (IMST 2019), Riga, Latvia, 25–27 September 2019. [Google Scholar]
- Jakob, M.; Hochwallner, C.; Halbauer, P.; Al-Musawi, H.; van Herwijnen, H.W.G.; Gindl-Altmutter, W.; Müller, U. Robust and dimensionally stable birch wood laminates with increased relative cellulose content and phenol formaldehyde resin impregnation. Carbohydr. Polym. Technol. Appl. 2025, 9, 100744. [Google Scholar] [CrossRef]
- Iswanto, A.H.; Febrianto, F.; Hadi, Y.; Ruhendi, S.; Hermawan, D. The Effect of Pressing Temperature and Time on the Quality of Particle Board Made from Jatropha Fruit Hulls Treated in Acidic Condition. Makara J. Technol. 2013, 17, 145–151. [Google Scholar] [CrossRef]
- Atoyebi, O.; Adediran, A.; Oluwatimilehin, A. Physical and Mechanical Properties Evaluation of Particle Board Produced from Saw Dust and Plastic Waste. Int. J. Eng. Res. Afr. 2018, 40, 1–8. [Google Scholar] [CrossRef]
- Tay, C.C.; Mohd, S.O.; Sinin, H. Water absorption and thickness swelling behavior of sago particles urea formaldehyde particleboard. Int. J. Sci. Res. 2014, 3, 1375–1379. [Google Scholar]
- Vital, B.R. Dimensional Stability and Water Adsorption of Flakeboard and Particleboard as Related to Furnish Geometry, Board Specific Gravity, and Resin Type. Master’s Thesis, Oregon State University, Corvallis, OR, USA, 1979; p. 149. [Google Scholar]
- Nemli, G. Effects of some manufacturing factors on the properties of particleboard manufactured from alder (Alnus glutinosa subsp. Barbata). Turk. J. Agric. For. 2003, 27, 99–104. Available online: https://journals.tubitak.gov.tr/agriculture/vol27/iss2/6 (accessed on 1 April 2025).
- Tupciauskas, R.; Veveris, A.; Andzs, M.; Gravits, J.; Liitia, T.; Tamminen, T. Investigation of a Grey Alder Particleboard Bonded by Different Industrial Side-Stream Lignins. Mech. Compos. Mater 2021, 57, 57–68. [Google Scholar] [CrossRef]
- Laskowska, A.; Mamiński, M. Properties of particleboard produced from post-industrial UF- and PF-bonded plywood. Eur. J. Wood Wood Prod. 2018, 76, 427–435. [Google Scholar] [CrossRef]
- Salca, E.A. Black alder (Alnus glutinosa L.)-A resource for value-added products in furniture industry under European screening. Curr. For. Rep. 2019, 5, 41–54. [Google Scholar] [CrossRef]
- Razinkov, E.M.; Ishchenko, T.L. Analysis of low requirement justification of the current standard for the strength of wood particle boards. IOP Conf. Ser. Earth Environ. Sci. 2021, 875, 012068. [Google Scholar] [CrossRef]
- Pazio, B.; Boruszewski, P. Analysis of the influence of larch fibers and particles on selected properties of fiber- and particleboards. Annals of WULS-SGGW. For. Wood Technol. 2020, 111, 43–52. [Google Scholar]
- Simatupang, M.H.; Lange, H.; Neubauer, A. Einfluß der Lagerung von Pappel, Birke, Eiche und Lärche sowie des Zusatzes von SiO2-Feinstaub auf die Biegefestigkeit zementgebundener Spanplatten. Eur. J. Wood Wood Prod. 1987, 45, 131–136. [Google Scholar] [CrossRef]
- Jopek, M.; Ridky, R.; Kral, P.; Pipiska, T.; Rahel, J.; Reh, R.; Kristak, L. Determining the dynamic properties of spruce wood using the Taylor anvil test. BioResources 2024, 19, 3725–3739. [Google Scholar] [CrossRef]
- Sackey, E.K.; Semple, K.E.; Oh, S.W.; Smith, G. Improving core bond strength of particleboard through particle size redistribution. Wood Fiber Sci. 2008, 40, 214–224. [Google Scholar]
- Korai, H. Analysis of the density profile and bending properties of commercial particleboard. J. Indian Acad. Wood. Sci. 2024, 21, 255–264. [Google Scholar] [CrossRef]
- Gamage, N.; Setunge, S. Modelling of vertical density profile of particleboard, manufactured from hardwood sawmill residue. Wood Mater. Sci. Eng. 2014, 10, 157–167. [Google Scholar] [CrossRef]
- Harless, T.E.; Wagner, F.G.; Short, P.H.; Seale, R.D.; Mitchell, P.H.; Ladd, D.S. A Model to Predict the Density Profile of Particleboard. Wood Fiber Sci. 2007, 19, 81–92. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Quality Parameters | Unit | Method | KRONORES CB 4005 D | KRONORES CB 1637 D |
|---|---|---|---|---|
| Solid content | % | EN 827 [36] | 66.01 | 67.42 |
| Ford cup viscosity, 4 mm/20 °C | s | EN ISO 2431 [37] | 77 | 87 |
| pH value | - | EN 1245 [38] | 9.04 | 8.54 |
| Gel time at 100 °C | s | Kronospan chloride test | 80 | 34 |
| Variant | Amount of Tested Wood Species in Particleboard Core Layer, w/w (%) | Board Type |
|---|---|---|
| Particleboard core spruce 100% | - | Reference—R |
| Particleboard core spruce 90%, alder 10% | 10 | A10 |
| Particleboard core spruce 85%, alder 15% | 15 | A15 |
| Particleboard core spruce 80%, alder 20% | 20 | A20 |
| Particleboard core spruce 90%, birch 10% | 10 | B10 |
| Particleboard core spruce 85%, birch 15% | 15 | B15 |
| Particleboard core spruce 80%, birch 20% | 20 | B20 |
| Particleboard core spruce 90%, larch 10% | 10 | L10 |
| Particleboard core spruce 85%, larch 15% | 15 | L15 |
| Particleboard core spruce 80%, larch 20% | 20 | L20 |
| Property of Particleboard | Particleboard Core | ||||
|---|---|---|---|---|---|
| Spruce 100% | Spruce 90% Adler 10% | Spruce 85% Adler 15% | Spruce 80% Adler 20% | ||
| Density | (kg/m3) | 625 (15) 1 | 626 (16) | 627 (11) | 628 (13) |
| Thickness swelling after 2 h | (%) | 3.89 (3) | 4.23 (2) | 3.61 (1) | 3.42 (1) |
| Thickness swelling after 24 h | (%) | 18.34 (4) | 19.50 (5) | 18.64 (3) | 19.20 (3) |
| Water absorption after 2 h | (%) | 19.35 (3) | 17.33 (5) | 18.95 (2) | 18.56 (2) |
| Water absorption after 2 h | (%) | 61.75 (6) | 59.42 (9) | 63.14 (8) | 63.98 (8) |
| Property of Particleboard | Particleboard Core | ||||
|---|---|---|---|---|---|
| Spruce 100% | Spruce 90% Birch 10% | Spruce 85% Birch 15% | Spruce 80% Birch 20% | ||
| Density | (kg/m3) | 625 (15) 1 | 632 (16) | 624 (20) | 625 (19) |
| Thickness swelling after 2 h | (%) | 3.89 (3) | 3.43 (1) | 2.83 (1) | 3.28 (1) |
| Thickness swelling after 24 h | (%) | 18.34 (4) | 21.70 (2) | 16.07 (3) | 13.46 (2) |
| Water absorption after 2 h | (%) | 19.35 (3) | 21.14 (3) | 17.15 (2) | 15.82 (4) |
| Water absorption after 2 h | (%) | 61.75 (6) | 67.70 (5) | 56.23 (6) | 58.22 (7) |
| Property of Particleboard | Particleboard Core | ||||
|---|---|---|---|---|---|
| Spruce 100% | Spruce 90% Larch 10% | Spruce 85% Larch 15% | Spruce 80% Larch 20% | ||
| Density | (kg/m3) | 625 (15) 1 | 624 (13) | 626 (9) | 627 (8) |
| Thickness swelling after 2 h | (%) | 3.89 (3) | 4.10 (1) | 3.88 (2) | 4.81 (1) |
| Thickness swelling after 24 h | (%) | 18.34 (4) | 19.16 (2) | 22.02 (3) | 21.25 (2) |
| Water absorption after 2 h | (%) | 19.35 (3) | 17.75 (2) | 22.27 (5) | 20.33 (3) |
| Water absorption after 2 h | (%) | 61.75 (6) | 57.43 (7) | 60.08 (7) | 66.55 (6) |
| Property of Particleboard | Particleboard Core | ||||
|---|---|---|---|---|---|
| Spruce 100% | Spruce 90% Adler 10% | Spruce 85% Adler 15% | Spruce 80% Adler 20% | ||
| Modulus of rupture | (MPa) | 11.2 (1) 1 | 12.2 (1) | 11.8 (1) | 11.6 (1) |
| Modulus of elasticity | (MPa) | 2255 (61) | 2281 (75) | 2241 (154) | 2238 (126) |
| Internal bond | (MPa) | 0.44 (0.03) | 0.40 (0.02) | 0.41 (0.04) | 0.43 (0.03) |
| Property of Particleboard | Particleboard Core | ||||
|---|---|---|---|---|---|
| Spruce 100% | Spruce 90% Birch 10% | Spruce 85% Birch 15% | Spruce 80% Birch 20% | ||
| Modulus of rupture | (MPa) | 11.2 (1) 1 | 12.4 (1) | 12.5 (1) | 12.9 (2) |
| Modulus of elasticity | (MPa) | 2255 (61) | 2309 (114) | 2294 (189) | 2378 (80) |
| Internal bond | (MPa) | 0.44 (0.03) | 0.44 (0.04) | 0.46 (0.02) | 0.48 (0.01) |
| Property of Particleboard | Particleboard Core | ||||
|---|---|---|---|---|---|
| Spruce 100% | Spruce 90% Larch 10% | Spruce 85% Larch 15% | Spruce 80% Larch 20% | ||
| Modulus of rupture | (MPa) | 11.2 (1) 1 | 11.4 (1) | 11.3 (1) | 11.4 (1) |
| Modulus of elasticity | (MPa) | 2255 (61) | 2259 (73) | 2266 (155) | 2254 (127) |
| Internal bond | (MPa) | 0.44 (0.03) | 0.49 (0.03) | 0.43 (0.04) | 0.49 (0.02) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Reh, R.; Izdinsky, J.; Hrusovsky, D.; Kral, P.; Pipiska, T.; Jopek, M. Usability of Particles Made from Lesser-Used European Wood Species Mixed with Spruce Particles in the Particleboard Core Layer. Polymers 2025, 17, 1291. https://doi.org/10.3390/polym17101291
Reh R, Izdinsky J, Hrusovsky D, Kral P, Pipiska T, Jopek M. Usability of Particles Made from Lesser-Used European Wood Species Mixed with Spruce Particles in the Particleboard Core Layer. Polymers. 2025; 17(10):1291. https://doi.org/10.3390/polym17101291
Chicago/Turabian StyleReh, Roman, Jan Izdinsky, Dominik Hrusovsky, Pavel Kral, Tomas Pipiska, and Miroslav Jopek. 2025. "Usability of Particles Made from Lesser-Used European Wood Species Mixed with Spruce Particles in the Particleboard Core Layer" Polymers 17, no. 10: 1291. https://doi.org/10.3390/polym17101291
APA StyleReh, R., Izdinsky, J., Hrusovsky, D., Kral, P., Pipiska, T., & Jopek, M. (2025). Usability of Particles Made from Lesser-Used European Wood Species Mixed with Spruce Particles in the Particleboard Core Layer. Polymers, 17(10), 1291. https://doi.org/10.3390/polym17101291