

Surface Quality Evaluation of 3D-Printed Carbon-Fiber-Reinforced PETG Polymer During Turning: Experimental Analysis, ANN Modeling and Optimization
 ,
, 

Abstract
1. Introduction
2. Materials and Methods
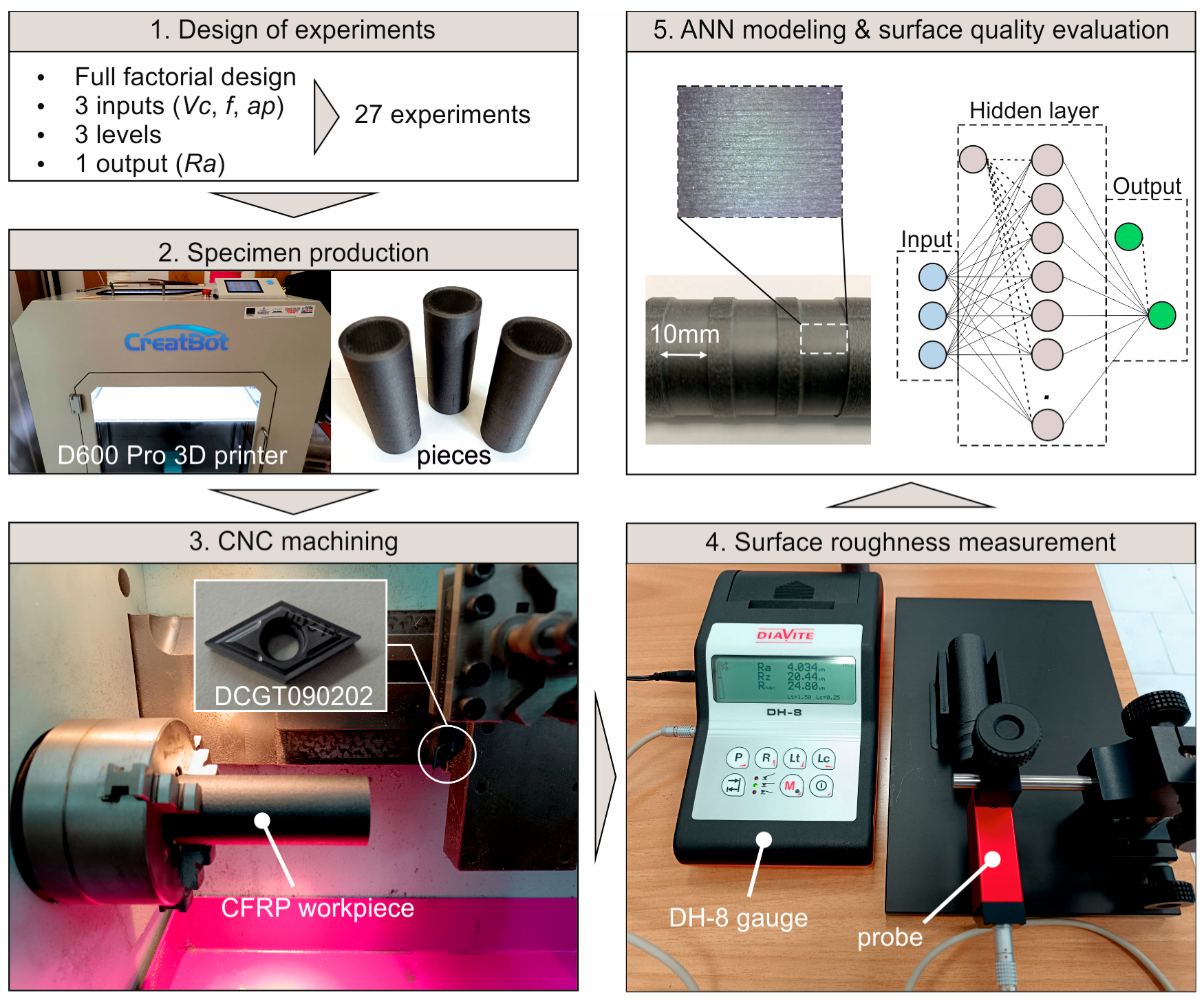
2.1. Experimental Framework and Apparatus
2.2. Experimental Design and Acquired Data
2.3. Artificial Neural Network Development
3. Results and Discussion
3.1. Analysis of the Variables’ Effect
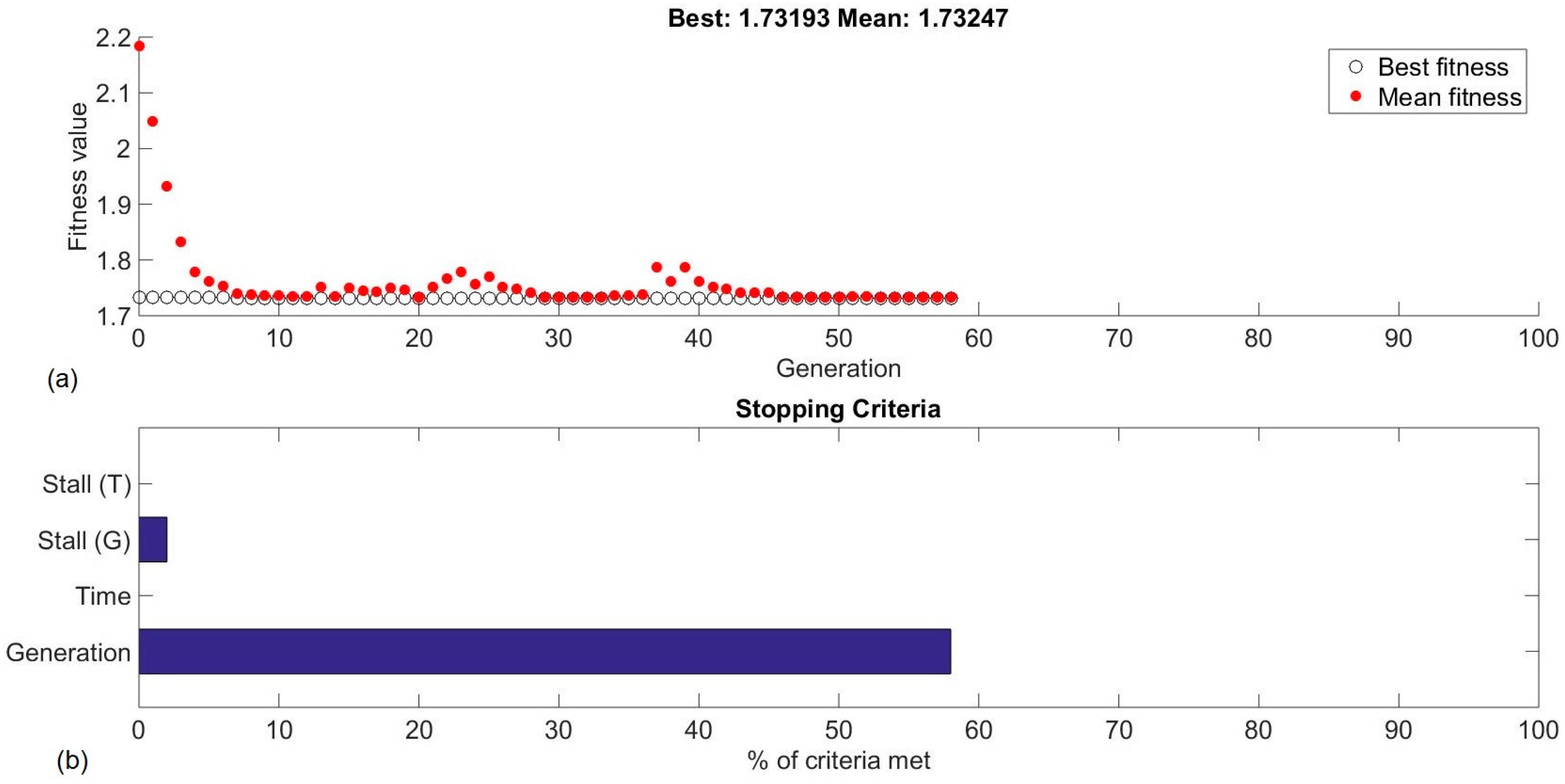
3.2. Function Minimization with the GA
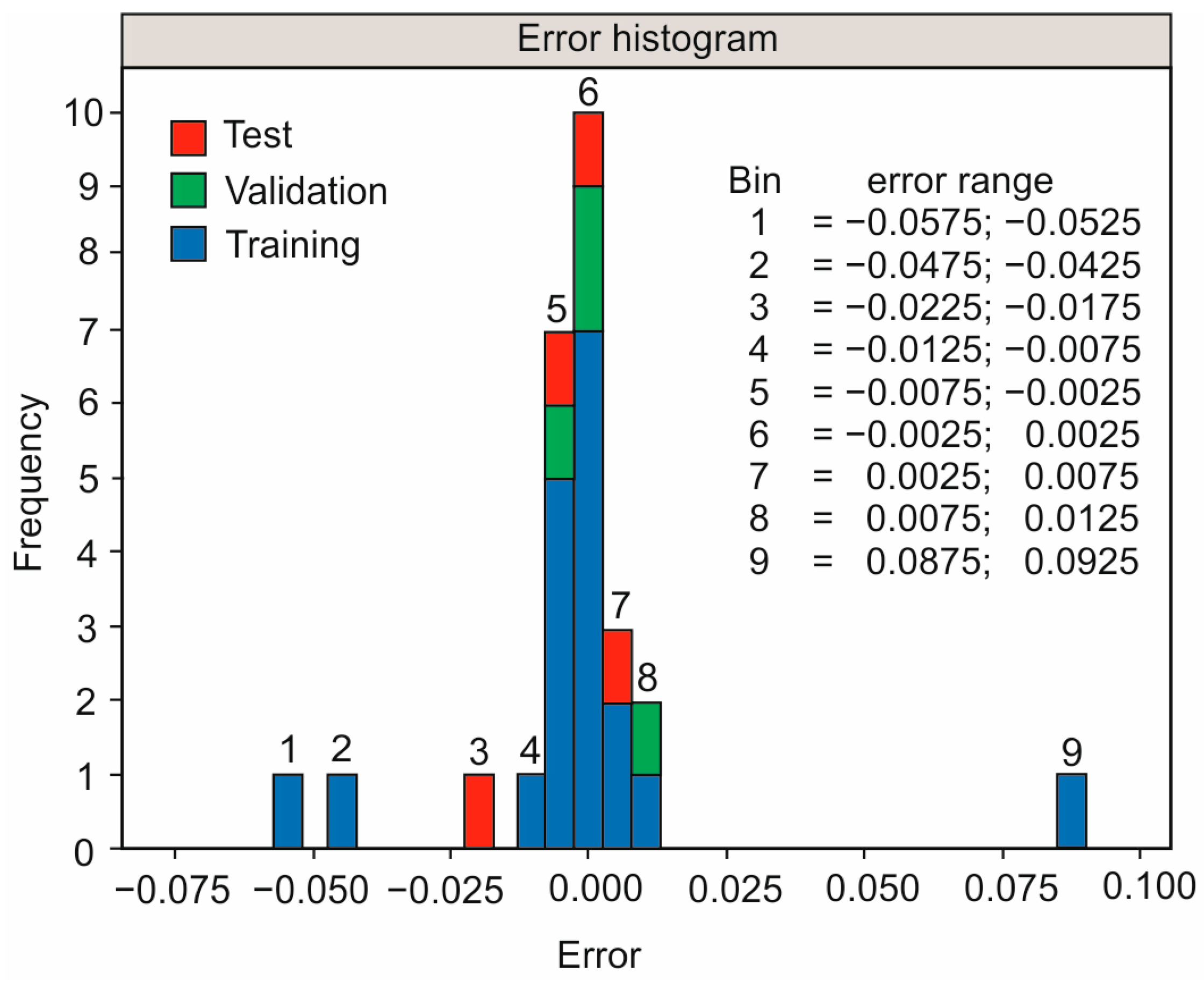
3.3. ANN Model Performance and Validation
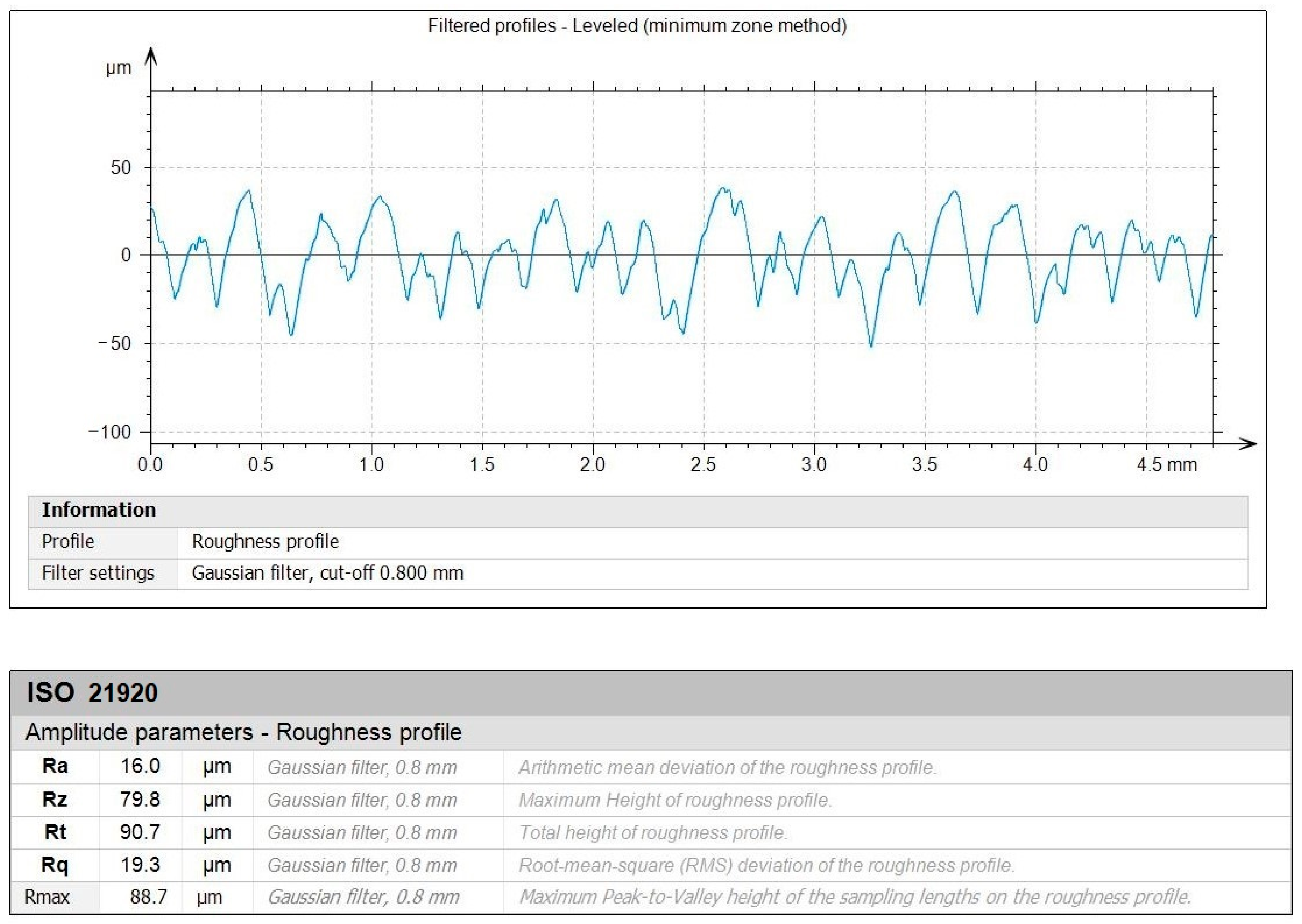
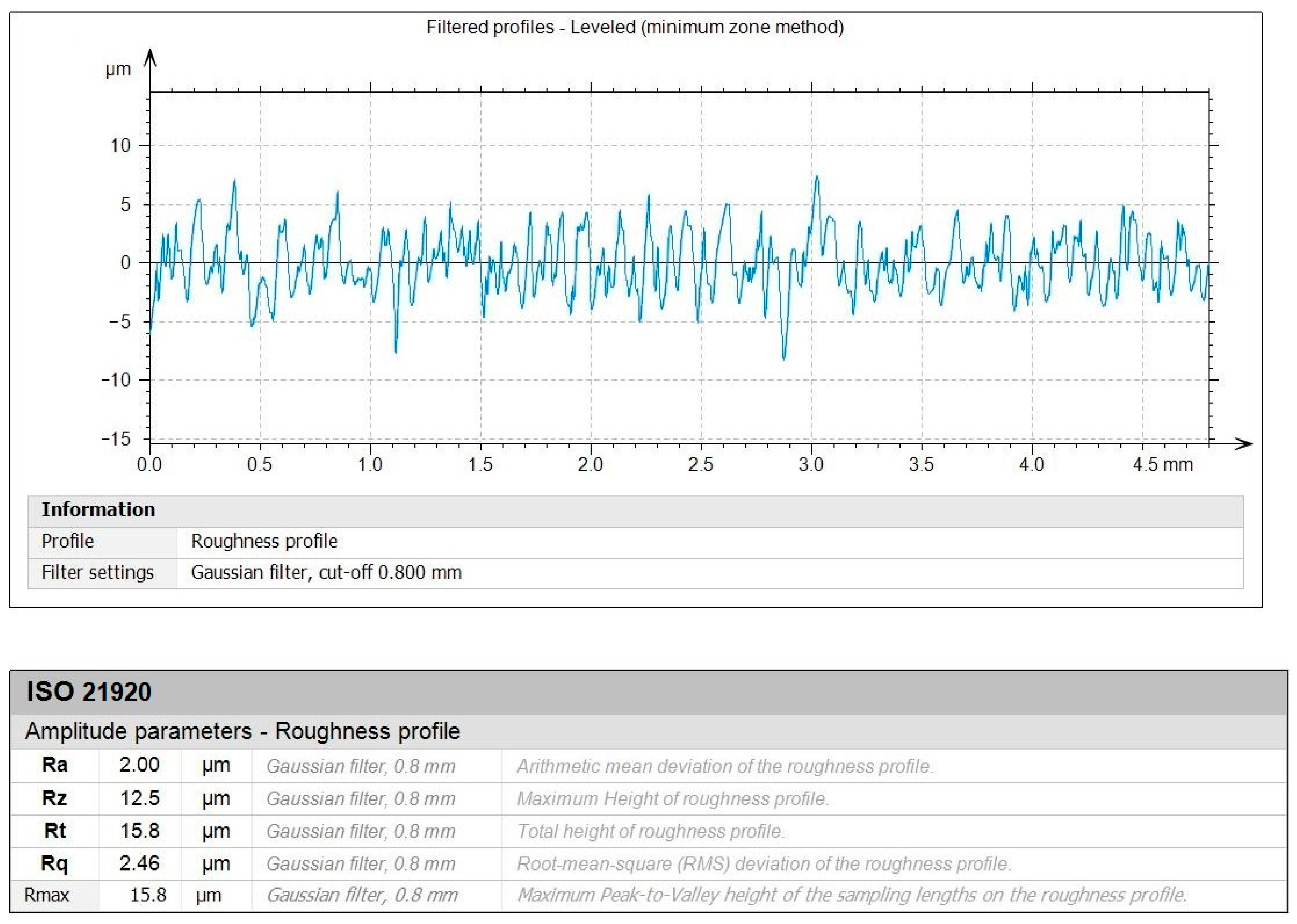
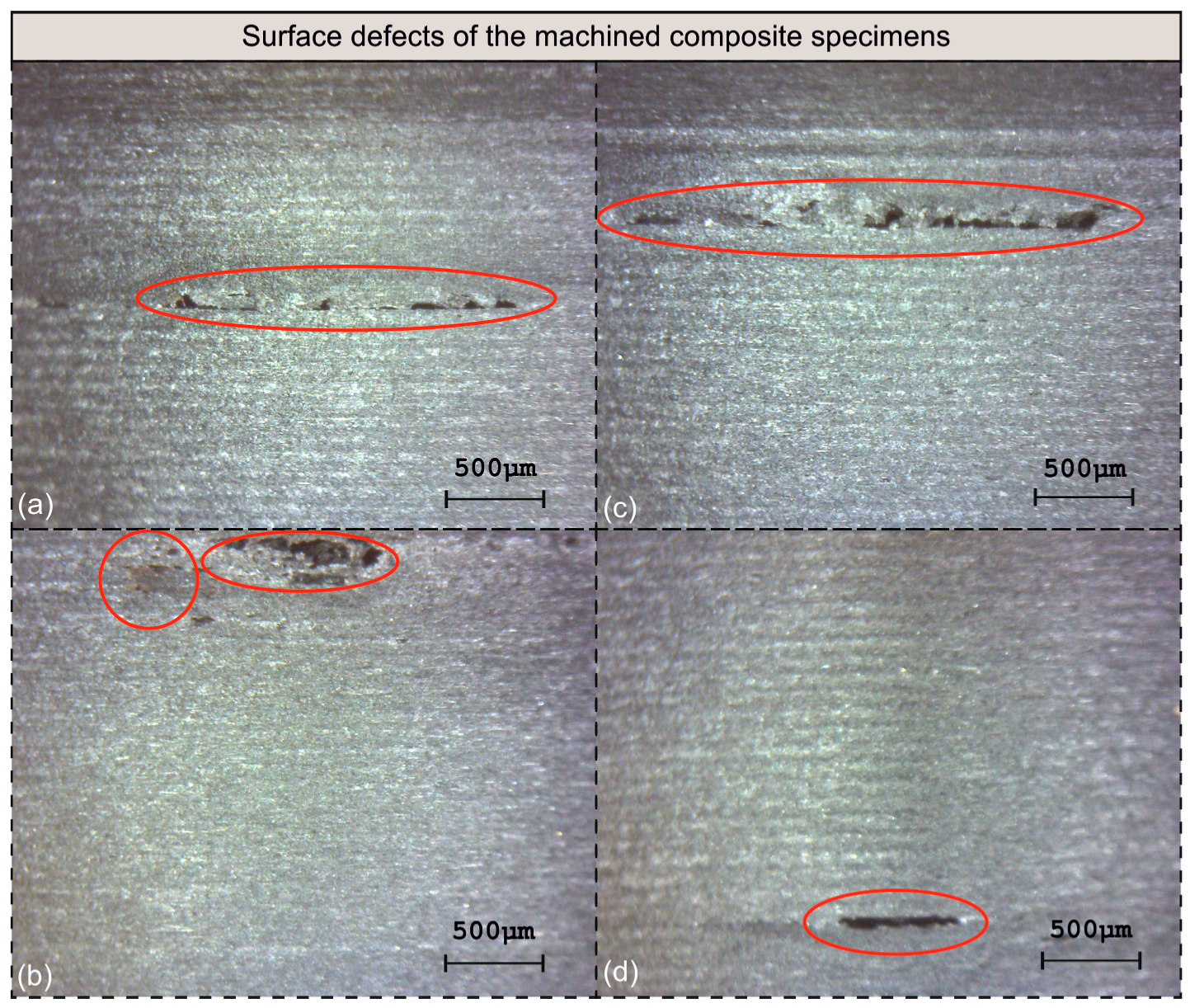
3.4. Machined Surface Assessement
4. Conclusions
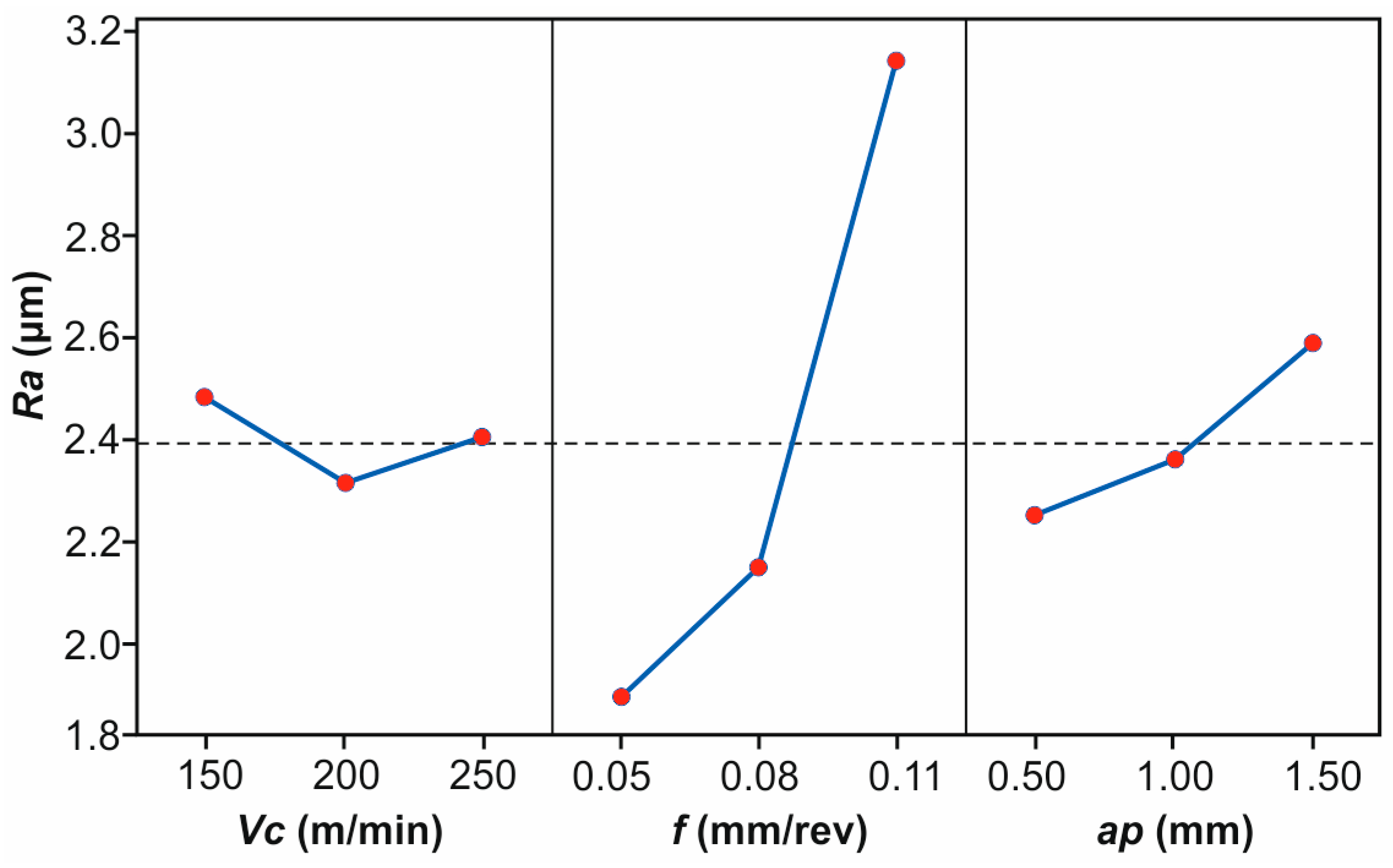
- The cutting speed only slightly affects Ra, especially compared to the feed rate. However, its effect cannot be considered unnoticeable. It was found that higher speeds contribute towards smoother surfaces, especially at the range between 200 m/min and 250 m/min.
- The low cutting speed level was responsible for Ra measurements averaged at around 2.5 μm. In addition, three out of four defected surfaces were machined at 150 m/min speed.
- Regarding feeds, the 0.05 mm/rev feed was identified as the most beneficial for the generated surfaces. Contrarily, higher feed rates affect surface quality negatively. In particular, the highest value of feed was always responsible for the production of high Ra levels, most of the time exceeding values equal to 3.0 μm.
- The depth of cut was identified to be a moderately influencing factor. With an increasing depth of cut, Ra seems to steadily rise. However, a depth of cut equal to 1.50 mm was the most detrimental to the surface quality. First, it acts increasingly, yielding values of Ra averaged at around 2.6 μm. Second, it is responsible for the development of defects related to material scraping around the circumference of the workpiece.
- The combination of 205 m/min cutting speed, 0.0578 mm/rev feed, and 0.523 mm depth of cut was determined to be the optimal in terms of the generated Ra. The specific prediction generated an Ra value of 1.732 μm and a value for the equivalent experiment of 1.673 μm.
- The worst condition combination, in terms of the surface quality, was identified to be 150 m/min speed, 0.11 mm/rev feed, and 1.50 mm depth of cut, generating Ra equal to 3.534 μm.
- The 3-6-1 structure was selected for the developed ANN model and the LM algorithm for the training procedure. Its correlation coefficient and RMSE were computed to be equal to 0.99863 and 0.028295, respectively, whereas the highest absolute value calculated during the validation process was 9.6%.
- In general, the observed flaws were developed during deep cuts (1.50 mm) at 150 m/min cutting speed.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Perez, I.; Madariaga, A.; Cuesta, M.; Garay, A.; Arrazola, P.J.; Ruiz, J.J.; Rubio, F.J.; Sanchez, R. Effect of Cutting Speed on the Surface Integrity of Face Milled 7050-T7451 Aluminium Workpieces. Procedia CIRP 2018, 71, 460–465. [Google Scholar] [CrossRef]
- Parida, A.K.; Rao, P.V.; Ghosh, S. Influence of Cutting Speed and Nose Radius in the Machining of Al-6061: FEM and Experimental Validation. Mater. Today Proc. 2019, 27, 2569–2573. [Google Scholar] [CrossRef]
- Swain, S.; Panigrahi, I.; Sahoo, A.K.; Panda, A.; Kumar, R. Effect of Tool Vibration on Flank Wear and Surface Roughness During High-Speed Machining of 1040 Steel. J. Fail. Anal. Prev. 2020, 20, 976–994. [Google Scholar] [CrossRef]
- Dubey, V.; Sharma, A.K.; Pimenov, D.Y. Prediction of Surface Roughness Using Machine Learning Approach in MQL Turning of AISI 304 Steel by Varying Nanoparticle Size in the Cutting Fluid. Lubricants 2022, 10, 81. [Google Scholar] [CrossRef]
- Aslantas, K.; Çicek, A.; Ucun, I.; Percin, M.; Hopa, H.E. Performance Evaluation of a Hybrid Cooling-Lubrication System in Micro-Milling of Ti6Al4V Alloy. Procedia CIRP 2016, 46, 492–495. [Google Scholar] [CrossRef]
- Zahoor, S.; Ameen, F.; Abdul-Kader, W.; Stagner, J. Environmentally Conscious Machining of Inconel 718: Surface Roughness, Tool Wear, and Material Removal Rate Assessment. Int. J. Adv. Manuf. Technol. 2020, 106, 303–313. [Google Scholar] [CrossRef]
- Bhushan, R.K. Impact of Nose Radius and Machining Parameters on Surface Roughness, Tool Wear and Tool Life during Turning of AA7075/SiC Composites for Green Manufacturing. Mech. Adv. Mater. Mod. Process. 2020, 6, 1–18. [Google Scholar] [CrossRef]
- Singh, M.; Garg, H.K.; Maharana, S.; Yadav, A.; Singh, R.; Maharana, P.; Nguyen, T.V.T.; Yadav, S.; Loganathan, M.K. Correction: Singh et Al. An Experimental Investigation on the Material Removal Rate and Surface Roughness of a Hybrid Aluminum Metal Matrix Composite (Al6061/SiC/Gr) (Metals 2021, 11, 1449). Metals 2022, 12, 550. [Google Scholar] [CrossRef]
- Xiong, Y.; Wang, W.; Shi, Y.; Jiang, R.; Shan, C.; Liu, X.; Lin, K. Investigation on Surface Roughness, Residual Stress and Fatigue Property of Milling in-Situ TiB2/7050Al Metal Matrix Composites. Chin. J. Aeronaut. 2021, 34, 451–464. [Google Scholar] [CrossRef]
- Geier, N.; Pereszlai, C. Analysis of Characteristics of Surface Roughness of Machined CFRP Composites. Period. Polytech. Mech. Eng. 2020, 64, 67–80. [Google Scholar] [CrossRef]
- Wang, Q.; Jia, X. Optimization of Cutting Parameters for Improving Exit Delamination, Surface Roughness, and Production Rate in Drilling of CFRP Composites. Int. J. Adv. Manuf. Technol. 2021, 117, 3487–3502. [Google Scholar] [CrossRef]
- Molina-Moya, M.Á.; García-Martínez, E.; Miguel, V.; Coello, J.; Martínez-Martínez, A. Experimental Analysis and Application of a Multivariable Regression Technique to Define the Optimal Drilling Conditions for Carbon Fiber Reinforced Polymer (CFRP) Composites. Polymers 2023, 15, 3710. [Google Scholar] [CrossRef] [PubMed]
- Song, Y.; Cao, H.; Wang, Q.; Zhang, J.; Yan, C. Surface Roughness Prediction Model in High-Speed Dry Milling CFRP Considering Carbon Fiber Distribution. Compos. Part B Eng. 2022, 245, 110230. [Google Scholar] [CrossRef]
- Doluk, E.; Rudawska, A.; Kuczmaszewski, J.; Miturska-Barańska, I. Surface Roughness after Milling of the Al/CFRP Stacks with a Diamond Tool. Materials 2021, 14, 6835. [Google Scholar] [CrossRef]
- Xiaohui, J.; Shan, G.; Yong, Z.; Shirong, H.; Lei, L. Prediction Modeling of Surface Roughness in Milling of Carbon Fiber Reinforced Polymers (CFRP). Int. J. Adv. Manuf. Technol. 2021, 113, 389–405. [Google Scholar] [CrossRef]
- Liu, C.; Ren, J.; Zhang, Y.; Shi, K. The Effect of Tool Structure and Milling Parameters on the Milling Quality of CFRP Based on 3D Surface Roughness. Int. J. Precis. Eng. Manuf. 2023, 24, 931–944. [Google Scholar] [CrossRef]
- Duboust, N.; Watson, M.; Marshall, M.; O’Donnel, G.E.; Kerrigan, K. Towards Intelligent CFRP Composite Machining: Surface Analysis Methods and Statistical Data Analysis of Machined Fibre Laminate Surfaces. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2021, 235, 1602–1617. [Google Scholar] [CrossRef]
- Qi, J.; Li, C.; Tie, Y.; Zheng, Y.; Cui, Z.; Duan, Y. An Ordinary State-Based Peridynamic Model of Unidirectional Carbon Fiber Reinforced Polymer Material in the Cutting Process. Polymers 2023, 15, 64. [Google Scholar] [CrossRef]
- Slamani, M.; Chatelain, J.F. A Review on the Machining of Polymer Composites Reinforced with Carbon ( CFRP ), Glass ( GFRP ), and Natural Fibers (NFRP). Discov. Mech. Eng. 2023, 2, 1–24. [Google Scholar] [CrossRef]
- El-Ghaoui, K.; Chatelain, J.; Ouellet-Plamondon, C. Effect of Graphene on Machinability of Glass Fiber Reinforced Polymer (GFRP). J. Manuf. Mater. Process. 2019, 3, 78. [Google Scholar] [CrossRef]
- Prasanth, I.S.N.V.R.; Ravishankar, D.V.; Hussain, M.M. Analysis of Milling Process Parameters and Their Influence on Glass Fiber Reinforced Polymer Composites. Int. J. Eng. 2017, 30, 1074–1080. [Google Scholar]
- Rodríguez-Pombo, L.; Xu, X.; Seijo-Rabina, A.; Ong, J.J.; Alvarez-Lorenzo, C.; Rial, C.; Nieto, D.; Gaisford, S.; Basit, A.W.; Goyanes, A. Volumetric 3D Printing for Rapid Production of Medicines. Addit. Manuf. 2022, 52, 102673. [Google Scholar] [CrossRef]
- Praveena, B.A.; Lokesh, N.; Buradi, A.; Santhosh, N.; Praveena, B.L.; Vignesh, R. A Comprehensive Review of Emerging Additive Manufacturing (3D Printing Technology): Methods, Materials, Applications, Challenges, Trends and Future Potential. Mater. Today Proc. 2022, 52, 1309–1313. [Google Scholar] [CrossRef]
- Cococcetta, N.M.; Pearl, D.; Jahan, M.P.; Ma, J. Investigating Surface Finish, Burr Formation, and Tool Wear during Machining of 3D Printed Carbon Fiber Reinforced Polymer Composite. J. Manuf. Process. 2020, 56, 1304–1316. [Google Scholar] [CrossRef]
- Hassan, M.; Ma, J.; Jahan, M.P. Numerical Modeling and Simulation of Machining of 3D Printed CFRP Composite. Manuf. Lett. 2022, 33, 415–427. [Google Scholar] [CrossRef]
- El Mehtedi, M.; Buonadonna, P.; Loi, G.; El Mohtadi, R.; Carta, M.; Aymerich, F. Surface Quality Related to Face Milling Parameters in 3D Printed Carbon Fiber-Reinforced PETG. J. Compos. Sci. 2024, 8, 128. [Google Scholar] [CrossRef]
- Cococcetta, N.; Jahan, M.P.; Schoop, J.; Ma, J.; Pearl, D.; Hassan, M. Post-Processing of 3D Printed Thermoplastic CFRP Composites Using Cryogenic Machining. J. Manuf. Process. 2021, 68, 332–346. [Google Scholar] [CrossRef]
- Ma, C.K.; Aguilar, L.; Karim, M.; Abdun Nafi, M.; Ma, J.; Jahan, M.P. Experimental Investigation of Nanosecond Laser Machining of 3D Printed Carbon Fiber Reinforced Polymer (CFRP) Composite. Manuf. Lett. 2023, 35, 399–409. [Google Scholar] [CrossRef]
- Murthy, B.R.N.; Harisha, S.R.; Deepak, G.D. Experimental Design and Optimization of Machining-Induced Cutting Force and Its Effect on Surface Roughness during Milling of Fiber-Reinforced Polymer Composites. J. Compos. Sci. 2024, 8, 346. [Google Scholar] [CrossRef]
- El Mehtedi, M.; Buonadonna, P.; El Mohtadi, R.; Loi, G.; Aymerich, F.; Carta, M. Optimizing Milling Parameters for Enhanced Machinability of 3D-Printed Materials: An Analysis of PLA, PETG, and Carbon-Fiber-Reinforced PETG. J. Manuf. Mater. Process. 2024, 8, 131. [Google Scholar] [CrossRef]
- Prakash, C. 3D Finite Element Analysis in Drilling of Unidirectional Carbon Fiber Reinforced Polymer Composite. Int. J. Interact. Des. Manuf. 2024. [Google Scholar] [CrossRef]
- Abena, A.; Ataya, S.; Hassanin, H.; El-Sayed, M.A.; Ahmadein, M.; Alsaleh, N.A.; Ahmed, M.M.Z.; Essa, K. Hybrid Finite Element–Smoothed Particle Hydrodynamics Modelling for Optimizing Cutting Parameters in CFRP Composites. Polymers 2023, 15, 2789. [Google Scholar] [CrossRef] [PubMed]
- Song, Y.; Cao, H.; Zheng, W.; Qu, D.; Liu, L.; Yan, C. Cutting Force Modeling of Machining Carbon Fiber Reinforced Polymer (CFRP) Composites: A Review. Compos. Struct. 2022, 299, 116096. [Google Scholar] [CrossRef]
- Durgashyam, K.; Indra Reddy, M.; Balakrishna, A.; Satyanarayana, K. Experimental Investigation on Mechanical Properties of PETG Material Processed by Fused Deposition Modeling Method. Mater. Today Proc. 2019, 18, 2052–2059. [Google Scholar] [CrossRef]
- Bremer, M.; Janoschek, L.; Kaschta, D.; Schneider, N.; Wahl, M. Influence of Plastic Recycling—A Feasibility Study for Additive Manufacturing Using Glycol Modified Polyethylene Terephthalate (PETG). SN Appl. Sci. 2022, 4, 1–13. [Google Scholar] [CrossRef]
- Shahgholi, M.; Karimipour, A.; Firouzi, P.; Malekahmadi, O.; Ghashang, M.; Saadoon, N.; Obaid, N.H.; Baghaei, S. Fabrication and Characterization of Synthesized Hydroxyapatite/Ethanolamine for Bone Tissue Engineering Application. Colloids Surfaces A Physicochem. Eng. Asp. 2022, 650, 129591. [Google Scholar] [CrossRef]
- Moradi, M.; Beygi, R.; Yusof, N.M.; Amiri, A.; Silva, L.F.M.; Sharif, S. 3D Printing of Acrylonitrile Butadiene Styrene by Fused Deposition Modeling: Artificial Neural Network and Response Surface Method Analyses. J. Mater. Eng. Perform. 2023, 32, 2016–2028. [Google Scholar] [CrossRef]
- Belaadi, A.; Boumaaza, M.; Alshahrani, H.; Bourchak, M.; Jawaid, M. Drilling Performance Prediction of HDPE/Washingtonia Fiber Biocomposite Using RSM, ANN, and GA Optimization. Int. J. Adv. Manuf. Technol. 2022, 123, 1543–1564. [Google Scholar] [CrossRef]
- Tzotzis, A.; Korlos, A.; Verma, R.K.; Kyratsis, P. Ann-based surface roughness modelling of aa7075-t6 slot milling: Cutting technique evaluation. Acad. J. Manuf. Eng. 2023, 21, 27–35. [Google Scholar]
- Reza Kashyzadeh, K.; Ghorbani, S. New Neural Network-Based Algorithm for Predicting Fatigue Life of Aluminum Alloys in Terms of Machining Parameters. Eng. Fail. Anal. 2023, 146, 107128. [Google Scholar] [CrossRef]
- Neema3D CARBON:PLUS. Available online: http://www.neema3d.com/main/filaments/ultimate/neema3dt-plus-sign-materials/carbon-plus (accessed on 20 September 2024).
- Patel, K.S.; Shah, D.B.; Joshi, S.J.; Aldawood, F.K.; Kchaou, M. Effect of Process Parameters on the Mechanical Performance of FDM Printed Carbon Fiber Reinforced PETG. J. Mater. Res. Technol. 2024, 30, 8006–8018. [Google Scholar] [CrossRef]
- Venkatesh, R.; Kathiravan, S.; Prabhakaran, R.; Ramar, M.; Britto, J.J.J.; Rajakarunakaran, S. Experimental Investigation on Machinability of Additive Manufactured PLA and PETG Polymers Under Dry Turning Process. In Recent Advances in Materials Technologies; Springer: Singapore, 2022; pp. 553–561. [Google Scholar]
- Gaitonde, V.N.; Karnik, S.R.; Figueira, L.; Davim, J.P. Analysis of Machinability during Hard Turning of Cold Work Tool Steel (Type: AISI D2). Mater. Manuf. Process. 2009, 24, 1373–1382. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Prediction and Optimization by Using SVR, RSM and GA in Hard Turning of Tempered AISI 1060 Steel under Effective Cooling Condition. Neural Comput. Appl. 2019, 31, 2349–2370. [Google Scholar] [CrossRef]
- Nas, E.; Kara, F. Optimization of EDM Machinability of Hastelloy C22 Super Alloys. Machines 2022, 10, 1131. [Google Scholar] [CrossRef]
- Tzotzis, A.; García-Hernández, C.; Huertas-Talón, J.-L.; Kyratsis, P. 3D FE Modelling of Machining Forces during AISI 4140 Hard Turning. Strojniški Vestn. J. Mech. Eng. 2020, 66, 467–478. [Google Scholar] [CrossRef]
- Abena, A.; Soo, S.L.; Ataya, S.; Hassanin, H.; El-Sayed, M.A.; Ahmadein, M.; Alsaleh, N.A.; Ahmed, M.M.Z.; Essa, K. Chip Formation and Orthogonal Cutting Optimisation of Unidirectional Carbon Fibre Composites. Polymers 2023, 15, 1897. [Google Scholar] [CrossRef]
- Moré, J.J. The Levenberg-Marquardt Algorithm: Implementation and Theory. In Numerical Analysis; Watson, G.A., Ed.; Springer: Berlin/Heidelberg, Germany, 1978; pp. 105–116. [Google Scholar]
- Erkan, Ö.; Işık, B.; Çiçek, A.; Kara, F. Prediction of Damage Factor in End Milling of Glass Fibre Reinforced Plastic Composites Using Artificial Neural Network. Appl. Compos. Mater. 2013, 20, 517–536. [Google Scholar] [CrossRef]
- Tzotzis, A.; Antoniadis, A.; Kyratsis, P. Multivariate Modelling of AA6082-T6 Drilling Performance Using RSM, ANN and Response Optimization. Int. J. Light. Mater. Manuf. 2024, 7, 531–545. [Google Scholar] [CrossRef]
- Kalman, B.L.; Kwasny, S.C. Why Tanh: Choosing a Sigmoidal Function. In Proceedings of the [Proceedings 1992] IJCNN International Joint Conference on Neural Networks, Baltimore, MD, USA, 7–11 June 1992; Volume 4, pp. 578–581. [Google Scholar]
- Aouici, H.; Yallese, M.A.; Chaoui, K.; Mabrouki, T.; Rigal, J.F. Analysis of Surface Roughness and Cutting Force Components in Hard Turning with CBN Tool: Prediction Model and Cutting Conditions Optimization. Measurement 2012, 45, 344–353. [Google Scholar] [CrossRef]
- Tzotzis, A.; Tsagaris, A.; Tapoglou, N.; Kyratsis, P. High-Precision CAD-Based Simulation for Turning Considering Tool Microgeometry. Int. J. Mechatron. Manuf. Syst. 2023, 16, 83–95. [Google Scholar] [CrossRef]
- Tzotzis, A.; García-Hernández, C.; Huertas-Talón, J.-L.; Kyratsis, P. Influence of the Nose Radius on the Machining Forces Induced during AISI-4140 Hard Turning: A CAD-Based and 3D FEM Approach. Micromachines 2020, 11, 798. [Google Scholar] [CrossRef] [PubMed]
- Aouici, H.; Bouchelaghem, H.; Yallese, M.A.; Elbah, M. Machinability Investigation in Hard Turning of AISI D3 Cold Work Steel with Ceramic Tool Using Response Surface Methodology. Int. J. Adv. Manuf. Technol. 2014, 73, 1775–1788. [Google Scholar] [CrossRef]
- Singh, K.; Saxena, S.; Kant, G. Optimization of Machining Parameters to Minimize Surface Roughness Using Integrated ANN-GA Approach. Procedia CIRP 2015, 29, 305–310. [Google Scholar] [CrossRef]
- Bhushan, R.K.; Kumar, S.; Das, S. GA Approach for Optimization of Surface Roughness Parameters in Machining of Al Alloy SiC Particle Composite. J. Mater. Eng. Perform. 2012, 21, 1676–1686. [Google Scholar] [CrossRef]
- Ge, J.; Catalanotti, G.; Falzon, B.G.; Higgins, C.; McClory, C.; Thiebot, J.A.; Zhang, L.; He, M.; Jin, Y.; Sun, D. Process Characteristics, Damage Mechanisms and Challenges in Machining of Fibre Reinforced Thermoplastic Polymer (FRTP) Composites: A Review. Compos. Part B Eng. 2024, 273, 111247. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | Test Method |
|---|---|---|
| Relative density | 1.19 g/cm3 | ASTM D792 |
| Elastic modulus (1 mm/min) | 3.8 GPa | ISO 527 |
| Yield stress (50 mm/min) | 52.5 MPa | ISO 527 |
| Yield strain (50 mm/min) | 4.2% | ISO 527 |
| Strain at break (50 mm/min) | 8% | ISO 527 |
| Impact Strength (Izod Notched 23 °C) | 3.8 kJ/m2 | ISO 180-1A |
| Heat deflection temperature | 80 °C | ASTM D648 |
| Parameter | Value |
|---|---|
| Nozzle temperature | 255 °C |
| Build plate temperature | 70 °C |
| Filament diameter | 1.75 mm |
| Nozzle diameter | 0.6 mm |
| Layer | 0.2 mm |
| Speed | 40 mm/s |
| Filament flow | 100% |
| Outer wall layers | 4 |
| Infill density | 50% |
| Infill pattern | Rectilinear |
| Level | Vc (m/min) | f (mm/rev) | ap (mm) |
|---|---|---|---|
| +1 | 250 | 0.11 | 1.5 |
| 0 | 200 | 0.08 | 1.0 |
| −1 | 150 | 0.05 | 0.5 |
| Test | Vc (m/min) | f (mm/rev) | ap (mm) | Ra (μm) |
|---|---|---|---|---|
| 1 | 150 | 0.05 | 0.50 | 1.853 |
| 2 | 150 | 0.05 | 1.00 | 1.834 |
| 3 | 150 | 0.05 | 1.50 | 1.986 |
| 4 | 150 | 0.08 | 0.50 | 2.224 |
| 5 | 150 | 0.08 | 1.00 | 2.258 |
| 6 | 150 | 0.08 | 1.50 | 2.409 |
| 7 | 150 | 0.11 | 0.50 | 3.085 |
| 8 | 150 | 0.11 | 1.00 | 3.229 |
| 9 | 150 | 0.11 | 1.50 | 3.534 |
| 10 | 200 | 0.05 | 0.50 | 1.766 |
| 11 | 200 | 0.05 | 1.00 | 1.758 |
| 12 | 200 | 0.05 | 1.50 | 1.941 |
| 13 | 200 | 0.08 | 0.50 | 2.009 |
| 14 | 200 | 0.08 | 1.00 | 2.076 |
| 15 | 200 | 0.08 | 1.50 | 2.211 |
| 16 | 200 | 0.11 | 0.50 | 2.797 |
| 17 | 200 | 0.11 | 1.00 | 3.034 |
| 18 | 200 | 0.11 | 1.50 | 3.312 |
| 19 | 250 | 0.05 | 0.50 | 1.891 |
| 20 | 250 | 0.05 | 1.00 | 1.943 |
| 21 | 250 | 0.05 | 1.50 | 2.254 |
| 22 | 250 | 0.08 | 0.50 | 1.944 |
| 23 | 250 | 0.08 | 1.00 | 2.022 |
| 24 | 250 | 0.08 | 1.50 | 2.342 |
| 25 | 250 | 0.11 | 0.50 | 2.781 |
| 26 | 250 | 0.11 | 1.00 | 3.144 |
| 27 | 250 | 0.11 | 1.50 | 3.367 |
| R-Value | RMSE | |||
|---|---|---|---|---|
| Structure | LM | BFGS | LM | BFGS |
| 3-3-1 | 0.98728 | 0.99576 | 0.087714 | 0.050846 |
| 3-4-1 | 0.99604 | 0.99652 | 0.050925 | 0.047260 |
| 3-5-1 | 0.99689 | 0.99366 | 0.044322 | 0.063737 |
| 3-6-1 | 0.99863 | 0.98849 | 0.028295 | 0.087433 |
| 3-7-1 | 0.99450 | 0.98157 | 0.059110 | 0.118728 |
| 3-8-1 | 0.96962 | 0.98774 | 0.140611 | 0.085909 |
| 3-9-1 | 0.99403 | 0.99848 | 0.060037 | 0.030524 |
| Parameter | Value |
|---|---|
| Population size | 20 |
| Mutation ratio | 0.8 |
| Crossover ratio | 0.2 |
| Maximum generations | 100 |
| Stall generations | 50 |
| Number of variables | 3 |
| Lower bound | [150; 0.05; 0.50] |
| Upper bound | [250; 0.11; 1.50] |
| Test No | Vc (m/min) | f (mm/rev) | ap (mm) | Ra, exp (μm) | Ra, sim (μm) | Relative Error (%) |
|---|---|---|---|---|---|---|
| 1 | 205 | 0.058 | 0.52 | 1.673 | 1.732 | −3.5 |
| 2 | 225 | 0.10 | 0.50 | 2.548 | 2.303 | 9.6 |
| 3 | 175 | 0.08 | 0.80 | 2.035 | 2.186 | −7.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tzotzis, A.; Nedelcu, D.; Mazurchevici, S.-N.; Kyratsis, P. Surface Quality Evaluation of 3D-Printed Carbon-Fiber-Reinforced PETG Polymer During Turning: Experimental Analysis, ANN Modeling and Optimization. Polymers 2024, 16, 2927. https://doi.org/10.3390/polym16202927
Tzotzis A, Nedelcu D, Mazurchevici S-N, Kyratsis P. Surface Quality Evaluation of 3D-Printed Carbon-Fiber-Reinforced PETG Polymer During Turning: Experimental Analysis, ANN Modeling and Optimization. Polymers. 2024; 16(20):2927. https://doi.org/10.3390/polym16202927
Chicago/Turabian StyleTzotzis, Anastasios, Dumitru Nedelcu, Simona-Nicoleta Mazurchevici, and Panagiotis Kyratsis. 2024. "Surface Quality Evaluation of 3D-Printed Carbon-Fiber-Reinforced PETG Polymer During Turning: Experimental Analysis, ANN Modeling and Optimization" Polymers 16, no. 20: 2927. https://doi.org/10.3390/polym16202927
APA StyleTzotzis, A., Nedelcu, D., Mazurchevici, S.-N., & Kyratsis, P. (2024). Surface Quality Evaluation of 3D-Printed Carbon-Fiber-Reinforced PETG Polymer During Turning: Experimental Analysis, ANN Modeling and Optimization. Polymers, 16(20), 2927. https://doi.org/10.3390/polym16202927