
Sustainable Composites from Waste Polypropylene Added with Thermoset Composite Waste or Recovered Carbon Fibres




Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods for Composite Formulation and Characterizations
2.2.1. Composites Formulation by Melt Micing
2.2.2. Scanning Electron Microscopy (SEM)
2.2.3. Differential Scanning Calorimetry (DSC)
2.2.4. Thermo-Gravimetric Analysis (TGA)
2.2.5. Spectroscopy Analysis
2.2.6. Rheology Analysis
2.2.7. Tensile Test
3. Results and Discussion
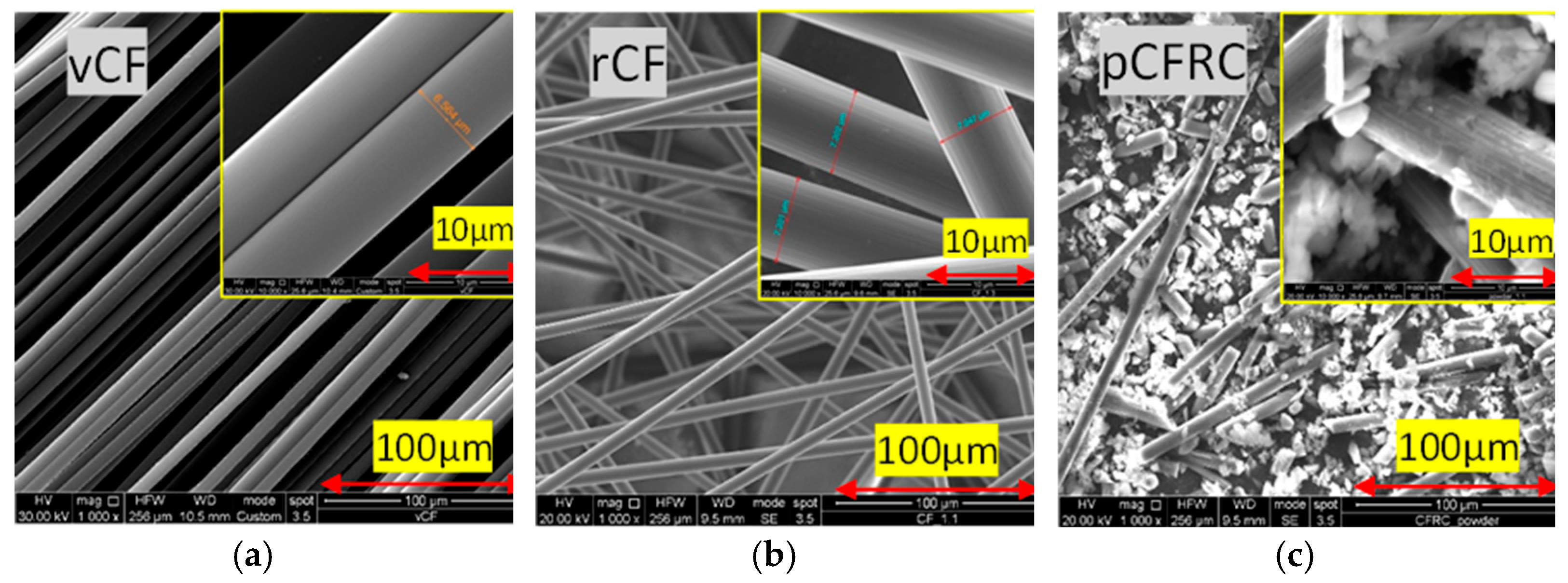
3.1. Morphological Analysis of pCFRC and rCF
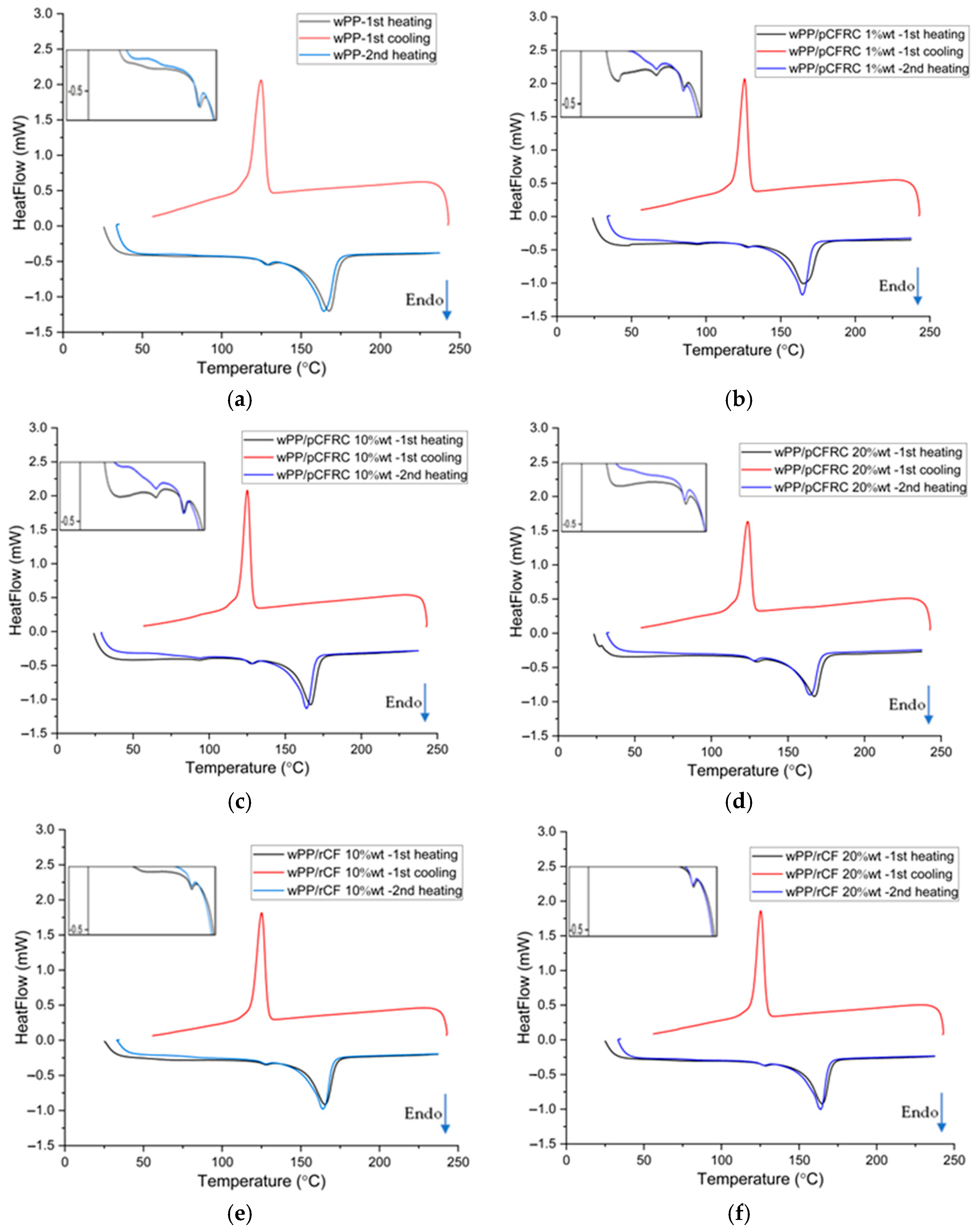
3.2. Thermal Analysis of wPP/pCFRC and wPP/rCF Composites
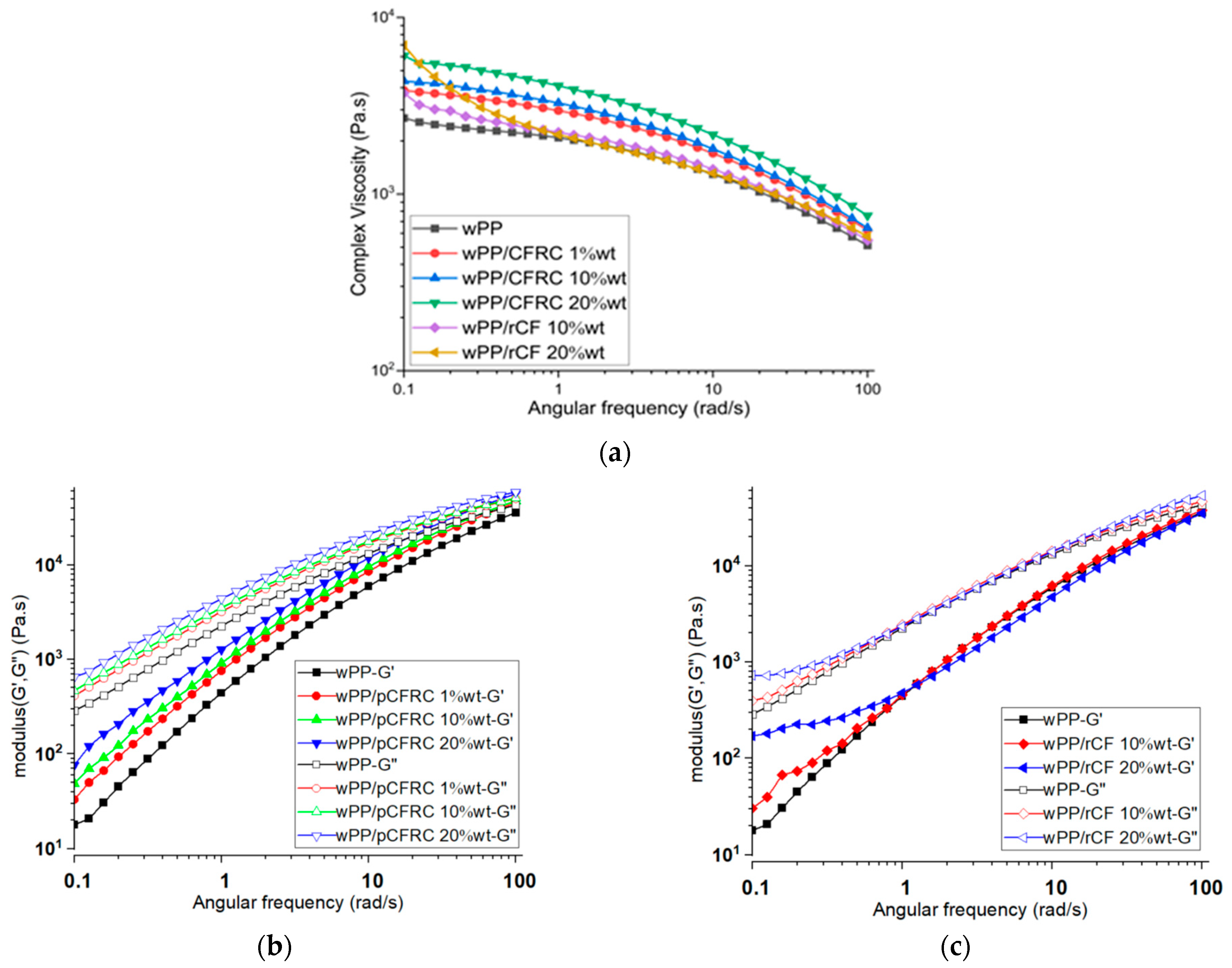
3.3. Rheological Analysis of wPP/pCFRC and wPP/rCF Composites
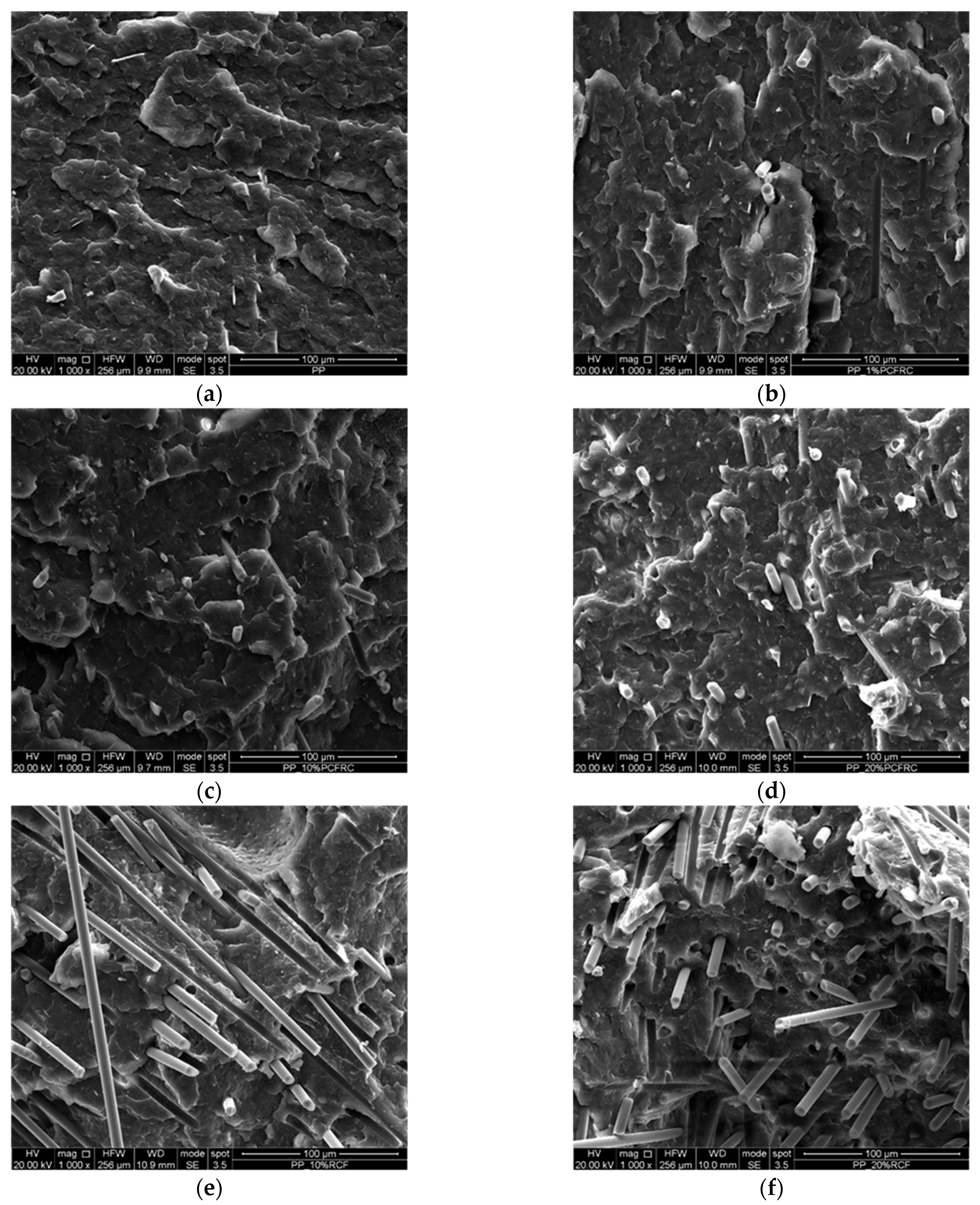
3.4. Morphological Analysis of wPP/pCFRC and wPP/rCF Composites
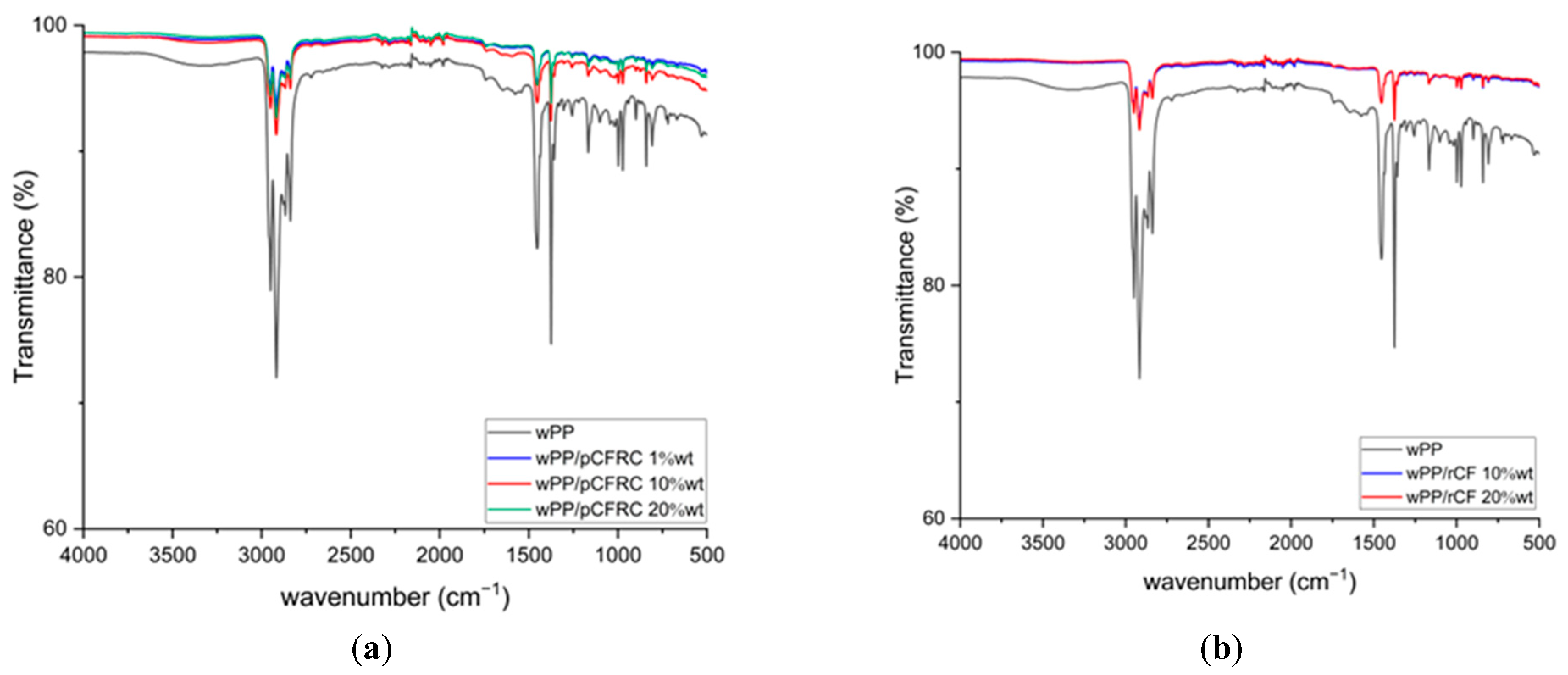
3.5. Spectroscopic Analysis of wPP/pCFRC and wPP/rCF Composites
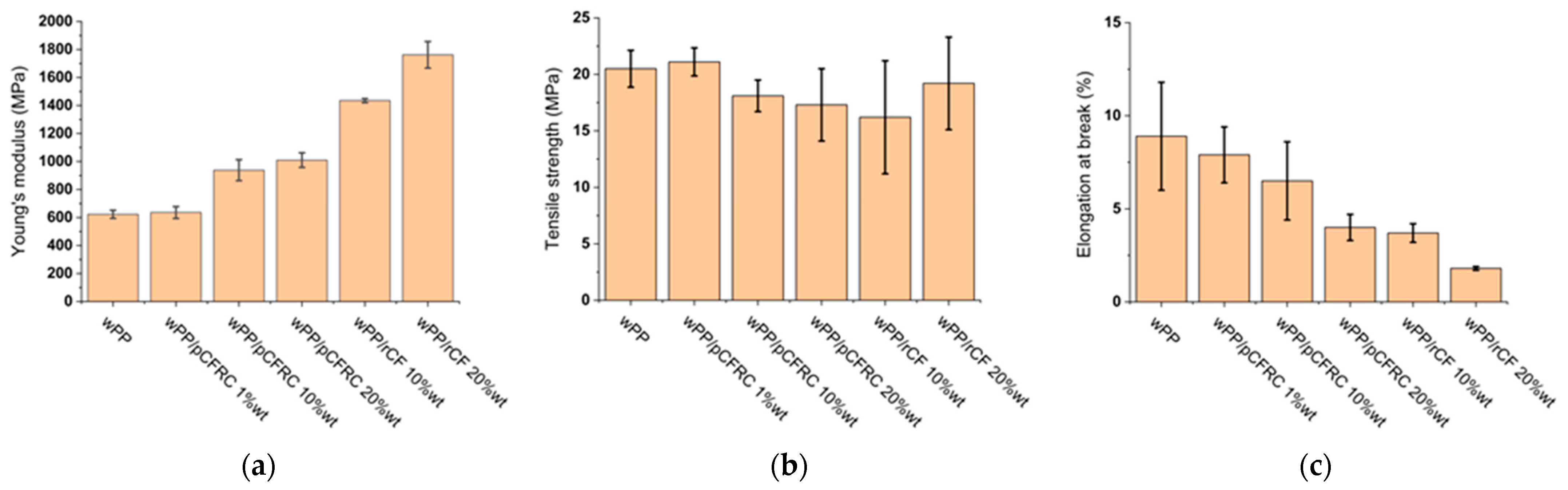
3.6. Tensile Test of wPP/pCFRC and wPP/rCF Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Karger-Kocsis, J. (Ed.) Polypropylene: Structure, Blends and Composites; Springer: Dordrecht, The Netherlands, 1995. [Google Scholar] [CrossRef]
- Pasquini, N. (Ed.) Polypropylene Handbook; Hanser Publishers: Munich, Germany, 2005; pp. 147–264. ISBN 3-446-22978-7. [Google Scholar]
- Markus, G.; Christian, P. (Eds.) Polypropylene. In Ullmann’s Encyclopedia of Industrial Chemistry; Wiley-VCH: Weinheim, Germany, 2014; pp. 1–44. [Google Scholar] [CrossRef]
- Polaris Market Research. Available online: https://www.polarismarketresearch.com/industry/plastics-polymers-and-resins (accessed on 12 August 2024).
- Kibria, G.; Masuk, N.I.; Safayet, R.; Nguyen, H.Q.; Mourshed, M. Plastic Waste: Challenges and Opportunities to Mitigate Pollution and Effective Management. Int. J. Environ. Res. 2023, 17, 20. [Google Scholar] [CrossRef] [PubMed]
- Pilapitiya, P.N.T.; Ratnayake, A.S. The world of plastic waste: A review. Clean. Mater. 2024, 11, 100220. [Google Scholar] [CrossRef]
- Jefferson, H.; Robert, D.; Edward, K. Plastics recycling: Challenges and opportunities. Phil. Trans. R. Soc. B 2009, 364, 2115–2126. [Google Scholar] [CrossRef]
- Pradeep, S.A.; Iyer, R.K.; Kazan, H.; Pilla, S. Automotive Applications of Plastics: Past, Present, and Future, in Applied Plastics Engineering Handbook: Processing, Materials, and Applications, 2nd ed.; Elsevier Inc.: Amsterdam, The Netherlands, 2017; pp. 651–673. [Google Scholar] [CrossRef]
- Alsabri, A.; Tahir, F.; Al-Ghamdi, S.G. Environmental impacts of polypropylene (PP) production and prospects of its recycling in the GCC region. Mater. Today Proc. 2022, 56, 2245–2251. [Google Scholar] [CrossRef]
- La Mantia, F.P. Recycling of polypropylene. In Polypropylene; Karger-Kocsis, J., Ed.; Polymer Science and Technology Series; Springer: Dordrecht, The Netherlands, 1999; Volume 2. [Google Scholar] [CrossRef]
- Poulakis, J.G.; Papaspyrides, C.D. Recycling of polypropylene by the dissolution/reprecipitation technique: I. A model study. Resour. Conserv. Recycl. 1997, 20, 31–41. [Google Scholar] [CrossRef]
- Dintcheva, N.T.; La Mantia, F.; Trotta, F.; Luda, M.P.; Camino, G.; Paci, M.; Di Maio, L.; Acierno, D. Effect of filler type and processing apparatus on the properties of the recycled light fraction from municipal post-consumer plastics. Polym. Adv. Technol. 2001, 12, 552–560. [Google Scholar] [CrossRef]
- Waste Trade. Available online: https://www.wastetrade.com/resources/introduction-to-plastics/types-of-plastics/polypropylene-pp/ (accessed on 13 August 2024).
- Kamarudin, S.H.; Basri, M.S.M.; Rayung, M.; Abu, F.; Ahmad, S.; Norizan, M.N.; Osman, S.; Sarifuddin, N.; Desa, M.S.Z.M.; Abdullah, U.H.; et al. A Review on Natural Fiber Reinforced Polymer Composites (NFRPC) for Sustainable Industrial Applications. Polymers 2022, 14, 3698. [Google Scholar] [CrossRef]
- Sano, M.; Oguma, H.; Sekine, M.; Sekiguchi, Y.; Sato, C. High-frequency welding of glass-fibre-reinforced polypropylene with a thermoplastic adhesive layer: Effects of ceramic type and long-term exposure on lap shear strength. Int. J. Adhes. Adhes. 2015, 59, 7–13. [Google Scholar] [CrossRef]
- Sano, M.; Oguma, H.; Sekine, M.; Sato, C. High-frequency welding of glass-fiber-reinforced polypropylene with a thermoplastic adhesive layer including SiC. Int. J. Adhes. Adhes. 2014, 54, 124–130. [Google Scholar] [CrossRef]
- Li, N.; Link, G.; Jelonnek, J.; Morais, M.V.C.; Henning, F. Microwave additive manufacturing of continuous carbon fibers reinforced thermoplastic composites: Characterization, analysis, and properties. Addit. Manuf. 2021, 44, 102035. [Google Scholar] [CrossRef]
- Han, J.Y.; Chen, T.; Mu, Q.; Baird, D.G. Thermotropic liquid crystalline polymer reinforced polypropylene composites enhanced with carbon nanotubes for use in fused filament fabrication. Polym. Compos. 2021, 42, 4115–4127. [Google Scholar] [CrossRef]
- Agarwal, J.; Mohanty, S.; Nayak, S.K. Polypropylene hybrid composites: Effect of reinforcement of sisal and carbon fibre on mechanical, thermal and morphological properties. J. Polym. Eng. 2021, 41, 431–441. [Google Scholar] [CrossRef]
- Ghanbari, A.; Seyedin, S.; Nofar, M.; Ameli, A. Mechanical properties and foaming behavior of polypropylene/elastomer/recycled carbon fiber composites. Polym. Compos. 2022, 42, 3482–3492. [Google Scholar] [CrossRef]
- Matsumoto, K.; Takemura, K. The influence of the addition position of cellulose nanofibers on the crystalline and mechanical properties of carbon fiber-reinforced polypropylene composites. Compos. Interfaces 2021, 29, 1053–1070. [Google Scholar] [CrossRef]
- He, Q.; Jiang, B.; Zhai, Z.; Hao, C. Fabrication of continuous carbon fiber reinforced polypropylene composites by injection compression molding with self-resistance electric heating. Polym. Compos. 2023, 44, 4784–4796. [Google Scholar] [CrossRef]
- Franciszczak, P.; Kalniņš, K.; Błędzki, A.K. Hybridisation of man-made cellulose and glass reinforcement in short-fibre composites for injection moulding—Effects on mechanical performance. Compos. Part B Eng. 2018, 145, 14–27. [Google Scholar] [CrossRef]
- Nugroho, G.; Budiyantoro, C. Optimization of Fiber Factors on Flexural Properties for Carbon Fiber Reinforced Polypropylene. J. Compos. Sci. 2022, 6, 160. [Google Scholar] [CrossRef]
- He, J.; Ma, Y.; Xie, J.; Wu, G.; Yang, W.; Xie, P. Preparation of lightweight and high-strength polypropylene-based ternary conductive polymer foams by in situ microfiber reinforcement. J. Appl. Polym. Sci. 2023, 140, 53432. [Google Scholar] [CrossRef]
- Tsioptsias, C.; Leontiadis, K.; Messaritakis, S.; Terzaki, A.; Xidas, P.; Mystikos, K.; Tzimpilis, E.; Tsivintzelis, I. Experimental Investigation of Polypropylene Composite Drawn Fibers with Talc, Wollastonite, Attapulgite and Single-Wall Carbon Nanotubes. Polymers 2022, 14, 260. [Google Scholar] [CrossRef]
- Streller, R.C.; Thomann, R.; Torno, O.; Mülhaupt, R. Isotactic Poly(propylene) Nanocomposites Based upon Boehmite Nanofillers. Macromol. Mater. Eng. 2008, 293, 218–227. [Google Scholar] [CrossRef]
- Lin, O.H.; Mdkil, H.; Mahmud, S. Effect of Particle Morphology on the Properties of Polypropylene/NanMetric Zinc Oxide (PP/Nanozno) Composites. Adv. Compos. Lett. 2009, 18. [Google Scholar] [CrossRef]
- Morreale, M.; Dintcheva, N.T.; La Mantia, F.P. The role of filler type in the photo-oxidation behaviour of micro- and nano-filled polypropylene. Polym. Int. 2011, 60, 1107–1116. [Google Scholar] [CrossRef]
- Morreale, M.; Dintcheva, N.T.; La Mantia, F.P. Accelerated weathering of PP based nanocomposites: Effect of the coupling agent. Express Polym. Lett. 2013, 7, 703–715. [Google Scholar] [CrossRef]
- Dorigato, A.; Pegoretti, A. Reprocessing Effects on Polypropylene/ Silica Nanocomposites. J. Appl. Polym. Sci. 2014, 131, 1002. [Google Scholar] [CrossRef]
- Zdiri, K.; Elamri, A.; Hamdaoui, M.; Harzallah, O.; Khenoussi, N.; Brendlé, J. Reinforcement of recycled PP polymers by nanoparticles incorporation. Green Chem. Lett. Rev. 2018, 11, 296–311. [Google Scholar] [CrossRef]
- Ke, L.; Cheng, Z.; Ma, K.; Zeng, J. Bond behavior of CFRP-strengthened steel structures and its environmental influence factors: A critical review. Sustain. Struct. 2024, 4, 000038. [Google Scholar] [CrossRef]
- Xian, G.; Zhou, P.; Li, C.; Dong, S.; Du, H.; Tian, J.; Guo, R.; Peng, Z.; Zhang, Z.; He, T. Mechanical properties evaluation of glass fiber reinforced thermoplastic composite plate under combined bending loading and water immersion. Constr. Build. Mater. 2024, 440, 137470. [Google Scholar] [CrossRef]
- Morici, E.; Dintcheva, N.T.; Dintcheva, N.T. Recycling of thermoset materials and thermoset-based composites: Challenge and opportunity. Polymers 2022, 14, 4153. [Google Scholar] [CrossRef]
- El Gersifi, K.; Durand, G.; Tersac, G. Solvolysis of bisphenol A diglycidyl ether/anhydride model networks. Polym. Degrad. Stab. 2006, 91, 690–702. [Google Scholar] [CrossRef]
- Zhao, Q.; An, L.; Li, C.; Zhang, L.; Jiang, J.; Li, Y. Environment-friendly recycling of CFRP composites via gentle solvent system at atmospheric pressure. Compos. Sci. Technol. 2022, 224, 109461. [Google Scholar] [CrossRef]
- Liu, T.; Shao, L.; Zhao, B.; Chang, Y.C.; Zhang, J. Progress in Chemical Recycling of Carbon Fiber Reinforced Epoxy Composites. Macromol. Rapid Commun. 2022, 43, e2200538. [Google Scholar] [CrossRef] [PubMed]
- Dintcheva, N.T. Dintcheva Overview of polymers and biopolymers degradation and stabilization towards sustainability and materials circularity. Polymer 2024, 306, 127136. [Google Scholar] [CrossRef]
- Paiva, R.; Veroneze, I.B.; Wrona, M.; Nerín, C.; Cruz, S.A. The Role of Residual Contaminants and Recycling Steps on Rheological Properties of Recycled Polypropylene. J. Polym. Environ. 2021, 30, 494–503. [Google Scholar] [CrossRef]
- Gschwendner, G.; Gitsas, A.; Gahleitner, M.; Moser, P.; Paulik, C. Correlations of single-point parameters of linear rheology and molecular weight distribution of polypropylene homo- and copolymers. J. Appl. Polym. Sci. 2024, 141, 15. [Google Scholar] [CrossRef]
- Spicker, C.; Rudolph, N.; Kühnert, I.; Aumnate, C. The use of rheological behavior to monitor the processing and service life properties of recycled polypropylene. Food Packag. Shelf Life 2019, 19, 174–183. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Code | wPP, %wt | pCFRC, %wt | rCF, %wt |
|---|---|---|---|
| wPP | 100 | - | - |
| wPP/pCFRC 1%wt | 99 | 1 | - |
| wPP/pCFRC 10%wt | 90 | 10 | - |
| wPP/pCFRC 20%wt | 80 | 20 | - |
| wPP/rCF 10%wt | 90 | - | 10 |
| wPP/pCF 20%wt | 80 | - | 20 |
| Sample | 1st Heating | 1st Cooling | 2nd Heating | |||
|---|---|---|---|---|---|---|
| T (°C) | ΔH (J/g) | T (°C) | ΔH (J/g) | T (°C) | ΔH (J/g) | |
| wPP | T1 ≈ 130 | T1 ≈ 128 | ||||
| T2 ≈ 168 | ΔH2 ≈ 93.1 | T1 ≈ 125 | ΔH1 ≈ −93.0 | T2 ≈ 164 | ΔH2 ≈ 93.1 | |
| wPP/pCFRC 1%wt | T1 ≈ 129 | T1 ≈ 128 | ||||
| T2 ≈ 165 | ΔH2 ≈ 75.1 | T1 ≈ 126 | ΔH1 ≈ −82.7 | T2 ≈ 165 | ΔH2 ≈ 76.4 | |
| wPP/pCFRC 10%wt | T1 ≈ 128 | T1 ≈ 128 | ||||
| T2 ≈ 167 | ΔH2 ≈ 75.7 | T1 ≈ 125 | ΔH1 ≈ −85.6 | T2 ≈ 164 | ΔH2 ≈ 79.9 | |
| wPP/pCFRC 20%wt | T1 ≈ 129 | T1 ≈ 128 | ||||
| T2 ≈ 167 | ΔH2 ≈ 85.8 | T1 ≈ 124 | ΔH1 ≈ −78.4 | T2 ≈ 164 | ΔH2 ≈ 81.3 | |
| wPP/rCF 10%wt | T1 ≈ 128 | T1 ≈ 128 | ||||
| T2 ≈ 165 | ΔH2 ≈ 76.9 | T1 ≈ 125 | ΔH1 ≈ −78.7 | T2 ≈ 164 | ΔH2 ≈ 81.6 | |
| wPP/rCF 20%wt | T1 ≈ 128 | T1 ≈ 128 | ||||
| T2 ≈ 165 | ΔH2 ≈ 77.6 | T1 ≈ 125 | ΔH1 ≈ −83.8 | T2 ≈ 164 | ΔH2 ≈ 83.5 | |
| Sample | Tonset (°C) | T@50% weight loss (°C) | Toffset (°C) | Residual Mass@600°C (%) |
|---|---|---|---|---|
| wPP | 381 | 444 | 471 | 2.3 |
| wPP/pCFRC 1%wt | 307 | 435 | 470 | 4.1 |
| wPP/pCFRC 10%wt | 321 | 434 | 469 | 12.4 |
| wPP/pCFRC 20%wt | 314 | 435 | 469 | 16.6 |
| wPP/rCF 10%wt | 310 | 437 | 472 | 11.2 |
| wPP/rCF 20%wt | 271 | 427 | 467 | 19 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zolfaghari, E.; Infurna, G.; Alessi, S.; Dispenza, C.; Dintcheva, N.T. Sustainable Composites from Waste Polypropylene Added with Thermoset Composite Waste or Recovered Carbon Fibres. Polymers 2024, 16, 2922. https://doi.org/10.3390/polym16202922
Zolfaghari E, Infurna G, Alessi S, Dispenza C, Dintcheva NT. Sustainable Composites from Waste Polypropylene Added with Thermoset Composite Waste or Recovered Carbon Fibres. Polymers. 2024; 16(20):2922. https://doi.org/10.3390/polym16202922
Chicago/Turabian StyleZolfaghari, Ehsan, Giulia Infurna, Sabina Alessi, Clelia Dispenza, and Nadka Tz. Dintcheva. 2024. "Sustainable Composites from Waste Polypropylene Added with Thermoset Composite Waste or Recovered Carbon Fibres" Polymers 16, no. 20: 2922. https://doi.org/10.3390/polym16202922
APA StyleZolfaghari, E., Infurna, G., Alessi, S., Dispenza, C., & Dintcheva, N. T. (2024). Sustainable Composites from Waste Polypropylene Added with Thermoset Composite Waste or Recovered Carbon Fibres. Polymers, 16(20), 2922. https://doi.org/10.3390/polym16202922