


Development of a UiO-66 Based Waterborne Flame-Retardant Coating for PC/ABS Material



Abstract
1. Introduction
2. Experiments
2.1. Materials
2.2. Synthesis of UiO-66
2.3. Synthesis of MWCNT@UiO-66
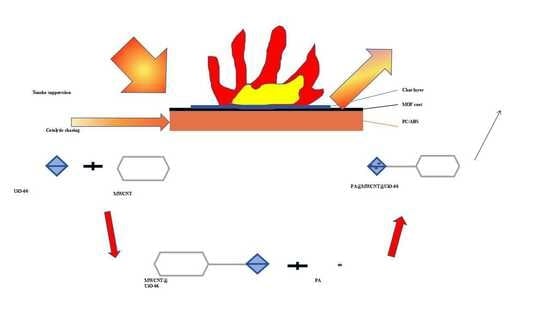
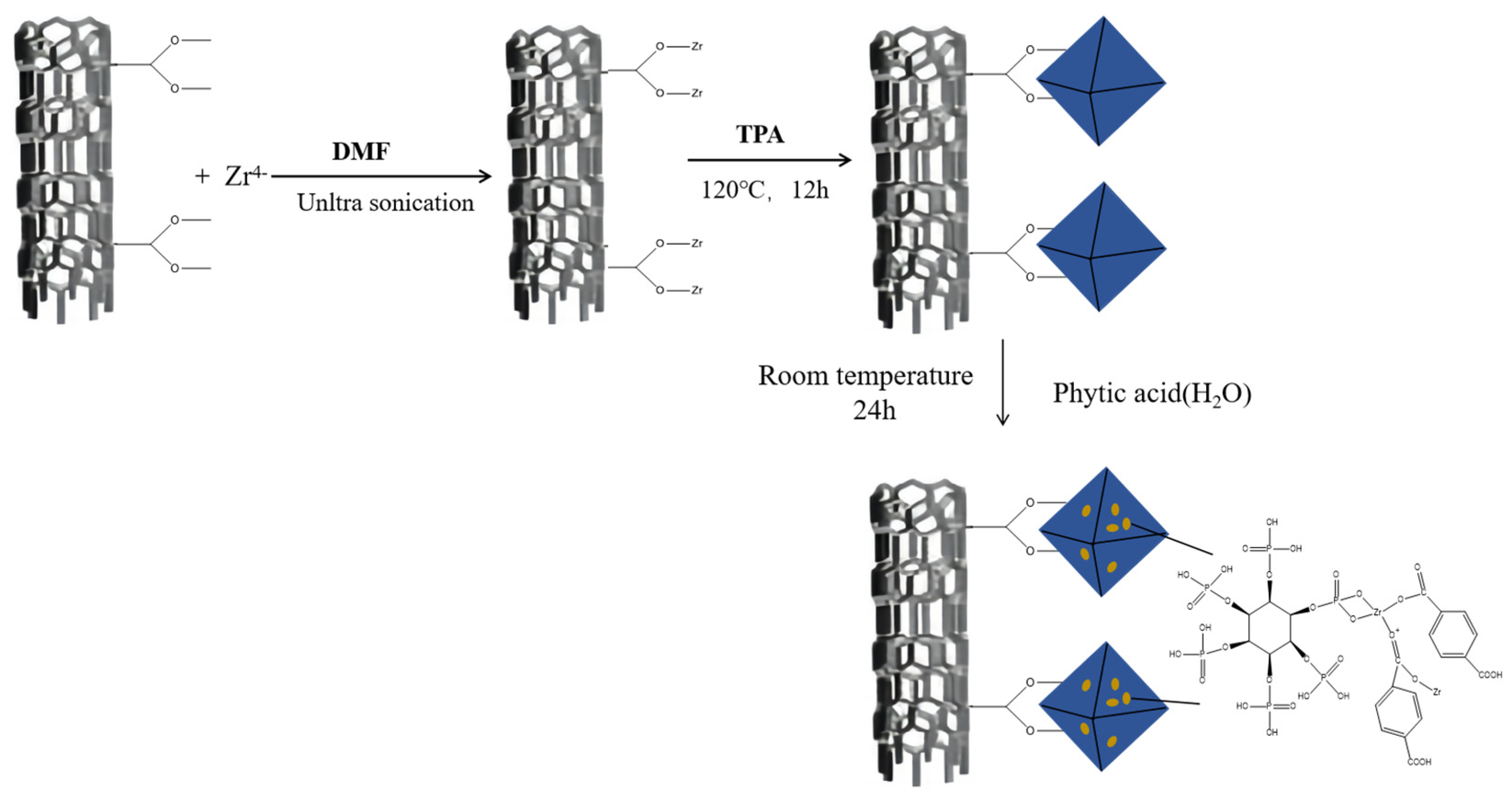
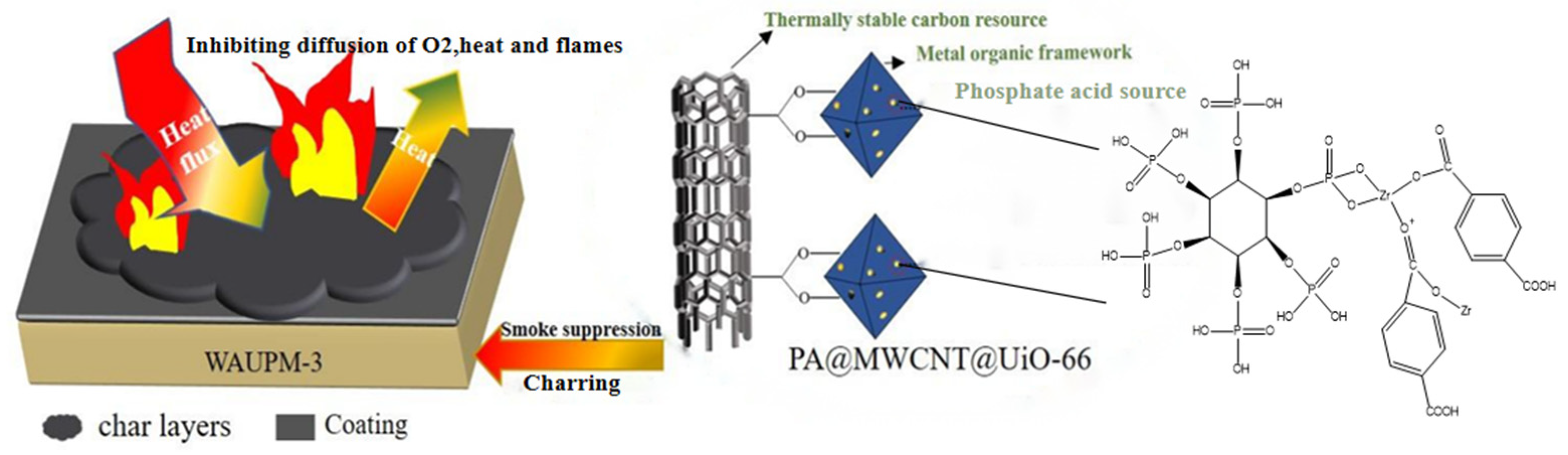
2.4. Synthesis of PA@MWCNT@UiO-66
2.5. Preparation of Aqueous Flame-Retardant Coatings
2.6. Preparation of Flame Resistant PC/ABS
2.7. Characterizations
3. Results and Discussion
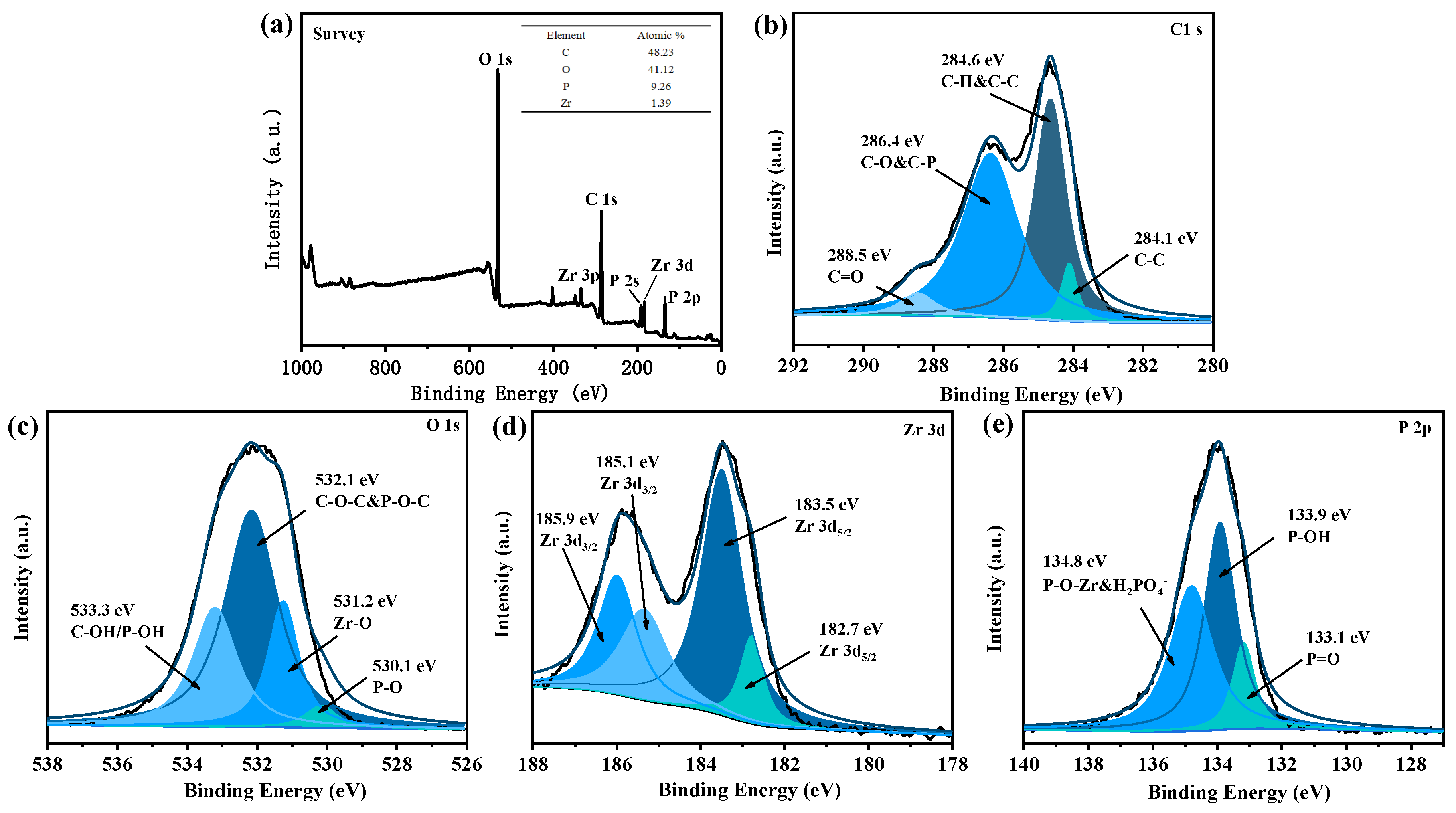
3.1. Structural Analysis of Flame-Retardant UiO-66@PA@MWCNT
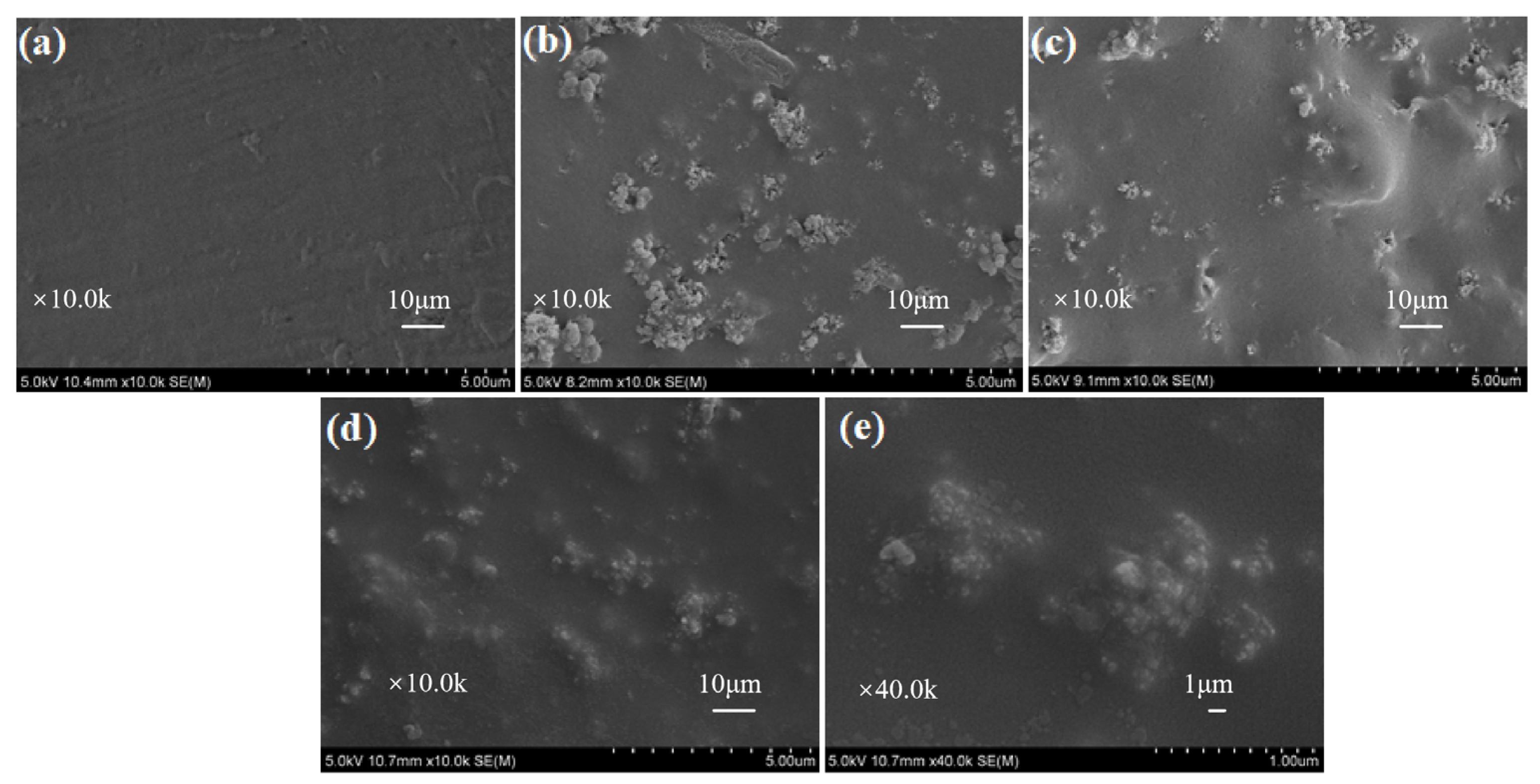
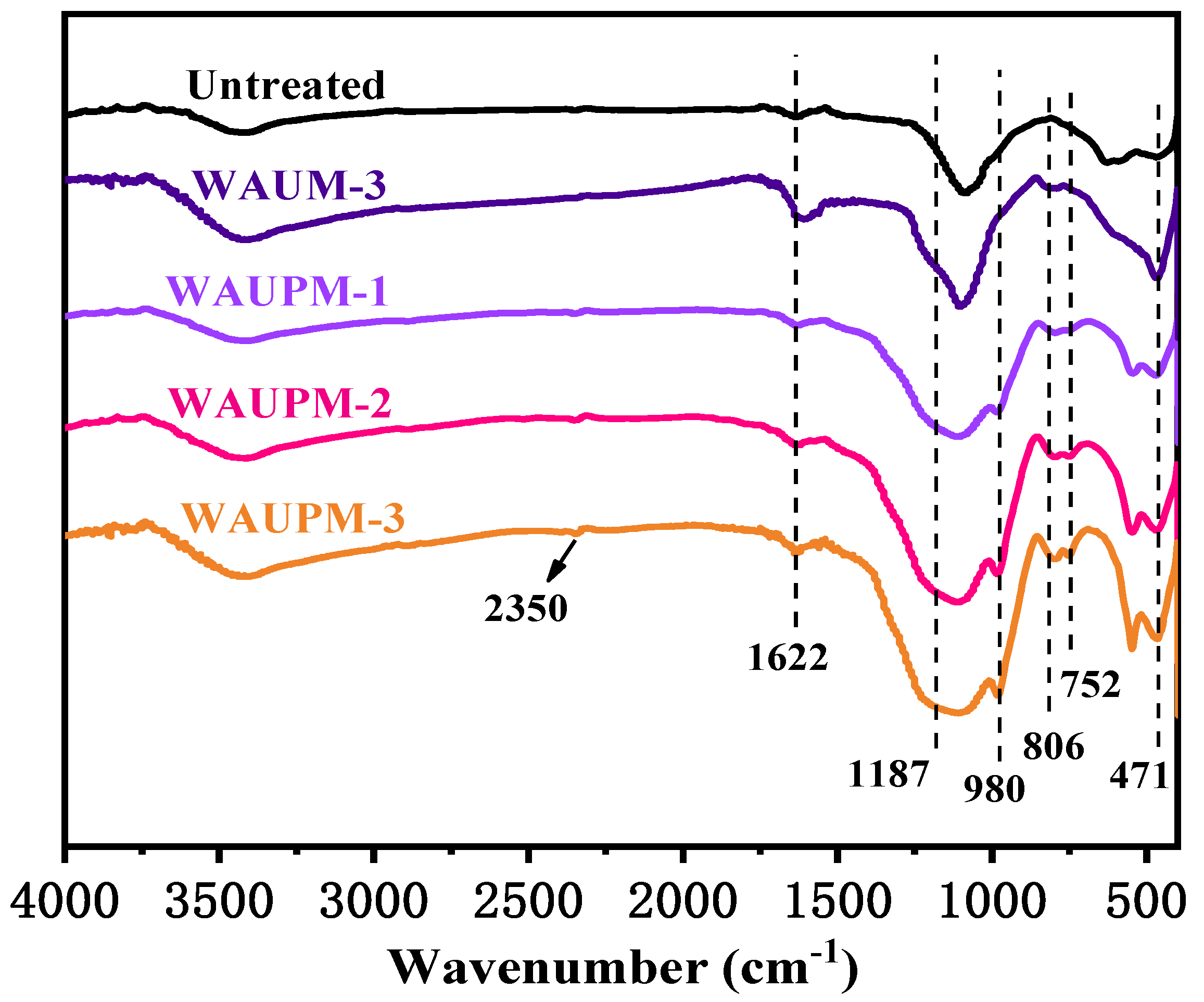
3.2. Structure Analysis of Flame Resistant PC/ABS Coating
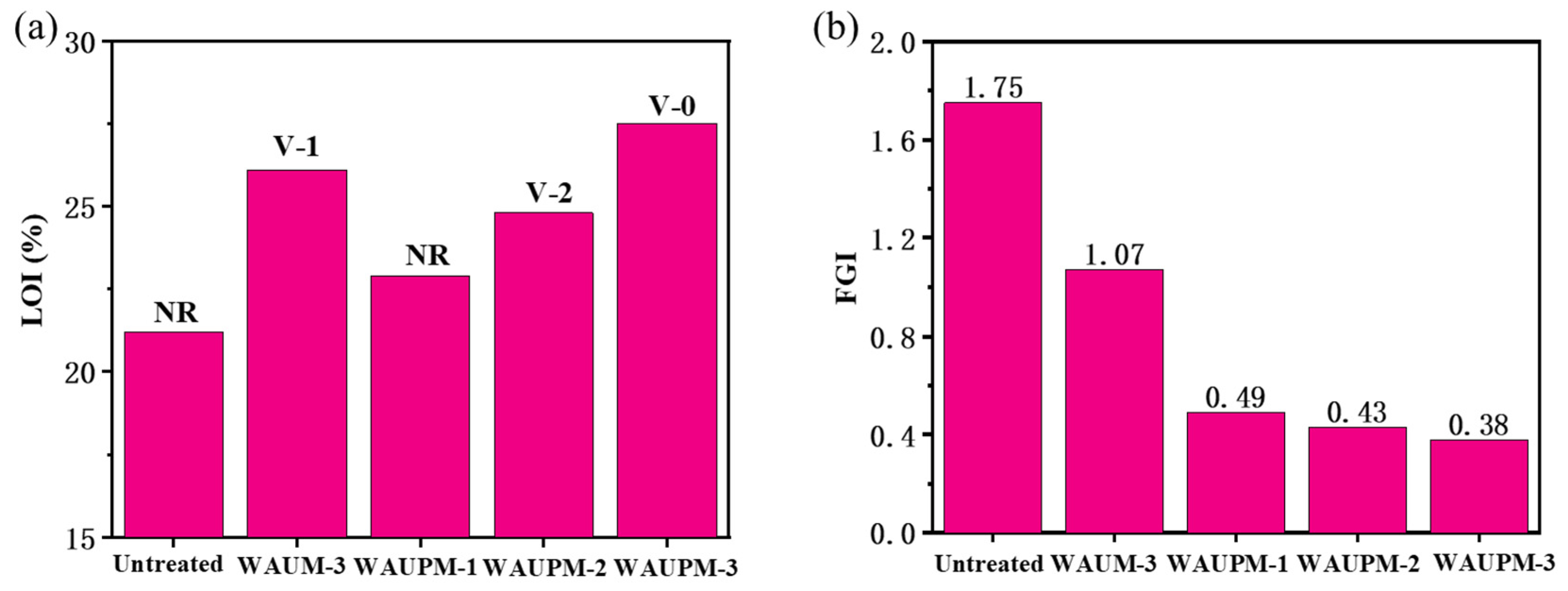
3.3. Performances of Flame Retardant
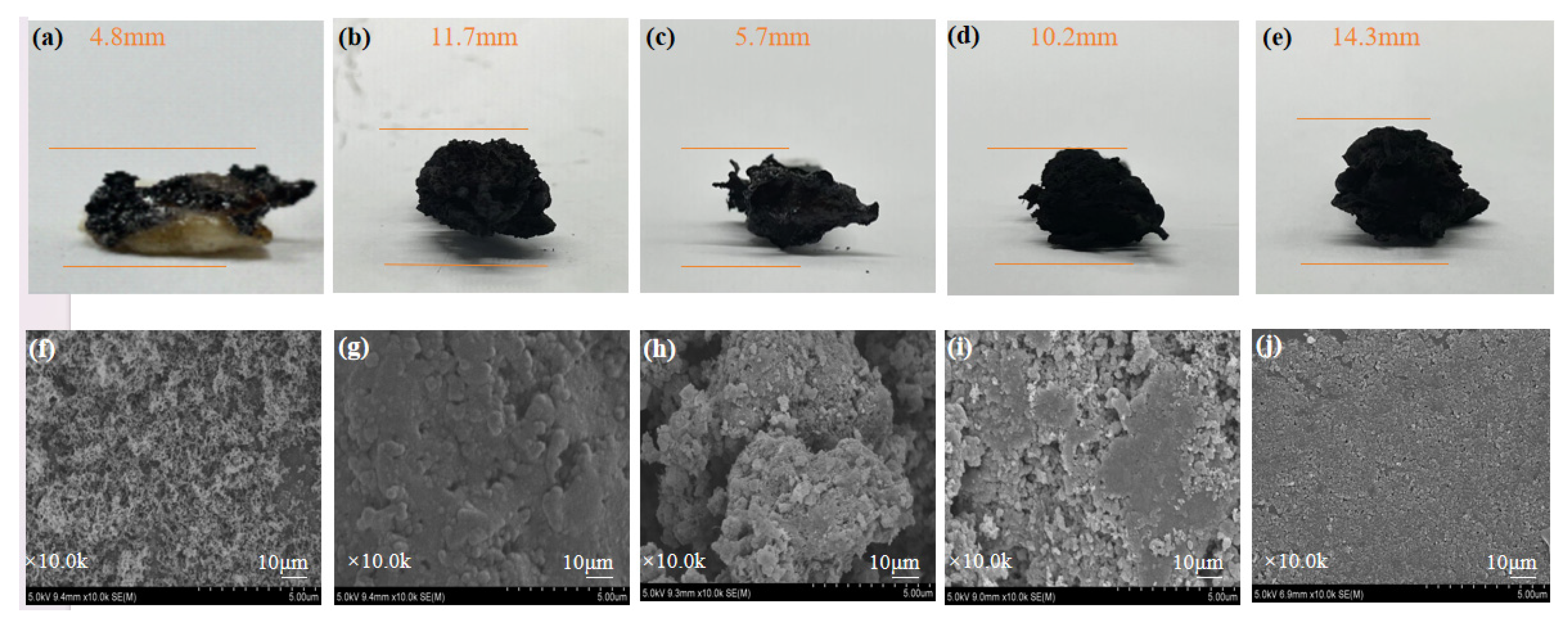
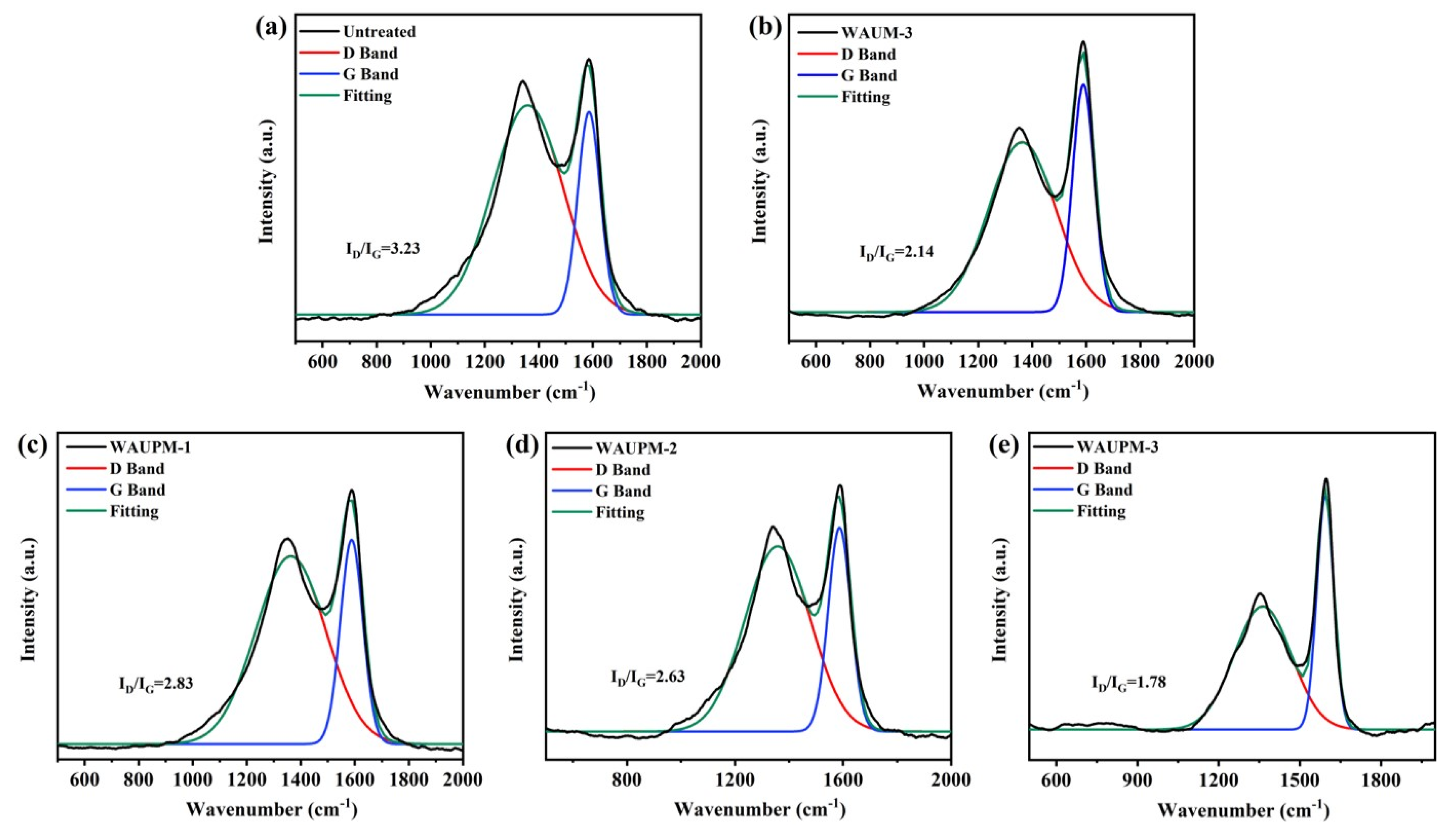
3.4. Mode of Action of Flame Retardant
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Araby, S.; Philips, B.; Meng, Q.S.; Ma, J.; Laoui, T.; Wang, C.H. Recent advances in carbon-based nanomaterials for flame retardant polymers and composites. Compos. Part B Eng. 2021, 212, 29. [Google Scholar] [CrossRef]
- Morgan, A.B. The Future of Flame Retardant Polymers—Unmet Needs and Likely New Approaches. Polym. Rev. 2019, 59, 25–54. [Google Scholar] [CrossRef]
- Chiang, W.Y.; Hu, H.C.H. Phosphate-containing flame-retardant polymers with good compatibility to polypropylene. II. Effect of the flame-retardant polymers on polypropylene. J. Appl. Polym. Sci. 2001, 82, 2399–2403. [Google Scholar] [CrossRef]
- Hirschler, M.M. Flame retardants and heat release: Review of data on individual polymers. Fire Mater. 2015, 39, 232–258. [Google Scholar] [CrossRef]
- Huang, G.B.; Huo, S.Q.; Xu, X.D.; Chen, W.; Jin, Y.X.; Li, R.R.; Song, P.A.; Wang, H. Realizing simultaneous improvements in mechanical strength, flame retardancy and smoke suppression of ABS nanocomposites from multifunctional graphene. Compos. Part B Eng. 2019, 177, 10. [Google Scholar] [CrossRef]
- Kim, C.; Lee, J.; Yoon, H.; Suhr, J. High Flame Retardancy and High-strength of Polymer Composites with Synergistically Reinforced MOSw and EG. Compos. Res. 2022, 35, 359–364. [Google Scholar] [CrossRef]
- Zhao, S.K.; Chen, X.Y.; Zhou, Y.; Zhao, B.; Hu, Q.; Chen, S.T.; Pan, K. Molecular design of reactive flame retardant for preparing biobased flame retardant polyamide 56. Polym. Degrad. Stab. 2023, 207, 12. [Google Scholar] [CrossRef]
- Feng, Y.Z.; Hu, J.; Xue, Y.; He, C.G.; Zhou, X.P.; Xie, X.L.; Ye, Y.S.; Mai, Y.W. Simultaneous improvement in the flame resistance and thermal conductivity of epoxy/Al2O3 composites by incorporating polymeric flame retardant-functionalized graphene. J. Mater. Chem. A 2017, 5, 13544–13556. [Google Scholar] [CrossRef]
- Geoffroy, L.; Samyn, F.; Jimenez, M.; Bourbigot, S. Intumescent Polymer Metal Laminates for Fire Protection. Polymers 2018, 10, 995. [Google Scholar] [CrossRef] [PubMed]
- Wu, J.N.; Chen, L.; Fu, T.; Zhao, H.B.; Guo, D.M.; Wang, X.L.; Wang, Y.Z. New application for aromatic Schiff base: High efficient flame-retardant and anti-dripping action for polyesters. Chem. Eng. J. 2018, 336, 622–632. [Google Scholar] [CrossRef]
- Lu, H.D.; Song, L.; Hu, Y.A. A review on flame retardant technology in China. Part II: Flame retardant polymeric nanocomposites and coatings. Polym. Adv. Technol. 2011, 22, 379–394. [Google Scholar] [CrossRef]
- Andrzejewski, J.; Mohanty, A.K.; Misra, M. Development of hybrid composites reinforced with biocarbon/carbon fiber system. The comparative study for PC, ABS and PC/ABS based materials. Compos. Part B Eng. 2020, 200, 13. [Google Scholar] [CrossRef]
- Liu, Y.C.; Xu, W.Z.; Chen, R.; Cheng, C.M.; Hu, Y.Z. Effect of different zeolitic imidazolate frameworks nanoparticle-modified beta-FeOOH rods on flame retardancy and smoke suppression of epoxy resin. J. Appl. Polym. Sci. 2021, 138, 16. [Google Scholar] [CrossRef]
- Pan, Y.T.; Zhang, Z.D.; Yang, R.J. The rise of MOFs and their derivatives for flame retardant polymeric materials: A critical review. Compos. Part B Eng. 2020, 199, 15. [Google Scholar] [CrossRef]
- Nabipour, H.; Wang, X.; Song, L.; Hu, Y. Metal-organic frameworks for flame retardant polymers application: A critical review. Compos. Part A Appl. Sci. Manuf. 2020, 139, 10. [Google Scholar] [CrossRef]
- Huang, R.; Guo, X.Y.; Ma, S.Y.; Xie, J.X.; Xu, J.Z.; Ma, J. Novel Phosphorus-Nitrogen-Containing Ionic Liquid Modified Metal-Organic Framework as an Effective Flame Retardant for Epoxy Resin. Polymers 2020, 12, 108. [Google Scholar] [CrossRef]
- Gu, L.Q.; Qiu, C.; Qiu, J.H.; Yao, Y.W.; Sakai, E.; Yang, L.T. Preparation and Characterization of DOPO-Functionalized MWCNT and Its High Flame-Retardant Performance in Epoxy Nanocomposites. Polymers 2020, 12, 613. [Google Scholar] [CrossRef]
- Im, J.S.; Lee, S.K.; In, S.J.; Lee, Y.S. Improved flame retardant properties of epoxy resin by fluorinated MMT/MWCNT additives. J. Anal. Appl. Pyrolysis 2010, 89, 225–232. [Google Scholar] [CrossRef]
- Yu, T.; Jiang, N.; Li, Y. Functionalized multi-walled carbon nanotube for improving the flame retardancy of ramie/poly(lactic acid) composite. Compos. Sci. Technol. 2014, 104, 26–33. [Google Scholar] [CrossRef]
- GB/T2408-2008; Plastics—Determination of Burning Characteristics—Horizontal and Vertical Test. National Standardization Technical Committee Plastic: Beijing, China, 2008.
- GB/T2406.2-2009; Plastics—Determination of Burning Behaviour by Oxygen Index—Part 2: Ambient—Temperature Test. National Standardization Technical Committee Plastic: Beijing, China, 2009.
- ASTM D7309; Standard Test Method for Determining Flammability Characteristics of Plastics and Other Solid Materials Using Microscale Combustion Calorimetry. ASTM International: West Conshohocken, PA, USA, 2019.
- Ma, J.; Guo, X.Y.; Ying, Y.P.; Liu, D.H.; Zhong, C.L. Composite ultrafiltration membrane tailored by MOF@GO with highly improved water purification performance. Chem. Eng. J. 2017, 313, 890–898. [Google Scholar] [CrossRef]
- Howell, B.A. Thermal Degradation of Organophosphorus Flame Retardants. Polymers 2022, 14, 4929. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Solid Content (wt%) | Water-Based Acrylic Adhesive (g) | UiO-66 (g) | MWCNT @UiO-66 (g) | PA@MWCNT @UiO-66 (g) | SiO2 (g) | H2O (g) |
|---|---|---|---|---|---|---|---|
| WA | 41.9 | 2 | 0 | 0 | 0 | 0 | 0.34 |
| WAU | 41.9 | 2 | 1 | 0 | 0 | 0.2 | 2 |
| WAUM | 41.9 | 2 | 0 | 1 | 0 | 0.2 | 2 |
| WAUPM | 41.9 | 2 | 0 | 0 | 1 | 0.2 | 2 |
| Sample * | WAU | WAUM | WAUPM | Coating Thickness (μm) |
|---|---|---|---|---|
| Untreated | × | × | × | 0 |
| WAU-3 | √ | × | × | 750 |
| WAUM-3 | × | √ | × | 750 |
| WAUPM-1 | × | × | √ | 250 |
| WAUPM-2 | × | × | √ | 500 |
| WAUPM-3 | × | × | √ | 750 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, S.; Zeng, Y.; Bi, W.; Zhuo, H.; Zhong, H. Development of a UiO-66 Based Waterborne Flame-Retardant Coating for PC/ABS Material. Polymers 2024, 16, 275. https://doi.org/10.3390/polym16020275
Chen S, Zeng Y, Bi W, Zhuo H, Zhong H. Development of a UiO-66 Based Waterborne Flame-Retardant Coating for PC/ABS Material. Polymers. 2024; 16(2):275. https://doi.org/10.3390/polym16020275
Chicago/Turabian StyleChen, Shaojun, Youhan Zeng, Weifeng Bi, Haitao Zhuo, and Haiqiang Zhong. 2024. "Development of a UiO-66 Based Waterborne Flame-Retardant Coating for PC/ABS Material" Polymers 16, no. 2: 275. https://doi.org/10.3390/polym16020275
APA StyleChen, S., Zeng, Y., Bi, W., Zhuo, H., & Zhong, H. (2024). Development of a UiO-66 Based Waterborne Flame-Retardant Coating for PC/ABS Material. Polymers, 16(2), 275. https://doi.org/10.3390/polym16020275