
Experimental Investigation into the Mechanical and Piezoresistive Sensing Properties of Recycled Carbon-Fiber-Reinforced Polymer Composites for Self-Sensing Applications



Abstract
1. Introduction
2. Experimental Procedure
2.1. Materials
2.2. Sample Preparation
2.3. Methodology
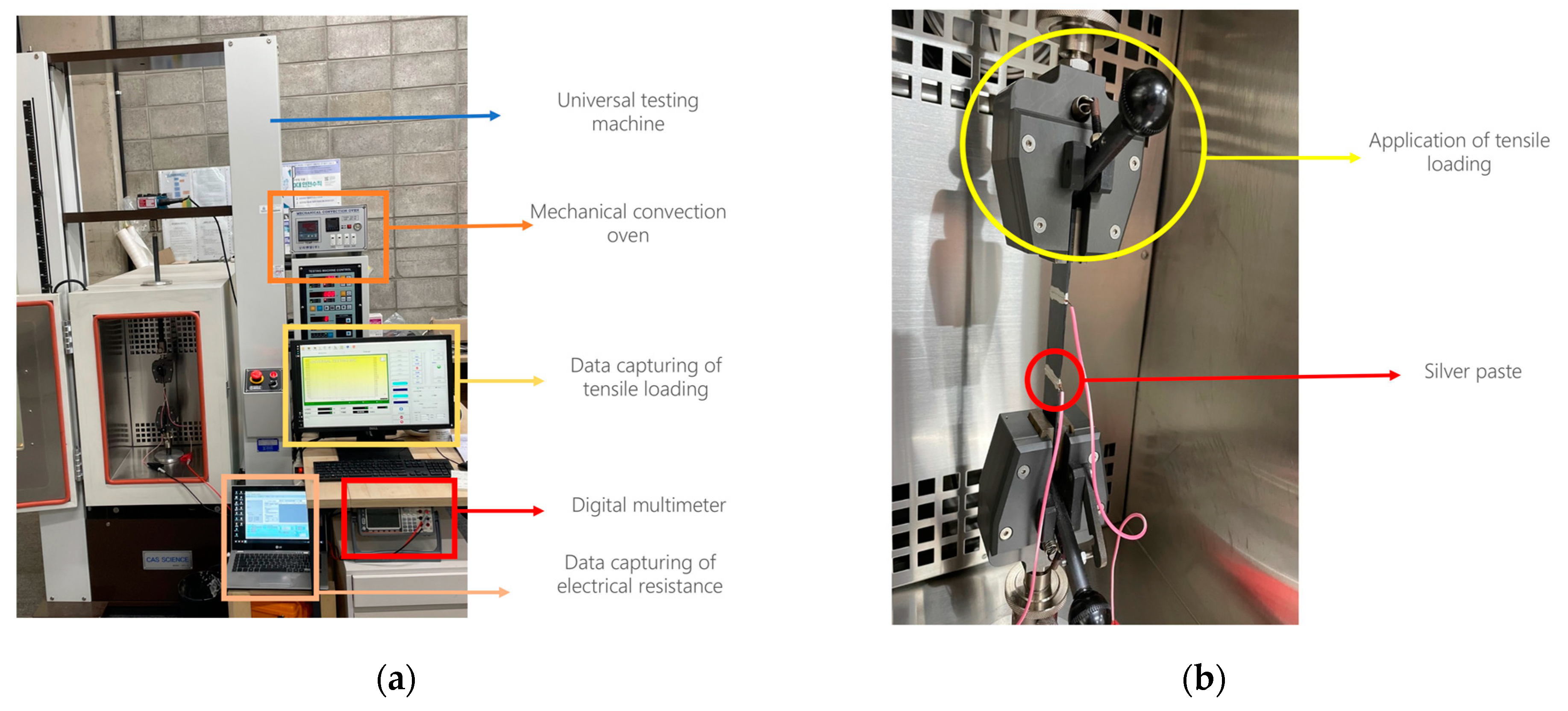
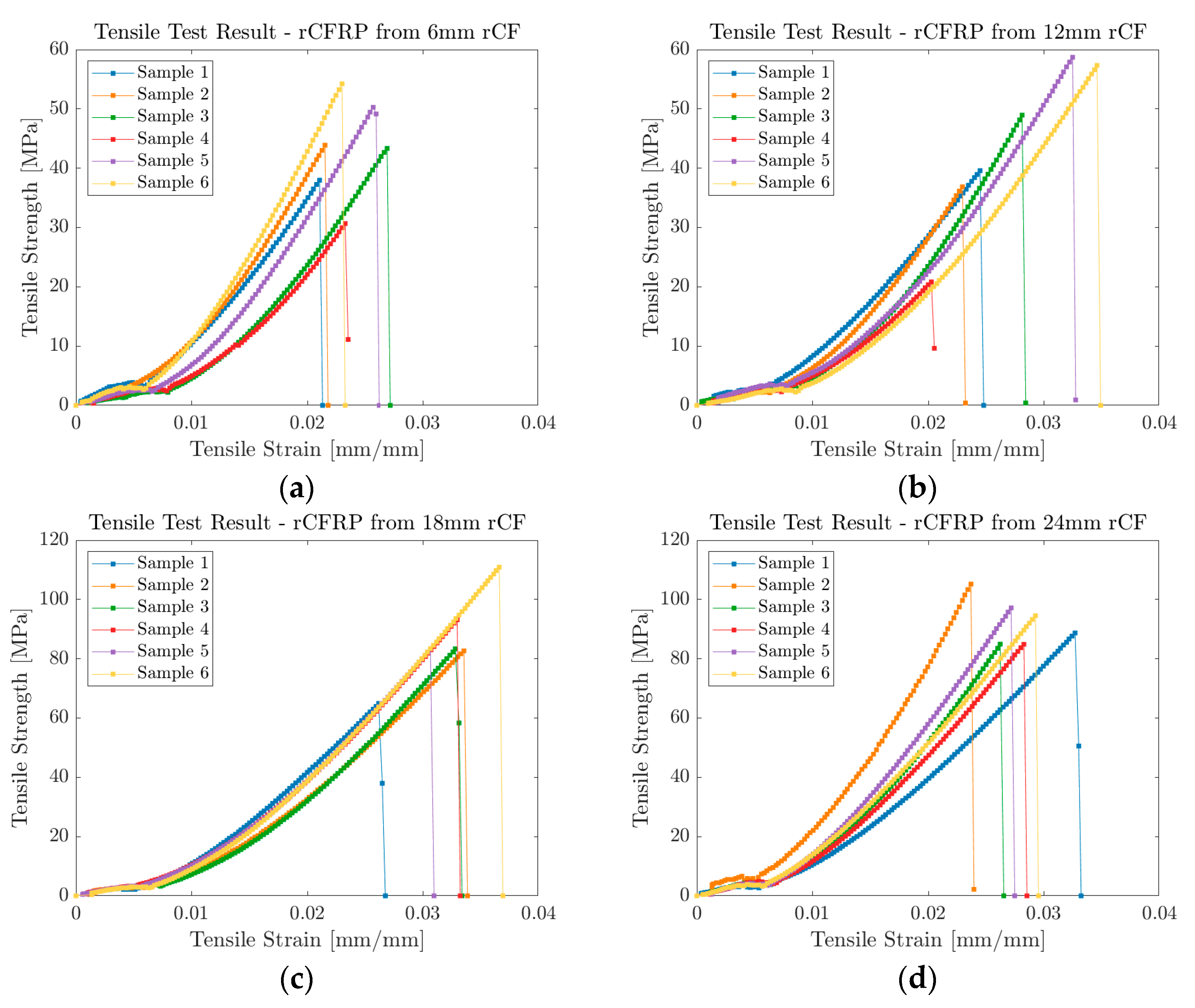
2.3.1. Uniaxial Tensile Test
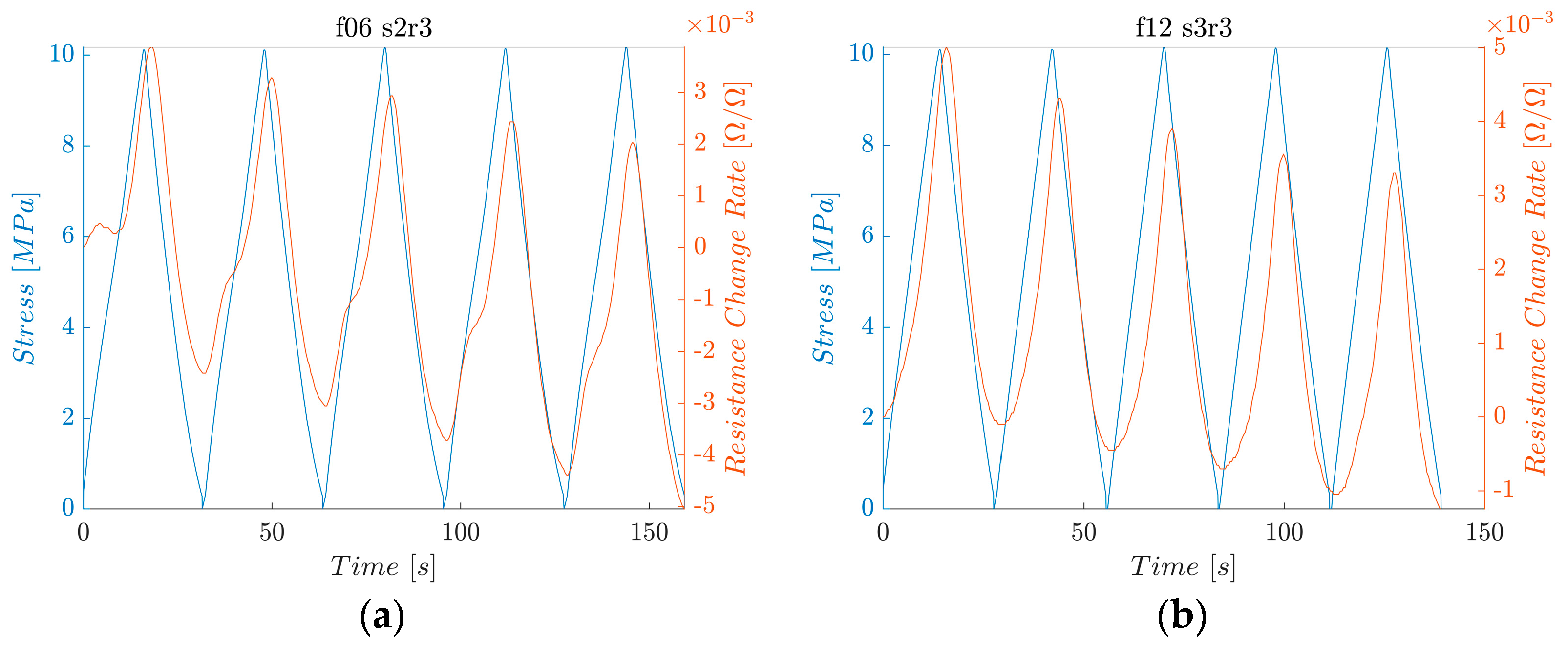
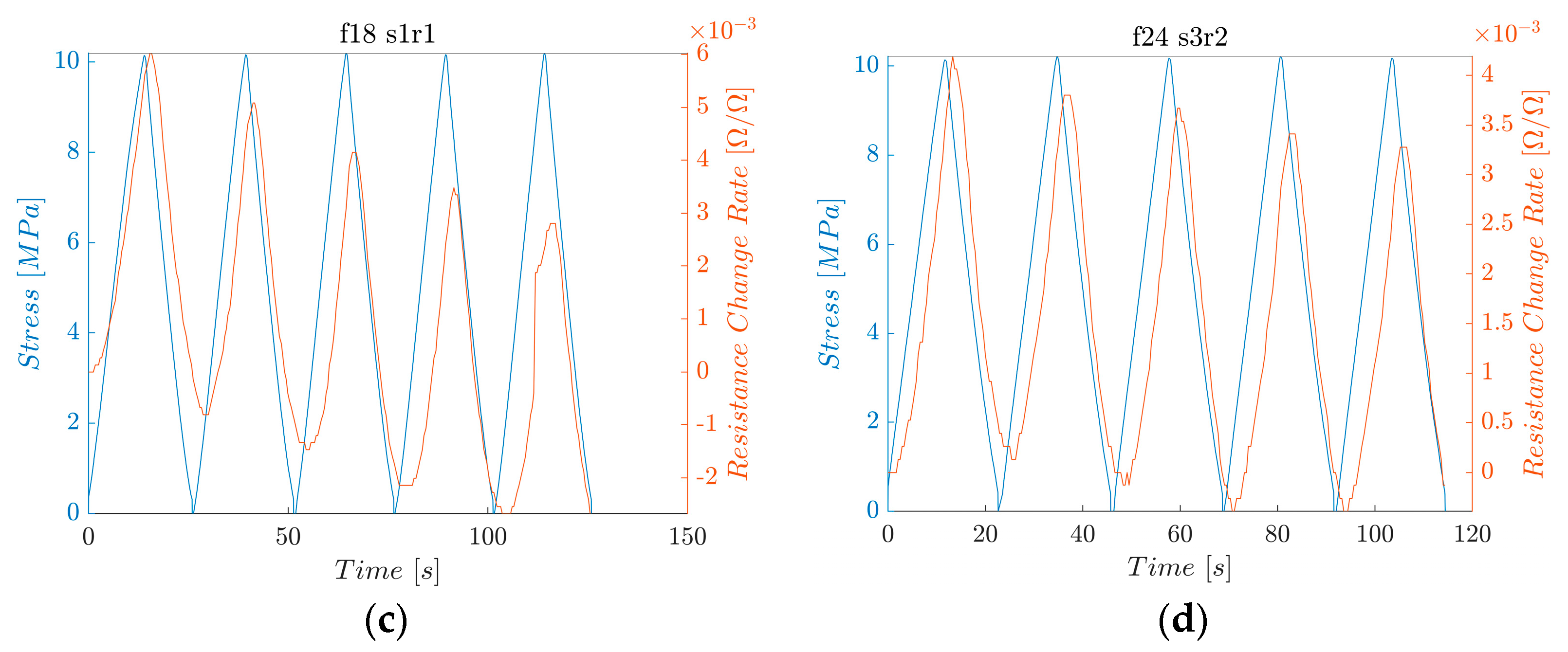
2.3.2. Piezoresistive Sensing Performance Test
3. Results and Discussion
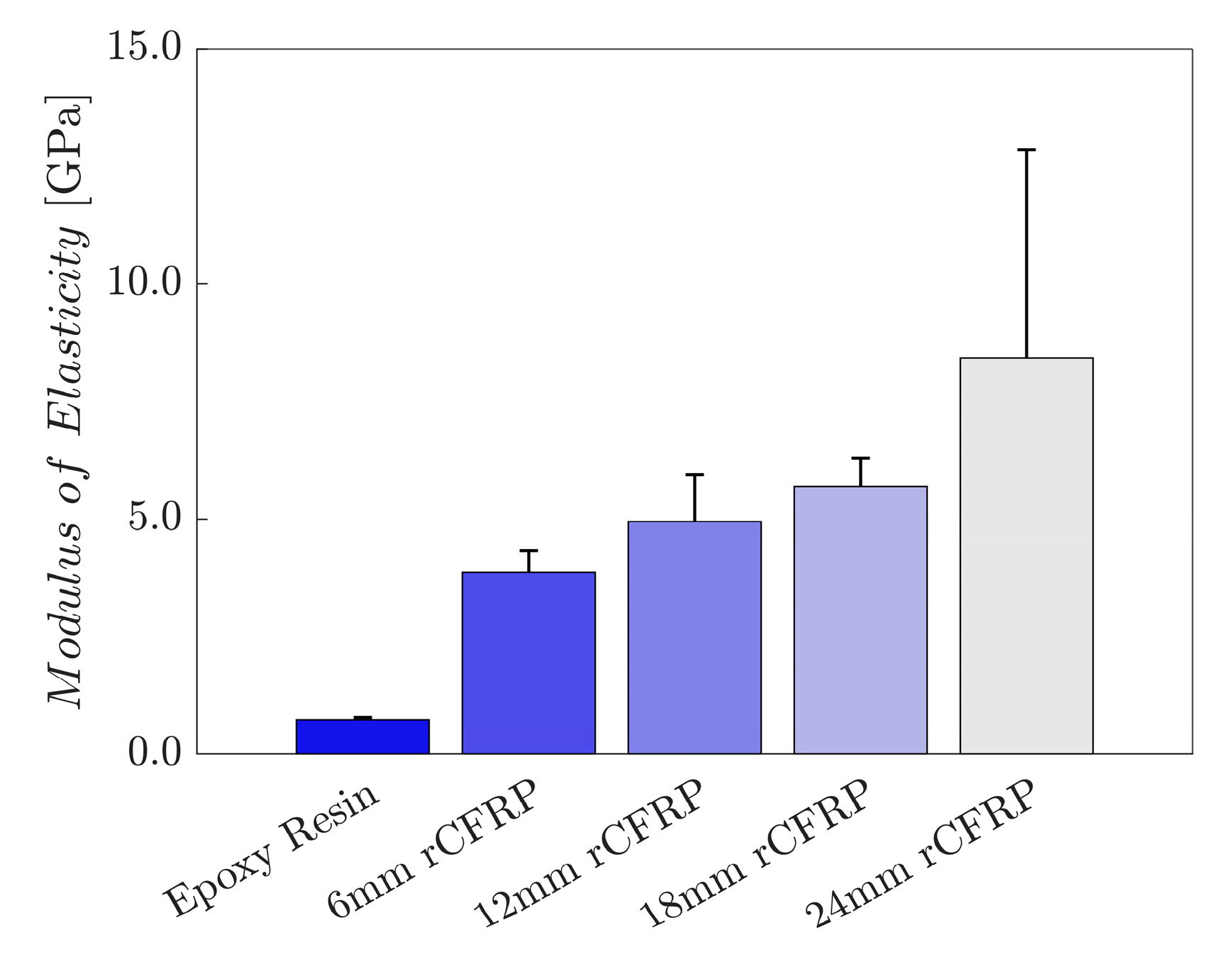
3.1. Mechanical Properties
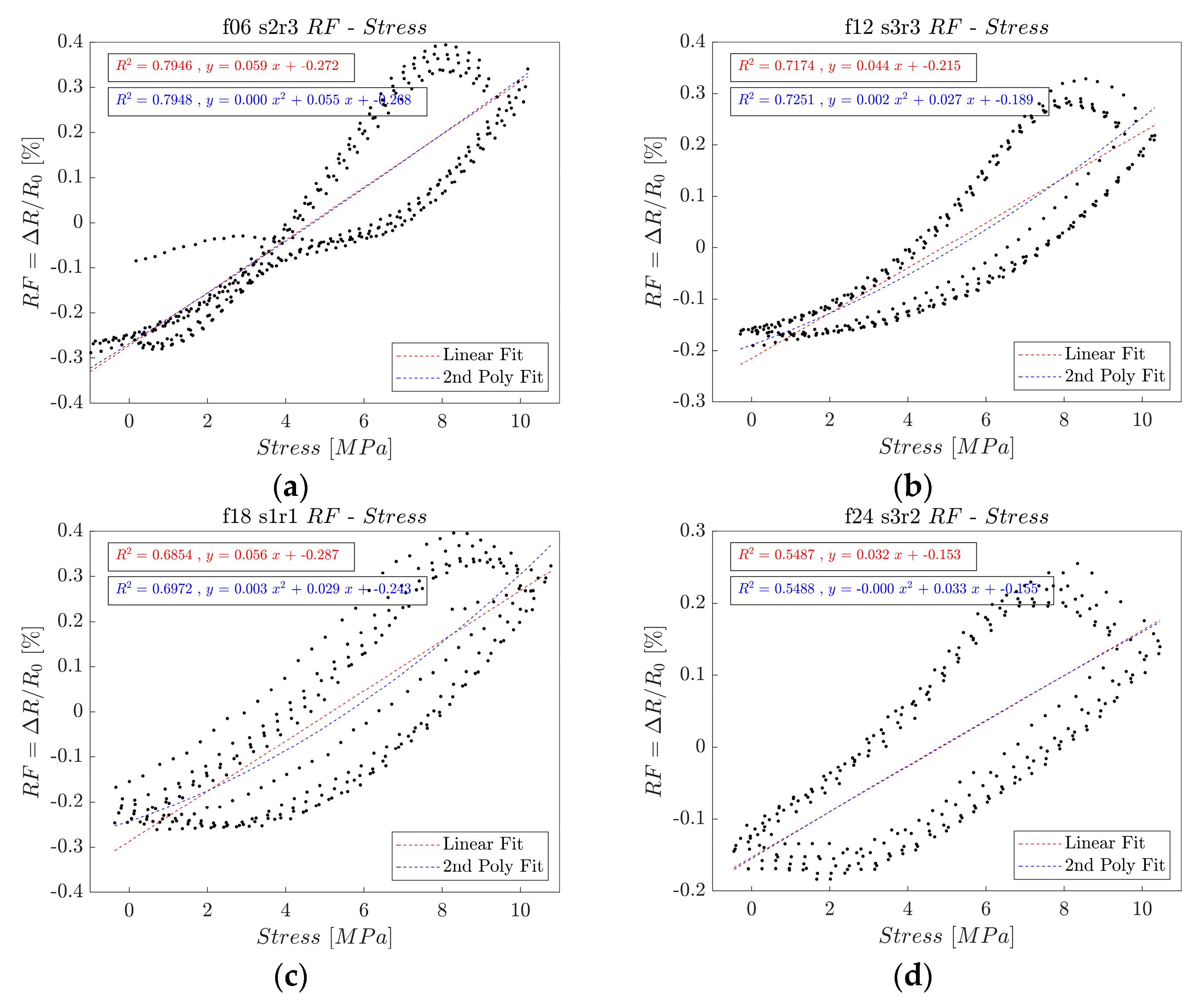
3.2. Piezoresistive Electrical Properties
3.2.1. Initial Electrical Resistance
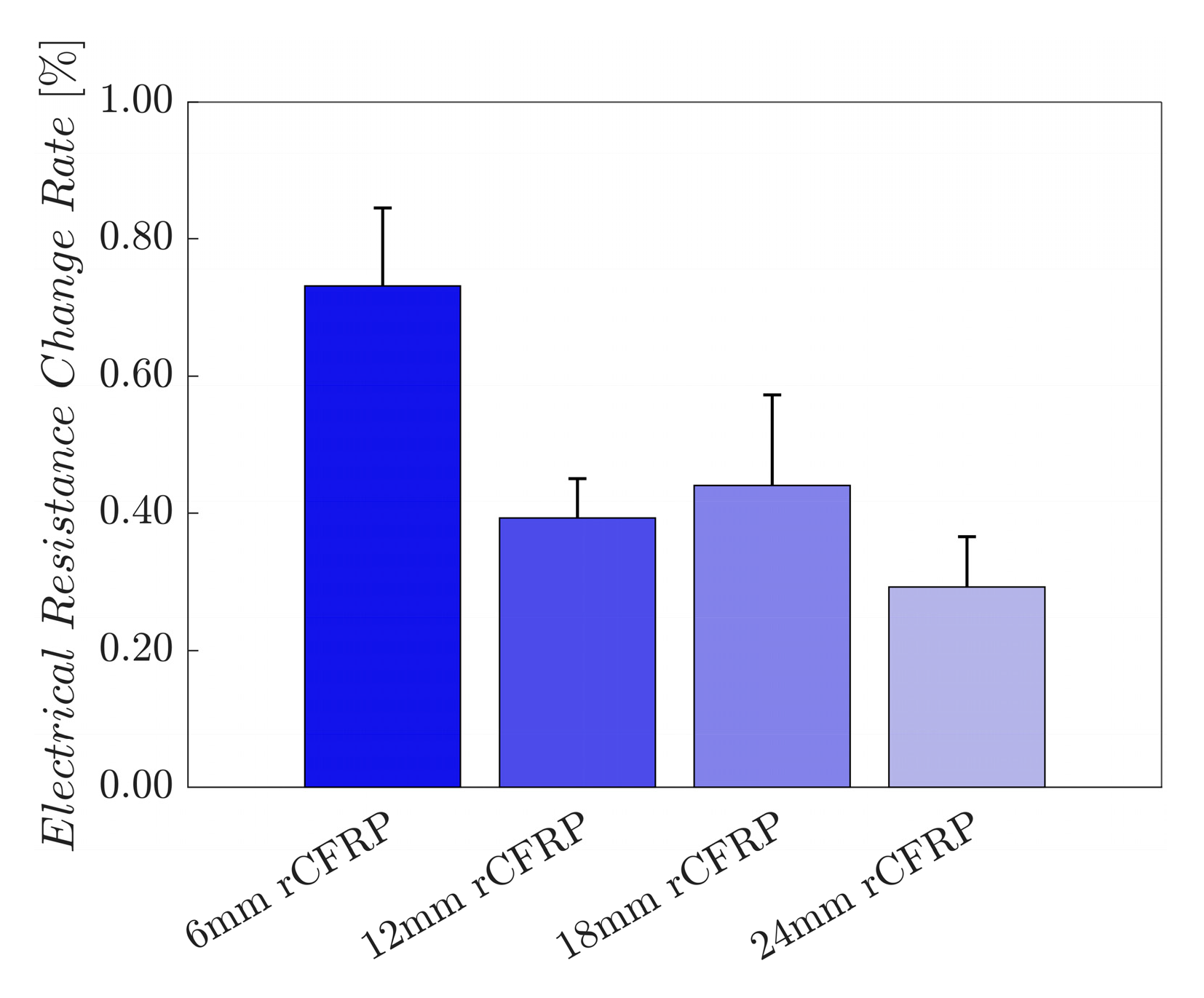
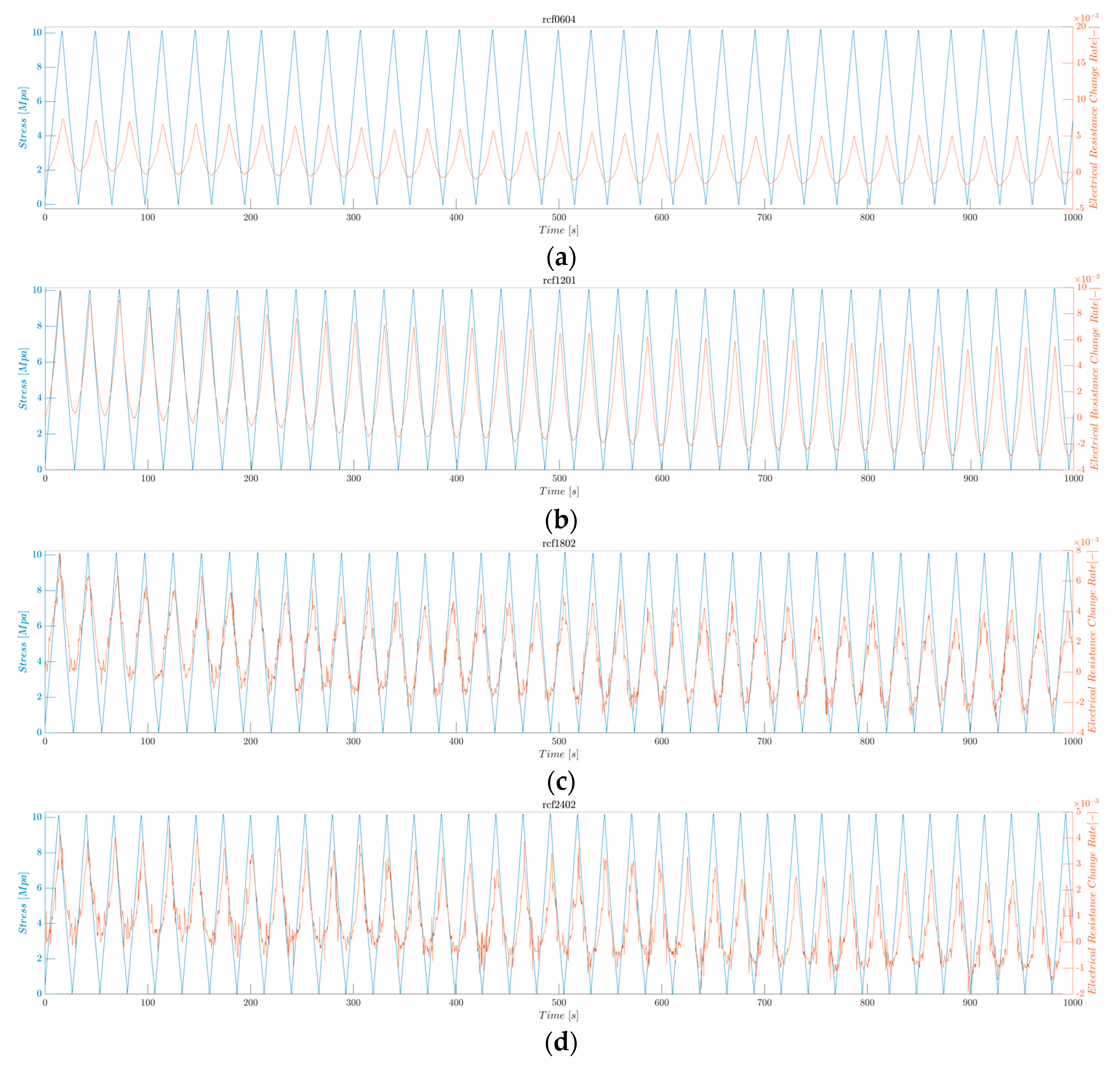
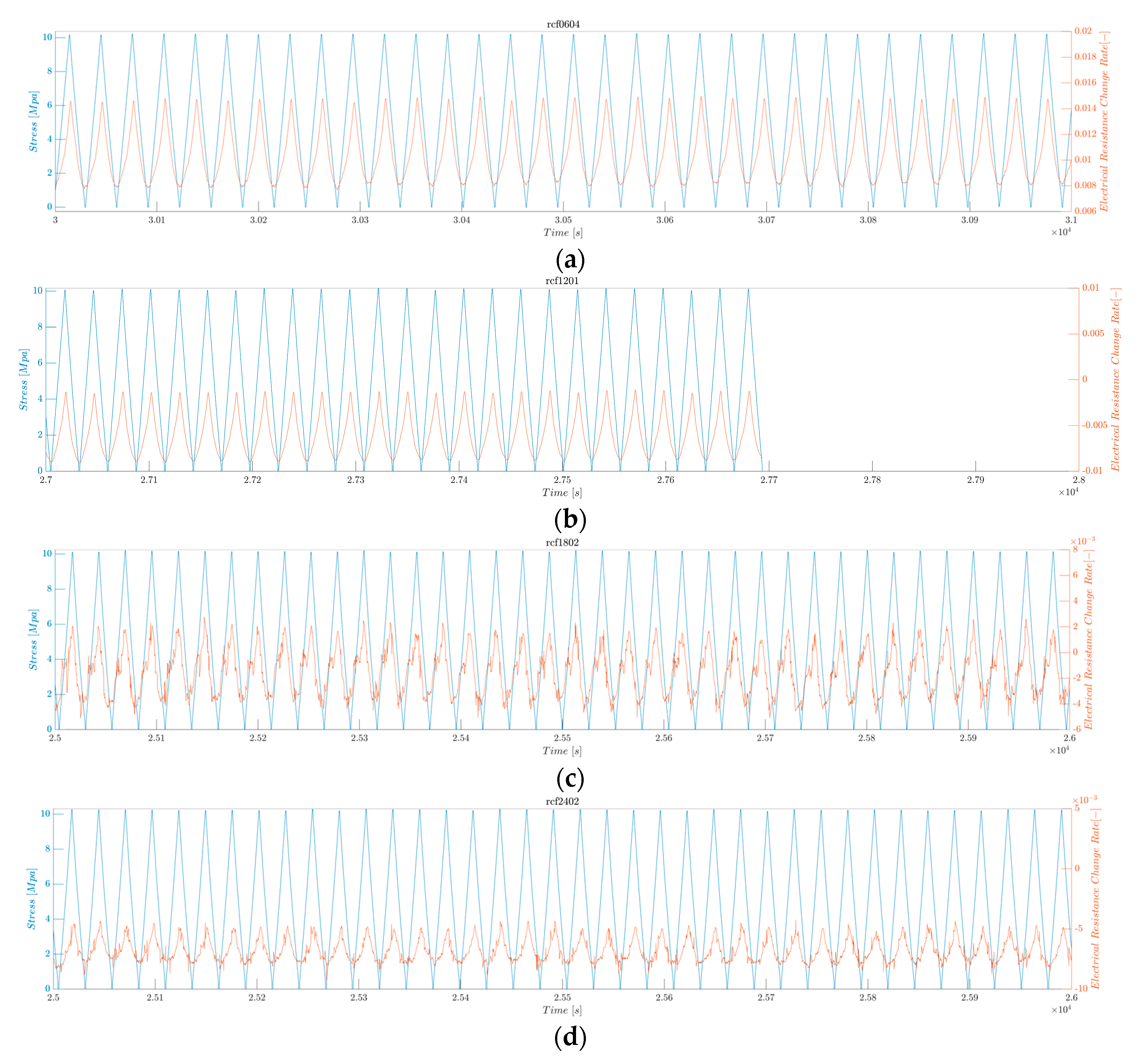
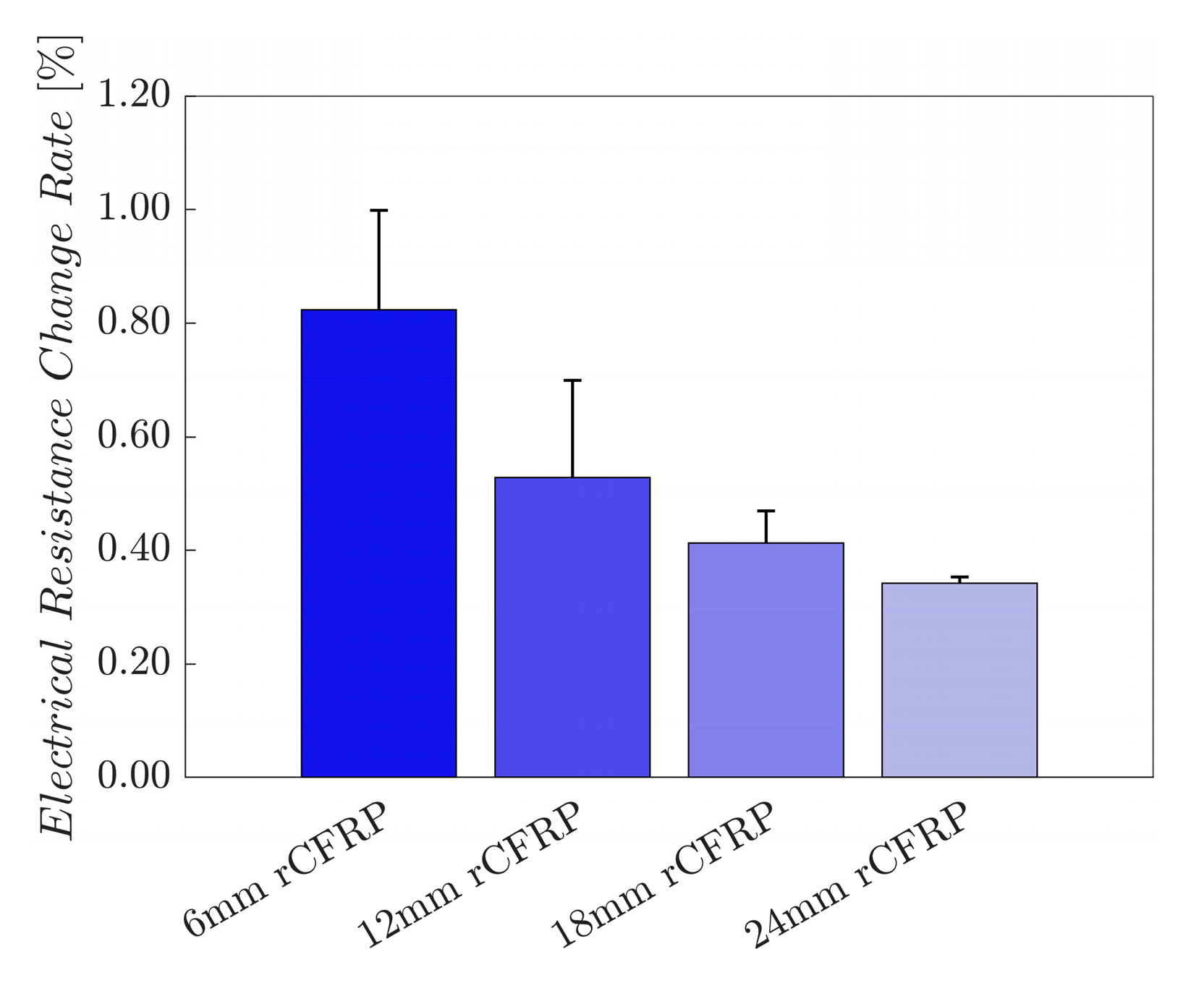
3.2.2. Average Maximum Electrical Resistance Change Rate under Cyclic Loading Test
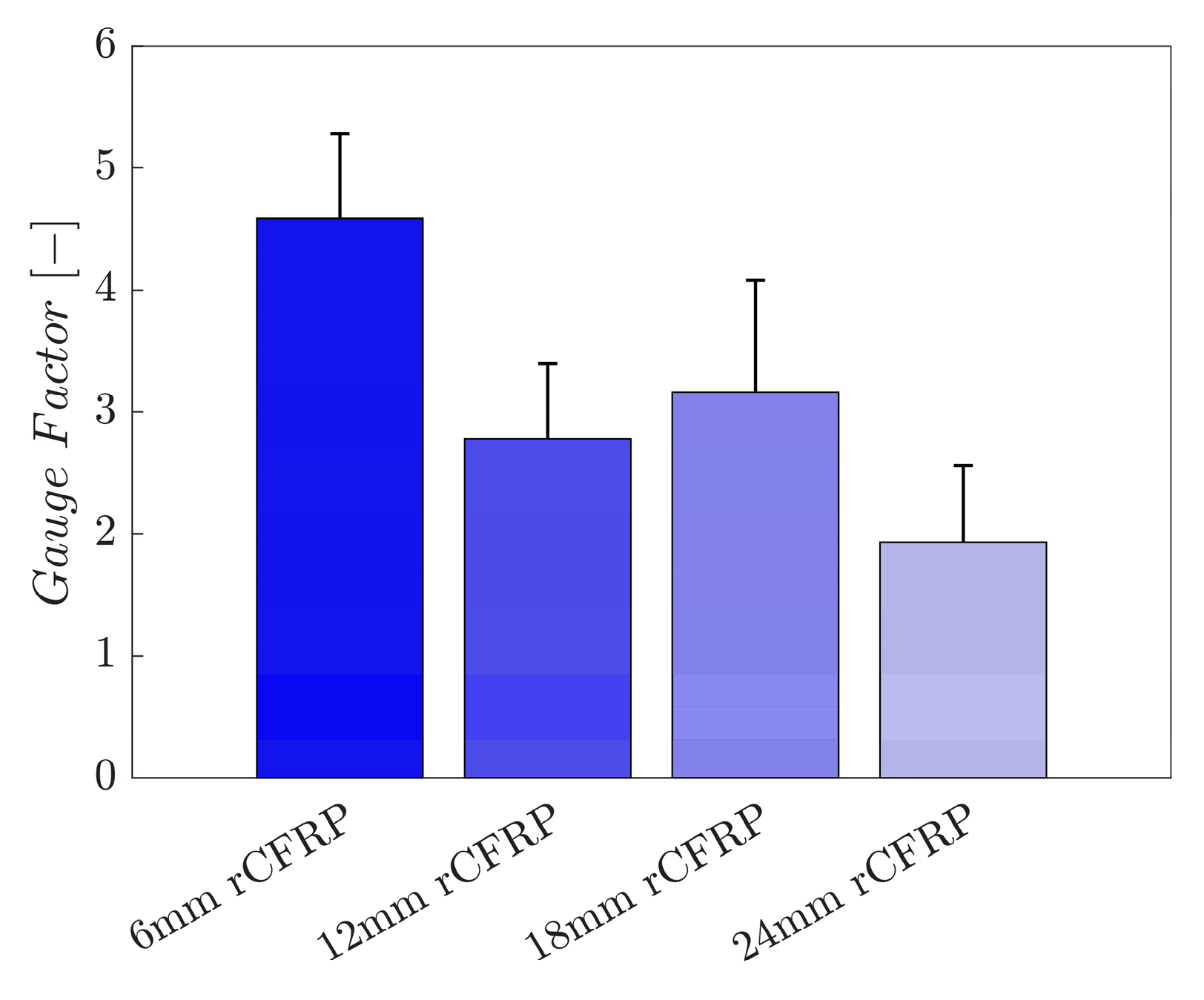
3.2.3. Gauge Factor
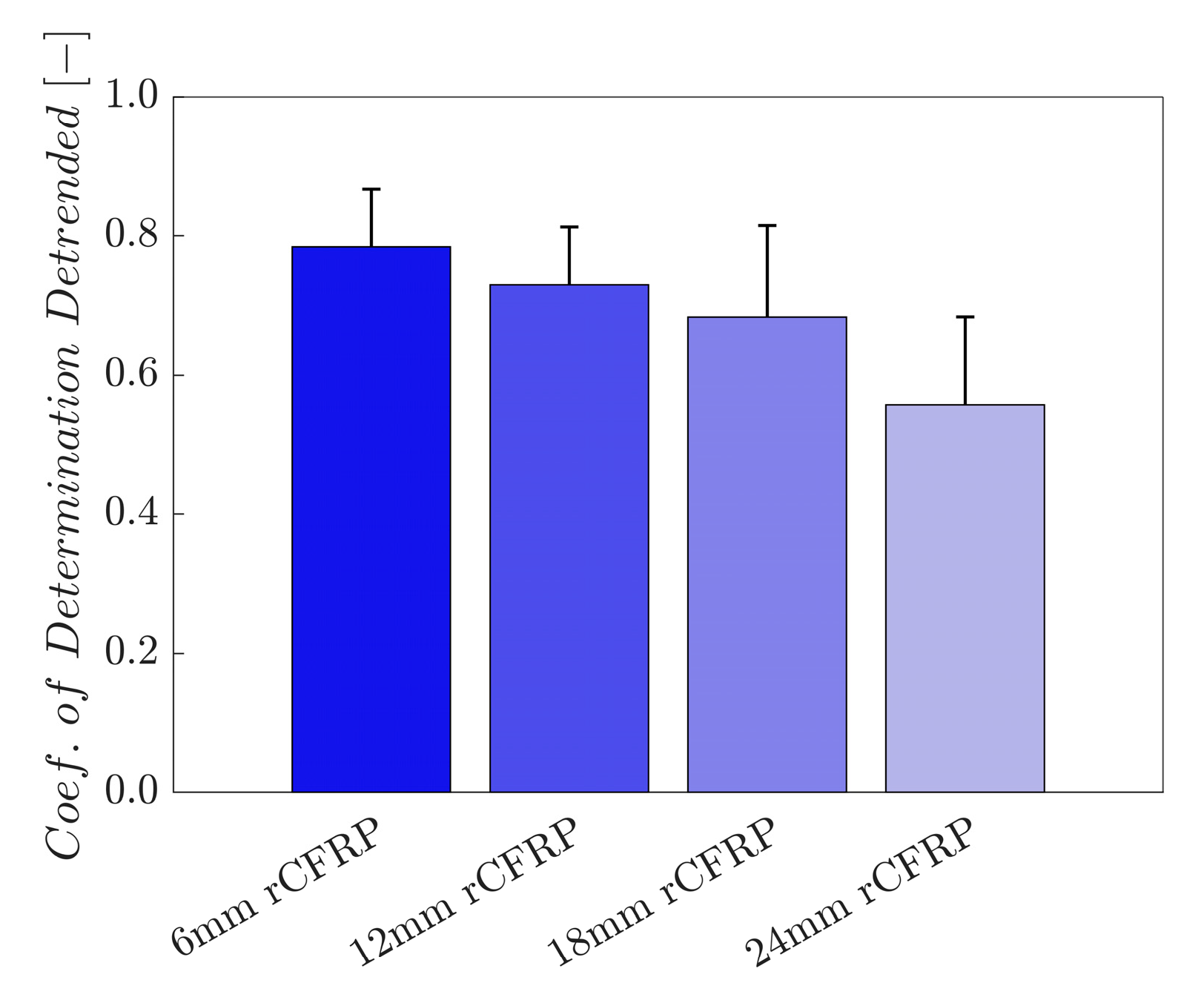
3.2.4. Coefficient of Determination
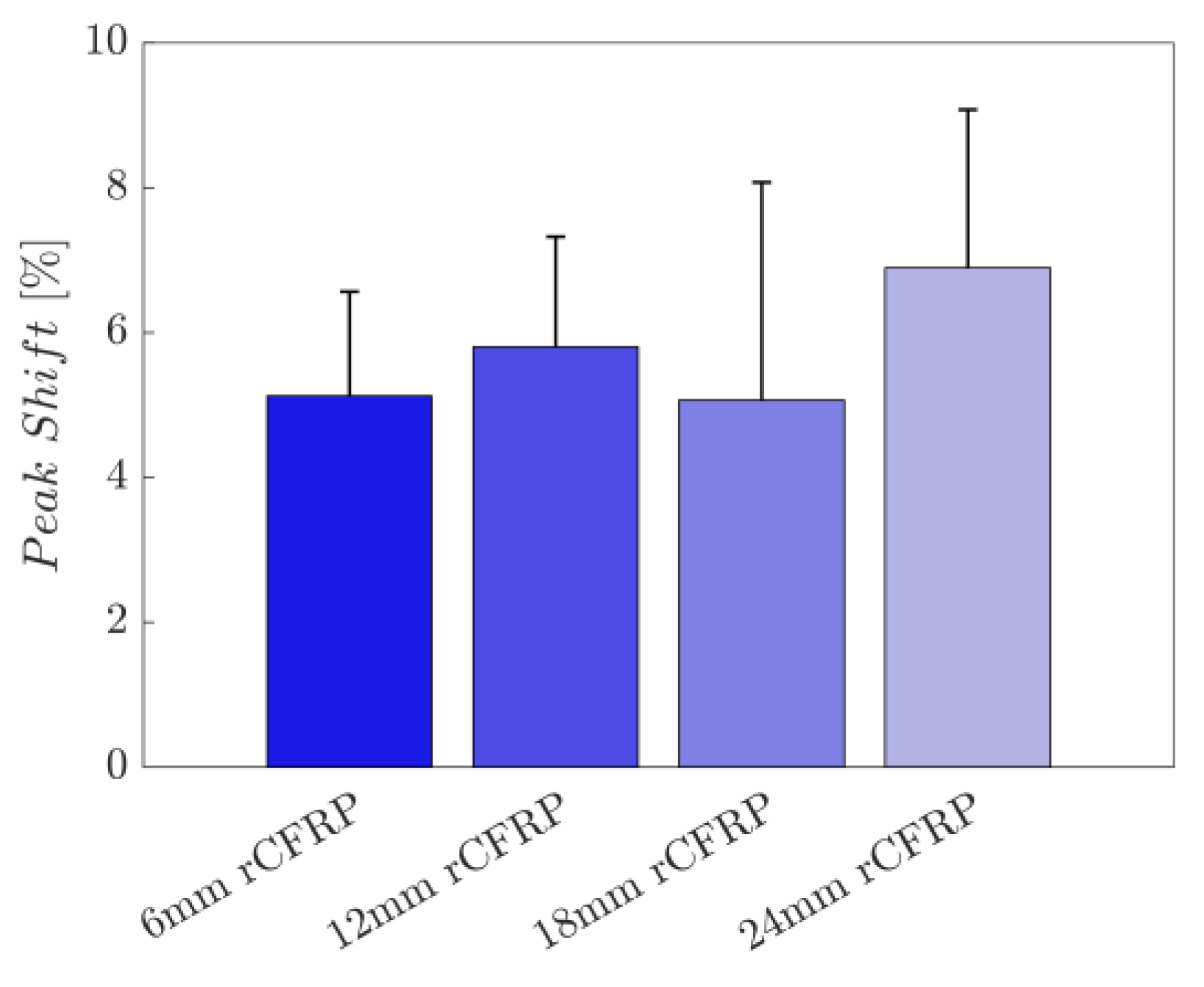
3.2.5. Peak Shift
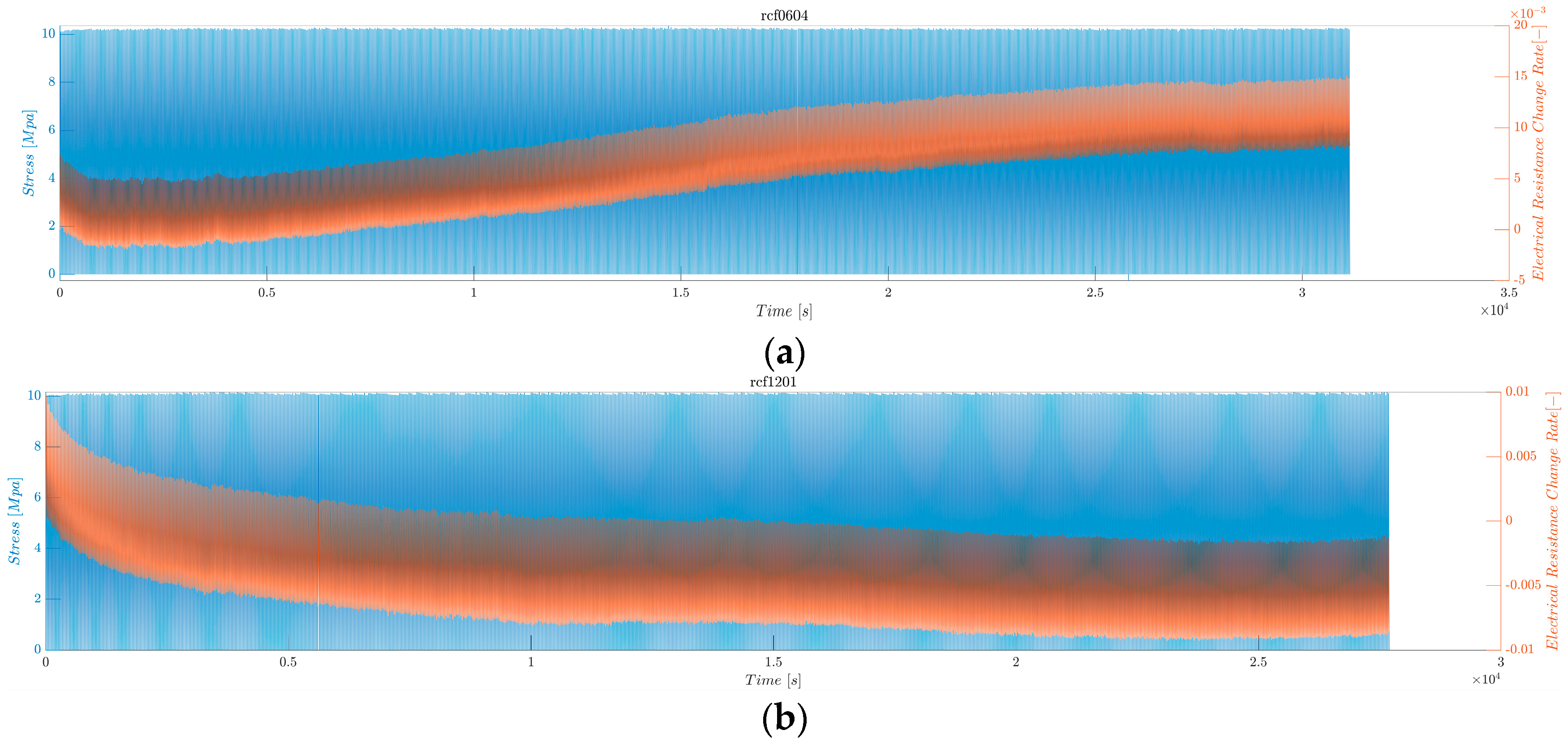
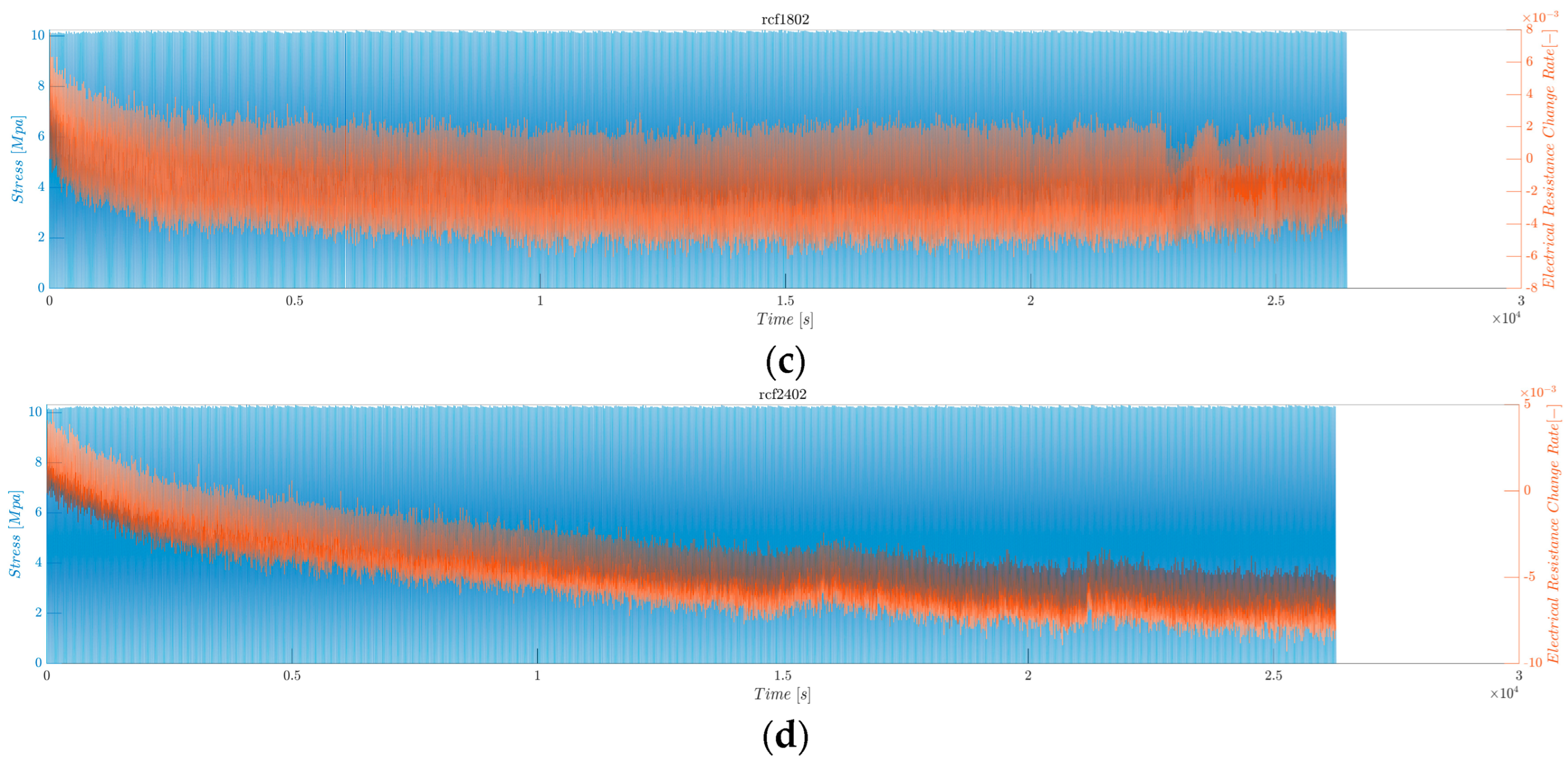
3.2.6. Averaged Maximum Electrical Resistance Change Rate under Low Fatigue Test
4. Concluding Remarks
- rCF incorporation significantly improved the mechanical properties of the EP composites. The 24 mm rCFRP showed greater tensile strength and modulus of elasticity, whereas the 6 mm rCFRP showed inferior results. The fiber length and mechanical properties exhibited a positive proportional relationship.
- Regardless of the fiber length, the incorporated rCFs exhibited piezoresistive behavior. The conductive filler, rCF, forms a conductive network in the insulating EP composites and enables sensing capabilities. Therefore, the rCFRP composites have the potential to be used as self-sensing structural materials.
- While the 24 mm rCFRP exhibited better electrical conductivity, the 6 mm rCFRP outperformed the piezoresistive performance with higher sensitivity (gauge factor), larger response magnitude (electrical resistance change rate), better linearity (R-squared values), and consistent time-domain sensitivity (peak shift). The fiber length has an inverse relationship with the initial electrical resistance and piezoresistive sensing properties, including the electrical resistance change rate, gauge factor, peak shift, and R-squared value.
- All the composites exhibited stable and consistent electrical responses under cyclic and fatigue loading. The reliability of the rCF-incorporated composites for long-term sensing applications was demonstrated.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Karuppannan Gopalraj, S.; Kärki, T. A Study to Investigate the Mechanical Properties of Recycled Carbon Fibre/Glass Fibre-Reinforced Epoxy Composites Using a Novel Thermal Recycling Process. Processes 2020, 8, 954. [Google Scholar] [CrossRef]
- Karuppannan Gopalraj, S.; Kärki, T. A Review on the Recycling of Waste Carbon Fibre/Glass Fibre-Reinforced Composites: Fibre Recovery, Properties and Life-Cycle Analysis. SN Appl. Sci. 2020, 2, 433. [Google Scholar] [CrossRef]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current Status of Recycling of Fibre Reinforced Polymers: Review of Technologies, Reuse and Resulting Properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef]
- Ren, Y.; Xu, L.; Shang, X.; Shen, Z.; Fu, R.; Li, W.; Guo, L. Evaluation of Mechanical Properties and Pyrolysis Products of Carbon Fibers Recycled by Microwave Pyrolysis. ACS Omega 2022, 7, 13529–13537. [Google Scholar] [CrossRef] [PubMed]
- Verma, S.; Balasubramaniam, B.; Gupta, R.K. Recycling, Reclamation and Re-Manufacturing of Carbon Fibres. Curr. Opin. Green Sustain. Chem. 2018, 13, 86–90. [Google Scholar] [CrossRef]
- Giorgini, L.; Benelli, T.; Brancolini, G.; Mazzocchetti, L. Recycling of Carbon Fiber Reinforced Composite Waste to Close Their Life Cycle in a Cradle-to-Cradle Approach. Curr. Opin. Green Sustain. Chem. 2020, 26, 100368. [Google Scholar] [CrossRef]
- van de Werken, N.; Reese, M.S.; Taha, M.R.; Tehrani, M. Investigating the Effects of Fiber Surface Treatment and Alignment on Mechanical Properties of Recycled Carbon Fiber Composites. Compos. Part A Appl. Sci. Manuf. 2019, 119, 38–47. [Google Scholar] [CrossRef]
- Tehrani, M.; Boroujeni, A.Y.; Hartman, T.B.; Haugh, T.P.; Case, S.W.; Al-Haik, M.S. Mechanical Characterization and Impact Damage Assessment of a Woven Carbon Fiber Reinforced Carbon Nanotube–Epoxy Composite. Compos. Sci. Technol. 2013, 75, 42–48. [Google Scholar] [CrossRef]
- Okayasu, M.; Yamazaki, T.; Ota, K.; Ogi, K.; Shiraishi, T. Mechanical Properties and Failure Characteristics of a Recycled CFRP under Tensile and Cyclic Loading. Int. J. Fatigue 2013, 55, 257–267. [Google Scholar] [CrossRef]
- Dickson, A.N.; Barry, J.N.; McDonnell, K.A.; Dowling, D.P. Fabrication of Continuous Carbon, Glass and Kevlar Fibre Reinforced Polymer Composites Using Additive Manufacturing. Addit. Manuf. 2017, 16, 146–152. [Google Scholar] [CrossRef]
- Ding, S.; Zou, B.; Zhuang, Y.; Wang, X.; Li, L.; Liu, J. Hybrid Layout and Additive Manufacturing of Continuous Carbon/Glass Fibers Reinforced Composites, and Its Effect on Mechanical Properties. Compos. Struct. 2023, 319, 117133. [Google Scholar] [CrossRef]
- Khan, Z.I.; Arsad, A.; Mohamad, Z.; Habib, U.; Zaini, M.A.A. Comparative Study on the Enhancement of Thermo-Mechanical Properties of Carbon Fiber and Glass Fiber Reinforced Epoxy Composites. Mater. Today Proc. 2021, 39, 956–958. [Google Scholar] [CrossRef]
- Alam, P.; Mamalis, D.; Robert, C.; Lafferty, A.; Brádaigh, C.O. Mechanical Properties and Damage Analyses of Fatigue Loaded CFRP for Tidal Turbine Applications. In Proceedings of the European Wave and Tidal Energy Conference (EWTEC), Cork, Ireland, 27–31 August 2017. [Google Scholar]
- Rubino, F.; Nisticò, A.; Tucci, F.; Carlone, P. Marine Application of Fiber Reinforced Composites: A Review. J. Mar. Sci. Eng. 2020, 8, 26. [Google Scholar] [CrossRef]
- Karthik, K.; Rajamani, D.; Venkatesan, E.P.; Shajahan, M.I.; Rajhi, A.A.; Aabid, A.; Baig, M.; Saleh, B. Experimental Investigation of the Mechanical Properties of Carbon/Basalt/SiC Nanoparticle/Polyester Hybrid Composite Materials. Crystals 2023, 13, 415. [Google Scholar] [CrossRef]
- de la Rosa García, P.; Escamilla, A.C.; Nieves González García, M. Bending Reinforcement of Timber Beams with Composite Carbon Fiber and Basalt Fiber Materials. Compos. Part B Eng. 2013, 55, 528–536. [Google Scholar] [CrossRef]
- Ary Subagia, I.D.G.; Kim, Y.; Tijing, L.D.; Kim, C.S.; Shon, H.K. Effect of Stacking Sequence on the Flexural Properties of Hybrid Composites Reinforced with Carbon and Basalt Fibers. Compos. Part B Eng. 2014, 58, 251–258. [Google Scholar] [CrossRef]
- Ahmed, A.; Guo, S.; Zhang, Z.; Shi, C.; Zhu, D. A Review on Durability of Fiber Reinforced Polymer (FRP) Bars Reinforced Seawater Sea Sand Concrete. Constr. Build. Mater. 2020, 256, 119484. [Google Scholar] [CrossRef]
- Zaludek, M.; Rusnakova, S.; Kubisova, M.; Bilek, O.; Karvanis, K. Fatigue Life of Thermoset Composite Materials. IOP Conf. Ser. Mater. Sci. Eng. 2020, 726, 012016. [Google Scholar] [CrossRef]
- Lee, H.; Ohsawa, I.; Takahashi, J. Effect of Plasma Surface Treatment of Recycled Carbon Fiber on Carbon Fiber-Reinforced Plastics (CFRP) Interfacial Properties. Appl. Surf. Sci. 2015, 328, 241–246. [Google Scholar] [CrossRef]
- Marsh, G. Airframers Exploit Composites in Battle for Supremacy. Reinf. Plast. 2005, 49, 26–32. [Google Scholar] [CrossRef]
- Grant, A. Sporting Composites. Reinf. Plast. 2005, 49, 46–49. [Google Scholar] [CrossRef]
- Bae, J.-S.; Bae, J.; Woo, H.; Lee, B.; Jeong, E. Novel Thermoplastic Toughening Agents in Epoxy Matrix for Vacuum Infusion Process Manufactured Composites. Carbon Lett. 2018, 25, 43–49. [Google Scholar] [CrossRef]
- Pellegrini-Cervantes, M.J.; Barrios-Durstewitz, C.P.; Núñez-Jaquez, R.E.; Baldenebro-Lopez, F.J.; Corral-Higuera, R.; Arredondo-Rea, S.P.; Rodriguez-Rodriguez, M.; Llanes-Cardenas, O.; Beltran-Chacon, R. Performance of Carbon Fiber Added to Anodes of Conductive Cement-Graphite Pastes Used in Electrochemical Chloride Extraction in Concretes. Carbon Lett. 2018, 26, 18–24. [Google Scholar]
- Abdou, T.R.; Botelho Junior, A.B.; Espinosa, D.C.R.; Tenório, J.A.S. Recycling of Polymeric Composites from Industrial Waste by Pyrolysis: Deep Evaluation for Carbon Fibers Reuse. Waste Manag. 2021, 120, 1–9. [Google Scholar] [CrossRef]
- Okayasu, M.; Kondo, Y. Tensile Properties of Unsaturated Polyester and Epoxy Resin Reinforced with Recycled Carbon-Fiber-Reinforced Plastic. Appl. Compos. Mater. 2018, 25, 561–568. [Google Scholar] [CrossRef]
- Wang, Y.; Cui, X.; Ge, H.; Yang, Y.; Wang, Y.; Zhang, C.; Li, J.; Deng, T.; Qin, Z.; Hou, X. Chemical Recycling of Carbon Fiber Reinforced Epoxy Resin Composites via Selective Cleavage of the Carbon–Nitrogen Bond. ACS Sustain. Chem. Eng. 2015, 3, 3332–3337. [Google Scholar] [CrossRef]
- Guo, R.; Xian, G.; Li, C.; Hong, B. Effect of Fiber Hybrid Mode on the Tension–Tension Fatigue Performance for the Pultruded Carbon/Glass Fiber Reinforced Polymer Composite Rod. Eng. Fract. Mech. 2022, 260, 108208. [Google Scholar] [CrossRef]
- Sayam, A.; Rahman, A.N.M.M.; Rahman, S.; Smriti, S.A.; Ahmed, F.; Rabbi, F.; Hossain, M.; Faruque, O. A Review on Carbon Fiber-Reinforced Hierarchical Composites: Mechanical Performance, Manufacturing Process, Structural Applications and Allied Challenges. Carbon Lett. 2022, 32, 1173–1205. [Google Scholar] [CrossRef]
- Shakir Abbood, I.; aldeen Odaa, S.; Hasan, K.F.; Jasim, M.A. Properties Evaluation of Fiber Reinforced Polymers and Their Constituent Materials Used in Structures—A Review. Mater. Today Proc. 2021, 43, 1003–1008. [Google Scholar] [CrossRef]
- Pakdel, E.; Kashi, S.; Varley, R.; Wang, X. Recent Progress in Recycling Carbon Fibre Reinforced Composites and Dry Carbon Fibre Wastes. Resour. Conserv. Recycl. 2021, 166, 105340. [Google Scholar] [CrossRef]
- Das, S.; Warren, J.A.; West, D.; Schexnayder, S.M. Global Carbon Fiber Composites. Supply Chain Competitiveness Analysis; Oak Ridge National Lab. (ORNL): Oak Ridge, TN, USA, 2016.
- Hüttinger, K.J. The Potential of The Graphite Lattice. Adv. Mater. 1990, 2, 349–355. [Google Scholar] [CrossRef]
- Frank, E.; Steudle, L.M.; Ingildeev, D.; Spörl, J.M.; Buchmeiser, M.R. Carbon Fibers: Precursor Systems, Processing, Structure, and Properties. Angew. Chem. Int. Ed. 2014, 53, 5262–5298. [Google Scholar] [CrossRef] [PubMed]
- Diefendorf, R.J.; Fitzer, E.; Heym, M. Verstärkungsfasern für Verbundwerkstoffe. Chem. Ing. Tech. 1976, 48, 765–773. [Google Scholar] [CrossRef]
- Cousins, D.S.; Suzuki, Y.; Murray, R.E.; Samaniuk, J.R.; Stebner, A.P. Recycling Glass Fiber Thermoplastic Composites from Wind Turbine Blades. J. Clean. Prod. 2019, 209, 1252–1263. [Google Scholar] [CrossRef]
- Hadigheh, S.A.; Kashi, S. Effectiveness of Vacuum Consolidation in Bonding Fibre Reinforced Polymer (FRP) Composites onto Concrete Surfaces. Constr. Build. Mater. 2018, 187, 854–864. [Google Scholar] [CrossRef]
- Lin, L.; Schlarb, A.K. Recycled Carbon Fibers as Reinforcements for Hybrid PEEK Composites with Excellent Friction and Wear Performance. Wear 2019, 432–433, 202928. [Google Scholar] [CrossRef]
- Xian, G.; Zhou, P.; Bai, Y.; Wang, J.; Li, C.; Dong, S.; Guo, R.; Li, J.; Du, H.; Zhong, J. Design, Preparation and Mechanical Properties of Novel Glass Fiber Reinforced Polypropylene Bending Bars. Constr. Build. Mater. 2024, 429, 136455. [Google Scholar] [CrossRef]
- Shah, D.U.; Schubel, P.J. On Recycled Carbon Fibre Composites Manufactured through a Liquid Composite Moulding Process. J. Reinf. Plast. Compos. 2016, 35, 533–540. [Google Scholar] [CrossRef]
- Zhang, J.; Chevali, V.S.; Wang, H.; Wang, C.-H. Current Status of Carbon Fibre and Carbon Fibre Composites Recycling. Compos. Part B Eng. 2020, 193, 108053. [Google Scholar] [CrossRef]
- Kappel, E.; Stefaniak, D.; Spröwitz, T.; Hühne, C. A Semi-Analytical Simulation Strategy and Its Application to Warpage of Autoclave-Processed CFRP Parts. Compos. Part A Appl. Sci. Manuf. 2011, 42, 1985–1994. [Google Scholar] [CrossRef]
- Khurshid, M.F.; Abdkader, A.; Cherif, C. Processing of Waste Carbon and Polyamide Fibres for High-Performance Thermoplastic Composites: Influence of Carding Parameters on Fibre Orientation, Fibre Length and Sliver Cohesion Force. J. Text. Inst. 2020, 111, 1277–1287. [Google Scholar] [CrossRef]
- He, D.; Soo, V.K.; Kim, H.C.; Compston, P.; Doolan, M. Comparative Life Cycle Energy Analysis of Carbon Fibre Pre-Processing, Processing and Post-Processing Recycling Methods. Resour. Conserv. Recycl. 2020, 158, 104794. [Google Scholar] [CrossRef]
- Nahil, M.A.; Williams, P.T. Recycling of Carbon Fibre Reinforced Polymeric Waste for the Production of Activated Carbon Fibres. J. Anal. Appl. Pyrolysis 2011, 91, 67–75. [Google Scholar] [CrossRef]
- Dang, W.; Kubouchi, M.; Sembokuya, H.; Tsuda, K. Chemical Recycling of Glass Fiber Reinforced Epoxy Resin Cured with Amine Using Nitric Acid. Polymer 2005, 46, 1905–1912. [Google Scholar] [CrossRef]
- Cunliffe, A.M.; Williams, P.T. Characterisation of Products from the Recycling of Glass Fibre Reinforced Polyester Waste by Pyrolysis☆. Fuel 2003, 82, 2223–2230. [Google Scholar] [CrossRef]
- Buggy, M.; Farragher, L.; Madden, W. Recycling of Composite Materials. J. Mater. Process. Technol. 1995, 55, 448–456. [Google Scholar] [CrossRef]
- Yip, H.L.H.; Pickering, S.J.; Rudd, C.D. Characterisation of Carbon Fibres Recycled from Scrap Composites Using Fluidised Bed Process. Plast. Rubber Compos. 2002, 31, 278–282. [Google Scholar] [CrossRef]
- Okajima, I.; Sako, T. Recycling of Carbon Fiber-Reinforced Plastic Using Supercritical and Subcritical Fluids. J. Mater. Cycles Waste Manag. 2017, 19, 15–20. [Google Scholar] [CrossRef]
- Kirihara, T.; Kawashima, T.; Takahashi, J.; Matsuo, T.; Uzawa, K. Demand and Disposal Forecast for Carbon Fibre by Bottom-up Approach. In Proceedings of the 18th International Conference on Composite Materials, Jeju, Republic of Korea, 21–26 August 2011. [Google Scholar]
- Pickering, S.J. Recycling Technologies for Thermoset Composite Materials—Current Status. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar] [CrossRef]
- Witik, R.A.; Teuscher, R.; Michaud, V.; Ludwig, C.; Månson, J.-A.E. Carbon Fibre Reinforced Composite Waste: An Environmental Assessment of Recycling, Energy Recovery and Landfilling. Compos. Part A Appl. Sci. Manuf. 2013, 49, 89–99. [Google Scholar] [CrossRef]
- Meng, F. Environmental and Cost Analysis of Carbon Fibre Composites Recycling. Ph.D. Thesis, University of Nottingham, Nottingham, UK, 2017. [Google Scholar]
- Yang, Y.; Boom, R.; Irion, B.; van Heerden, D.-J.; Kuiper, P.; de Wit, H. Recycling of Composite Materials. Chem. Eng. Process. Process Intensif. 2012, 51, 53–68. [Google Scholar] [CrossRef]
- Larsen, K. Recycling Wind Turbine Blades. Renew. Energy Focus 2009, 9, 70–73. [Google Scholar] [CrossRef]
- Cherrington, R.; Goodship, V.; Meredith, J.; Wood, B.M.; Coles, S.R.; Vuillaume, A.; Feito-Boirac, A.; Spee, F.; Kirwan, K. Producer Responsibility: Defining the Incentive for Recycling Composite Wind Turbine Blades in Europe. Energy Policy 2012, 47, 13–21. [Google Scholar] [CrossRef]
- Shamsudin, Z.; Yatim, N.M.; Mustafa, Z.; Sharif, E.A.; Mulyadi, M. Mechanical Properties of Wet-Laid Nonwoven Mat Reclaimed Carbon Fibre in Polymer Composite. J. Adv. Manuf. Technol. (JAMT) 2020, 14, 149–159. [Google Scholar]
- Pickering, S.; Liu, Z.; Turner, T.; Wong, K. Applications for Carbon Fibre Recovered from Composites. IOP Conf. Ser. Mater. Sci. Eng. 2016, 139, 012005. [Google Scholar] [CrossRef]
- Burn, D.T.; Harper, L.T.; Johnson, M.; Warrior, N.A.; Nagel, U.; Yang, L.; Thomason, J. The Usability of Recycled Carbon Fibres in Short Fibre Thermoplastics: Interfacial Properties. J. Mater. Sci. 2016, 51, 7699–7715. [Google Scholar] [CrossRef]
- Khurshid, M.F.; Hengstermann, M.; Hasan, M.M.B.; Abdkader, A.; Cherif, C. Recent Developments in the Processing of Waste Carbon Fibre for Thermoplastic Composites—A Review. J. Compos. Mater. 2020, 54, 1925–1944. [Google Scholar] [CrossRef]
- Melendi-Espina, S.; Morris, C.N.; Turner, T.A.; Pickering, S.J. Recycling of Carbon Fibre Composites. In Carbon; State College, Penn State University: University Park, PA, USA, 2016. [Google Scholar]
- Holmes, M. High Volume Composites for the Automotive Challenge. Reinf. Plast. 2017, 61, 294–298. [Google Scholar] [CrossRef]
- Pimenta, S.; Pinho, S.T. Recycling Carbon Fibre Reinforced Polymers for Structural Applications: Technology Review and Market Outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef]
- Fukui, R.; Odai, T.; Zushi, H.; Ohsawa, I.; Uzawa, K. Recycle of Carbon Fiber Reinforced Plastics for Automotive Application. In Proceedings of the 9th Japan International SAMPE Symposium & Exhibition, Tokyo, Japan, 29 November–2 December 2005. [Google Scholar]
- Meng, F.; McKechnie, J.; Turner, T.; Wong, K.H.; Pickering, S.J. Environmental Aspects of Use of Recycled Carbon Fiber Composites in Automotive Applications. Environ. Sci. Technol. 2017, 51, 12727–12736. [Google Scholar] [CrossRef]
- Meng, F.; Olivetti, E.A.; Zhao, Y.; Chang, J.C.; Pickering, S.J.; McKechnie, J. Comparing Life Cycle Energy and Global Warming Potential of Carbon Fiber Composite Recycling Technologies and Waste Management Options. ACS Sustain. Chem. Eng. 2018, 6, 9854–9865. [Google Scholar] [CrossRef]
- Bhandari, M.; Nam, I.-W. A Critical Review on the Application of Recycled Carbon Fiber to Concrete and Cement Composites. Recycling 2024, 9, 17. [Google Scholar] [CrossRef]
- Suzuki, T.; Takahashi, J. Lca of Lightweight Vehicles by Using Cfrp for Mass-Produced Vehicles. In Proceedings of the Fifteenth International Conference on Composite Materials, Durban, South Africa, 27 June–1 July 2005. [Google Scholar]
- Ciang, C.C.; Lee, J.-R.; Bang, H.-J. Structural Health Monitoring for a Wind Turbine System: A Review of Damage Detection Methods. Meas. Sci. Technol. 2008, 19, 122001. [Google Scholar] [CrossRef]
- Yu, A. Chemical Recycling of Fiber Reinforced Plastics Using Advanced Oxidation Reactions. Master’s Thesis, Konkuk University, Seoul, Republic of Korea, 2022. [Google Scholar]
- Lee, M.; Kim, D.H.; Park, J.-J.; You, N.-H.; Goh, M. Fast Chemical Recycling of Carbon Fiber Reinforced Plastic at Ambient Pressure Using an Aqueous Solvent Accelerated by a Surfactant. Waste Manag. 2020, 118, 190–196. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.H.; Yu, A.; Goh, M. Oxidative Chemical Depolymerization of Thermoset Epoxy Resin for Green Recycling. J. Ind. Eng. Chem. 2021, 96, 76–81. [Google Scholar] [CrossRef]
- Hosur, M.V.; Vaidya, U.K.; Abraham, A.; Jadhav, N.; Jeelani, S. Static and High Strain Rate Compression Response of Thick Section Twill Weave S-2 Glass/Vinyl Ester Composites Manufactured by Affordable Liquid Molding Processes. J. Eng. Mater. Technol. 1999, 121, 468–475. [Google Scholar] [CrossRef]
- Ayatollahi, M.; Barbaz Isfahani, R.; Moghimi Monfared, R. Effects of Multi-Walled Carbon Nanotube and Nanosilica on Tensile Properties of Woven Carbon Fabric-Reinforced Epoxy Composites Fabricated Using VARIM. J. Compos. Mater. 2017, 51, 4177–4188. [Google Scholar] [CrossRef]
- Rigas, E.J.; Mulkern, T.; Walsh, S.; Nguyen, S. Effects of Processing Conditions on Vacuum Assisted Resin Transfer Molding Process (VARTM). Army Research Laboratory Report ARL-TR-2480. 2001. Available online: https://www.researchgate.net/profile/Elias-Rigas-2/publication/235130376_Effects_of_Processing_Conditions_on_Vacuum_Assisted_Resin_Transfer_Molding_Process_VARTM/links/5515734f0cf2f7d80a32e997/Effects-of-Processing-Conditions-on-Vacuum-Assisted-Resin-Transfer-Molding-Process-VARTM.pdf (accessed on 29 June 2024).
- Hsiao, K.-T.; Heider, D. 10-Vacuum Assisted Resin Transfer Molding (VARTM) in Polymer Matrix Composites. In Manufacturing Techniques for Polymer Matrix Composites (PMCs); Advani, S.G., Hsiao, K.-T., Eds.; Woodhead Publishing Series in Composites Science and Engineering; Woodhead Publishing: Sawston, UK, 2012; pp. 310–347. ISBN 978-0-85709-067-6. [Google Scholar]
- van Oosterom, S.; Allen, T.; Battley, M.; Bickerton, S. An Objective Comparison of Common Vacuum Assisted Resin Infusion Processes. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105528. [Google Scholar] [CrossRef]
- Hindersmann, A. Confusion about Infusion: An Overview of Infusion Processes. Compos. Part A Appl. Sci. Manuf. 2019, 126, 105583. [Google Scholar] [CrossRef]
- Dickson, A.N.; Ross, K.-A.; Dowling, D.P. Additive Manufacturing of Woven Carbon Fibre Polymer Composites. Compos. Struct. 2018, 206, 637–643. [Google Scholar] [CrossRef]
- Uhlmann, E.; Sammler, F.; Richarz, S.; Heitmüller, F.; Bilz, M. Machining of Carbon Fibre Reinforced Plastics. Procedia CIRP 2014, 24, 19–24. [Google Scholar] [CrossRef]
- Harada, Y.; Kawai, K.; Suzuki, T.; Teramoto, T. Evaluation of Cutting Process on the Tensile and Fatigue Strength of CFRP Composites. Mater. Sci. Forum 2012, 706–709, 649–654. [Google Scholar] [CrossRef]
- Manis, F.; Stegschuster, G.; Wölling, J.; Schlichter, S. Influences on Textile and Mechanical Properties of Recycled Carbon Fiber Nonwovens Produced by Carding. J. Compos. Sci. 2021, 5, 209. [Google Scholar] [CrossRef]
- Bazli, M.; Jafari, A.; Ashrafi, H.; Zhao, X.-L.; Bai, Y.; Singh Raman, R.K. Effects of UV Radiation, Moisture and Elevated Temperature on Mechanical Properties of GFRP Pultruded Profiles. Constr. Build. Mater. 2020, 231, 117137. [Google Scholar] [CrossRef]
- Wu, H.; Li, S.; Zhang, J.; Tong, L.; Boztepe, S.; Liu, H.; Heider, D.; Thostenson, E.T. Electrical Resistivity Response of Unidirectional Thin-Ply Carbon Fiber Reinforced Polymers. Compos. Struct. 2019, 228, 111342. [Google Scholar] [CrossRef]
- Dickson, A.N.; Dowling, D.P.; Boztepe, S.; Liu, H.; Heider, D.; Thostenson, E.T. Enhancing the Bearing Strength of Woven Carbon Fibre Thermoplastic Composites through Additive Manufacturing. Compos. Struct. 2019, 212, 381–388. [Google Scholar] [CrossRef]
- Chen, A.Y.; Baehr, S.; Turner, A.; Zhang, Z.; Gu, G.X. Carbon-Fiber Reinforced Polymer Composites: A Comparison of Manufacturing Methods on Mechanical Properties. Int. J. Lightweight Mater. Manuf. 2021, 4, 468–479. [Google Scholar] [CrossRef]
- Wang, H.W.; Zhou, H.W.; Gui, L.L.; Ji, H.W.; Zhang, X.C. Analysis of Effect of Fiber Orientation on Young’s Modulus for Unidirectional Fiber Reinforced Composites. Compos. Part B Eng. 2014, 56, 733–739. [Google Scholar] [CrossRef]
- Bajpai, A.; Saxena, P.; Kunze, K. Tribo-Mechanical Characterization of Carbon Fiber-Reinforced Cyanate Ester Resins Modified With Fillers. Polymers 2020, 12, 1725. [Google Scholar] [CrossRef]
- ASTM D 3039/D 3039M-00; Standard Test Method for Tensile Properties of Polymer Matrix Composite Materials. ASTM International: West Conshohocken, PA, USA, 2017. [CrossRef]
- Kumar, K.S.S.; Nair, C.P.R.; Ninan, K.N. Effect of Fiber Length and Composition on Mechanical Properties of Carbon Fiber-reinforced Polybenzoxazine. Polym. Adv. Techs. 2008, 19, 895–904. [Google Scholar] [CrossRef]
- van de Werken, N. Effect of Alignment, Sizing, and Manufacturing Method on Mechanical Properties of Recycled Carbon Fiber Composites. Master’s Thesis, The University of New Mexico, Albuquerque, NM, USA, 2017. [Google Scholar]
- Fu, S. Effects of Fiber Length and Fiber Orientation Distributions on the Tensile Strength of Short-Fiber-Reinforced Polymers. Compos. Sci. Technol. 1996, 56, 1179–1190. [Google Scholar] [CrossRef]
- Fu, S.-Y.; Hu, X.; Yue, C.-Y. Effects of Fiber Length and Orientation Distributions on the Mechanical Properties of Short-Fiber-Reinforced Polymers. Mater. Sci. Res. Int. 1999, 5, 74–83. [Google Scholar] [CrossRef] [PubMed]
- Rezaei, F.; Yunus, R.; Ibrahim, N.A. Effect of Fiber Length on Thermomechanical Properties of Short Carbon Fiber Reinforced Polypropylene Composites. Mater. Des. 2009, 30, 260–263. [Google Scholar] [CrossRef]
- Ghaffari, S.; Seon, G.; Makeev, A. Effect of Fiber–Matrix Interface Friction on Compressive Strength of High-Modulus Carbon Composites. Molecules 2023, 28, 2049. [Google Scholar] [CrossRef]
- Brahmakumar, M.; Pavithran, C.; Pillai, R.M. Coconut Fibre Reinforced Polyethylene Composites: Effect of Natural Waxy Surface Layer of the Fibre on Fibre/Matrix Interfacial Bonding and Strength of Composites. Compos. Sci. Technol. 2005, 65, 563–569. [Google Scholar] [CrossRef]
- Lin, T.; Jia, D.; He, P.; Wang, M.; Liang, D. Effects of Fiber Length on Mechanical Properties and Fracture Behavior of Short Carbon Fiber Reinforced Geopolymer Matrix Composites. Mater. Sci. Eng. A 2008, 497, 181–185. [Google Scholar] [CrossRef]
- Jeon, J.H.; Yoon, C.K.; Quan, Y.-J.; Choi, J.Y.; Hong, S.; Lee, W.I.; Kwon, K.-K.; Ahn, S.-H. Effect of Fiber Entanglement in Chopped Glass Fiber Reinforced Composite Manufactured via Long Fiber Spray-up Molding. Heliyon 2023, 9, e22170. [Google Scholar] [CrossRef]
- Rodney, D.; Fivel, M.; Dendievel, R. Discrete Modeling of the Mechanics of Entangled Materials. Phys. Rev. Lett. 2005, 95, 108004. [Google Scholar] [CrossRef]
- Capela, C.; Oliveira, S.E.; Pestana, J.; Ferreira, J.A.M. Effect of Fiber Length on the Mechanical Properties of High Dosage Carbon Reinforced. Procedia Struct. Integr. 2017, 5, 539–546. [Google Scholar] [CrossRef]
- Unterweger, C.; Mayrhofer, T.; Piana, F.; Duchoslav, J.; Stifter, D.; Poitzsch, C.; Fürst, C. Impact of Fiber Length and Fiber Content on the Mechanical Properties and Electrical Conductivity of Short Carbon Fiber Reinforced Polypropylene Composites. Compos. Sci. Technol. 2020, 188, 107998. [Google Scholar] [CrossRef]
- Zhao, Q.; Zhang, K.; Zhu, S.; Xu, H.; Cao, D.; Zhao, L.; Zhang, R.; Yin, W. Review on the Electrical Resistance/Conductivity of Carbon Fiber Reinforced Polymer. Appl. Sci. 2019, 9, 2390. [Google Scholar] [CrossRef]
- Bhandari, M.; Wang, J.; Jang, D.; Nam, I.; Huang, B. A Comparative Study on the Electrical and Piezoresistive Sensing Characteristics of GFRP and CFRP Composites with Hybridized Incorporation of Carbon Nanotubes, Graphenes, Carbon Nanofibers, and Graphite Nanoplatelets. Sensors 2021, 21, 7291. [Google Scholar] [CrossRef] [PubMed]
- Avilés, F.; Oliva-Avilés, A.I.; Cen-Puc, M. Piezoresistivity, Strain, and Damage Self-Sensing of Polymer Composites Filled with Carbon Nanostructures. Adv. Eng. Mater. 2018, 20, 1701159. [Google Scholar] [CrossRef]
- Wang, X.; Wang, J.; Biswas, S.; Kim, H.; Nam, I. Mechanical, Electrical, and Piezoresistive Sensing Characteristics of Epoxy-Based Composites Incorporating Hybridized Networks of Carbon Nanotubes, Graphene, Carbon Nanofibers, or Graphite Nanoplatelets. Sensors 2020, 20, 2094. [Google Scholar] [CrossRef]
- Nam, I.W.; Park, S.M.; Lee, H.K.; Zheng, L. Mechanical Properties and Piezoresistive Sensing Capabilities of FRP Composites Incorporating CNT Fibers. Compos. Struct. 2017, 178, 1–8. [Google Scholar] [CrossRef]
- Khalid, H.R.; Nam, I.W.; Choudhry, I.; Zheng, L.; Lee, H.K. Piezoresistive Characteristics of CNT Fiber-Incorporated GFRP Composites Prepared with Diversified Fabrication Schemes. Compos. Struct. 2018, 203, 835–843. [Google Scholar] [CrossRef]
- Kim, H.K.; Park, I.S.; Lee, H.K. Improved Piezoresistive Sensitivity and Stability of CNT/Cement Mortar Composites with Low Water–Binder Ratio. Compos. Struct. 2014, 116, 713–719. [Google Scholar] [CrossRef]
- Mu, Q.; Hu, T.; Tian, X.; Li, T.; Kuang, X. The Effect of Filler Dimensionality and Content on Resistive Viscoelasticity of Conductive Polymer Composites for Soft Strain Sensors. Polymers 2023, 15, 3379. [Google Scholar] [CrossRef]
- Zhang, Z.; Innocent, M.T.; Tang, N.; Li, R.; Hu, Z.; Zhai, M.; Yang, L.; Ma, W.; Xiang, H.; Zhu, M. Electromechanical Performance of Strain Sensors Based on Viscoelastic Conductive Composite Polymer Fibers. ACS Appl. Mater. Interfaces 2022, 14, 44832–44840. [Google Scholar] [CrossRef]
- Boland, C.S.; Khan, U.; Ryan, G.; Barwich, S.; Charifou, R.; Harvey, A.; Backes, C.; Li, Z.; Ferreira, M.S.; Möbius, M.E.; et al. Sensitive Electromechanical Sensors Using Viscoelastic Graphene-Polymer Nanocomposites. Science 2016, 354, 1257–1260. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Epoxy Resin | Unit |
|---|---|---|
| Tensile Strength | 72 | MPa |
| Tensile Modulus | 3170 | MPa |
| Flexural Strength | 125 | MPa |
| Compressive Strength | 97 | MPa |
| Compressive Modulus | 2377 | MPa |
| HDT | 62 | °C |
| Viscosity | 450 | mPas @ 25 °C |
| Specific Gravity | 1.11 | g/mL @ 25 °C |
| Property | Recycled Carbon Fiber | Unit |
|---|---|---|
| Fiber Diameter | 5.2–6.8 | µm |
| Fiber Density | 1.5 | g/cm3 |
| Tensile Strength | <3500 | MPa |
| Tensile Modulus | <240 | GPa |
| Elongation | <1.61 | % |
| Carbon Content | <95 | wt.% |
| Electrical Resistivity | 1.23 × 10−3 | Ω⋅cm |
| Sample Group | Average Thickness [mm] | Standard Deviation |
|---|---|---|
| 6 mm | 2.585 | ±0.261 |
| 12 mm | 2.567 | ±0.240 |
| 18 mm | 2.371 | ±0.289 |
| 24 mm | 1.874 | ±0.493 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, B.-J.; Nam, I.-W. Experimental Investigation into the Mechanical and Piezoresistive Sensing Properties of Recycled Carbon-Fiber-Reinforced Polymer Composites for Self-Sensing Applications. Polymers 2024, 16, 2491. https://doi.org/10.3390/polym16172491
Kim B-J, Nam I-W. Experimental Investigation into the Mechanical and Piezoresistive Sensing Properties of Recycled Carbon-Fiber-Reinforced Polymer Composites for Self-Sensing Applications. Polymers. 2024; 16(17):2491. https://doi.org/10.3390/polym16172491
Chicago/Turabian StyleKim, Bum-Jun, and Il-Woo Nam. 2024. "Experimental Investigation into the Mechanical and Piezoresistive Sensing Properties of Recycled Carbon-Fiber-Reinforced Polymer Composites for Self-Sensing Applications" Polymers 16, no. 17: 2491. https://doi.org/10.3390/polym16172491
APA StyleKim, B.-J., & Nam, I.-W. (2024). Experimental Investigation into the Mechanical and Piezoresistive Sensing Properties of Recycled Carbon-Fiber-Reinforced Polymer Composites for Self-Sensing Applications. Polymers, 16(17), 2491. https://doi.org/10.3390/polym16172491