
Development of New Lignin-Based Coatings with Ultraviolet Resistance for Biobased Composite Materials


Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Characterizations
- -
- Type of test: rotational test.
- -
- Test temperature: 25 °C.
- -
- Shear rate: (10 s−1–100 s−1) and (20 s−1–200 s−1) depending on the system to be measured.
- -
- Diffuse measurement geometry: reflectance d/8 (8° detection angle).
- -
- Standard observer: 10°.
- -
- Standard illuminant: D65.
- -
- SCI (specular component included).
2.3. Manufacturing of Biobased Composites
3. Results
3.1. Thermal Analysis
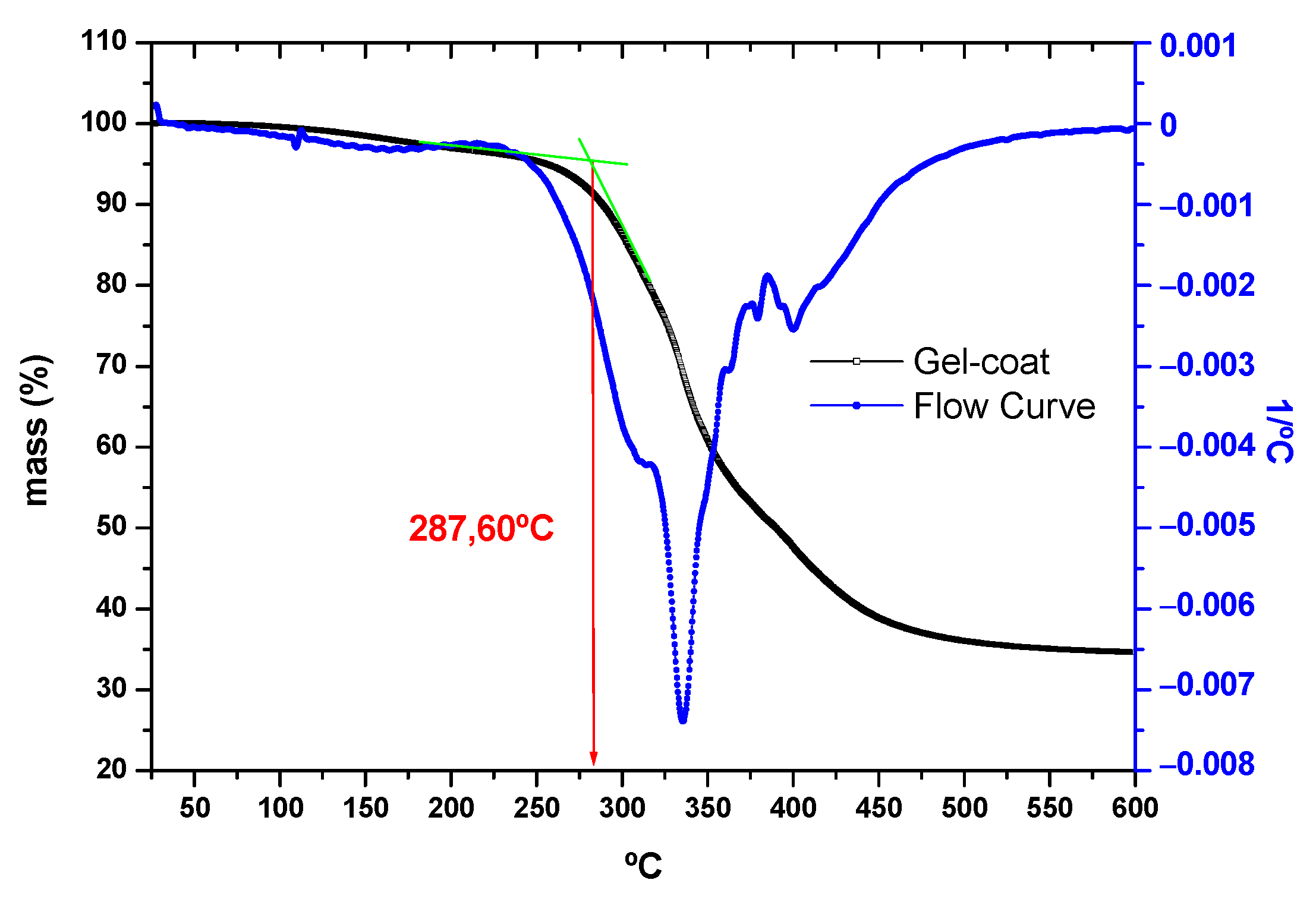
- Gel-coat mass loss: 65%.
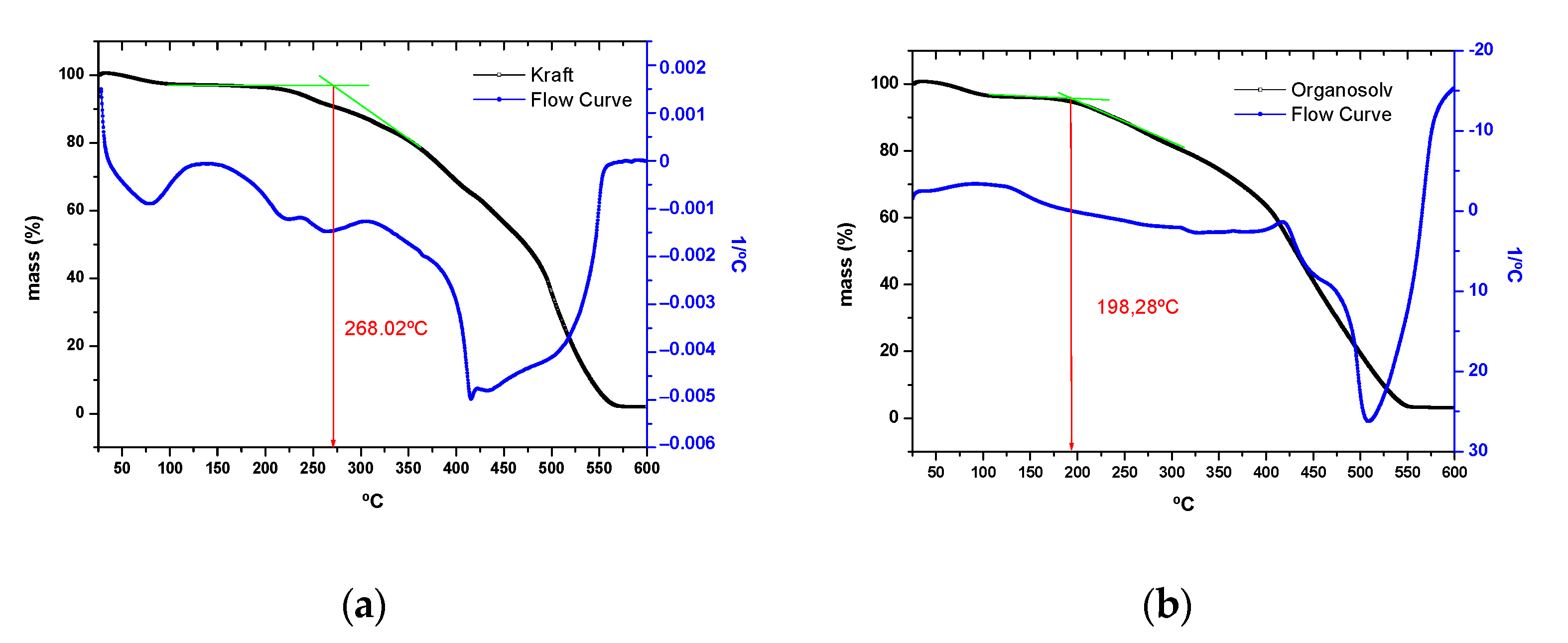
- Kraft lignin mass loss: 95%.
- Organosolv lignin mass loss: 93%.
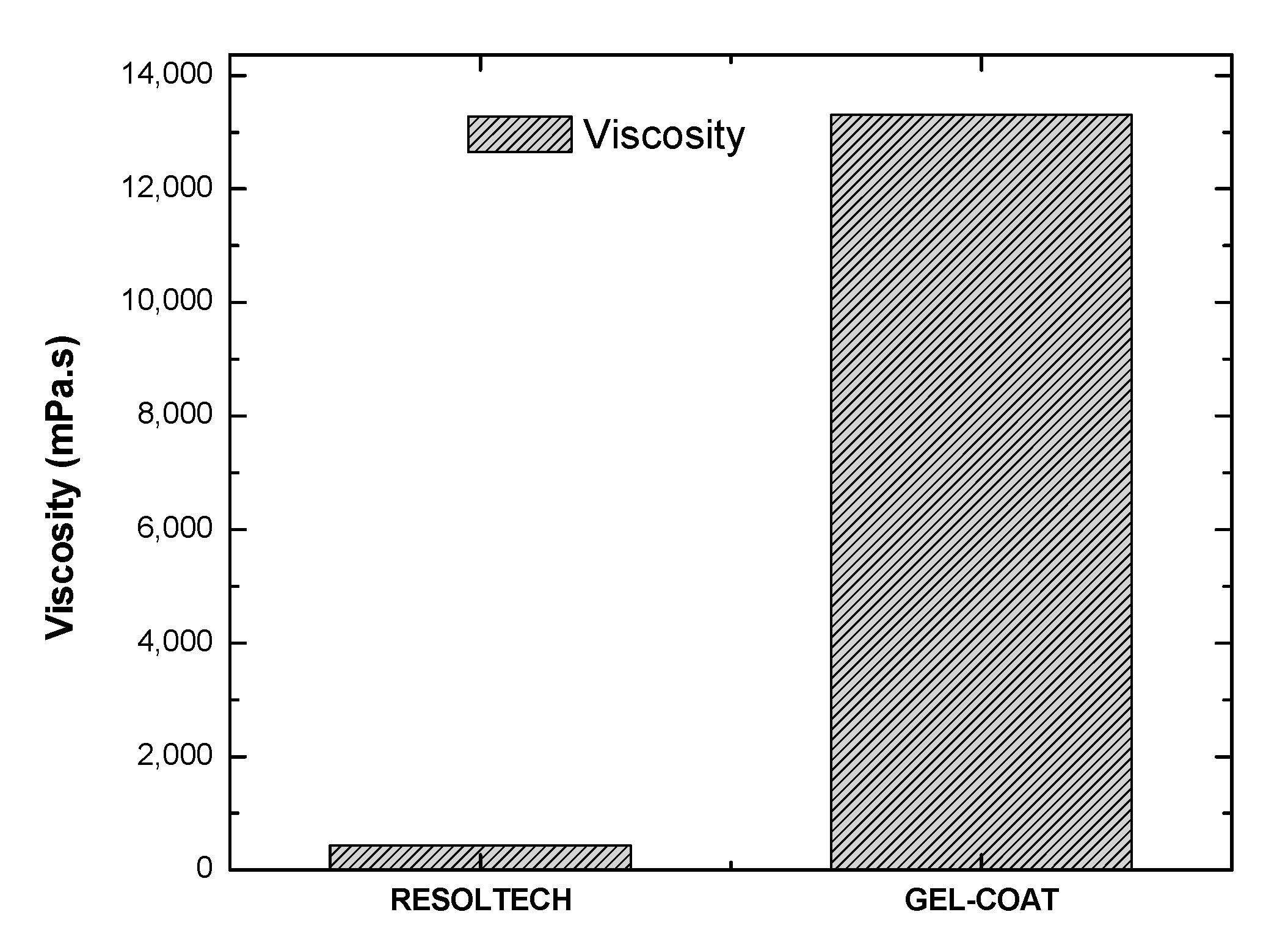
3.2. Rheological Analysis
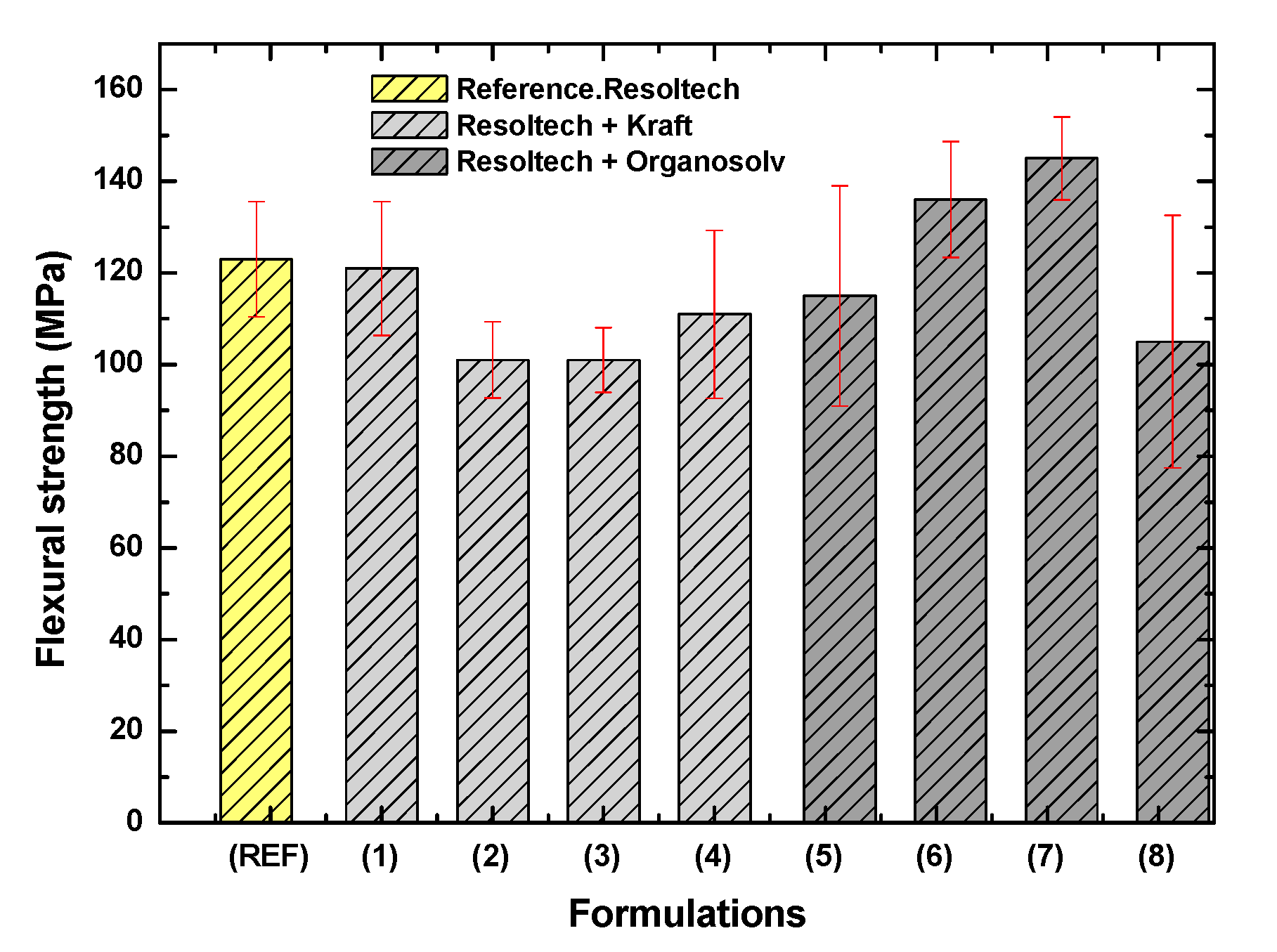
3.3. Mechanical Characterization
- Reference.
- Formulation 1 (Resoltech + 1%wt Kraft lignin).
- Formulation 7 (Resoltech + 3.5%wt Organosolv lignin).
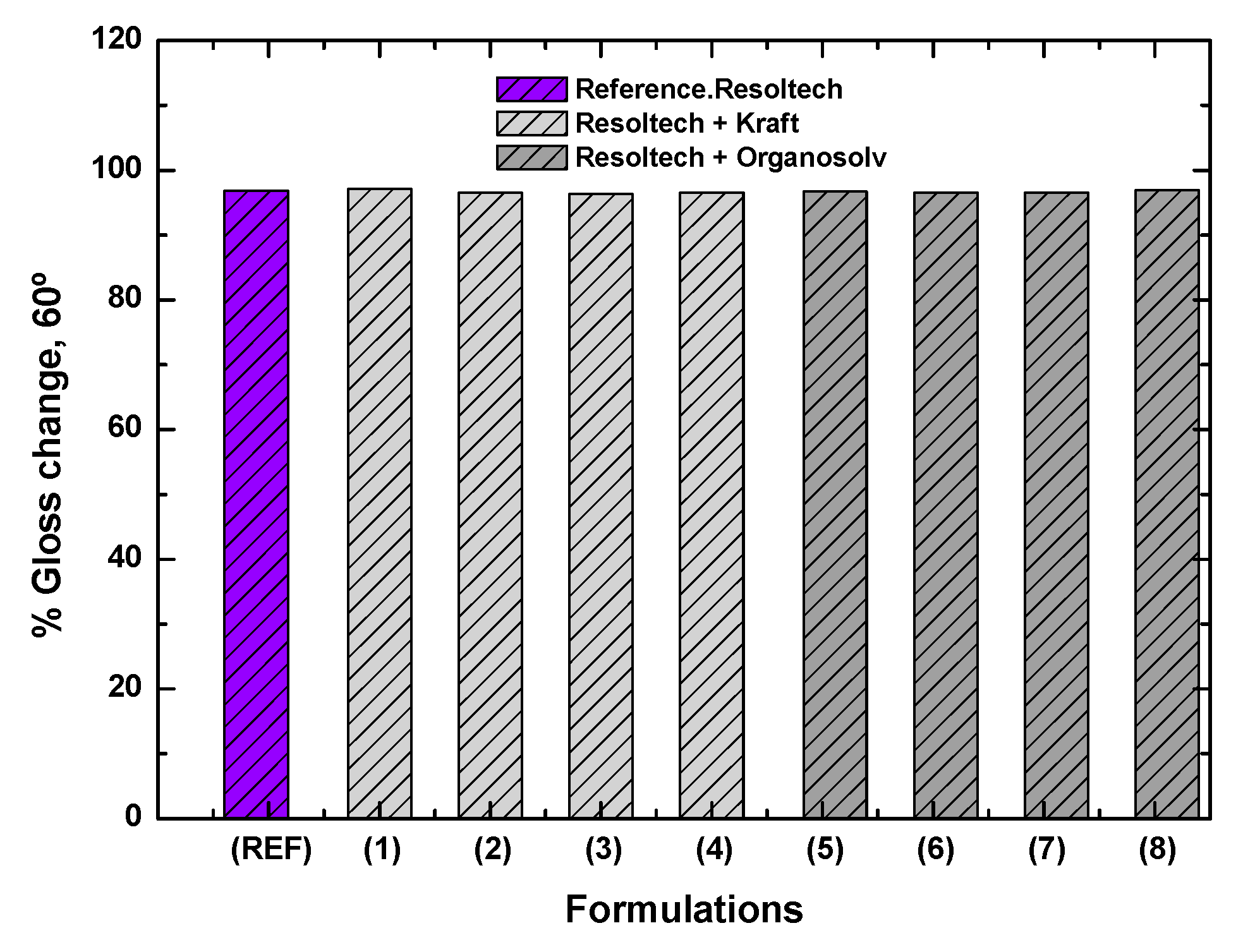
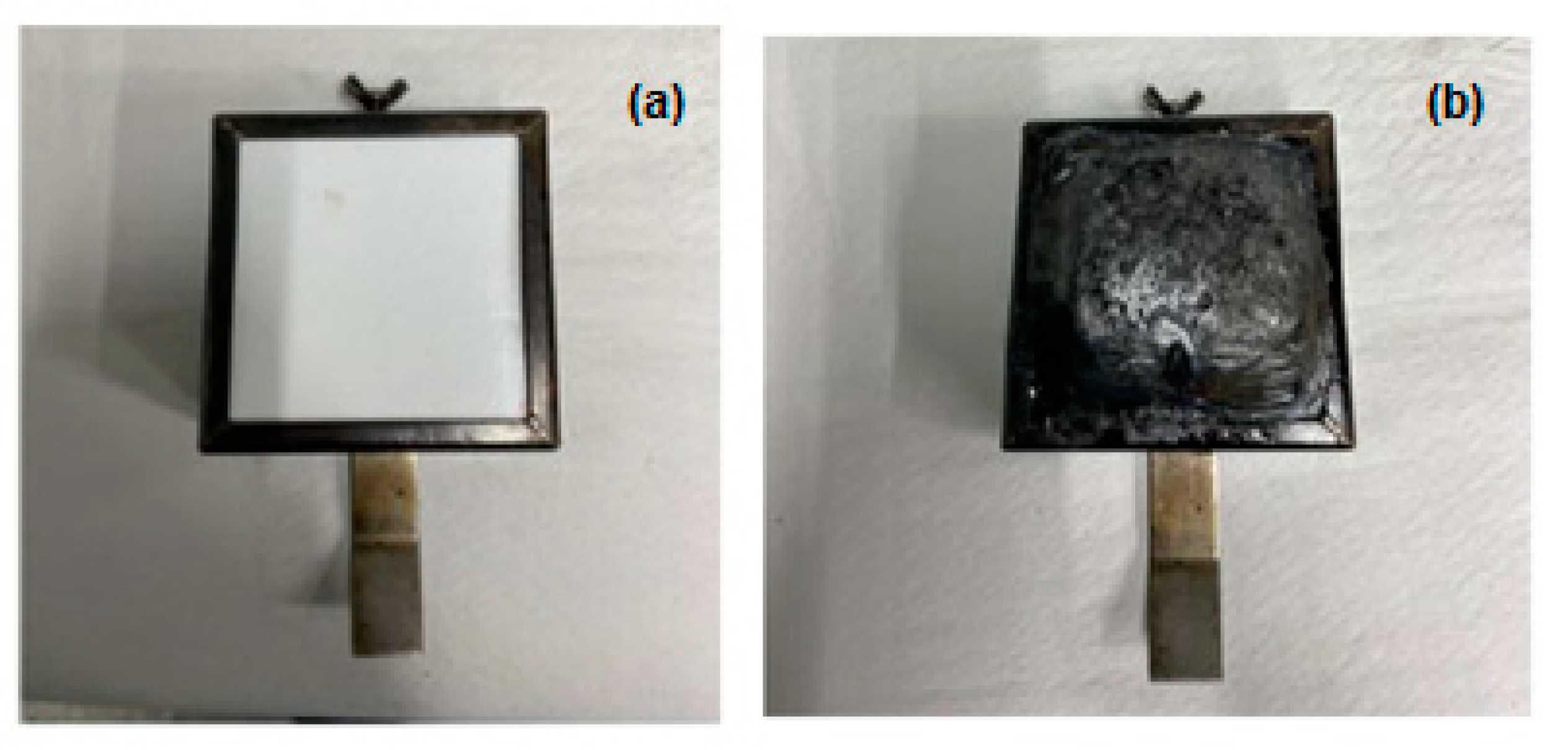
3.4. Color and Gloss Characterization
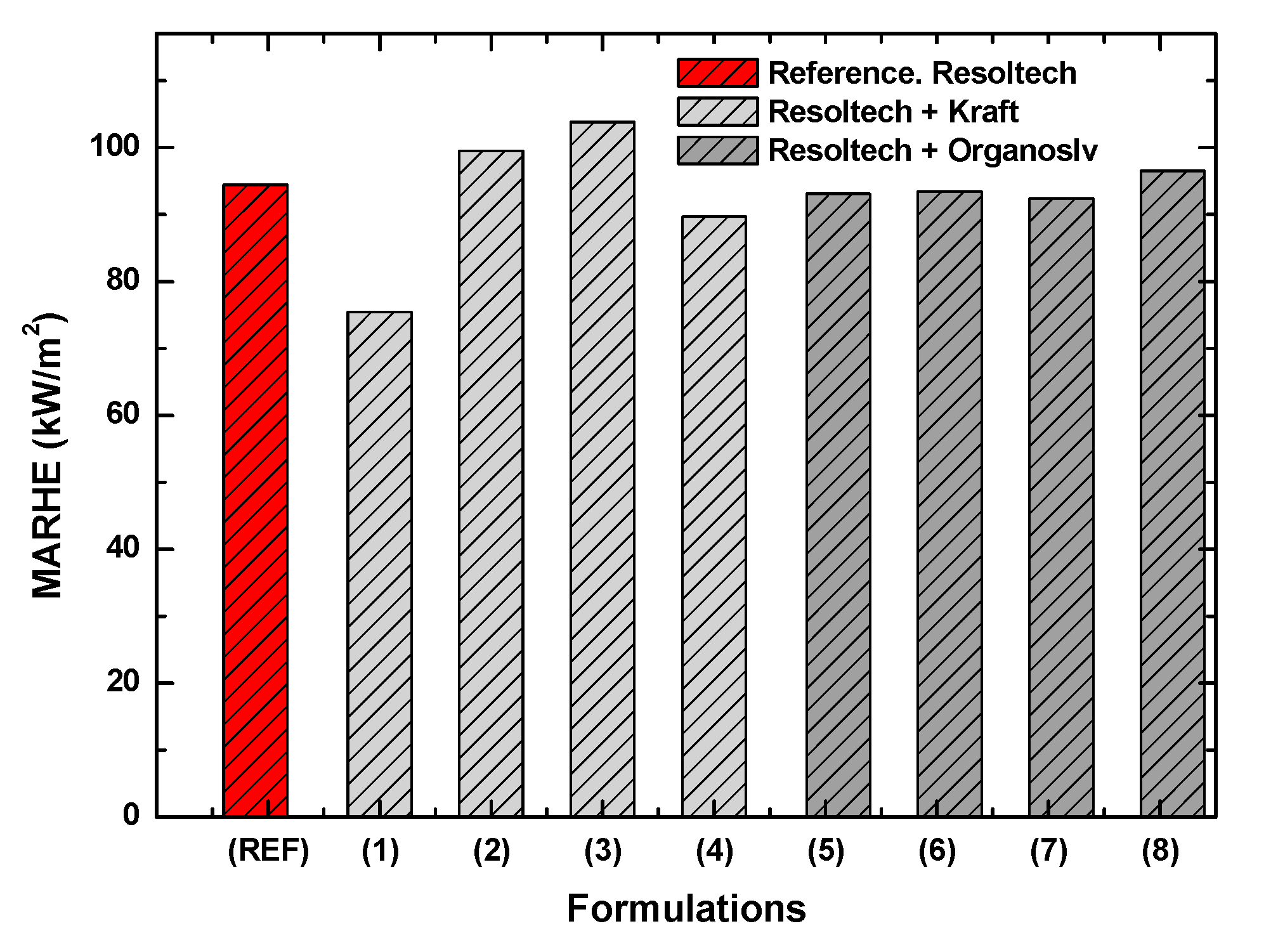
3.5. Fire Behavior
4. Conclusions
- -
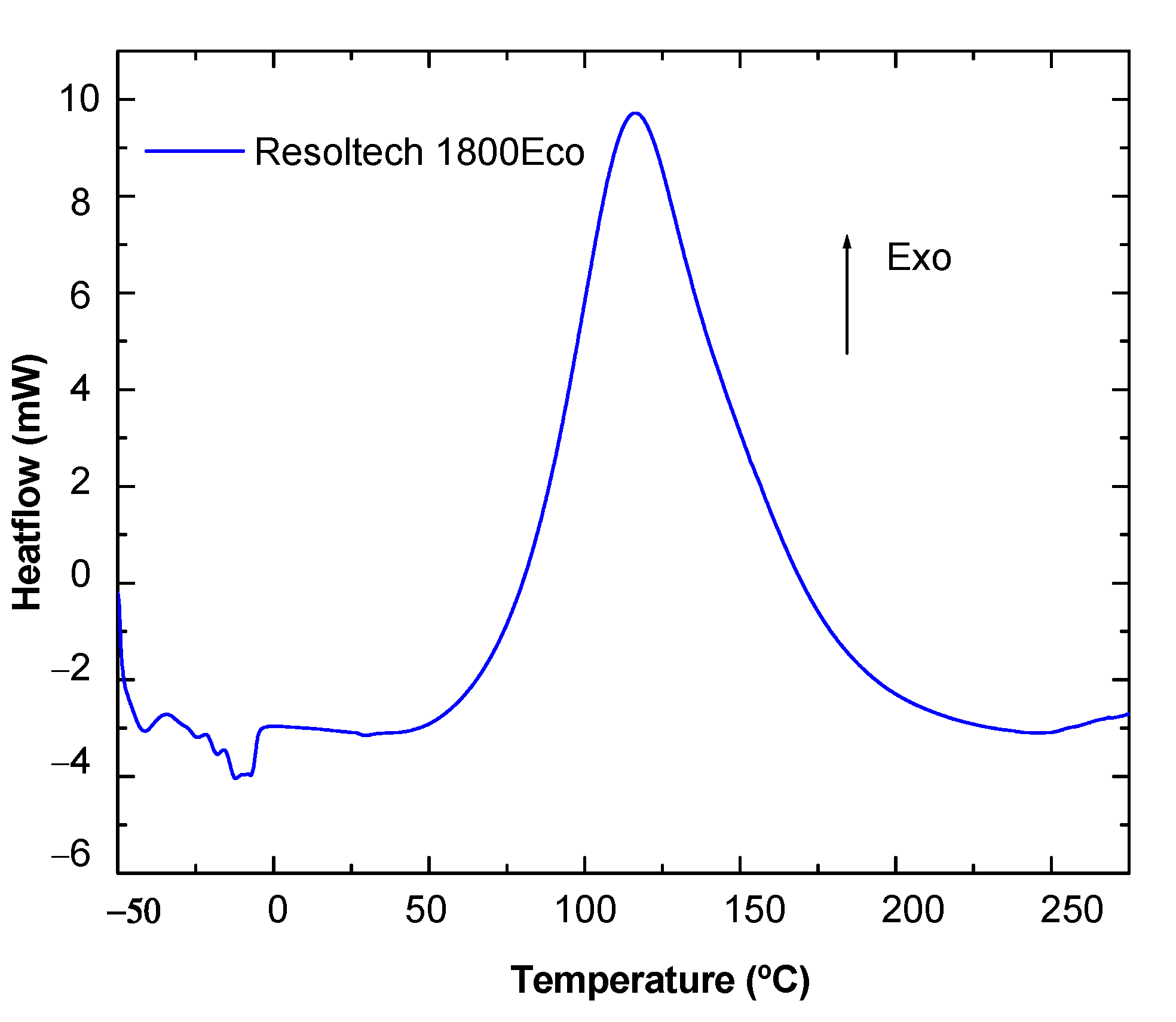
- In the DSC tests, when analyzing the lignin in the gel-coat, it was observed that the Organosolv lignin minimally alters the curing curve, and in the case of the formulations with different amounts of of Kraft lignin, do not show significant differences compared to the reference.
- -
- Thermogravimetric analysis has shown that the gel-coat is resistant to high temperatures, as it does not degrade up to 287 °C. With respect to the lignins analyzed, Kraft lignin has a higher degradation temperature than Organosolv. No inhibition of the curing curve with lignins was observed.
- -
- After analyzing the rheological behavior, it was found that the Resoltech system is suitable for processing in-vacuum resin infusion technology.
- -
- With regard to the mechanical properties, it was observed that formulations 6 and 7 (formulations with organosolv lignin) show an improvement of around 20% with respect to the reference (120 MPa) in terms of strength, reaching 140–150 MPa. In relation to the modulus, the maximum modulus reached is 11,000 MPa, which is presented by the reference formulation. It should be noted that this value is also reached in formulations 1 (1%wt Kraft) and 7 (3.5%wt organosolv).
- -
- Analyzing the color change, it was observed that the addition of lignin in the gel-coat improves the properties against UV attack. This improvement was observed, to a great extent, in those formulations with Organosolv lignin. However, it should be noted that certain improvements were also observed with Kraft lignin. As far as gloss is concerned, the addition of lignin has no effect since the surface is matte, and QUV aging did not alter the gloss of the composites.
- -
- It was also observed that some of the formulations have MARHE values less than 90 kW/m2, which allows us to conclude that these composites could be used inside and outside long-distance trains. In other words, these composites comply with the HL2 (hazard level 2) classification. With regard to lignins, Kraft lignin confers better fire properties than Organosolv lignin.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Perez, R.M.; Sandler, J.K.W.; Altstädt, V.; Hoffmann, T.; Pospiech, D.; Ciesielski, M.; Döring, M. Effect of DOP-Based Compounds on Fire Retardancy, Thermal Stability, and Mechanical Properties of DGEBA Cured with 4,4′-DDS. J. Mater. Sci. 2006, 41, 341–353. [Google Scholar] [CrossRef]
- Guna, V.; Ilangovan, M.; Vighnesh, H.R.; Sreehari, B.R.; Abhijith, S.; Sachin, H.E.; Mohan, C.B.; Reddy, N. Engineering Sustainable Waste Wool Biocomposites with High Flame Resistance and Noise Insulation for Green Building and Automotive Applications. J. Nat. Fibers 2021, 18, 1871–1881. [Google Scholar] [CrossRef]
- Chukwunonso Ossai, I.; Shahul Hamid, F.; Hassan, A. Valorisation of Keratinous Wastes: A Sustainable Approach towards a Circular Economy. Waste Manag. 2022, 151, 81–104. [Google Scholar] [CrossRef]
- Ravindran, G.; Mahesh, V.; Bheel, N.; Chittimalla, S.; Srihitha, K.; Sushmasree, A. Usage of Natural Fibre Composites for Sustainable Material Development: Global Research Productivity Analysis. Buildings 2023, 13, 1260. [Google Scholar] [CrossRef]
- Mishra, A.; Bhattacharyya, D. Sustainable Enhancement of the Mechanical and Flammability Performances of Keratinous Feather-PP Composites: The Effects of Processing Temperature and Solvent Choice. J. Compos. Sci. 2023, 7, 305. [Google Scholar] [CrossRef]
- Arzt, E.; Quan, H.; McMeeking, R.M.; Hensel, R. Functional Surface Microstructures Inspired by Nature—From Adhesion and Wetting Principles to Sustainable New Devices. Prog. Mater. Sci. 2021, 120, 100823. [Google Scholar] [CrossRef]
- El Hawary, O.; Boccarusso, L.; Ansell, M.P.; Durante, M.; Pinto, F. An Overview of Natural Fiber Composites for Marine Applications. J. Mar. Sci. Eng. 2023, 11, 1076. [Google Scholar] [CrossRef]
- Mann, G.S.; Azum, N.; Khan, A.; Rub, M.A.; Hassan, M.I.; Fatima, K.; Asiri, A.M. Green Composites Based on Animal Fiber and Their Applications for a Sustainable Future. Polymers 2023, 15, 601. [Google Scholar] [CrossRef]
- Prabhakar, M.N.; Shah, A.U.R.; Song, J.-I. A Review on the Flammability and Flame Retardant Properties of Natural Fibers and Polymer Matrix Based Composites. Compos. Res. 2015, 28, 29–39. [Google Scholar] [CrossRef]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef]
- Kim, N.K.; Lin, R.J.T.; Bhattacharyya, D. Extruded Short Wool Fibre Composites: Mechanical and Fire Retardant Properties. Compos. Part B Eng. 2014, 67, 472–480. [Google Scholar] [CrossRef]
- Baroncini, E.A.; Kumar Yadav, S.; Palmese, G.R.; Stanzione, J.F. Recent advances in bio-based epoxy resins and bio-based epoxy curing agents. J. Appl. Polym. Sci. 2016, 133, 44103. [Google Scholar] [CrossRef]
- Ciampaglia, A.; Patruno, L.; Ciardiello, R. Design of a Lightweight Origami Composite Crash Box: Experimental and Numerical Study on the Absorbed Energy in Frontal Impacts. J. Compos. Sci. 2024, 8, 224. [Google Scholar] [CrossRef]
- Fan, M.; Naughton, A. Mechanisms of Thermal Decomposition of Natural Fibre Composites. Compos. Part B Eng. 2016, 88, 1–10. [Google Scholar] [CrossRef]
- Wang, L.; Wang, X. 6-Effect of Structure–Property Relationships on Fatigue Failure in Natural Fibres. In Fatigue Failure of Textile Fibres; Miraftab, M., Ed.; Woodhead Publishing Series in Textiles; Woodhead Publishing: Cambridge, UK, 2009; pp. 95–132. [Google Scholar]
- Bolcu, D.; Stănescu, M.M. A Study of the Mechanical Properties of Composite Materials with a Dammar-Based Hybrid Matrix and Two Types of Flax Fabric Reinforcement. Polymers 2020, 12, 1649. [Google Scholar] [CrossRef]
- Gregor-Svetec, D.; Leskovšek, M.; Leskovar, B.; Stanković Elesini, U.; Vrabič-Brodnjak, U. Analysis of PLA Composite Filaments Reinforced with Lignin and Polymerised-Lignin-Treated NFC. Polymers 2021, 13, 2174. [Google Scholar] [CrossRef]
- Karthäuser, J.; Biziks, V.; Mai, C.; Militz, H. Lignin and Lignin-Derived Compounds for Wood Applications—A Review. Molecules 2021, 26, 2533. [Google Scholar] [CrossRef] [PubMed]
- Sadeghifar, H.; Ragauskas, A. Lignin as a UV Light Blocker—A Review. Polymers 2020, 12, 1134. [Google Scholar] [CrossRef]
- Makarov, I.S.; Smyslov, A.G.; Palchikova, E.E.; Vinogradov, M.I.; Shandryuk, G.A.; Levin, I.S.; Arkharova, N.A.; Kulichikhin, V.G. Nonwoven materials based on natural and artificial fibers. Cellulose 2024, 31, 1927–1940. [Google Scholar] [CrossRef]
- Dababi, I.; Gimello, O.; Elaloui, E.; Quignard, F.; Brosse, N. Organosolv Lignin-Based Wood Adhesive. Influence of the Lignin Extraction Conditions on the Adhesive Performance. Polymers 2016, 8, 340. [Google Scholar] [CrossRef]
- Luo, Z.; Qian, Q.; Sun, H.; Wei, Q.; Zhou, J.; Wang, K. Lignin-First Biorefinery for Converting Lignocellulosic Biomass into Fuels and Chemicals. Energies 2023, 16, 125. [Google Scholar] [CrossRef]
- Ház, A.; Jablonský, M.; Šurina, I.; Kačík, F.; Bubeníková, T.; Ďurkovič, J. Chemical Composition and Thermal Behavior of Kraft Lignins. Forests 2019, 10, 483. [Google Scholar] [CrossRef]
- Ibarra, D.; García-Fuentevilla, L.; Domínguez, G.; Martín-Sampedro, R.; Hernández, M.; Arias, M.E.; Santos, J.I.; Eugenio, M.E. NMR Study on Laccase Polymerization of Kraft Lignin Using Different Enzymes Source. Int. J. Mol. Sci. 2023, 24, 2359. [Google Scholar] [CrossRef]
- Pilarska, A.A.; Wolna-Maruwka, A.; Niewiadomska, A.; Pilarski, K.; Olesienkiewicz, A. A Comparison of the Influence of Kraft Lignin and the Kraft Lignin/Silica System as Cell Carriers on the Stability and Efficiency of the Anaerobic Digestion Process. Energies 2020, 13, 5803. [Google Scholar] [CrossRef]
- Bhattacharyya, S.; Matsakas, L.; Rova, U.; Christakopoulos, P. Melt Stable Functionalized Organosolv and Kraft Lignin Thermoplastic. Processes 2020, 8, 1108. [Google Scholar] [CrossRef]
- Koumba-Yoya, G.; Stevanovic, T. Study of Organosolv Lignins as Adhesives in Wood Panel Production. Polymers 2017, 9, 46. [Google Scholar] [CrossRef]
- Ares-Elejoste, P.; Seoane-Rivero, R.; Gandarias, I.; Iturmendi, A.; Gondra, K. Sustainable Alternatives for the Development of Thermoset Composites with Low Environmental Impact. Polymers 2023, 15, 2939. [Google Scholar] [CrossRef] [PubMed]
- Torres-Arellano, M.; Renteria-Rodríguez, V.; Franco-Urquiza, E. Mechanical Properties of Natural-Fiber-Reinforced Biobased Epoxy Resins Manufactured by Resin Infusion Process. Polymers 2020, 12, 2841. [Google Scholar] [CrossRef] [PubMed]
- Owuamanam, S.; Soleimani, M.; Cree, D.E. Fabrication and Characterization of Bio-Epoxy Eggshell Composites. Appl. Mech. 2021, 2, 694–713. [Google Scholar] [CrossRef]
- Boursier Niutta, C.; Ciardiello, R.; Tridello, A.; Paolino, D.S. Epoxy and Bio-Based Epoxy Carbon Fiber Twill Composites: Comparison of the Quasi-Static Properties. Materials 2023, 16, 1601. [Google Scholar] [CrossRef]
- Shao, W.; Li, T.; Xiao, F.; Luo, F.; Qiu, Y.; Liu, Y.; Yuan, B.; Li, K. Exploration of the Fire-Retardant Potential of Microencapsulated Ammonium Polyphosphate in Epoxy Vitrimer Containing Dynamic Disulfide Bonds. Polymers 2023, 15, 2839. [Google Scholar] [CrossRef] [PubMed]
- Zhu, J.; Zhu, H.; Njuguna, J.; Abhyankar, H. Recent Development of Flax Fibres and Their Reinforced Composites Based on Different Polymeric Matrices. Materials 2013, 6, 5171–5198. [Google Scholar] [CrossRef] [PubMed]
- Sanivada, U.K.; Mármol, G.; Brito, F.P.; Fangueiro, R. PLA Composites Reinforced with Flax and Jute Fibers—A Review of Recent Trends, Processing Parameters and Mechanical Properties. Polymers 2020, 12, 2373. [Google Scholar] [CrossRef] [PubMed]
- Aliotta, L.; Gigante, V.; Coltelli, M.-B.; Cinelli, P.; Lazzeri, A.; Seggiani, M. Thermo-Mechanical Properties of PLA/Short Flax Fiber Biocomposites. Appl. Sci. 2019, 9, 3797. [Google Scholar] [CrossRef]
- UNE-EN 45545-2:2021; Railway Applications—Fire Protection on Railway Vehicles—Part 2: Requirements for Fire Behavior of Materials and Components. AENOR: Madrid, Spain, 2021.
- UNE-EN ISO 14125/AC:2002; Fibre-Reinforced Plastic Composites—Determination of Flexural Properties (ISO 14125:1998/Cor. 1:2001). AENOR: Madrid, Spain, 2002.
- ISO 5660-1:2015 + AMD:2019; Reaction-to-Fire Tests—Heat Release, Smoke Production and Mass Loss Rate—Part 1: Heat Release Rate (Cone Calorimeter Method) and Smoke Production Rate (Dynamic Measurement)—Amendment 1. AENOR: Madrid, Spain, 2019.
- UNE ISO 2813:2015; Paints and Varnishes—Determination of Gloss Value at 20º, 60º and 85º (ISO 2813:2014). AENOR: Madrid, Spain, 2015.





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Formulation | Kraft Lignin (%) | Organosolv Lignin (%) |
|---|---|---|
| Reference | - | - |
| 1 | 1.0 | - |
| 2 | 2.5 | - |
| 3 | 3.5 | - |
| 4 | 5.0 | - |
| 5 | - | 1.0 |
| 6 | - | 2.5 |
| 7 | - | 3.5 |
| 8 | - | 5.0 |
| ΔH (J/g) | Tc (°C) | |
|---|---|---|
| Resoltech 1800eco system | 450 | 117 |
| Formulation | ΔH Experimental (J/g) | % Gel-Coat | ΔH Theoretical (J/g) | Tc (°C) |
|---|---|---|---|---|
| Reference | 224.90 | 100 | 224.90 | 98.96 |
| 1 | 193.74 | 99.19 | 223.08 | 99.96 |
| 2 | 186.85 | 98.07 | 220.56 | 99.45 |
| 3 | 185.40 | 97.32 | 218.87 | 99.30 |
| 4 | 209.44 | 96.21 | 216.38 | 96.90 |
| 5 | 193.49 | 99.19 | 223.08 | 99.61 |
| 6 | 191.87 | 98.07 | 220.56 | 100.11 |
| 7 | 181.70 | 97.32 | 218.87 | 99.45 |
| 8 | 175.88 | 96.21 | 216.38 | 98.78 |
| Formulation | Ignition Time (s) | Extinction Time (s) | MARHE (kW/m2) | Qmax (kW/m2) |
|---|---|---|---|---|
| Reference | 55 | >1200 | 94.4 | 247.6 |
| 1 | 43 | >1200 | 75.4 | 157.4 |
| 2 | 37 | 1159 | 99.5 | 247.4 |
| 3 | 37 | 1147 | 103.8 | 375.5 |
| 4 | 47 | >1200 | 89.7 | 241.0 |
| 5 | 45 | >1200 | 93.1 | 211.1 |
| 6 | 61 | >1200 | 93.4 | 201.1 |
| 7 | 53 | >1200 | 92.4 | 239.1 |
| 8 | 39 | >1200 | 96.5 | 263.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ares-Elejoste, P.; Pérez, A.; Gondra, K.; Seoane-Rivero, R. Development of New Lignin-Based Coatings with Ultraviolet Resistance for Biobased Composite Materials. Polymers 2024, 16, 2175. https://doi.org/10.3390/polym16152175
Ares-Elejoste P, Pérez A, Gondra K, Seoane-Rivero R. Development of New Lignin-Based Coatings with Ultraviolet Resistance for Biobased Composite Materials. Polymers. 2024; 16(15):2175. https://doi.org/10.3390/polym16152175
Chicago/Turabian StyleAres-Elejoste, Patricia, Ana Pérez, Koldo Gondra, and Rubén Seoane-Rivero. 2024. "Development of New Lignin-Based Coatings with Ultraviolet Resistance for Biobased Composite Materials" Polymers 16, no. 15: 2175. https://doi.org/10.3390/polym16152175
APA StyleAres-Elejoste, P., Pérez, A., Gondra, K., & Seoane-Rivero, R. (2024). Development of New Lignin-Based Coatings with Ultraviolet Resistance for Biobased Composite Materials. Polymers, 16(15), 2175. https://doi.org/10.3390/polym16152175