1. Introduction
The automotive industry has strongly embraced carbon fibres (CF) for its ability to provide durable, and lightweight components, without compromising performance or safety [
1]. In fact, lightweight materials offer significant potential to enhance vehicle efficiency and fuel saving, as lighter items require less energy for acceleration [
2,
3]. Furthermore, components, such as body panels, wheels, rims, and interior finishes benefit from carbon fibre’s unique qualities and pleasing aesthetics. However, while aftermarket CF composite parts are available, they are predominantly featured in luxury sports vehicles and racing cars, particularly due to their high cost when compared to other standard materials. Nevertheless, this paradigm is changing, as can be seen by the automotive CF market, which was valued in 2022 at USD 24.13 billion and was projected to reach USD 64.05 billion by 2032, with a Compound Annual Growth Rate (CAGR) of 11.60% during the forecast period of 2023–2032 [
4]. It is also important to state that leading CF providers respond to the demands of vehicle Original Equipment Manufacturers (OEMs), system suppliers, and consumers to create lighter, cleaner, safer, and more cost-effective vehicles. Carbon fibre’s adoption as a replacement for conventional metals and alloys promotes compliance with stringent emission regulations and rising fuel prices, improving engine performance and fuel efficiency. Moreover, carbon fibre’s physical strength surpasses that of common metals, making it a promising material to extend the range of electric vehicles as global demand rises [
5,
6].
Unlocking CF’s full potential in automotive applications strongly benefits from ongoing research focusing on enhancing the properties of Carbon Fibre Reinforced Polymers (CFRPs). In our study, CFRP modification is achieved by incorporating block copolymers (BCPs) into the thermoset matrix and by anodically oxidizing and polymer grafting the carbon fibre surface. The incorporation of BCPs aims to enhance fracture resistance and improve the interfacial properties, ensuring an efficient load transfer from the matrix to the fibres. Meanwhile, the anodic oxidation process creates functional groups on the carbon fibre surface, which facilitates subsequent polymer grafting with methacrylic acid, leading to improved covalent bonding with the matrix. These modifications are designed to enhance the overall mechanical properties and durability of the CFRP, making it particularly suitable for energy absorbers in automotive applications, which is the main application field of this study.
Despite their promising features, CFRPs are also known to present poor through-thickness properties, mainly associated with the brittle nature of the thermoset polymer base [
7]. Furthermore, since the performance of CFRPs is strongly dependent on the fibre–matrix interface, the improvement of the interfacial properties is crucial to ensure an efficient load transfer from the matrix to the reinforcements, aiming to reduce stress concentrations and enhance the overall mechanical properties [
8]. One promising approach involves the incorporation of block copolymers (BCPs) into the thermoset matrix, which are polymers comprised of two or more distinct polymer chains covalently connected at their endpoints to form one chain [
9,
10]. Specifically, AB-type block copolymers consist of two distinct polymer blocks (A and B) connected end-to-end. ABA-type block copolymers have three blocks arranged in a sequence where a central B block is flanked by two A blocks. ABC-type block copolymers have three different polymer blocks in a sequence. These structures can enhance fracture resistance while maintaining essential properties, including glass transition temperature and modulus. The presence of ‘epoxy-miscible’ and ‘epoxy-immiscible’ blocks promotes the self-assembling of BCPs into nanosized structures within the matrix, such as vesicles, spherical micelles, or wormlike micelles, improving mechanical integrity and durability at concentrations below 5 wt.% [
11,
12].
In addition to the advancements in functionalized polymeric matrices, modifying the fibre surface is another approach for enhancing carbon fibre properties and final CFRP composite components. This involves altering physical, chemical, or morphological properties through techniques such as surface oxidation, roughening, or coating with nanomaterials (carbon nanotubes/graphene oxide, CNTs/GO), plasma modification, and polymer grafting [
13,
14]. This work focuses on a two-step process involving anodic oxidation and polymer grafting. Anodic oxidation activates the carbon fibre surface, creating functional groups that facilitate subsequent electropolymerisation of methacrylic acid [
15]. The polymer’s functional groups promote covalent bonding with the matrix, improving interfacial properties while serving as a sizing agent, streamlining the fibre manufacturing process [
16].
The properties of composites resulting from these approaches, namely the incorporation of BCPs into polymer matrices and electropolymerised fabrics, are evaluated in this study, aiming to achieve synergetic effects, through morphological and mechanical testing. These modified materials are then utilized to produce an energy absorber prototype. Energy absorbers are critical components in automotive safety systems, designed to absorb and dissipate energy during impacts, thereby protecting passengers and vehicle structures. These components are often utilized in crash management systems, such as bumper beams and side-impact bars. Traditional manufacturing of CFRP energy absorbers typically involves autoclave processes, which provide high-quality and reliable results but are associated with high costs, long cure times, and limitations in scaling up for mass production.
In this study, we introduce an out-of-autoclave process for producing CFRP energy absorbers. This novel manufacturing methodology offers a promising alternative to conventional autoclave methods by reducing cure time and costs. The process involves the use of a vacuum bench for automated final shaping, allowing for more efficient and scalable production. Our approach not only maintains the high-performance characteristics required for energy absorbers but also aligns with the automotive industry’s push towards more cost-effective and scalable manufacturing solutions for advanced materials.
2. Materials and Methods
2.1. Materials
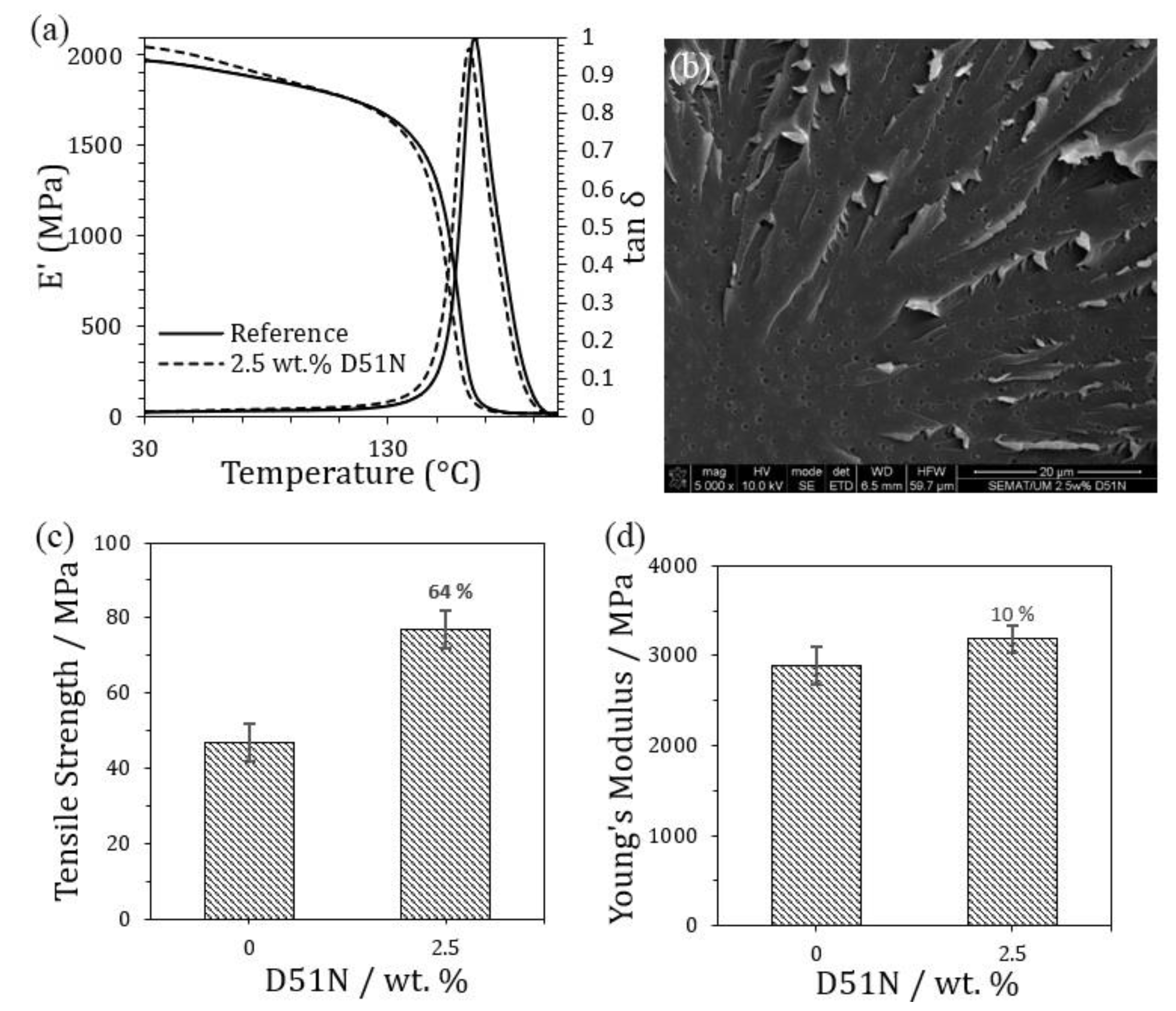
Surface treatments (electropolymerisation) have been performed on commercial carbon fibres (T700S C12K-50C PP—Toray, France) with double distilled methacrylic acid (Acros Organics, Waltham, MA, USA), under reduced pressure. For CF pre-impregnation purposes, a three-part resin system (epoxy Araldite LY 556, accelerators 1571/1573, hardener XB 3430—HUNTSMAN Industries, Arlington, TX, USA) was used. For resin modification, a block copolymer (BCP) D51N was purchased from Arkema (Colombes, France). D51N is an ABA-type triblock copolymer, poly(methylmethacrylate-block-butylacrylate-block-methylmethacrylate)—(PMMA-b-PbuA-b-PMMA), (also known as MAM), where the PMMA blocks are miscible with the epoxy resin, while the PbuA blocks are immiscible.
Treated fibres with modified resin were used for the manufacturing of the energy absorber prototype. In particular, these demonstrators and materials used for their production are listed in
Table 1. The reference demonstrator is made of alternating plies of commercial twill carbon fabric with DT120 epoxy system, provided by Deltatech (Altopascio, Italy), Toray group, and unidirectional (UD) prepregs made with unmodified epoxy resin. This part is made to have a comparison baseline with the modified prototype. The modified demonstrator is made of alternating plies of commercial carbon fabric prepregs, and prepregs produced using the treated (electropolymerised) UD fibres/modified resin with BCP. The commercial material is necessary to ensure the correct position of the unidirectional layers both during the lamination and curing phases.
2.2. Electropolymerisation of CFs
A continuous surface treatment line for fibre treatment has been designed and manufactured based on a two-stage process that has been developed recently in the lab and reported in our previous work; electropolymerisation of MAA [
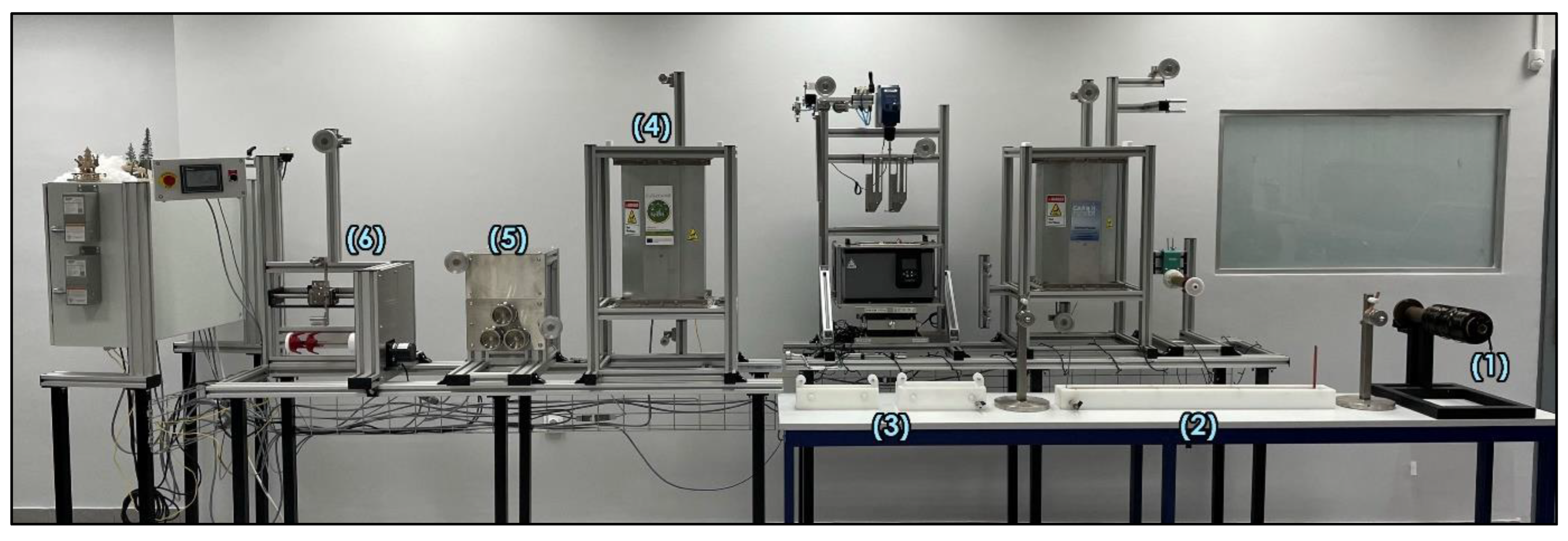
15]. The aim of this technology is to create an interlayer between the fibre and the matrix that improves their adhesion force, resulting in composites with enhanced interlaminar shear strength, a property linked to delamination, which is one of the most common failure mechanisms in composites. The line, which is depicted in
Figure 1, consists of the let of tension creel (station 1), where the carbon fibre spool is unwinded and guided through rollers in the solution bath (station 2). Electrodes (l:1000 × w:5 × t:2 mm) dipped in the electrochemical cell are connected to a DC power source that permits at the 1st step, anodic oxidation and, on the 2nd run, enables the successful electropolymerisation of MAA. Fibres are looped into the bath for a total treatment time of 20 min, capable of creating a uniform coating on the CF surface and, afterwards, washed to remove solvent through 2 aqueous baths (station 3). Fibres’ path passes through a nip-roller consisting of 2 cylinders that, under compressed air, squeeze the fibre, removing any excess solution, followed by a vertical furnace that evaporates the remaining solvent (station 4). A feed roller system consisting of 3 cylinders set the speed line (station 5). The final part of the line is the take-up winder that, besides winding the fibres on a new spool, also sets the tension of the system (station 6). The production rate is 24 m per hour with the current residence time in the bath. The electropolymerisation takes place at −0.435 V in an aqueous solution containing 0.3 M acrylic acid, 0.4 M ZnCl as the supporting electrolyte, and 10 mM N, N-Methylene-bis(acrylamide), which acted as a crosslinker for the grafted polymer as described in our previous work [
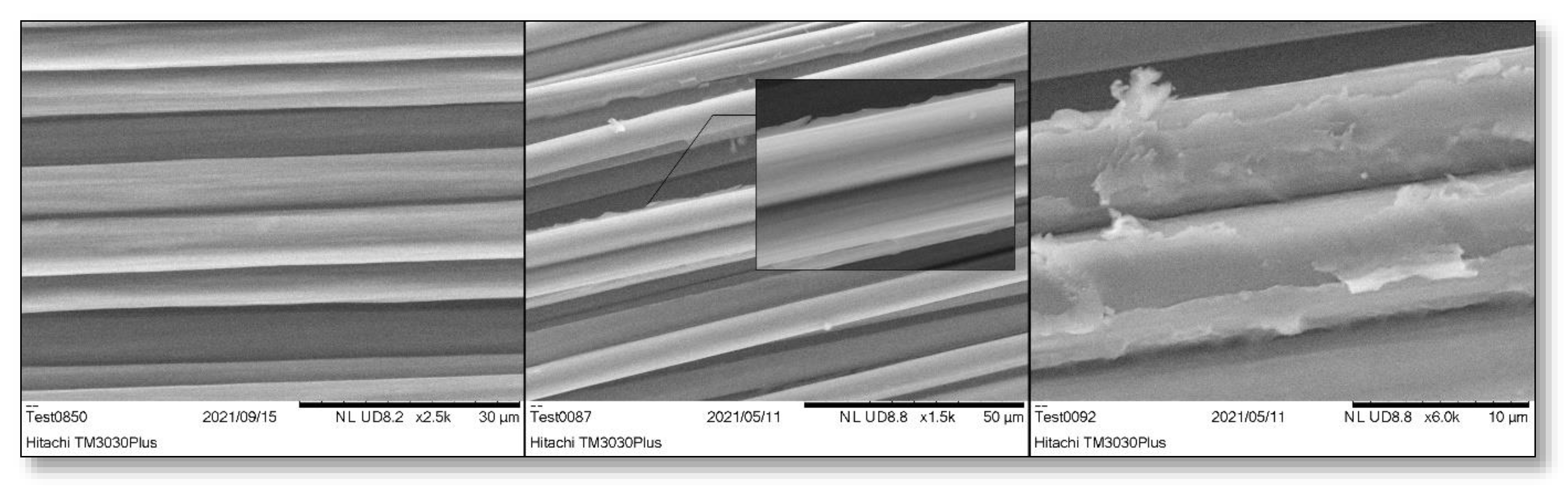
15].
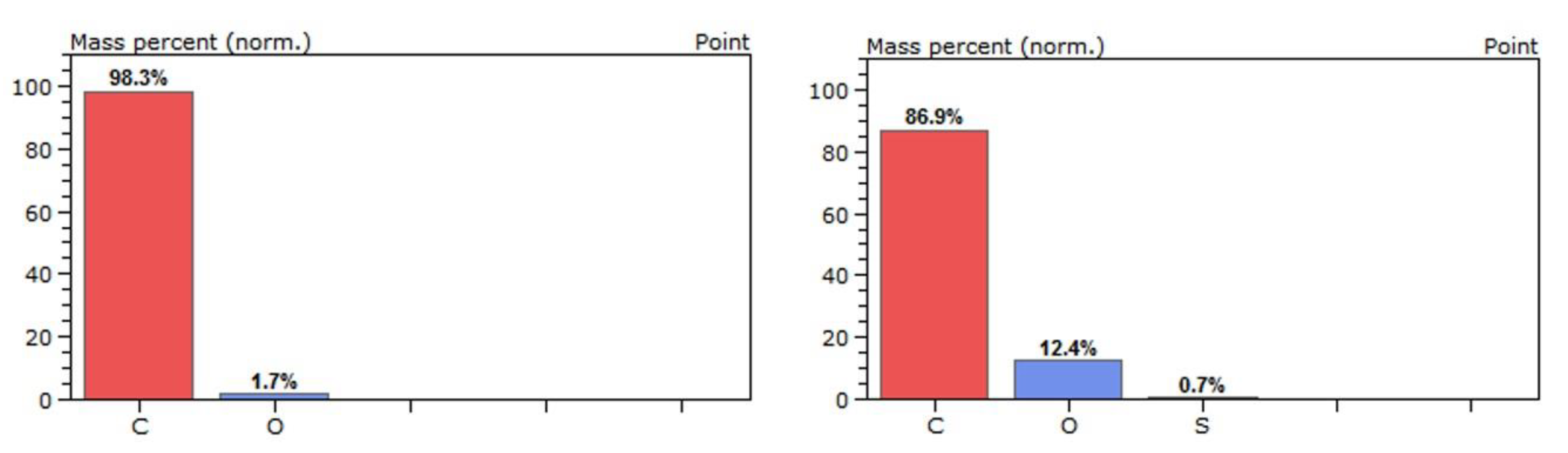
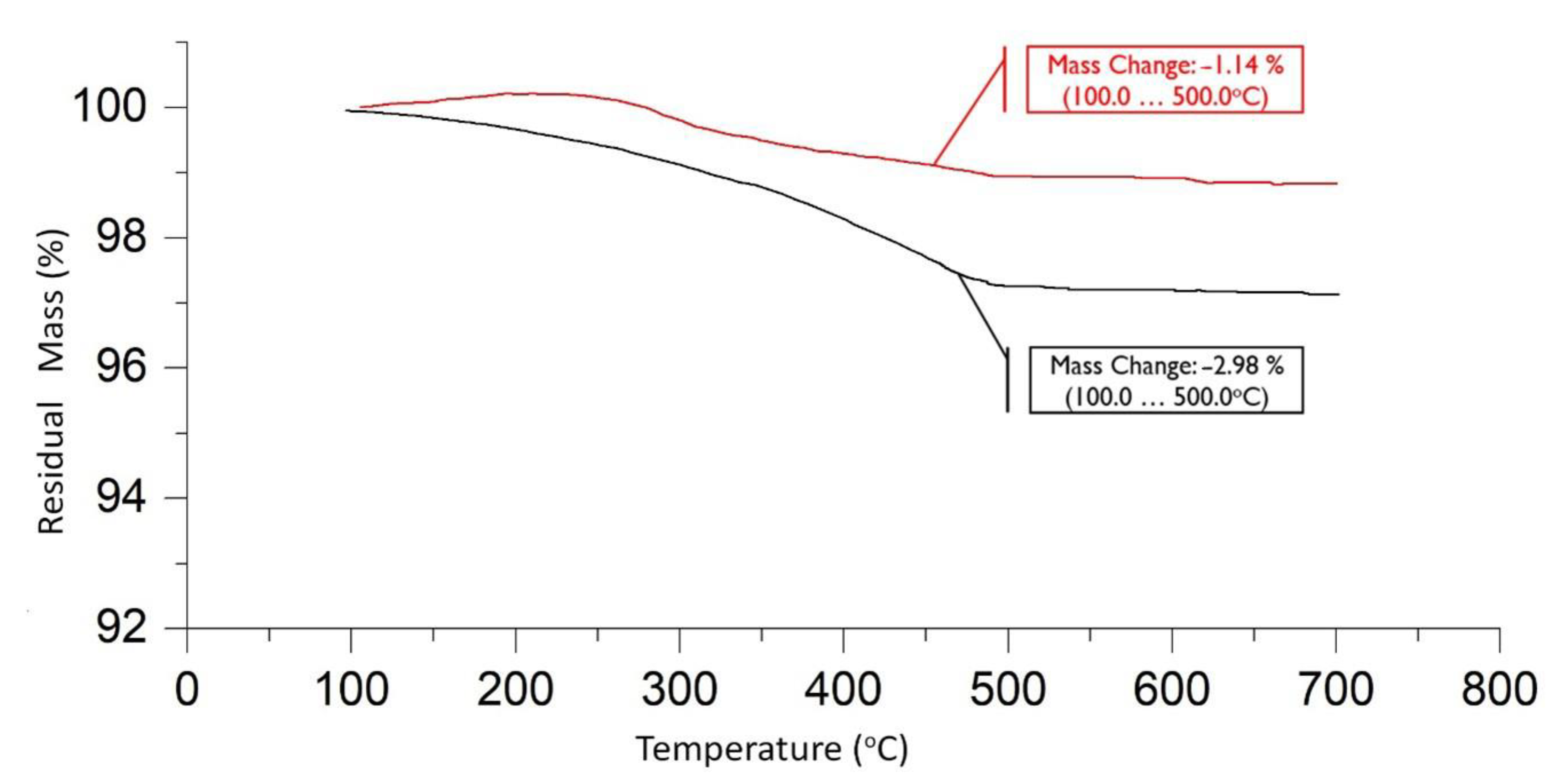
CF morphology of reference and after electropolymerisation treatments were evaluated using Scanning Electron Microscopy (SEM) analysis with a Hitachi Tabletop Microscope TM3030 Scanning Electron Microscope (Hitachi, Tokyo, Japan) equipped with an Energy Dispersive X-Ray Spectrophotometer (EDS) system (QUANTAX 70). The thermal stability was characterised by Thermogravimetric Analysis (TGA) using an STA 449 F5 Jupiter (Munchen, Germany). A temperature sweep from 100 to 700 °C was conducted at a heating rate of 20 °C/min, under nitrogen flow (50 mL/min). Fourier transform infrared (FTIR) spectra were recorded with a Cary 630 spectrometer (Agilent, Santa Clara, CA, USA) with an Attenuated Total Reflectance (ATR). The samples were used directly without further preparation. The IR spectra were recorded at a 4 cm−1 spectral resolution over the range from 400 to 4000 cm−1 with background subtraction.
2.3. Prepreg and Coupon Manufacturing
The incorporation of D51N into the epoxy matrix was performed by mechanical mixing and stirring of both components at 150 °C, ensuring their complete dissolution. After the addition of hardeners, unmodified and modified resins were poured into silicon moulds and cured for 2 h at 120 °C and post-cured for 2 h at 180 °C. Prepreg materials using commercial or treated fibres, and unmodified or modified resins with D51N, were produced using a Drumwinder, Century Design, and the fibre volume fraction (VCF) was determined according to ASTM D3529 [
17]. Before prototype construction, UD-CFRP laminates containing from 12 to 48 layers, depending on the desired thicknesses, were consolidated in an autoclave for 2 h at 120 °C and 3.5 bar.
Table 2 presents the V
CF of each CFRP panel produced.
Material Testing
The mechanical characterisation was performed using an INSTRON 5900R universal instrument (Norwood, MA, USA) with a cell of 5 or 200 kN on at least 5 specimens for each formulation and type of test. Tensile tests of the nanocomposites were obtained from dog-bone specimens according to ISO 527-2 [
18], aiming to determine the optimal content of D51N to be used in modified prepreg materials. Fibre-dominated failure modes were evaluated using tensile tests at 0° according to ASTM 3039 [
19], and interlaminar shear strength (ILSS) properties of the CFRPs containing sized CFs were determined by ASTM D2344 [
20]. Specimens for Mode I interlaminar fracture toughness (GIC) of the CFRPs containing modified resin with D51N were prepared according to our previous work [
8] and according to ASTM D5528 [
21]. G
IC was determined using a modified beam theory (compliance-based beam method) [
8].
Dynamic mechanical analysis (DMA) was conducted using a TA Instruments Q800 (New Castle, DE, USA) in single cantilever mode at 1 Hz of frequency. The temperature varied from 30 to 200 °C at a 5 °C/min rate and the glass transition temperature (Tg) was determined at the peak value of tan δ. SEM images were obtained in a Nova 200 NanoLab from FEI Company (Hillsboro, OR, USA).
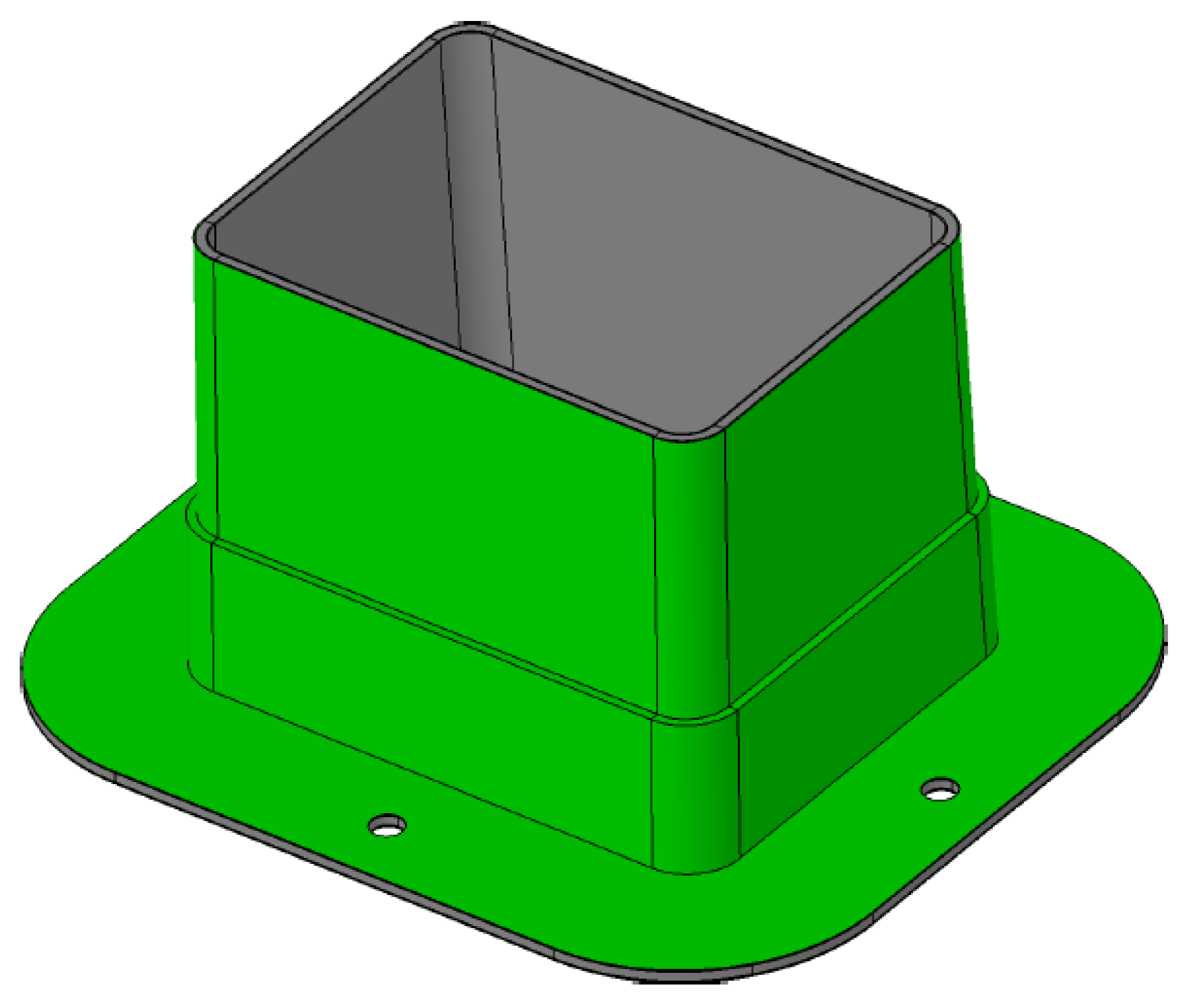
2.4. Energy Absorber Design
An energy absorber (automotive part) was designed to evaluate the feasibility of the novel materials. This component is part of the vehicle structure, which is designed to absorb kinetic energy deriving from a crash through plastic deformation. Traditional energy absorbers are typically comprised of aluminium in the form of extruded bars. CFRP composites are excellent candidates for the manufacturing of energy absorbers, since the light weight of this class of materials, combined with the outstanding specific energy absorption (80 J/g vs. 40 J/g of aluminium alloys) can lead to extremely high-performance products [
22,
23]. However, the time-demanding processes that are typically necessary for these materials made CFRP energy absorbers only suitable for high-level sports cars.
To overcome some of these challenges, an energy absorber suitable for the automotive market was designed from the initial stages with the aim of introducing an innovative manufacturing methodology that can significantly reduce time and production costs. Therefore, compression moulding and automatic vacuum-assisted preforming were introduced for prototype manufacturing.
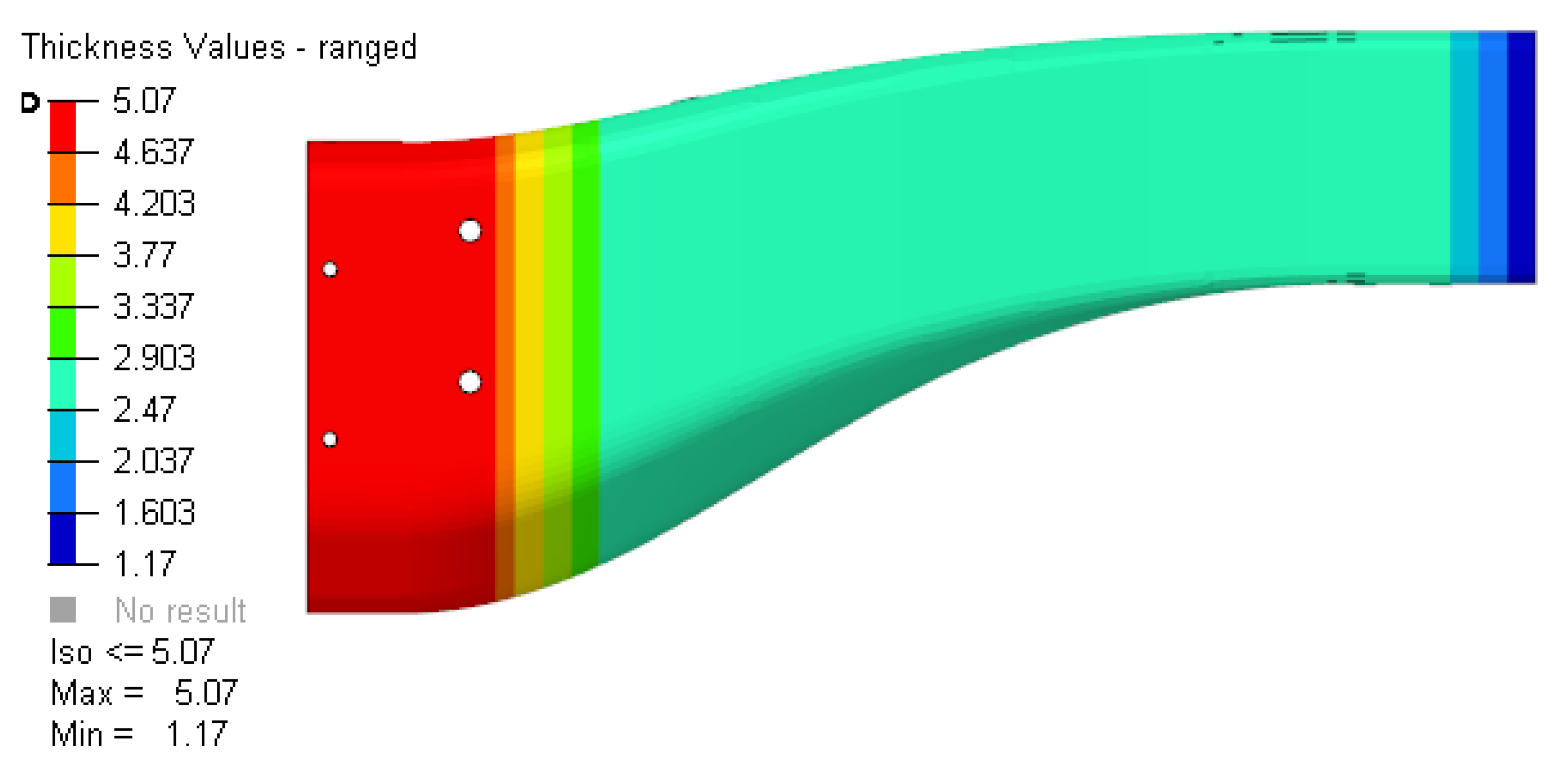
The design process was supported by Finite Element Method (FEM) analysis, aimed at determining the optimum layup to satisfy the mechanical requirements. In particular, Dallara set targets are as follows:
FEM simulations were carried out considering a standard carbon fibre prepreg epoxy system, resulting in a layup with zones having differential thicknesses (
Figure 2) to gradually absorb the impact energy.
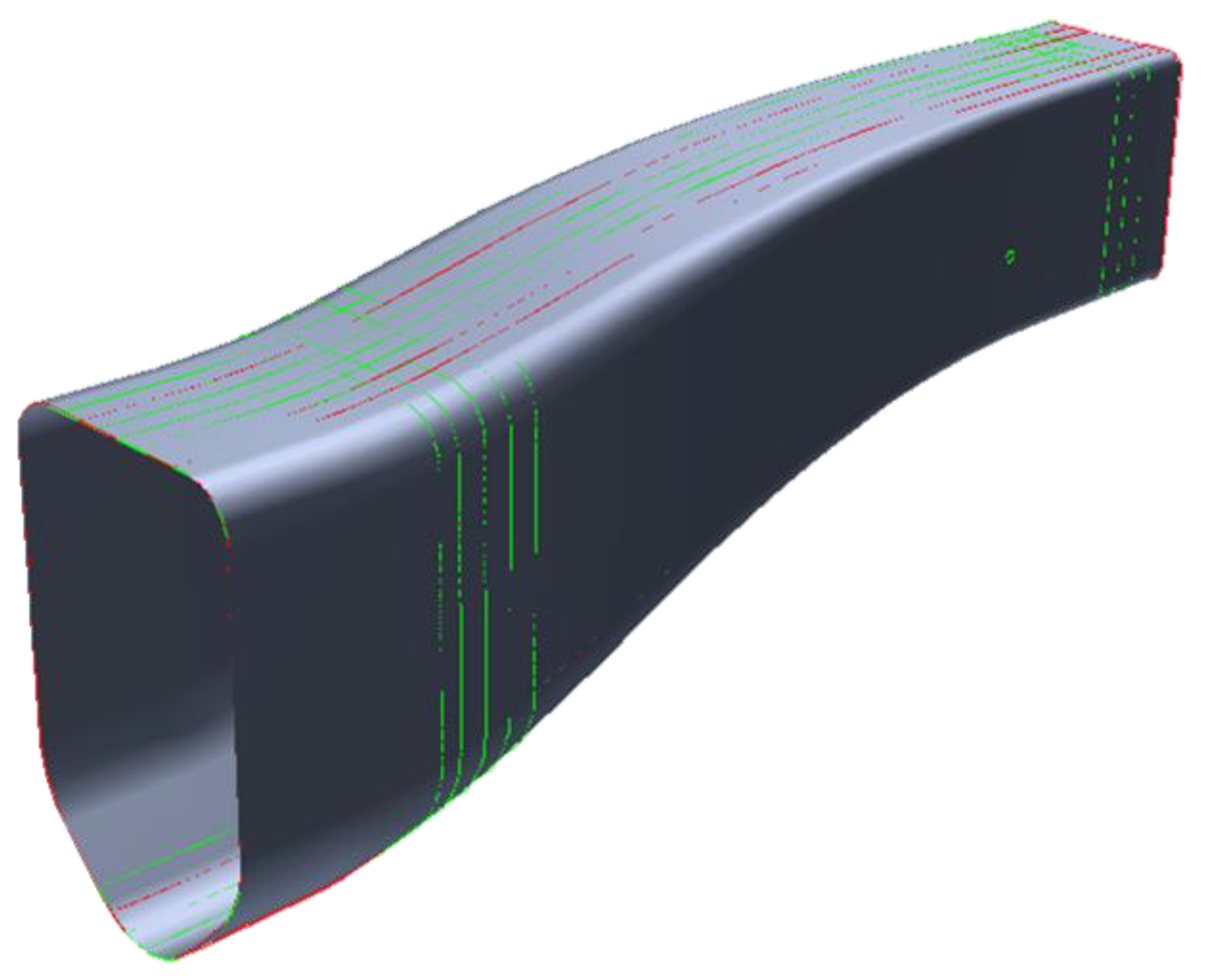
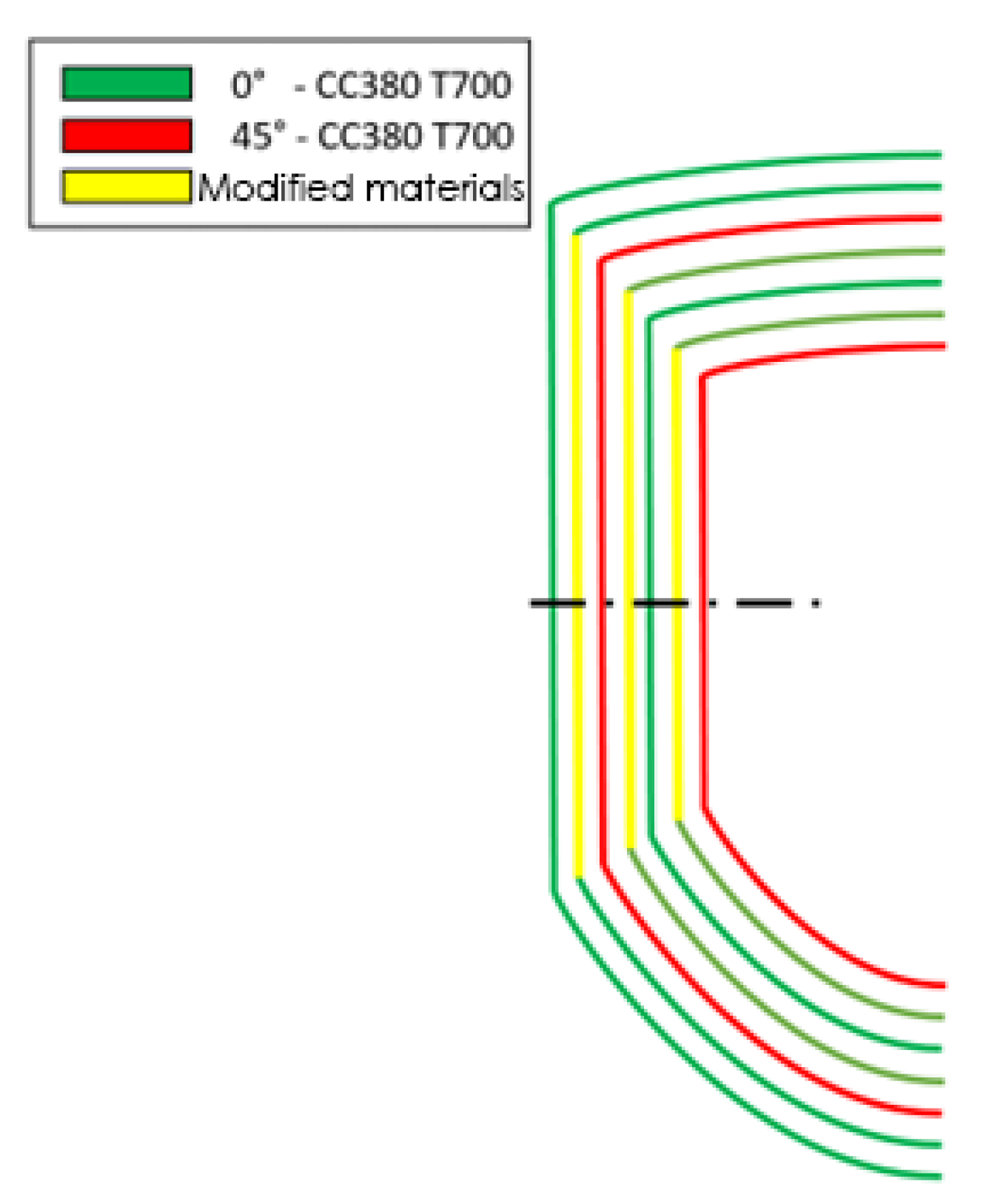
A more detailed view of the plies can be seen in
Figure 3, where the lines represent the perimeter of the reinforcing patches of the part. In more detail, red lines represent +-45° plies whereas green lines represent 0°/90 plies.
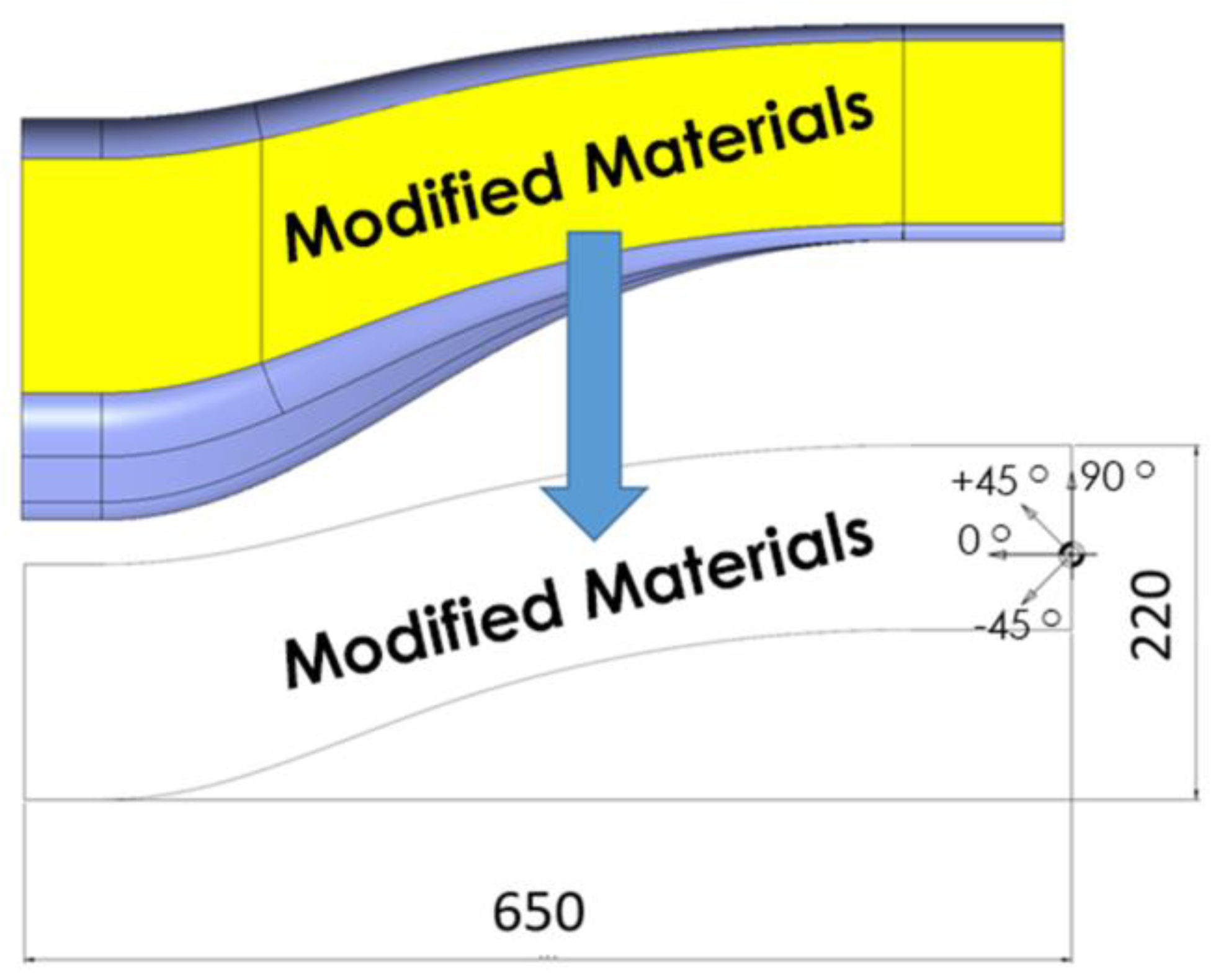
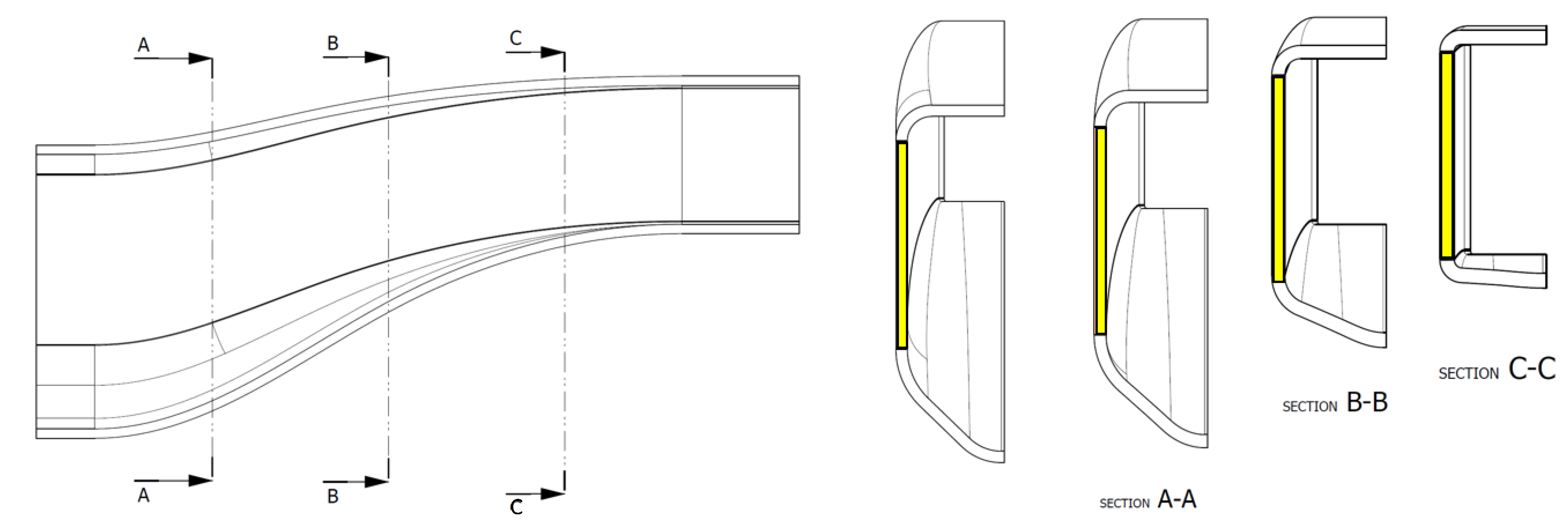
The electropolymerised CF fabric developed in this work was placed in the yellow area of
Figure 4 and
Figure 5 (across all absorber sections A–C) with the aim of maximizing the influence of the reinforcement while at the same time maintaining a simple stacking sequence.
Detailed information on the lamination sequence can be seen in
Figure 6, where the exact lamination phases and orientations of the reinforcements are listed.
As can be seen in the lamination table (
Table 3), 1 layer of commercial CFRP fabric alternated with 4 layers of modified 0/90 UD.
2.5. Manufacturing of Energy Absorber
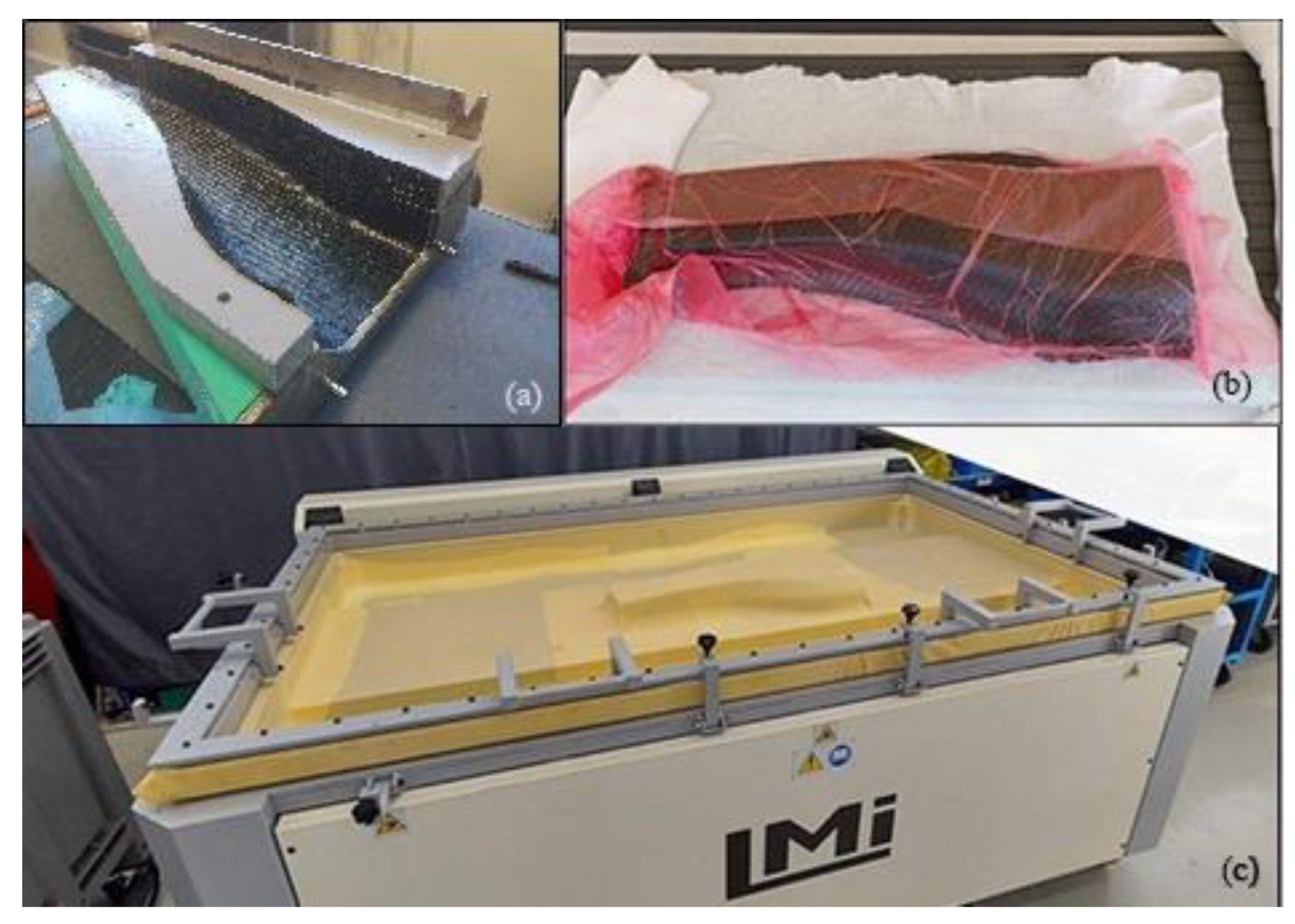
Prepreg material was cut according to the CAD specifications. In the first trials of the prototype manufacturing, prepreg layers were manually laminated into a resin pre-forming mould (
Figure 7a), whereas in the final trials, a semi-automatic pre-forming bench was manufactured (
Figure 7b,c). A pressure of 0.8 bar was applied for 2 min to guarantee compact plies.
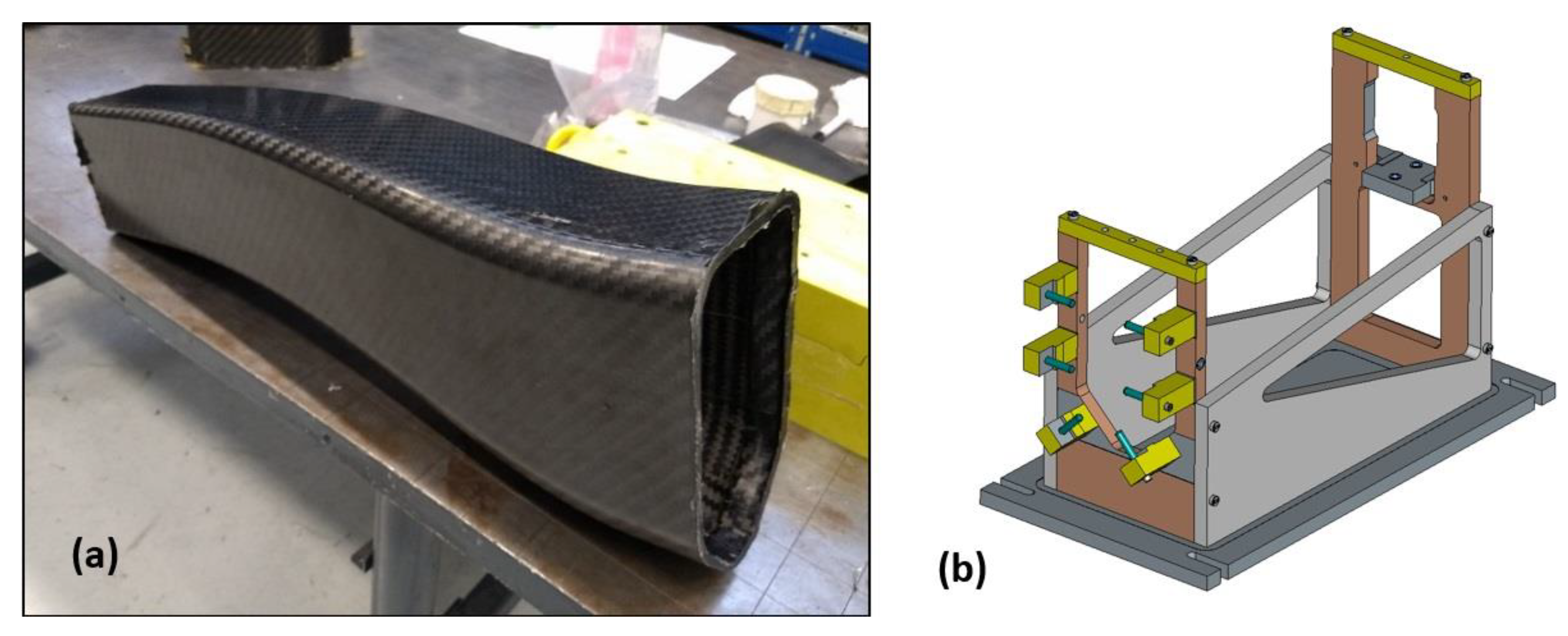
Left and right preforms were combined and a silicone bag was placed inside. The preforms were placed in the mould, which was then closed to allow curing of the part at 125 °C. A pressure of 2 bar was applied to the silicon bag for the first 5 min and then a pressure of 6 bar was applied for the remaining 25 min. After demoulding, the energy absorber was placed in a trimming tooling where metallic inserts were bonded and holes were drilled (
Figure 8).
Energy absorbers were subsequently trimmed with an automatic robot, resulting in the machine version shown in
Figure 9. The holes were necessary to constrain the part to a plate in case of compression test and were also necessary as a reference for the insert bonding phase.
The main parameters used for the manufacturing of the energy absorber in its final configuration are listed in
Table 4.
The rear absorbing structures of racing cars are typically produced by manually laminating prepreg sheets in open moulds, followed by bagging and curing in an autoclave. This process, known for its high-quality output, is also time-intensive and costly. The entire process, including the heating, dwelling, and cooling phases of the autoclave cycle, typically lasts around 4 h. Additionally, the lamination and preparation steps, including the application of vacuum bags, require approximately 15 h. By contrast, the out-of-autoclave process developed in this work, for the same geometric structure, significantly reduces these times. Utilizing vacuum preforming, the suggestive method requires only 10 h for the lamination phase, and just 70 min for curing and demoulding. This approach not only shortens the production time but also dramatically reduces costs. The out-of-autoclave method lowers utility expenses by almost half compared to the traditional autoclave process, primarily due to the reduced energy consumption during the shorter cure cycle. Additionally, labour costs are cut to about one-third, as the simplified process reduces the manual intervention required for lamination and preparation.
To compare the reference with the energy absorber with modified materials, compression tests were performed. In particular, as testing a full rear impact structure would not have been possible due to energy and reached forces and material quantities, smaller coupons with a similar shape were laminated with the materials of interest and tested statically in a lab-scale mechanical testing machine (analysis on
Section 3.3). The mechanical characterisation was conducted using an MTS Insight universal instrument with a 150 kN cell on 3 samples per case.


 ,
, 




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}