
Development of Eco-Efficient Composite from Textile Waste with Polyamide Matrix





Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Material Characterization
2.3.1. Mechanical Tests
2.3.2. Morphology
2.3.3. Thermal Analysis
2.3.4. Thermomechanical Characterization
2.3.5. Wetting Characterization
2.3.6. Water Uptake Characterization
3. Results
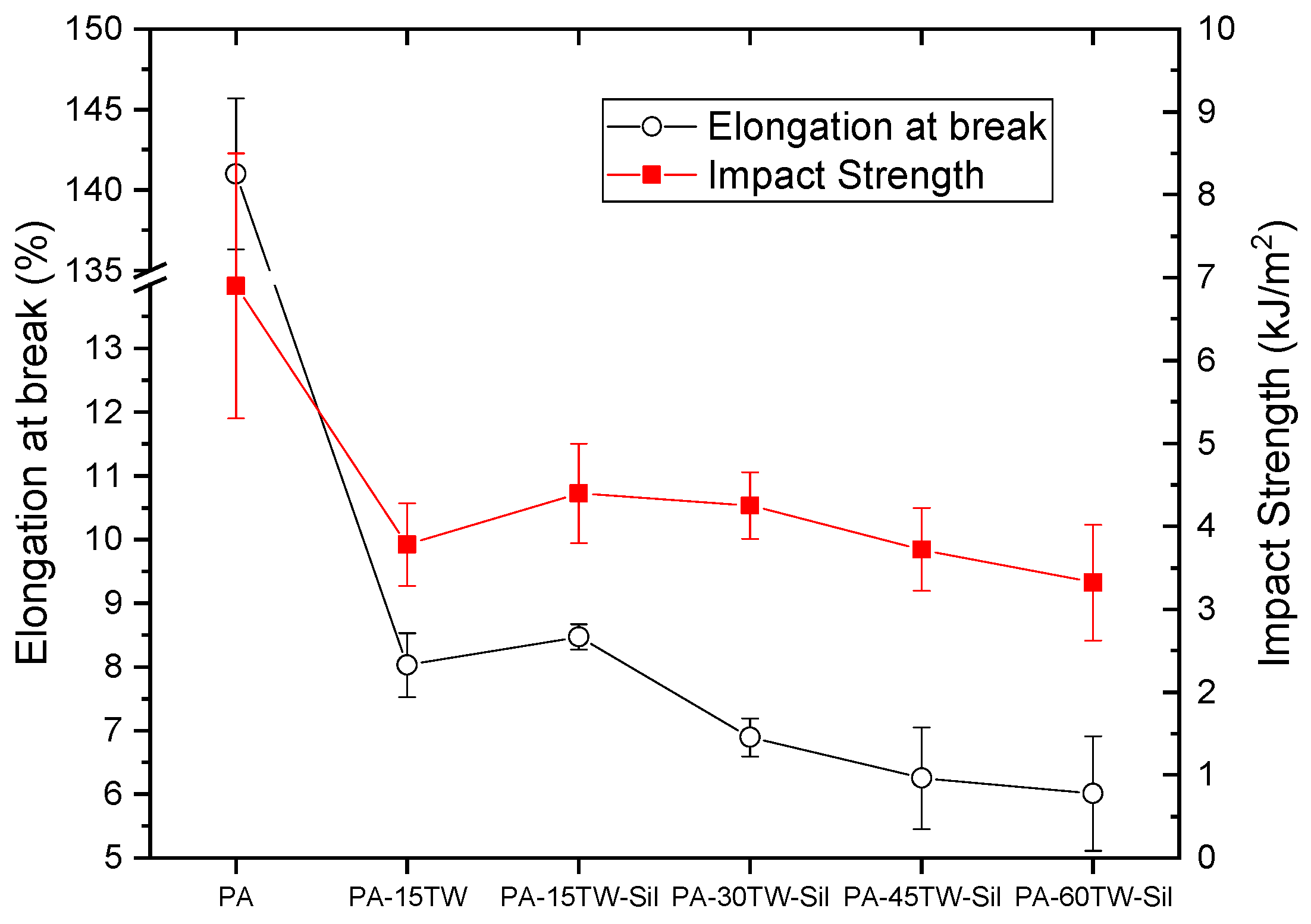
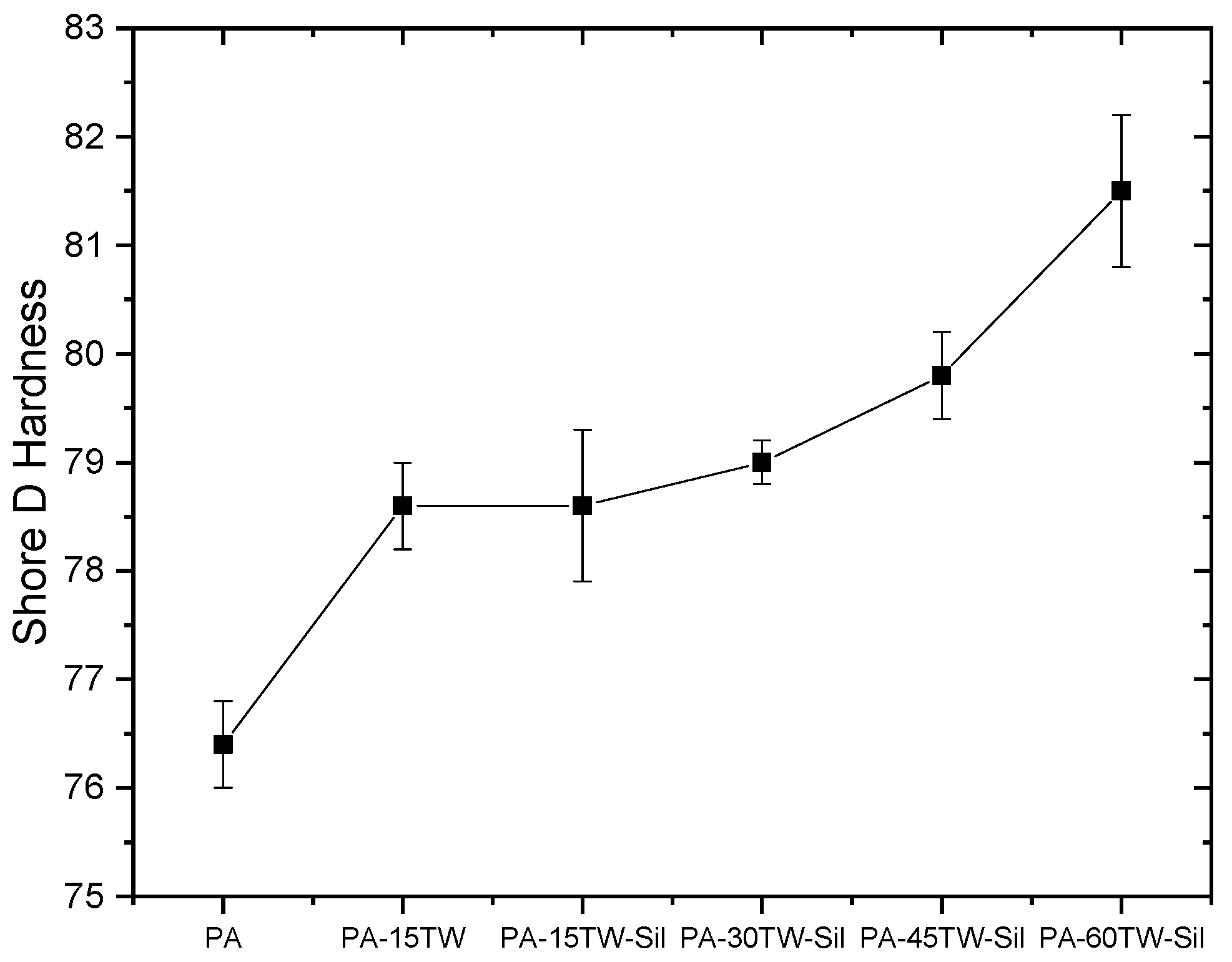
3.1. Mechanical Properties of PA-Textile Waste Composites
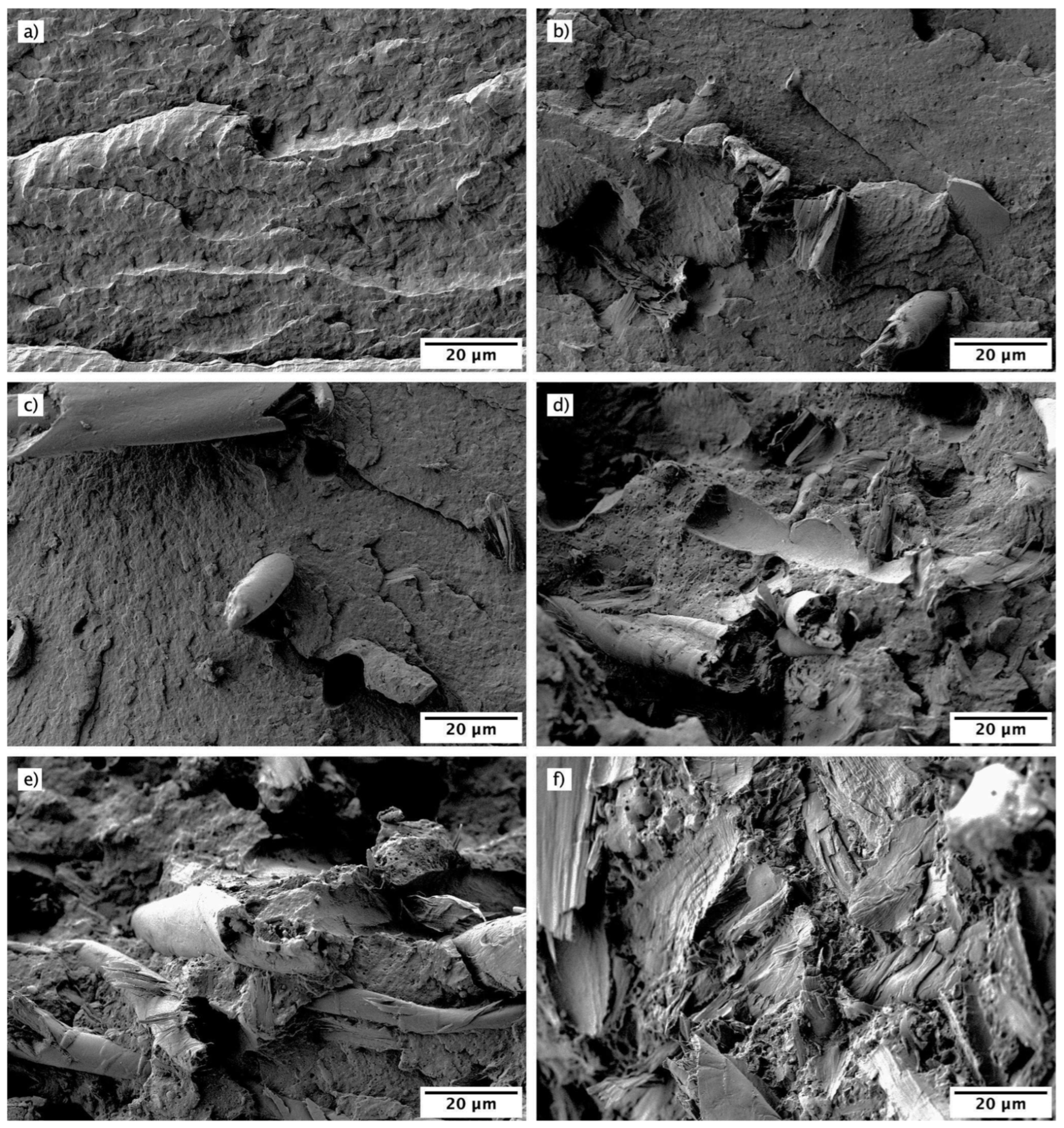
3.2. Morphology of Fractured Surfaces of PA-Textile Waste Composites
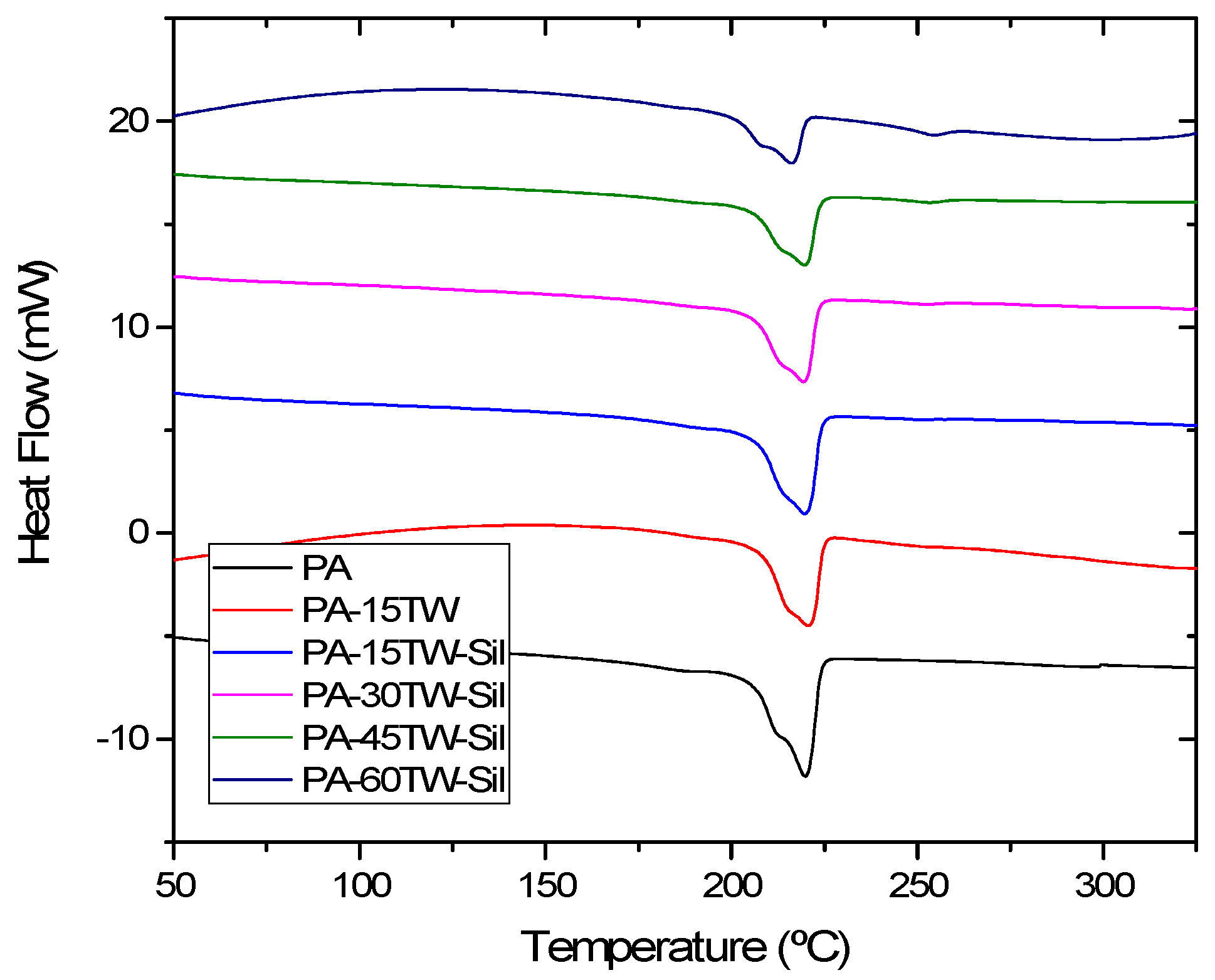
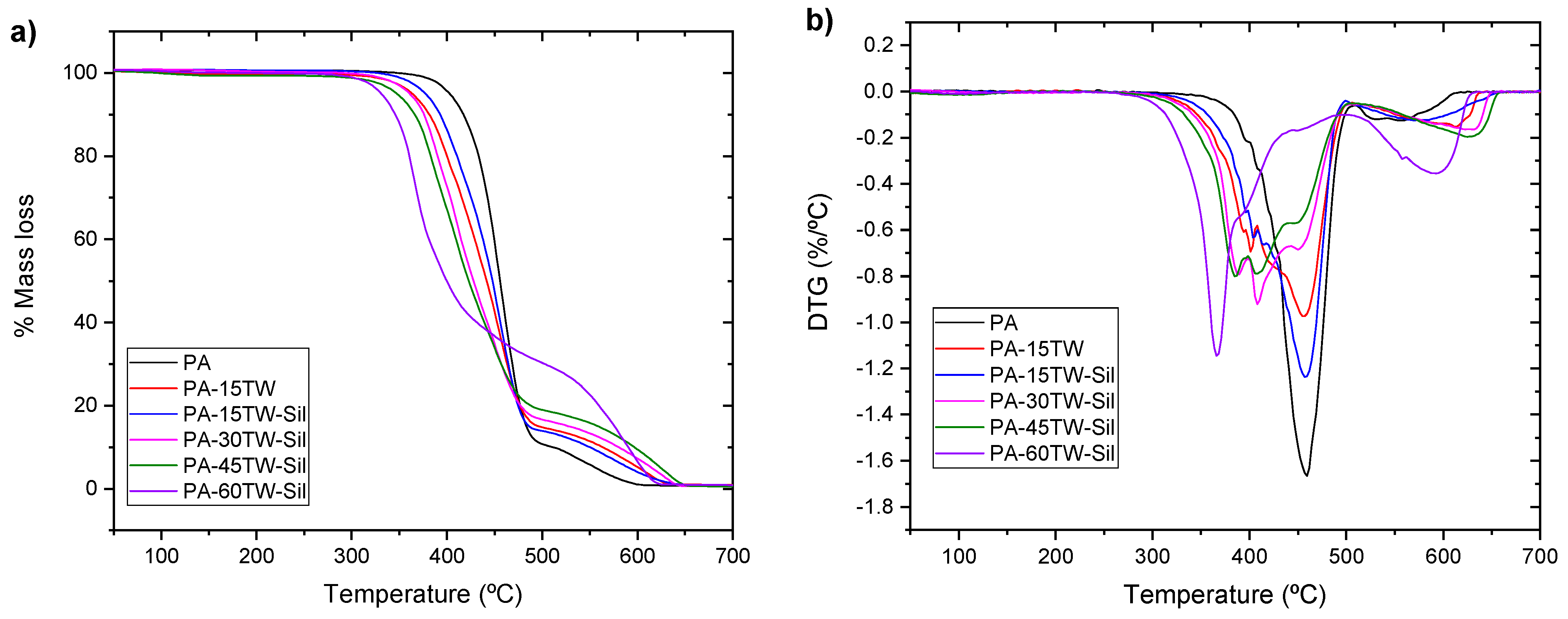
3.3. Thermal Properties of PA-Textile Waste Composites
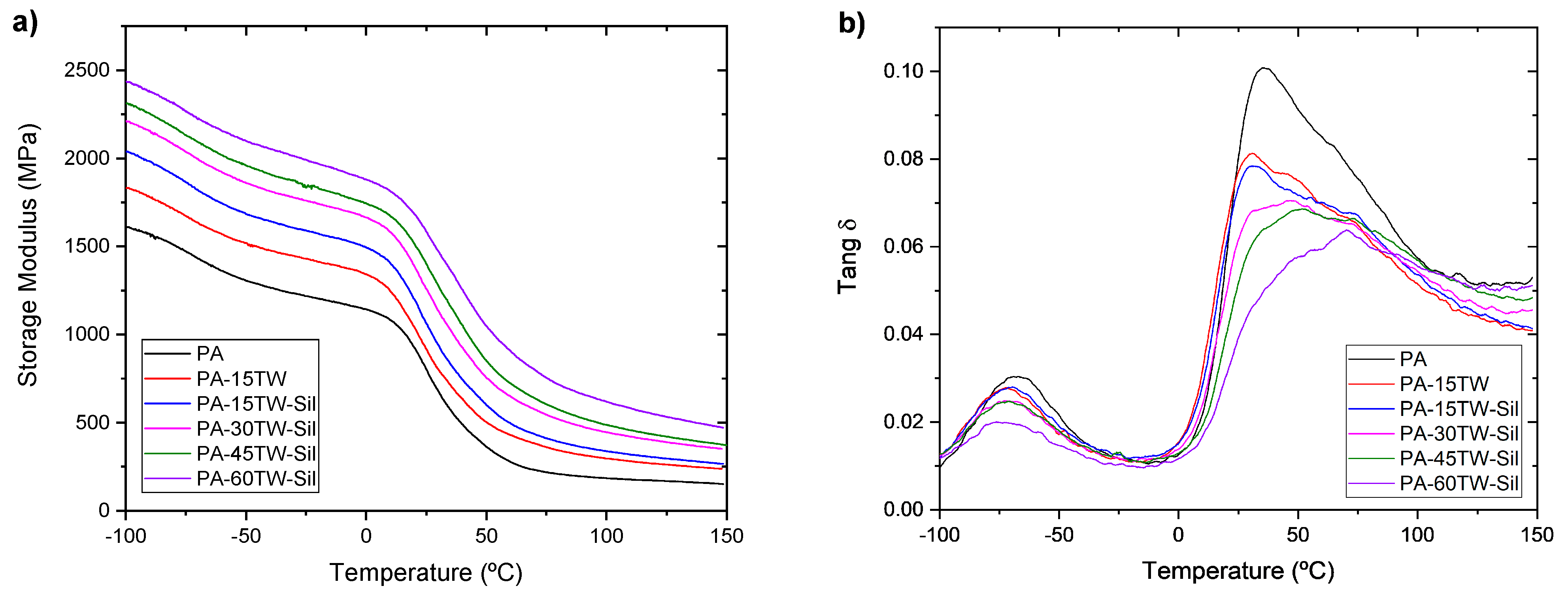
3.4. Thermomechanical Properties of PA-Textile Waste Composites
3.5. Wetting Properties of PA-Textile Waste Composites
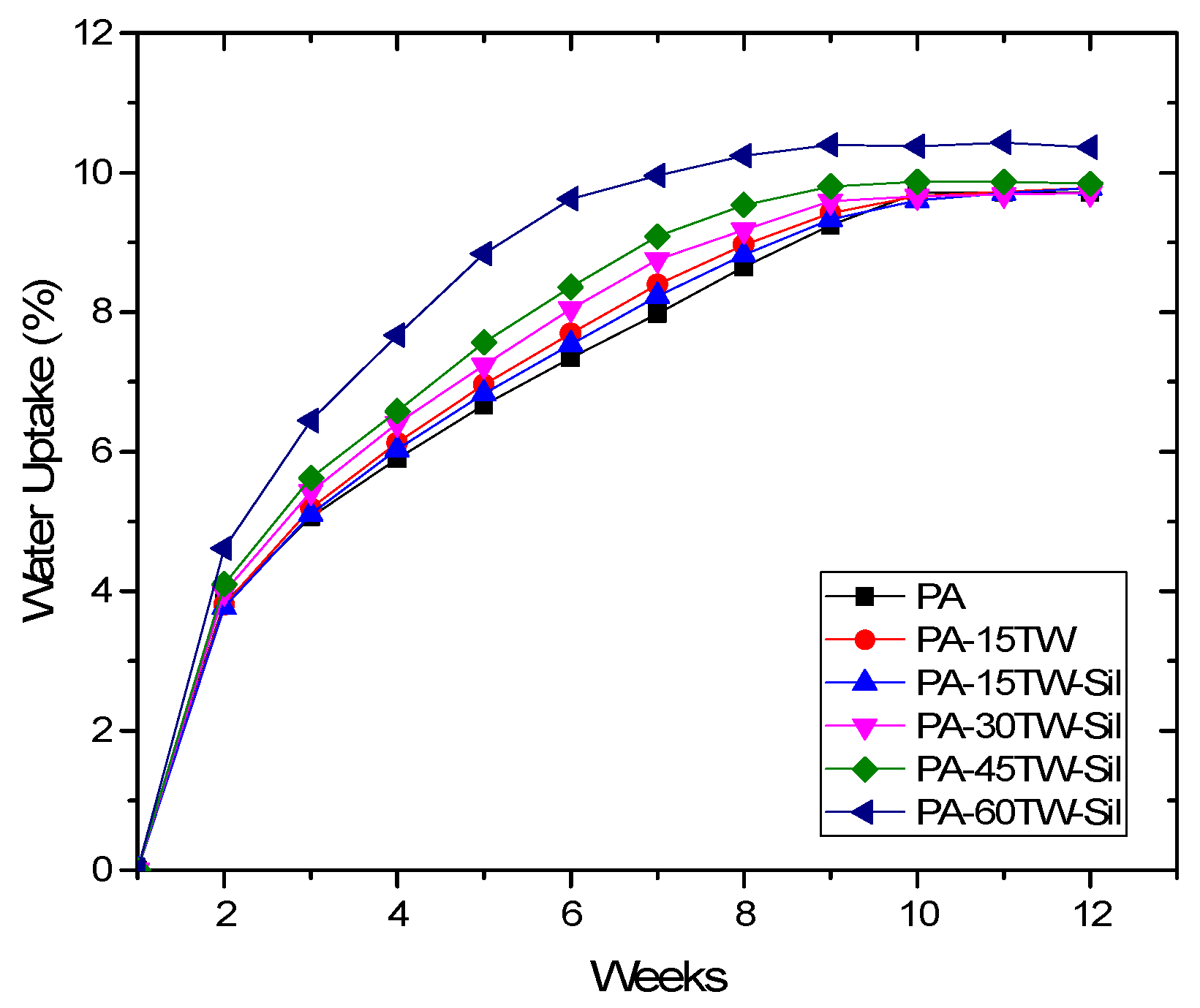
3.6. Water Uptake Characterization of PA-Textile Waste Composites
3.7. Visual Aspect of PA-Textile Waste Composites
4. Conclusions
- The use of very abundant and low-cost reinforcing fillers such as textile waste can increase the performance of the material obtained.
- The introduction of silane coupling agents significantly improved the adhesion between the polyamide matrix and textile waste fibers. This enhanced compatibility resulted in better mechanical properties of the composites, making the material suitable for various applications.
- The mechanical characterization revealed that incorporating up to 60 wt.% of textile waste into the polyamide matrix did not compromise the material’s strength. Instead, it enhanced tensile strength, particularly when silanes were used as coupling agents. This indicates that high levels of textile waste can be successfully utilized without degrading the composite’s performance.
- The incorporation of textile waste into the PA matrix decreases the degradation onset temperature due to the presence of cotton; in addition, silane coupling agents help mitigate the reduction in degradation onset temperature, improving thermal stability.
- The incorporation of textile waste into the PA matrix affects the surface properties and thus the wettability of the composites.
- The hydrophilic character of the textile waste, especially cotton, was confirmed as superior to that of polyamide. This was evidenced by the higher water absorption in composites with greater textile waste content.
- Regarding the visual aspect of the composites, those with higher textile waste content exhibited some brown splay marks on their surfaces.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Fan, W.Q.; Wang, Y.Z.; Liu, R.L.; Zou, J.; Yu, X.; Liu, Y.M.; Zhi, C.; Meng, J.G. Textile production by additive manufacturing and textile waste recycling: A review. Environ. Chem. Lett. 2024, 22, 1929–1987. [Google Scholar] [CrossRef]
- Luo, Y.; Wu, X.Y.; Ding, X.M. Environmental impacts of textiles in the use stage: A systematic review. Sustain. Prod. Consum. 2023, 36, 233–245. [Google Scholar] [CrossRef]
- Srichola, P.; Witthayolankowit, K.; Sukyai, P.; Sampoompuang, C.; Lobyam, K.; Kampakun, P.; Toomtong, R. Recycling of Nanocellulose from Polyester–Cotton Textile Waste for Modification of Film Composites. Polymers 2023, 15, 3324. [Google Scholar] [CrossRef] [PubMed]
- Patti, A.; Cicala, G.; Acierno, D. Eco-sustainability of the textile production: Waste recovery and current recycling in the composites world. Polymers 2021, 13, 134. [Google Scholar] [CrossRef] [PubMed]
- Wagaw, T.; Babu, K.M. Textile Waste Recycling: A Need for a Stringent Paradigm Shift. AATCC J. Res. 2023, 10, 376–385. [Google Scholar] [CrossRef]
- Sandin, G.; Peters, G.M. Environmental impact of textile reuse and recycling—A review. J. Clean. Prod. 2018, 184, 353–365. [Google Scholar] [CrossRef]
- Alves, D.I.; Barreiros, M.; Fangueiro, R.; Ferreira, D.P. Valorization of textile waste: Non-woven structures and composites. Front. Environ. Sci. 2024, 12, 1365162. [Google Scholar] [CrossRef]
- Bodur, M.S.; Sonmez, H.E.; Bakkal, M. An investigation for the effect of recycled matrix on the properties of textile waste cotton fiber reinforced (T-FRP) composites. Polym. Compos. 2017, 38, 1231–1240. [Google Scholar] [CrossRef]
- Huang, Z.Y.; Xing, T.H.; He, A.N.; Luo, Y.X.; Zhang, Y.; Zhai, L.S.; Mei, F.; Liang, Z.H.; Liu, X.; Yu, Z.W.; et al. Research progress on resource recycling and reusing of waste textiles. Chin. Sci. Bull. Chin. 2023, 68, 188–203. [Google Scholar]
- Todor, M.P.; Rackov, M.; Kiss, I.; Cioata, V.G. Composite solutions with recycled textile wastes. In Proceedings of the 2021 International Conference on Applied Sciences, ICAS 2021, Online, 12–14 May 2021; IOP Publishing Ltd.: Bristol, UK, 2022. [Google Scholar]
- Rashid, M.E.; Khan, M.R.; Haque, R.U.; Hasanuzzaman, M. Challenges of textile waste composite products and its prospects of recycling. J. Mater. Cycles Waste Manag. 2023, 25, 1267–1287. [Google Scholar] [CrossRef]
- Yadav, R.; Kamble, Z. Textile waste-based cellulose composites: A review. J. Mater. Sci. 2024, 59, 7147–7168. [Google Scholar] [CrossRef]
- Khalili, P.; Skrifvars, M.; Dhakal, H.N.; Dashatan, S.H.; Danielsson, M.; Gràcia, A.F. Mechanical Properties of Bio-Based Sandwich Composites Containing Recycled Polymer Textiles. Polymers 2023, 15, 3815. [Google Scholar] [CrossRef] [PubMed]
- Shafqat, A.R.; Hussain, M.; Nawab, Y.; Ashraf, M.; Ahmad, S.; Batool, G. Circularity in Materials: A Review on Polymer Composites Made from Agriculture and Textile Waste. Int. J. Polym. Sci. 2023, 2023, 5872605. [Google Scholar] [CrossRef]
- Ghabezi, P.; Sam-Daliri, O.; Flanagan, T.; Walls, M.; Harrison, N.M. Circular economy innovation: A deep investigation on 3D printing of industrial waste polypropylene and carbon fibre composites. Resour. Conserv. Recycl. 2024, 206, 107667. [Google Scholar] [CrossRef]
- Patel, K.S.; Shah, D.B.; Joshi, S.J.; Patel, K.M. Developments in 3D printing of carbon fiber reinforced polymer containing recycled plastic waste: A review. Clean. Mater. 2023, 9, 100207. [Google Scholar] [CrossRef]
- Todor, M.P.; Bulei, C.; Kiss, I.; Cioatǎ, V.G. Recycling of textile wastes into textile composites based on natural fibres: The reinforcement type and the architecture. In Proceedings of the International Conference on Applied Sciences 2018, ICAS 2018, Sukoharjo, Indonesia, 6–7 October 2018; Institute of Physics Publishing: Bristol, UK, 2019. [Google Scholar]
- Araújo, R.S.; Rezende, C.C.; Marques, M.F.V.; Ferreira, L.C.; Russo, P.; Emanuela Errico, M.; Avolio, R.; Avella, M.; Gentile, G. Polypropylene-based composites reinforced with textile wastes. J. Appl. Polym. Sci. 2017, 134, 45060. [Google Scholar] [CrossRef]
- Boujmal, R.; Essabir, H.; Nekhlaoui, S.; Bensalah, M.O.; Bouhfid, R.; Qaiss, A. Composite from Polypropylene and Henna Fiber: Structural, Mechanical and Thermal Properties. J. Biobased Mater. Bioenergy 2014, 8, 246–252. [Google Scholar] [CrossRef]
- Essabir, H.; Bensalah, M.O.; Rodrigue, D.; Bouhfid, R.; Qaiss, A.e.K. Biocomposites based on Argan nut shell and a polymer matrix: Effect of filler content and coupling agent. Carbohydr. Polym. 2016, 143, 70–83. [Google Scholar] [CrossRef] [PubMed]
- Gao, X.; Li, Q.; Cheng, W.; Han, G.; Xuan, L. High temperature and pressurized steaming/silane coupling co-modification for wood fibers and its effect on the properties of wood fiber/HDPE composites. Macromol. Res. 2017, 25, 141–150. [Google Scholar] [CrossRef]
- Chen, F.; Han, G.; Li, Q.; Gao, X.; Cheng, W. High-temperature hot air/silane coupling modification of wood fiber and its effect on properties of wood fiber/HDPE composites. Materials 2017, 10, 286. [Google Scholar] [CrossRef]
- Yang, M.; Su, J.; Zheng, Y.; Fang, C.; Lei, W.; Li, L. Effect of Different Silane Coupling Agents on Properties of Waste Corrugated Paper Fiber/Polylactic Acid Composites. Polymers 2023, 15, 3525. [Google Scholar] [CrossRef]
- Li, C.; Cui, Y.; Xing, W.; Pei, X.; Song, J.; Wang, L. Secondary silane grafting on aramid fibers improves the interfacial bonding performance in textile composite materials. J. Compos. Mater. 2022, 56, 4421–4432. [Google Scholar] [CrossRef]
- Gao, X.; Lin, L.; Pang, J.; Chen, F.; Li, Q. Effects of impulse-cyclone drying and silane modification on the properties of wood fiber/HDPE composite material. Carbohydr. Polym. 2019, 207, 343–351. [Google Scholar] [CrossRef]
- Lascano, D.; Balart, R.; Garcia-Sanoguera, D.; Agüero, A.; Boronat, T.; Montanes, N. Manufacturing and Characterization of Hybrid Composites with Basalt and Flax Fabrics and a Partially Bio-based Epoxy Resin. Fibers Polym. 2021, 22, 751–763. [Google Scholar] [CrossRef]
- Sun, J.; Pang, Y.; Yang, Y.; Zhao, J.; Xia, R.; Li, Y.; Liu, Y.; Guo, H. Improvement of rice husk/HDPE bio-composites interfacial properties by silane coupling agent and compatibilizer complementary modification. Polymers 2019, 11, 1928. [Google Scholar] [CrossRef]
- Yalcin-Enis, I. Evaluation of recycled textile wastes with E-glass fabric in bio-based epoxy matrix composites: Investigation of the mechanical properties. J. Mater. Cycles Waste Manag. 2023, 25, 171–180. [Google Scholar] [CrossRef]
- Pawlak, F.; Aldas, M.; Parres, F.; López-Martínez, J.; Arrieta, M.P. Silane-functionalized sheep wool fibers from dairy industry waste for the development of plasticized pla composites with maleinized linseed oil for injection-molded parts. Polymers 2020, 12, 2523. [Google Scholar] [CrossRef] [PubMed]
- Klata, E.; Van de Velde, K.; Krucinska, I. DSC investigations of polyamide 6 in hybrid GF/PA 6 yarns and composites. Polym. Test. 2003, 22, 929–937. [Google Scholar] [CrossRef]
- Xie, Y.; Hill, C.A.S.; Xiao, Z.; Militz, H.; Mai, C. Silane coupling agents used for natural fiber/polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 806–819. [Google Scholar] [CrossRef]
- Gieparda, W.; Przybylak, M.; Rojewski, S.; Doczekalska, B. Polysiloxanes and Silanes with Various Functional Groups—New Compounds for Flax Fibers’ Modification. Materials 2023, 16, 3839. [Google Scholar] [CrossRef]
- Gassan, J.; Bledzki, A.K. Possibilities for improving the mechanical properties of jute epoxy composites by alkali treatment of fibres. Compos. Sci. Technol. 1999, 59, 1303–1309. [Google Scholar] [CrossRef]
- Júnior, C.Z.P.; de Carvalho, L.H.; Fonseca, V.M.; Monteiro, S.N.; d’Almeida, J.R.M. Analysis of the tensile strength of polyester/hybrid ramie-cotton fabric composites. Polym. Test. 2004, 23, 131–135. [Google Scholar] [CrossRef]
- Zhu, P.; Sui, S.Y.; Wang, B.; Sun, K.; Sun, G. A study of pyrolysis and pyrolysis products of flame-retardant cotton fabrics by DSC, TGA, and PY-GC-MS. J. Anal. Appl. Pyrolysis 2004, 71, 645–655. [Google Scholar] [CrossRef]
- Millot, C.; Fillot, L.-A.; Lame, O.; Sotta, P.; Seguela, R. Assessment of polyamide-6 crystallinity by DSC. J. Therm. Anal. Calorim. 2015, 122, 307–314. [Google Scholar] [CrossRef]
- Parodi, E.; Govaert, L.E.; Peters, G.W.M. Glass transition temperature versus structure of polyamide 6: A flash-DSC study. Thermochim. Acta 2017, 657, 110–122. [Google Scholar] [CrossRef]
- Morcillo, M.C.; Tejada, R.; Lascano, D.; Garcia-Sanoguera, D.; Garcia-Garcia, D. Manufacturing and characterization of environmentally friendly wood plastic composites using pinecone as a filler into a bio-based high-density polyethylene matrix. Polymers 2021, 13, 4462. [Google Scholar] [CrossRef] [PubMed]
- Kim, D.K.; Han, W.; Kim, K.W.; Kim, B.J. Enhanced Interfacial Properties of Carbon Fiber/Maleic Anhydride-Grafted Polypropylene Composites via Two-Step Surface Treatment: Electrochemical Oxidation and Silane Treatment. Polymers 2023, 15, 3784. [Google Scholar] [CrossRef]
- Dolçà, C.; Fages, E.; Gonga, E.; Garcia-sanoguera, D.; Balart, R.; Quiles-carrillo, L. The effect of varying the amount of short hemp fibers on mechanical and thermal properties of wood–plastic composites from biobased polyethylene processed by injection molding. Polymers 2022, 14, 138. [Google Scholar] [CrossRef]
- Ghislandi, M.; De A. Prado, L.A.S.; Schulte, K.; Barros-Timmons, A. Effect of filler functionalization on thermo-mechanical properties of polyamide-12/carbon nanofibers composites: A study of filler-matrix molecular interactions. J. Mater. Sci. 2013, 48, 8427–8437. [Google Scholar] [CrossRef]
- Marset, D.; Dolza, C.; Boronat, T.; Montanes, N.; Balart, R.; Sanchez-Nacher, L.; Quiles-Carrillo, L. Injection-Molded Parts of Partially Biobased Polyamide 610 and Biobased Halloysite Nanotubes. Polymers 2020, 12, 1503. [Google Scholar] [CrossRef]
- Otto, G.P.; Moises, M.P.; Carvalho, G.; Rinaldi, A.W.; Garcia, J.C.; Radovanovic, E.; Favaro, S.L. Mechanical properties of a polyurethane hybrid composite with natural lignocellulosic fibers. Compos. Part B-Eng. 2017, 110, 459–465. [Google Scholar] [CrossRef]
- Ivorra-Martinez, J.; Verdu, I.; Fenollar, O.; Sanchez-Nacher, L.; Balart, R.; Quiles-Carrillo, L. Manufacturing and Properties of Binary Blend from Bacterial Polyester Poly(3-hydroxybutyrate-co-3-hydroxyhexanoate) and Poly(caprolactone) with Improved Toughness. Polymers 2020, 12, 1118. [Google Scholar] [CrossRef] [PubMed]
- Castro, D.O.; Ruvolo-Filho, A.; Frollini, E. Materials prepared from biopolyethylene and curaua fibers: Composites from biomass. Polym. Test. 2012, 31, 880–888. [Google Scholar] [CrossRef]
- Sánchez, A.C.; Popineau, Y.; Mangavel, C.; Larré, C.; Guéguen, J. Effect of Different Plasticizers on the Mechanical and Surface Properties of Wheat Gliadin Films. J. Agric. Food. Chem. 1998, 46, 4539–4544. [Google Scholar] [CrossRef]
- Sobczyk-Guzenda, A.; Szymanowski, H.; Jakubowski, W.; Błasińska, A.; Kowalski, J.; Gazicki-Lipman, M. Morphology, photocleaning and water wetting properties of cotton fabrics, modified with titanium dioxide coatings synthesized with plasma enhanced chemical vapor deposition technique. Surf. Coat. Technol. 2013, 217, 51–57. [Google Scholar] [CrossRef]
- Gim, J.; Turng, L.-S. A review of current advancements in high surface quality injection molding: Measurement, influencing factors, prediction, and control. Polym. Test. 2022, 115, 107718. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Composition (wt.%) |
|---|---|
| Cotton | 71.5 |
| Polyester | 16.2 |
| Viscose | 4.9 |
| Polyamide | 3.3 |
| Wool | 2.8 |
| Acrylic | 1.3 |
| Code | PA (wt.%) | Textile Waste (wt.%) | Silane (wt.%) |
|---|---|---|---|
| PA | 100 | 0 | 0 |
| PA-15TW | 85 | 15 | 0 |
| PA-15TW-Sil | 84 | 15 | 1 |
| PA-30TW-Sil | 69 | 30 | 1 |
| PA-45TW-Sil | 54 | 45 | 1 |
| PA-60TW-Sil | 39 | 60 | 1 |
| Code | Tm (°C) | ∆Hm (J/g) | χc (%) |
|---|---|---|---|
| PA | 219.2 ± 1.1 | 65.6 ± 1.1 | 28.5 ± 1.1 |
| PA-15TW | 220.4 ± 1.2 | 52.5 ± 1.0 | 26.8 ± 1.1 |
| PA-15TW-Sil | 219.1 ± 0.9 | 66.1 ± 0.9 | 34.2 ± 0.8 |
| PA-30TW-Sil | 218.9 ± 0.8 | 47.8 ± 0.8 | 30.1 ± 0.8 |
| PA-45TW-Sil | 219.3 ± 1.2 | 34.6 ± 1.1 | 27.9 ± 1.0 |
| PA-60TW-Sil | 218.8 ± 1.0 | 22.6 ± 1.2 | 25.2 ± 1.2 |
| Code | T5% (°C) | Tdeg (°C) | Residual Mass (%) |
|---|---|---|---|
| PA | 403 ± 1.1 | 459 ± 1.1 | 0.62 ± 0.1 |
| PA-15TW | 364 ± 1.2 | 457 ± 1.0 | 0.72 ± 0.2 |
| PA-15TW-Sil | 378 ± 0.9 | 459 ± 0.7 | 0.64 ± 0.3 |
| PA-30TW-Sil | 361 ± 0.8 | 408 ± 0.8 | 0.66 ± 0.5 |
| PA-45TW-Sil | 347 ± 1.2 | 385 ± 1.2 | 0.78 ± 0.5 |
| PA-60TW-Sil | 333 ± 1.0 | 366 ± 1.0 | 0.96 ± 0.3 |
| Code | G′ (MPa) at −150 °C | G′ (MPa) at 0 °C | G′ (MPa) at 60 °C | Tg (°C) |
|---|---|---|---|---|
| PA | 1612 ± 11 | 1143 ± 12 | 277 ± 8 | 40.0 ± 0.7 |
| PA-15TW | 1832 ± 13 | 1342 ± 18 | 430 ± 5 | 38.2 ± 0.9 |
| PA-15TW-Sil | 2036 ± 17 | 1495 ± 17 | 496 ± 5 | 38.9 ± 1.3 |
| PA-30TW-Sil | 2211 ± 22 | 1664 ± 21 | 649 ± 9 | 39.2 ± 1.1 |
| PA-45TW-Sil | 2311 ± 23 | 1743 ± 15 | 723 ± 7 | 40.5 ± 1.3 |
| PA-60TW-Sil | 2437 ± 18 | 1880 ± 18 | 906 ± 8 | 41.8 ± 1.1 |
| Code | Contact Angle (°) |
|---|---|
| PA | 66.8 ± 1.3 |
| PA-15TW | 65.4 ± 1.1 |
| PA-15TW-Sil | 66.2 ± 0.6 |
| PA-30TW-Sil | 64.9 ± 1.6 |
| PA-45TW-Sil | 60.5 ± 1.9 |
| PA-60TW-Sil | 56.1 ± 1.3 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Burgada, F.; Arrieta, M.P.; Borrell, B.; Fenollar, O. Development of Eco-Efficient Composite from Textile Waste with Polyamide Matrix. Polymers 2024, 16, 2061. https://doi.org/10.3390/polym16142061
Burgada F, Arrieta MP, Borrell B, Fenollar O. Development of Eco-Efficient Composite from Textile Waste with Polyamide Matrix. Polymers. 2024; 16(14):2061. https://doi.org/10.3390/polym16142061
Chicago/Turabian StyleBurgada, Francisco, Marina P. Arrieta, Begoña Borrell, and Octavio Fenollar. 2024. "Development of Eco-Efficient Composite from Textile Waste with Polyamide Matrix" Polymers 16, no. 14: 2061. https://doi.org/10.3390/polym16142061
APA StyleBurgada, F., Arrieta, M. P., Borrell, B., & Fenollar, O. (2024). Development of Eco-Efficient Composite from Textile Waste with Polyamide Matrix. Polymers, 16(14), 2061. https://doi.org/10.3390/polym16142061