
Polymer Composite Thermoforming: Ultrasonic-Assisted Optimization for Enhanced Adhesive Performance in Automotive Interior Components

 ,
,  and
and
Abstract
:1. Introduction
2. Materials and Models
2.1. Materials and Model Parameters
2.1.1. Material Properties
2.1.2. Relevant Parameters
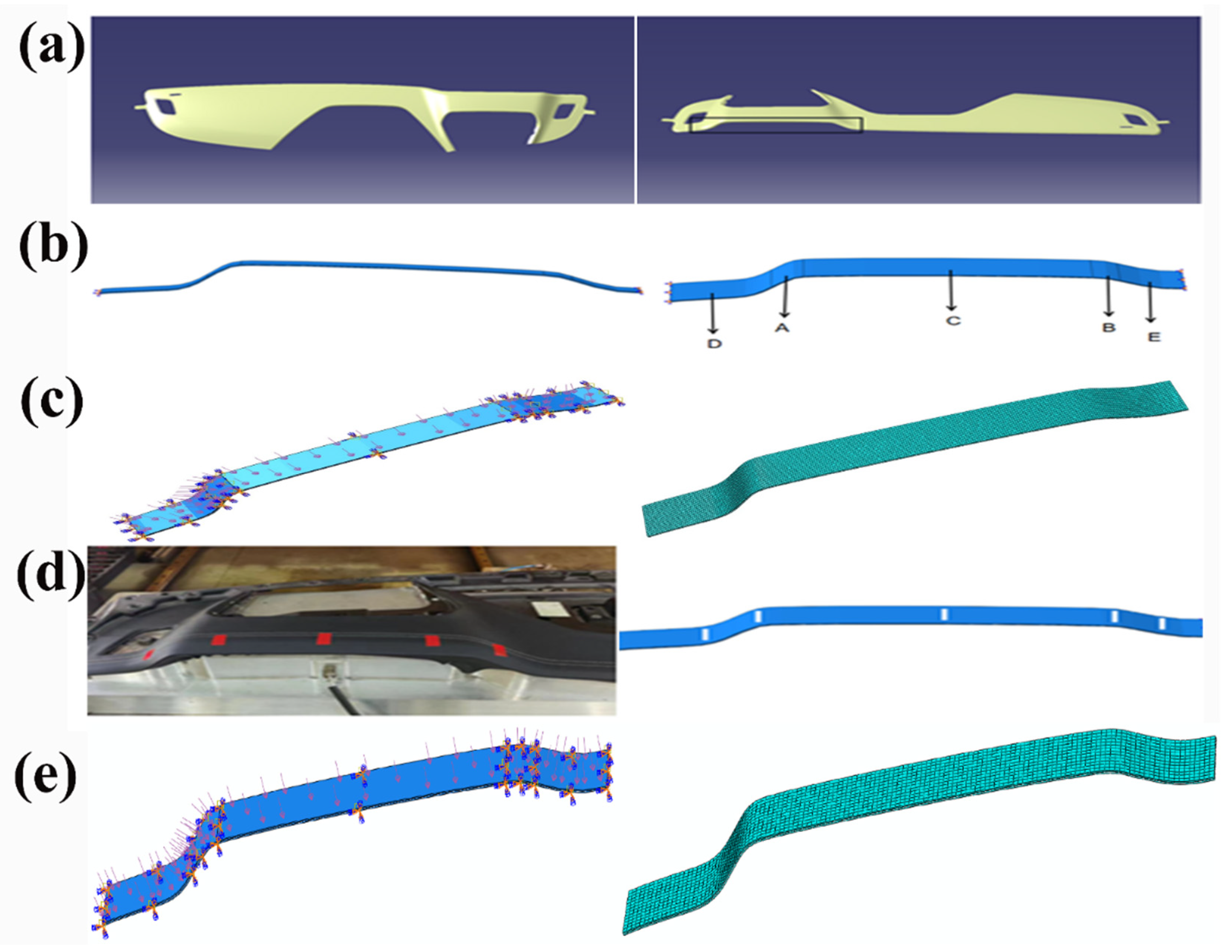
2.1.3. Model Description, Simplification, and Mesh Partitioning
2.1.4. Model Boundary Conditions and Analysis Step
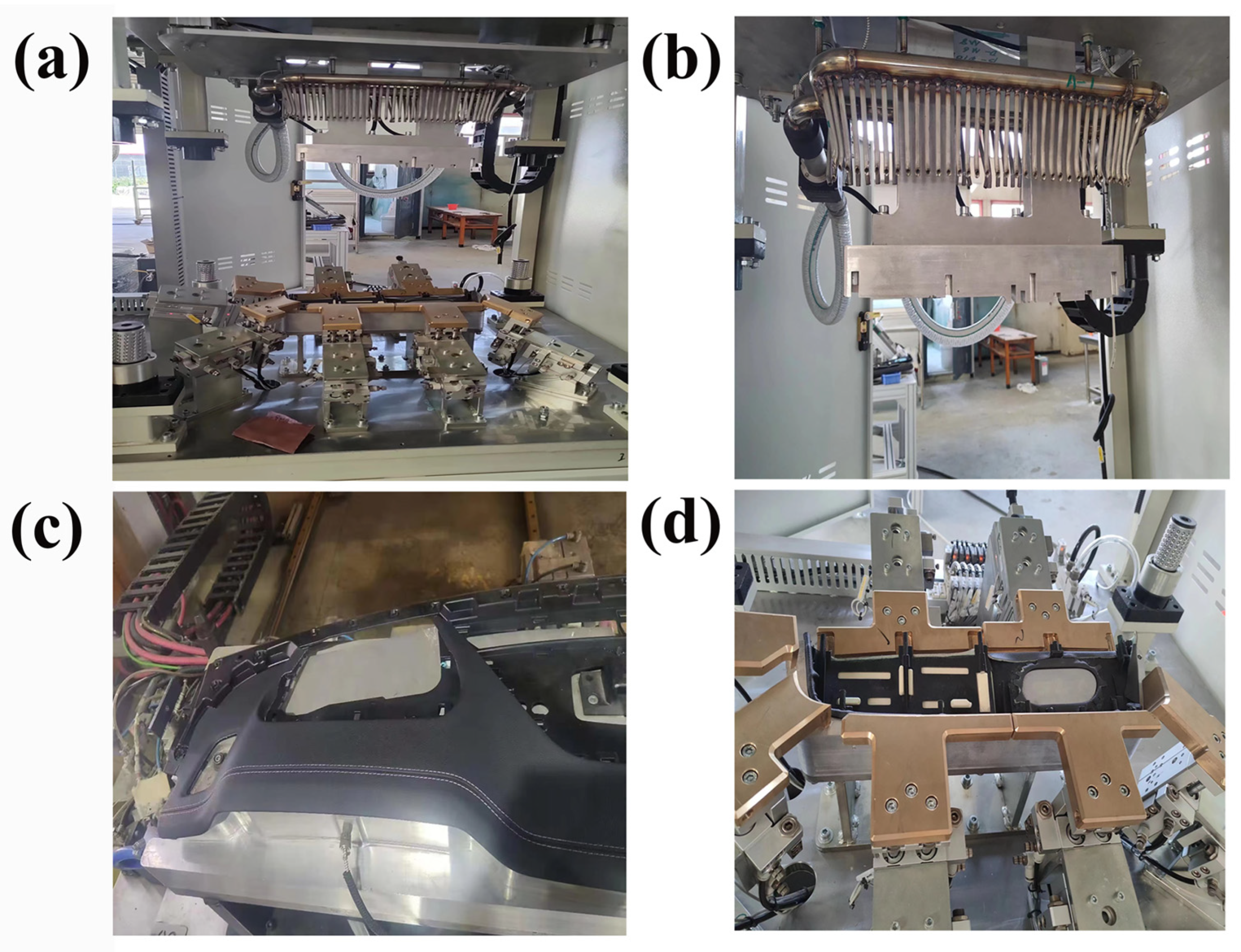
2.2. Experimental Setup
2.2.1. Experimental Design
2.2.2. Measurement Techniques
2.3. CZM Principal Structure Model
2.3.1. Basic Principles of the CZM Model
2.3.2. Theoretical Foundation for the Mixed Loading of Temperature and Stress
2.3.3. Assumptions of the Model
2.4. Model Setup
Simulation Parameters
2.5. Interlayer Bonding Mechanism


2.6. Ultrasonic Assisted Processing
3. Experimental Study and Investigation of Temperature–Stress Hybrid Loading
3.1. Experimental Research on Automotive Interior Component Encapsulation
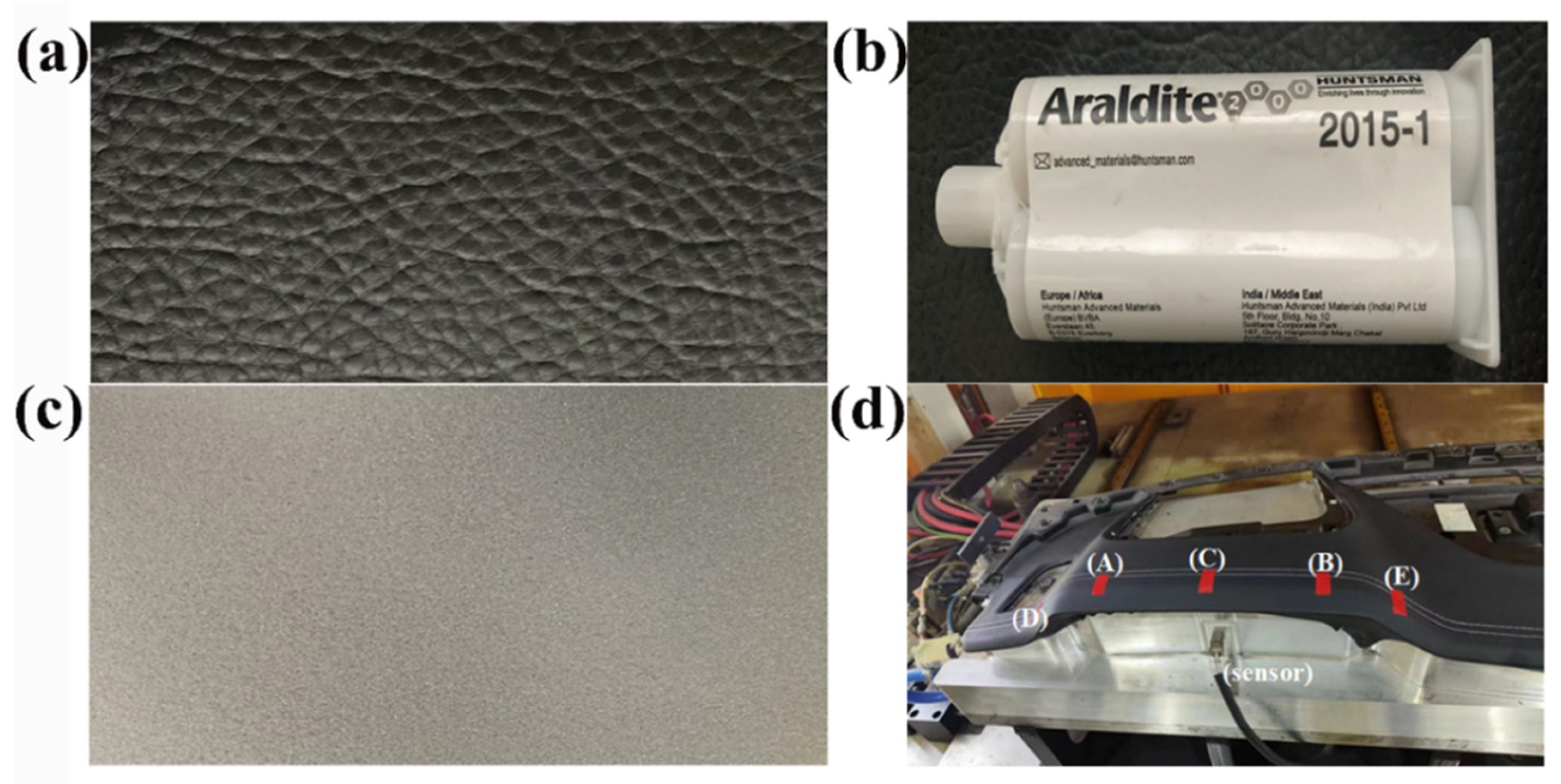
3.1.1. Material Composition and Manufacturing Process
3.1.2. Automated Encapsulation Technology
3.1.3. Challenges in Automated Encapsulation
3.1.4. Sensor Monitoring in Encapsulation
3.1.5. Surface Analysis
4. Finite Element Analysis
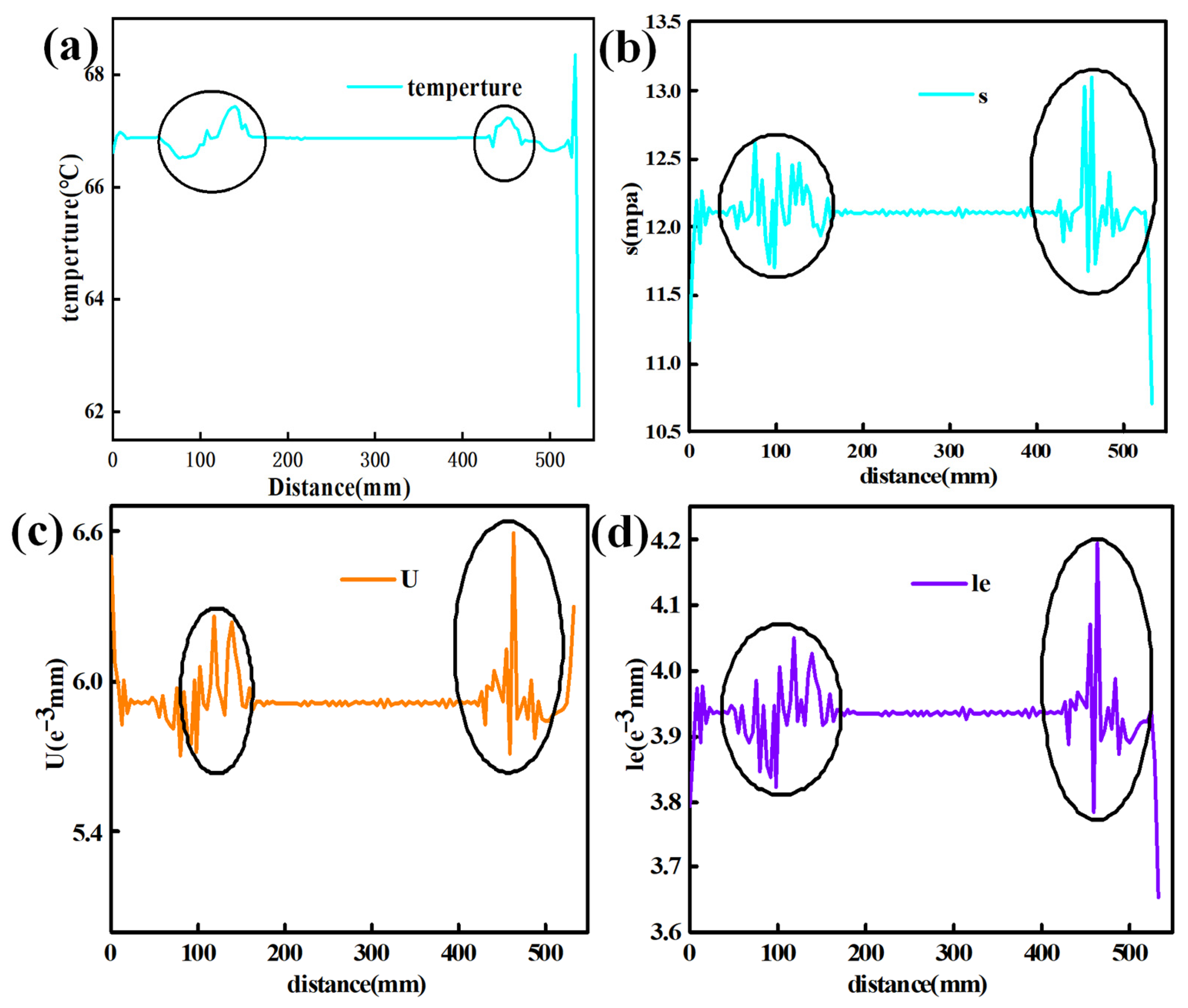
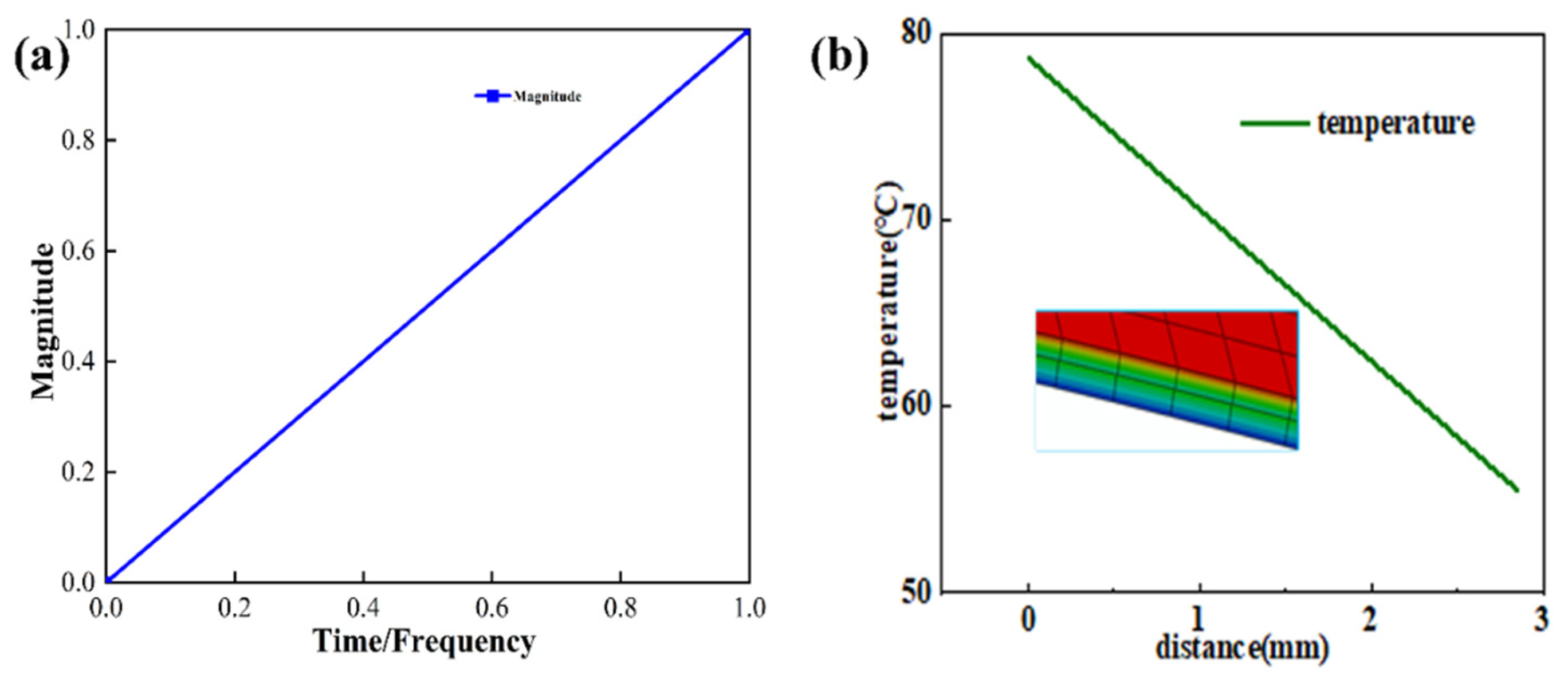
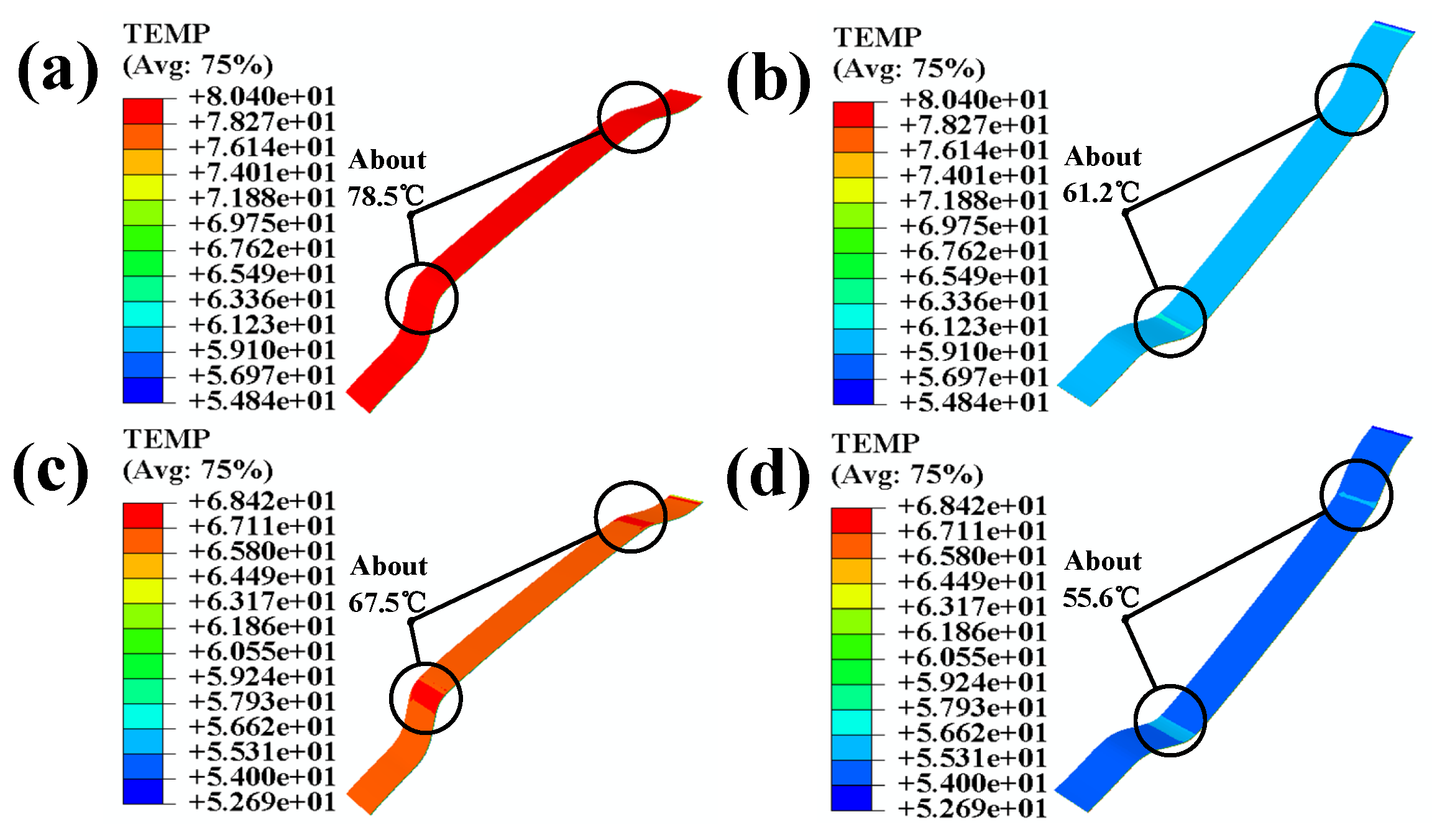
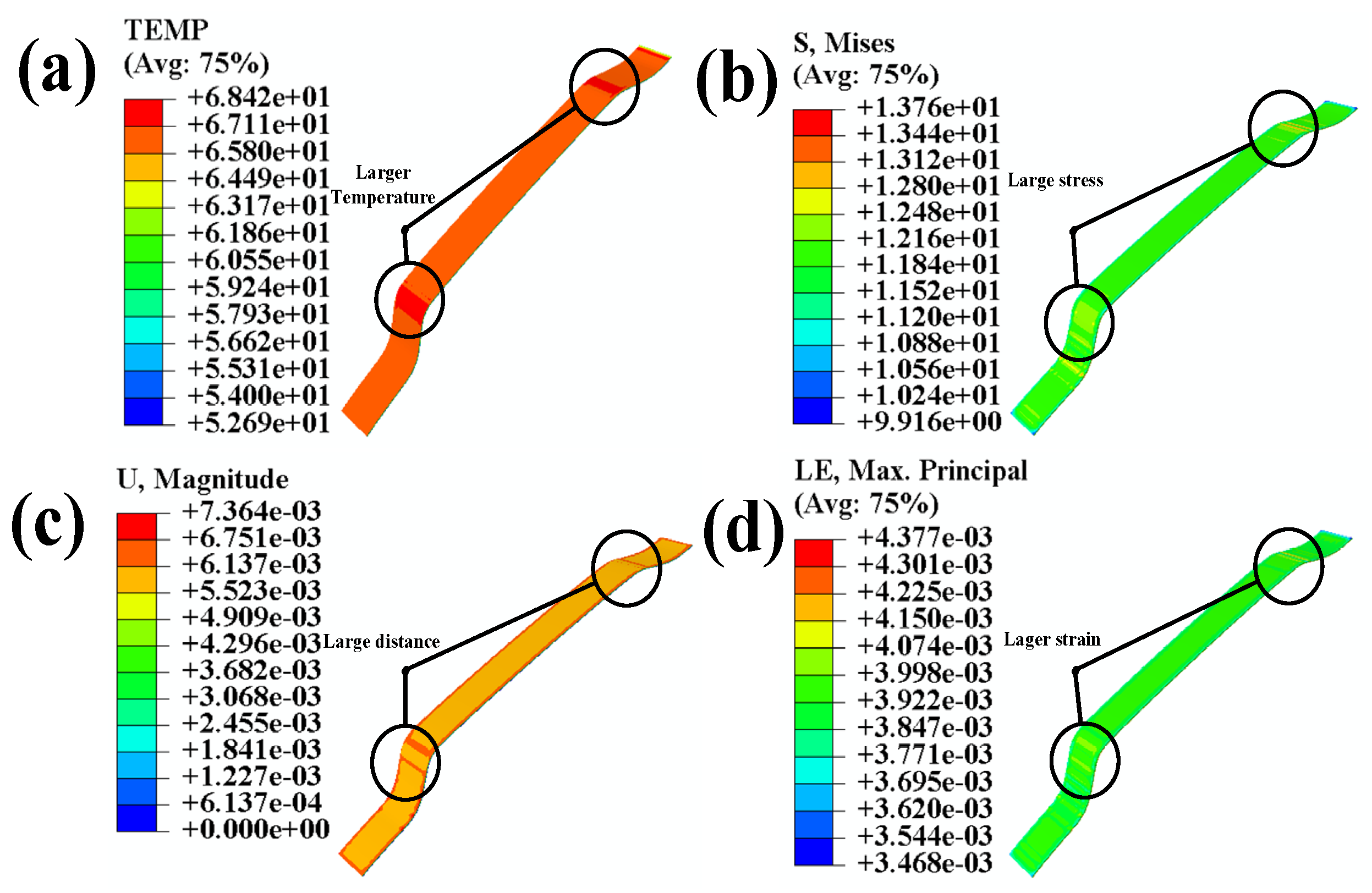
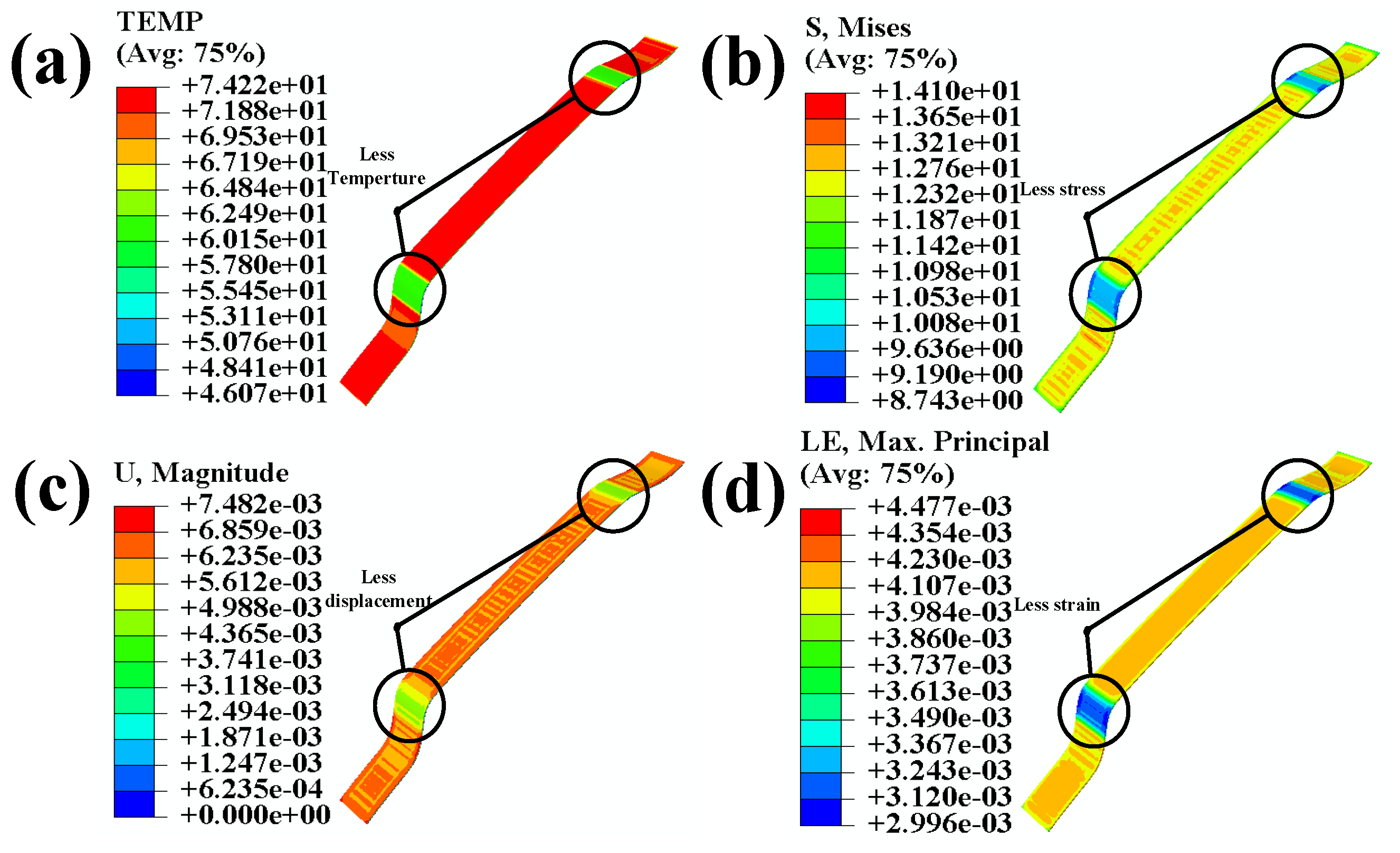
4.1. Analysis of the Mixed Loading Effects of Temperature and Pressure
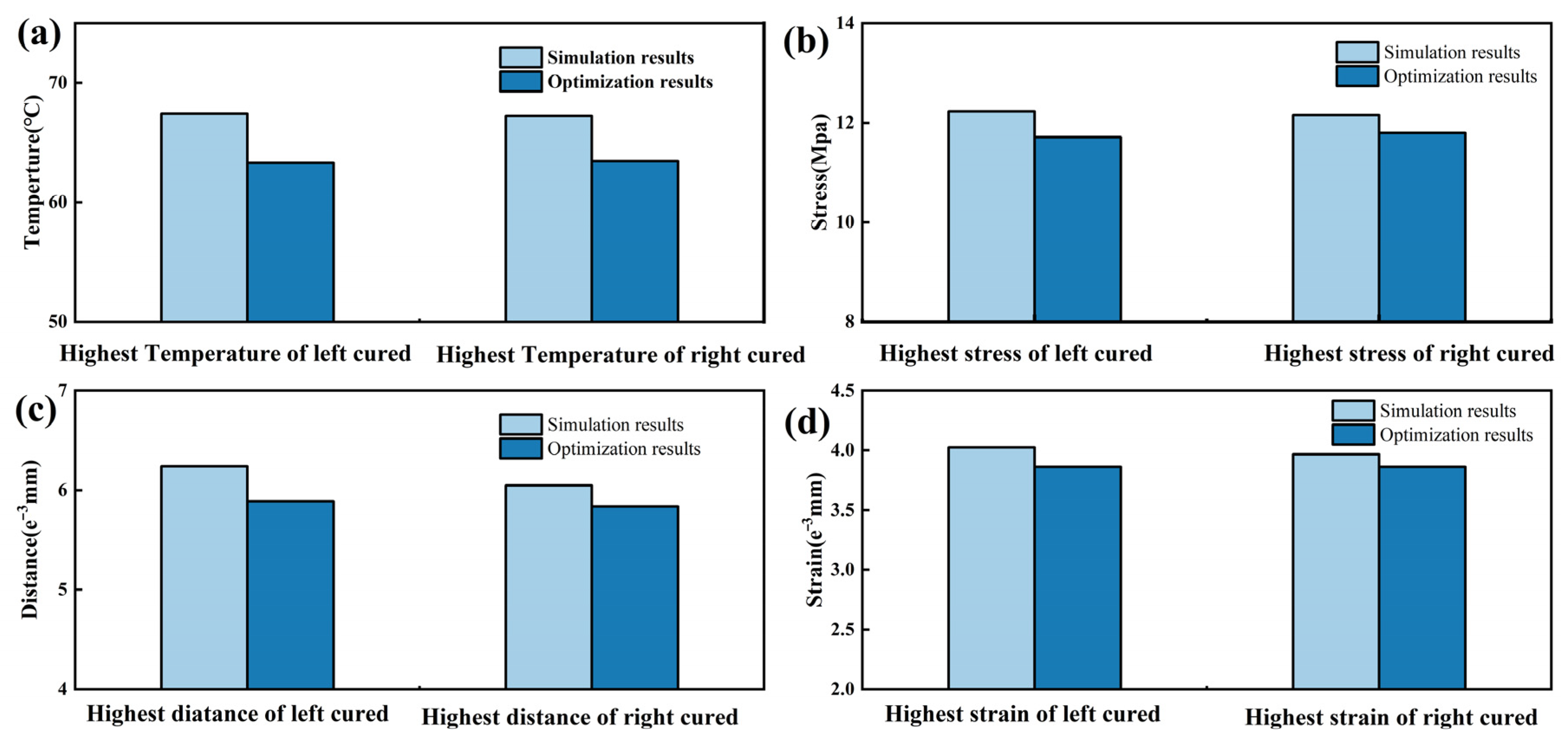
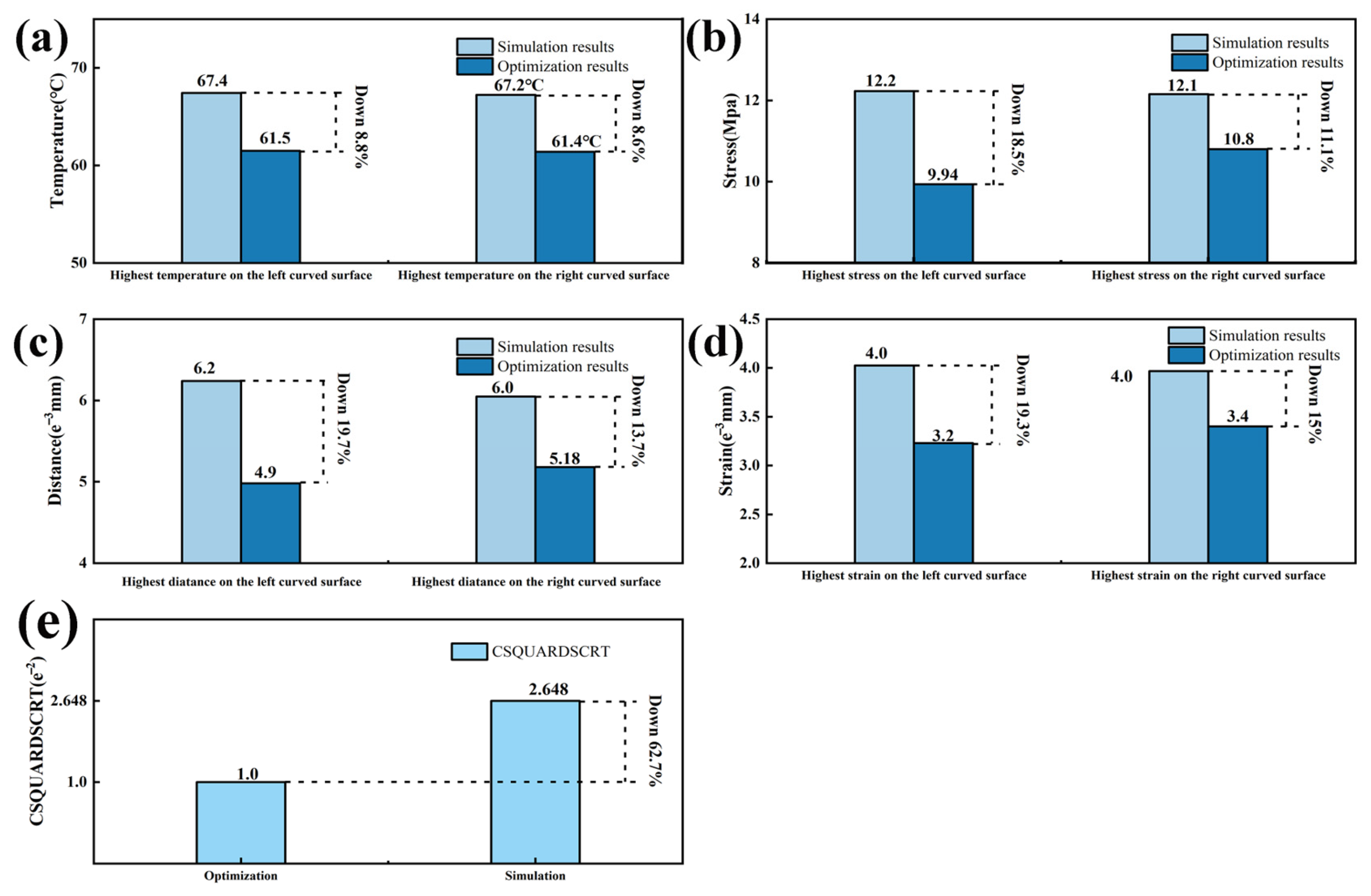
4.2. Zonal Optimization Simulation
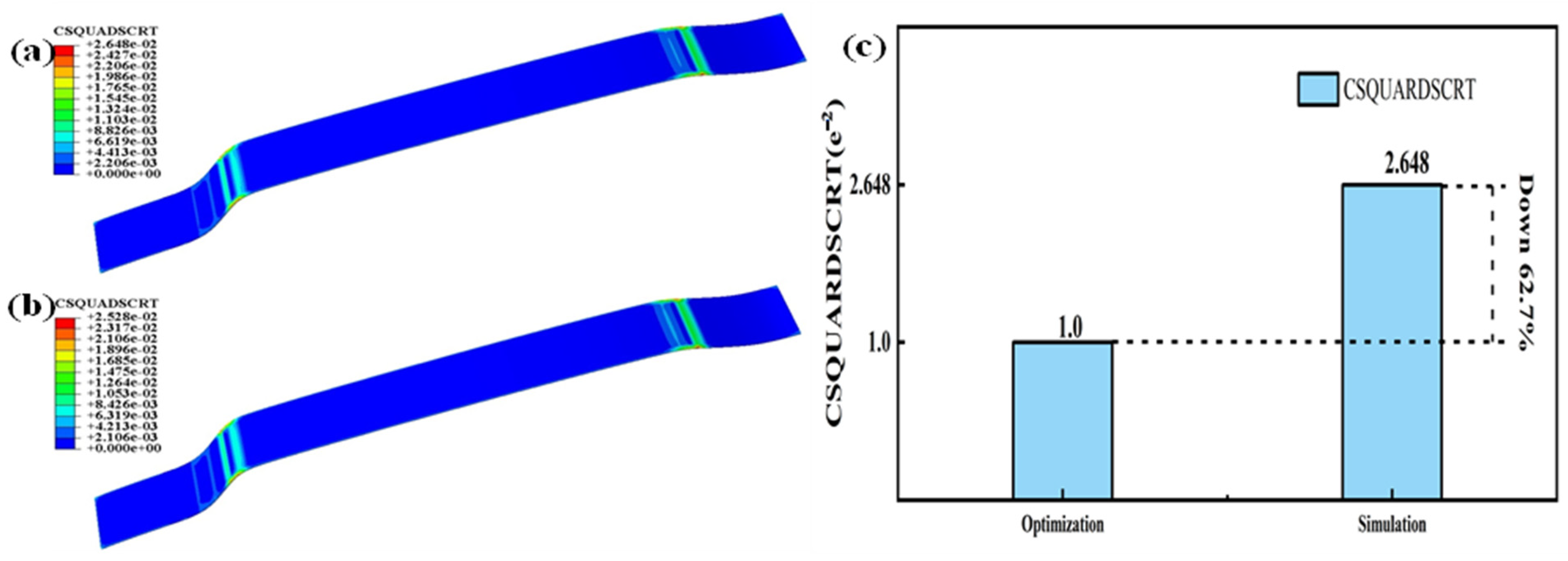
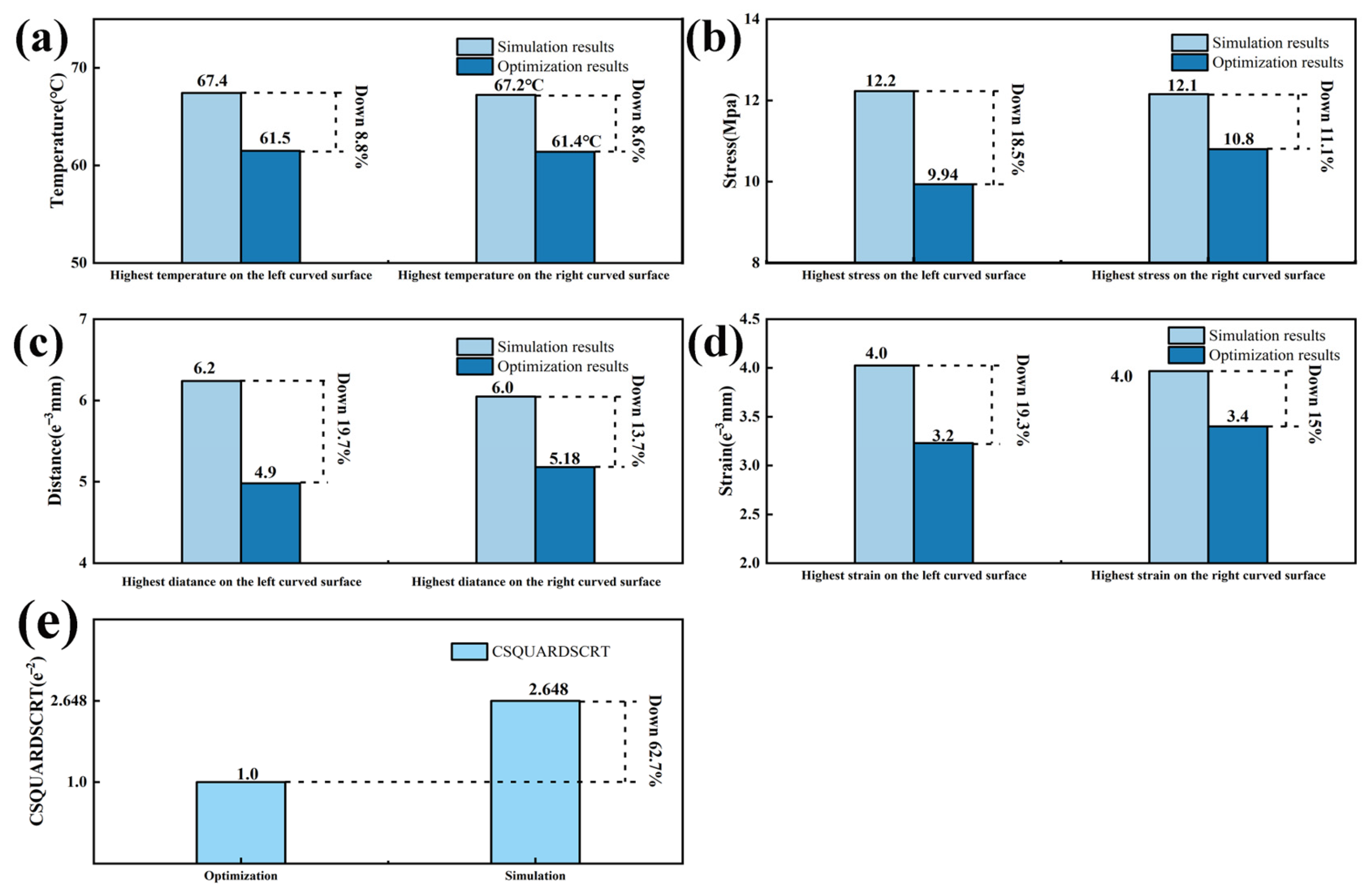
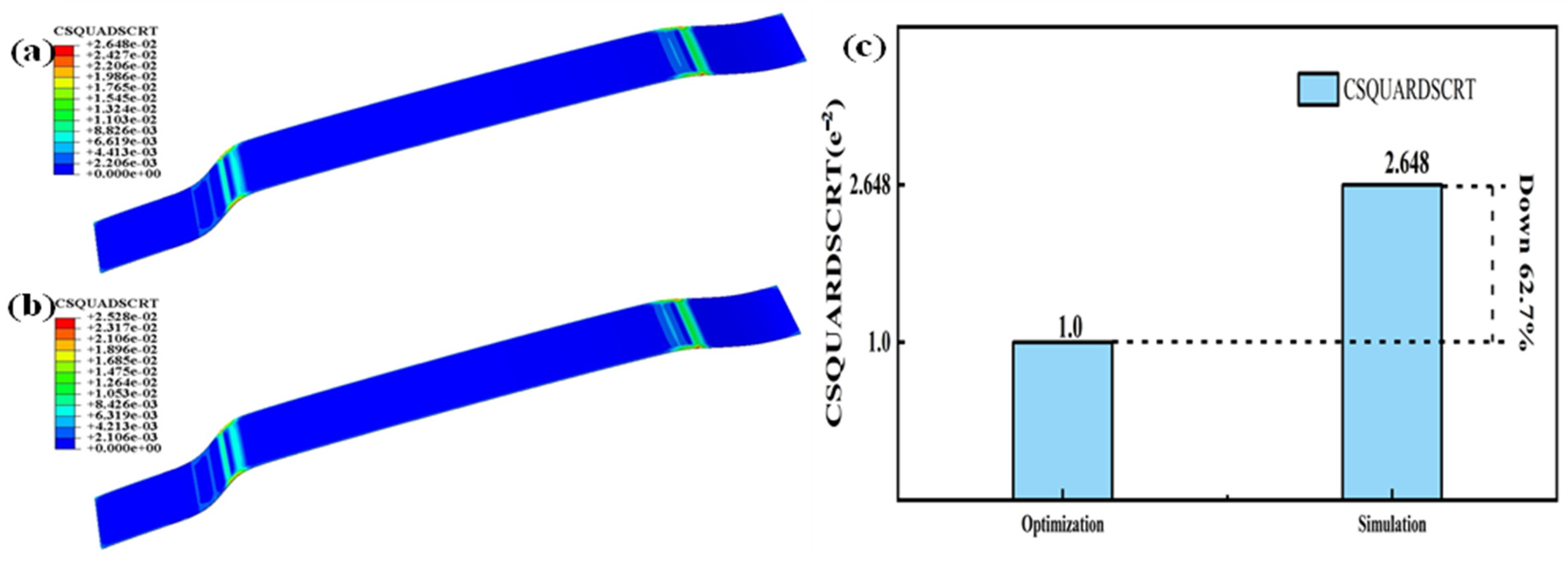
4.3. Integrated Ultrasonic Zoning Optimization Simulation
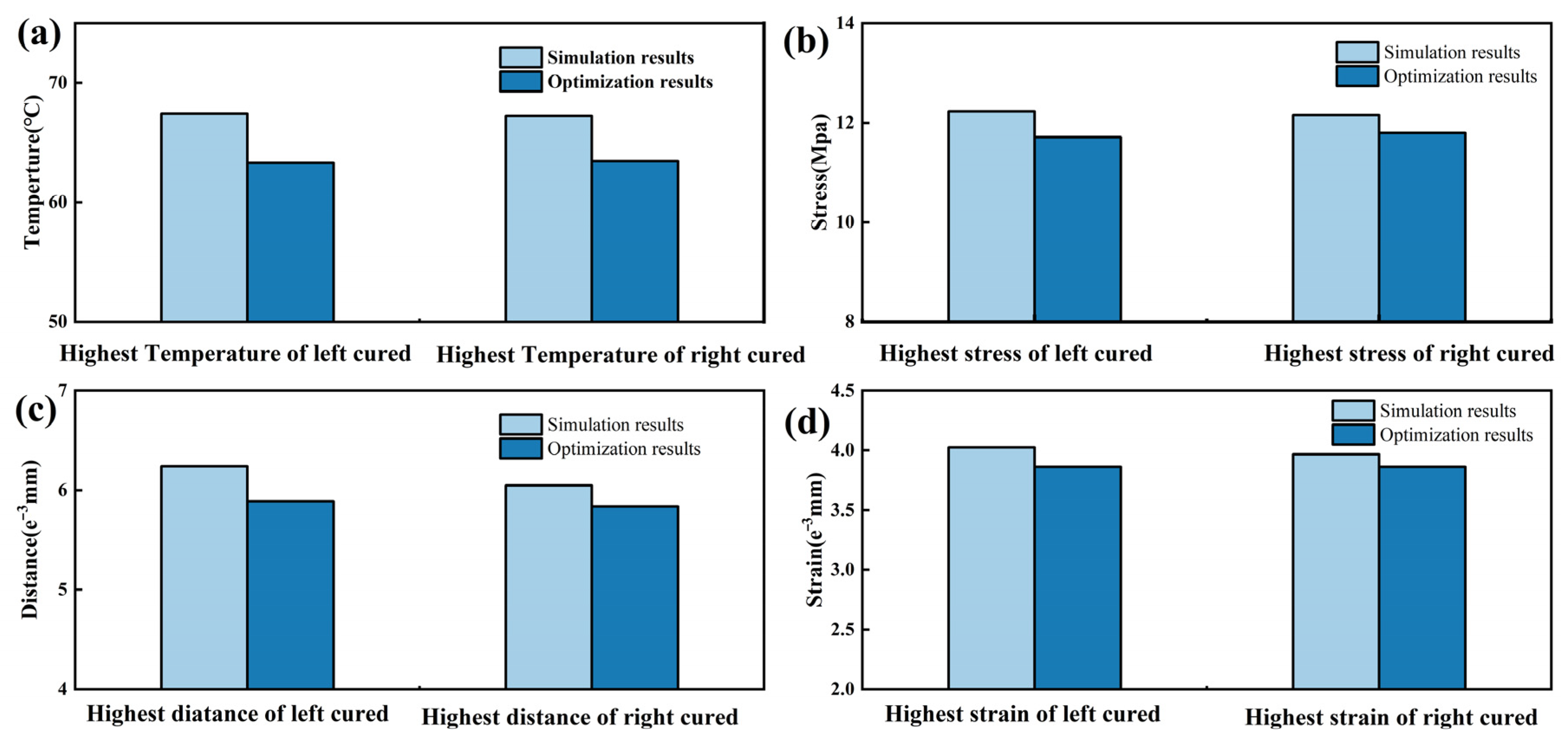
5. Experimental Verification
6. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Rahman, M.Z.; Rahman, M.; Mahbub, T.; Ashiquzzaman, M.; Sagadevan, S.; Hoque, E. Advanced biopolymers for automobile and aviation engineering applications. J. Polym. Res. 2023, 30, 106. [Google Scholar] [CrossRef]
- Alam, M.A.; Sapuan, S.M.; Ya, H.H.; Hussain, P.B.; Azeem, M.; Ilyas, R.A. Application of biocomposites in automotive components: A review. In Biocomposite and Synthetic Composites for Automotive Applications; Woodhead Publishing: Sawston, UK, 2021; pp. 1–17. [Google Scholar]
- Möller, T.; Schneiderbauer, T.; Garms, F.; Gläfke, A.; Köster, N.; Stegmüller, S.; Kern, M.; Werner, M.; Bobka, K. The Future of Interior in Automotive; McKinsey & Company: Chicago, IL, USA, 2021. [Google Scholar]
- Wellbrock, W.; Ludin, D.; Röhrle, L.; Gerstlberger, W. Sustainability in the automotive industry, importance of and impact on automobile interior—Insights from an empirical survey. Int. J. Corp. Soc. Responsib. 2020, 5, 10. [Google Scholar] [CrossRef]
- Velasco-Parra, J.A.; Ramón-Valencia, B.A.; Mora-Espinosa, W.J. Mechanical characterization of jute fiber-based biocomposite to manufacture automotive components. J. Appl. Res. Technol. 2021, 19, 472–491. [Google Scholar] [CrossRef]
- Ozawa, T. A New Method of Analyzing Thermogravimetric Data. Bull. Chem. Soc. Jpn. 1965, 38, 1881–1886. [Google Scholar] [CrossRef]
- Hillerborg, A.; Modéer, M.; Petersson, P.-E. Analysis of crack formation and crack growth in concrete by means of fracture mechanics and finite elements. Cem. Concr. Res. 1976, 6, 773–781. [Google Scholar] [CrossRef]
- Benzeggagh, M.L.; Kenane, M. Measurement of mixed-mode delamination fracture toughness of unidirectional glass/epoxy composites with mixed-mode bending apparatus. Compos. Sci. Technol. 1996, 56, 439–449. [Google Scholar] [CrossRef]
- Vyazovkin, S. Advanced isoconversional method. J. Therm. Anal. 1997, 49, 1493–1499. [Google Scholar] [CrossRef]
- Vyazovkin, S. Evaluation of activation energy of thermally stimulated solid-state reactions under arbitrary variation of temperature. J. Comput. Chem. 1997, 18, 393–402. [Google Scholar] [CrossRef]
- Sbirrazzuoli, N.; Vyazovkin, S.; Mititelu, A.; Sladic, C.; Vincent, L. A Study of Epoxy-Amine Cure Kinetics by Combining Isoconversional Analysis with Temperature Modulated DSC and Dynamic Rheometry. Macromol. Chem. Phys. 2003, 204, 1815–1821. [Google Scholar] [CrossRef]
- Hahn, O.; Jendrny, J. Evaluation of simulation models for the estimation of deformation of adhesively bonded steel sheets during curing. Weld. World 2003, 47, 31–38. [Google Scholar] [CrossRef]
- Willam, K.; Rhee, I.; Shing, B. Interface damage model for thermomechanical degradation of heterogeneous materials. Comput. Methods Appl. Mech. Eng. 2004, 193, 3327–3350. [Google Scholar] [CrossRef]
- Vyazovkin, S.; Sbirrazzuoli, N. Isoconversional Kinetic Analysis of Thermally Stimulated Processes in Polymers. Macromol. Rapid Commun. 2006, 27, 1515–1532. [Google Scholar] [CrossRef]
- Vyazovkin, S.; Burnham, A.K.; Criado, J.M.; Pérez-Maqueda, L.A.; Popescu, C.; Sbirrazzuoli, N. ICTAC Kinetics Committee recommendations for performing kinetic computations on thermal analysis data. Thermochim. Acta 2011, 520, 1–19. [Google Scholar] [CrossRef]
- Priesnitz, K. On Local Panel Distortions due to Hot-Curing Adhesives. Ph.D. Thesis, The Technical University of Berlin, Berlin, Germany, 2015. [Google Scholar]
- Burbulla, F.; Matzenmiller, A.; Kroll, U. Modelling of Adhesively Bonded Joints with *MAT252 and *MAT_ADD_COHESIVE for Practical Applications. In Proceedings of the 10th European LSDYNA Conference, Würzburg, Germany, 15–17 June 2015. [Google Scholar]
- Schiel, M.; Kahrs, J.; Stammen, E.; Dilger, K. Determination of cure-dependent properties of adhesives by thermal analysis using reaction kinetics and a novel experimental apparatus. Int. J. Adhes. Adhes. 2016, 68, 411–417. [Google Scholar] [CrossRef]
- Apalak, M.K. Thermal Stresses in Adhesively Bonded Joints/Patches and Their Modeling. In Progress in Adhesion and Adhesives; Scrivener Publishing: Beverly, MA, USA, 2017; Volume 2, pp. 217–270. [Google Scholar]
- Simões, B.D.; Nunes, P.D.P.; Ramezani, F.; Carbas, R.J.C.; Marques, E.A.S.; da Silva, L.F.M. Experimental and Numerical Study of Thermal Residual Stresses on Multimaterial Adherends in Single-Lap Joints. Materials 2022, 15, 8541. [Google Scholar] [CrossRef] [PubMed]
- Liang, Q.; Feng, X.-P.; Zhang, K.; Hui, X.-M.; Hou, X.; Ye, J.-R. Effect of curing pressure on the curing behavior of an epoxy system: Curing kinetics and simulation verification. Polymer 2022, 256, 125162. [Google Scholar] [CrossRef]
- Zhao, G.; Wang, X.; Negnevitsky, M.; Zhang, H. A design optimization study of an air-cooling battery thermal management system for electric vehicles. Proc. Inst. Mech. Eng. Part E J. Process Mech. Eng. 2023, 237, 1125–1136. [Google Scholar] [CrossRef]
- Nester, S.; Meinhard, D.; Schanz, J.; Rettenberger, M.; Taha, I.; Riegel, H.; Knoblauch, V. Joining of Aluminum and CFRP via Laser Powder Bed Fusion: Influence of Experimental Set-Up and Laser Processing on Microstructure and Mechanical Properties. Polymers 2023, 15, 3839. [Google Scholar] [CrossRef]
- Safaei, S.; Akhavan-Safar, A.; Jalalvand, M.; da Silva, L. A new technique to measure shear fracture toughness of adhesives using tensile load. Int. J. Solids Struct. 2023, 262–263, 112091. [Google Scholar] [CrossRef]
- Yao, W.; Ding, R.; Xu, X.; Liang, J.; Li, Y.; Liang, C. Study on the effect of cohesive parameters on the bonding strength of the interface between the skin and 3D-mesh cloth of the automobile dash panel. J. Adhes. 2022, 98, 2706–2721. [Google Scholar] [CrossRef]
- Li, Y.; Ding, R.; Wang, S.; Liang, J.; Yao, W. Effectiveness analysis of the study on the bonding performance of car soft decoration coated interior trim based on cohesive zone model. J. Adhes. 2023, 99, 1560–1577. [Google Scholar] [CrossRef]
- Liljedahl, C.; Crocombe, A.; Wahab, M.; Ashcroft, I. Modelling the environmental degradation of adhesively bonded aluminium and composite joints using a CZM approach. Int. J. Adhes. Adhes. 2007, 27, 505–518. [Google Scholar] [CrossRef]
- Ye, Q.; Chen, P. Prediction of the cohesive strength for numerically simulating composite delamination via CZM-based FEM. Compos. Part B Eng. 2011, 42, 1076–1083. [Google Scholar] [CrossRef]
- Li, J.; Xie, J.; Liu, F.; Lu, Z. A critical review and assessment for FRP-concrete bond systems with epoxy resin exposed to chloride environments. Compos. Struct. 2019, 229, 111372. [Google Scholar] [CrossRef]
- Meure, S.; Wu, D.-Y.; Furman, S.A. FTIR study of bonding between a thermoplastic healing agent and a mendable epoxy resin. Vib. Spectrosc. 2010, 52, 10–15. [Google Scholar] [CrossRef]
- Slobodinyuk, D.; Slobodinyuk, A.; Strelnikov, V.; Kiselkov, D. Simple and Efficient Synthesis of Oligoetherdiamines: Hardeners of Epoxyurethane Oligomers for Obtaining Coatings with Shape Memory Effect. Polymers 2023, 15, 2450. [Google Scholar] [CrossRef]
- Asim, M.; Paridah, M.T.; Chandrasekar, M.; Shahroze, R.M.; Jawaid, M.; Nasir, M.; Siakeng, R. Thermal stability of natural fibers and their polymer composites. Iran. Polym. J. 2020, 29, 625–648. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Materials | Density (t/mm3) | Modulus of Elasticity (MPa) | Poisson’s Ratio | Thermal Conductivity (w/m·k) | Coefficient of Thermal Expansion (1/k) | Specific Heat Capacity (J/ kg·k) |
|---|---|---|---|---|---|---|
| Surface skin | 5.58 × 10−10 | 3057 | 0.45 | 0.034 | 1.8 × 10−8 | 1.38 × 106 |
| Mesh fabric | 9 × 10−11 | 4000 | 0.3 | 0.04 | 5.94 × 10−5 | 1.1 × 109 |
| Materials | Density t/mm3 | Modulus of Elasticity MPa | Rupture Energy MJ/mm2 | Shear Modulus MPa | Thermal Conductivity w/m·k | Coefficient of Thermal Expansion 1/k | Specific Heat Capacity J/ kg·k | Glass Transition Temperature (Tg) °C |
|---|---|---|---|---|---|---|---|---|
| Glue layer | 1.45 × 10−9 | 1850 | 0.43 | 560 | 0.234 | 8.5 × 10−5 | 5.5 × 108 | 65 ± 5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yue, L.; Yao, W.; Teng, F.; Zhu, Y.; Zhao, Z.; Liang, C.; Zhu, L. Polymer Composite Thermoforming: Ultrasonic-Assisted Optimization for Enhanced Adhesive Performance in Automotive Interior Components. Polymers 2024, 16, 52. https://doi.org/10.3390/polym16010052
Yue L, Yao W, Teng F, Zhu Y, Zhao Z, Liang C, Zhu L. Polymer Composite Thermoforming: Ultrasonic-Assisted Optimization for Enhanced Adhesive Performance in Automotive Interior Components. Polymers. 2024; 16(1):52. https://doi.org/10.3390/polym16010052
Chicago/Turabian StyleYue, Liufei, Weiguo Yao, Fei Teng, Yanchao Zhu, Zengxia Zhao, Ce Liang, and Lijuan Zhu. 2024. "Polymer Composite Thermoforming: Ultrasonic-Assisted Optimization for Enhanced Adhesive Performance in Automotive Interior Components" Polymers 16, no. 1: 52. https://doi.org/10.3390/polym16010052
APA StyleYue, L., Yao, W., Teng, F., Zhu, Y., Zhao, Z., Liang, C., & Zhu, L. (2024). Polymer Composite Thermoforming: Ultrasonic-Assisted Optimization for Enhanced Adhesive Performance in Automotive Interior Components. Polymers, 16(1), 52. https://doi.org/10.3390/polym16010052