


Effect of Resin Bleed Out on Compaction Behavior of the Fiber Tow Gap Region during Automated Fiber Placement Manufacturing


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Sample Fabrication and Experimental Measurement
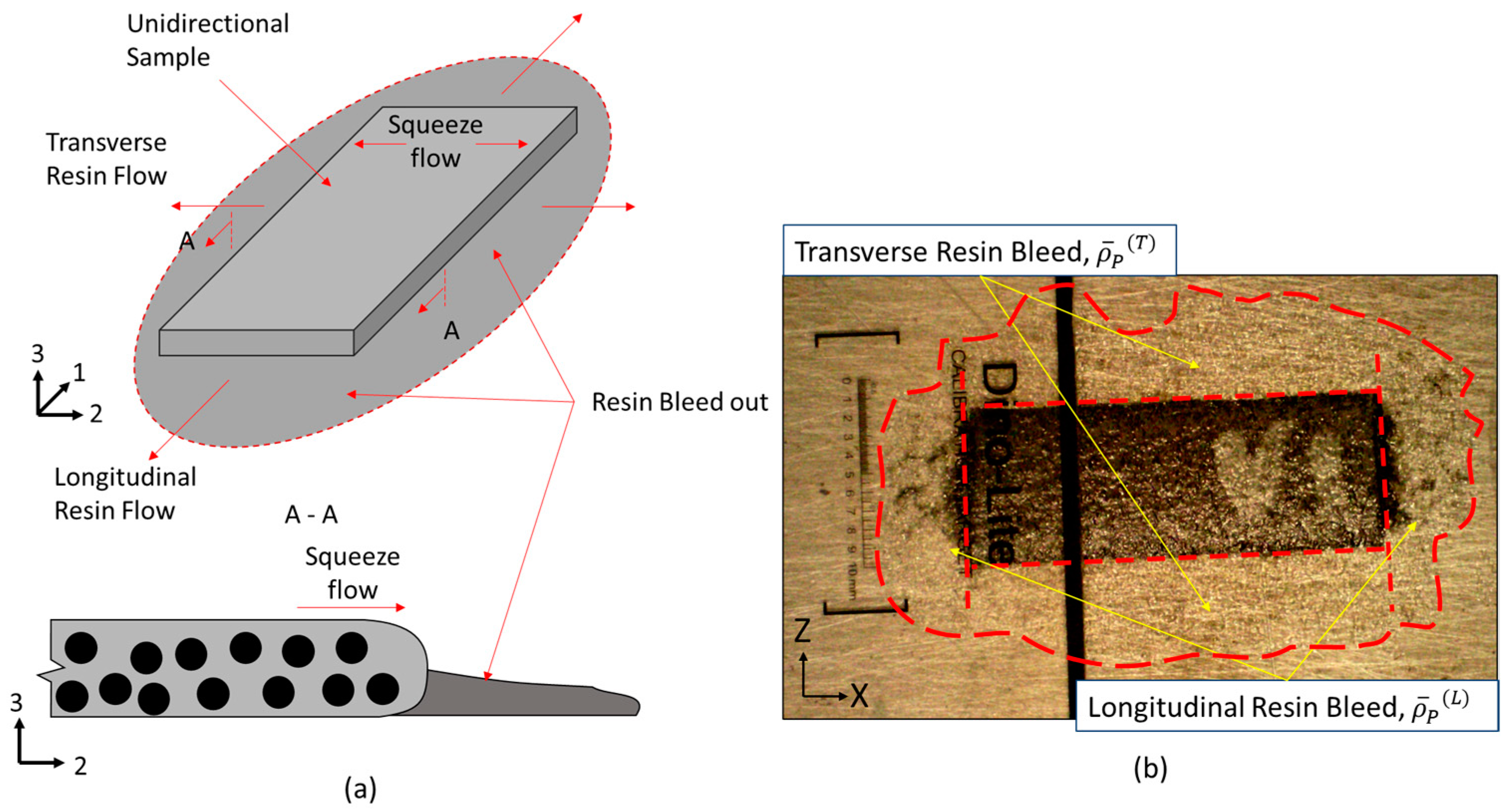
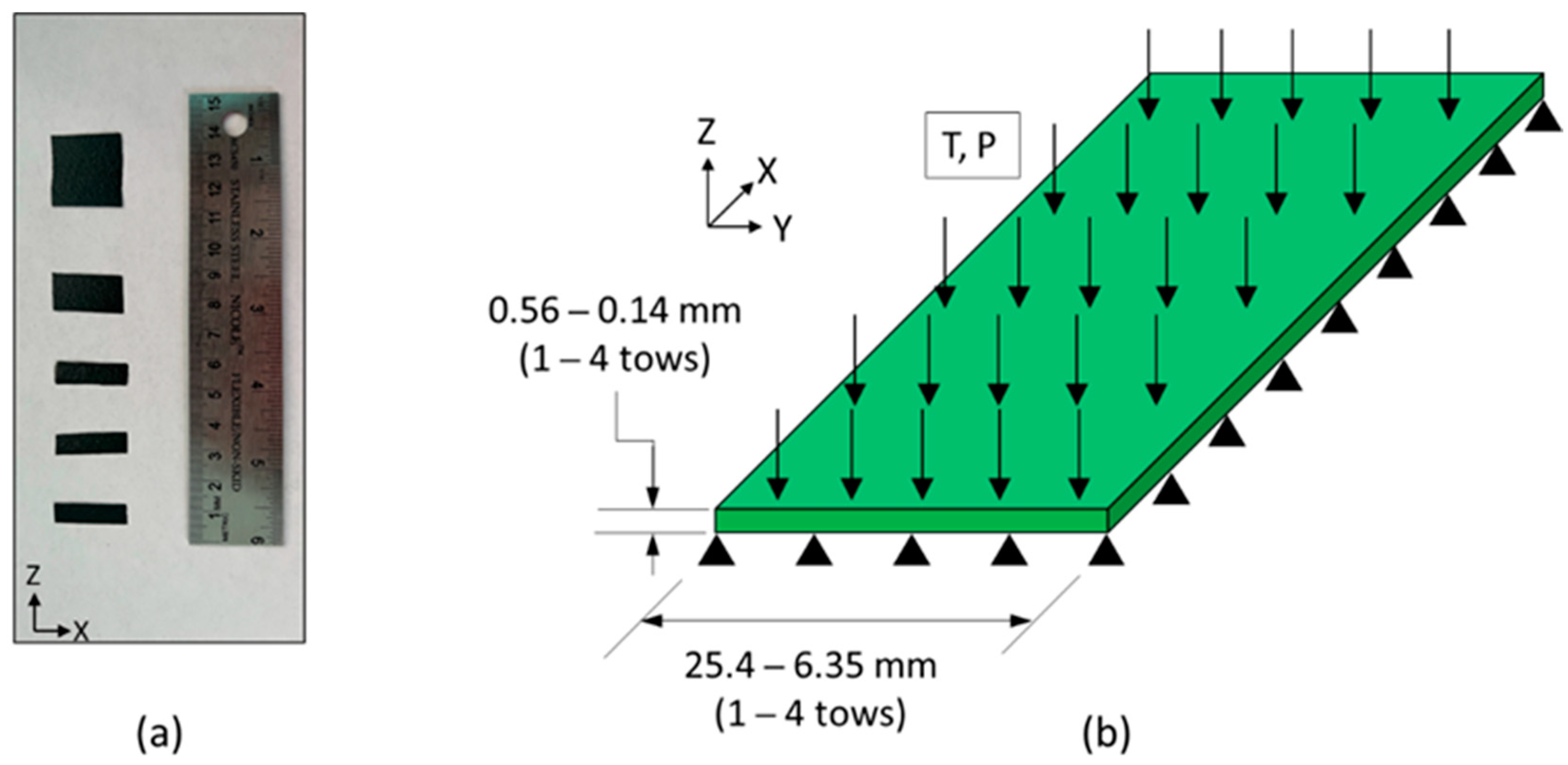
2.1. Unidirectional Tow Compaction Experiments
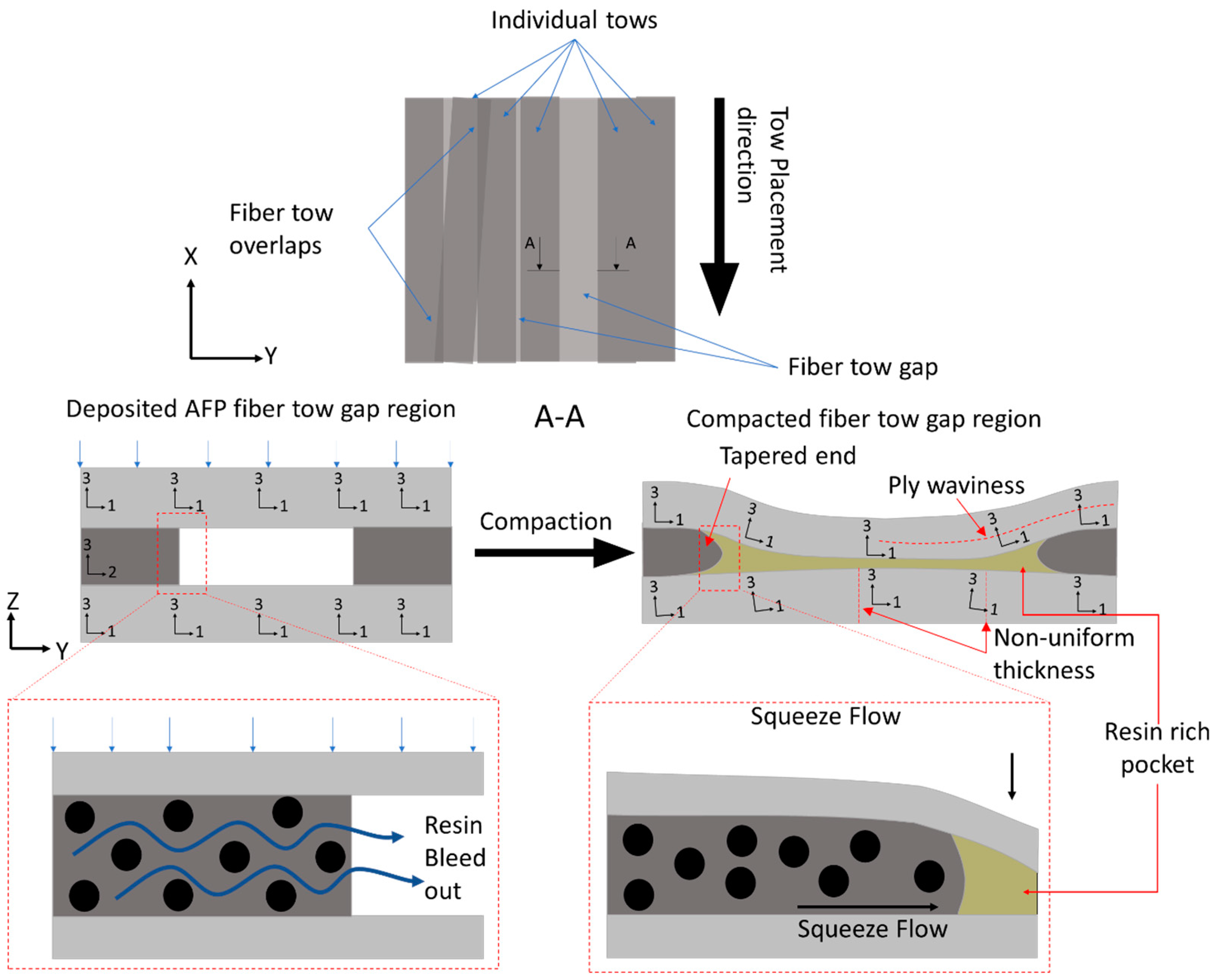
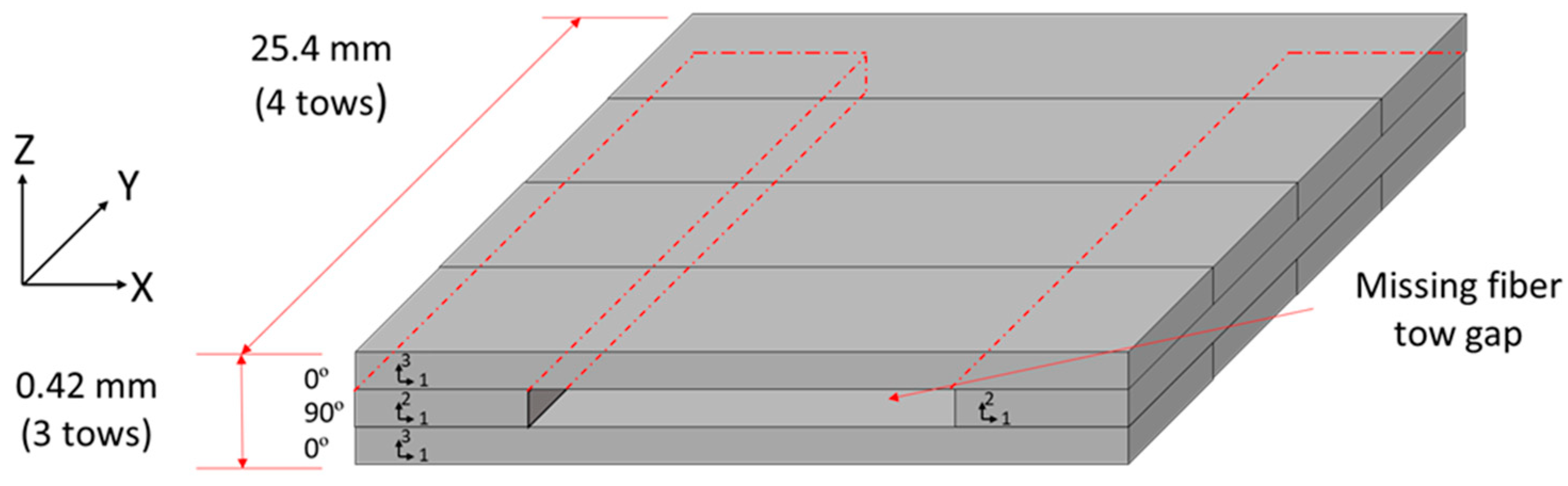
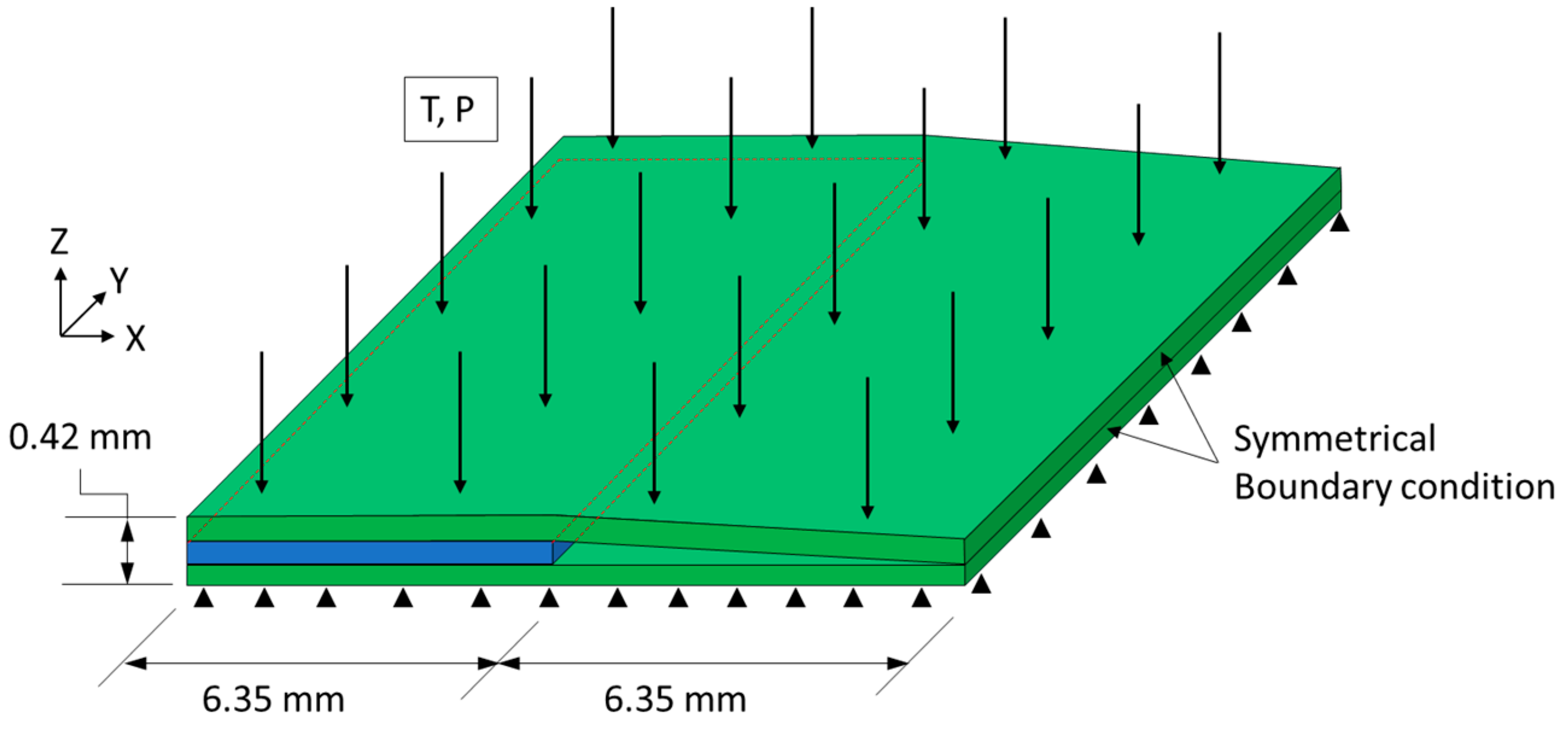
2.2. Compaction Experiments with an Embedded Fiber Tow Gap
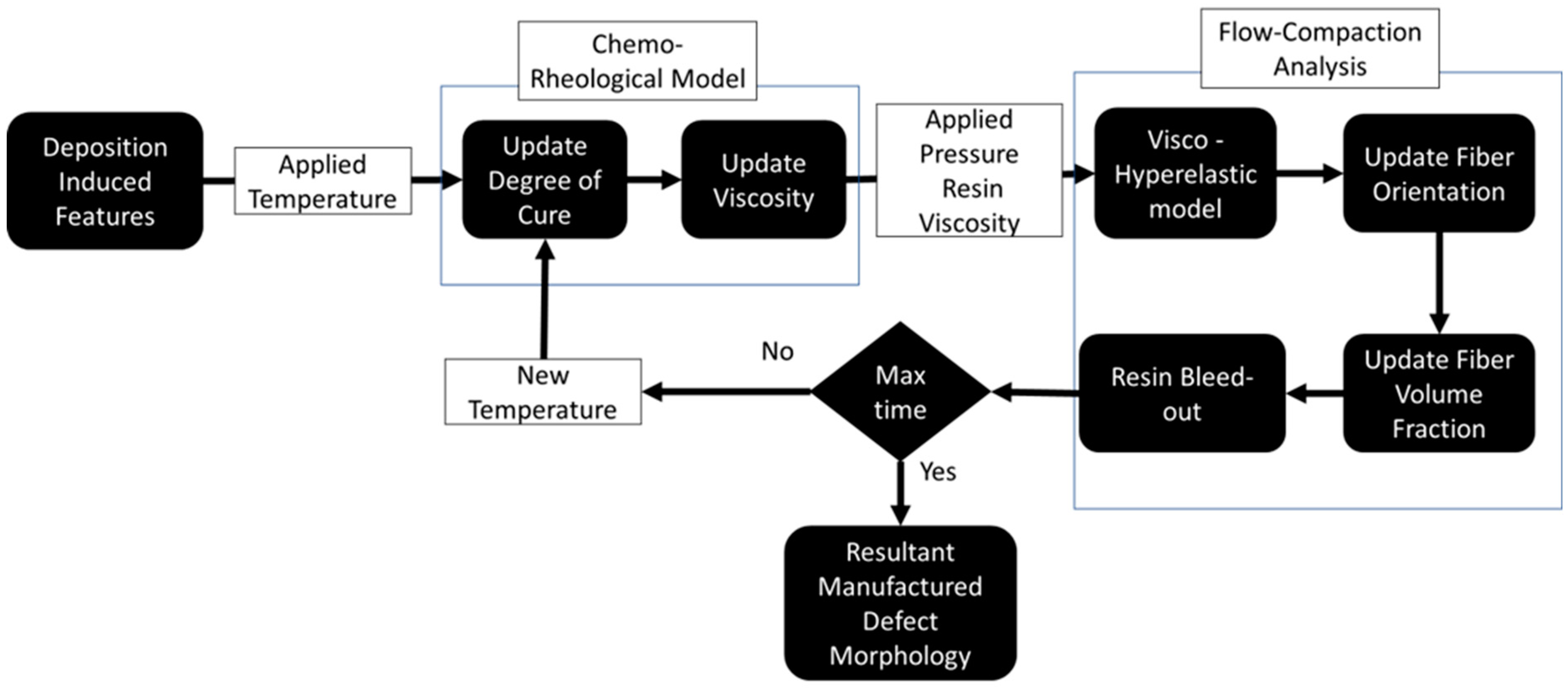
3. Multiphysics FEA Simulation Framework for AFP Fiber Tow Preform Compaction
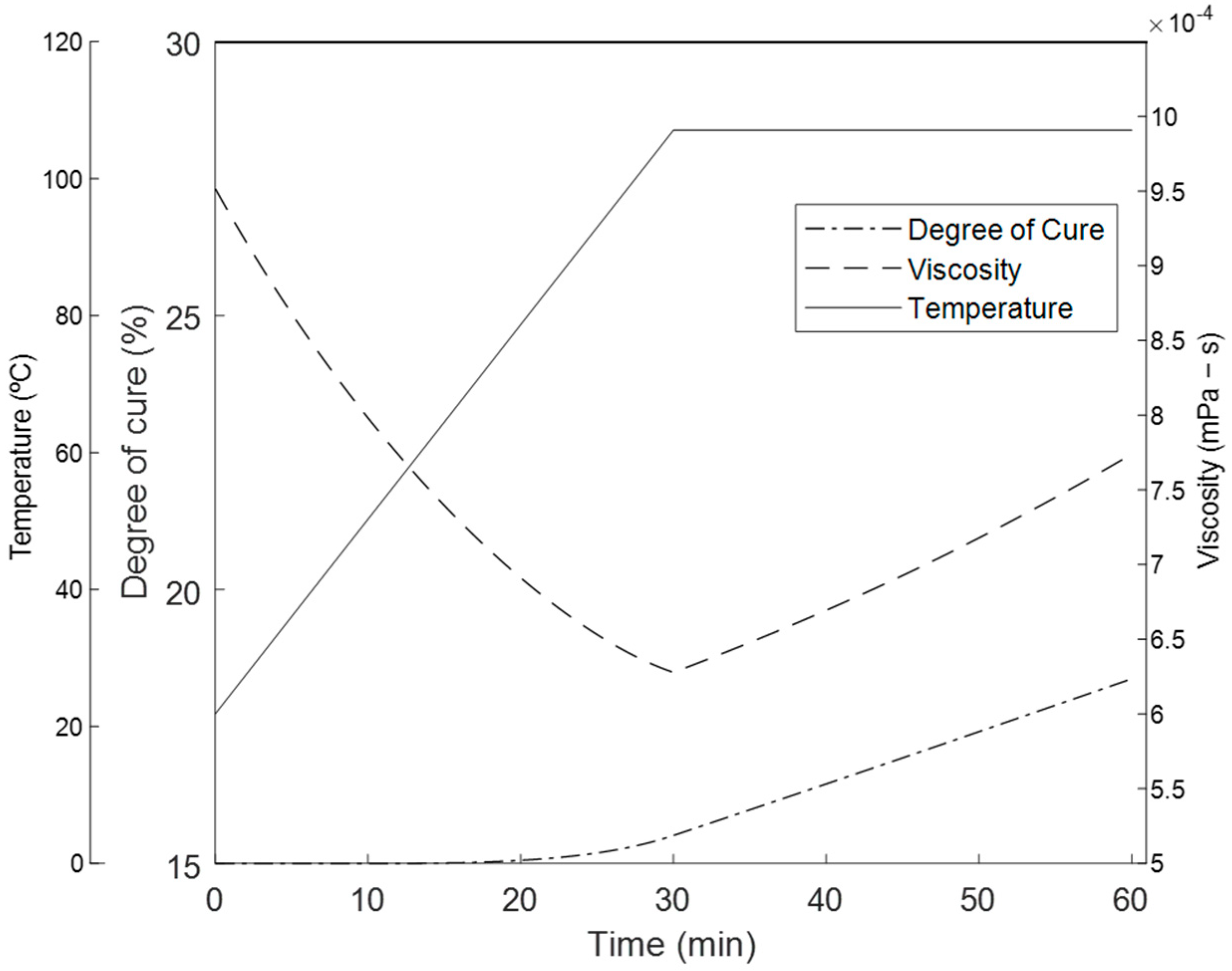
3.1. Chemo-Rheological Model of Thermosetting Prepreg
3.2. Constitutive Squeeze Flow Model during Prepreg Fiber Tow Compaction
3.3. Finite Element Modeling of Compaction in Unidirectional Tows and Fiber Tow Gap Samples
4. Results
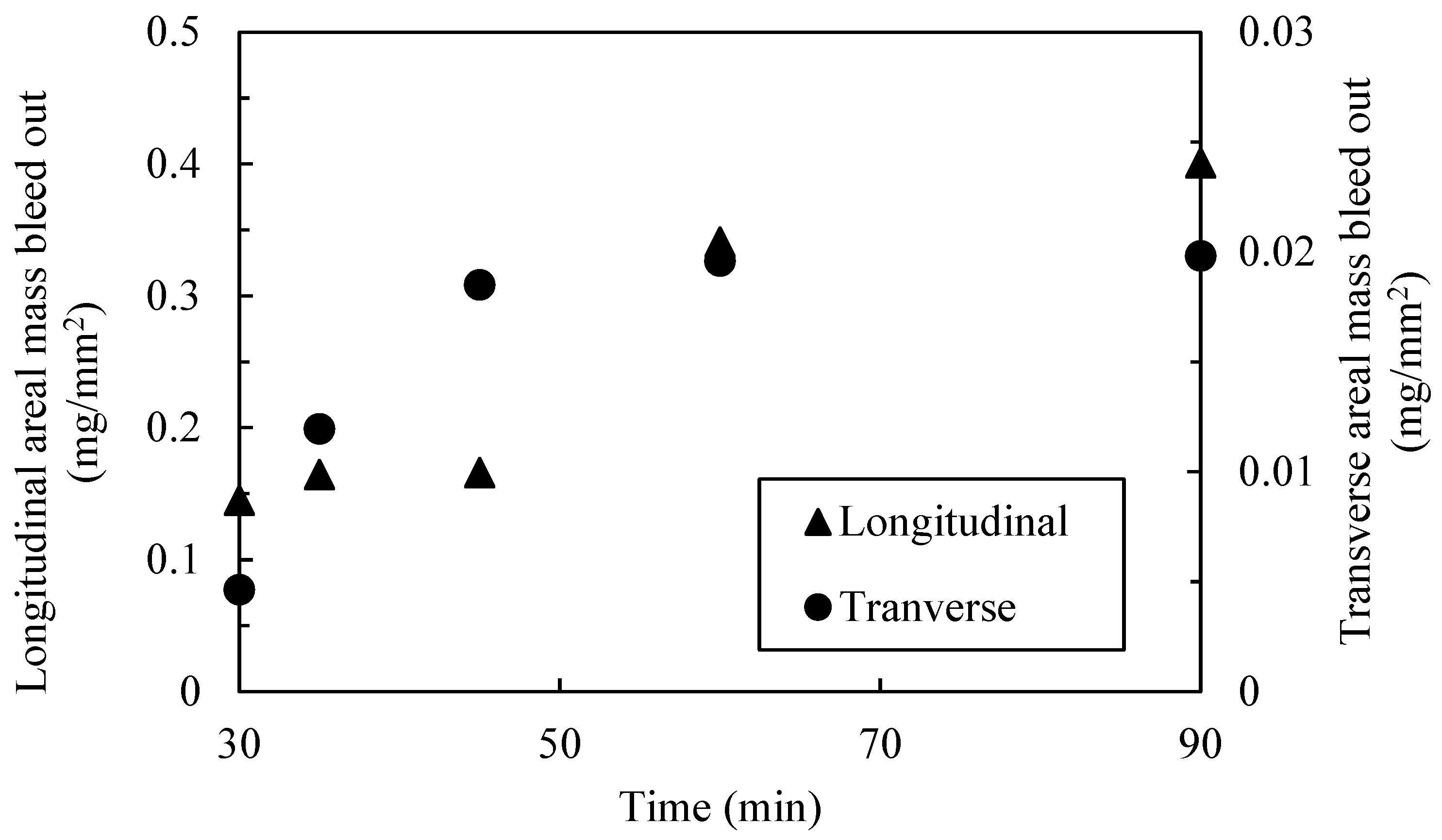
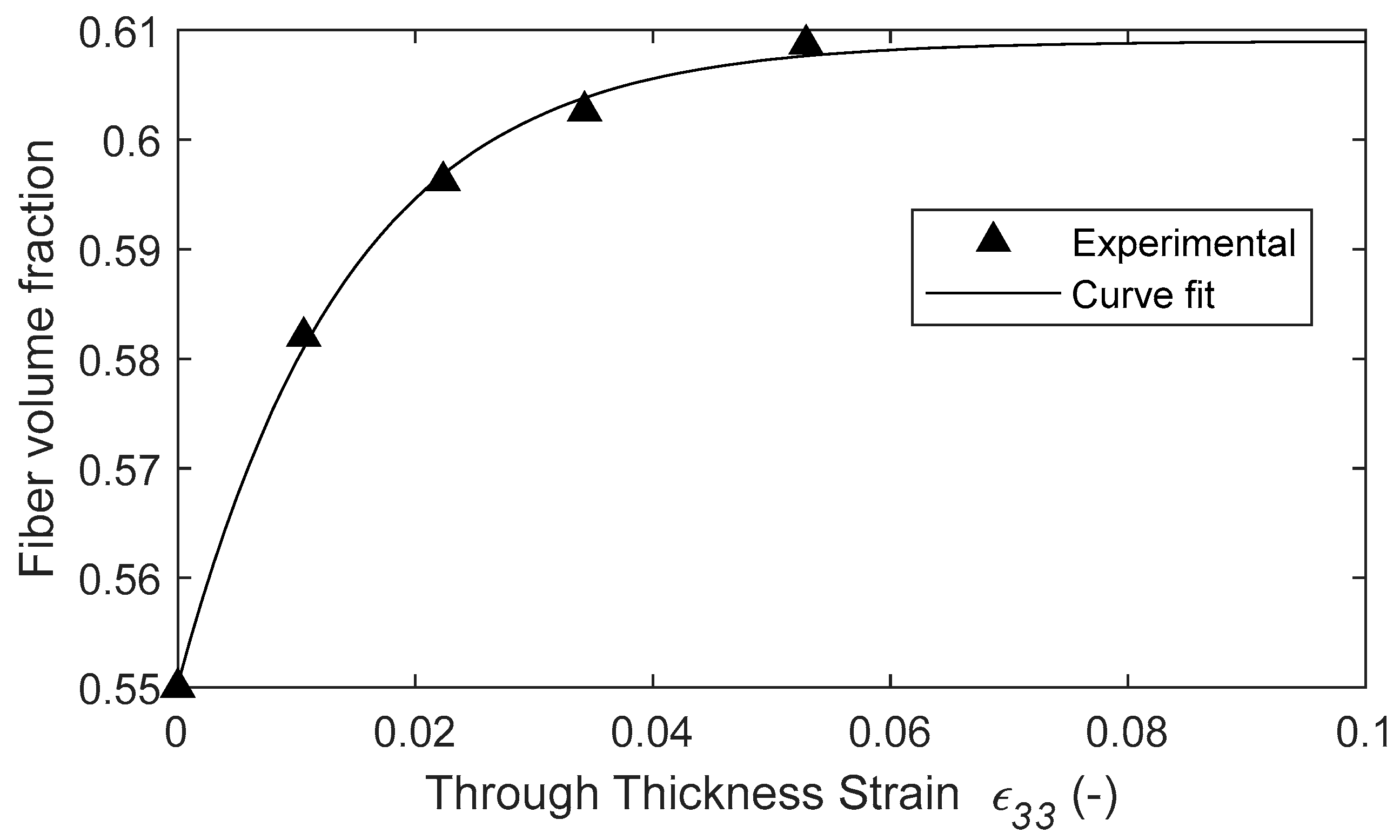
4.1. Experimental Quantification of Resin Bleed Out in Unidirectional Prepreg Tows
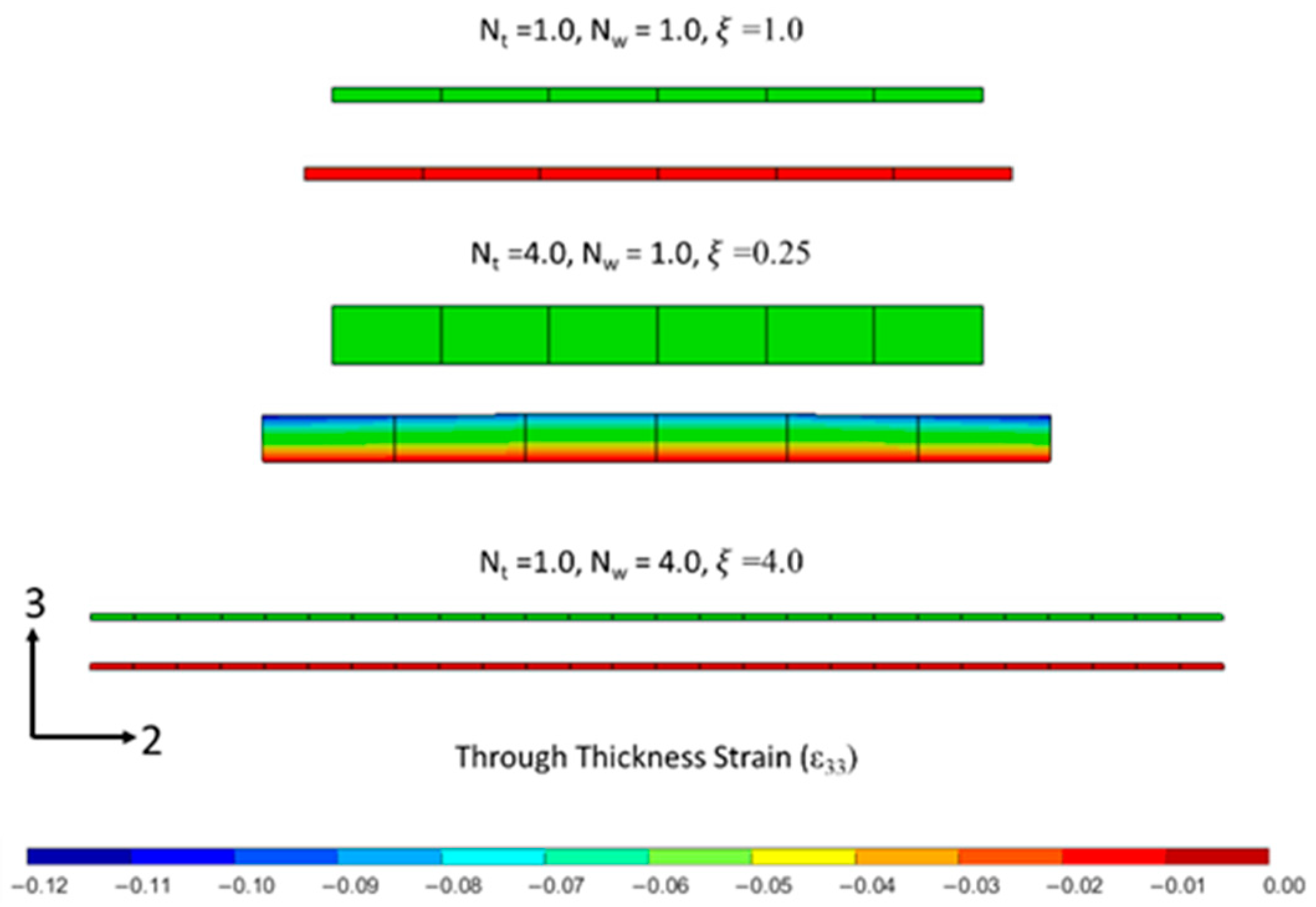
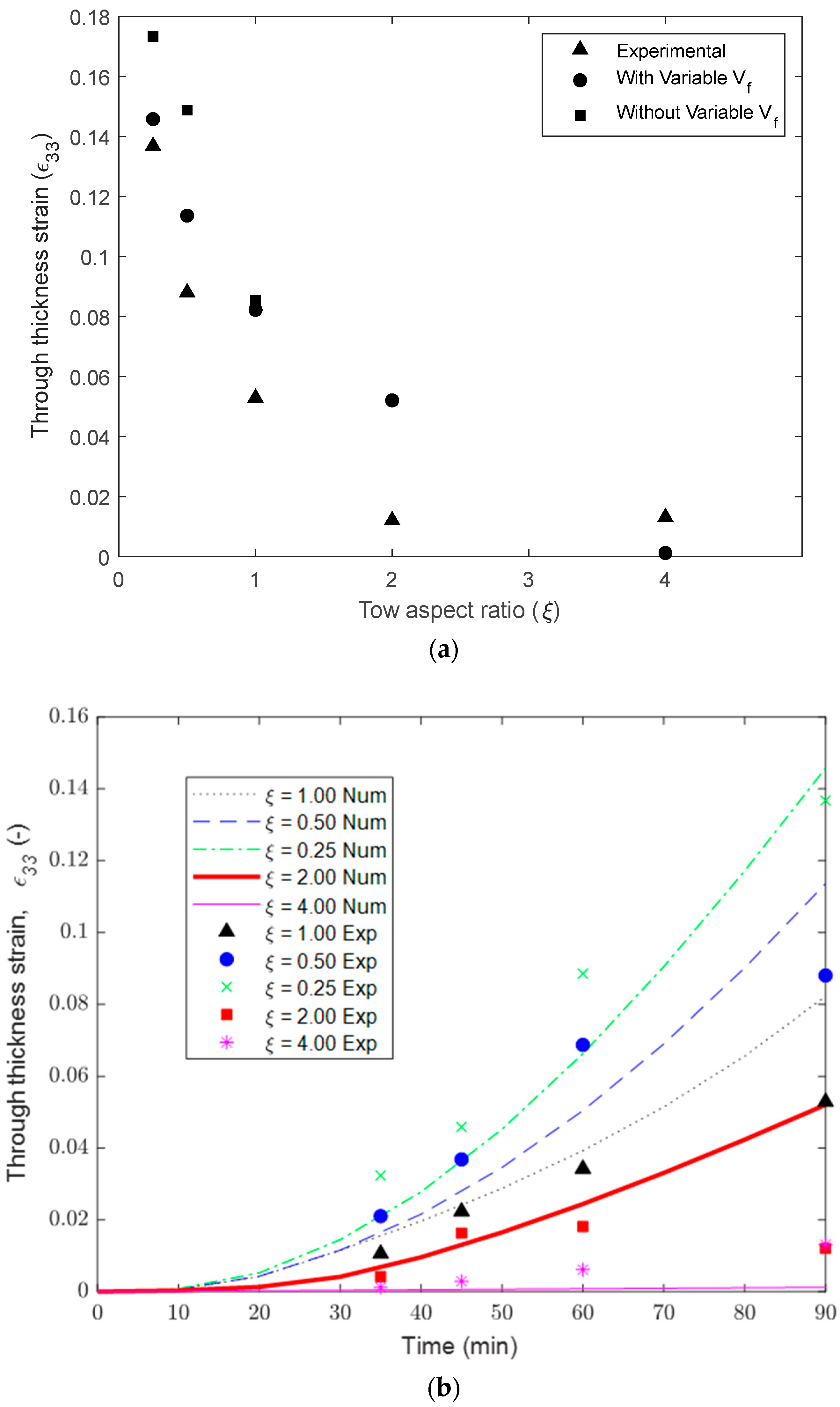
4.2. Modeling and Validation of Compaction Behavior in Unidirectional Tows
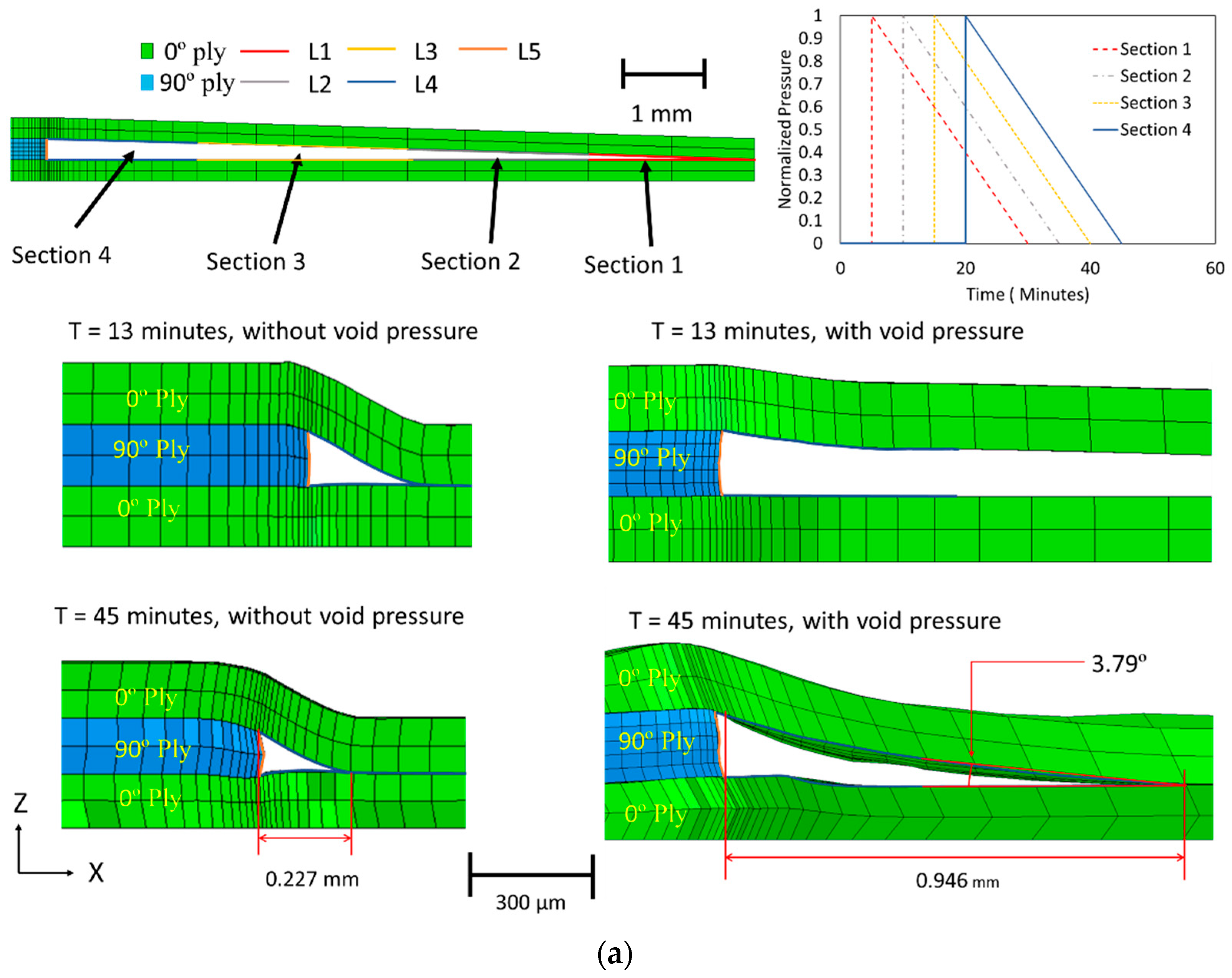
4.3. Squeeze Flow Simulation of Layup with Embedded Tow Gap
4.4. Effect of Resin Bleed Out during Compaction of Layup with Embedded Tow Gap
4.5. Evaluation of Morphology and Fiber Volume Fraction in Cured Layup with Fiber Tow Gap
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lukaszewicz, D.H.-J.A.; Ward, C.; Potter, K.D. The engineering aspects of automated prepreg layup: History, present and future. Compos. Part B Eng. 2012, 43, 997–1009. [Google Scholar] [CrossRef]
- Peeters, D.M.; Lozano, G.G.; Abdalla, M.M. Effect of steering limit constraints on the performance of variable stiffness laminates. Comput. Struct. 2018, 196, 94–111. [Google Scholar] [CrossRef]
- Wu, K.C. Design and analysis of tow-steered composite shells using fiber placement. In Proceedings of the American Society for Composites 23rd Annual Technical Conference, Memphis, TN, USA, 9–11 September 2008. [Google Scholar]
- Denkena, B.; Schmidt, C.; Weber, P. Automated Fiber Placement Head for Manufacturing of Innovative Aerospace Stiffening Structures. Procedia Manuf. 2016, 6, 96–104. [Google Scholar] [CrossRef]
- Gregory, E.D.; Juarez, P.D. In-situ thermography of automated fiber placement parts. AIP Conf. Proc. 2018, 1949, 060005. [Google Scholar] [CrossRef]
- Liu, Y.-N.; Yuan, C.; Liu, C.; Pan, J.; Dong, Q. Study on the resin infusion process based on automated fiber placement fabricated dry fiber preform. Sci. Rep. 2019, 9, 7440. [Google Scholar] [CrossRef]
- Jamora, V.C.C.; Rauch, V.M.; Kravchenko, S.; Kravchenko, O. Mechanics of Fiber Tow Compaction for Predicting Defect Morphology in AFP composites. In AIAA SCITECH 2022 Forum; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2022. [Google Scholar] [CrossRef]
- Croft, K.; Lessard, L.; Pasini, D.; Hojjati, M.; Chen, J.; Yousefpour, A. Experimental study of the effect of automated fiber placement induced defects on performance of composite laminates. Compos. Part Appl. Sci. Manuf. 2011, 42, 484–491. [Google Scholar] [CrossRef]
- Nguyen, M.H.; Vijayachandran, A.A.; Davidson, P.; Call, D.; Lee, D.; Waas, A.M. Effect of automated fiber placement (AFP) manufacturing signature on mechanical performance of composite structures. Compos. Struct. 2019, 228, 111335. [Google Scholar] [CrossRef]
- Trochez, A.; Jamora, V.C.; Larson, R.; Wu, K.C.; Ghosh, D.; Kravchenko, O.G. Effects of automated fiber placement defects on high strain rate compressive response in advanced thermosetting composites. J. Compos. Mater. 2021, 55, 4549–4562. [Google Scholar] [CrossRef]
- Greenhalgh, E.S. Defects and damage and their role in the failure of polymer composites. In Failure Analysis and Fractography of Polymer Composites; Woodhead Publishing Series in Composites Science and Engineering; Woodhead Publishing: Cambridge, UK, 2009; pp. 356–440. [Google Scholar] [CrossRef]
- Cairns, D.S.; Mandell, J.F.; Scott, M.E.; Maccagnano, J.Z. Design and manufacturing considerations for ply drops in composite structures. Compos. Part B Eng. 1999, 30, 523–534. [Google Scholar] [CrossRef]
- Wang, J.; Potter, K.D.; Etches, J. Experimental investigation and characterisation techniques of compressive fatigue failure of composites with fibre waviness at ply drops. Compos. Struct. 2013, 100, 398–403. [Google Scholar] [CrossRef]
- Thor, M.; Mandel, U.; Nagler, M.; Maier, F.; Tauchner, J.; Sause, M.G.R.; Hinterhölzl, R.M. Numerical and experimental investigation of out-of-plane fiber waviness on the mechanical properties of composite materials. Int. J. Mater. Form. 2020, 14, 19–37. [Google Scholar] [CrossRef]
- Díaz-Montiel, P.; Ayala, G.G.; Rivera, A.; Mauk, R.; Reiman, C.; Venkataraman, S. Quantification of Material and Geometric Defects Variability in Fiber-Reinforced Composites with Ply Waviness Defects. In ASME Aerospace Structures, Structural Dynamics, and Materials Conference; American Society of Mechanical Engineers: New York, NY, USA, 2023. [Google Scholar]
- Jamora, V. Compaction and Residual Stress Modeling in Composite Manufactured with Automated Fiber Placement. Master’s Thesis, Old Dominion University, Norfolk, VA, USA, 2020. [Google Scholar] [CrossRef]
- Jamora, V.C.; Wu, K.C.; Kravchenko, O.G. Residual deformation analysis in composite shell structures manufactured using automated fiber placement. Compos. Struct. 2020, 248, 112482. [Google Scholar] [CrossRef]
- Yenilmez, B.; Senan, M.; Sozer, E.M. Variation of part thickness and compaction pressure in vacuum infusion process. Compos. Sci. Technol. 2009, 69, 1710–1719. [Google Scholar] [CrossRef]
- Lee, W.I.; Loos, A.C.; Springer, G.S. Heat of Reaction, Degree of Cure, and Viscosity of Hercules 3501-6 Resin. J. Compos. Mater. 1982, 16, 510–520. [Google Scholar] [CrossRef]
- Costa, V.A.F.; Sousa, A.C.M. Modeling of flow and thermo-kinetics during the cure of thick laminated composites. Int. J. Therm. Sci. 2003, 42, 15–22. [Google Scholar] [CrossRef]
- Kermani, N.N.; Gargitter, V.; Simacek, P.; Advani, S.G. Gap filling mechanisms during the thin ply Automated Tape Placement process. Compos. Part Appl. Sci. Manuf. 2021, 147, 106454. [Google Scholar] [CrossRef]
- Belnoue, J.P.-H.; Mesogitis, T.; Nixon-Pearson, O.J.; Kratz, J.; Ivanov, D.S.; Partridge, I.K.; Potter, K.D.; Hallett, S.R. Understanding and predicting defect formation in automated fibre placement pre-preg laminates. Compos. Part Appl. Sci. Manuf. 2017, 102, 196–206. [Google Scholar] [CrossRef]
- Nixon-Pearson, O.J.; Belnoue, J.P.H.; Ivanov, D.S.; Hallett, S.R. The Compaction Behaviour of Uncured Prepregs: 20th International Conference on Composite Materials, ICCM 2015. 2015. Available online: http://www.scopus.com/inward/record.url?scp=85044681739&partnerID=8YFLogxK (accessed on 30 May 2022).
- Limbert, G.; Middleton, J. A transversely isotropic viscohyperelastic material: Application to the modeling of biological soft connective tissues. Int. J. Solids Struct. 2004, 41, 4237–4260. [Google Scholar] [CrossRef]
- Rogers, T.G.; O’neill, J. Theoretical analysis of forming flows of fibre-reinforced composites. Compos. Manuf. 1991, 2, 153–160. [Google Scholar] [CrossRef]
- Seon, G.; Nikishkov, Y.; Makeev, A. A numerical method based on pore-pressure cohesive zone modeling for simulation of debulking in resin-saturated composite prepregs. Int. J. Numer. Methods Eng. 2022, 123, 2791–2813. [Google Scholar] [CrossRef]
- Simacek, P.; Kermani, N.N.; Gargitter, V.; Advani, S.G. Role of resin percolation in gap filling mechanisms during the thin ply thermosetting automated tape placement process. Compos. Part Appl. Sci. Manuf. 2022, 152, 106677. [Google Scholar] [CrossRef]
- Kelly, P.A. A viscoelastic model for the compaction of fibrous materials. J. Text. Inst. 2011, 102, 689–699. [Google Scholar] [CrossRef]
- Pipes, R.B. Anisotropic Viscosities of an Oriented Fiber Composite with a Power-Law Matrix. J. Compos. Mater. 1992, 26, 1536–1552. [Google Scholar] [CrossRef]
- He, T.; Zhang, H.; Zhang, K. A smoothed finite element approach for computational fluid dynamics: Applications to incompressible flows and fluid–structure interaction. Comput. Mech. 2018, 62, 1037–1057. [Google Scholar] [CrossRef]
- Saquib, M.N.; Larson, R.; Sattar, S.; Li, J.; Kravchenko, S.; Kravchenko, O. Experimental Validation of Reconstructed Microstructure via Deep Learning in Discontinuous Fiber Platelet Composite. J. Appl. Mech. 2023, 91, 041004. [Google Scholar] [CrossRef]
- Larson, R.; Horque, R.; Jamora, V.C.; Li, J.; Kravchenko, S.G.; Kravchenko, O.G. Prediction of Local Fiber Orientation State in Prepreg Platelet Molded Composites via Deep Convolutional Neural Network. In AIAA SCITECH 2022 Forum; AIAA: Reston, VA, USA, 2022. [Google Scholar]
- Larson, R.A.; Hoque, R.; Jamora, V.; Li, J.; Kravchenko, S.; Kravchenko, O. Hyperparameters Effect in Deep Convolutional Neural Network Model on Prediction of Fiber Orientation Distribution in Prepreg Platelet Molded Composites. In AIAA SCITECH 2022 Forum; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2021. [Google Scholar] [CrossRef]
- Chapman, T.J.; Gillespie, J.W.; Pipes, R.B.; Manson, J.-A.E.; Seferis, J.C. Prediction of Process-Induced Residual Stresses in Thermoplastic Composites. J. Compos. Mater. 1990, 24, 616–643. [Google Scholar] [CrossRef]
- Hubert, P.; Johnston, A.; Poursartip, A.; Nelson, K. Cure kinetics and viscosity models for Hexcel 8552 epoxy resin. In Proceedings of the International SAMPE Symposium and Exhibition, Long Beach, CA, USA, 6–10 May 2001; Volume 46, pp. 2341–2354. [Google Scholar]
- Ng, S.J.; Boswell, R.; Claus, S.J.; Arnold, F.; Vizzini, A. Degree of Cure, Heat of Reaction, and Viscosity of 8552 and 977-3 HM Epoxy Resin. Naval Air Warfare Center Aircraft Div Patuxent River MD. 2000. Available online: https://apps.dtic.mil/sti/citations/ADA377439 (accessed on 1 April 2021).
- Kravchenko, O.G.; Kravchenko, S.G.; Pipes, R.B. Chemical and thermal shrinkage in thermosetting prepreg. Compos. Part Appl. Sci. Manuf. 2016, 80, 72–81. [Google Scholar] [CrossRef]
- Kravchenko, O.G.; Kravchenko, S.G.; Pipes, R.B. Cure history dependence of residual deformation in a thermosetting laminate. Compos. Part Appl. Sci. Manuf. 2017, 99, 186–197. [Google Scholar] [CrossRef]
- Kravchenko, O.G.; Kravchenko, S.G.; Casares, A.; Pipes, R.B. Digital image correlation measurement of resin chemical and thermal shrinkage after gelation. J. Mater. Sci. 2015, 50, 5244–5252. [Google Scholar] [CrossRef]
- Kravchenko, O.; Li, C.; Strachan, A.; Kravchenko, S.; Pipes, B. Prediction of the chemical and thermal shrinkage in a thermoset polymer. Compos. Part Appl. Sci. Manuf. 2014, 66, 35–43. [Google Scholar] [CrossRef]
- Belnoue, J.P.-H.; Nixon-Pearson, O.J.; Ivanov, D.; Hallett, S.R. A novel hyper-viscoelastic model for consolidation of toughened prepregs under processing conditions. Mech. Mater. 2016, 97, 118–134. [Google Scholar] [CrossRef]
- Pikey, W. Stress and Strain. In Formulas for Stress, Strain, and Structural Matrices; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2004; pp. 89–147. [Google Scholar] [CrossRef]
- Bonet, J.; Burton, A.J. A simple orthotropic, transversely isotropic hyperelastic constitutive equation for large strain computations. Comput. Methods Appl. Mech. Eng. 1998, 162, 151–164. [Google Scholar] [CrossRef]
- Favaloro, A.J.; Sommer, D.E.; Denos, B.R.; Pipes, R.B. Simulation of prepreg platelet compression molding: Method and orientation validation. J. Rheol. 2018, 62, 1443–1455. [Google Scholar] [CrossRef]
- Belnoue, J.P.-H.; Nixon-Pearson, O.; Ivanov, D.; Hallet, S.R. Numerical and Experimental Investigation of Prepreg Compaction for Defect Formation Mechanisms. Des. Manuf. Appl. Compos. 2014. Available online: https://dpi-proceedings.com/index.php/dmac2014/article/view/21306 (accessed on 10 August 2023).
- Messiry, M.E. Theoretical analysis of natural fiber volume fraction of reinforced composites. Alex. Eng. J. 2013, 52, 301–306. [Google Scholar] [CrossRef]
- Hubert, P.; Poursartip, A. A Review of Flow and Compaction Modelling Relevant to Thermoset Matrix Laminate Processing. J. Reinf. Plast. Compos. 1998, 17, 286–318. [Google Scholar] [CrossRef]
- Stadtfeld, H.C.; Erninger, M.; Bickerton, S.; Advani, S.G. An Experimental Method to Continuously Measure Permeability of Fiber Preforms as a Function of Fiber Volume Fraction. J. Reinf. Plast. Compos. 2002, 21, 879–899. [Google Scholar] [CrossRef]
- Marlett, K.; Ng, Y.; Tomblin, J. Hexcel 8552 IM7 Unidirectional Prepreg 190 Gsm & 35% RC Qualification Material Property Data Report; NIAR: Wichita, KS, USA, 2011; pp. 1–238. [Google Scholar]
- Larson, R.; Bergan, A.; Leone, F.; Kravchenko, O.G. Influence of stochastic adhesive porosity and material variability on failure behavior of adhesively bonded composite sandwich joints. Compos. Struct. 2023, 306, 116608. [Google Scholar] [CrossRef]
- Ravangard, A.; Jamora, V.C.; Bhagatji, J.D.; Kravchenko, O. Origin and Significance of Non-Uniform Morphology in AFP Composites. In Proceedings of the American Society for Composites—38th Technical Conference, Greater Boston, MA, USA, 17–20 September 2023. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jamora, V.C.; Rauch, V.; Kravchenko, S.G.; Kravchenko, O.G. Effect of Resin Bleed Out on Compaction Behavior of the Fiber Tow Gap Region during Automated Fiber Placement Manufacturing. Polymers 2024, 16, 31. https://doi.org/10.3390/polym16010031
Jamora VC, Rauch V, Kravchenko SG, Kravchenko OG. Effect of Resin Bleed Out on Compaction Behavior of the Fiber Tow Gap Region during Automated Fiber Placement Manufacturing. Polymers. 2024; 16(1):31. https://doi.org/10.3390/polym16010031
Chicago/Turabian StyleJamora, Von Clyde, Virginia Rauch, Sergii G. Kravchenko, and Oleksandr G. Kravchenko. 2024. "Effect of Resin Bleed Out on Compaction Behavior of the Fiber Tow Gap Region during Automated Fiber Placement Manufacturing" Polymers 16, no. 1: 31. https://doi.org/10.3390/polym16010031
APA StyleJamora, V. C., Rauch, V., Kravchenko, S. G., & Kravchenko, O. G. (2024). Effect of Resin Bleed Out on Compaction Behavior of the Fiber Tow Gap Region during Automated Fiber Placement Manufacturing. Polymers, 16(1), 31. https://doi.org/10.3390/polym16010031