


Polyaryletherketone Based Blends: A Review

 ,
,  , ,
, ,  ,
,
Abstract
:1. Introduction
2. Presentation of Blends Components
2.1. Classes of Blends
2.2. Presentation of PAEK
2.3. Presentation of HPT Usually Blended with PAEK
3. Thermodynamics of Miscibility and Morphologies
- Block copolymers: For instance, PET/PP blends are often compatibilized by PP-b-MA (MA: maleic anhydride) copolymers, where the block MA is miscible with PET. Gao et al. [59] compatibilized PEEK/PI blends with PEEK-b-PI block copolymers. In any case, the length of the blocks and the number of copolymers control the stability and the final morphology of the blends. It is worth noting that the choice of copolymers available to compatibilize PAEK with another HPT is very narrow.
4. Evaluation of the Miscibility
5. Elaboration of PAEK Blends
5.1. Melt-Mixing
5.2. Solution Blending—Sulfonation of PAEK
6. PAEK/PEI Blends Obtained by Melt-Mixing
6.1. PAEK/PEI Blends in the Amorphous State
6.2. Crystallization of PAEK/PEI Blends
- (1)
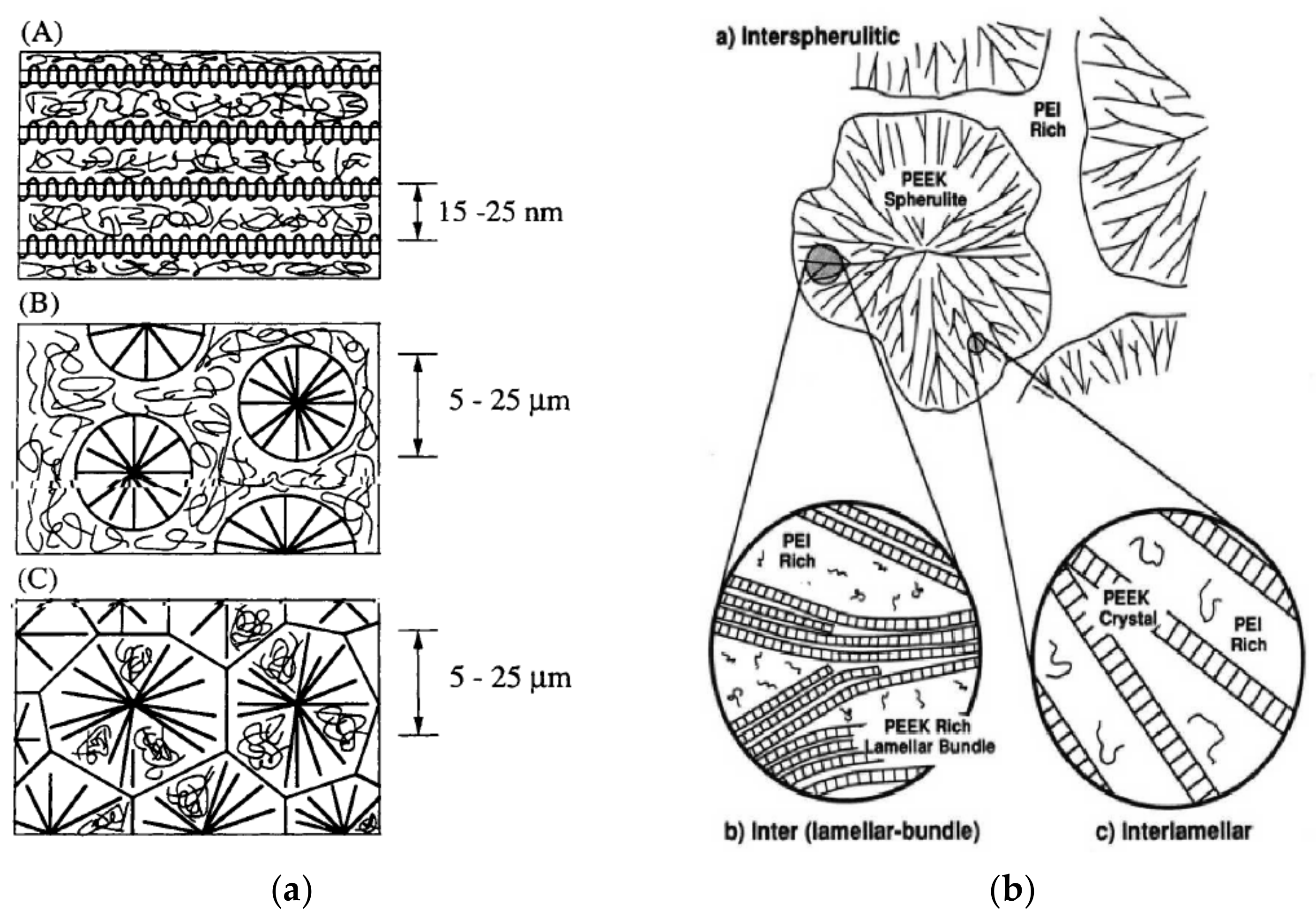
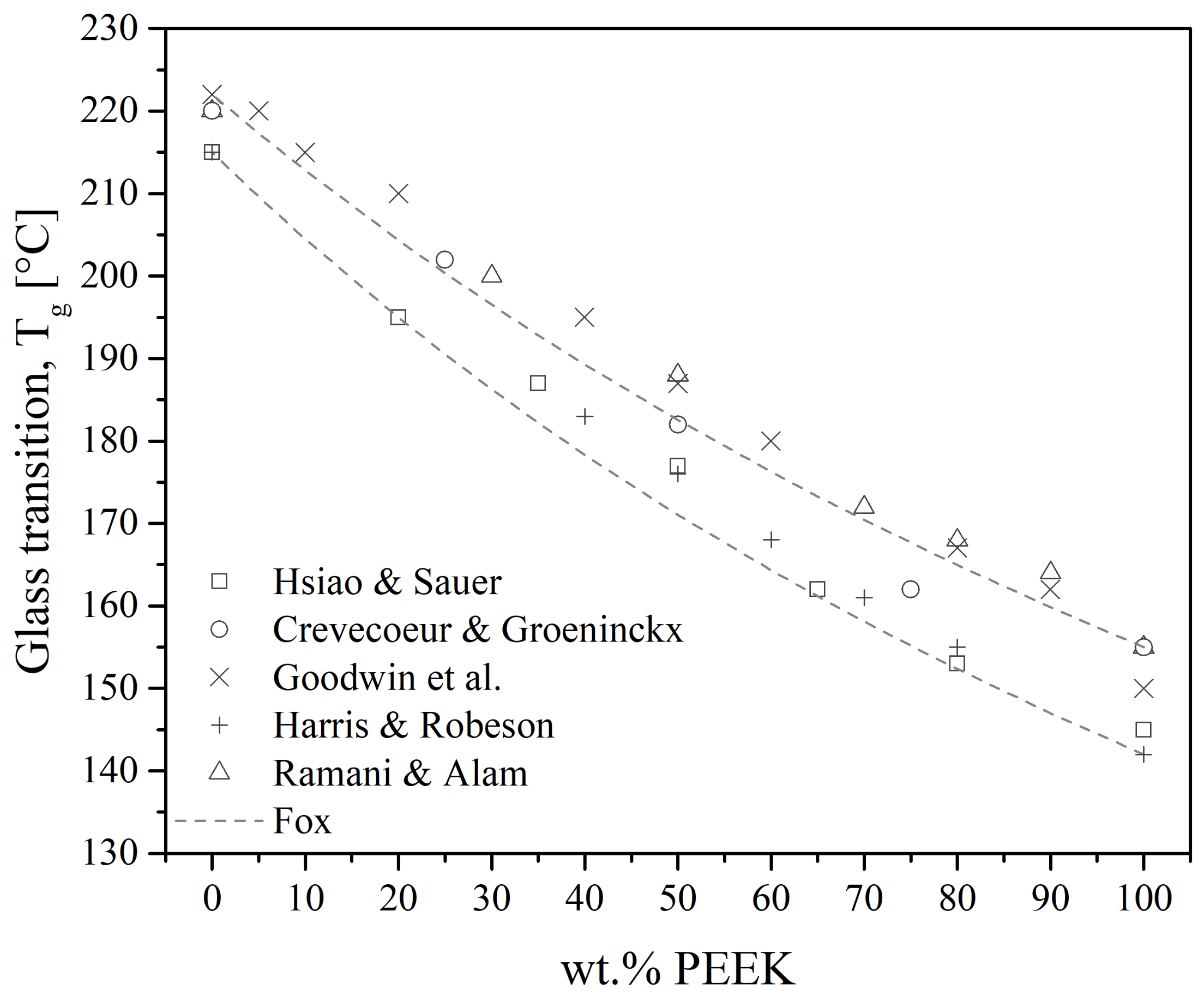
- When cooling PAEK/PEI blends from the melt, only PAEK partially crystallizes. The most significant effect of PEI on crystallization is that chains near the crystals in the amorphous phase are probably less mobile than those farther away, which increases the Tg of the amorphous phase in the blend [20,29,62]. Chen and Porter [61] recorded, 30 years ago, a slight negative variation from linearity when measuring the specific volume of the existence of PEI in the interlamellar zone of PEEK crystals, indicating favorable intermolecular interactions between PEEK and PEI. While amorphous blends agree with Fox law, crystalline blends deviate from it, with Tg superior to the predicted value. In the range of all blends, the broadening of Tg was observed up to 40 wt.% of PEI [61]. The broadening was attributed to a change in the amorphous phase distribution since, upon crystallization, the PEEK has to diffuse to the crystal domains, depleting the amorphous phase [29]. At the same time, the PEI has to diffuse from the crystallizing PEEK to the amorphous phase, creating an enrichment of the amorphous phase in PEI. Thus, the broadening observed could be due to a broad distribution of amorphous PEI, which may comprise free chains (i.e., in the amorphous phase) and trapped chains (i.e., chains at the crystal-amorphous boundary). As already mentioned, blends of PEEK/PEI are reported to be amorphous upon preparation. However, the semicrystalline state is the most likely to be encountered for practical applications. Partial miscibility was revealed in the semicrystalline state by the presence of two distinct glass transitions between 40 wt.% and 90 wt.% of PEEK in the blend [110].
- (2)
- Cold crystallization of PAEK blends was reported not to occur for PEI content from 75 wt.% [61,101], for which the PEI impacts and hinders the PEEK crystallization. Below this concentration, the PEI does not influence the PEEK crystallinity [20]. A decrease in the crystallization with increasing PEI content was measured [20,21,26,61,62,100,104,111,112], attributed to a rejection of PEI into the amorphous domains of PEEK [20]. The final degree of crystallinity of the PEEK reached in the blends did not change with the PEI content and in some cases slightly increased [20,21,26,62,101,111]. The PEEK crystallized similarly to that of pure PEEK, and the melting temperature was not affected by the PEI content.
- (3)
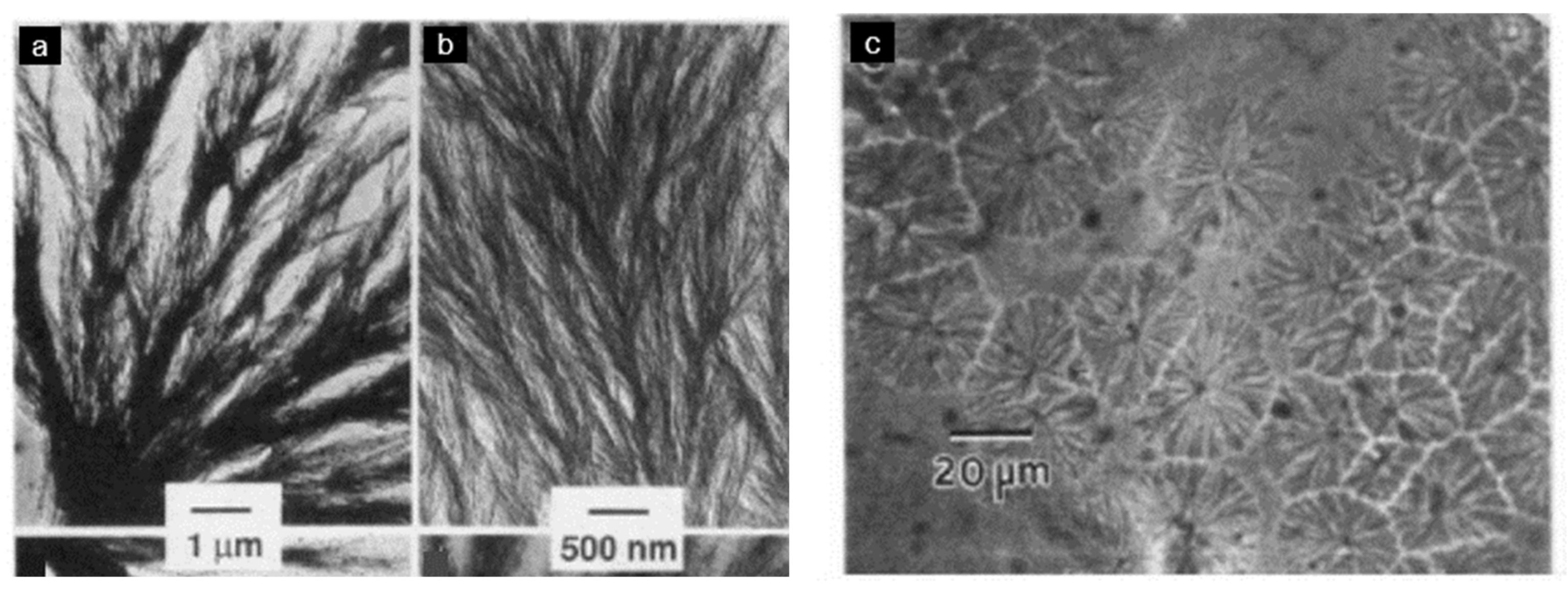
- Isothermally crystallized PEEK/PEI blends exhibited a double melting behavior [62,111,113], seen by two melting peaks on DSC scans. The first peak corresponds to the melting of secondary PEEK crystals, while the second peak, occurring at a higher temperature, corresponded to primary PEEK crystals [29]. Both Tms did not depend on the PEI content [26,27,29,62]. As the PEI content increases, the crystal growth of PEEK decreases [29,61], indicating a disruption of PEEK crystallization by the PEI matrix, which induced different nucleation mechanisms [29,111]. Similar effects were observed in PEKK/PEI blends. As PEKK crystallizes slower than PEEK, the PEI may, even more, reduce the nucleation site density, disrupting the PEKK crystallization [29]. The lamellar thickness in all blends was independent of the PEI content; however, it differs for PEKK/PEI blends with about 85 Å and it is higher for PEEK/PEI blends at 100 Å. Torre and Kenny [101] noted that for 50/50 PEEK/PEI blends, the PEI acted as a diluent for the PEEK crystallization, suggesting that PEEK crystallized as if in neat PEEK, since the PEI, in this case, may be completely expelled from the PEEK crystals. This means that blended PEEK and neat PEEK have a similar crystalline structure. However, they may have different growth rates. In another former study [62] on the isothermal crystallization temperature, it can be noticed that deviations observed with Tg of crystallized blends containing up to 50 wt.% of PEI were equal to pure PEI, which truly demonstrates the presence of almost 100% of PEI phase in the blend. Some thermograms are indeed incomplete, and the second peak could be assumed to be present on some broader DMTA signals.
7. Other PAEK Blends Obtained by Melt-Mixing
7.1. PAEK/PAI Blends
7.2. PAEK/PES Blends
7.3. PAEK/TPI Blends
7.4. PAEK/LCP Blends
7.5. PAEK/PBI Blends
7.6. PAEK/PTFE Blends
8. Solution-Blending through Chemical Modification of Components
8.1. Solution-Blending with Sulfonated PEEK
8.2. Crystallization of SPEEK Blends
9. Effect of Blends on PAEK’s Mechanical Properties
9.1. Blends Obtained by Melt-Mixing
- do not adhere to each other, leading to a negative deviation;
- or, strongly adhere, yielding a positive deviation, mainly attributed to specific interactions in the blend.
9.2. Performances of Blends Obtained by Solution Blending
10. Ternary and Compatibilized Blends
11. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
Nomenclature of Polymers
| PAEK | Polyaryletherketone | HPT | High-performance thermoplastic |
| PEKK | Polyetherketoneketone | PEI | Polyetherimide |
| PEKEKK | Polyetherketonetherketoneketone | PAI | Polyamideimide |
| PEK | Polyetherketone | PBI | Polybenzimidazole |
| PEEKK | Polyetheretherketoneketone | PES | Polyethersulfone |
| PEEKEK | Polyetheretherketonetherketone | TPI | Thermoplastic polyimide |
| PEEK | Polyetheretherketone | PTFE | Polyterafluoroethylene |
| PEEEK | Polyetheretheretherketone | LCP | Liquid crystal polymer |
| SPEEK | Sulfonated polyetheretherketone | TLCP | Thermoplastic liquid crystal polymer |
References
- Lu, S.X.; Cebe, P.; Capel, M. Thermal stability and thermal expansion studies of PEEK and related polyimides. Polymer 1996, 37, 2999–3009. [Google Scholar] [CrossRef]
- Blundell, D.J.; Osborn, B.N. The morphology of poly(aryl-ether-ether-ketone). Polymer 1983, 24, 953–958. [Google Scholar] [CrossRef]
- Rigby, R.B. Polyetheretherketone PEEK. Polym. News 1984, 9, 325. [Google Scholar]
- Velisaris, C.N.; Seferis, J.C. Crystallization kinetics of polyetheretherketone (PEEK) matrices. Polym. Eng. Sci. 1986, 26, 1574–1581. [Google Scholar] [CrossRef]
- Parameswaranpillai, J.; Thomas, S.; Grohens, Y. Polymer blends: State of the art, new challenges, and opportunities. In Characterization of Polymer Blends; Thomas, S., Grohens, Y., Jyotishkumar, P., Eds.; Wiley: Weinheim, Germany, 2014; pp. 1–6. ISBN 978-3-527-64560-2. [Google Scholar]
- Stuart, B.H.; Briscoe, B.J. Scratch hardness studies of poly(ether ether ketone). Polymer 1996, 37, 3819–3824. [Google Scholar] [CrossRef]
- Dosière, M.; Villers, D.; Zolotukhin, M.G.; Koch, M.H.J. Comparison of the structure and thermal properties of a poly(aryl ether ketone ether ketone naphthyl ketone) with those of poly(aryl ether ketone ether ketone ketone). e-Polymers 2007, 7, 130. [Google Scholar] [CrossRef]
- Harsha, A.P.; Tewari, U.S. Tribo performance of polyaryletherketone composites. Polym. Test. 2002, 21, 697–709. [Google Scholar] [CrossRef]
- Schmidt, M.; Pohle, D.; Rechtenwald, T. Selective laser sintering of PEEK. CIRP Ann. 2007, 56, 205–208. [Google Scholar] [CrossRef]
- Technical data—Kepstan 6000. Arkema Innovative Chemistry: Colombes, France, 2013.
- Technical data—Kepstan 7000. Arkema Innovative Chemistry: Colombes, France, 2012.
- Technical data—Kepstan 8000. Arkema Innovative Chemistry: Colombes, France, 2013.
- Villar Montoya, M. Procédé de soudage laser de polymères haute performance: Établissement des relations entre les paramètres du procédé, la structure et la morphologie du polymère et les propriétés mécaniques de l’assemblage. Ph.D. Thesis, Université de Toulouse, Toulouse, France, 2018. [Google Scholar]
- Technical data—Victrex HT G45. Victrex High Performance Polymers: Lancashire, UK, 2014.
- Team Xomertry Polyether Ether Ketone (PEEK): Characteristics, Features, and Process. Available online: https://www.xometry.com/resources/materials/polyether-ether-ketone/ (accessed on 27 July 2023).
- Friedrich, K.; Lu, Z.; Hager, A.M. Recent advances in polymer composites’ tribology. Wear 1995, 190, 139–144. [Google Scholar] [CrossRef]
- Heath, D.R.; Pittsfield; Mass; Wirth, J.G. Schenectady Polyetherimides. Patent US003847867, 1974. [Google Scholar]
- Technical data—Sabic ULTEMTM Resin 1000—Europe. Sabic: Sittard, The Netherlands, 2018.
- Frigione, M.; Naddeo, C.; Acierno, D. The rheological behavior of polyetheretherketone (PEEK)/polyetherimide (PEI) blends. J. Polym. Eng. 1996, 16, 14. [Google Scholar] [CrossRef]
- Ramani, R.; Alam, S. Composition optimization of PEEK/PEI blend using model-free kinetics analysis. Thermochim. Acta 2010, 511, 179–188. [Google Scholar] [CrossRef]
- Briscoe, B.J.; Stuart, B.H. A fourier transform raman specroscopy study of the crystallization behaviour of poly (ether ether ketone)/poly (ether imide) blends. Spectrochim. Acta 1993, 49A, 753–758. [Google Scholar] [CrossRef]
- Meakin, P.J.; Cogswell, F.N.; Halbritter, A.J.; Smiley, A.J.; Staniland, P.A. Thermoplastic interlayer bonding of aromatic polymer composites—Methods for using semi-crystallized polymers. Compos. Manuf. 1991, 2, 86–91. [Google Scholar] [CrossRef]
- Korycki, A.; Garnier, C.; Bonmatin, M.; Laurent, E.; Chabert, F. Assembling of carbon fibre/PEEK composites: Comparison of ultrasonic, induction, and transmission laser welding. Materials 2022, 15(18), 6365. [Google Scholar] [CrossRef] [PubMed]
- Yoo, J.H.; Eiss, N.S., Jr. Tribological behavior of blends of polyether ether ketone and polyether imide. Wear 1993, 162–164, 418–425. [Google Scholar]
- Díez Pascual, A.M.; Díez Vicente, A.L. Nano-TiO2 reinforced PEEK/PEI blends as biomaterials for load-bearing implant applications. ACS Appl. Mater. Interfaces 2015, 7, 5561–5573. [Google Scholar] [CrossRef]
- Cafiero, L.; Alfano, O.; Iannone, M.; Esposito, F.; Iannace, S.; Sorrentino, L. Microcellular foams from PEEK/PEI miscible blends. In Proceedings of the Regional Conference Graz, Graz, Austria, 6–10 September 2015; AIP Publishing: Graz, Austria, 2016; Volume 1779, p. 090009_1-5. [Google Scholar]
- Harris, J.E.; Robeson, L.M. Miscible blends of poly(aryl ether ketone)s and polyetherimides. J. Appl. Polym. Sci. 1988, 35, 1877–1891. [Google Scholar] [CrossRef]
- Hudson, S.D.; Davis, D.D.; Lovinger, A.J. Semicrystalline morphology of poly(aryl ether ether ketone)/poly(ether imide) blends. Macromolecules 1992, 25, 1759–1765. [Google Scholar] [CrossRef]
- Hsiao, B.S.; Sauer, B.B. Glass transition, crystallization, and morphology relationships in miscible poly(aryl ether ketones) and poly(ether imide) blends. J. Polym. Sci. Part B Polym. Phys. 1993, 31, 901–915. [Google Scholar] [CrossRef]
- Sauer, B.B.; Hsiao, B.S. Miscibility of three different poly(aryl ether ketones) with a high melting thermoplastic polyimide. Polymer 1993, 34, 3315–3318. [Google Scholar] [CrossRef]
- Nemoto, T.; Takagi, J.; Ohshima, M. Nanocellular foamscell structure difference between immiscible and miscible PEEK/PEI polymer blends. Polym. Eng. Sci. 2010, 50, 2408–2416. [Google Scholar] [CrossRef]
- Mark, J.E. Polymer Data Handbook; Oxford University Press: New York, NY, USA, 1999. [Google Scholar]
- Wu, H.L.; Ma, C.C.M.; Li, C.H.; Lee, T.M.; Chen, C.Y.; Chiang, C.L.; Wu, C. Sulfonated poly(ether ether ketone)/poly(amide imide) polymer blends for proton conducting membrane. J. Membr. Sci. 2006, 280, 501–508. [Google Scholar] [CrossRef]
- Wang, Y.; Goh, S.H.; Chung, T.S. Miscibility study of Torlon® polyamide-imide with Matrimid® 5218 polyimide and polybenzimidazole. Polymer 2007, 48, 2901–2909. [Google Scholar] [CrossRef]
- Jones, D.J.; Rozière, J. Recent advances in the functionalisation of polybenzimidazole and polyetherketone for fuel cell applications. J. Membr. Sci. 2001, 185, 41–58. [Google Scholar] [CrossRef]
- Liu, P.; Mullins, M.; Bremner, T.; Browne, J.A.; Sue, H.J. Hygrothermal behavior of polybenzimidazole. Polymer 2016, 93, 88–98. [Google Scholar] [CrossRef]
- Brooks, N.W.; Duckett, R.A.; Rose, J.; Ward, I.M.; Clements, J. An n.m.r. study of absorbed water in polybenzimidazole. Polymer 1993, 34, 4038–4042. [Google Scholar] [CrossRef]
- Chung, T.S. A critical review of polybenzimidazoles. Polym. Revs. 1997, 37, 277–301. [Google Scholar] [CrossRef]
- Zhang, H.; Li, X.; Zhao, C.; Fu, T.; Shi, Y.; Na, H. Composite membranes based on highly sulfonated PEEK and PBI: Morphology characteristics and performance. J. Membr. Sci. 2008, 308, 66–74. [Google Scholar] [CrossRef]
- Linkous, C. Development of solid polymer electrolytes for water electrolysis at intermediate temperatures. Int. J. Hydrog. Energy 1993, 18, 641–646. [Google Scholar] [CrossRef]
- Yu, X.; Zheng, Y.; Wu, Z.; Tang, X.; Jiang, B. Study on the compatibility of the blend of poly(aryl ether ether ketone) with poly(aryl ether sulfone). J. Appl. Polym. Sci. 1990, 41, 2649–2654. [Google Scholar] [CrossRef]
- Liu, J.; Li, J.; Wang, T.; Huang, D.; Li, Z.; Zhong, A.; Liu, W.; Sui, Y.; Liu, Q.; Niu, F.; et al. Organosoluble thermoplastic polyimide with improved thermal stability and UV absorption for temporary bonding and debonding in ultra-thin chip package. Polymer 2022, 244, 124660. [Google Scholar] [CrossRef]
- Tsutsumi, T.; Nakakura, T.; Takahashi, T.; Morita, A.; Gotoh, Y.; Oochi, H. Polyimide based resin composition. Patent US005516837A, 1996. [Google Scholar]
- Hou, T.H.; Reddy, R.M. Thermoplastic Polyimide New-TPI; NASA: Hampton, VA, USA, 1990. [Google Scholar]
- Yang, H.; Liu, J.; Ji, M.; Yang, S. Novel thermoplastic polyimide composite materials. In Thermoplastic—Composite Materials; Intech Open Science: London, UK, 2012; pp. 1–11. [Google Scholar]
- Tsutsumi, T.; Nakakura, T.; Morikawa, S.; Shimamura, K.; Takahashi, T.; Morita, A.; Koga, N.; Yamaguchi, A.; Ohta, M.; Gotoh, Y.; et al. Polyimide based resin composition. Patent US5312866A, 1994. [Google Scholar]
- Kemmish, D.J. High performance engineering plastics; Report 86; Smithers Rapra Publishing: Shawbury, UK, 1995. [Google Scholar]
- Kiss, G. In situ composites: Blends of isotropic polymers and thermotropic liquid crystalline polymers. Polym. Eng. Sci. 1987, 27, 410–423. [Google Scholar] [CrossRef]
- Sariban, A.; Binder, K. Citical properties of the Flory–Huggins lattice model of polymer mixtures. J. Chem. Phys. 1987, 86, 5859–5873. [Google Scholar] [CrossRef]
- Patterson, D.; Robard, A. Thermodynamics of polymer compatibility. Macromolecules 1978, 11, 690–695. [Google Scholar] [CrossRef]
- Helfand, E.; Tagami, Y. Theory of the interface between immiscible polymers. II. J. Chem. Phys. 1972, 56, 3592–3601. [Google Scholar] [CrossRef]
- Olabisi, O. Process for the moulding of plastic structural web and the resulting articles. Patent US004136220, 1979. [Google Scholar]
- DeMeuse, M.T. High temperature polymer blends: An overview of the literature. Polym. Adv. Technol. 1995, 6, 76–82. [Google Scholar] [CrossRef]
- Higgins, J.S.; Lipson, J.E.G.; White, R.P. A simple approach to polymer mixture miscibility. Philos. Trans. R. Soc. A 2010, 368, 1009–1025. [Google Scholar] [CrossRef]
- Scott, C.E.; Macosko, C.W. Morphology development during the initial stages of polymer-polymer blending. Polymer 1995, 36, 461–470. [Google Scholar] [CrossRef]
- Sundararaj, U.; Macosko, C.W. Drop breakup and coalescence in polymer blends: The effects of concentration and compatibilization. Macromolecules 1995, 28, 2647–2657. [Google Scholar] [CrossRef]
- Faria, J.; Ruiz, M.P.; Resasco, D.E. Phase-selective catalysis in emulsions stabilized by janus silica-nanoparticles. Adv. Synth. Catal. 2010, 352, 2359–2364. [Google Scholar] [CrossRef]
- Raphaël, E. Equilibre d’un “grain janus” à une interface eau/huil. CR Acad. Sci. Paris Série II 1988, 307, 9–12. [Google Scholar]
- Gao, C.; Zhang, S.; Li, X.; Zhu, S.; Jiang, Z. Synthesis of poly(ether ether ketone)-block-polyimide copolymer and its compatibilization for poly(ether ether ketone)/thermoplastic polyimide blends. Polymer 2014, 55, 119–125. [Google Scholar] [CrossRef]
- Pötschke, P.; Paul, D.R. Formation of co-continuous structures in melt-mixed immiscible polymer blends. J. Macromol. Sci. Part C Polym. Rev. 2003, 43, 87–141. [Google Scholar] [CrossRef]
- Chen, H.L.; Porter, R.S. Phase and crystallization behavior of solution-blended poly(ether ether ketone) and poly(ether imide). Polym. Eng. Sci. 1992, 32, 1870–1875. [Google Scholar] [CrossRef]
- Crevecoeur, G.; Groeninckx, G. Binary blends of poly(ether ether ketone) and poly(ether imide). Miscibility, crystallization behavior and semicrystalline morphology. Macromolecules 1991, 24, 1190–1195. [Google Scholar] [CrossRef]
- MacKnight, W.J.; Karasz, F.E.; Fried, J.R. Solid state transition behavior of blends. In Polymer Blends; Academic Press: Cambridge, MA, USA, 1978; pp. 185–242. [Google Scholar] [CrossRef]
- Couchman, P.R. Compositional variation of glass-transition temperatures. II. Application of the thermodynamic theory to compatible polymer blends. Macromolecules 1978, 11, 1156–1161. [Google Scholar] [CrossRef]
- Fox, T.G. Influence of diluent and of copolymer composition on the glass temperature of a polymer system. Bull. Am. Phys. Soc. 1956, 1, 123. [Google Scholar]
- Gordon, M.; Taylor, J.S. Ideal copolymers and the second-order transitions of synthetic rubbers. I. Non-crystalline copolymers. J. Appl. Chem. 1952, 2, 493–500. [Google Scholar] [CrossRef]
- Wood, L.A. Glass transition temperatures of copolymers. J. Polym. Sci. 1958, 28, 319–330. [Google Scholar] [CrossRef]
- Utracki, L.A.; Jukes, J.A. Dielectric studies of poly(vinyl chloride). J. Vinyl Addit. Technol. 1984, 6, 85–94. [Google Scholar] [CrossRef]
- Aubin, M.; Prud’homme, R.E. Analysis of the glass transition temperature of miscible polymer blends. Macromolecules 1988, 21, 2945–2949. [Google Scholar] [CrossRef]
- Brostow, W.; Chiu, R.; Kalogeras, I.M.; Vassilikou Dova, A. Prediction of glass transition temperatures: Binary blends and copolymers. Mater. Lett. 2008, 62, 3152–3155. [Google Scholar] [CrossRef]
- Wang, C.B.; Cooper, S.L. Morphology and properties of segmented polyether polyurethaneureas. Macromolecules 1983, 16, 775–786. [Google Scholar] [CrossRef]
- Di Lorenzo, M.L.; Frigione, M. Compatibilization criteria and procedures for binary blends: A review. J. Polym. Eng. 1997, 17, 429–459. [Google Scholar] [CrossRef]
- Utracki, L.A.; Favis, B.D. Handbook of polymer science and technology. In Polymer Alloys and Blends; Marcel Dekker, INC.: New York, NY, USA, 1989; Volume 4, pp. 121–185. [Google Scholar]
- Mamat, A.; Vu Khanh, T.; Cigana, P.; Favis, B.D. Impact fracture behavior of nylon-6 / ABS blends. J. Polym. Sci. Part B Polym. Phys. 1997, 35, 2583–2592. [Google Scholar] [CrossRef]
- Zhumad, B. The European Lubricants Industry. Lube Magazin, 2014; Volume 121, 93, 22–27. [Google Scholar]
- Larson, R.G. The Structure and Rheology of Complex Fluids; Oxford University Press: New York, NY, USA, 1990; Volume 150. [Google Scholar]
- Bakrani Balani, S.; Chabert, F.; Nassiet, V.; Cantarel, A.; Garnier, C. Toward improvement of the properties of parts manufactured by FFF (fused filament fabrication) through understanding the influence of temperature and rheological behaviour on the coalescence phenomenon. In Proceedings of the 20th International Conference on Material Forming, Dublin, Ireland, 26–28 April 2017. [Google Scholar]
- Bakrani Balani, S.; Mokhtarian, H.; Coatanéa, E.; Chabert, F.; Nassiet, V.; Cantarel, A. Integrated modeling of heat transfer, shear rate, and viscosity for simulation-based characterization of polymer coalescence during material extrusion. J. Manuf. Process. 2023, 90, 443–459. [Google Scholar] [CrossRef]
- Korycki, A. Study of the Selective Laser Sintering Process: Materials Properties and Effect of Process Parameters. Ph.D. Thesis, Université de Toulouse, Tarbes, France, 2020. [Google Scholar]
- Yuan, M.; Galloway, J.A.; Hoffman, R.J.; Bhatt, S. Influence of molecular weight on rheological, thermal, and mechanical properties of PEEK. Polym. Eng. Sci. 2011, 51, 94–102. [Google Scholar] [CrossRef]
- Bonmatin, M.; Chabert, F.; Bernhart, G.; Djilali, T. Rheological and crystallization behaviors of low processing temperature poly(aryl ether ketone). J. Appl. Polym. Sci. 2021, 138, 51402. [Google Scholar] [CrossRef]
- Chen, J.; Liu, X.; Yang, D. Rheological properties in blends of poly(aryl ether ether ketone) and liquid crystalline poly(aryl ether ketone). J. Appl. Polym. Sci. 2006, 102, 4040–4044. [Google Scholar] [CrossRef]
- Nandan, B.; Kandpal, L.D.; Mathur, G.N. Poly(ether ether ketone)/poly(aryl ether sulfone) blends: Melt rheological behavior. J. Polym. Sci. Part B Polym. Phys. 2004, 42, 1548–1563. [Google Scholar] [CrossRef]
- Ma, C.C.M.; Hsia, H.C.; Liu, W.L.; Hu, J.T. Thermal and rheological properties of poly(phenylene sulfide) and poly(ether etherketone) resins and composites. Polym. Compos. 1987, 8, 256–264. [Google Scholar] [CrossRef]
- Bretas, R.E.S.; Collias, D.; Baird, D.G. Dynamic rheological properties of polyetherimide/polyetheretherketone/liquid crystalline polymer ternary blends. Polym. Eng. Sci. 1994, 34, 1492–1496. [Google Scholar] [CrossRef]
- Basseri, G.; Mehrabi Mazidi, M.; Hosseini, F.; Razavi Aghjeh, M.K. Relationship among microstructure, linear viscoelastic behavior and mechanical properties of SBS triblock copolymer-compatibilized PP/SAN blend. Polym. Bull. 2014, 71, 465–486. [Google Scholar] [CrossRef]
- Rosa, M.; Grassia, L.; D’Amore, A.; Carotenuto, C.; Minale, M. Rheology and mechanics of polyether(ether)ketone—Polyetherimide blends for composites in aeronautics. In AIP Conference Proceedings, Proceedings of the VIII International conference on “Times of Polymers and Composites”, Naples, Italy, 19–23 June 2016; AIP Publishing: Long Island, NY, USA, 2016; p. 020177. [Google Scholar] [CrossRef]
- Day, M.; Sally, D.; Wiles, D.M. Thermal degradation of poly(aryl-ether-ether-ketone): Experimental evaluation of crosslinking reactions. J. Appl. Polym. Sci. 1990, 40, 1615–1625. [Google Scholar] [CrossRef]
- Day, M.; Cooney, J.D.; Wiles, D.M. The kinetics of the oxidative degradation of poly(aryl-ether-ether-ketone) (PEEK). Thermochim. Acta 1989, 147, 189–197. [Google Scholar] [CrossRef]
- Zhang, H. Fire-Safe Polymers and Polymer Composites. Ph.D. Thesis, University of Massachusetts Amherst, Amherst, MA, USA, 2014. [Google Scholar]
- Perng, L.H.; Tsai, C.J.; Ling, Y.C. Mechanism and kinetic modelling of PEEK pyrolysis by TG/MS. Polymer 1999, 40, 7321–7329. [Google Scholar] [CrossRef]
- Lee, J.; Marvel, C.S. Polyaromatic ether-ketone sulfonamides prepared from polydiphenyl ether-ketones by chlorosulfonation and treatment with secondary amines. J. Polym. Sci. Polym. Chem. Ed. 1984, 22, 295–301. [Google Scholar] [CrossRef]
- Fathima, N.N.; Aravindhan, R.; Lawrence, D.; Yugandhar, U.; Moorthy, T.S.R.; Nair, B.U. SPEEK polymeric membranes for fuel cell application and their characterization: A review. J. Sci. Ind. Res. 2007, 66, 209–219. [Google Scholar]
- Bishop, M.T.; Karasz, F.E.; Russo, P.S.; Langley, K.H. Solubility and properties of a poly(aryl ether ketone) in strong acids. Macromolecules 1985, 18, 86–93. [Google Scholar] [CrossRef]
- Shibuya, N.; Porter, R.S. Kinetics of PEEK sulfonation in concentrated sulfuric acid. Macromolecules 1992, 25, 6495–6499. [Google Scholar] [CrossRef]
- Arigonda, M.; Deshpande, A.P.; Varughese, S. Effect of PES on the morphology and properties of proton conducting blends with sulfonated poly(ether ether ketone). J. Appl. Polym. Sci. 2013, 127, 5100–5110. [Google Scholar] [CrossRef]
- Jin, X.; Bishop, M.T.; Ellis, T.S.; Karasz, F.E. A sulphonated poly(aryl ether ketone). Br. Polym. J. 1985, 17, 4–10. [Google Scholar] [CrossRef]
- Ogawa, T.; Marvel, C.S. Polyaromatic ether-ketones and ether-keto-sulfones having various hydrophilic groups. J. Polym. Sci. Polym. Chem. Ed. 1985, 23, 1231–1241. [Google Scholar] [CrossRef]
- Kerres, J.; Ullrich, A.; Meier, F.; Häring, T. Synthesis and characterization of novel acid–base polymer blends for application in membrane fuel cells. Solid State Ion. 1999, 125, 243–249. [Google Scholar] [CrossRef]
- Goodwin, A.A.; Hay, J.N.; Mouledous, G.A.C.; Biddlestone, F. A compatible blend of poly(ether ether ketonex) (PEEK) and poly(ether imide) (Ultem 1000). In Integration of Fundamental Polymer Science and Technology—5; Springer: Limburg, The Netherlands, 1991; pp. 44–50. ISBN 978-1-85166-587-7. [Google Scholar]
- Torre, L.; Kenny, J.M. Blends of semicrystalline and amorphous polymeric matrices for high performance composites. Polym. Compos. 1992, 13, 380–385. [Google Scholar] [CrossRef]
- Ramani, R.; Alam, S. Influence of poly(ether imide) on the free volume hole size and distributions in poly(ether ether ketone). J. Appl. Polym. Sci. 2012, 125, 3200–3210. [Google Scholar] [CrossRef]
- Ramani, R.; Alam, S. Free volume study on the miscibility of PEEK/PEI blend using positron annihilation and dynamic mechanical thermal analysis. J. Phys. Conf. Ser. 2015, 618, 012035. [Google Scholar] [CrossRef]
- Chen, J.; Guo, W.; Li, Z.; Tian, L. Crystalline and thermal properties in miscible blends of PEEK, PPS and PEI obtained by melt compounding. Funct. Mater. 2016, 23, 55–62. [Google Scholar] [CrossRef]
- Dingemans, T.J.; Mendes, E.; Hinkley, J.J.; Weiser, E.S.; StClair, T.L. Poly(ether imide)s from diamines with para-, meta-, and ortho-arylene substitutions: Synthesis, characterization, and liquid crystalline properties. Macromolecules 2008, 41, 2474–2483. [Google Scholar] [CrossRef]
- Kong, X.; Tang, H.; Dong, L.; Teng, F.; Feng, Z. Miscibility and crystallization behavior of solution-blended PEEK/PI blends. J. Polym. Sci. Part B Polym. Phys. 1998, 36, 2267–2274. [Google Scholar] [CrossRef]
- Dominguez, S.; Derail, C.; Léonardi, F.; Pascal, J.; Brulé, B. Study of the thermal properties of miscible blends between poly(ether ketone ketone) (PEKK) and polyimide. Eur. Polym. J. 2015, 62, 179–185. [Google Scholar] [CrossRef]
- Zimmermann, H.J.; Könnecke, K. Crystallization of poly(aryl ether ketones): 3. The crystal structure of poly(ether ether ketone ketone) (PEEKK). Polymer 1991, 32, 3162–3169. [Google Scholar] [CrossRef]
- Shibata, M.; Fang, Z.; Yosomiya, R. Miscibility and crystallization behavior of poly(ether ether ketone ketone)/poly(ether imide) blends. J. Appl. Polym. Sci. 2001, 80, 769–775. [Google Scholar] [CrossRef]
- Lee, H.S.; Kim, W.N. Glass transition temperatures and rigid amorphous fraction of poly(ether ether ketone) and poly(ether imide) blends. Polymer 1997, 38, 2657–2663. [Google Scholar] [CrossRef]
- Frigione, M.; Naddeo, C.; Acierno, D. Crystallization behavior and mechanical properties of poly(aryl ether ether ketone)/poly(ether imide) blends. Polym. Eng. Sci. 1996, 36, 2119–2128. [Google Scholar] [CrossRef]
- Sauer, B.B.; Hsiao, B.S. Broadening of the glass transition in blends of poly(aryl ether ketones) and a poly(ether imide) as studied by thermally stimulated currents. J. Polym. Sci. Part B Polym. Phys. 1993, 31, 917–932. [Google Scholar] [CrossRef]
- Hsiao, B.S.; Verma, R.K.; Sauer, B.B. Crystallization study of poly(ether ether ketone)/poly(ether imide) blends by real-time small-angle x-ray scattering. J. Macromol. Sci. Part B 1998, 37, 365–374. [Google Scholar] [CrossRef]
- Ding, Y.; Bikson, B. Preparation and characterization of semi-crystalline poly(ether ether ketone) hollow fiber membranes. J. Membr. Sci. 2010, 357, 192–198. [Google Scholar] [CrossRef]
- Huang, T.; Chen, G.; He, Z.; Xu, J.; Liu, P. Pore structure and properties of poly(ether ether ketone) hollow fiber membranes: Influence of solvent-induced crystallization during extraction. Polym. Int. 2019, 68, 1874–1880. [Google Scholar] [CrossRef]
- Wang, J.; Cao, J.; Chen, Y.; Ke, Y.; Wu, Z.; Mo, Z. Crystallization behavior of poly(ether ether ketone ketone). J. Appl. Polym. Sci. 1996, 61, 1999–2007. [Google Scholar] [CrossRef]
- Karcha, R.J.; Porter, R.S. Miscible blends of modified poly(aryl ether ketones) with aromatic polyimides. J. Polym. Sci. Part B Polym. Phys. 1993, 31, 821–830. [Google Scholar] [CrossRef]
- Smyser, G.L.; Brooks, G.T. Injection moldable blends of poly(etherketones) and polyamide-imides. Patent US4963627A, 1990. [Google Scholar]
- Berr, C.E. Polyketone copolymers. Patent US3516966, 1970. [Google Scholar]
- Thornton, R.L. Boron trifluoride-hydrogen fluoride catalyzed synthesis of poly(aromatic sulfone) and poly(aromatic ketone) polymers. Patent US3442857, 1966. [Google Scholar]
- Arzak, A.; Eguiazabal, J.I.; Nazabal, J. Phase behaviour and mechanical properties of poly(ether ether ketone)-poly(ether sulphone) blends. J. Mater. Sci. 1991, 26, 5939–5944. [Google Scholar] [CrossRef]
- Nandan, B.; Kandpal, L.D.; Mathur, G.N. Glass transition behaviour of poly(ether ether ketone)/poly(aryl ether sulphone) blends: Dynamic mechanical and dielectric relaxation studies. Polymer 2003, 44, 1267–1279. [Google Scholar] [CrossRef]
- Nandan, B.; Kandpal, L.D.; Mathur, G.N. Poly(ether ether ketone)/poly(aryl ether sulfone) blends: Relationships between morphology and mechanical properties. J. Appl. Polym. Sci. 2003, 90, 2887–2905. [Google Scholar] [CrossRef]
- Ni, Z. The preparation, compatibility and structure of PEEK–PES blends. Polym. Adv. Technol. 1994, 5, 612–614. [Google Scholar] [CrossRef]
- Korycki, A.; Garnier, C.; Abadie, A.; Nassiet, V.; Sultan, C.T.; Chabert, F. Poly(etheretherketone)/poly(ethersulfone) blends with phenolphthalein: Miscibility, thermomechanical properties, crystallization and morphology. Polymers 2021, 13, 1466. [Google Scholar] [CrossRef]
- Malik, T.M. Thermal and mechanical characterization of partially miscible blends of poly(ether ether ketone) and polyethersulfone. J. Appl. Polym. Sci. 1992, 46, 303–310. [Google Scholar] [CrossRef]
- Nandan, B.; Kandpal, L.D.; Mathur, G.N. Polyetherether ketone/polyarylethersulfone blends: Thermal and compatibility aspects. J. Polym. Sci. Part B Polym. Phys. 2002, 40, 1407–1424. [Google Scholar] [CrossRef]
- Arzak, A.; Eguiazabal, J.I.; Nazabal, J. Compatibility in immiscible poly(ether ether ketone)/poly(ether sulfone) blends. J. Appl. Polym. Sci. 1995, 58, 653–661. [Google Scholar] [CrossRef]
- Sung Chun, Y.; Weiss, R.A. Thermal behavior of poly(ether ketone ketone)/thermoplastic polyimide blends. J. Appl. Polym. Sci. 2004, 94, 1227–1235. [Google Scholar] [CrossRef]
- Sauer, B.B.; Hsiao, B.S.; Faron, K.L. Miscibility and phase properties of poly(aryI ether ketone)s with three high temperature all-aromatic thermoplastic polyimides. Polymer 1996, 37, 445–453. [Google Scholar] [CrossRef]
- Kong, X.; Teng, F.; Tang, H.; Dong, L.; Feng, Z. Miscibility and crystallization behaviour of poly(ether ether ketone)/polyimide blends. Polymer 1996, 37, 1751–1755. [Google Scholar] [CrossRef]
- Mehta, A.; Isayev, A.I. The dynamic properties, temperature transitions, and thermal stability of poly (etherether ketone)-thermotropic liquid crystalline polymer blends. Polym. Eng. Sci. 1991, 31, 963–970. [Google Scholar] [CrossRef]
- De Carvalho, B.; Bretas, R.E.S. Crystallization kinetics of a PEEK/LCP blend. J. Appl. Polym. Sci. 1995, 55, 233–246. [Google Scholar] [CrossRef]
- Jung, H.C.; Lee, H.S.; Chun, Y.S.; Kim, S.-B.; Kim, W.N. Blends of a thermotropic liquid crystalline polymer and some flexible chain polymers and the determination of the polymer-polymer interaction parameter of the two polymers. Polym. Bull. 1998, 41, 387–394. [Google Scholar] [CrossRef]
- Liu, P.; Mullins, M.; Bremner, T.; Benner, N.; Sue, H.J. Interfacial phenomena and mechanical behavior of polyetheretherketone/polybenzimidazole blend under hygrothermal environment. J. Phys. Chem. B 2017, 121, 5396–5406. [Google Scholar] [CrossRef]
- Stuart, B.H.; Briscoe, B.J. A fourier transform raman spectroscopy study of poly (ether ether ketone)/polytetrafluoroethylene (PEEK/PTFE) blends. Spectrochim. Acta Part A Mol. Spectrosc. 1994, 50, 2005–2009. [Google Scholar] [CrossRef]
- Frick, A.; Sich, D.; Heinrich, G.; Lehmann, D.; Gohs, U.; Stern, C. Properties of melt processable PTFE/PEEK blends: The effect of reactive compatibilization using electron beam irradiated melt processable PTFE. J. Appl. Polym. Sci. 2013, 128, 1815–1827. [Google Scholar] [CrossRef]
- Thomas, P.S.; Stuart, B.H. DSC characterisation of compression moulded PEEK-PTFE plaques. J. Therm. Anal. Calorim. 2003, 72, 675–679. [Google Scholar] [CrossRef]
- Karcha, R.J.; Porter, R.S. Miscible blends of a sulfonated poly(aryl ether ketone) and aromatic polyimides. J. Polym. Sci. Part B Polym. Phys. 1989, 27, 2153–2155. [Google Scholar] [CrossRef]
- Karcha, R.J. Blends of Polyimides with poly(ether ether ketone) and PEEK Derivatives. Ph.D. Thesis, University of Massachusetts Amherst, Amherst, MA, USA, 1990. [Google Scholar]
- Wu, H.-L.; Ma, C.-C.M.; Liu, F.-Y.; Chen, C.-Y.; Lee, S.-J.; Chiang, C.-L. Preparation and characterization of poly(ether sulfone)/sulfonated poly(ether ether ketone) blend membranes. Eur. Polym. J. 2006, 42, 1688–1695. [Google Scholar] [CrossRef]
- Zaidi, S.M.J. Preparation and characterization of composite membranes using blends of SPEEK/PBI with boron phosphate. Electrochim. Acta 2005, 50, 4771–4777. [Google Scholar] [CrossRef]
- Kerres, J.; Ullrich, A.; Häring, T.; Baldauf, M.; Gebhardt, U.; Preidel, W. Preparation, characterization and fuel cell application of new acid-base blend membranes. J. New Mater. Electrochem. Syst. 2000, 3, 229–239. [Google Scholar]
- Silva, V.S.; Weisshaar, S.; Reissner, R.; Ruffmann, B.; Vetter, S.; Mendes, A.; Madeira, L.M.; Nunes, S. Performance and efficiency of a DMFC using non-fluorinated composite membranes operating at low/medium temperatures. J. Power Sources 2005, 145, 485–494. [Google Scholar] [CrossRef]
- Silva, V.S.; Ruffmann, B.; Vetter, S.; Mendes, A.; Madeira, L.M.; Nunes, S.P. Characterization and application of composite membranes in DMFC. Catal. Today 2005, 104, 205–212. [Google Scholar] [CrossRef]
- Pasupathi, S.; Ji, S.; Bladergroen, B.J.; Linkov, V. High DMFC performance output using modified acid–base polymer blend. Int. J. Hydrog. Energy 2008, 33, 3132–3136. [Google Scholar] [CrossRef]
- Arzak, A.; Eguiazábal, J.I.; Nazábal, J. Mechanical performance of directly injection-molded PEEK/PEI blends at room and high temperature. J. Macromol. Sci. Part B 1997, 36, 233–246. [Google Scholar] [CrossRef]
- Miao, Z.C.; Wang, D.; Xing, Y.; Gao, H.; Zhang, J. In situ composites based on blends of PEEK and thermotropic liquid crystalline polymer. Mol. Cryst. Liq. Cryst. 2016, 630, 139–143. [Google Scholar] [CrossRef]
- Alvarez, E.; DiSano, L.P. Molded polybenzimidiazole/-polyaryleneketone articles and method of manufacture. Patent US005070153, 1991. [Google Scholar]
- Bijwe, J.; Sen, S.; Ghosh, A. Influence of PTFE content in PEEK–PTFE blends on mechanical properties and tribo-performance in various wear modes. Wear 2005, 258, 1536–1542. [Google Scholar] [CrossRef]
- Harris, J.E.; Robeson, L.M.; Gavula, J.P. Blends of poly(aryl ketone) and a polyetherimide. Patent US004609714, 1992. [Google Scholar]
- Gensler, R.; Plummer, C.J.G.; Kausch, H.H.; Münstedt, H. Thin film and bulk deformation behaviour of poly(ether ether ketone)/poly(ether imide) blends. J. Mater. Sci. 1997, 32, 3037–3042. [Google Scholar] [CrossRef]
- Browne, M.M.; Forsyth, M.; Goodwin, A.A. The effect of solvent uptake on the relaxation behaviour, morphology and mechanical properties of a poly(ether ether ketone)/poly(etherimide) blend. Polymer 1997, 38, 1285–1290. [Google Scholar] [CrossRef]
- Briscoe, B.J.; Yao, L.H.; Stolarski, T.A. The fraction and wear of poly(tetrafluoroethylene)-poly(etheretherketone) composites: An initial appraisal of the optimum composition. Wear 1986, 108, 357–374. [Google Scholar] [CrossRef]
- Lu, Z.P.; Friedrich, K. On sliding friction and wear of PEEK and its composites. Wear 1995, 181–183, 624–631. [Google Scholar] [CrossRef]
- Zhang, R.; Häger, A.M.; Friedrich, K.; Song, Q.; Dong, Q. Study on tribological behaviour of plasma-treated PEEK and its composites. Wear 1995, 181–183, 613–623. [Google Scholar] [CrossRef]
- Daud, W.R.W.; Ghasemi, M.; Chong, P.S.; Jahim, J.M.; Lim, S.S.; Ismail, M. SPEEK/PES composite membranes as an alternative for proton exchange membrane in microbial fuel cell (MFC). In Proceedings of the Conference on Clean Energy and Technology, Kuala Lumpur, Malaysia, 27–29 June 2011; IEEE: Kuala Lumpur, Malaysia, 2011; pp. 400–403. [Google Scholar]
- Ismail, A.F.; Lau, W.J. Theoretical studies on structural and electrical properties of PES/SPEEK blend nanofiltration membrane. AIChE J. 2009, 55, 2081–2093. [Google Scholar] [CrossRef]
- Harris, J.E.; Robeson, M.; Station, W. Blends of poly(aryl ketones). Patent US004609714, 1986. [Google Scholar]
- Dawkins, B.G.; Gruender, M.; Copeland, G.S.; Zucker, J. Tri-blended resin of PBI, PAEK, and PEI. Patent US007629420B2, 2009. [Google Scholar]
- Chen, J.; Guo, Q.; Zhao, Z.; Wang, X.; Duan, C. Structures and mechanical properties of PEEK/PEI/PES plastics alloys blent by extrusion molding used for cable insulating jacketing. Procedia Eng. 2012, 36, 96–104. [Google Scholar] [CrossRef]
- Karcha, R.J.; Porter, R.S. Ternary blends of sulphonated PEEK and two aromatic polyimides. Polymer 1992, 33, 4866–4867. [Google Scholar] [CrossRef]
- Bretas, R.E.S.; Baird, D.G. Miscibility and mechanical properties of poly(ether imide)/poly(ether ether ketone)/liquid crystalline polymer ternary blends. Polymer 1992, 33, 5233–5244. [Google Scholar] [CrossRef]
- Morales, A.R.; Bretas, R.E.S. Polyetherimide/poly(ether ether ketone)/liquid crystalline polymer ternary blends-II. Approximited interaction parameters and phase diagrams. Eur. Polym. J. 1996, 32, 365–373. [Google Scholar] [CrossRef]












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Blending Method | Miscible Blends | Partially Miscible Blends | Immiscible Blends |
|---|---|---|---|
| Melt-mixing | PAEK/meta-PEI | PAEK/PAI | PEEK/para-PEI |
| PAEK/PES | PEEK/ortho-PEI | ||
| PEKK/TPI PEK/TPI | PEEK/TPI | ||
| PAEK/LCP | PEEK/PBI | ||
| PAEK/PTFE | |||
| Solution blending | SPEEK/PAI | PEKK/PBI | |
| SPEEK/PEI | PEEK/PES | ||
| SPEEK/PBI | |||
| SPEEK/PES |
| Grade of PAEK | Tensile Strength [MPa] | Grade of HPT | Tensile Strength [MPa] | Blend and Sample Preparation | Processing Parameters | Max Tensile Strength of Blends [MPa] | Ref. |
|---|---|---|---|---|---|---|---|
| PEKK (synthesized) | 93.7 | PEI Ultem 1000 | 113 | Extrusion (Ex) and injection molding (IM) or compression molding (CM) Annealed | 360–380 °C 370–380 °C 370–390 °C 200 °C/2 h | 106.8 (60/40) | [27] |
| PEEK 450G | 76.1 | PEI Ultem 1000 | 92.4 | Mixing (Mx) Annealed | 365 °C/5′ 300 °C | 78.4 (20/80) | [111] |
| PEEK 450G | 97 | PEI Ultem 1000 | 120 | Dry Mx IM Annealed | 370 °C 185 °C/24 h | 116 (15/85) | [147] |
| PEEK 450G | 135 | PES 4100 | 72 | Mx CM | 355 °C/10′ 355 °C | 129 (90/10) | [126] |
| PEEK 380G | 72.5 | PES Ultrason E-2000 | 89 | Mx IM | 360 °C/12′ 370 °C | / | [121] |
| PEKK (synthesized) | 89 | PES Radel A-300 | 90 | Mx Annealed | 350 °C/30″ 185 °C/24 h | 95 (50/50) | [123] |
| PEEK | 84.1 | LCP polyester | 235.1 | Ex IM | / / | 71.1 (70/30) | [48] |
| PEEK | 80.8 | LCP coPAEK (synthesized) | / | Ex IM | 350 °C 350 °C | 110 (98/2) | [148] |
| PEEK | / | PBI | / | Ex CM | 385–425 °C 420 °C/30′ | 127 (50/50) | [135] |
| PEEK | 97 | PBI | / | Ex IM | 455–510 °C 385–455 °C | 125 (50/50) | [149] |
| PEEK Gatone 5400 | 87 | PTFE | / | Ex IM | 330–350 °C / | 84 (92.5/7.5) | [150] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Korycki, A.; Carassus, F.; Tramis, O.; Garnier, C.; Djilali, T.; Chabert, F. Polyaryletherketone Based Blends: A Review. Polymers 2023, 15, 3943. https://doi.org/10.3390/polym15193943
Korycki A, Carassus F, Tramis O, Garnier C, Djilali T, Chabert F. Polyaryletherketone Based Blends: A Review. Polymers. 2023; 15(19):3943. https://doi.org/10.3390/polym15193943
Chicago/Turabian StyleKorycki, Adrian, Fabrice Carassus, Olivier Tramis, Christian Garnier, Toufik Djilali, and France Chabert. 2023. "Polyaryletherketone Based Blends: A Review" Polymers 15, no. 19: 3943. https://doi.org/10.3390/polym15193943
APA StyleKorycki, A., Carassus, F., Tramis, O., Garnier, C., Djilali, T., & Chabert, F. (2023). Polyaryletherketone Based Blends: A Review. Polymers, 15(19), 3943. https://doi.org/10.3390/polym15193943