3.2. Flame-Retardant and Combustion Behavior
The LOI and UL-94 vertical burning tests were used to study the flame-retardant performance of the PA66/Di−PE composites. The corresponding results are listed in
Table 3. The pure PA66 can be ignited and burnt with dripping, showing flammable characteristics. For the PA66/Di−PE composite, the LOI value increased with the Di−PE content. The LOI value of the PA66/Di−PE composite with a relatively low loading of 2 wt% could reach 28.80%, but the UL-94 rating was still V-2. Interestingly, a maximum LOI value of 29.4% and a UL-94 V-0 rating could be reached by further increasing the Di−PE content to 6 wt%. Moreover, the color of the char layer, which was formed in the PA66/Di−PE after the LOI test gradually, turned black with the increasing content of Di−PE, indicating that a higher content of the char layer and a higher degree of carbonization were obtained (
Figure S2). These results showed that Di−PE was effective in improving the flame retardance of PA66.
In order to further evaluate the combustion process of the PA66/Di−PE composites in real combustion situations, the cone calorimetry test (CCT) was implemented. The CCT is a significant method to evaluate the fire behavior of polymers. It simulates fire hazard conditions and provides a series of key flammability parameters such as heat release rate (HRR), peak of heat release rate (PHRR), total heat release (THR), effective heat of combustion (EHC), mass loss rate (MLR), total smoke production (TSP), peak of smoke production rate (PSPR), average carbon monoxide yield (av-COY), average carbon dioxide yield (av−CO
2Y) [
20,
21], and non-dimensional flame retardancy index (FRI) [
22,
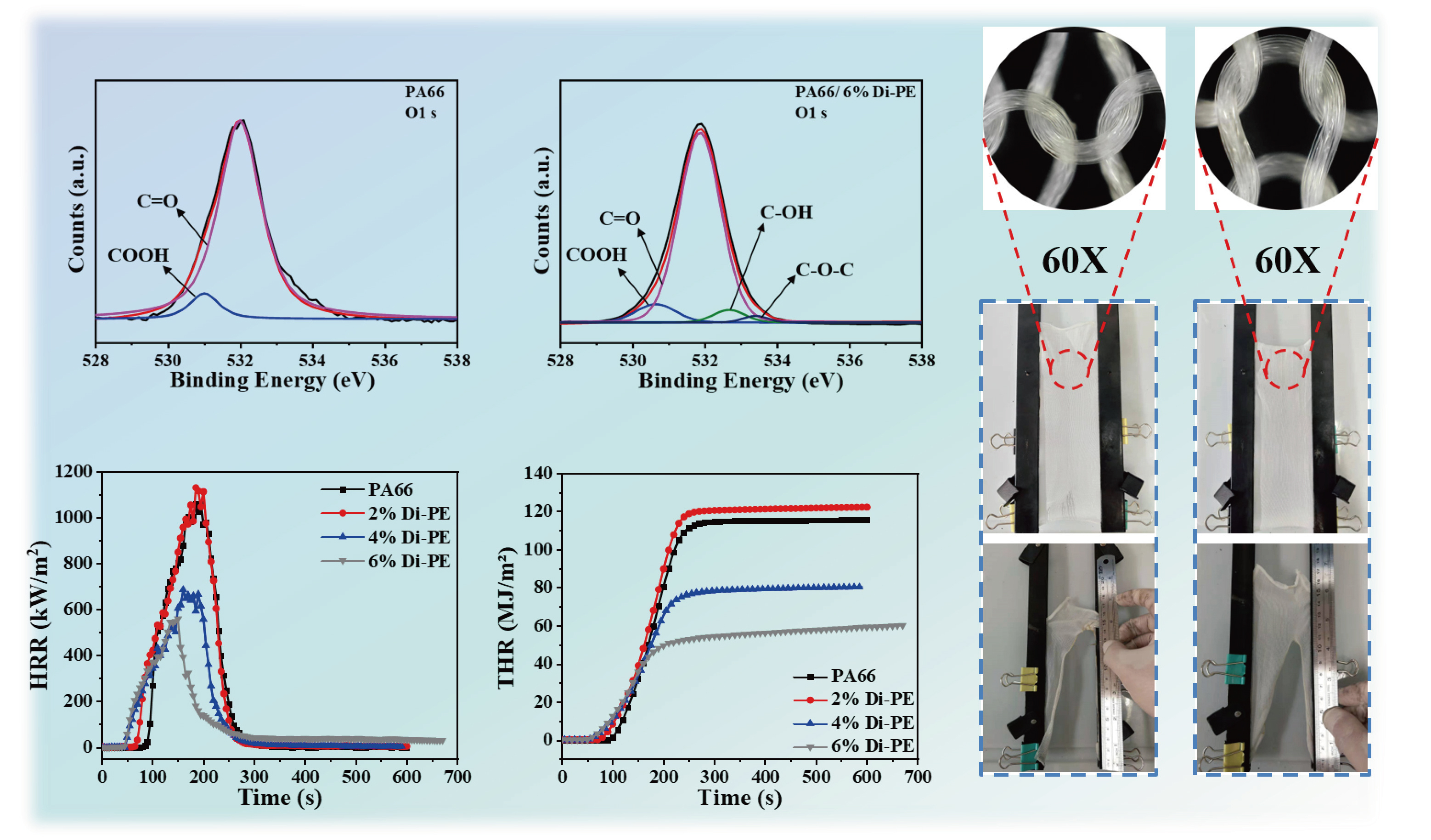
23]. In general, lower values of PHRR, av-HRR, and THR indicate a better flame-retardant effect and are used to evaluate the fire safety of the materials in a real fire. It can be seen in
Figure 2a,b and
Table 4 that the PHRR and THR of PA66/2 wt% Di−PE were slightly higher than those of pure PA66. This was caused by the violent thermal degradation of the composite at a high temperature and the insufficient flame-retardant properties of the PA66/2 wt% Di−PE composite. In addition, with the increasing content of Di−PE, the values of PHRR, av-HRR, and THR decreased. Specifically, the PHRR, av-HRR, and THR of PA66/6 wt% Di−PE sharply decreased to 558.7 kW/m
2, 112.8 kW/m
2, and 60.1 MJ/m
2, which represent a reduction by 47.3%, 68.6%, and 47.8%, respectively, compared to pure PA66.
Figure 2c,d also presents the SPR and TSP curves of the PA66/Di−PE composites, which are considered other important parameters related to the hazard that threatens the life and environment in a real fire. Similar to the THR and HRR curves, the PA66/Di−PE composites showed significantly reduced values of TSP and SPR, while the Di−PE content was greater than or equal to 4 wt%, as compared to that in pure PA66. The PSPR and TSP of pure PA66/6 wt% decreased by 43.7% and 44.8%, respectively. Comprehensively, all the above data and curves (HRR, THR, SPR, and TSP) indicated the marked improvement of the flame retardancy and smoke suppression performance of PA66 with the incorporation of Di−PE. It acquired satisfactory flame-retardant properties, comparing with other works in the
Table S1 (Supplementary Materials).
Additionally, the flame retardancy index (FRI), a non-dimensional criterion to evaluate the flame-retardant properties of composites, was calculated according to the following formula:
The FRI is an important parameter for evaluating the flame-retardant properties of a composite. More specifically, the FRI is classified as Poor (FRI ≤ 1), Good (1 < FRI ≤ 10), and Excellent (FRI > 10) [
24]. With the incorporation of Di−PE, the FRI of the PA66/Di−PE composites improved when the concentration of Di−PE increased. As shown in
Table 4, when the concentration of Di−PE in PA66 was 4 wt% and 6 wt%, the FRI of PA66/4 wt% Di−PE and PA66/6 wt% Di−PE composites reached 1.53 and 2.42, respectively, which correspond to a “Good” level of fire safety. The higher FRI for the PA66/4 wt% Di−PE and PA66/6 wt% Di−PE composites proved their remarkable fire retardancy ability.
3.3. Analysis of the Flame-Retardant Mechanism
The Cone test not only describes the flame retardance of samples but also can be used to study flame-retardant mechanisms [
25]. The TTI of the PA66/Di−PE composites decreased compared to that of pure PA66, indicating that Di−PE promoted the catalytic decomposition of PA66 to form char layers, which provided an effective shield protection to restrain the intensity of smoke emission, thus reducing the SPR and TSP. The mass loss curves (
Figure 3a) also confirmed that the thermal decomposition time of PA66/Di−PE was shorter than that of pure PA66, which is in accordance with the TG result, while the peak MLR and av-MLR values of the PA66/Di−PE composites were lower than those of pure PA66, thus resulting in increased amounts of char residuals, indicating that Di−PE played a flame retardant role in the condensed phase.
EHC is an important parameter to demonstrate the degree of combustion of volatile gas in the gas phase [
26].
Figure 3c shows that the EHC of the PA66/Di−PE composites was lower compared with that of PA66, indicating that the incorporation of Di−PE led to incomplete combustion in the gas phase, which was also confirmed by the av-COY and av-CO
2Y shown in
Figure 3d–f. Clearly, the av-COY increased, whereas the av-CO
2Y decreased with the increase of Di−PE loading. These results showed that Di−PE also played a flame-retardant role in the gas phase.
In order to fully understand the flame retardance mechanism of the PA66/Di−PE composites, ATR-FTIR, SEM, Raman spectroscopy, XPS, and TG-IR were utilized to investigate the properties of the char residues and the volatile components.
Figure 4 shows the microstructures of the residual chars for pure PA66 and the PA66/Di−PE composites. Clearly, it can be observed that the char layer of pure PA66 was fragile with many cracks and holes (
Figure 4a,e, the red triangle), which would provide pathways for inflammable volatile products to mix with oxygen, then leading to the flame propagation. Therefore, the char layer cannot provide good flame protection for the underlying material from further burning. Interestingly, the char layers of PA66/2 wt% Di−PE only showed a few microcracks and were more continuous compared with those of pure PA66 (
Figure 4b,f, the red triangle). Further increasing the content of Di−PE to 4 wt% (
Figure 4c,g, green triangle) and 6 wt% (
Figure 4d,h, green triangle), uniform and compact char layers with wrinkled morphologies formed instead of cracks and holes. As a result, the outstanding barrier effect of this kind of char layer can effectively prevent the transmission of heat, oxygen, and combustible gases, thus protecting the internal PA66 matrix from flame.
Moreover, besides the morphology of the char, the graphitization degree of the char also played an important role in improving the flame-retardant properties. The higher the graphitization degree in the char structure, the better the protection against thermal degradation of the material. Thus, Raman spectroscopy was applied to analyze the carbonaceous structures and graphitization of residual char (
Figure 5). The graphitization degree of residual char was assessed by the relative intensity ratio of the D and G bands (I
D/I
G); the fitting equation is Gaussian, and the lower the I
D/I
G value, the higher the graphitization degree [
27,
28,
29]. It is obvious that the I
D/I
G value decreased with the increasing content of Di−PE. Therefore, both the microstructure and the graphitization degree of the char residuals further indicated that Di−PE played a positive effect on enhancing the flame retardance in the condensed phase, which could promote the formation of a compact and continuous char layer with a high graphitization degree, thus protecting the matrix effectively.
The mechanism by which Di−PE could promote char formation of nylon 66 was further explored by FTIR analysis, as shown in
Figure 6a,b. It can be seen that with the addition of Di−PE, the characteristic peak of the carboxyl group at 3080 cm
−1 for the samples PA66/4 wt% Di−PE and PA66/6 wt% gradually decreased. XPS can determine precisely the reaction between a polymer and an additive by the change in chemical bonding. In
Figure 6c, the O1 s XPS spectrum of PA66 was divided into two peaks at 532.0 and 531.0 eV, which corresponded to the C=O and COOH bonding states, respectively [
30]. Compared with the O1 s XPS spectrum of PA66, the O1 s spectrum of PA66/6 wt% Di−PE was divided into four peaks, and those of the COOH and C=O groups shifted to 531.9 eV and 530.6 eV, respectively [
31]. The new peaks at 532.7 and 533.4 eV corresponding to the C-OH and C-O-C bonding states, indicated that the terminal carboxyl group in nylon 66 was blocked, which could lead to a local cross-linked structure, thus helping to promote the formation of a more stable char layer during the combustion process. The FTIR of the char residues also confirmed the above conjecture (
Figure 6b). The char residues of PA66 and the PA66/Di−PE composites revealed some typical characteristic peaks at 2918 cm
−1 and 2856 cm
−1 attributed to the -CH
2- stretching vibration. Meanwhile, some new characteristic peaks were observed at 1648, 1531, 1456, 1375, and 723 cm
−1. The peak at 1648 cm
−1 corresponded to the stretching vibration of the aromatic structure of the benzene ring, and the characteristic peak at 723 cm
−1 was attributed to the Carom-H rocking [
32], showing that Di−PE could promote the formation in PA66 of a more stable benzene-containing char layer [
32,
33]. In addition, it was observed that the characteristic peak at 1531 cm
−1 (-CONH-) of PA66 was not observed for the char residues, while the char residues of the PA66/Di−PE composites retain a visible characteristic peak here, proving that Di−PE caused the incomplete degradation of PA66 [
34]. The peaks at 1456 and 1375 cm
−1 correspond to the -CN- stretching vibration [
35,
36,
37]. Char residues with such structures were more conducive to the improvement of the flame-retardant properties.
TG-IR is used to characterize volatile components during heating in the air atmosphere. It could help us to investigate the flame-retardance mechanism of Di−PE in the gas phase. It can be observed in
Figure 7a that the pyrolysis behavior of PA66/6 wt% Di−PE shifted to an earlier time, and the absorption intensity of the volatilized components decreased significantly compared to pure PA66, which is in accordance with the CCT results. The characteristic peaks of major pyrolysis volatiles, such as NH
3 (930–960 cm
−1), hydrocarbons with the C-H functionality (2850–2950 cm
−1), carbonyl compounds (aldehydes, ketones, carboxylic acids, 1633–1839 cm
−1), CO (2150–2180 cm
−1), and CO
2 (2300–2400 cm
−1), were further investigated [
38]. As depicted in
Figure 7b, the absorption intensity of NH
3 for PA66/6 wt% Di−PE slightly increased compared to that of pure PA66, indicating a possible dilution of the flammable gas and oxygen, thus inhibiting gas combustion in the gas phase [
39]. Furthermore, it was seen that the release of hydrocarbons (
Figure 7c) and carbonyl compounds (
Figure 7d) during the thermal decomposition of PA66/6 wt% Di−PE decreased significantly compared to that observed for pure PA66, which is beneficial for char formation and ensures the presence of less fuel into the fire zone [
40]. In addition, the increased absorption intensity of CO and the decreased absorption intensity of CO
2 confirmed that Di−PE promoted the incomplete combustion of the PA66/Di−PE composites, which is in accordance with the CCT results. All these observations confirmed that Di−PE also has a positive effect in the gas phase during the combustion process.
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}