
Approaches in Sustainable, Biobased Multilayer Packaging Solutions

 , , , , ,
, , , , ,  , , , and
, , , and  add
Show full author list
add
Show full author list
Abstract
1. Introduction
2. Types of Biobased Packaging Material
2.1. Polylactic Acid (PLA)
2.2. Polyhydroxyalkanoate (PHA)
2.3. Biobased Polyethylene (bioPE)
2.4. Biobased Polyethylene Terephthalate (bioPET)
2.5. Paperboard
2.6. Moulded Pulp
3. Biobased Coatings and Adhesives for Multilayer Packaging
3.1. Whey-Protein-Based Films and Coatings
3.1.1. Chemical Modifications of Proteins
3.2. Polyhydroxyalkanoate (PHA)-Based Coatings
3.3. Biobased Adhesives
3.3.1. Adhesive Types and Potential of Biobased Adhesives
3.3.2. Protein-Based Adhesives
3.4. Further Biobased Multilayer Approaches
4. Recycling, Biodegradation, and Upcycling
4.1. Identification and Sorting
4.1.1. Near-Infrared Spectroscopy (NIRS)
4.1.2. Hyperspectral Imaging (HSI)
4.2. Recycling
- Primary recycling allows us to recover polymers by mechanically recycling plastic waste, which has been pre-sorted by type and additionally by colour, application, etc., to obtain polymers of their original chemical structure and for similar applications [217]. However, this procedure currently only applies for PET (bottles).
- Secondary recycling is available for collected plastic waste fractions that cannot be ideally pre-sorted; however, this still allows the reuse of polymers in less demanding product applications in terms of their (thermo-)mechanical properties (downcycling) [218]. Currently, this procedure applies for most mechanically recycled materials.
- Quaternary recycling is the incineration of low-grade plastic waste for energy recovery.
4.2.1. Recycling and Repulping of Fibre-Based Packaging
4.2.2. Recycling of Polymeric Monomaterials Using PLA as Example
4.2.3. Multilayer Packaging Recycling
4.3. Biodegradationg under Industrial and Home Composting Conditions
4.4. Upcycling and Reprocessing
4.4.1. Electron Radiation
4.4.2. Self-Reinforcement
4.4.3. Microfibrillated Reinforcement
5. Safety Environmental, Social, and Economic Impacts
5.1. Assessing Environmental, Economic, and Social Impacts of Biobased Packaging
5.1.1. Environmental Impacts
5.1.2. Social Impacts
5.1.3. Economic Impacts
5.2. Safety Assessment
5.2.1. Environmental Safety Assessment
5.2.2. Human Safety Assessment
5.2.3. Food Packaging
- The removal of the technical barriers to trade;
- The protection of the health of consumers
- Endanger human health;
- Bring about an unacceptable change in the composition of the food; or
- Bring about a deterioration in the organoleptic characteristics.
- Food Contact Materials Framework Regulation;
- Good Manufacturing Practice Regulation;
- Specific measures: harmonised regulations/legislative texts/recognised recommendations or guides, etc., which are applicable to the specific type of material;
- Other legislative texts and supporting documents.
5.2.4. Personal Care Packaging
- Requirements of the Cosmetics Regulation;
- Requirements regarding REACH, the Packaging and Packaging Waste Directive 94/62/EC and other legislation;
- Requirements of FCM legislation in Europe.
6. Industrial Applications
6.1. Industrial Application of Biobased Food Packaging
6.2. Industrial Application of SRM for Textiles, Composites, and Personal Care Packaging
7. Challenges and Future Prospect
7.1. Market Trends
7.2. Market Trends and COVID-19
7.3. Economy and Job Growth
7.4. Regional Share of Bioplastic Production
7.5. Land Use
7.6. Challenges
7.7. Regulatory Framework
7.8. Consumer Perception and Acceptance
7.8.1. Consumer Perception and Acceptance Regarding Biobased Food Packaging
7.8.2. Consumer Perception and Acceptance Regarding the Use of SRM
8. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- European Bioplastics. Nova Institute. Bioplastics Market Update 2021. Available online: https://docs.european-bioplastics.org/publications/market_data/Report_Bioplastics_Market_Data_2021_short_version.pdf (accessed on 10 August 2022).
- Amcor. Sustainability Report 2020. 2020. Available online: https://assets.ctfassets.net/f7tuyt85vtoa/1uKFAsSRznbbItguU7t6ka/a93921d72a70d2025f5e3cee6068804a/Amcor_Sustainability_Report_2020_Final.pdf (accessed on 10 February 2021).
- Sudpack. Nachhaltigkeitsbericht 2020: Nachhaltigkeitsbericht der SÜDPACK Gruppe Für den Berichtszeitraum 2018–2019. 2020. Available online: https://nachhaltigkeit.suedpack.com/media/user_upload/Sustainability/Img/06_PDF/SUEDPACK-Nachhaltigkeitsbericht-2020.pdf (accessed on 10 February 2021).
- Kaiser, K.; Schmid, M.; Schlummer, M. Recycling of Polymer-Based Multilayer Packaging: A Review. Recycling 2018, 3, 1. [Google Scholar] [CrossRef]
- Katiyar, V. Bio-Based Plastics for Food Packaging Applications; Smithers Rapra: Shrewsbury, UK, 2017; ISBN 978-1-91024-258-2. [Google Scholar]
- Thielen, M. Bioplastics: Basics, Applications, Markets, 1st ed.; Polymedia: Mönchengladbach, Germany, 2012; ISBN 978-3981498110. [Google Scholar]
- Shah, A.A.; Hasan, F.; Hameed, A.; Ahmed, S. Biological degradation of plastics: A comprehensive review. Biotechnol. Adv. 2008, 26, 246–265. [Google Scholar] [CrossRef]
- European Bioplastics. European Bioplastics Fact Sheet: “What Are bioplastics? Material Types, Terminology, and Labels–An Introduction”. Available online: http://docs.european-bioplastics.org/publications/fs/EuBP_FS_What_are_bioplastics.pdf (accessed on 1 February 2021).
- European Bioplastics. European Bioplastics Fact Sheet: “Bioplastics. Industry Standards and Labels”. Available online: https://docs.european-bioplastics.org/2016/publications/fs/EUBP_fs_standards.pdf (accessed on 6 January 2022).
- Rosenboom, J.-G.; Langer, R.; Traverso, G. Bioplastics for a circular economy. Nat. Rev. Mater. 2022, 7, 117–137. [Google Scholar] [CrossRef]
- Kirwan, M.J. Handbook of Paper and Paperboard Packaging Technology, 2nd ed.; Wiley-Blackwell: Oxford, UK, 2013; ISBN 9780470670668. [Google Scholar]
- European Bioplastics. Market Update 2020: Bioplastics Continue to Become Mainstream as the Global Bioplastics Market Is Set to Grow by 36 Percent over the Next 5 Years. Available online: https://www.european-bioplastics.org/market-update-2020-bioplastics-continue-to-become-mainstream-as-the-global-bioplastics-market-is-set-to-grow-by-36-percent-over-the-next-5-years/ (accessed on 1 February 2021).
- Garlotta, D. A Literature Review of Poly(Lactic Acid). J. Polym. Environ. 2001, 9, 63–84. [Google Scholar] [CrossRef]
- Auras, R.; Harte, B.; Selke, S. An overview of polylactides as packaging materials. Macromol. Biosci. 2004, 4, 835–864. [Google Scholar] [CrossRef] [PubMed]
- Selke, S.E.M.; Culter, J.D. Plastics Packaging: Properties, Processing, Applications, and Regulations, 3rd ed.; Hanser Publishers; Hanser Publications: Cincinnati, OH, USA, 2016; ISBN 9783446437197. [Google Scholar]
- Narancic, T.; Verstichel, S.; Reddy Chaganti, S.; Morales-Gamez, L.; Kenny, S.T.; Wilde, B.D.; Babu Padamati, R.; O’Connor, K.E. Biodegradable Plastic Blends Create New Possibilities for End-of-Life Management of Plastics but They Are Not a Panacea for Plastic Pollution. Environ. Sci. Technol. 2018, 52, 10441–10452. [Google Scholar] [CrossRef] [PubMed]
- European Bioplastics. Background Paper-Mechanical Recycling. Available online: https://docs.european-bioplastics.org/publications/bp/EUBP_BP_Mechanical_recycling.pdf (accessed on 10 January 2022).
- European Bioplastics. Background Paper-Chemical Recycling. Available online: https://docs.european-bioplastics.org/publications/bp/EUBP_BP_Chemical_Recycling.pdf (accessed on 10 January 2022).
- Sabapathy, P.C.; Devaraj, S.; Meixner, K.; Anburajan, P.; Kathirvel, P.; Ravikumar, Y.; Zabed, H.M.; Qi, X. Recent developments in Polyhydroxyalkanoates (PHAs) production—A review. Bioresour. Technol. 2020, 306, 123132. [Google Scholar] [CrossRef]
- Escapa, I.F.; Del Cerro, C.; García, J.L.; Prieto, M.A. The role of GlpR repressor in Pseudomonas putida KT2440 growth and PHA production from glycerol. Environ. Microbiol. 2013, 15, 93–110. [Google Scholar] [CrossRef]
- Anjum, A.; Zuber, M.; Zia, K.M.; Noreen, A.; Anjum, M.N.; Tabasum, S. Microbial production of polyhydroxyalkanoates (PHAs) and its copolymers: A review of recent advancements. Int. J. Biol. Macromol. 2016, 89, 161–174. [Google Scholar] [CrossRef]
- Boey, J.Y.; Mohamad, L.; Khok, Y.S.; Tay, G.S.; Baidurah, S. A Review of the Applications and Biodegradation of Polyhydroxyalkanoates and Poly(lactic acid) and Its Composites. Polymers 2021, 13, 1544. [Google Scholar] [CrossRef]
- Dalton, B.; Bhagabati, P.; Micco, J.d.; Padamati, R.B.; O’Connor, K. A Review on Biological Synthesis of the Biodegradable Polymers Polyhydroxyalkanoates and the Development of Multiple Applications. Catalysts 2022, 12, 319. [Google Scholar] [CrossRef]
- Endres, H.-J.; Siebert-Raths, A. Engineering Biopolymers: Markets, Manufacturing, Properties and Applications; Hanser Verlag: München, Germany, 2011; ISBN 978-3-446-43002-0. [Google Scholar]
- Mohsenzadeh, A.; Zamani, A.; Taherzadeh, M.J. Bioethylene Production from Ethanol: A Review and Techno-economical Evaluation. ChemBioEng Rev. 2017, 4, 75–91. [Google Scholar] [CrossRef]
- Siracusa, V.; Blanco, I. Bio-Polyethylene (Bio-PE), Bio-Polypropylene (Bio-PP) and Bio-Poly(ethylene terephthalate) (Bio-PET): Recent Developments in Bio-Based Polymers Analogous to Petroleum-Derived Ones for Packaging and Engineering Applications. Polymers 2020, 12, 1641. [Google Scholar] [CrossRef] [PubMed]
- Coll, R.; Udas, S.; Jacoby, W.A. Conversion of the Rosin Acid Fraction of Crude Tall Oil into Fuels and Chemicals. Energy Fuels 2001, 15, 1166–1172. [Google Scholar] [CrossRef]
- Huber, G.W.; O’Connor, P.; Corma, A. Processing biomass in conventional oil refineries: Production of high quality diesel by hydrotreating vegetable oils in heavy vacuum oil mixtures. Appl. Catal. A Gen. 2007, 329, 120–129. [Google Scholar] [CrossRef]
- Widikrama, C.L.; Rachmawati, I.D. Bio-Naphtha as Alternative for Olefins Feedstock in Indonesia. IJCEA 2019, 10, 92–95. [Google Scholar] [CrossRef]
- Kawabe, K. Development of Highly Selective Process for Mono-Ethylene Glycol Production from Ethylene Oxide via Ethylene Carbonate Using Phosphonium Salt Catalyst. Catal. Surv. Asia 2010, 14, 111–115. [Google Scholar] [CrossRef]
- Becker, N.; Mundzeck, L.; Siebert-Raths, A. Biopolymers Facts and Statistics 2021: Production Capacities, Processing Routes, Feedstock, Land and Water Use. 2021. Available online: https://www.researchgate.net/publication/356987907_Biopolymers_facts_and_statistics_2021 (accessed on 12 April 2022).
- Endres, H.-J.; Siebert-Raths, A. Sample Chapter 6: End-of-Life Options for Biopolymers. In Engineering Biopolymers: Markets, Manufacturing, Properties, and Applications; Hanser Publishers: Cincinnati, OH, USA, 2011; ISBN 978-1-56990-461-9. [Google Scholar]
- Brandvold, T.A. Carbohydrate Route to Para-Xylene and Terephthalic Acid. U.S. Patent 8,314,267, 24 February 2010. [Google Scholar]
- Smith, P.B. Bio-Based Sources for Terephthalic Acid. In Green Polymer Chemistry: Biobased Materials and Biocatalysis; Cheng, H.N., Gross, R.A., Smith, P.B., Eds.; American Chemical Society: Washington, DC, USA, 2015; pp. 453–469. ISBN 9780841230651. [Google Scholar]
- Talvitie, J. Synthesis of Bio-Based Terephthalic Acid. Master’s Thesis, University of Helsinki, Helsinki, Finland, 2018. [Google Scholar]
- Banella, M.B.; Gioia, C.; Vannini, M.; Colonna, M.; Celli, A.; Gandini, A. A Sustainable Route to a Terephthalic Acid Precursor. ChemSusChem 2016, 9, 942–945. [Google Scholar] [CrossRef]
- Colonna, M.; Berti, C.; Fiorini, M.; Binassi, E.; Mazzacurati, M.; Vannini, M.; Karanam, S. Synthesis and radiocarbon evidence of terephthalate polyesters completely prepared from renewable resources. Green Chem. 2011, 13, 2543. [Google Scholar] [CrossRef]
- Anonymous. Exclusive: Coca-Cola Unveils Prototype Bottle Made from 100% Plant-Based Sources; Packaging Europe: Zurich, Switzerland, 2021; Available online: https://packagingeurope.com/news/exclusive-coca-cola-unveils-prototype-bottle-made-from-100-plant-based-sources/7517.article (accessed on 24 August 2022).
- Anonymous. Suntory to Introduce 100% Plant-Based PET Bottle Prototypes; Packaging Europe: Zurich, Switzerland, 2021; Available online: https://packagingeurope.com/news/suntory-to-introduce-100-plant-based-pet-bottle-prototypes/7665.article (accessed on 8 August 2022).
- Coltelli, M.-B.; Wild, F.; Bugnicourt, E.; Cinelli, P.; Lindner, M.; Schmid, M.; Weckel, V.; Müller, K.; Rodriguez, P.; Staebler, A.; et al. State of the Art in the Development and Properties of Protein-Based Films and Coatings and Their Applicability to Cellulose Based Products: An Extensive Review. Coatings 2016, 6, 1. [Google Scholar] [CrossRef]
- CEPI. Papermaking History. Available online: https://www.cepi.org/wp-content/uploads/2020/05/WEB_Infographic-Paper-History.pdf (accessed on 5 April 2022).
- Schaffrath, H.-J.; Tillmann, O. Paper and Board Grades and Their Properties. In Handbook of Paper and Board; Holik, H., Ed.; Wiley: Hoboken, NJ, USA, 2013; pp. 1035–1058. ISBN 9783527331840. [Google Scholar]
- CEPI. Pulp and Paper Industry Definitions and Concepts. 2021. Available online: https://www.cepi.org/wp-content/uploads/2021/01/Cepi-Definitions-and-Concepts_2021-compressed.pdf (accessed on 5 April 2022).
- Stankovská, M.; Gigac, J.; Fišerová, M.; Opálená, E. Relationship between structural parameters and water absorption of bleached softwood and hardwood kraft pulps. Wood Res. 2019, 64, 261–272. [Google Scholar]
- Twede, D. Cartons, Crates and Corrugated Board: Handbook of Paper and Wood Technology, 2nd ed.; DEStech Publications: Lancaster, PA, USA, 2014; ISBN 978-1-60595-135-5. [Google Scholar]
- VdP. Paper Compass; VdP: Wehlen, Germany, 2019. [Google Scholar]
- Eurostat. Recycling Rate of Packaging Waste by Type of Packaging. Available online: https://ec.europa.eu/eurostat/web/products-datasets/-/cei_wm020 (accessed on 11 May 2022).
- Schenker, U.; Chardot, J.; Missoum, K.; Vishtal, A.; Bras, J. Short communication on the role of cellulosic fiber-based packaging in reduction of climate change impacts. Carbohydr. Polym. 2021, 254, 117248. [Google Scholar] [CrossRef]
- Svensson, A. Life Cycle Assessment of Take-Away Food Containers: An Analysis of Dry Moulding Compared to Traditional Methods. Master Thesis, Chalmers University of Technology, Gothenburg, 2021. [Google Scholar]
- IMFA. Molded Fiber Packaging Applications. Available online: https://www.imfa.org/molded-fiber/ (accessed on 5 April 2022).
- Maximized Market Research. Barrier Resins Market-Global Industry Analysis and Forecast (2022–2027). Available online: https://www.maximizemarketresearch.com/market-report/global-barrier-resins-market/63504/ (accessed on 18 July 2022).
- Markets and Markets. Barrier Resins Market by Type, Application, and Region-Global Forecast to 2026. Available online: https://www.marketresearch.com/MarketsandMarkets-v3719/Barrier-Resins-Type-PVDC-EVOH-30043181/ (accessed on 18 July 2022).
- Cinelli, P.; Schmid, M.; Bugnicourt, E.; Coltelli, M.B.; Lazzeri, A. Recyclability of PET/WPI/PE Multilayer Films by Removal of Whey Protein Isolate-Based Coatings with Enzymatic Detergents. Materials 2016, 9, 473. [Google Scholar] [CrossRef] [PubMed]
- Schmid, M.; Müller, K. Whey Protein-Based Packaging Films and Coatings. In Whey Proteins; Elsevier: Amsterdam, The Netherlands, 2019; pp. 407–437. ISBN 9780128121245. [Google Scholar]
- Eurostat. Key Figures on the European Food Chain, 2021st ed.; Publications Office of the European Union: Luxembourg, 2021; ISBN 978-92-76-41514-5.
- Schmid, M.; Dallmann, K.; Bugnicourt, E.; Cordoni, D.; Wild, F.; Lazzeri, A.; Noller, K. Properties of Whey-Protein-Coated Films and Laminates as Novel Recyclable Food Packaging Materials with Excellent Barrier Properties. Int. J. Polym. Sci. 2012, 2012, 562381. [Google Scholar] [CrossRef]
- Song, H.; Choi, I.; Choi, Y.J.; Yoon, C.S.; Han, J. High gas barrier properties of whey protein isolate-coated multi-layer film at pilot plant facility and its application to frozen marinated meatloaf packaging. Food Packag. Shelf Life 2020, 26, 100599. [Google Scholar] [CrossRef]
- Lin, S.-Y.D.; Krochta, J.M. Whey protein coating efficiency on surfactant-modified hydrophobic surfaces. J. Agric. Food Chem. 2005, 53, 5018–5023. [Google Scholar] [CrossRef]
- Han, J.H.; Krochta, J.M. Wetting Properties and Water Vapor Permeability of Whey-Protein-Coated Paper. Trans. ASAE 1999, 42, 1375–1382. [Google Scholar] [CrossRef]
- Han, J.H.; Krochta, J.M. Physical Properties and Oil Absorption of Whey-Protein-Coated Paper. J. Food Sci. 2001, 66, 294–299. [Google Scholar] [CrossRef]
- Chan, M.A.; Krochta, J.M. Grease and Oxygen Barrier Properties of Whey-Protein-Isolate Coated Paperboard. Tappi J. Solut. 2001, 84, 57. [Google Scholar]
- Jeong, S.; Yoo, S. Whey protein concentrate-beeswax-sucrose suspension-coated paperboard with enhanced water vapor and oil-barrier efficiency. Food Packag. Shelf Life 2020, 25, 100530. [Google Scholar] [CrossRef]
- Zink, J.; Wyrobnik, T.; Prinz, T.; Schmid, M. Physical, Chemical and Biochemical Modifications of Protein-Based Films and Coatings: An Extensive Review. Int. J. Mol. Sci. 2016, 17, 1376. [Google Scholar] [CrossRef] [PubMed]
- Winkler, H.; Vorwerg, W.; Schmid, M. Synthesis of hydrophobic whey protein isolate by acylation with fatty acids. Eur. Polym. J. 2015, 62, 10–18. [Google Scholar] [CrossRef]
- Samain, D. Method for Treating a Solid Material to Make it Hydrophobic, Material Obtained and Uses. U.S. Patent 6,342,268, 29 January 2002. [Google Scholar]
- Schmid, M.; Sängerlaub, S.; Miesbauer, O.; Jost, V.; Werthan, J.; Stinga, C.; Samain, D.; Stramm, C.; Noller, K.; Müller, K. Water Repellence and Oxygen and Water Vapor Barrier of PVOH-Coated Substrates before and after Surface Esterification. Polymers 2014, 6, 2764–2783. [Google Scholar] [CrossRef]
- Schmid, M.; Benz, A.; Stinga, C.; Samain, D.; Zeyer, K.P. Fundamental Investigations Regarding Barrier Properties of Grafted PVOH Layers. Int. J. Polym. Sci. 2012, 2012, 637837. [Google Scholar] [CrossRef]
- Haas, A.; Schlemmer, D.; Grupa, U.; Schmid, M. Effect of Chemical Grafting Parameters on the Manufacture of Functionalized PVOH Films Having Controlled Water Solubility. Front. Chem. 2017, 5, 38. [Google Scholar] [CrossRef]
- Anderson, A.J.; Dawes, E.A. Occurrence, metabolism, metabolic role, and industrial uses of bacterial polyhydroxyalkanoates. Microbiol. Rev. 1990, 54, 450–472. [Google Scholar] [CrossRef]
- Pötter, M.; Steinbüchel, A. Biogenesis and Structure of Polyhydroxyalkanoate Granules. In Inclusions in Prokaryotes; Shively, J.M., Ed.; Springer: Berlin/Heidelberg, Germany, 2006; pp. 109–136. ISBN 3-540-26205-9. [Google Scholar]
- Li, Z.; Yang, J.; Loh, X.J. Polyhydroxyalkanoates: Opening doors for a sustainable future. NPG Asia Mater. 2016, 8, e265. [Google Scholar] [CrossRef]
- Nogales, J.; Palsson, B.Ø.; Thiele, I. A genome-scale metabolic reconstruction of Pseudomonas putida KT2440: iJN746 as a cell factory. BMC Syst. Biol. 2008, 2, 79. [Google Scholar] [CrossRef]
- Prieto, A.; Escapa, I.F.; Martínez, V.; Dinjaski, N.; Herencias, C.; La Peña, F.D.; Tarazona, N.; Revelles, O. A holistic view of polyhydroxyalkanoate metabolism in Pseudomonas putida. Environ. Microbiol. 2016, 18, 341–357. [Google Scholar] [CrossRef]
- Fonseca, P.; La Peña, F.d.; Prieto, M.A. A role for the regulator PsrA in the polyhydroxyalkanoate metabolism of Pseudomonas putida KT2440. Int. J. Biol. Macromol. 2014, 71, 14–20. [Google Scholar] [CrossRef]
- Liu, Q.; Luo, G.; Zhou, X.R.; Chen, G.-Q. Biosynthesis of poly(3-hydroxydecanoate) and 3-hydroxydodecanoate dominating polyhydroxyalkanoates by β-oxidation pathway inhibited Pseudomonas putida. Metab. Eng. 2011, 13, 11–17. [Google Scholar] [CrossRef] [PubMed]
- Petersen, K.; Væggemose Nielsen, P.; Bertelsen, G.; Lawther, M.; Olsen, M.B.; Nilsson, N.H.; Mortensen, G. Potential of biobased materials for food packaging. Trends Food Sci. Technol. 1999, 10, 52–68. [Google Scholar] [CrossRef]
- Rastogi, V.; Samyn, P. Bio-Based Coatings for Paper Applications. Coatings 2015, 5, 887–930. [Google Scholar] [CrossRef]
- Yeo, J.C.C.; Muiruri, J.K.; Thitsartarn, W.; Li, Z.; He, C. Recent advances in the development of biodegradable PHB-based toughening materials: Approaches, advantages and applications. Mater. Sci. Eng. C Mater. Biol. Appl. 2018, 92, 1092–1116. [Google Scholar] [CrossRef]
- Tortajada, M.; Da Silva, L.F.; Prieto, M.A. Second-generation functionalized medium-chain-length polyhydroxyalkanoates: The gateway to high-value bioplastic applications. Int. Microbiol. 2013, 16, 1–15. [Google Scholar] [CrossRef] [PubMed]
- Martelli, S.M.; Sabirova, J.; Fakhouri, F.M.; Dyzma, A.; Meyer, B.D.; Soetaert, W. Obtention and characterization of poly(3-hydroxybutyricacid-co-hydroxyvaleric acid)/mcl-PHA based blends. LWT Food Sci. Technol. 2012, 47, 386–392. [Google Scholar] [CrossRef]
- Rebocho, A.T.; Pereira, J.R.; Neves, L.A.; Alves, V.D.; Sevrin, C.; Grandfils, C.; Freitas, F.; Reis, M.A.M. Preparation and Characterization of Films Based on a Natural P(3HB)/mcl-PHA Blend Obtained through the Co-culture of Cupriavidus necator and Pseudomonas citronellolis in Apple Pulp Waste. Bioengineering 2020, 7, 34. [Google Scholar] [CrossRef]
- Urbina, L.; Eceiza, A.; Gabilondo, N.; Corcuera, M.Á.; Retegi, A. Valorization of apple waste for active packaging: Multicomponent polyhydroxyalkanoate coated nanopapers with improved hydrophobicity and antioxidant capacity. Food Packag. Shelf Life 2019, 21, 100356. [Google Scholar] [CrossRef]
- Pérez-Arauz, A.O.; Aguilar-Rabiela, A.E.; Vargas-Torres, A.; Rodríguez-Hernández, A.-I.; Chavarría-Hernández, N.; Vergara-Porras, B.; López-Cuellar, M.R. Production and characterization of biodegradable films of a novel polyhydroxyalkanoate (PHA) synthesized from peanut oil. Food Packag. Shelf Life 2019, 20, 100297. [Google Scholar] [CrossRef]
- Hazer, D.B.; Kılıçay, E.; Hazer, B. Poly(3-hydroxyalkanoate)s: Diversification and biomedical applications. Mater. Sci. Eng. C 2012, 32, 637–647. [Google Scholar] [CrossRef]
- Bugnicourt, E.; Cinelli, P.; Lazzeri, A.; Alvarez, V. Polyhydroxyalkanoate (PHA): Review of synthesis, characteristics, processing and potential applications in packaging. Express Polym. Lett. 2014, 8, 791–808. [Google Scholar] [CrossRef]
- Koller, M. Poly(hydroxyalkanoates) for Food Packaging: Application and Attempts towards Implementation. Appl. Food Biotechnol. 2014, 1, 3–15. [Google Scholar]
- Thellen, C.; Coyne, M.; Froio, D.; Auerbach, M.; Wirsen, C.; Ratto, J.A. A Processing, Characterization and Marine Biodegradation Study of Melt-Extruded Polyhydroxyalkanoate (PHA) Films. J. Polym. Environ. 2008, 16, 1–11. [Google Scholar] [CrossRef]
- Kuusipalo, J. PHB/V in extrusion coating of paper and paperboard-Study of functional properties. Part II. J. Polym. Environ. 2000, 8, 49–57. [Google Scholar] [CrossRef]
- Kuusipalo, J. PHB/V in extrusion coating of paper and paperboard: Part I: Study of functional properties. J. Polym. Environ. 2000, 8, 39–47. [Google Scholar] [CrossRef]
- Sängerlaub, S.; Brüggemann, M.; Rodler, N.; Jost, V.; Bauer, K.D. Extrusion Coating of Paper with Poly(3-hydroxybutyrate-co-3-hydroxyvalerate) (PHBV)—Packaging Related Functional Properties. Coatings 2019, 9, 457. [Google Scholar] [CrossRef]
- Hablot, E.; Bordes, P.; Pollet, E.; Avérous, L. Thermal and thermo-mechanical degradation of poly(3-hydroxybutyrate)-based multiphase systems. Polym. Degrad. Stab. 2008, 93, 413–421. [Google Scholar] [CrossRef]
- Godbole, S. Preparation and characterization of biodegradable poly-3-hydroxybutyrate–starch blend films. Bioresour. Technol. 2003, 86, 33–37. [Google Scholar] [CrossRef]
- El-Shafee, E.; Saad, G.R.; Fahmy, S.M. Miscibility, crystallization and phase structure of poly(3-hydroxybutyrate)/cellulose acetate butyrate blends. Eur. Polym. J. 2001, 37, 2091–2104. [Google Scholar] [CrossRef]
- Mousavioun, P.; Halley, P.J.; Doherty, W.O. Thermophysical properties and rheology of PHB/lignin blends. Ind. Crop. Prod. 2013, 50, 270–275. [Google Scholar] [CrossRef]
- Gerard, T.; Budtova, T. Morphology and molten-state rheology of polylactide and polyhydroxyalkanoate blends. Eur. Polym. J. 2012, 48, 1110–1117. [Google Scholar] [CrossRef]
- Noda, I.; Satkowski, M.M.; Dowrey, A.E.; Marcott, C. Polymer Alloys of Nodax Copolymers and Poly(lactic acid). Macromol. Biosci. 2004, 4, 269–275. [Google Scholar] [CrossRef]
- Willett, J.L.; Kotnis, M.A.; O’Brien, G.S.; Fanta, G.F.; Gordon, S.H. Properties of starch-graft-poly(glycidyl methacrylate)-PHBV composites. J. Appl. Polym. Sci. 1998, 70, 1121–1127. [Google Scholar] [CrossRef]
- Jost, V. Mechanical and Permeation Properties of PHA-Based Blends and Composites. In The Handbook of Polyhydroxyalkanoates. Volume 3, Post-Synthetic Treatment, Processing and Application, 1st ed.; Koller, M., Ed.; CRC Press: Boca Raton, FL, USA, 2020; pp. 137–164. ISBN 9781003087663. [Google Scholar]
- El-Hadi, A.M. Investigation of the effect of nano-clay type on the non-isothermal crystallization kinetics and morphology of poly(3(R)-hydroxybutyrate) PHB/clay nanocomposites. Polym. Bull. 2014, 71, 1449–1470. [Google Scholar] [CrossRef]
- Yu, H.; Yan, C.; Yao, J. Fully biodegradable food packaging materials based on functionalized cellulose nanocrystals/poly(3-hydroxybutyrate-co-3-hydroxyvalerate) nanocomposites. RSC Adv. 2014, 4, 59792–59802. [Google Scholar] [CrossRef]
- Seoane, I.T.; Luzi, F.; Puglia, D.; Cyras, V.P.; Manfredi, L.B. Enhancement of paperboard performance as packaging material by layering with plasticized polyhydroxybutyrate/nanocellulose coatings. J. Appl. Polym. Sci. 2018, 135, 46872. [Google Scholar] [CrossRef]
- Terada, M.; Marchessault, R.H. Determination of solubility parameters for poly(3-hydroxyalkanoates). Int. J. Biol. Macromol. 1999, 25, 207–215. [Google Scholar] [CrossRef]
- Jacquel, N.; Lo, C.-W.; Wu, H.-S.; Wei, Y.-H.; Wang, S.S. Solubility of polyhydroxyalkanoates by experiment and thermodynamic correlations. AIChE J. 2007, 53, 2704–2714. [Google Scholar] [CrossRef]
- Cyras, V.P.; Commisso, M.S.; Mauri, A.N.; Vázquez, A. Biodegradable double-layer films based on biological resources: Polyhydroxybutyrate and cellulose. J. Appl. Polym. Sci. 2007, 106, 749–756. [Google Scholar] [CrossRef]
- Prat, D.; Hayler, J.; Wells, A. A survey of solvent selection guides. Green Chem. 2014, 16, 4546–4551. [Google Scholar] [CrossRef]
- Anbukarasu, P.; Sauvageau, D.; Elias, A. Tuning the properties of polyhydroxybutyrate films using acetic acid via solvent casting. Sci. Rep. 2016, 5, 17884. [Google Scholar] [CrossRef] [PubMed]
- Vähä-Nissi, M.; Laine, C.; Talja, R.; Mikkonen, H.; Hyvärinen, S.; Harlin, A. Aqueous Dispersions from Biodegradable/Renewable Polymers. In Proceedings of the TAPPI PLACE 2010 Conference, Albuquerque, NM, USA, 18–21 April 2010. [Google Scholar]
- Shen, J.; Fatehi, P.; Ni, Y. Biopolymers for surface engineering of paper-based products. Cellulose 2014, 21, 3145–3160. [Google Scholar] [CrossRef]
- Demendts, B.; Smet, D.d.; Uyttendaele, W.; Vanneste, M. Aqueous Dispersion of Thermoplastic Biopolymers. FR3073850A1, 5 March 2020. [Google Scholar]
- Aznar, M.; Vera, P.; Canellas, E.; Nerín, C.; Mercea, P.; Störmer, A. Composition of the adhesives used in food packaging multilayer materials and migration studies from packaging to food. J. Mater. Chem. 2011, 21, 4358. [Google Scholar] [CrossRef]
- Habenicht, G. Kleben: Leitfaden Für Die Praktische Anwendung Und Ausbildung; Vieweg+Teubner Verlag: Wiesbaden, Germany, 1995; ISBN 978-3-322-92872-6. [Google Scholar]
- Mueller, B.; Rath, W. Formulierung Von Kleb Und Dichtstoffen: Das Kompetente Lehrbuch Für Studium Und Praxis; Vincentz: Hannover, Germany, 2004; ISBN 978-3878707912. [Google Scholar]
- Petrie, E.M. Handbook of Adhesives and Sealants, 2nd ed.; McGraw-Hill: New York, NY, USA, 2007; ISBN 978-0071479165. [Google Scholar]
- De, S.K. Natural Rubber-Based Adhesives. In Handbook of Adhesive Technology, 2nd ed.; Pizzi, A., Mittal, K.L., Eds.; Marcel Dekker: New York, NY, USA, 2003; pp. 508–511. ISBN 0-8247-0986-1. [Google Scholar]
- Geddes, K. Polyvinyl and Ethylene–Vinyl Acetates. In Handbook of Adhesive Technology, 2nd ed.; Pizzi, A., Mittal, K.L., Eds.; Marcel Dekker: New York, NY, USA, 2003; pp. 712–722. ISBN 0-8247-0986-1. [Google Scholar]
- Harrington, W.F. Elastomeric Adhesives. In Handbook of Adhesive Technology, 2nd ed.; Pizzi, A., Mittal, K.L., Eds.; Marcel Dekker: New York, NY, USA, 2003; pp. 512–527. ISBN 0-8247-0986-1. [Google Scholar]
- Pizzi, A. Hot-Melt Adhesives. In Handbook of Adhesive Technology, 2nd ed.; Pizzi, A., Mittal, K.L., Eds.; Marcel Dekker: New York, NY, USA, 2003; pp. 730–736. ISBN 0-8247-0986-1. [Google Scholar]
- Lay, D.G.; Cranley, P. Polyurethane Adhesives. In Handbook of Adhesive Technology, 2nd ed.; Pizzi, A., Mittal, K.L., Eds.; Marcel Dekker: New York, NY, USA, 2003; pp. 688–711. ISBN 0-8247-0986-1. [Google Scholar]
- Damico, D.J. Reactive Acrylic Adhesives. In Handbook of Adhesive Technology, 2nd ed.; Pizzi, A., Mittal, K.L., Eds.; Marcel Dekker: New York, NY, USA, 2003; pp. 737–749. ISBN 0-8247-0986-1. [Google Scholar]
- Vendamme, R.; Schüwer, N.; Eevers, W. Recent synthetic approaches and emerging bio-inspired strategies for the development of sustainable pressure-sensitive adhesives derived from renewable building blocks. J. Appl. Polym. Sci. 2014, 131. [Google Scholar] [CrossRef]
- Emblem, A.; Hardwidge, M. Adhesives for packaging. In Packaging Technology: Fundamentals, Materials and Processes; Emblem, A., Emblem, H., Eds.; Elsevier: Amsterdam, The Netherlands, 2012; pp. 381–394. ISBN 9781845696658. [Google Scholar]
- Toenniessen, M. Packaging Materials: 10. Adhesives for Food Packaging Applications; ILSI Europe Report Series; ILSI: Washington, DC, USA, 2018. [Google Scholar]
- Shi, R.; Qu, Z.; Chen, G. Two-Component Solvent-Based Adhesive Composition. EP3935095A1, 21 December 2018. [Google Scholar]
- Abbas, Z. Bio-Based Polyurethane Adhesives: A Review. Master’s Thesis, Government College University, Faisalabad, Pakistan, 2020. [Google Scholar]
- Laferte, O.; Fouquay, S. Two-Component Lamination Adhesive of Renewable Origin. U.S. Patent 10,233,368, 5 November 2013. [Google Scholar]
- Ostlund, A.J.; Nelson, D.P.; Eklund, W.G. Adhesive Composition, Based on Polylactide Polyols. U.S. Patent 15,192,321, 24 June 2016. [Google Scholar]
- Sahoo, S.; Mohanty, S.; Nayak, S.K. Biobased polyurethane adhesive over petroleum based adhesive: Use of renewable resource. J. Macromol. Sci. Part A 2018, 55, 36–48. [Google Scholar] [CrossRef]
- Tenorio-Alfonso, A.; Sánchez, M.C.; Franco, J.M. A Review of the Sustainable Approaches in the Production of Bio-based Polyurethanes and Their Applications in the Adhesive Field. J. Polym. Environ. 2020, 28, 749–774. [Google Scholar] [CrossRef]
- Sawpan, M.A. Polyurethanes from vegetable oils and applications: A review. J. Polym. Res. 2018, 25, 184. [Google Scholar] [CrossRef]
- Kenion, G.B.; Mgaya, A.P.; Chang, Z.; Ramalingam, B. Laminating Adhesive Using Polyester from Transesterification of Polylactic Acid with Natural Oils. U.S. Patent 17,019,617, 28 February 2019. [Google Scholar]
- Desroches, M.; Escouvois, M.; Auvergne, R.; Caillol, S.; Boutevin, B. From Vegetable Oils to Polyurethanes: Synthetic Routes to Polyols and Main Industrial Products. Polym. Rev. 2012, 52, 38–79. [Google Scholar] [CrossRef]
- Eklund, W.G.; Ostlund, A.J.; Rippe, S.G.; Dai, X.J. Reactive Polyurethane Adhesive Composition, Polyurethane Prepolymer, and Flexible Laminates Including the Same. U.S. Patent 10,428,172, 18 April 2017. [Google Scholar]
- Heinrich, L.A. Future opportunities for bio-based adhesives–advantages beyond renewability. Green Chem. 2019, 21, 1866–1888. [Google Scholar] [CrossRef]
- Fernandes, G.R.; Pontel, C.E. Adhesive Composition for Flexible Lamination. U.S. Patent 17,326,919, 15 November 2019. [Google Scholar]
- Sanders, J.; Ehrig, M.; Halpaap, R.; Keller-Killewald, M.; Schymura, A.; Wastian, D. Method for Producing 1,5-Pentanediisocyanate in the Gas Phase. U.S. Patent 10,173,970, 24 March 2016. [Google Scholar]
- Bhausaheb, V.; Tawade; Shingte, R.D.; Kuhire, S.; Nilakshi, V.; Sadavarte; Garg, K.; Maher, D.M.; Ichake, A.; More, A.; et al. Bio-based di/ polyisocyanates for polyurethanes: An overview. Polyurethanes Today 2017, 11, 1202. [Google Scholar]
- Yan, J.W.; Hu, C.; Tong, L.H.; Lei, Z.X.; Lin, Q.-B. Migration test and safety assessment of polyurethane adhesives used for food-contact laminated films. Food Packag. Shelf Life 2020, 23, 100449. [Google Scholar] [CrossRef]
- Bartram, S. Migration of Polyurethane Adhesives Used in Flexible Food Packaging. Ph.D. Thesis, De Montfort University, Leicester, UK, 2000. [Google Scholar]
- Wendels, S.; Balahura, R.; Dinescu, S.; Ignat, S.; Costache, M.; Avérous, L. Influence of the Macromolecular architecture on the properties of biobased polyurethane tissue adhesives. Eur. Polym. J. 2022, 164, 110968. [Google Scholar] [CrossRef]
- Li, Y.; Wang, D.; Sun, X.S. Copolymers from epoxidized soybean oil and lactic acid oligomers for pressure-sensitive adhesives. RSC Adv. 2015, 5, 27256–27265. [Google Scholar] [CrossRef]
- Davis, L.D. The Pros and Cons of Protein Glue (Hide Glue) in Packaging. Available online: https://blog.lddavis.com/pros-and-cons-protein-glue-in-packaging (accessed on 4 February 2021).
- Cherkashina, A.; Rassokha, A.; Ryshchenko, I.; Komarova, O. Development and research of a label caseine adhesive for packaging the industrial and household products. EEJET 2020, 2, 56–66. [Google Scholar] [CrossRef]
- He, Z. Bio-Based Wood Adhesives: Preparation, Characterization, and Testing; He, Z., Southern Regional Research Center, USDA, Agricultural Regional Service, Eds.; CRC Press: Boca Raton, FL, USA, 2016; ISBN 9781498740746.
- Yuan, C.; Chen, M.; Luo, J.; Li, X.; Gao, Q.; Li, J. A novel water-based process produces eco-friendly bio-adhesive made from green cross-linked soybean soluble polysaccharide and soy protein. Carbohydr. Polym. 2017, 169, 417–425. [Google Scholar] [CrossRef]
- Zheng, P.; Li, Y.; Li, F.; Ou, Y.; Lin, Q.; Chen, N. Development of Defatted Soy Flour-Based Adhesives by Acid Hydrolysis of Carbohydrates. Polymers 2017, 9, 153. [Google Scholar] [CrossRef]
- Liu, D.; Chen, H.; Chang, P.R.; Wu, Q.; Li, K.; Guan, L. Biomimetic soy protein nanocomposites with calcium carbonate crystalline arrays for use as wood adhesive. Bioresour. Technol. 2010, 101, 6235–6241. [Google Scholar] [CrossRef]
- Gao, Z.; Wang, W.; Zhao, Z.; Guo, M. Novel whey protein-based aqueous polymer-isocyanate adhesive for glulam. J. Appl. Polym. Sci. 2011, 120, 220–225. [Google Scholar] [CrossRef]
- Xu, H.; Luo, J.; Gao, Q.; Zhang, S.; Li, J. Improved Water Resistance of Soybean Meal-based Adhesive with SDS and PAM. BioResources 2014, 9, 4667–4678. [Google Scholar] [CrossRef]
- Qi, G.; Sun, X.S. Soy Protein Adhesive Blends with Synthetic Latex on Wood Veneer. J. Am. Oil Chem. Soc. 2011, 88, 271–281. [Google Scholar] [CrossRef]
- Breyer, R.A.; Carey, R.H.; Sun, X.S.; Chen, E.-Z.; Rivers, J.D. Wood composites bonded with soy protein-modified urea-formaldehyde resin adhesive binder. U.S. Patent 11,402,817, 13 April 2006. [Google Scholar]
- Li, C.; Li, H.; Zhang, S.; Li, J. Preparation of Reinforced Soy Protein Adhesive Using Silane Coupling Agent as an Enhancer. BioResources 2014, 9, 5448–5460. [Google Scholar] [CrossRef]
- Cuesta-Garrote, N.; Escoto-Palacios, M.J.; Arán-Ais, F.; Orgilés-Barceló, C. Structural changes in the crosslinking process of a protein bioadhesive. Proc. IMechE 2014, 228, 115–124. [Google Scholar] [CrossRef]
- Liu, Y.; Li, K. Chemical Modification of Soy Protein for Wood Adhesives. Macromol. Rapid Commun. 2002, 23, 739–742. [Google Scholar] [CrossRef]
- Xu, C.; Xu, Y.; Chen, M.; Zhang, Y.; Li, J.; Gao, Q.; Shi, S.Q. Soy protein adhesive with bio-based epoxidized daidzein for high strength and mildew resistance. Chem. Eng. J. 2020, 390, 124622. [Google Scholar] [CrossRef]
- Cheng, H.N.; Dowd, M.K.; He, Z. Investigation of modified cottonseed protein adhesives for wood composites. Ind. Crop. Prod. 2013, 46, 399–403. [Google Scholar] [CrossRef]
- Nordqvist, P.; Johansson, E.; Khabbaz, F.; Malmström, E. Characterization of hydrolyzed or heat treated wheat gluten by SE-HPLC and 13C NMR: Correlation with wood bonding performance. Ind. Crop. Prod. 2013, 51, 51–61. [Google Scholar] [CrossRef]
- Park, S.K.; Bae, D.H.; Hettiarachchy, N.S. Protein concentrate and adhesives from meat and bone meal. J. Am. Oil Chem. Soc. 2000, 77, 1223–1227. [Google Scholar] [CrossRef]
- Renkema, J.M.S.; Gruppen, H.; van Vliet, T. Influence of pH and ionic strength on heat-induced formation and rheological properties of soy protein gels in relation to denaturation and their protein compositions. J. Agric. Food Chem. 2002, 50, 6064–6071. [Google Scholar] [CrossRef]
- Wang, D.; Sun, X.S.; Yang, G.; Wang, Y. Improved Water Resistance of Soy Protein Adhesive at Isoelectric Point. Trans. ASABE 2009, 52, 173–177. [Google Scholar] [CrossRef]
- Vendamme, R.; Olaerts, K.; Gomes, M.; Degens, M.; Shigematsu, T.; Eevers, W. Interplay between viscoelastic and chemical tunings in fatty-acid-based polyester adhesives: Engineering biomass toward functionalized step-growth polymers and soft networks. Biomacromolecules 2012, 13, 1933–1944. [Google Scholar] [CrossRef]
- Choi, W.Y.; Lee, C.M.; Park, H.J. Development of biodegradable hot-melt adhesive based on poly-ε-caprolactone and soy protein isolate for food packaging system. LWT Food Sci. Technol. 2006, 39, 591–597. [Google Scholar] [CrossRef]
- Athanassiou, A. Sustainable Food Packaging Technology, 1st ed.; Wiley-VCH: Weinheim, Germany, 2020; ISBN 9783527820061. [Google Scholar]
- Okamoto, M.; Oishi, Y.; Kato, M.; Fukunaga, M.; Miyajima, A.; Koyamoto, H. Paper Barrier Material. PCT/JP2017/035408, 29 September 2017. [Google Scholar]
- Assad, I.; Bhat, S.U.; Gani, A.; Shah, A. Protein based packaging of plant origin: Fabrication, properties, recent advances and future perspectives. Int. J. Biol. Macromol. 2020, 164, 707–716. [Google Scholar] [CrossRef] [PubMed]
- Farris, S.; Piergiovanni, L.; Ronchi, G.; Rocca, R.; Introzzi, L. Coatings from Natural Macromolecules, with Gas Barrier Properties Tailored in situ, and Related Preparation Method. WO2010089787A1, 12 August 2010. [Google Scholar]
- Kuiper, H.J.; Timmerman, J.H. Biodegradable and Compostable Food Packaging Unit from a Moulded Pulp Material, and Method for Manufacturing Such Food Packaging Unit. 20210163198, 3 June 2021. [Google Scholar]
- Kuiper, H.J.; Timmerman, J.H. Biodegradable and Compostable Food Packaging Unit from a Moulded or Fluff Pulp Material with a Laminated Multi-Layer, and Method For Manufacturing such Food Packaging Unit. WO2020017968A1, 23 January 2020. [Google Scholar]
- Pohl, J.; Kuehling, J.; Schlimbach, M.; Klein, W.; Luedtke, O.; Lamp, A. Method for Obtaining a Concentrated Protein Rich Phase from Residues of Bioethanol Production. DE102019004704A1, 7 January 2021. [Google Scholar]
- Lamp, A. Materials Designed for Nature: Novel Compostable Bioplastics from Agricultural Residues. Available online: https://www.traceless.eu/ (accessed on 5 November 2020).
- Zhang, R. Biodegradable Food Packaging Material and Preparation Method Thereof. U.S. Patent 4863655A, 5 September 1989. [Google Scholar]
- Tang, Y.; Xu, X. Environment-Friendly Biodegradable Food Package Box. CN111533957A, 14 August 2020. [Google Scholar]
- Li, C.; Li, H.; Zeng, M.; Xie, F.; Hu, S.; Zheng, Z. Multilayer Co-Extrusion Full-Degradable High-Barrier Packaging Film and Preparation Method Thereof. CN102785809A, 21 November 2012. [Google Scholar]
- Yin, Z. Multilayer Double-Color Environment-Friendly Bio-Based Plastic Packaging Container. CN113942746A, 18 January 2022. [Google Scholar]
- Dai, L.; Xi, X.; Wang, X.; Li, Z.; Ni, Y. Biodegradable Food Packaging Oil-Proof Paper and Preparation Method Thereof. US4863655A, 5 September 1989. [Google Scholar]
- Zhao, X.; Qiu, X.; Yang, L.; Lin, J.; Liu, M.; Chen, X.; Zhou, X. Hydrophobic Oil-Resistant Food Packaging Paper and Preparation Method Thereof. CN110792003B, 2 November 2021. [Google Scholar]
- Weng, Y.; Diao, X.; Huang, Z.; Zhan, M.; Jin, Y.; Hu, J. Biodegradable Multilayer Material with Adjustable Gas Transmission Rate And Preparation Method and Applications Thereof. CN104691067A, 3 April 2018. [Google Scholar]
- Spender, J.; Bilodeau, M.A.; Mikail, S. Biobased Barrier Coatings. WO2020056124A1, 19 March 2020. [Google Scholar]
- Mueller, G.D.; Dias, R.O.; Matos, E. Low CO2 Emission Polymer Compositions and Methods of Preparing Same. US20200079939A1, 12 March 2020. [Google Scholar]
- Eltabakh, M.; Kassab, H.; Badawy, W.; Abdin, M.; Abdelhady, S. Active Bio-composite Sodium Alginate/Maltodextrin Packaging Films for Food Containing Azolla pinnata Leaves Extract as Natural Antioxidant. J. Polym. Environ. 2022, 30, 1355–1365. [Google Scholar] [CrossRef]
- Pinto, L.; Bonifacio, M.A.; Giglio, E.d.; Santovito, E.; Cometa, S.; Bevilacqua, A.; Baruzzi, F. Biopolymer hybrid materials: Development, characterization, and food packaging applications. Food Packag. Shelf Life 2021, 28, 100676. [Google Scholar] [CrossRef]
- Pokharel, A.; Falua, K.J.; Babaei-Ghazvini, A.; Acharya, B. Biobased Polymer Composites: A Review. J. Compos. Sci. 2022, 6, 255. [Google Scholar] [CrossRef]
- Sciancalepore, C.; Togliatti, E.; Giubilini, A.; Pugliese, D.; Moroni, F.; Messori, M.; Milanese, D. Preparation and characterization of innovative poly(butylene adipate terephthalate)-based biocomposites for agri-food packaging application. J. Appl. Polym. Sci. 2022, 139, 52370. [Google Scholar] [CrossRef]
- Gioia, C.; Giacobazzi, G.; Vannini, M.; Totaro, G.; Sisti, L.; Colonna, M.; Marchese, P.; Celli, A. End of Life of Biodegradable Plastics: Composting versus Re/Upcycling. ChemSusChem 2021, 14, 4167–4175. [Google Scholar] [CrossRef]
- European Commission. A European Strategy for Plastics in a Circular Economy: COM/2018/28 final. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. Available online: https://eur-lex.europa.eu/resource.html?uri=cellar:2df5d1d2-fac7-11e7-b8f5-01aa75ed71a1.0001.02/DOC_1&format=PDF (accessed on 4 February 2021).
- Rujnić-Sokele, M.; Pilipović, A. Challenges and opportunities of biodegradable plastics: A mini review. Waste Manag. Res. 2017, 35, 132–140. [Google Scholar] [CrossRef] [PubMed]
- Dilkes-Hoffman, L.S.; Pratt, S.; Lant, P.A.; Laycock, B. The Role of Biodegradable Plastic in Solving Plastic Solid Waste Accumulation. In Plastics to Energy; Elsevier: Amsterdam, The Netherlands, 2019; pp. 469–505. ISBN 9780128131404. [Google Scholar]
- Alaerts, L.; Augustinus, M.; van Acker, K. Impact of Bio-Based Plastics on Current Recycling of Plastics. Sustainability 2018, 10, 1487. [Google Scholar] [CrossRef]
- Colwill, J.; Wright, E.I.; Clegg, A.J.; Rahimifard, S.; Thomas, N.; Haworth, B. Opportunities for bio-polymer resource conservation through closed loop recycling. In Proceedings of the Society of Plastics Engineers-Global Plastics Environmental Conference 2010 (GPEC 2010), Orlando, FL, USA, 16–20 May 2010; Society of Plastics Engineers Plastics Environmental Division. 2010; p. 7. [Google Scholar]
- Ragaert, K.; Delva, L.; van Geem, K. Mechanical and chemical recycling of solid plastic waste. Waste Manag. 2017, 69, 24–58. [Google Scholar] [CrossRef] [PubMed]
- Horodytska, O.; Valdés, F.J.; Fullana, A. Plastic flexible films waste management-A state of art review. Waste Manag. 2018, 77, 413–425. [Google Scholar] [CrossRef] [PubMed]
- Araujo-Andrade, C.; Bugnicourt, E.; Philippet, L.; Rodriguez-Turienzo, L.; Nettleton, D.; Hoffmann, L.; Schlummer, M. Review on the photonic techniques suitable for automatic monitoring of the composition of multi-materials wastes in view of their posterior recycling. Waste Manag. Res. 2021, 39, 631–651. [Google Scholar] [CrossRef] [PubMed]
- Chen, X.; Kroell, N.; Li, K.; Feil, A.; Pretz, T. Influences of bioplastic polylactic acid on near-infrared-based sorting of conventional plastic. Waste Manag. Res. 2021, 39, 1210–1213. [Google Scholar] [CrossRef] [PubMed]
- PRI Association. The Plastics Landscape: Regulations, Policies and the Six Principles. Available online: https://www.unpri.org/download?ac=9630 (accessed on 21 February 2021).
- ElMasry, G.; Sun, D.-W. Principles of Hyperspectral Imaging Technology. In Hyperspectral Imaging for Food Quality Analysis and Control; Elsevier: Amsterdam, The Netherlands, 2010; pp. 3–43. ISBN 9780123747532. [Google Scholar]
- Prieto, N.; Pawluczyk, O.; Dugan, M.E.R.; Aalhus, J.L. A Review of the Principles and Applications of Near-Infrared Spectroscopy to Characterize Meat, Fat, and Meat Products. Appl. Spectrosc. 2017, 71, 1403–1426. [Google Scholar] [CrossRef] [PubMed]
- Pasquini, C. Near Infrared Spectroscopy: Fundamentals, practical aspects and analytical applications. J. Braz. Chem. Soc. 2003, 14, 198–219. [Google Scholar] [CrossRef]
- Eisenreich, N.; Rohe, T. Infrared Spectroscopy in Analysis of Plastics Recycling. In Encyclopedia of Analytical Chemistry; Meyers, R.A., Ed.; John Wiley & Sons, Ltd.: Chichester, UK, 2006; ISBN 0471976709. [Google Scholar]
- Hollstein, F.; Wohllebe, M.; Arnaiz, S.; Manjón, D. Identification of bio-plastics by NIR-SWIR-Hyperspectral-Imaging. In OCM 2015-Optical Characterization of Materials-Conference Proceedings; Beyerer, J., Puente León, F., Längle, T., Eds.; KIT Scientific Publishing: Karlsruhe, Germany, 2015. [Google Scholar]
- Zhao, Q.; Chen, M. Characterization of Automobile Plastics by Principal Component Analysis and Near-Infrared Spectroscopy. Anal. Lett. 2015, 48, 301–307. [Google Scholar] [CrossRef]
- Rani, M.; Marchesi, C.; Federici, S.; Rovelli, G.; Alessandri, I.; Vassalini, I.; Ducoli, S.; Borgese, L.; Zacco, A.; Bilo, F.; et al. Miniaturized Near-Infrared (MicroNIR) Spectrometer in Plastic Waste Sorting. Materials 2019, 12, 2740. [Google Scholar] [CrossRef]
- Yan, H.; Siesler, H.W. Identification Performance of Different Types of Handheld Near-Infrared (NIR) Spectrometers for the Recycling of Polymer Commodities. Appl. Spectrosc. 2018, 72, 1362–1370. [Google Scholar] [CrossRef] [PubMed]
- Gundupalli, S.P.; Hait, S.; Thakur, A. A review on automated sorting of source-separated municipal solid waste for recycling. Waste Manag. 2017, 60, 56–74. [Google Scholar] [CrossRef] [PubMed]
- Masoumi, H.; Safavi, S.M.; Khani, Z. Identification And Classification Of Plastic Resins Using Near Infrared Reflectance Spectroscopy. Int. J. Mech. Ind. Eng. 2012, 6, 213–220. [Google Scholar] [CrossRef]
- Ulrici, A.; Serranti, S.; Ferrari, C.; Cesare, D.; Foca, G.; Bonifazi, G. Efficient chemometric strategies for PET–PLA discrimination in recycling plants using hyperspectral imaging. Chemom. Intell. Lab. Syst. 2013, 122, 31–39. [Google Scholar] [CrossRef]
- Vegas, I.; Broos, K.; Nielsen, P.; Lambertz, O.; Lisbona, A. Upgrading the quality of mixed recycled aggregates from construction and demolition waste by using near-infrared sorting technology. Constr. Build. Mater. 2015, 75, 121–128. [Google Scholar] [CrossRef]
- Ghasemzadeh-Barvarz, M.; Rodrigue, D.; Duchesne, C. Multivariate image analysis for inspection of multilayer films. Polym. Test. 2014, 40, 196–206. [Google Scholar] [CrossRef]
- Vázquez-Guardado, A.; Money, M.; McKinney, N.; Chanda, D. Multi-spectral infrared spectroscopy for robust plastic identification. Appl. Opt. 2015, 54, 7396–7405. [Google Scholar] [CrossRef]
- Zheng, Y.; Bai, J.; Xu, J.; Li, X.; Zhang, Y. A discrimination model in waste plastics sorting using NIR hyperspectral imaging system. Waste Manag. 2018, 72, 87–98. [Google Scholar] [CrossRef] [PubMed]
- Moroni, M.; Mei, A. Characterization and Separation of Traditional and Bio-Plastics by Hyperspectral Devices. Appl. Sci. 2020, 10, 2800. [Google Scholar] [CrossRef]
- Ignatyev, I.A.; Thielemans, W.; Vander Beke, B. Recycling of polymers: A review. ChemSusChem 2014, 7, 1579–1593. [Google Scholar] [CrossRef] [PubMed]
- Hatti-Kaul, R.; Nilsson, L.J.; Zhang, B.; Rehnberg, N.; Lundmark, S. Designing Biobased Recyclable Polymers for Plastics. Trends Biotechnol. 2020, 38, 50–67. [Google Scholar] [CrossRef]
- Schyns, Z.O.G.; Shaver, M.P. Mechanical Recycling of Packaging Plastics: A Review. Macromol. Rapid Commun. 2020, 42, e2000415. [Google Scholar] [CrossRef]
- Thiounn, T.; Smith, R.C. Advances and approaches for chemical recycling of plastic waste. J. Polym. Sci. 2020, 58, 1347–1364. [Google Scholar] [CrossRef]
- Solis, M.; Silveira, S. Technologies for chemical recycling of household plastics-A technical review and TRL assessment. Waste Manag. 2020, 105, 128–138. [Google Scholar] [CrossRef]
- Niaounakis, M. Recycling of biopolymers–The patent perspective. Eur. Polym. J. 2019, 114, 464–475. [Google Scholar] [CrossRef]
- Lamberti, F.M.; Román-Ramírez, L.A.; Wood, J. Recycling of Bioplastics: Routes and Benefits. J. Polym. Environ. 2020, 28, 2551–2571. [Google Scholar] [CrossRef]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Recycling and recovery routes of plastic solid waste (PSW): A review. Waste Manag. 2009, 29, 2625–2643. [Google Scholar] [CrossRef]
- Grigore, M. Methods of Recycling, Properties and Applications of Recycled Thermoplastic Polymers. Recycling 2017, 2, 24. [Google Scholar] [CrossRef]
- Payne, J.; McKeown, P.; Jones, M.D. A circular economy approach to plastic waste. Polym. Degrad. Stab. 2019, 165, 170–181. [Google Scholar] [CrossRef]
- Robertson, G. Recycling of Aseptic Beverage Cartons: A Review. Recycling 2021, 6, 20. [Google Scholar] [CrossRef]
- CEPI. Paper-Based Packaging Recyclability Guidelines: How to Specify and Design Paper-Based Packaging in A Way to Ensure High Quality Recycling by the Paper Industry. 2020. Available online: https://www.cepi.org/wp-content/uploads/2020/10/Cepi_recyclability-guidelines.pdf (accessed on 11 May 2022).
- CEPI. Harmonised European Laboratory Test Method to Produce Parameters Enabling the Assessment of the Recyclability of Paper and Board Products In Standard Paper and Board Recycling Mills: Short Title: Cepi Recyclability Laboratory Test Method. 2020. Available online: https://www.cepi.org/wp-content/uploads/2021/02/REC-21-002.pdf (accessed on 11 May 2022).
- Doshi, M.R.; Dyer, J.M. Packaging, Recycling and Printing: Paper Recycling Science and Technology. In Encyclopedia of Forest Sciences; Elsevier: Amsterdam, The Netherlands, 2004; pp. 667–678. ISBN 9780121451608. [Google Scholar]
- Riley, A. Paper and paperboard packaging. In Packaging Technology: Fundamentals, Materials and Processes; Emblem, A., Emblem, H., Eds.; Elsevier: Amsterdam, The Netherlands, 2012; pp. 178–239. ISBN 9781845696658. [Google Scholar]
- Lahme, V.; Daniel, R.; Marsh, P.; Molteno, S. Recycling of Multilayer Composite Packaging: The Beverage Carton: A Report on The Recycling Rates of Beverage Cartons in Germany, Spain, Sweden and the UK. 2020. Available online: https://zerowasteeurope.eu/library/recycling-of-multilayer-composite-packaging-the-beverage-carton (accessed on 11 May 2022).
- Pretz, T.; Pikhard, O. Beverage Carton Recycling: Final Report. 2010. Available online: https://docplayer.net/46359879-Final-report-beverage-carton-recycling.html (accessed on 11 May 2022).
- FKN. Recyclingfähigkeit Des Getränkekartons Steigt Auf Deutlich Über 90 Prozent; FKN: Huerth, Germany, 2021. [Google Scholar]
- Antonopoulos, I.; Faraca, G.; Tonini, D. Recycling of post-consumer plastic packaging waste in the EU: Recovery rates, material flows, and barriers. Waste Manag. 2021, 126, 694–705. [Google Scholar] [CrossRef] [PubMed]
- Beltrán, F.R.; Arrieta, M.P.; Moreno, E.; Gaspar, G.; Muneta, L.M.; Carrasco-Gallego, R.; Yáñez, S.; Hidalgo-Carvajal, D.; La Orden, M.U.d.; Martínez Urreaga, J. Evaluation of the Technical Viability of Distributed Mechanical Recycling of PLA 3D Printing Wastes. Polymers 2021, 13, 1247. [Google Scholar] [CrossRef]
- Cosate de Andrade, M.F.; Souza, P.M.S.; Cavalett, O.; Morales, A.R. Life Cycle Assessment of Poly(Lactic Acid) (PLA): Comparison Between Chemical Recycling, Mechanical Recycling and Composting. J. Polym. Environ. 2016, 24, 372–384. [Google Scholar] [CrossRef]
- Cosate de Andrade, M.F.; Fonseca, G.; Morales, A.R.; Mei, L.H.I. Mechanical recycling simulation of polylactide using a chain extender. Adv. Polym. Technol. 2018, 37, 2053–2060. [Google Scholar] [CrossRef]
- McKeown, P.; Jones, M.D. The Chemical Recycling of PLA: A Review. Sustain. Chem. 2020, 1, 1–22. [Google Scholar] [CrossRef]
- Piemonte, V.; Gironi, F. Kinetics of Hydrolytic Degradation of PLA. J. Polym. Environ. 2013, 21, 313–318. [Google Scholar] [CrossRef]
- Piemonte, V.; Sabatini, S.; Gironi, F. Chemical Recycling of PLA: A Great Opportunity Towards the Sustainable Development? J. Polym. Environ. 2013, 21, 640–647. [Google Scholar] [CrossRef]
- Bowmer, C.T.; Hooftman, R.N.; Hanstveit, A.O.; Venderbosch, P.; van der Hoeven, N. The ecotoxicity and the biodegradability of lactic acid, alkyl lactate esters and lactate salts. Chemosphere 1998, 37, 1317–1333. [Google Scholar] [CrossRef] [PubMed]
- Clercq, R.d.; Dusselier, M.; Poleunis, C.; Debecker, D.P.; Giebeler, L.; Oswald, S.; Makshina, E.; Sels, B.F. Titania-Silica Catalysts for Lactide Production from Renewable Alkyl Lactates: Structure–Activity Relations. ACS Catal. 2018, 8, 8130–8139. [Google Scholar] [CrossRef]
- Zhu, B.; Wang, D.; Wei, N. Enzyme discovery and engineering for sustainable plastic recycling. Trends Biotechnol. 2022, 40, 22–37. [Google Scholar] [CrossRef]
- Fan, Y.; Nishida, H.; Hoshihara, S.; Shirai, Y.; Tokiwa, Y.; Endo, T. Pyrolysis kinetics of poly(l-lactide) with carboxyl and calcium salt end structures. Polym. Degrad. Stab. 2003, 79, 547–562. [Google Scholar] [CrossRef]
- Sukkhum, S.; Tokuyama, S.; Kitpreechavanich, V. Poly(L-lactide)-degrading enzyme production by Actinomadura keratinilytica T16-1 in 3 L airlift bioreactor and its degradation ability for biological recycle. J. Microbiol. Biotechnol. 2012, 22, 92–99. [Google Scholar] [CrossRef]
- Shah, A.A.; Kato, S.; Shintani, N.; Kamini, N.R.; Nakajima-Kambe, T. Microbial degradation of aliphatic and aliphatic-aromatic co-polyesters. Appl. Microbiol. Biotechnol. 2014, 98, 3437–3447. [Google Scholar] [CrossRef] [PubMed]
- Hoshino, A.; Isono, Y. Degradation of aliphatic polyester films by commercially available lipases with special reference to rapid and complete degradation of poly(L-lactide) film by lipase PL derived from Alcaligenes sp. Biodegradation 2002, 13, 141–147. [Google Scholar] [CrossRef]
- Mueller, R. Mechanism of polyester degradation by enzymes. Polym. Prepr. 2007, 48. [Google Scholar]
- Lee, C.W.; Kimura, Y.; Chung, J.-D. Mechanism of enzymatic degradation of poly(butylene succinate). Macromol. Res. 2008, 16, 651–658. [Google Scholar] [CrossRef]
- Shi, K.; Su, T.; Wang, Z. Comparison of poly(butylene succinate) biodegradation by Fusarium solani cutinase and Candida antarctica lipase. Polym. Degrad. Stab. 2019, 164, 55–60. [Google Scholar] [CrossRef]
- Williams, D.F. Enzymic Hydrolysis of Polylactic Acid. Eng. Med. 1981, 10, 5–7. [Google Scholar] [CrossRef]
- Tokiwa, Y.; Calabia, B.P. Biodegradability and Biodegradation of Polyesters. J. Polym. Environ. 2007, 15, 259–267. [Google Scholar] [CrossRef]
- Kawai, F.; Nakadai, K.; Nishioka, E.; Nakajima, H.; Ohara, H.; Masaki, K.; Iefuji, H. Different enantioselectivity of two types of poly(lactic acid) depolymerases toward poly(l-lactic acid) and poly(d-lactic acid). Polym. Degrad. Stab. 2011, 96, 1342–1348. [Google Scholar] [CrossRef]
- Takahashi, Y.; Okajima, S.; Toshima, K.; Matsumura, S. Lipase-catalyzed transformation of poly(lactic acid) into cyclic oligomers. Macromol. Biosci. 2004, 4, 346–353. [Google Scholar] [CrossRef]
- Kaihara, S.; Osanai, Y.; Nishikawa, K.; Toshima, K.; Doi, Y.; Matsumura, S. Enzymatic transformation of bacterial polyhydroxyalkanoates into repolymerizable oligomers directed towards chemical recycling. Macromol. Biosci. 2005, 5, 644–652. [Google Scholar] [CrossRef]
- Youngpreda, A.; Panyachanakul, T.; Kitpreechavanich, V.; Sirisansaneeyakul, S.; Suksamrarn, S.; Tokuyama, S.; Krajangsang, S. Optimization of Poly(dl-Lactic Acid) Degradation and Evaluation of Biological Re-polymerization. J. Polym. Environ. 2017, 25, 1131–1139. [Google Scholar] [CrossRef]
- Soares, C.T.D.M.; Ek, M.; Östmark, E.; Gällstedt, M.; Karlsson, S. Recycling of multi-material multilayer plastic packaging: Current trends and future scenarios. Resour. Conserv. Recycl. 2022, 176, 105905. [Google Scholar] [CrossRef]
- Cinelli, P.; Schmid, M.; Bugnicourt, E.; Wildner, J.; Bazzichi, A.; Anguillesi, I.; Lazzeri, A. Whey protein layer applied on biodegradable packaging film to improve barrier properties while maintaining biodegradability. Polym. Degrad. Stab. 2014, 108, 151–157. [Google Scholar] [CrossRef]
- Gyekye, L. Biopac Launches New Compostable Green Cup. Available online: https://www.packagingnews.co.uk/news/biopac-launches-new-compostable-green-cup-28-02-2012 (accessed on 29 July 2022).
- Qureshi, W. Futamura Marks 85 Years of Twistwrapping Sweets. Available online: https://www.packagingnews.co.uk/news/retailers/futamura-marks-85-years-twistwrapping-sweets-06-12-2021 (accessed on 29 July 2022).
- Qureshi, W. Storopack Highlights Its Bio-Based En 13432 Certified Products. Available online: https://www.packagingnews.co.uk/news/environment/recycling/storopack-highlights-bio-based-en-13432-certified-products-05-09-2018 (accessed on 29 July 2022).
- Anonymous. Sant’Orsola Opts for NatureFlex for Bluberry Packs. Available online: https://www.packagingnews.co.uk/news/materials/santorsola-opts-natureflex-bluberry-packs-18-06-2021 (accessed on 29 July 2022).
- Carus, M. Stand der Diskussion um biologische Abbaubarkeit und speziell von Textilfasern; nova-Institut: Berlin, Germany, 2018. [Google Scholar]
- Cazaudehore, G.; Guyoneaud, R.; Evon, P.; Martin-Closas, L.; Pelacho, A.M.; Raynaud, C.; Monlau, F. Can anaerobic digestion be a suitable end-of-life scenario for biodegradable plastics? A critical review of the current situation, hurdles, and challenges. Biotechnol. Adv. 2022, 56, 107916. [Google Scholar] [CrossRef]
- Garrison, T.F.; Murawski, A.; Quirino, R.L. Bio-Based Polymers with Potential for Biodegradability. Polymers 2016, 8, 262. [Google Scholar] [CrossRef]
- Carbiolice. Start-Up Carbiolice Launches Evanesto®, The First Additive That Allows Plastics with a High Pla Content to Achieve Certification "OK Compost HOME" by TÜV AUSTRIA Group; nova-Institut: Berlin, Germany, 2020. [Google Scholar]
- Carbiolice. Carbiolice Announces the “OK Compost HOME” Certification of PLA* (Plantbased Plastic) Rigid Packaging Containing Evanesto®; nova-Institut: Berlin, Germany, 2021. [Google Scholar]
- Gaduan, A.N.; Singkronart, K.; Bell, C.; Tierney, E.; Burgstaller, C.; Lee, K.-Y. Mechanical Upcycling Immiscible Polyethylene Terephthalate-Polypropylene Blends with Carbon Fiber Reinforcement. ACS Appl. Polym. Mater. 2022, 4, 3294–3303. [Google Scholar] [CrossRef]
- Zhao, X.; Korey, M.; Li, K.; Copenhaver, K.; Tekinalp, H.; Celik, S.; Kalaitzidou, K.; Ruan, R.; Ragauskas, A.J.; Ozcan, S. Plastic waste upcycling toward a circular economy. Chemical Eng. J. 2022, 428, 131928. [Google Scholar] [CrossRef]
- Briassoulis, D.; Pikasi, A.; Hiskakis, M. Recirculation potential of post-consumer /industrial bio-based plastics through mechanical recycling-Techno-economic sustainability criteria and indicators. Polym. Degrad. Stab. 2021, 183, 109217. [Google Scholar] [CrossRef]
- Lung, H.-M.; Cheng, Y.-C.; Chang, Y.-H.; Huang, H.-W.; Yang, B.B.; Wang, C.-Y. Microbial decontamination of food by electron beam irradiation. Trends Food Sci. Technol. 2015, 44, 66–78. [Google Scholar] [CrossRef]
- Manas, D.; Ovsik, M.; Mizera, A.; Manas, M.; Hylova, L.; Bednarik, M.; Stanek, M. The Effect of Irradiation on Mechanical and Thermal Properties of Selected Types of Polymers. Polymers 2018, 10, 158. [Google Scholar] [CrossRef]
- Han, J.; Castell-Perez, M.E.; Moreira, R.G. The Influence of Electron Beam Irradiation on the Effectiveness of Trans-cinnamaldehyde-coated LDPE/Polyamide Films. J. Food Sci. 2006, 71, E245–E251. [Google Scholar] [CrossRef]
- Rajaee, E.; Jahani, Y.; Safarpour, M.A.; Vaseghi, M.R. Mechanical properties, surface chemistry, and barrier characteristics of electron beam irradiated-annealed LDPE/PA6/LDPE multi-layer films at N2. Polym. Adv. Technol. 2011, 22, 724–731. [Google Scholar] [CrossRef]
- Manas, D.; Manas, M.; Mizera, A.; Navratil, J.; Ovsik, M.; Tomanova, K.; Sehnalek, S. Use of Irradiated Polymers after Their Lifetime Period. Polymers 2018, 10, 641. [Google Scholar] [CrossRef] [PubMed]
- Manas, D.; Manas, M.; Mizera, A.; Stoklasek, P.; Navratil, J.; Sehnalek, S.; Drabek, P. The High Density Polyethylene Composite with Recycled Radiation Cross-Linked Filler of rHDPEx. Polymers 2018, 10, 1361. [Google Scholar] [CrossRef]
- Navratil, J.; Manas, M.; Mizera, A.; Bednarik, M.; Stanek, M.; Danek, M. Recycling of irradiated high-density polyethylene. Radiat. Phys. Chem. 2015, 106, 68–72. [Google Scholar] [CrossRef]
- Navratil, J.; Manas, M.; Stanek, M.; Manas, D.; Bednarik, M.; Mizera, A. Influence of Recycled Irradiated HDPE on Mechanical Behavior of LDPE/Hdpex Blends. AMR 2014, 1025–1026, 265–269. [Google Scholar]
- Cardoso, J.R.; Gabriel, L.; Geraldo, A.; Moura, E.D. Characteristics of Recycled and Electron Beam Irradiated High-Density Polyethylene Samples; IAEA: Sao Paulo, Brazil, 2015. [Google Scholar]
- Cardoso, J.R.; Geraldo, A.; de Moura, E. Recycled HDPE/Vulcanized EPDM Mixtures Obtained by Irradiation Processes. Poster Session, P-A2. In Proceedings of the International Conference on Applications of Radiation Science and Technology (ICARST), Vienna, Austria, 24–28 April 2017. [Google Scholar]
- Cardoso, J.R.; de Moura, E.; Geraldo, A. Electron Beam Irradiation Process Applied to Primary and Secondary Recycled High-Density Polyethylene. In Proceedings of the International Nuclear Atlantic Conference, Belo Horizonte, MG, Brazil, 22–27 October 2017. [Google Scholar]
- Satapathy, S.; Chattopadhyay, S.; Chakrabarty, K.K.; Nag, A.; Tiwari, K.N.; Tikku, V.K.; Nando, G.B. Studies on the effect of electron beam irradiation on waste polyethylene and its blends with virgin polyethylene. J. Appl. Polym. Sci. 2006, 101, 715–726. [Google Scholar] [CrossRef]
- IAEA. Radiation Processed Materials in Products from Polymers for Agricultural Applications: Iaea Tecdoc Series No. 1745; International Atomic Energy Agency: Vienna, Austria, 2014; ISBN 978-92-0106414-1. [Google Scholar]
- Kim, J.Y.; Kim, O.S.; Kim, S.H.; Jeon, H.Y. Effects of electron beam irradiation on poly(ethylene 2,6-naphthalate)/poly(ethylene terephthalate) blends. Polym. Eng. Sci. 2004, 44, 395–405. [Google Scholar] [CrossRef]
- Entezam, M.; Aghjeh, M.K.R.; Ghaffari, M. Electron beam irradiation induced compatibilization of immiscible polyethylene/ethylene vinyl acetate (PE/EVA) blends: Mechanical properties and morphology stability. Radiat. Phys. Chem. 2017, 131, 22–27. [Google Scholar] [CrossRef]
- Fuke, C.A.; Mahanwar, P.A. To Study the Effect of Electron Beam and Chemical Crosslink on Electrical Properties of PP:EPDM:LDPE Ternary Blends. J. Mater. Environ. Sci. 2020, 11, 389–395. [Google Scholar]
- Lazim, N.H.; Samat, N. Effects of Irradiated Recycled Polypropylene Compatibilizer on the Mechanical Properties of Microcrystalline Cellulose Reinforced Recycled Polypropylene Composites. Procedia Eng. 2017, 184, 538–543. [Google Scholar] [CrossRef]
- Lazim, N.H.; Samat, N. The influence of irradiated recycled polypropylene compatibilizer on the impact fracture behavior of recycled polypropylene/microcrystalline cellulose composites. Polym. Compos. 2019, 40, E24–E34. [Google Scholar] [CrossRef]
- Micro and Nano Fibrillar Composites (MFCs and NFCs) from Polymer Blends; Mishra, R.K., Thomas, S., Kalarikkal, N., Eds.; Woodhead Publishing: Duxford, UK, 2017; ISBN 9780081019924. [Google Scholar]
- Kmetty, Á.; Bárány, T.; Karger-Kocsis, J. Self-reinforced polymeric materials: A review. Prog. Polym. Sci. 2010, 35, 1288–1310. [Google Scholar] [CrossRef]
- Capiati, N.J.; Porter, R.S. The concept of one polymer composites modelled with high density polyethylene. J. Mater. Sci. 1975, 10, 1671–1677. [Google Scholar] [CrossRef]
- Karger-Kocsis, J.; Siengchin, S. Single-Polymer Composites: Concepts, Realization and Outlook: Review. KMUTNB IJAST 2014, 7, 1–9. [Google Scholar] [CrossRef]
- Jia, W. Polylactic Acid Fibre Reinforced Biodegradable Composites. Ph.D. Thesis, University of Manchester, Manchester, UK, 2015. [Google Scholar]
- Alcock, B.; Cabrera, N.O.; Barkoula, N.-M.; Loos, J.; Peijs, T. Interfacial properties of highly oriented coextruded polypropylene tapes for the creation of recyclable all-polypropylene composites. J. Appl. Polym. Sci. 2007, 104, 118–129. [Google Scholar] [CrossRef]
- Zhang, J.M.; Mousavi, Z.; Soykeabkaew, N.; Smith, P.; Nishino, T.; Peijs, T. All-aramid composites by partial fiber dissolution. ACS Appl. Mater. Interfaces 2010, 2, 919–926. [Google Scholar] [CrossRef]
- Zhang, J.M.; Peijs, T. Self-reinforced poly(ethylene terephthalate) composites by hot consolidation of Bi-component PET yarns. Compos. Part A Appl. Sci. Manuf. 2010, 41, 964–972. [Google Scholar] [CrossRef]
- Anonymous. Bio4Self Project Captures the 2019 Global Bioplastics Award. Available online: https://www.bioplasticsmagazine.com/en/news/meldungen/20191203-Bio4Self-project-captures-the-2019-Global-Bioplastics-Award.php (accessed on 26 August 2022).
- Evstatiev, M.; Fakirov, S. Microfibrillar reinforcement of polymer blends. Polymer 1992, 33, 877–880. [Google Scholar] [CrossRef]
- Evstatiev, M.; Fakirov, S.; Friedrich, K. Effect of blend composition on the morphology and mechanical properties of microfibrillar composites. Appl. Compos. Mater. 1995, 2, 93–106. [Google Scholar] [CrossRef]
- Evstatiev, M.; Nicolov, N.; Fakirov, S. Morphology of microfibrillar reinforced composites PET/PA 6 blend. Polymer 1996, 37, 4455–4463. [Google Scholar] [CrossRef]
- Fakirov, S.; Evstatiev, M.; Schultz, J.M. Microfibrillar reinforced composite from drawn poly(ethylene terephthalate)/nylon-6 blend. Polymer 1993, 34, 4669–4679. [Google Scholar] [CrossRef]
- Fakirov, S. The Concept of Micro- or Nanofibrils Reinforced Polymer-Polymer Composites. In Synthetic Polymer-Polymer Composites; Bhattacharyya, D., Fakirov, S., Eds.; Carl Hanser Verlag GmbH & Co. KG: München, Germany, 2012; pp. 351–400. ISBN 978-1-56990-510-4. [Google Scholar]
- Fuchs, C.; Bhattacharyya, D.; Fakirov, S. Microfibril reinforced polymer–polymer composites: Application of Tsai-Hill equation to PP/PET composites. Compos. Sci. Technol. 2006, 66, 3161–3171. [Google Scholar] [CrossRef]
- Shields, R.J.; Bhattacharyya, D.; Fakirov, S. Fibrillar polymer–polymer composites: Morphology, properties and applications. J. Mater. Sci. 2008, 43, 6758–6770. [Google Scholar] [CrossRef]
- Li, Z.-M.; Yang, W.; Xie, B.-H.; Shen, K.-Z.; Huang, R.; Yang, M.-B. Morphology and Tensile Strength Prediction of in situ Microfibrillar Poly(ethylene terephthalate)/Polyethylene Blends Fabricated via Slit-Die Extrusion-Hot Stretching-Quenching. Macromol. Mater. Eng. 2004, 289, 349–354. [Google Scholar] [CrossRef]
- Friedrich, K. Microfibrillar reinforced composites from PET/PP blends: Processing, morphology and mechanical properties. Compos. Sci. Technol. 2005, 65, 107–116. [Google Scholar] [CrossRef]
- Kuzmanović, M.; Delva, L.; Cardon, L.; Ragaert, K. The Effect of Injection Molding Temperature on the Morphology and Mechanical Properties of PP/PET Blends and Microfibrillar Composites. Polymers 2016, 8, 355. [Google Scholar] [CrossRef] [PubMed]
- Kuzmanović, M.; Delva, L.; Cardon, L.; Ragaert, K. Relationship between the Processing, Structure, and Properties of Microfibrillar Composites. Adv. Mater. 2020, 32, e2003938. [Google Scholar] [CrossRef] [PubMed]
- Evstatiev, M.; Fakirov, S.; Krasteva, B.; Friedrich, K.; Covas, J.A.; Cunha, A.M. Recycling of poly(ethylene terephthalate) as polymer-polymer composites. Polym. Eng. Sci. 2002, 42, 826–835. [Google Scholar] [CrossRef]
- Lei, Y.; Wu, Q.; Clemons, C.M.; Guo, W. Phase structure and properties of poly(ethylene terephthalate)/high-density polyethylene based on recycled materials. J. Appl. Polym. Sci. 2009, 113, 1710–1719. [Google Scholar] [CrossRef]
- Lei, Y.; Wu, Q.; Zhang, Q. Morphology and properties of microfibrillar composites based on recycled poly (ethylene terephthalate) and high density polyethylene. Compos. Part A Appl. Sci. Manuf. 2009, 40, 904–912. [Google Scholar] [CrossRef]
- Jiang, C.-H.; Xu, X.-B.; Li, Z.-M. Application of In Situ Microfibrillization to Recycling Ultraviolet-Aged Poly(Ethylene Terephthalate) (PET) and High Density Polyethylene (HDPE). J. Macromol. Sci. Part B 2007, 47, 10–25. [Google Scholar] [CrossRef]
- Jiang, C.-H.; Zhong, G.-J.; Li, Z.-M. Recyclability of In Situ Microfibrillar Poly(ethylene terephthalate)/High-Density Polyethylene Blends. Macromol. Mater. Eng. 2007, 292, 362–372. [Google Scholar] [CrossRef]
- Kuzmanović, M.; Delva, L.; Cardon, L.; Ragaert, K. The Feasibility of Using the MFC Concept to Upcycle Mixed Recycled Plastics. Sustainability 2021, 13, 689. [Google Scholar] [CrossRef]
- European Commission. Innovating for Sustainable Growth: A Bioeconomy for Europe; European Union: Brussels, Belgium, 2012; ISBN 978-92-79-25376-8. [Google Scholar]
- Salwa, H.N.; Sapuan, S.M.; Mastura, M.T.; Zuhri, M.; Ilyas, R.A. Life Cycle Assessment of Bio-Based Packaging Products. In Bio-Based Packaging; Sapuan, S.M., Ilyas, R.A., Eds.; Wiley: Oxford, UK, 2021; pp. 381–411. ISBN 9781119381228. [Google Scholar]
- Hasenheit, M.; Gerdes, H.; Kiresiewa, Z.; Beekman, V. Summary Report on The Social, Economic and Environmental Impacts of The Bioeconomy. 2016. Available online: https://www.bio-step.eu/fileadmin/BioSTEP/Bio_documents/BioSTEP_D2.2_Impacts_of_the_bioeconomy.pdf (accessed on 29 August 2022).
- Bishop, G.; Styles, D.; Lens, P.N. Environmental performance comparison of bioplastics and petrochemical plastics: A review of life cycle assessment (LCA) methodological decisions. Resour. Conserv. Recycl. 2021, 168, 105451. [Google Scholar] [CrossRef]
- Spierling, S.; Knüpffer, E.; Behnsen, H.; Mudersbach, M.; Krieg, H.; Springer, S.; Albrecht, S.; Herrmann, C.; Endres, H.-J. Bio-based plastics-A review of environmental, social and economic impact assessments. J. Clean. Prod. 2018, 185, 476–491. [Google Scholar] [CrossRef]
- Mendes, A.C.; Pedersen, G.A. Perspectives on sustainable food packaging: Is bio-based plastics a solution? Trends Food Sci. Technol. 2021, 112, 839–846. [Google Scholar] [CrossRef]
- Molina-Besch, K. Use phase and end-of-life modeling of biobased biodegradable plastics in life cycle assessment: A review. Clean Technol. Environ. Policy 2022, 24, 3253–3272. [Google Scholar] [CrossRef]
- SAT-BBE Consortium. Tools for Evaluating and Monitoring the EU Bioeconomy: Indicators. 2013. Available online: https://www.wecr.wur.nl/SATBBE_Publications/SAT-BBE%20-%20WP2%20-%20Deliverable%202.2_FINAL_20140116.pdf (accessed on 2 September 2022).
- Reinales, D.; Zambrana-Vasquez, D.; Saez-De-Guinoa, A. Social Life Cycle Assessment of Product Value Chains Under a Circular Economy Approach: A Case Study in the Plastic Packaging Sector. Sustainability 2020, 12, 6671. [Google Scholar] [CrossRef]
- Syberg, K.; Hansen, S.F.; Christensen, T.B.; Khan, F.R. Risk Perception of Plastic Pollution: Importance of Stakeholder Involvement and Citizen Science. In Freshwater Microplastics; Wagner, M., Lambert, S., Eds.; Springer International Publishing: Cham, Switzerland, 2018; pp. 203–221. ISBN 978-3-319-61614-8. [Google Scholar]
- Directive (EU) 2018/852 of the European Parliament and of the Council of 30 May 2018 Amending Directive 94/62/EC on Packaging and Packaging Waste: Directive (EU) 2018/852; European Environment Agency: Copenhagen, Denmark, 2018.
- OECD. A Chemicals Perspective on Designing with Sustainable Plastics; OECD Publishing: Paris, France, 2021; ISBN 9789264683754. [Google Scholar]
- OECD. OECD Guidelines for the Testing of Chemicals, Section 4: Human Health; Organisation for Economic Cooperation and Development (OECD): Paris, France, 2022. [Google Scholar]
- Leal Filho, W.; Saari, U.; Fedoruk, M.; Iital, A.; Moora, H.; Klöga, M.; Voronova, V. An overview of the problems posed by plastic products and the role of extended producer responsibility in Europe. J. Clean. Prod. 2019, 214, 550–558. [Google Scholar] [CrossRef]
- Schnurr, R.E.J.; Alboiu, V.; Chaudhary, M.; Corbett, R.A.; Quanz, M.E.; Sankar, K.; Srain, H.S.; Thavarajah, V.; Xanthos, D.; Walker, T.R. Reducing marine pollution from single-use plastics (SUPs): A review. Mar. Pollut. Bull. 2018, 137, 157–171. [Google Scholar] [CrossRef]
- Li, W.C.; Tse, H.F.; Fok, L. Plastic waste in the marine environment: A review of sources, occurrence and effects. Sci. Total Environ. 2016, 566-567, 333–349. [Google Scholar] [CrossRef]
- Proshad, R.; Kormoker, T.; Islam, M.S.; Haque, M.A.; Rahman, M.M.; Mithu, M.M.R. Toxic effects of plastic on human health and environment: A consequences of health risk assessment in Bangladesh. IJH 2017, 6, 1. [Google Scholar] [CrossRef]
- Wong, J.K.H.; Lee, K.K.; Tang, K.H.D.; Yap, P.-S. Microplastics in the freshwater and terrestrial environments: Prevalence, fates, impacts and sustainable solutions. Sci. Total Environ. 2020, 719, 137512. [Google Scholar] [CrossRef]
- Bonanno, G.; Orlando-Bonaca, M. Ten inconvenient questions about plastics in the sea. Environ. Sci. Policy 2018, 85, 146–154. [Google Scholar] [CrossRef]
- McNicholas, G.; Cotton, M. Stakeholder perceptions of marine plastic waste management in the United Kingdom. Ecol. Econ. 2019, 163, 77–87. [Google Scholar] [CrossRef]
- Ernstoff, A.; Niero, M.; Muncke, J.; Trier, X.; Rosenbaum, R.K.; Hauschild, M.; Fantke, P. Challenges of including human exposure to chemicals in food packaging as a new exposure pathway in life cycle impact assessment. Int. J. Life Cycle Assess. 2019, 24, 543–552. [Google Scholar] [CrossRef]
- Muncke, J.; Andersson, A.-M.; Backhaus, T.; Boucher, J.M.; Carney Almroth, B.; Castillo Castillo, A.; Chevrier, J.; Demeneix, B.A.; Emmanuel, J.A.; Fini, J.-B.; et al. Impacts of food contact chemicals on human health: A consensus statement. Environ. Health 2020, 19, 25. [Google Scholar] [CrossRef] [PubMed]
- European Commission. Food Contact Materials; Publications Office: Luxembourg, 2015; ISBN 978-92-79-51872-0.
- European Commission. Single Market Act II Together for New Growth: COM/2012/0573 Final. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/HTML/?uri=CELEX:52012DC0573&from=EN (accessed on 3 August 2022).
- European Commission. Single Market Act Twelve Levers to Boost Growth and Strengthen Confidence “Working Together to Create New Growth”: COM/2011/206 final. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/HTML/?uri=CELEX:52011DC0206&from=EN (accessed on 3 August 2022).
- Regulation (EC) No 1935/2004 of the European Parliament and of the Council of 27 October 2004 on Materials and Articles Intended to Come Into Contact with Food and Repealing Directives 80/590/EEC and 89/109/EEC: Regulation (EC) No 1935/2004, 2004; Official Journal Of The European Union: Aberdeen, UK, 2004.
- Commission Regulation (EC) No 10/2011 of 14 January 2011 on Plastic Materials and Articles Intended to Come into Contact with Food: Commission Regulation (EC) No 10/2011, 2011; Official Journal of The European Union: Aberdeen, UK, 2011.
- Commission Regulation (EC) No 2023/2006 of 22 December 2006 on Good Manufacturing Practice For Materials And Articles Intended to Come into Contact with Food: Commission Regulation (EC) No 2023/2006; Official Journal of the European Union: Aberdeen, UK, 2006.
- Regulation (EC) No 1223/2009 of the European Parliament and of the Council of 30 November 2009 on Cosmetic Products: Regulation (EC) No 1223/2009, 2009; Official Journal of the European Union: Aberdeen, UK, 2009.
- Research and Markets. Bioplastics Packaging Market-Growth, Trends, and Forecast (2020–2025). Available online: https://www.researchandmarkets.com/reports/4774979/bioplastics-packaging-market-growth-trends#rela3-5133935 (accessed on 4 February 2021).
- Detzel, A.; Bodrogi, F.; Kauertz, B.; Bick, C.; Welle, F.; Schmid, M.; Schmitz, K.; Müller, K.; Käb, H. Biobasierte Kunststoffe als Verpackung von Lebensmitteln; IFUE: Heidelberg, Freising, Germany, 2018; Available online: https://www.ifeu.de/fileadmin/uploads/Endbericht-Bio-LVp_20180612.pdf (accessed on 26 February 2021).
- Nilsen-Nygaard, J.; Fernández, E.N.; Radusin, T.; Rotabakk, B.T.; Sarfraz, J.; Sharmin, N.; Sivertsvik, M.; Sone, I.; Pettersen, M.K. Current status of biobased and biodegradable food packaging materials: Impact on food quality and effect of innovative processing technologies. Compr. Rev. Food Sci. Food Saf. 2021, 20, 1333–1380. [Google Scholar] [CrossRef]
- Qureshi, W. Dow and UPM Partner to Produce Plastics Made with Renewable Feedstock. Available online: https://www.packagingnews.co.uk/top-story/dow-upm-partner-produce-plastics-made-renewable-feedstock-25-09-2019 (accessed on 8 August 2022).
- Sherrard, A. Paulig Testing Wood-Based Laminate in Coffee Packaging. Available online: https://bioenergyinternational.com/paulig-testing-wood-based-laminate-in-coffee-packaging/ (accessed on 8 August 2022).
- Anonymous. UPM Raflatac Launches UPM Raflatac Forest Film PE™. Available online: https://en.newspackaging.es/upm-raflatac-launches-upm-raflatac-forest-film-pe/ (accessed on 8 August 2022).
- Lingle, R. Compostable Snacks Packaging Snags Bioplastic Award for Danimer Scientific, PepsiCo. Available online: https://www.plasticstoday.com/packaging/compostable-snacks-packaging-snags-bioplastic-award-danimer-scientific-pepsico (accessed on 8 February 2021).
- Markets and Markets. Polyhydroxyalkanoate (PHA) Market. Available online: https://www.marketsandmarkets.com/Market-Reports/pha-market-395.html (accessed on 9 February 2021).
- Wolf, J. PepsiCo Partners up for a Recyclable Paper Bottle. Available online: https://sustainablereview.com/pepsico-paper-bottles/ (accessed on 8 February 2021).
- Bio-Based News. Avantium Joins the Paper Bottle Project; Avantium: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Garvey, J. 360 Paper Water Bottle Offers Renewable Alternative to Plastic. Available online: https://newatlas.com/360-paper-water-bottle/11927/ (accessed on 3 August 2022).
- O’Brien, J. Focused On Innovative, Sustainable Fiber-Based Packaging Solutions. PaperAge 2021, 137. Available online: https://www.paperage.com/issues/January_april/PaperAge_JanuaryApril2021.pdf (accessed on 24 August 2022).
- O’Brien, J. Riding the Wave of Sustainable Paperboard. PaperAge 2020, 136. Available online: https://www.paperage.com/issues/may_june2020/PaperAge_MayJune2020.pdf (accessed on 24 August 2022).
- Two Sides. European Packaging Preferences 2020: A European Study of Consumer Preferences, Perceptions, and Attitudes Towards Packaging. 2020. Available online: https://www.twosides.info/documents/research/2020/packaging/European-Packaging-Preferences-2020_EN.pdf (accessed on 8 February 2021).
- Biernat; Pomesano, S. BASF und Fabbri Group Entwickeln Zertifiziert Kompostierbare Frischhaltefolie Für Lebensmittelverpackungen; BASF: Mannheim, Germany, 2020. [Google Scholar]
- Bechlarz, D. Illig Und Südpack Kooperieren Bei Biobasierten Verpackungen. Plastikverarbeiter [Online], 23 July 2021. Available online: https://www.plastverarbeiter.de/verarbeitungsverfahren/illig-und-suedpack-kooperieren-bei-biobasierten-verpackungen-126.html (accessed on 8 August 2022).
- Domaske, A. Method for Producing a Milk Protein Based Plastic Material (mp Based Plastic Material). PCT/EP2012/072423, 12 November 2012. [Google Scholar]
- Qnature, U.G. QMILK Jahresrückblick: Textilfasern und Biokunststoffe für Alltagsgegenstände und Verpackungen: Ein Jahr Voller Highlights für Wertschöpfungen aus Non-Food-Milch. Available online: https://renewable-carbon.eu/news/qmilk-jahresrueckblick-textilfasern-und-biokunststoffe-fuer-alltagsgegenstaende-und-verpackungen/ (accessed on 3 February 2023).
- Reynolds, M. Meal Kit Brand Tests ‘World’s First’ Edible, Dissolvable Flexible Film Made from Pea Protein. Available online: https://www.packworld.com/news/sustainability/article/21796972/worlds-first-edible-dissolvable-packaging-made-from-pea-protein (accessed on 2 February 2023).
- Faust, S.; Foerster, J.; Lindner, M.; Schmid, M. Effect of glycerol and sorbitol on the mechanical and barrier properties of films based on pea protein isolate produced by high-moisture extrusion processing. Polym. Eng. Sci. 2022, 62, 95–102. [Google Scholar] [CrossRef]
- Choi, W.-S.; Han, J.H. Physical and Mechanical Properties of Pea-Protein-based Edible Films. J. Food Sci. 2001, 66, 319–322. [Google Scholar] [CrossRef]
- Anonymous. BASF, SABIC and SÜDPACK Use Plastic Waste for New Organic Sausage Pack. Available online: https://packagingeurope.com/features/basf-sabic-and-sudpack-use-plastic-waste-for-new-organic-sausage-pack/463.article (accessed on 8 August 2022).
- Harmsen, P.; Bos, H. Textiles for Circular Fashion: Part 1: Fibre Resources and Recycling Options; Wageningen Food & Biobased Research: Wageningen, The Netherlands, 2020. [Google Scholar]
- Smith, P. Distribution of the Leading Fibers Used in Clothing Purchased New in the European Union (EU) in 2015, by Fiber Type. Available online: https://www.statista.com/statistics/819822/share-of-main-fibers-used-in-clothing-textiles-european-union-eu/ (accessed on 25 April 2022).
- McCarthy, B.J. An overview of the technical textiles sector. In Handbook of Technical Textiles; Elsevier: Amsterdam, The Netherlands, 2016; pp. 1–20. ISBN 9781782424581. [Google Scholar]
- Harmsen, P.; Scheffer, M.; Bos, H. Textiles for Circular Fashion: The Logic behind Recycling Options. Sustainability 2021, 13, 9714. [Google Scholar] [CrossRef]
- EDANA. Sustainability Report: 5th Edition. 2019. Available online: https://www.edana.org/docs/default-source/sustainability/sustainability-report.pdf?sfvrsn=4a926b0_18 (accessed on 27 April 2022).
- EDANA. 2019 European Nonwovens Production and Deliveries. 2020. Available online: https://www.edana.org/about-us/news/2019-edana-nonwoven-statistics-released (accessed on 11 February 2021).
- Aldas, M.; Pavon, C.; de La Rosa-Ramírez, H.; Ferri, J.M.; Bertomeu, D.; Samper, M.D.; López-Martínez, J. The Impact of Biodegradable Plastics in the Properties of Recycled Polyethylene Terephthalate. J. Polym. Environ. 2021, 29, 2686–2700. [Google Scholar] [CrossRef]
- Samper, M.D.; Bertomeu, D.; Arrieta, M.P.; Ferri, J.M.; López-Martínez, J. Interference of Biodegradable Plastics in the Polypropylene Recycling Process. Materials 2018, 11, 1886. [Google Scholar] [CrossRef]
- Thoden van Velzen, E.U.; Chu, S.; Molenveld, K.; Jašo, V. Effect of poly lactic acid trays on the optical and thermal properties of recycled poly (ethylene terephthalate). Packag. Technol. Sci. 2022, 35, 351–360. [Google Scholar] [CrossRef]
- TU Chemnitz. Abschlussbericht Zum Verbundvorhaben: Nachhaltige Verwertungsstrategien Für Produkte Und Abfälle Aus Biobasierten Kunststoffen; Teilvorhaben 1.2: Biobasierte Kunststoffe im Post-Consumer-Recyclingstrom (BioRec). 2017. Available online: https://www.fnr.de/index.php?id=11150&fkz=22019212 (accessed on 19 April 2022).
- Schiller, D.; Amrhein, U.; Ehrlinspiel, M.; Jacob, A.M.; Endres, H.-J.; Wilts, H. Treasure Hunt: Faults and Flaws of the Recycling Market; Polyproblem Report. 2020. Available online: https://widersense.org/content/uploads/2021/01/polyproblem-report-treasure-hunt.pdf?x88725 (accessed on 5 February 2021).
- Anonymous. Minimizing Footprint with Use of Pcr Material; SIBO Group: Škofja Loka, Slovenia, 2021. [Google Scholar]
- Anonymous. Cosnova Implements Post-Consumer Recycled Material in Packaging for Its Decorative Cosmetics for the First Time. Available online: https://www.interpack.com/en/Discover/Tightly_Packed_Magazine/COSMETICS_PACKAGING/News/cosnova_implements_post-consumer_recycled_material_in_packaging_for_its_decorative_cosmetics_for_the_first_time (accessed on 12 August 2022).
- Anonymous. First Cosmetics Packaging on the Market Made of 100% Recycled Materials. Recycl. News Mag. Plast. Recycl. Circ. Econ. 2019, 2, 24–27. [Google Scholar]
- Anonymous. Food Packaging Made with up to 100% PCR-HDPE. Recycl. News Mag. Plast. Recycl. Circ. Econ. 2019, 2, 4–5. [Google Scholar]
- Mordor Intelligence. Bioplastics Market–Growth, Trends, COVID-19 Impact, and Forecasts (2021–2026). Available online: https://www.mordorintelligence.com/industry-reports/bioplastics-market (accessed on 4 February 2021).
- Doehler, N.; Wellenreuther, C.; Wolf, A. Market Dynamics of Biodegradable Bio-Based Plastics: Projections and Linkages to European Policies: HWWI Research Paper, No. 193; HWWI: Hamburg, Germany, 2020. [Google Scholar]
- OECD. The Impact of Coronavirus (COVID-19) and the Global Oil Price Shock on the Fiscal Position of Oil-Exporting Developing Countries. Available online: https://www.oecd.org/coronavirus/policy-responses/the-impact-of-coronavirus-covid-19-and-the-global-oil-price-shock-on-the-fiscal-position-of-oil-exporting-developing-countries-8bafbd95 (accessed on 4 February 2021).
- United Nations. COVID-19 Likely to Shrink Global GDP by Almost One Per Cent in 2020. Available online: https://www.un.org/pt/desa/covid-19-likely-shrink-global-gdp-almost-one-cent-2020#:~:text=The%20global%20economy%20could%20shrink,consumer%20spending%2C%20according%20to%20a (accessed on 4 February 2021).
- European Commission. Recovery Plan for Europe. Available online: https://ec.europa.eu/info/strategy/recovery-plan-europe_en (accessed on 4 February 2021).
- Singh, R. The New Normal for Bioplastics Amid the COVID-19 Pandemic. Ind. Biotechnol. 2020, 16, 215–217. [Google Scholar] [CrossRef]
- European Bioplastics. Market Drivers and Development. Available online: https://www.european-bioplastics.org/market/market-drivers/ (accessed on 4 February 2021).
- Debergh, P.; Bilsen, V.; van de Velde, E. Jobs and Growth Generated by Industrial Biotechnology in Europe. 2016. Available online: https://edepot.wur.nl/392243 (accessed on 28 April 2022).
- European Bioplastics; Nova Institute. Global Production Capacities of Bioplastics in 2021 (by Region). Available online: https://www.european-bioplastics.org/wp-content/uploads/2021/11/Global_Prod_Capacity2021_map.jpg (accessed on 10 August 2022).
- European Bioplastics; Nova Institute. Global Production Capacities of Bioplastics in 2026 (by Region). Available online: https://www.european-bioplastics.org/wp-content/uploads/2021/11/Global_Prod_Capacity2026_map.jpg (accessed on 10 August 2022).
- Van den Oever, M.; Molenveld, K.; van der Zee, M.; Bos, H. Bio-Based and Biodegradable Plastics: Facts and Figures: Focus on Food Packaging in The Netherlands; Wageningen Food & Biobased Research: Wageningen, The Netherlands, 2017. [Google Scholar]
- Hann, S.; Scholes, R.; Molteno, S.; Hilton, M.; Favoino, E.; Geest Jakobsen, L. Relevance of Biodegradable and Compostable Consumer Plastic Products and Packaging in A Circular Economy; Publications Office of the European Union: Luxembourg, 2020; ISBN 978-92-76-17851-4.
- Daystar, J.; Handfield, R.B.; Pascual-Gonzalez, J.; McConnel, E.; Golden, J.S. An Economic Impact Analysis of the U.S. Biobased Products Industry: 2019 Update. Volume IV. A Joint Publication of the Supply Chain Resource Cooperative at North Carolina State University and the College of Engineering and Technology at East Carolina University. Ind. Biotechnol. 2021, 17, 259–270. [Google Scholar]
- Anonymous. Bioplastics. Available online: https://www.boi.go.th/upload/content/BioplasticsBrochure.pdf (accessed on 22 August 2022).
- European Commission. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. In Closing the Loop-An EU Action Plan for the Circular Economy; European Environment Agency: Copenhagen, Denmark, 2015. [Google Scholar]
- European Commission. A new Circular Economy Action PlanFor a cleaner and more competitive Europe: COM/2020/98 final. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/PDF/?uri=CELEX:52020DC0098&from=EN (accessed on 4 February 2021).
- European Commission. Roadmap to a Resource Efficient Europe: COM/2011/0571 final. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/HTML/?uri=CELEX:52011DC0571&from=EN (accessed on 4 February 2021).
- European Commission. European Commission’s Bioeconomy Strategy: Why the EU Supports Bioeconomy Research and Innovation. Available online: https://ec.europa.eu/info/research-and-innovation/research-area/bioeconomy_en (accessed on 4 February 2021).
- Directive (EU) 2018/851 of the European Parliament and of the Council of 30 May 2018 Amending Directive 2008/98/EC on Waste; Official Journal of the European Union: Aberdeen, UK, 2018.
- European Parliament and Council. Directive 2008/98/EC of the European Parliament and of the Council of 19 November 2008 on Waste and Repealing Certain Directives (Waste Framework Directive). Available online: https://ec.europa.eu/environment/waste/framework/ (accessed on 4 February 2021).
- Directive (EU) 2019/904 of the European Parliament and of the Council of 5 June 2019 on the Reduction of the Impact of Certain Plastic Products on the Environment; Official Journal of the European Union: Aberdeen, UK, 2019.
- Council Directive 1999/31/EC of 26 April 1999 on the Landfill of Waste; Official Journal of the European Union: Aberdeen, UK, 1999.
- Directive 94/62/EC of 20 December 1994 on Packaging and Packaging Waste; European Environment Agency: Copenhagen, Denmark, 1994.
- European Commission. Environment Action Programme to 2020. Available online: https://ec.europa.eu/environment/action-programme (accessed on 4 February 2021).
- European Commission. Eco-innovation Action Plan. Available online: https://ec.europa.eu/environment/ecoap/frontpage_en (accessed on 4 February 2021).
- European Commission. Communication from the Commission to the Council and the European Parliament. In Stimulating Technologies for Sustainable Development: An Environmental Technologies Action Plan for the European Union; European Environment Agency: Copenhagen, Denmark, 2004. [Google Scholar]
- IEEP; Ecologic; Arcadis; Umweltbundesamt; BIO Intelligence Service; Vito. Supporting the Thematic Strategy on Waste Prevention and Recycling. 2010. Available online: http://minisites.ieep.eu/assets/771/Final_Report_final_25_Oct.pdf (accessed on 4 February 2021).
- European Commission. European Lead Market Initiative for Bio-Based Products. Available online: https://ec.europa.eu/growth/sectors/biotechnology/bio-based-products_en (accessed on 4 February 2021).
- Otto, S.; Strenger, M.; Maier-Nöth, A.; Schmid, M. Food packaging and sustainability–Consumer perception vs. correlated scientific facts: A review. J. Clean. Prod. 2021, 298, 126733. [Google Scholar] [CrossRef]
- Ottman, J.A. Green Marketing: Opportunity for Innovation, 2nd ed.; William, K., Reilly, Eds.; NTC Business Books: Lincolnwood, IL, USA, 1998; ISBN 0-8442-3239-4. [Google Scholar]
- Thøgersen, J. The Ethical Consumer. Moral Norms and Packaging Choice. J. Consum. Policy 1999, 22, 439–460. [Google Scholar] [CrossRef]
- Herbes, C.; Beuthner, C.; Ramme, I. Consumer attitudes towards biobased packaging–A cross-cultural comparative study. J. Clean. Prod. 2018, 194, 203–218. [Google Scholar] [CrossRef]
- Eriksson, D.; Feber, D.; Granskog, A.; Lingqvist, O.; Nordigården, D. Sustainability in Packaging: Inside the Minds of Global Consumers. 2020. Available online: https://www.mckinsey.com/industries/paper-forest-products-and-packaging/our-insights/sustainability-in-packaging-inside-the-minds-of-global-consumers (accessed on 25 August 2021).
- Taufik, D.; Reinders, M.J.; Molenveld, K.; Onwezen, M.C. The paradox between the environmental appeal of bio-based plastic packaging for consumers and their disposal behaviour. Sci. Total Environ. 2020, 705, 135820. [Google Scholar] [CrossRef]
- Sijtsema, S.J.; Onwezen, M.C.; Reinders, M.J.; Dagevos, H.; Partanen, A.; Meeusen, M. Consumer perception of bio-based products—An exploratory study in 5 European countries. NJAS Wagening. J. Life Sci. 2016, 77, 61–69. [Google Scholar] [CrossRef]
- Zwicker, M.V.; Brick, C.; Gruter, G.-J.M.; van Harreveld, F. (Not) Doing the Right Things for the Wrong Reasons: An Investigation of Consumer Attitudes, Perceptions, and Willingness to Pay for Bio-Based Plastics. Sustainability 2021, 13, 6819. [Google Scholar] [CrossRef]
- Steenis, N.D.; van Herpen, E.; van der Lans, I.A.; Ligthart, T.N.; van Trijp, H.C. Consumer response to packaging design: The role of packaging materials and graphics in sustainability perceptions and product evaluations. J. Clean. Prod. 2017, 162, 286–298. [Google Scholar] [CrossRef]
- Chang, H.H.; Hung, I.W. Mirror, Mirror on the Retail Wall: Self-Focused Attention Promotes Reliance on Feelings in Consumer Decisions. J. Mark. Res. 2018, 55, 586–599. [Google Scholar] [CrossRef]
- Gallaud, D.; Laperche, B. Circular Economy, Industrial Ecology and Short Supply Chain; John Wiley & Sons: London, UK; Hoboken, NJ, USA, 2016; ISBN 978-1-119-30747-1. [Google Scholar]
- Magnier, L.; Mugge, R.; Schoormans, J. Turning ocean garbage into products–Consumers’ evaluations of products made of recycled ocean plastic. J. Clean. Prod. 2019, 215, 84–98. [Google Scholar] [CrossRef]
- Meng, M.D.; Leary, R.B. It might be ethical, but I won’t buy it: Perceived contamination of, and disgust towards, clothing made from recycled plastic bottles. Psychol. Mark. 2019, 38, 298–312. [Google Scholar] [CrossRef]
- Du Bois, E.; Veelaert, L.; Tormans, E.; Moons, I. How should plastic recyclates look like to be perceived as sustainable: A first exploration. Proc. Des. Soc. 2021, 1, 1765–1774. [Google Scholar] [CrossRef]
- Calvo-Porral, C.; Lévy-Mangin, J.-P. The Circular Economy Business Model: Examining Consumers’ Acceptance of Recycled Goods. Adm. Sci. 2020, 10, 28. [Google Scholar] [CrossRef]
- Steenis, N.D.; van der Lans, I.A.; van Herpen, E.; van Trijp, H.C. Effects of sustainable design strategies on consumer preferences for redesigned packaging. J. Clean. Prod. 2018, 205, 854–865. [Google Scholar] [CrossRef]
- Magnier, L.; Crié, D. Communicating packaging eco-friendliness. Int. J. Retail. Distrib. Manag. 2015, 43, 350–366. [Google Scholar] [CrossRef]
- Magnier, L.; Schoormans, J.; Mugge, R. Judging a product by its cover: Packaging sustainability and perceptions of quality in food products. Food Qual. Prefer. 2016, 53, 132–142. [Google Scholar] [CrossRef]
- Russo, I.; Confente, I.; Scarpi, D.; Hazen, B.T. From trash to treasure: The impact of consumer perception of bio-waste products in closed-loop supply chains. J. Clean. Prod. 2019, 218, 966–974. [Google Scholar] [CrossRef]







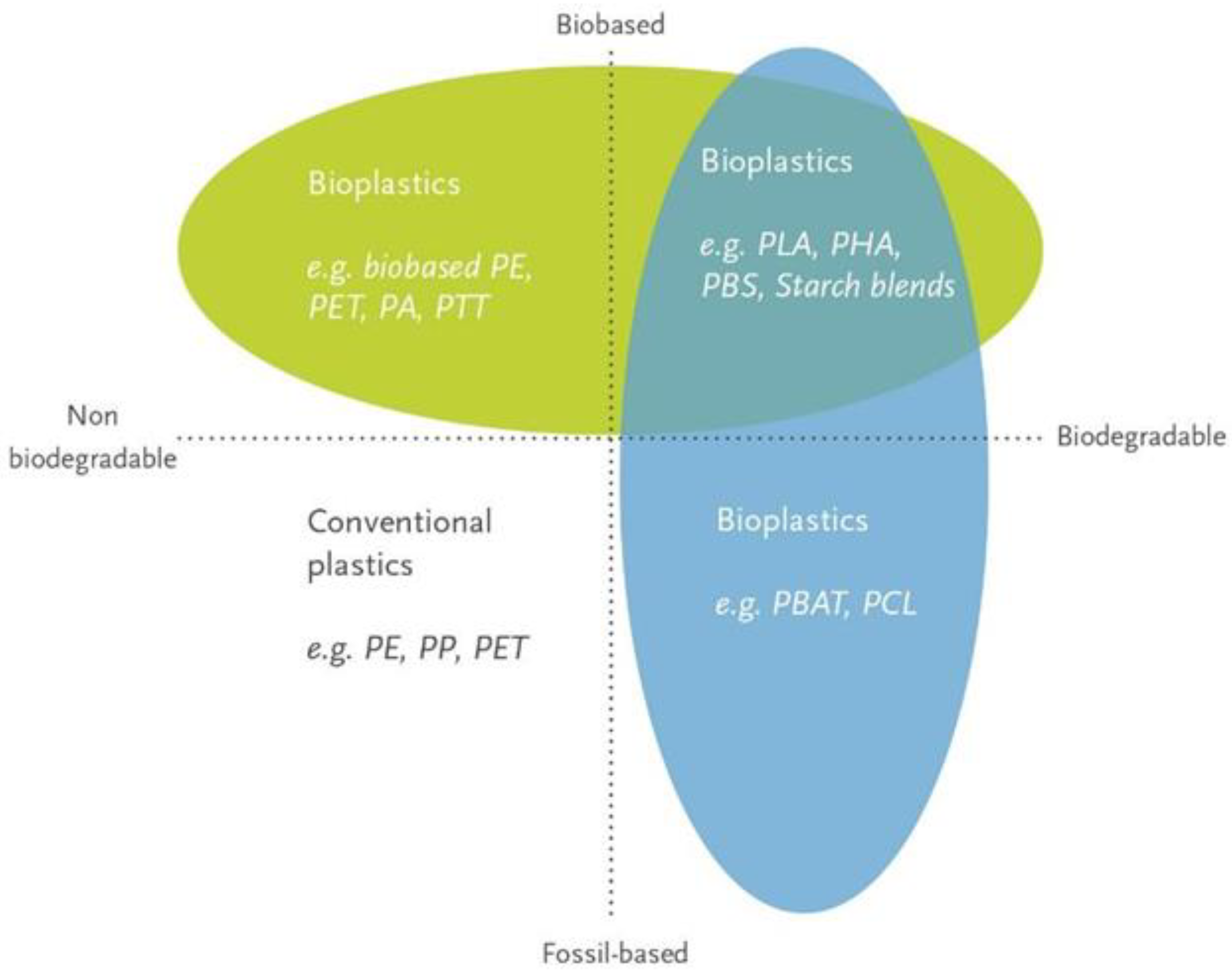{kind=link}
{kind=link}
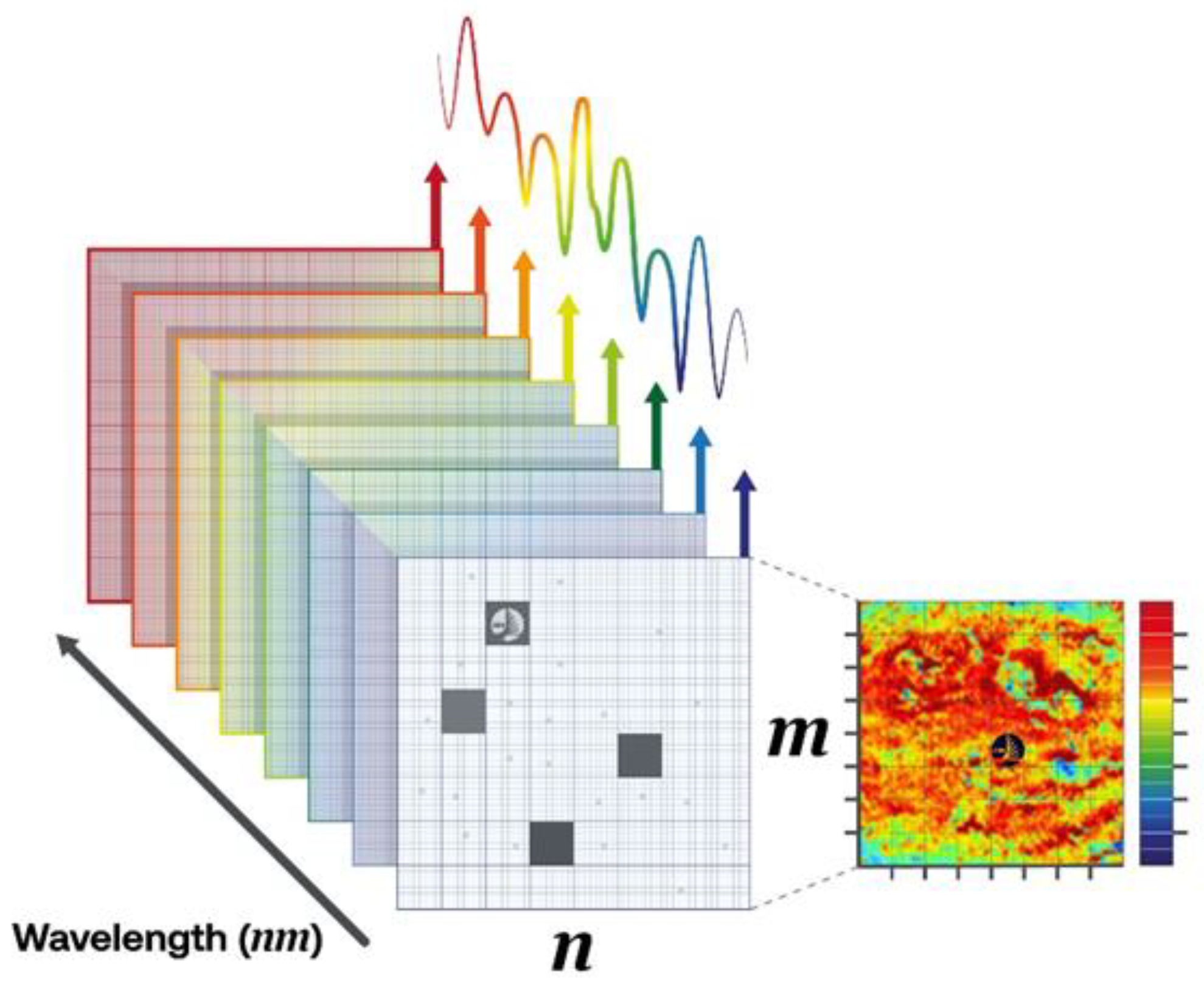{kind=link}
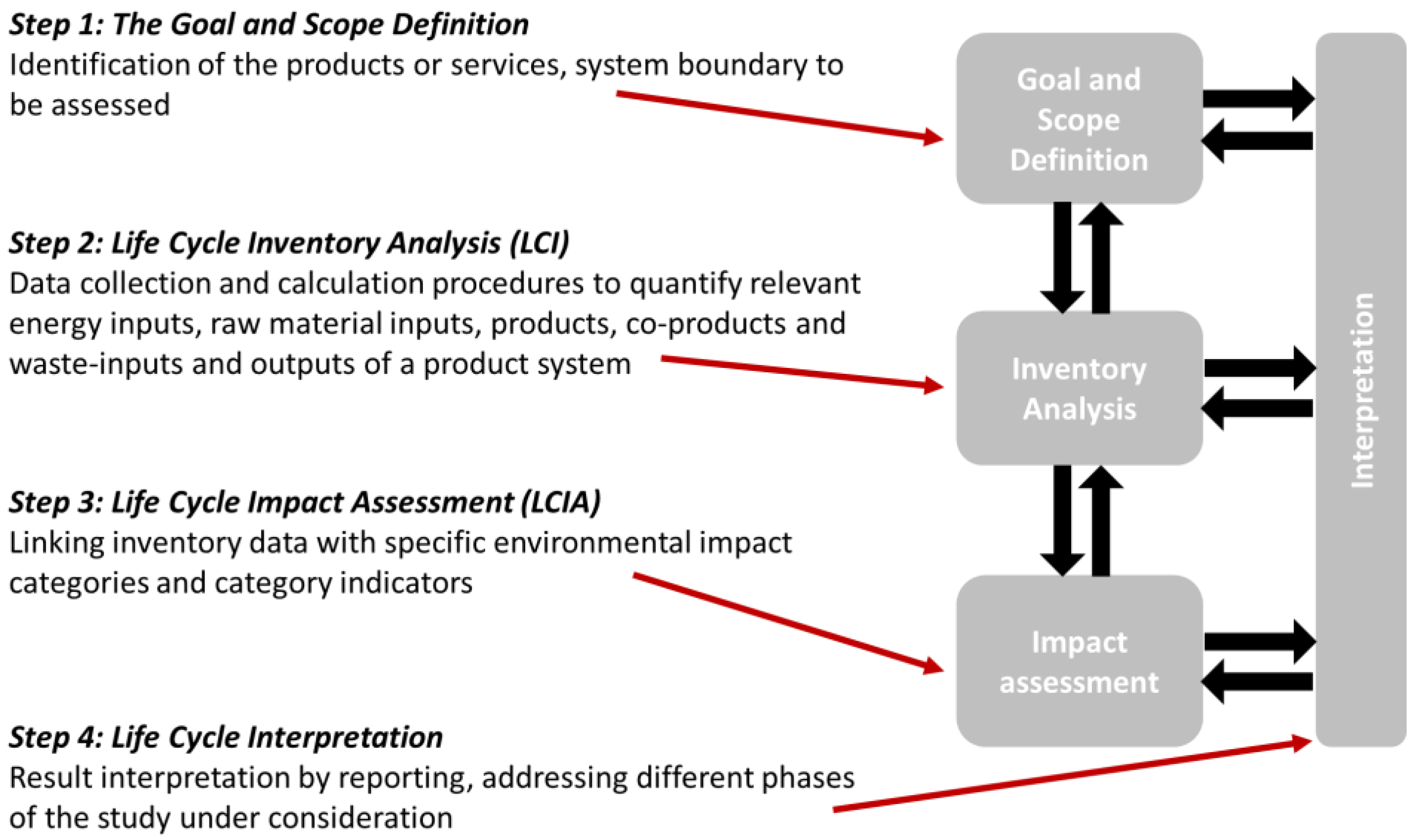{kind=link}
{kind=link}
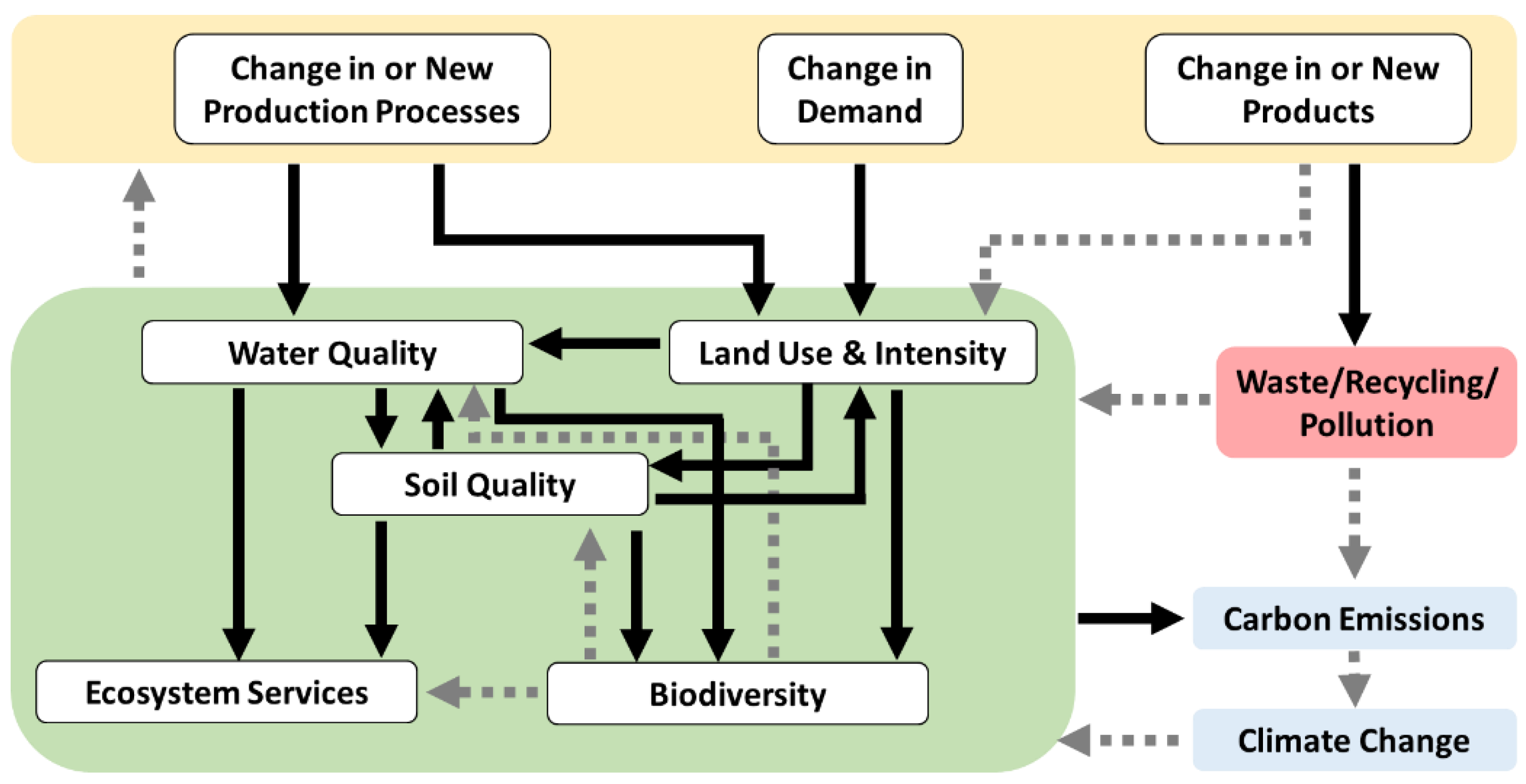{kind=link}
| Rang of Corresponding Packaging Solution in | ||||
|---|---|---|---|---|
| Packaging Solution | France | Germany | Italy | United Kingdom |
| Paper-based cartons | 3 | 3 | 2 | |
| Glass bottles and jars | 1 | 1 | 1 | 1 |
| Plastic films made from renewable, compostable raw materials | 2 | 2 | 2 | |
| Flexible paper | 3 | |||
| Plastic bottles and containers that are fully recyclable | 3 | |||
| Metal containers | 8 | 8 | 6 | |
| Plastic bottles and containers made from recycled materials | 8 | 8 | ||
| Aluminium foil wraps | 9 | 9 | 9 | 9 |
| Packaging combining plastic, paper, and aluminium foil | 10 | 10 | 10 | 10 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Eissenberger, K.; Ballesteros, A.; De Bisschop, R.; Bugnicourt, E.; Cinelli, P.; Defoin, M.; Demeyer, E.; Fürtauer, S.; Gioia, C.; Gómez, L.; et al. Approaches in Sustainable, Biobased Multilayer Packaging Solutions. Polymers 2023, 15, 1184. https://doi.org/10.3390/polym15051184
Eissenberger K, Ballesteros A, De Bisschop R, Bugnicourt E, Cinelli P, Defoin M, Demeyer E, Fürtauer S, Gioia C, Gómez L, et al. Approaches in Sustainable, Biobased Multilayer Packaging Solutions. Polymers. 2023; 15(5):1184. https://doi.org/10.3390/polym15051184
Chicago/Turabian StyleEissenberger, Kristina, Arantxa Ballesteros, Robbe De Bisschop, Elodie Bugnicourt, Patrizia Cinelli, Marc Defoin, Elke Demeyer, Siegfried Fürtauer, Claudio Gioia, Lola Gómez, and et al. 2023. "Approaches in Sustainable, Biobased Multilayer Packaging Solutions" Polymers 15, no. 5: 1184. https://doi.org/10.3390/polym15051184
APA StyleEissenberger, K., Ballesteros, A., De Bisschop, R., Bugnicourt, E., Cinelli, P., Defoin, M., Demeyer, E., Fürtauer, S., Gioia, C., Gómez, L., Hornberger, R., Ißbrücker, C., Mennella, M., von Pogrell, H., Rodriguez-Turienzo, L., Romano, A., Rosato, A., Saile, N., Schulz, C., ... Schmid, M. (2023). Approaches in Sustainable, Biobased Multilayer Packaging Solutions. Polymers, 15(5), 1184. https://doi.org/10.3390/polym15051184