
Nanocomposite Foams with Balanced Mechanical Properties and Energy Return from EVA and CNT for the Midsole of Sports Footwear Application

 ,
,  , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
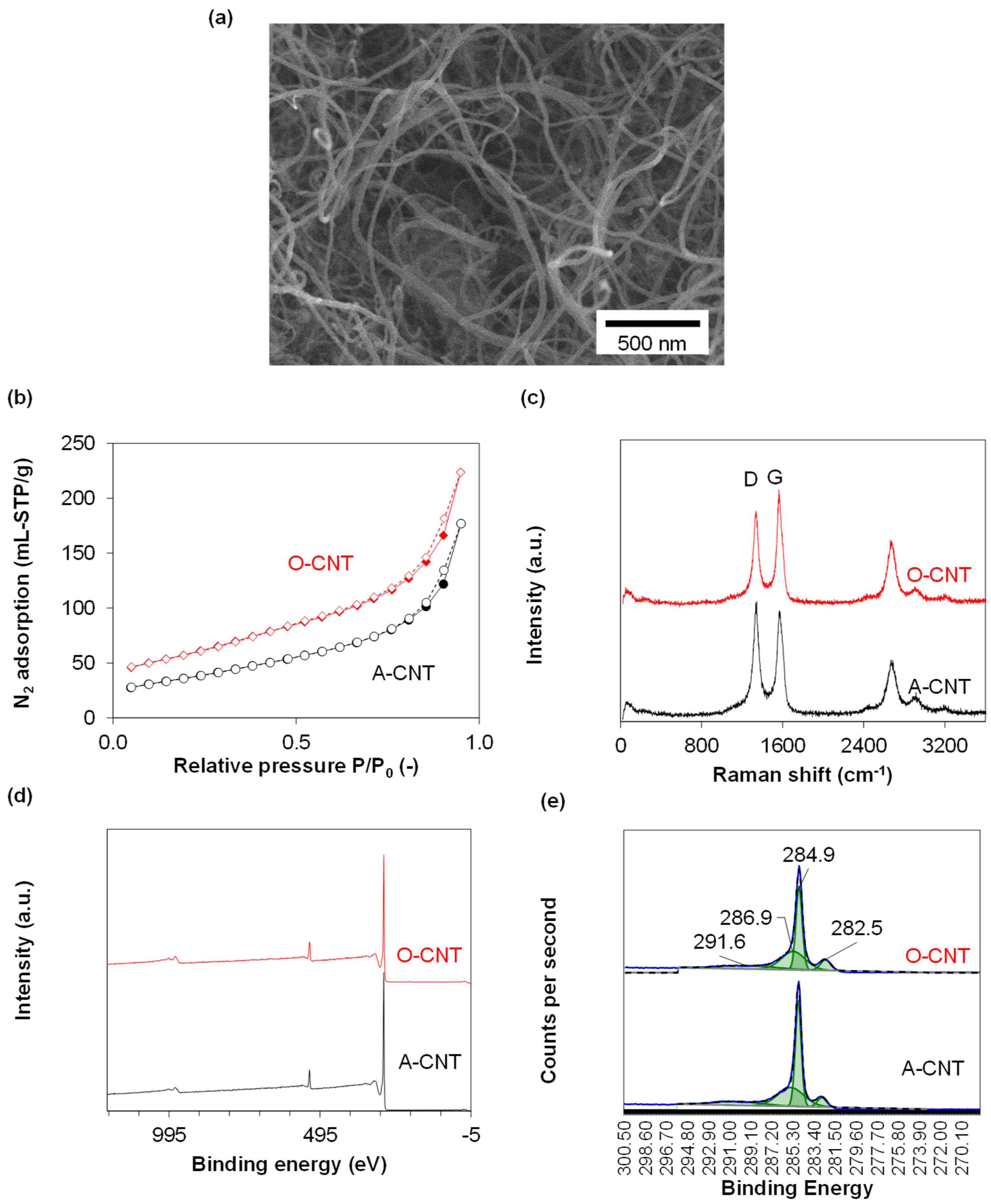
2.2. Characterization of CNT
2.3. EVA Foam Preparation
2.4. Characterization of Foams
2.4.1. Physical Properties
2.4.2. Mechanical Properties
2.4.3. DIN Abrasion Test
2.4.4. Surface Resilience
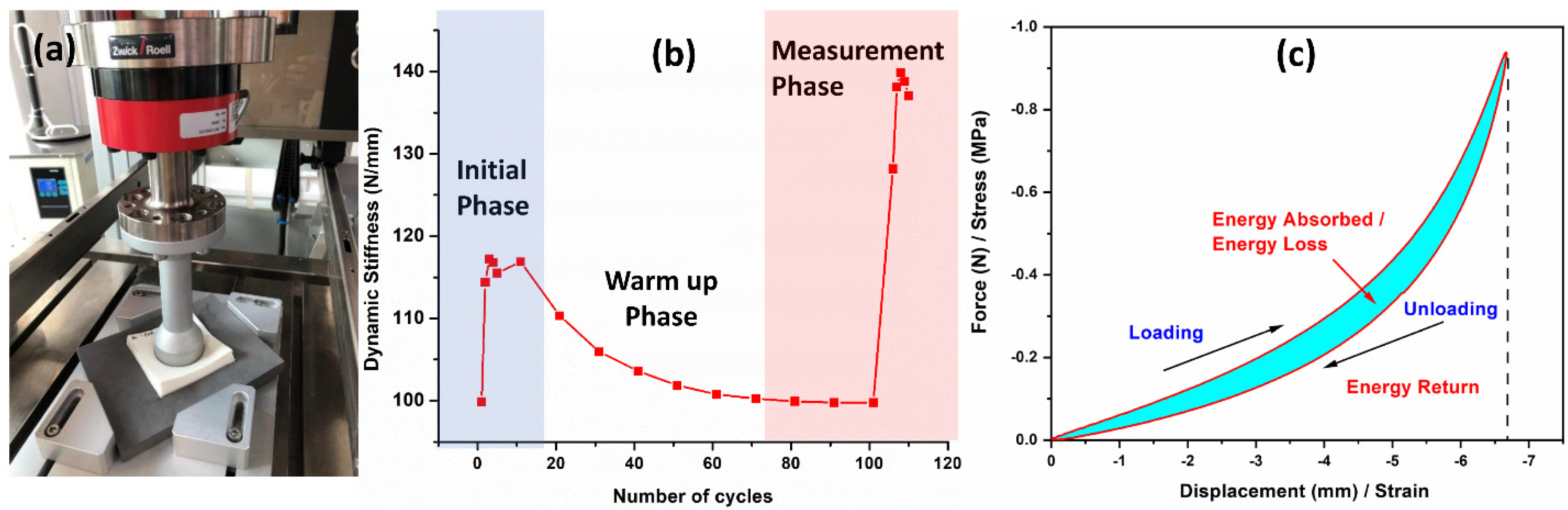
2.5. Energy-Controlled Dynamic Impulse Testing
2.5.1. Dynamic Impact Test
2.5.2. Dynamic Fatigue Test
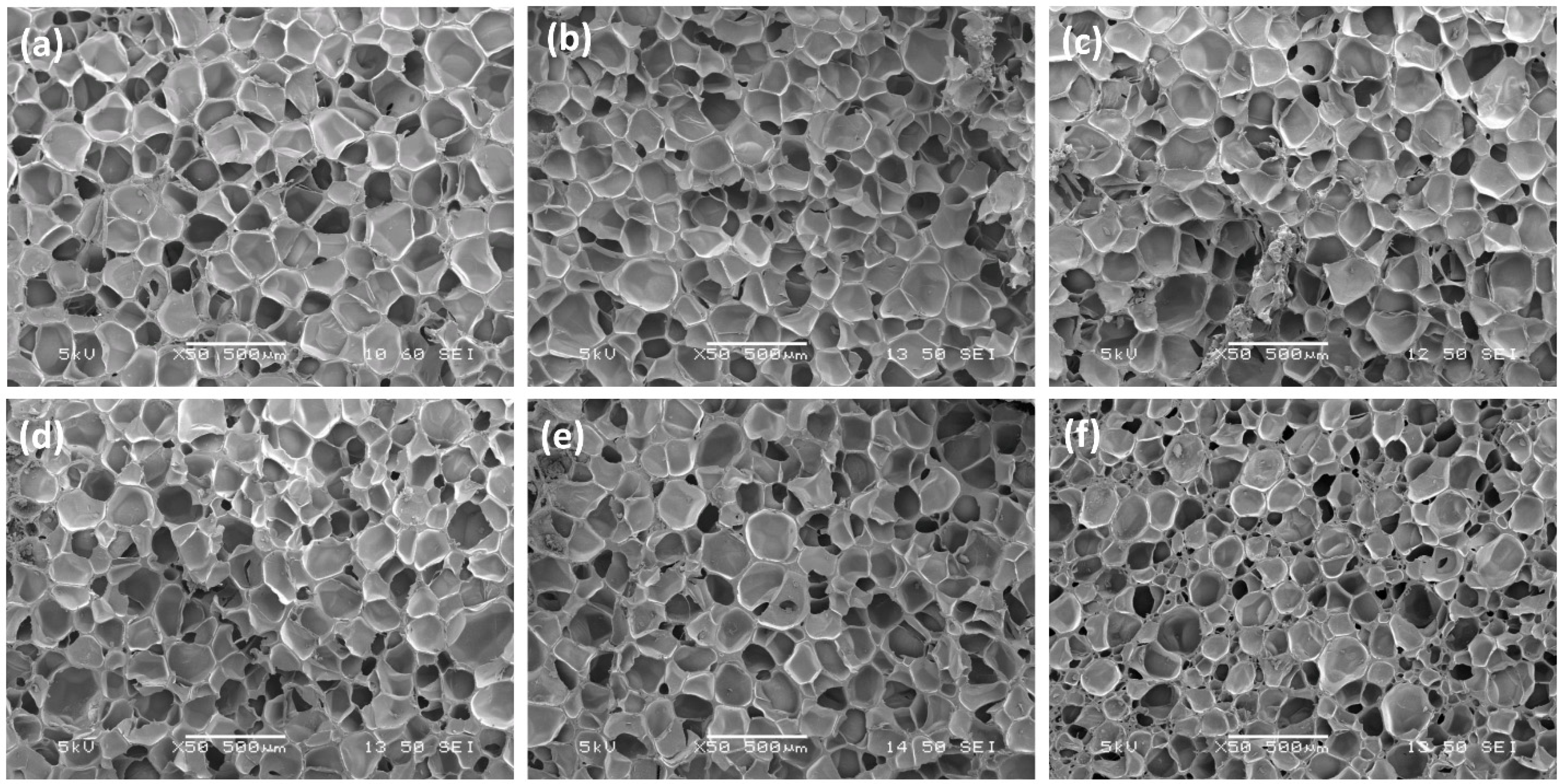
2.6. Scanning Electron Microscopy
3. Results and Discussion
3.1. Characterization of the Plastics-Derived CNTs
3.2. Effect of Different Kinds of CNTs on EVA Foam’s Properties
3.3. Physical and Mechanical Properties of CNT/EVA Foams
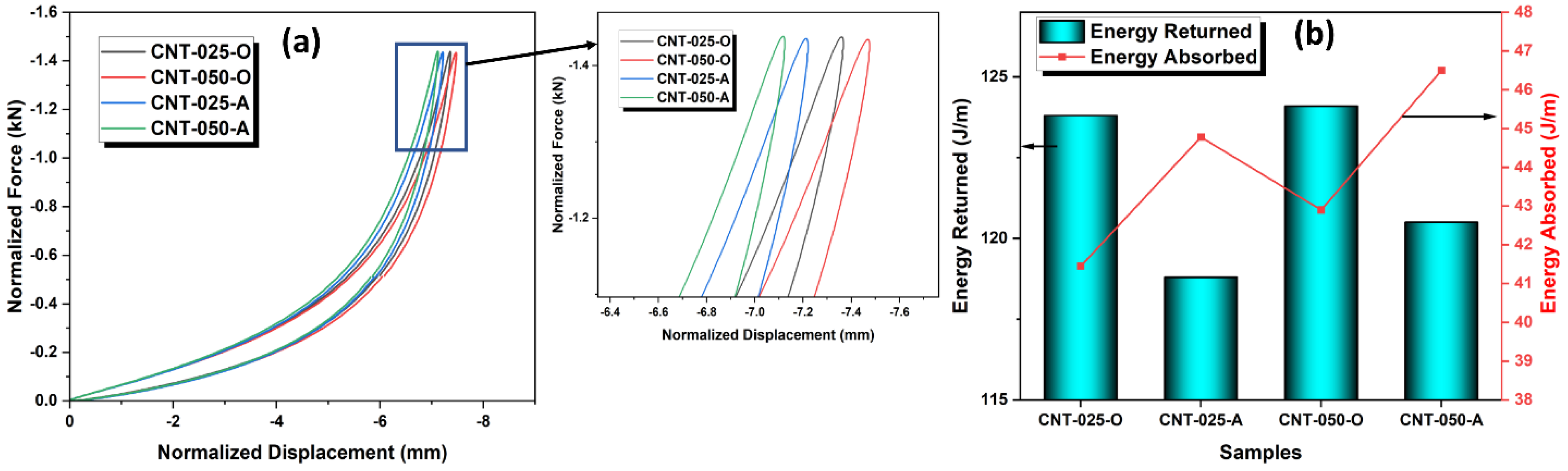
3.4. Dynamic Impact Response and Energy Return
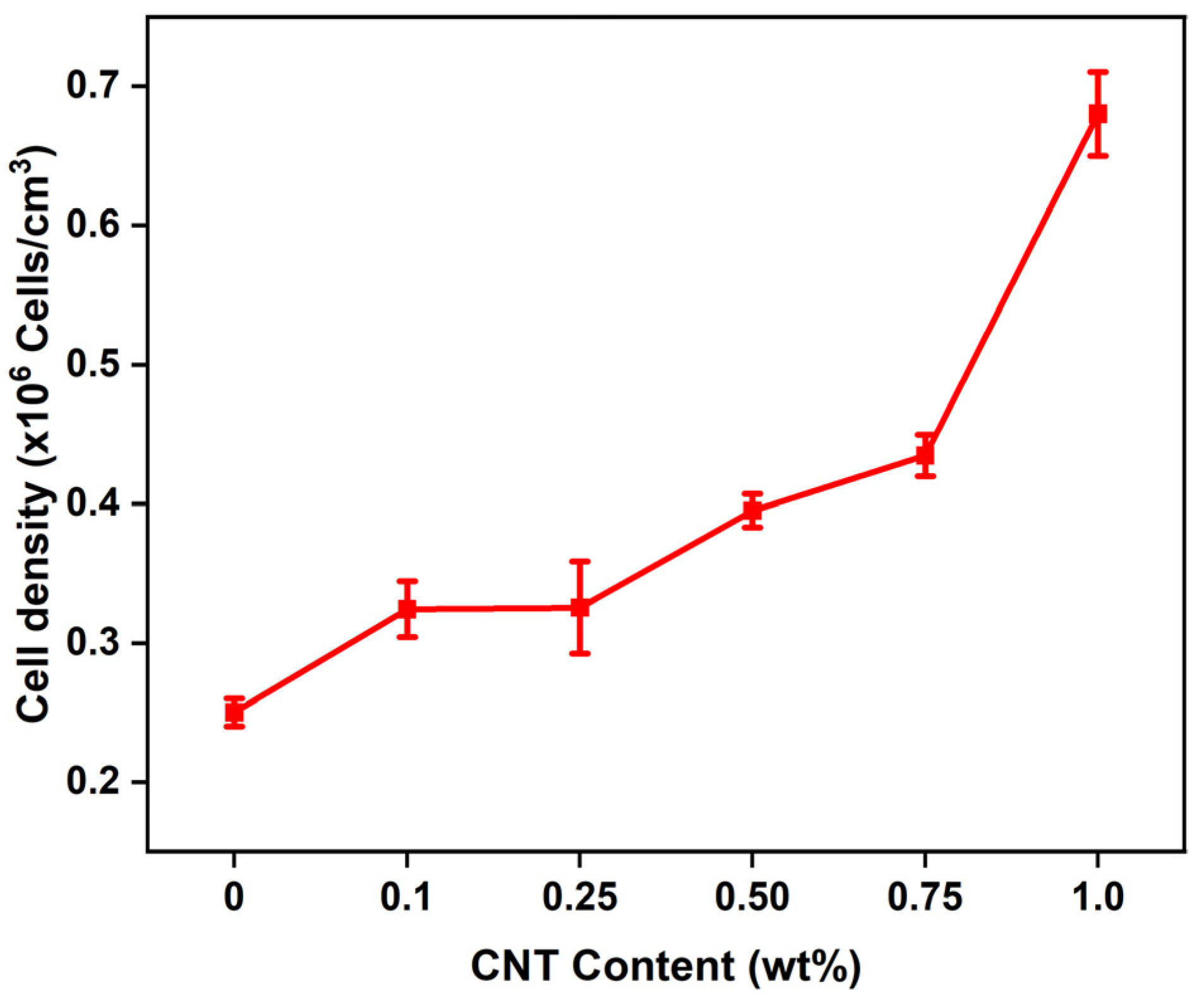
3.5. Cell Morphology of CNT/EVA Foams
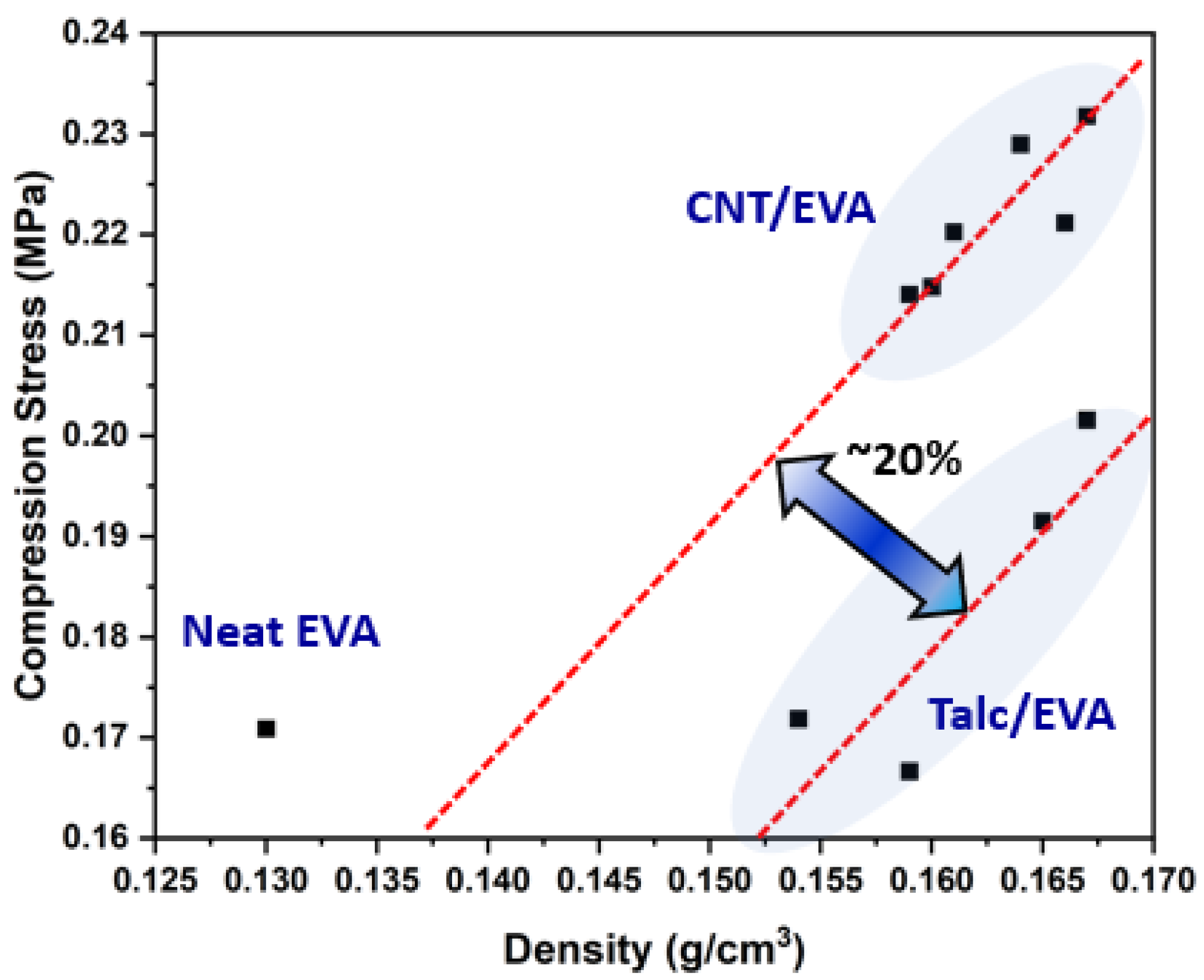
3.6. Comparison with Conventional talc/EVA Foam
3.7. Dynamic Fatigue Test of CNT/EVA Foam
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Van Alsenoy, K.; Ryu, J.H.; Girard, O. The Effect of EVA and TPU Custom Foot Orthoses on Running Economy, Running Mechanics, and Comfort. Front. Sport. Act. Living 2019, 1, 34. [Google Scholar] [CrossRef]
- Zhang, Z.X.; Zhang, T.; Wang, D.; Zhang, X.; Xin, Z.; Prakashan, K. Physicomechanical, friction, and abrasion properties of EVA/PU blend foams foamed by supercritical nitrogen. Polym. Eng. Sci. 2018, 58, 673–682. [Google Scholar] [CrossRef]
- Chen, L.; Rende, D.; Schadler, L.S.; Ozisik, R. Polymer nanocomposite foams. J. Mater. Chem. A 2013, 1, 3837–3850. [Google Scholar] [CrossRef]
- Chaudhary, A.K.; Jayaraman, K. Extrusion of linear polypropylene–clay nanocomposite foams. Polym. Eng. Sci. 2011, 51, 1749–1756. [Google Scholar] [CrossRef]
- Qewami, S.; Mousavi, S.R.; Ghanemi, R.; Mohammadi-Roshandeh, J.; Khonakdar, H.A.; Hemmati, F. An insight into simultaneous phase transition phenomena and melt-rheology of low-density polyethylene/ethylene–vinyl acetate copolymer/expanded graphite nanocomposites through continuous extrusion foaming process. Eur. Polym. J. 2023, 182, 111729. [Google Scholar] [CrossRef]
- Tebeta, R.T.; Fattahi, A.M.; Ahmed, N.A. Experimental and numerical study on HDPE/SWCNT nanocomposite elastic properties considering the processing techniques effect. Microsyst. Technol. 2020, 26, 2423–2441. [Google Scholar] [CrossRef]
- Hasani Baferani, A.; Katbab, A.A.; Ohadi, A.R. The role of sonication time upon acoustic wave absorption efficiency, microstructure, and viscoelastic behavior of flexible polyurethane/CNT nanocomposite foam. Eur. Polym. J. 2017, 90, 383–391. [Google Scholar] [CrossRef]
- Bhinder, J.; Agnihotri, P.K. Effect of carbon nanotube doping on the energy dissipation and rate dependent deformation behavior of polyurethane foams. J. Cell. Plast. 2021, 57, 287–311. [Google Scholar] [CrossRef]
- Dolomanova, V.; Rauhe, J.C.M.; Jensen, L.R.; Pyrz, R.; Timmons, A.B. Mechanical properties and morphology of nano-reinforced rigid PU foam. J. Cell. Plast. 2011, 47, 81–93. [Google Scholar] [CrossRef]
- Yuan, H.; Xiong, Y.; Shen, Q.; Luo, G.; Zhou, D.; Liu, L. Synthesis and electromagnetic absorbing performances of CNTs/PMMA laminated nanocomposite foams in X-band. Compos. Part A Appl. Sci. Manuf. 2018, 107, 334–341. [Google Scholar] [CrossRef]
- Chen, L.; Schadler, L.S.; Ozisik, R. An experimental and theoretical investigation of the compressive properties of multi-walled carbon nanotube/poly(methyl methacrylate) nanocomposite foams. Polymer 2011, 52, 2899–2909. [Google Scholar] [CrossRef]
- Zeng, C.; Hossieny, N.; Zhang, C.; Wang, B.; Walsh, S.M. Morphology and tensile properties of PMMA carbon nanotubes nanocomposites and nanocomposites foams. Compos. Sci. Technol. 2013, 82, 29–37. [Google Scholar] [CrossRef]
- Hosseinpour, A.; Katbab, A.A.; Ohadi, A. Improving the sound absorption of a highly deformable nanocomposite foam based on ethylene-propylene-diene-monomer (EPDM) infused with multi-walled carbon nanotubes (MWCNTs) to absorb low-frequency waves. Eur. Polym. J. 2022, 178, 111522. [Google Scholar] [CrossRef]
- Park, K.-W.; Kim, G.-H. Ethylene vinyl acetate copolymer (EVA)/multiwalled carbon nanotube (MWCNT) nanocomposite foams. J. Appl. Polym. Sci. 2009, 112, 1845–1849. [Google Scholar] [CrossRef]
- Thomassin, J.-M.; Pagnoulle, C.; Bednarz, L.; Huynen, I.; Jerome, R.; Detrembleur, C. Foams of polycaprolactone/MWNT nanocomposites for efficient EMI reduction. J. Mater. Chem. 2008, 18, 792–796. [Google Scholar] [CrossRef]
- Stanciu, N.-V.; Stan, F.; Sandu, I.-L.; Susac, F.; Fetecau, C.; Rosculet, R.-T. Mechanical, Electrical and Rheological Behavior of Ethylene-Vinyl Acetate/Multi-Walled Carbon Nanotube Composites. Polymers 2019, 11, 1300. [Google Scholar] [CrossRef]
- Su, X.; Li, H.; Lai, X.; Chen, Z.; Zeng, X. 3D Porous Superhydrophobic CNT/EVA Composites for Recoverable Shape Reconfiguration and Underwater Vibration Detection. Adv. Funct. Mater. 2019, 29, 1900554. [Google Scholar] [CrossRef]
- Morlat-Therias, S.; Fanton, E.; Gardette, J.-L.; Peeterbroeck, S.; Alexandre, M.; Dubois, P. Polymer/carbon nanotube nanocomposites: Influence of carbon nanotubes on EVA photodegradation. Polym. Degrad. Stab. 2007, 92, 1873–1882. [Google Scholar] [CrossRef]
- Gaidukovs, S.; Zukulis, E.; Bochkov, I.; Vaivodiss, R.; Gaidukova, G. Enhanced mechanical, conductivity, and dielectric characteristics of ethylene vinyl acetate copolymer composite filled with carbon nanotubes. J. Thermoplast. Compos. Mater. 2018, 31, 1161–1180. [Google Scholar] [CrossRef]
- Lunchev, A.V.; Tham, S.C.; Lipik, V.; Tok, A.l.Y. Carbon nanomaterials as additives to ethylene vinyl acetate copolymer foams for sport footwear applications. Polym. Adv. Technol. 2022, 33, 863–869. [Google Scholar] [CrossRef]
- Lunchev, A.V.; Kashcheev, A.; Tok, A.l.Y.; Lipik, V. Mechanical characteristics of poly (ethylene vinyl acetate) foams with graphene for the applications in sport footwear. Polym. Test. 2022, 113, 107688. [Google Scholar] [CrossRef]
- Chng, E.L.K.; Poh, H.L.; Sofer, Z.; Pumera, M. Purification of carbon nanotubes by high temperature chlorine gas treatment. Phys. Chem. Chem. Phys. 2013, 15, 5615–5619. [Google Scholar] [CrossRef]
- Chen, X.; Tang, X.-Z.; Liang, Y.N.; Cheah, J.W.; Hu, P.; Hu, X. Controlled thermal functionalization for dispersion enhancement of multi-wall carbon nanotube in organic solvents. J. Mater. Sci. 2016, 51, 5625–5634. [Google Scholar] [CrossRef]
- Verdejo, R.; Mills, N.J. Heel–shoe interactions and the durability of EVA foam running-shoe midsoles. J. Biomech. 2004, 37, 1379–1386. [Google Scholar] [CrossRef]
- Liu, J.; Qin, S.; Wang, G.; Zhang, H.; Zhou, H.; Gao, Y. Batch foaming of ultra-high molecular weight polyethylene with supercritical carbon dioxide: Influence of temperature and pressure. Polym. Test. 2021, 93, 106974. [Google Scholar] [CrossRef]
- Li, B.; Zhao, G.; Wang, G.; Zhang, L.; Gong, J. Fabrication of high-expansion microcellular PLA foams based on pre-isothermal cold crystallization and supercritical CO2 foaming. Polym. Degrad. Stab. 2018, 156, 75–88. [Google Scholar] [CrossRef]
- Kim, H.; Sigmund, W. Iron nanoparticles in carbon nanotubes at various temperatures. J. Cryst. Growth 2005, 276, 594–605. [Google Scholar] [CrossRef]
- Kundu, S.; Wang, Y.; Xia, W.; Muhler, M. Thermal Stability and Reducibility of Oxygen-Containing Functional Groups on Multiwalled Carbon Nanotube Surfaces: A Quantitative High-Resolution XPS and TPD/TPR Study. J. Phys. Chem. C 2008, 112, 16869–16878. [Google Scholar] [CrossRef]
- Ma, J.; Deng, F.; Xue, C.; Duan, Z. Effect of modification of montmorillonite on the cellular structure and mechanical properties of ethylene vinyl acetate/clay nanocomposite foams. J. Reinf. Plast. Compos. 2012, 31, 1170–1179. [Google Scholar] [CrossRef]
- Yu, D.-R.; Kim, G.-H. Improvement of tensile properties and elastic recovery in ethylene vinyl acetate copolymer/multiwalled carbon nanotube nanocomposite foams. J. Appl. Polym. Sci. 2011, 121, 3696–3701. [Google Scholar] [CrossRef]
- Park, K.-W.; Kim, G.-H.; Chowdhury, S.R. Improvement of compression set property of ethylene vinyl acetate copolymer/ethylene-1-butene copolymer/organoclay nanocomposite foams. Polym. Eng. Sci. 2008, 48, 1183–1190. [Google Scholar] [CrossRef]
- Ma, J.; Duan, Z.; Xue, C.; Deng, F. Morphology and mechanical properties of EVA/OMMT nanocomposite foams. J. Thermoplast. Compos. Mater. 2013, 26, 555–569. [Google Scholar] [CrossRef]
- Kwon, M.J.; Lim, D.H.; Choi, I.C.; Kwon, H.-W.; Ha, C.-S. Preparation and properties of ethylene-vinyl acetate copolymer-based blend foams. J. Elastomers Plast. 2021, 53, 68–82. [Google Scholar] [CrossRef]
- Huang, W.; Dai, K.; Zhai, Y.; Liu, H.; Zhan, P.; Gao, J.; Zheng, G.; Liu, C.; Shen, C. Flexible and Lightweight Pressure Sensor Based on Carbon Nanotube/Thermoplastic Polyurethane-Aligned Conductive Foam with Superior Compressibility and Stability. ACS Appl. Mater. Interfaces 2017, 9, 42266–42277. [Google Scholar] [CrossRef]
- Lei, Z.; Tian, D.; Liu, X.; Wei, J.; Rajavel, K.; Zhao, T.; Hu, Y.; Zhu, P.; Sun, R.; Wong, C.-P. Electrically conductive gradient structure design of thermoplastic polyurethane composite foams for efficient electromagnetic interference shielding and ultra-low microwave reflectivity. Chem. Eng. J. 2021, 424, 130365. [Google Scholar] [CrossRef]
- Sun, L.; Gibson, R.F.; Gordaninejad, F.; Suhr, J. Energy absorption capability of nanocomposites: A review. Compos. Sci. Technol. 2009, 69, 2392–2409. [Google Scholar] [CrossRef]
- Saha, M.C.; Mahfuz, H.; Chakravarty, U.K.; Uddin, M.; Kabir, M.E.; Jeelani, S. Effect of density, microstructure, and strain rate on compression behavior of polymeric foams. Mater. Sci. Eng. A 2005, 406, 328–336. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | A-CNT | O-CNT |
|---|---|---|
| Bulk density (g/cm3) | 0.102 | 0.067 |
| Outer diameters (nm) | 10–40 | 10–30 |
| BET specific surface area (m2/g) | 131 | 205 |
| Total pore volume (cm3/g) | 0.27 | 0.35 |
| ID/IG (-) a | 1.14 ± 0.11 | 0.87 ± 0.03 |
| C (wt%) b | 93.30 ± 0.30 | 90.44 ± 0.38 |
| O (wt.%) b | 6.7 ± 0.30 | 9.56 ± 0.38 |
| Ash (wt%) | 3.0 | 0.4 |
| CNT/EVA Foam | Density (g/cm3) | Hardness (Shore C) | Resilience (%) | Compression Stress (MPa) | Specific Compression Stress (MPa/g-cm3) |
|---|---|---|---|---|---|
| CNT-025-O | 0.164 | 35.6 ± 1.0 | 58.4 ± 0.42 | 0.229 | 1.431 |
| CNT-050-O | 0.167 | 35.8 ± 1.4 | 57.5 ± 0.50 | 0.232 | 1.440 |
| CNT-025-A | 0.157 | 32.1 ± 0.7 | 56.4 ± 0.38 | 0.209 | 1.351 |
| CNT-050-A | 0.161 | 32.9 ± 1.2 | 56.7 ± 0.41 | 0.208 | 1.307 |
| CNT/EVA Foam | Average Energy Return at 1.0 kN (J/m) | Average Energy Return at 1.25 kN (J/m) | Average Energy Return at 1.50 kN (J/m) |
|---|---|---|---|
| CNT-025-O | 99.2 | 110.9 | 123.8 |
| CNT-025-A | 95.5 | 107.5 | 118.8 |
| Percentage difference (%) | 3.87 | 3.16 | 4.21 |
| CNT-050-O | 98.6 | 110.1 | 124.1 |
| CNT-050-A | 95.4 | 107.7 | 120.5 |
| Percentage difference (%) | 3.35 | 2.23 | 2.99 |
| CNT/EVA Foam | Density (g/cm3) | Foaming Ratios | Compression Set (%) | Hardness (Shore C) | Resilience (%) |
|---|---|---|---|---|---|
| EVA | 0.130 | 86.53 | 59.01 | 28.3 ± 1.1 | 59.0 ± 0.32 |
| 0.05 CNT/EVA | 0.159 | 83.23 | 54.73 | 33.0 ± 0.9 | 57.1 ± 0.22 |
| 0.10 CNT/EVA | 0.160 | 82.88 | 54.92 | 34.1 ± 1.4 | 57.2 ± 0.27 |
| 0.25 CNT/EVA | 0.164 | 83.01 | 54.33 | 35.6 ± 1.0 | 58.4 ± 0.42 |
| 0.50 CNT/EVA | 0.167 | 82.99 | 53.43 | 35.8 ± 1.4 | 57.5 ± 0.50 |
| 0.75 CNT/EVA | 0.166 | 82.73 | 54.17 | 36.9 ± 1.7 | 57.4 ± 0.42 |
| 1.00 CNT/EVA | 0.159 | 83.58 | 55.78 | 35.2 ± 1.4 | 56.5 ± 0.27 |
| Property | Unit | CNT/EVA (0.5 wt%) | Talc/EVA (15 wt%) |
|---|---|---|---|
| Density | g/cm3 | 0.161 | 0.165 |
| Hardness | Shore C | 35.8 ± 1.4 | 33.3 ± 0.6 |
| Compression Strength | MPa | 0.232 | 0.202 |
| Specific Compression Strength | MPa/g/cm3 | 1.440 | 1.222 |
| Compression Set | % | 53.43 | 57.42 |
| Energy Returned at 1.5 kN | J/m | 123.9 | 112 |
| Energy Absorbed at 1.5 kN | J/m | 43.0 | 46.4 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chang, B.P.; Kashcheev, A.; Veksha, A.; Lisak, G.; Goei, R.; Leong, K.F.; Tok, A.l.Y.; Lipik, V. Nanocomposite Foams with Balanced Mechanical Properties and Energy Return from EVA and CNT for the Midsole of Sports Footwear Application. Polymers 2023, 15, 948. https://doi.org/10.3390/polym15040948
Chang BP, Kashcheev A, Veksha A, Lisak G, Goei R, Leong KF, Tok AlY, Lipik V. Nanocomposite Foams with Balanced Mechanical Properties and Energy Return from EVA and CNT for the Midsole of Sports Footwear Application. Polymers. 2023; 15(4):948. https://doi.org/10.3390/polym15040948
Chicago/Turabian StyleChang, Boon Peng, Aleksandr Kashcheev, Andrei Veksha, Grzegorz Lisak, Ronn Goei, Kah Fai Leong, Alfred ling Yoong Tok, and Vitali Lipik. 2023. "Nanocomposite Foams with Balanced Mechanical Properties and Energy Return from EVA and CNT for the Midsole of Sports Footwear Application" Polymers 15, no. 4: 948. https://doi.org/10.3390/polym15040948
APA StyleChang, B. P., Kashcheev, A., Veksha, A., Lisak, G., Goei, R., Leong, K. F., Tok, A. l. Y., & Lipik, V. (2023). Nanocomposite Foams with Balanced Mechanical Properties and Energy Return from EVA and CNT for the Midsole of Sports Footwear Application. Polymers, 15(4), 948. https://doi.org/10.3390/polym15040948