


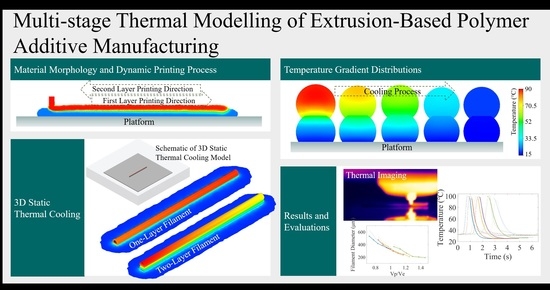
Multi-Stage Thermal Modelling of Extrusion-Based Polymer Additive Manufacturing



Abstract
:
1. Introduction
2. Model Development
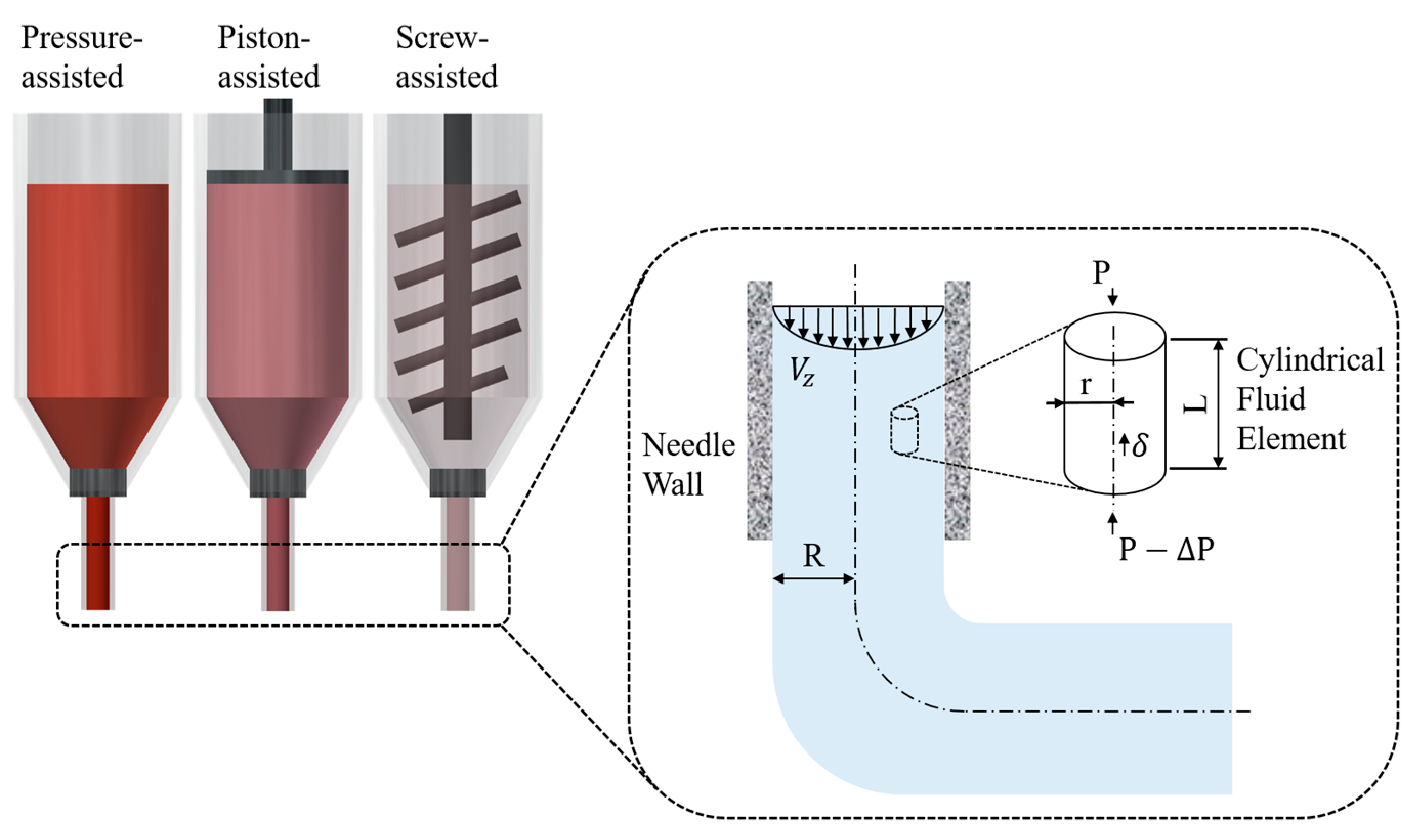
2.1. Numerical Model
- The air compressibility can be ignored;
- The fluid flow is incompressible and time-independent;
- The material inside the needle exhibits a laminar flow and there is no slip between the material and needle wall;
- The fluid exhibits a non-Newtonian flow behaviour and ideal thermal conditions.
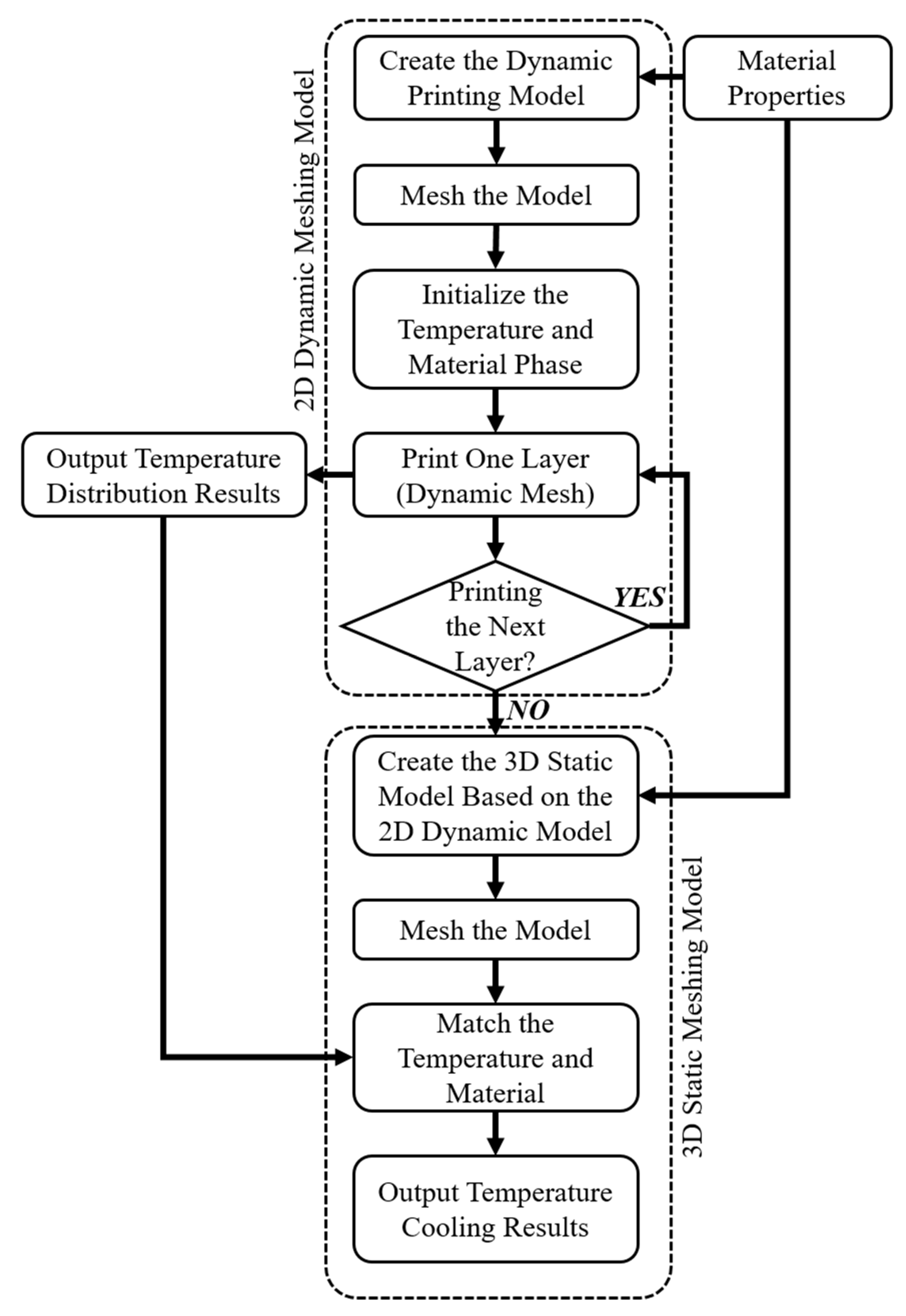
2.2. Multi-Stage Approach
2.3. 2D Dynamic Meshing Model
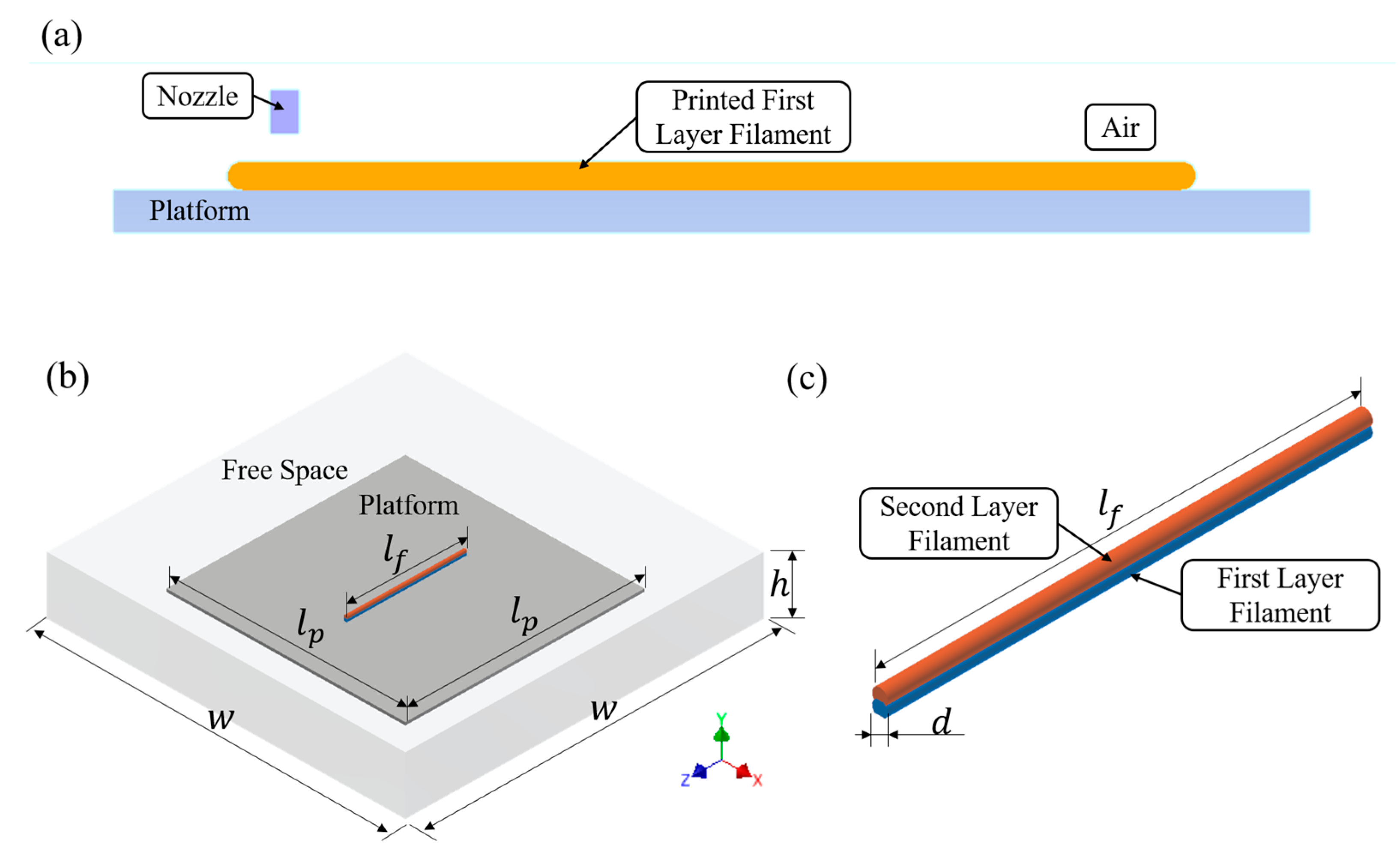
2.4. 3D Static Meshing Model
3. Materials and Implementation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
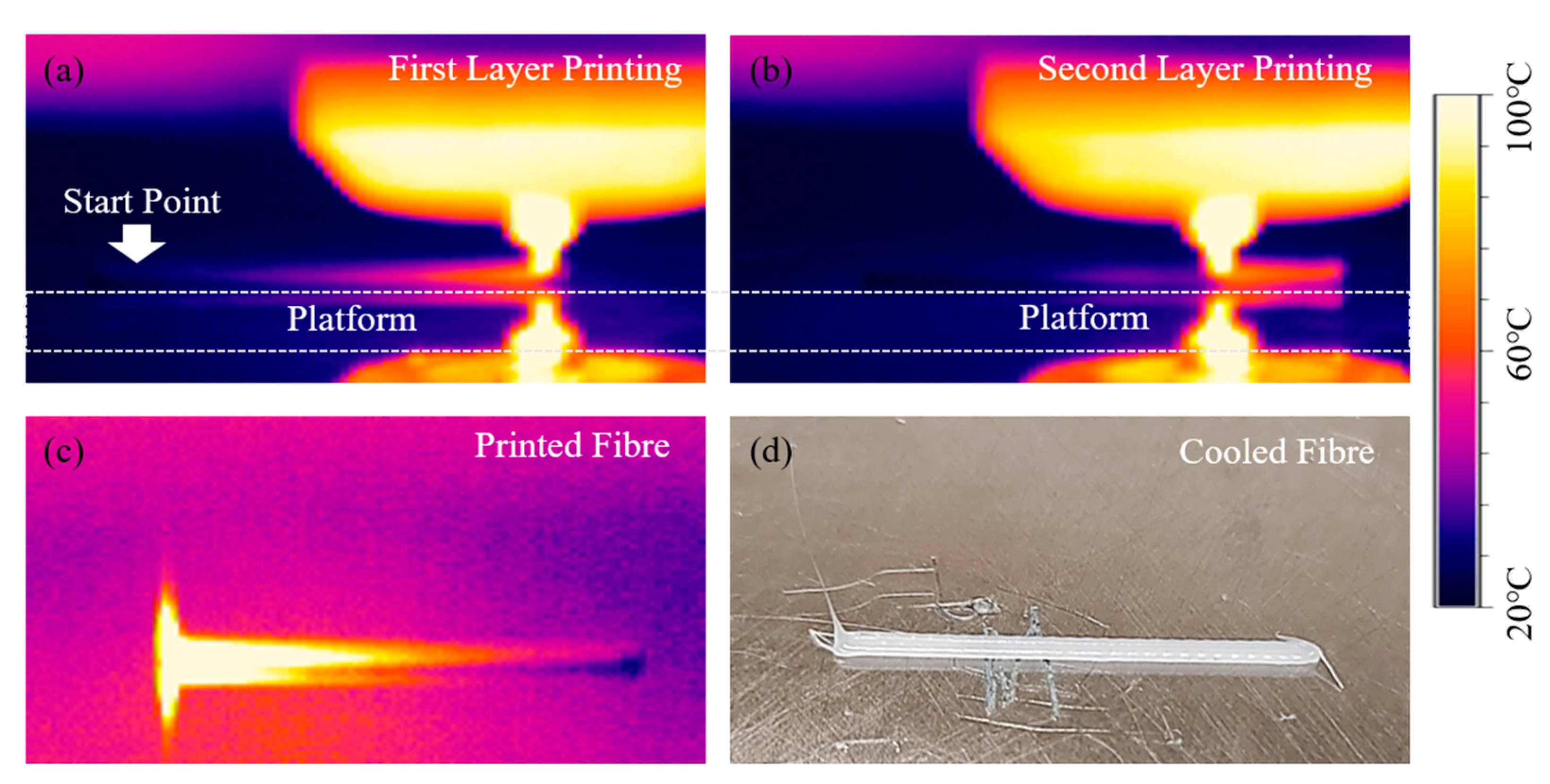
4. Experimental Work for Numerical Validation
5. Results and Discussion
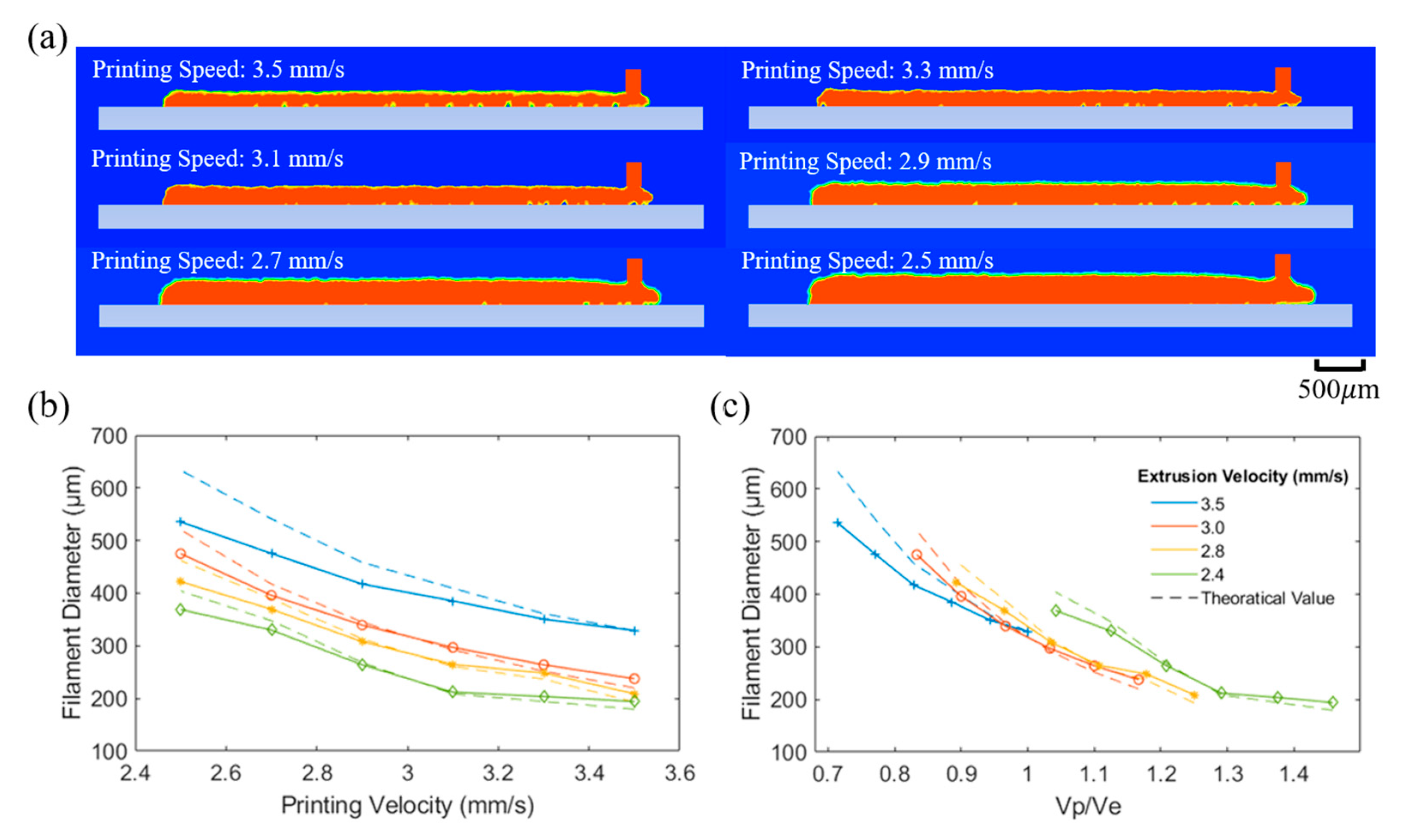
5.1. Filament Morphology
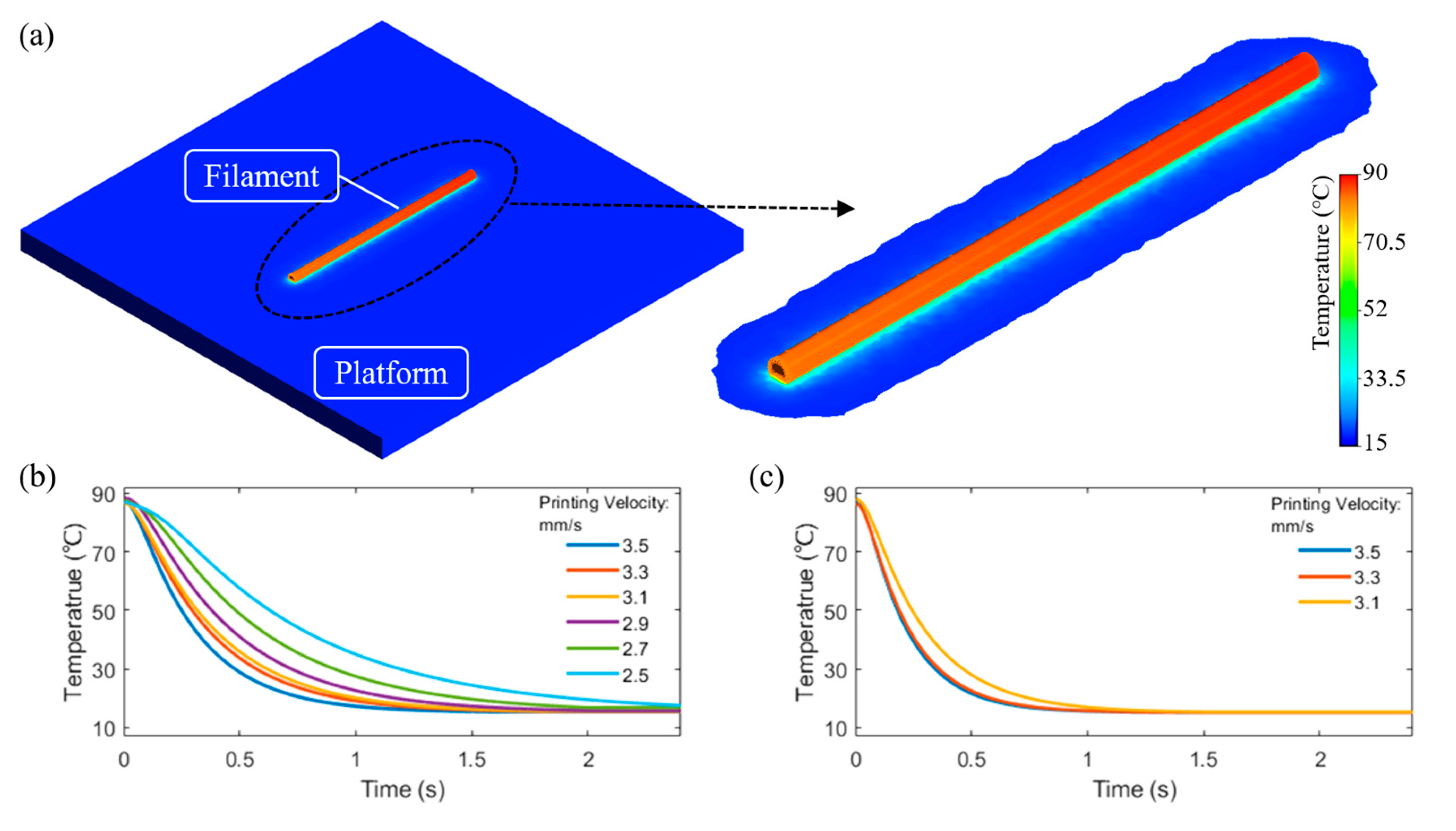
5.2. First Layer Temperature Evolution
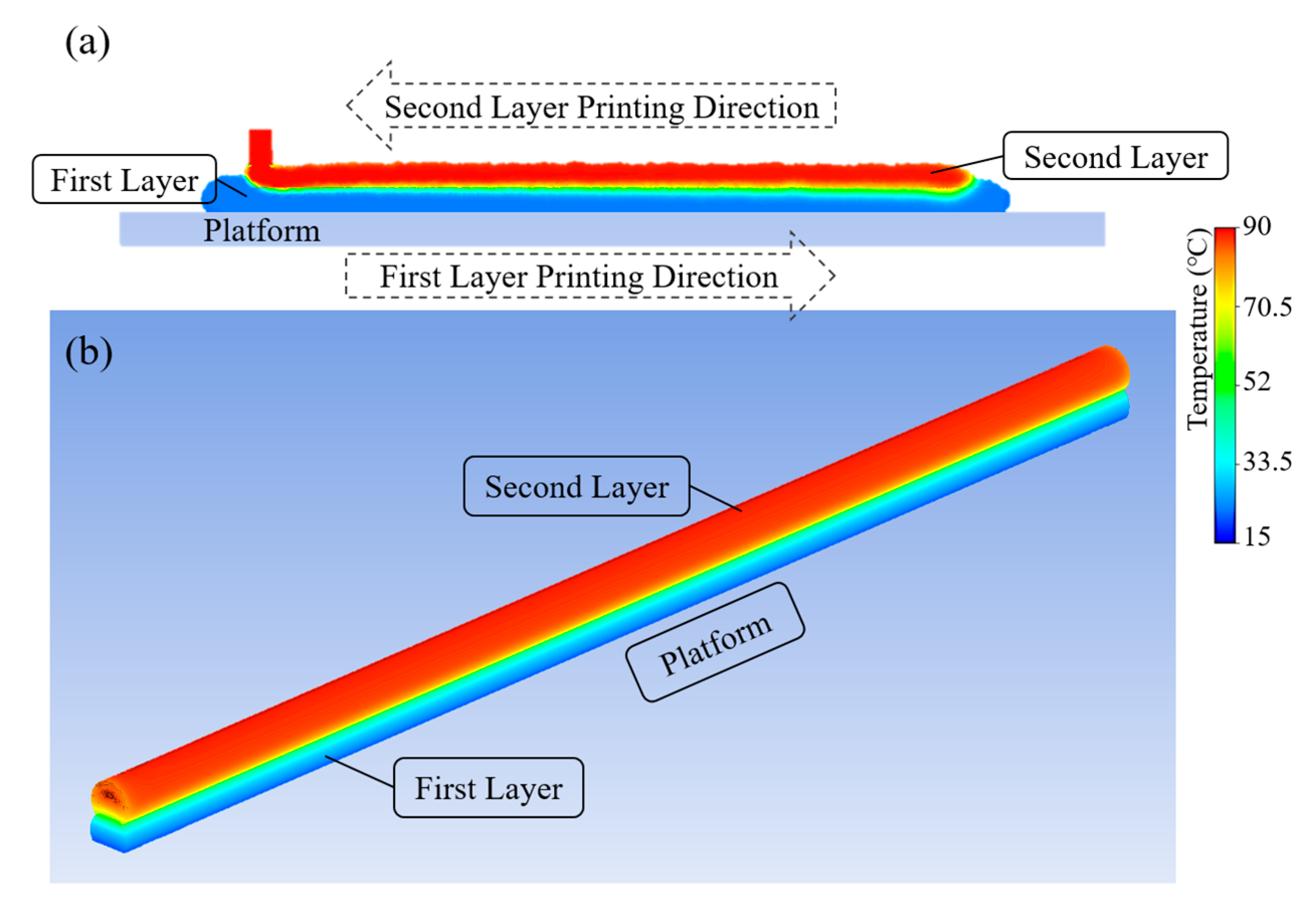
5.3. Temperature Evolution on the Two-Filament Model
6. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Prajapati, H.; Salvi, S.S.; Ravoori, D.; Jain, A. Measurement of the in-plane temperature field on the build plate during polymer extrusion additive manufacturing using infrared thermometry. Polym. Test. 2020, 92, 106866. [Google Scholar] [CrossRef]
- Hutmacher, D.W. Scaffolds in tissue engineering bone and cartilage. Biomaterials 2000, 21, 2529–2543. [Google Scholar] [CrossRef] [PubMed]
- Liu, F.; Vyas, C.; Yang, J.; Ates, G.; Bártolo, P.J. A Review of Hybrid Biomanufacturing Systems Applied in Tissue Regeneration. In Virtual Prototyping & Bio Manufacturing in Medical Applications, 2nd ed.; Bidanda, B., Bartolo, P.J., Eds.; Springer Nature: Cham, Switzerland, 2021; pp. 187–213. [Google Scholar] [CrossRef]
- Bose, S.; Vahabzadeh, S.; Bandyopadhyay, A. Bone tissue engineering using 3D printing. Mater. Today 2013, 16, 496–504. [Google Scholar] [CrossRef]
- Puppi, D.; Mota, C.; Gazzarri, M.; Dinucci, D.; Gloria, A.; Myrzabekova, M.; Ambrosio, L.; Chiellini, F. Additive manufacturing of wet-spun polymeric scaffolds for bone tissue engineering. Biomed. Microdevices 2012, 14, 1115–1127. [Google Scholar] [CrossRef]
- Mota, C.; Puppi, D.; Chiellini, F.; Chiellini, E. Additive manufacturing techniques for the production of tissue engineering constructs. J. Tissue Eng. Regen. Med. 2015, 9, 174–190. [Google Scholar] [CrossRef] [PubMed]
- Weiß, T.; Hildebrand, G.; Schade, R.; Liefeith, K. Two-photon polymerization for microfabrication of three-dimensional scaffolds for tissue engineering application. Eng. Life Sci. 2009, 9, 384–390. [Google Scholar] [CrossRef]
- Yang, J.; Bartolo, P. Novel Co-axial Extrusion Printing Head for Tissue Engineering. In Proceedings of the Transactions on Additive Manufacturing Meets Medicine, Online, 9–11 September 2020. [Google Scholar] [CrossRef]
- Shapira, A.; Noor, N.; Asulin, M.; Dvir, T. Stabilization strategies in extrusion-based 3D bioprinting for tissue engineering. Appl. Phys. Rev. 2018, 5, 041112. [Google Scholar] [CrossRef]
- Geng, Y.; He, H.; Jia, Y.; Peng, X.; Li, Y. Enhanced through-plane thermal conductivity of polyamide 6 composites with vertical alignment of boron nitride achieved by fused deposition modeling. Polym. Compos. 2019, 40, 3375–3382. [Google Scholar] [CrossRef]
- Lindenberg, C.; Krättli, M.; Cornel, J.; Mazzotti, M.; Brozio, J.r. Design and optimization of a combined cooling/antisolvent crystallization process. Cryst. Growth Des. 2009, 9, 1124–1136. [Google Scholar] [CrossRef]
- Kundakcioglu, E.; Lazoglu, I.; Rawal, S. Transient thermal modeling of laser-based additive manufacturing for 3D freeform structures. Int. J. Adv. Manuf. Technol. 2016, 85, 493–501. [Google Scholar] [CrossRef]
- Jonaet, A.M.; Park, H.S.; Myung, L.C. Prediction of residual stress and deformation based on the temperature distribution in 3D-printed parts. Int. J. Adv. Manuf. Technol. 2021, 113, 2227–2242. [Google Scholar] [CrossRef]
- Percoco, G.; Arleo, L.; Stano, G.; Bottiglione, F. Analytical model to predict the extrusion force as a function of the layer height, in extrusion based 3D printing. Addit. Manuf. 2021, 38, 101791. [Google Scholar] [CrossRef]
- Compton, B.G.; Post, B.K.; Duty, C.E.; Love, L.; Kunc, V. Thermal analysis of additive manufacturing of large-scale thermoplastic polymer composites. Addit. Manuf. 2017, 17, 77–86. [Google Scholar] [CrossRef]
- Zhang, J.; Wang, X.Z.; Yu, W.W.; Deng, Y.H. Numerical investigation of the influence of process conditions on the temperature variation in fused deposition modeling. Mater. Des. 2017, 130, 59–68. [Google Scholar] [CrossRef]
- El Moumen, A.; Tarfaoui, M.; Lafdi, K. Modelling of the temperature and residual stress fields during 3D printing of polymer composites. Int. J. Adv. Manuf. Technol. 2019, 104, 1661–1676. [Google Scholar] [CrossRef]
- Brenken, B.; Barocio, E.; Favaloro, A.; Kunc, V.; Pipes, R.B. Development and validation of extrusion deposition additive manufacturing process simulations. Addit. Manuf. 2019, 25, 218–226. [Google Scholar] [CrossRef]
- Issa, R.I. Solution of the implicitly discretised fluid flow equations by operator-splitting. J. Comput. Phys. 1986, 62, 40–65. [Google Scholar] [CrossRef]
- Azoff, E.M. Generalized energy-momentum conservation equations in the relaxation time approximation. Solid-State Electron. 1987, 30, 913–917. [Google Scholar] [CrossRef]
- Yang, H.; Gou, S.; Zhou, Y.; Zhou, L.; Tang, L.; Liu, L.; Fang, S. Thermalesponsive behaviours of novel polyoxyethlene-functionalized acrylamide copolymers: Water solubility, rheological properties and surface activity. J. Mol. Liq. 2020, 319, 11437. [Google Scholar] [CrossRef]
- Barnes, H.A.; Hutton, J.F.; Walters, K. An Introduction to Rheology; Elsevier: Amsterdam, The Netherlands, 1989. [Google Scholar]
- Wibowo, A.; Vyas, C.; Cooper, G.; Qulub, F.; Suratman, R.; Mahyuddin, A.I.; Dirgantara, T.; Bartolo, P. 3D printing of polycaprolactone–polyaniline electroactive scaffolds for bone tissue engineering. Materials 2020, 13, 512. [Google Scholar] [CrossRef]
- Liu, F.; Vyas, C.; Poologasundarampillai, G.; Pape, I.; Hinduja, S.; Mirihanage, W.; Bartolo, P. Structural evolution of PCL during melt extrusion 3D printing. Macromol. Mater. Eng. 2018, 303, 1700494. [Google Scholar] [CrossRef]
- Noroozi, N.; Schafer, L.L.; Hatzikiriakos, S.G. Thermorheological properties of poly (ε-caprolactone)/polylactide blends. Polym. Eng. Sci. 2012, 52, 2348–2359. [Google Scholar] [CrossRef]
- Zhang, B.; Chung, S.H.; Barker, S.; Craig, D.; Narayan, R.J.; Huang, J. Direct ink writing of polycaprolactone/polyethylene oxide based 3D constructs. Prog. Nat. Sci. Mater. Int. 2021, 31, 180–191. [Google Scholar] [CrossRef]
- AZO Materials. Aluminium: Specifications, Properties, Classifications and Classes. Available online: https://www.azom.com/article.aspx?ArticleID=2863 (accessed on 3 March 2022).
- The Eingineering ToolBox. Air-Thermalphysical Properties. Available online: https://www.engineeringtoolbox.com/air-properties-d_156.html (accessed on 3 March 2022).
- ThermalIMAGER TIM. Available online: https://www.micro-epsilon.co.uk/download/products/cat--thermoIMAGER-TIM--en.pdf (accessed on 28 December 2022).
- Gosset, A.; Barreiro-Villaverde, D.; Becerra Permuy, J.C.; Lema, M.; Ares-Pernas, A.; Abad López, M.J. Experimental and numerical investigation of the extrusion and deposition process of a poly(lactic Acid) strand with fused deposition modelling. Polymers 2020, 12, 2885. [Google Scholar] [CrossRef] [PubMed]






Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, J.; Yue, H.; Mirihanage, W.; Bartolo, P. Multi-Stage Thermal Modelling of Extrusion-Based Polymer Additive Manufacturing. Polymers 2023, 15, 838. https://doi.org/10.3390/polym15040838
Yang J, Yue H, Mirihanage W, Bartolo P. Multi-Stage Thermal Modelling of Extrusion-Based Polymer Additive Manufacturing. Polymers. 2023; 15(4):838. https://doi.org/10.3390/polym15040838
Chicago/Turabian StyleYang, Jiong, Hexin Yue, Wajira Mirihanage, and Paulo Bartolo. 2023. "Multi-Stage Thermal Modelling of Extrusion-Based Polymer Additive Manufacturing" Polymers 15, no. 4: 838. https://doi.org/10.3390/polym15040838
APA StyleYang, J., Yue, H., Mirihanage, W., & Bartolo, P. (2023). Multi-Stage Thermal Modelling of Extrusion-Based Polymer Additive Manufacturing. Polymers, 15(4), 838. https://doi.org/10.3390/polym15040838