
The Role of 3D Printing in the Development of a Catalytic System for the Heterogeneous Fenton Process

 ,
,  ,
,  and
and 
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Catalyst Preparation
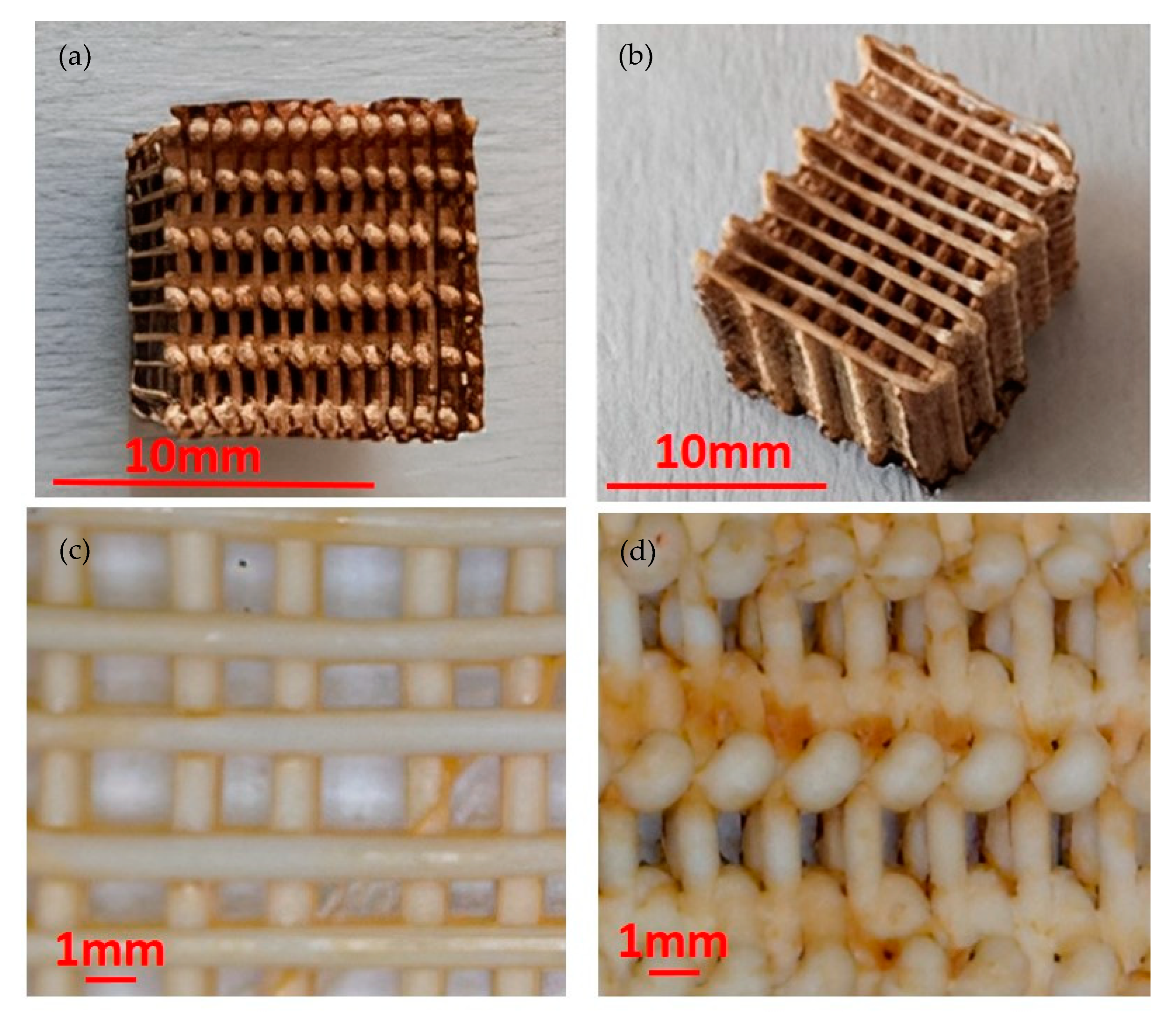
2.2.1. 3D Printing of Polylactic Acid (PLA) Scaffolds
- CAD design of the structure;
- Exporting the file in *.stl format;
- Orientation and slicing operations;
- Creation of the G-code file;
- 3D printing.
2.2.2. Preparation of the Catalytic System
- ●
- PHASE 1: Chemical attack of the PLA scaffold by immersion in a 1 M aqueous solution of sodium hydroxide (NaOH), under magnetic stirring on a plate heated to 65 ° C for 45 min in a sand bath;
- ●
- PHASE 2: Preparation of the following solutions:
- o
- Aqueous solution of polyvinyl alcohol (PVA) at 2% by weight;
- o
- Solution of FeCl2 in isopropanol (C3H8O) at 0.5% (3.96 × 10−5 M);
- ●
- PHASE 3:
- o
- Adding 25 mL of aqueous PVA solution to 25 mL of FeCl2 solution in isopropanol and magnetic stirring for 2 h;
- o
- Immersion of the catalyst in solution under magnetic stirring for 24 h;
- o
- Dripping and transferring to an oven at 60 °C for a week.
2.2.3. Characterization Methods
2.3. Fenton Process
2.3.1. Preparation of Model Molecules Solutions
2.3.2. Batch Experiments
2.3.3. Fenton Treatment of a Sample Wastewater
2.3.4. Determination of the Chemical Oxygen Demand (COD)
3. Results and Discussion
3.1. Preparation of the Catalyst
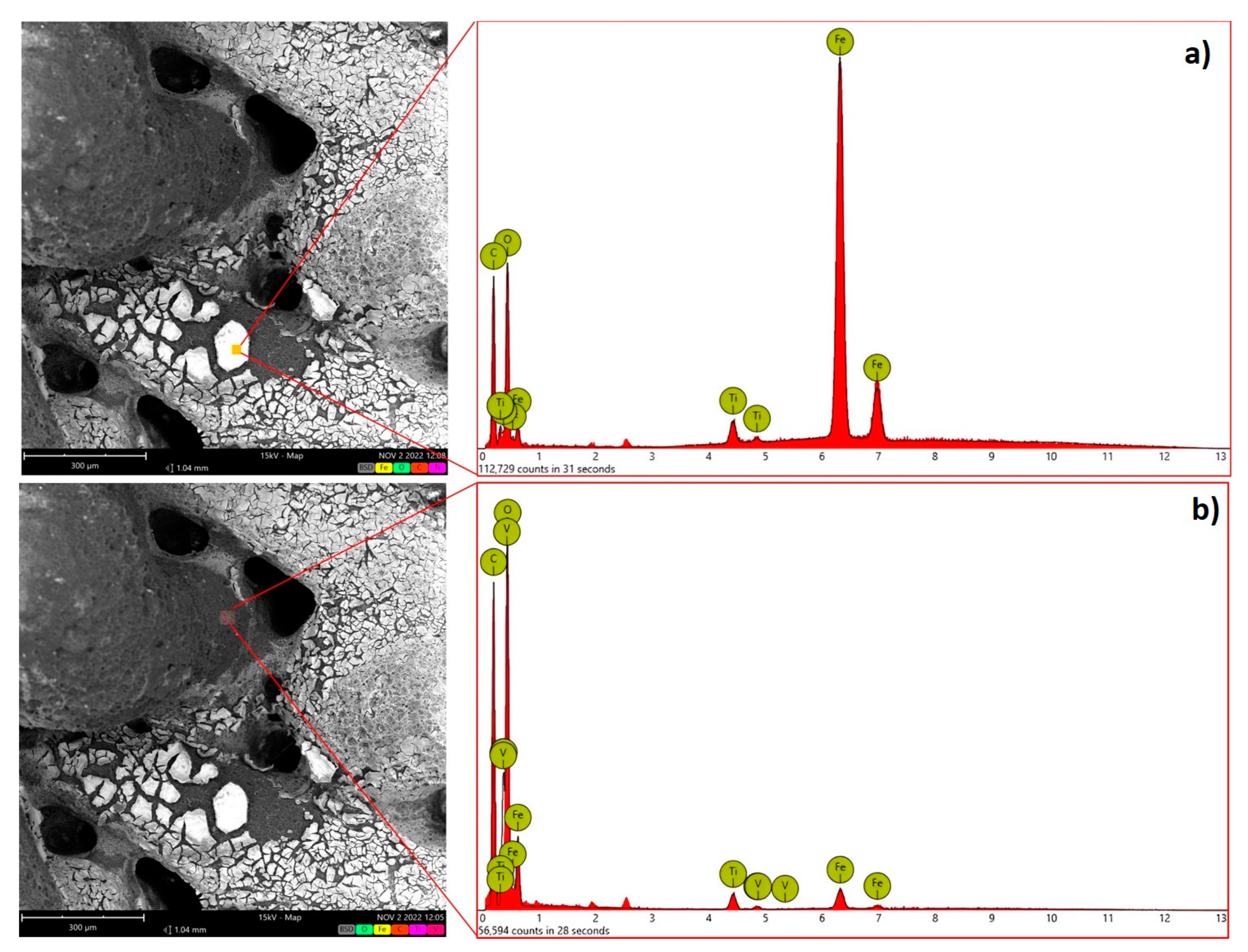
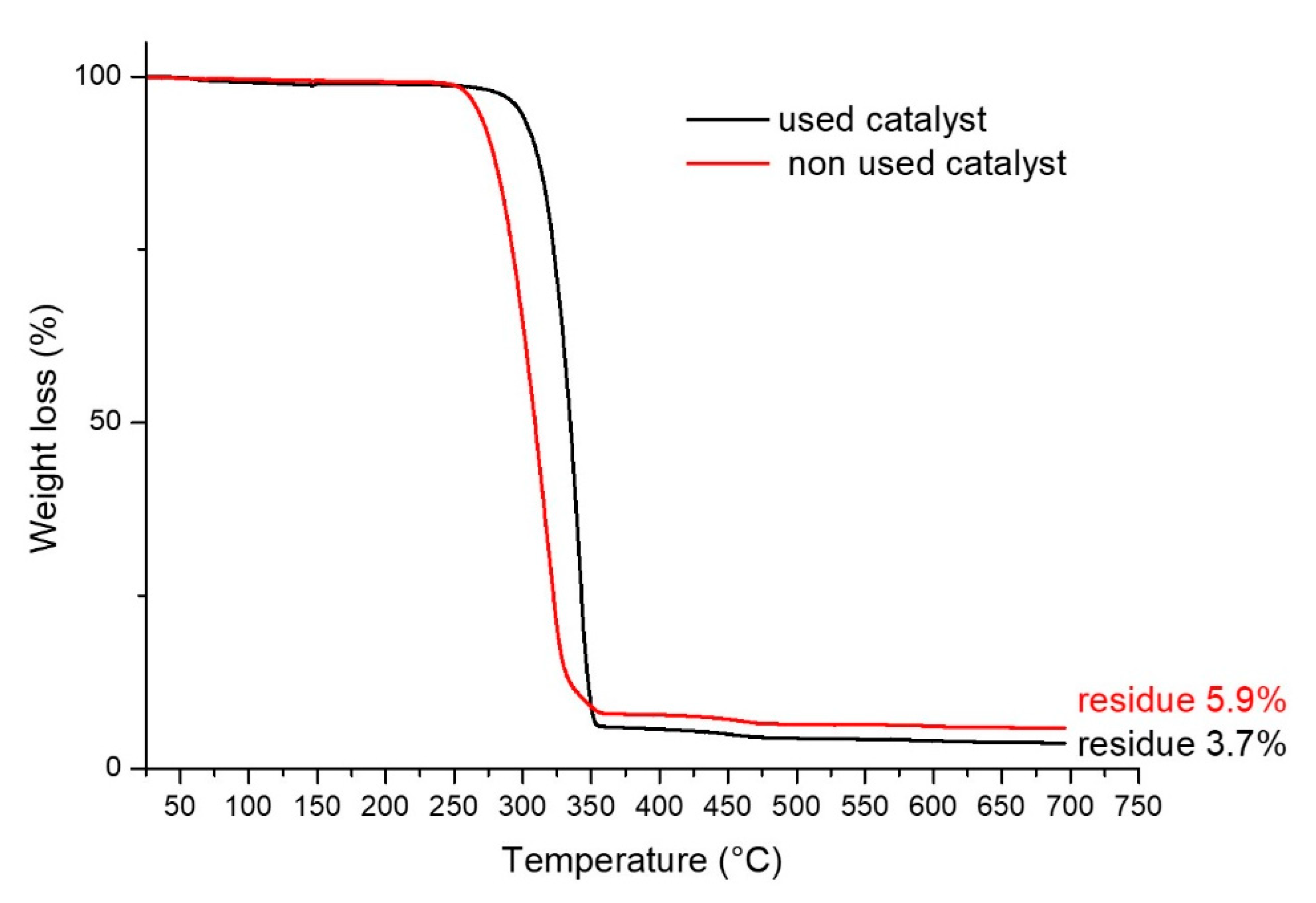
3.2. Catalysts Characterization
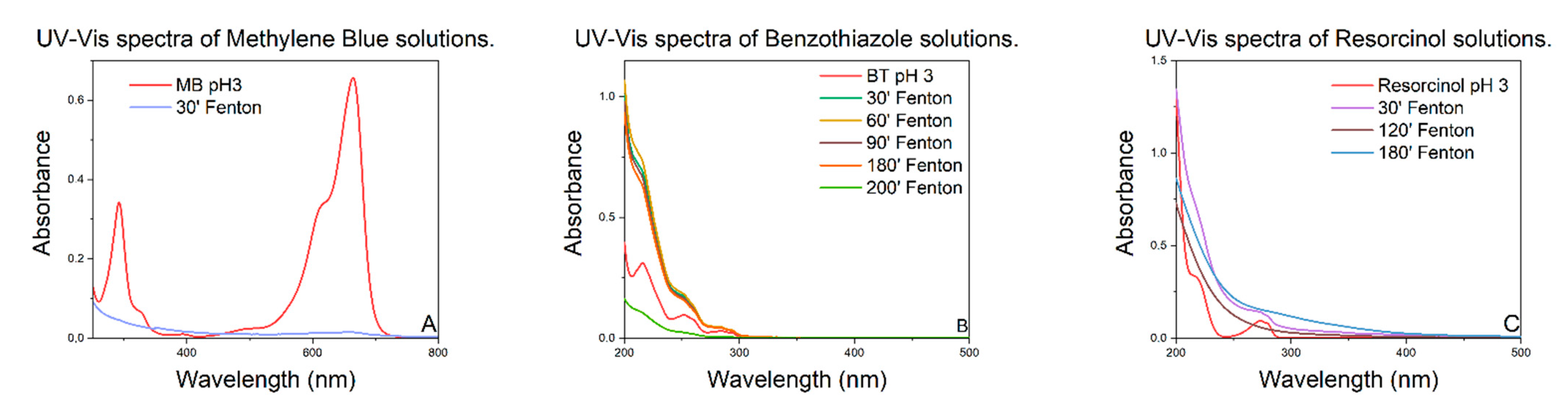
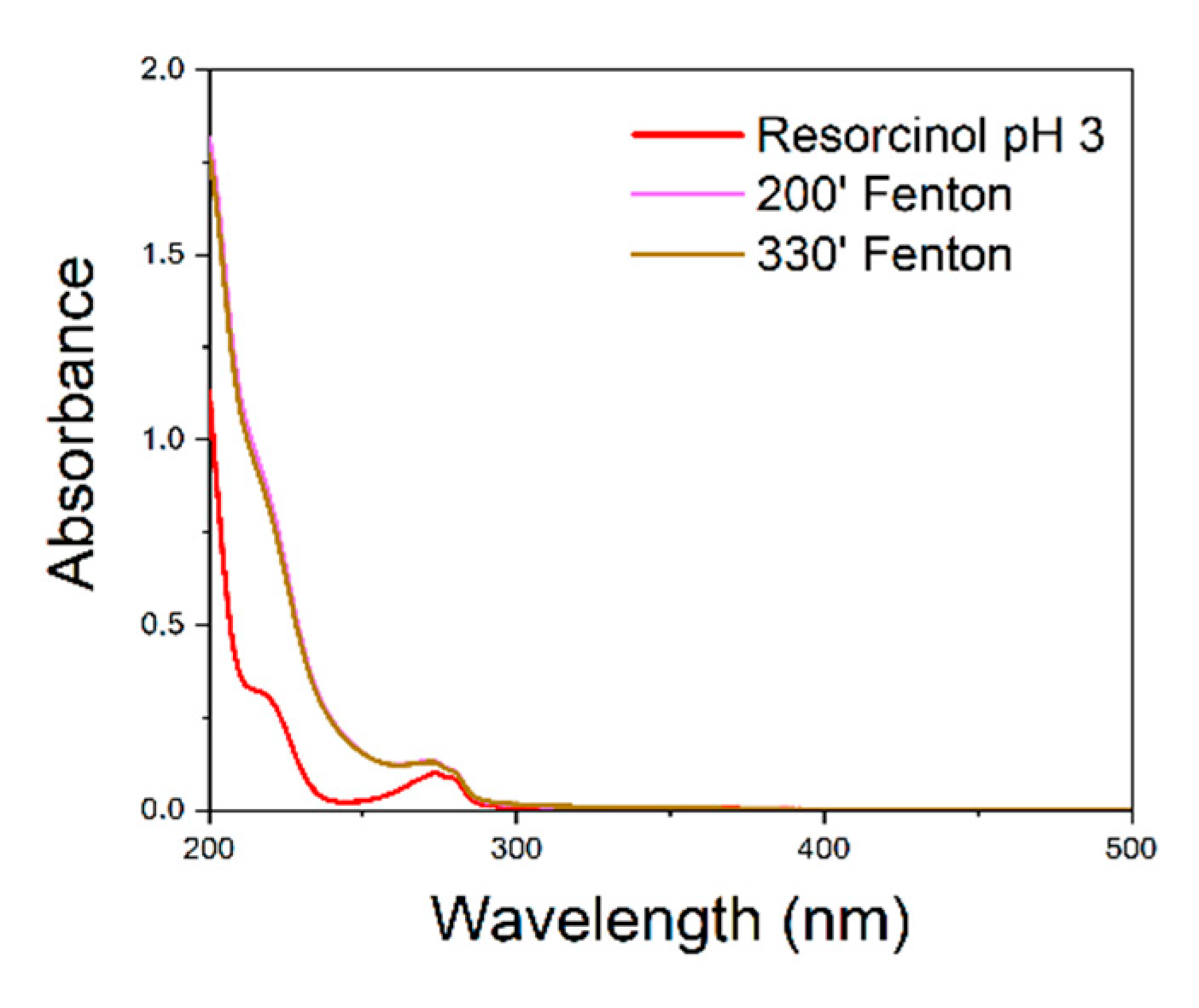
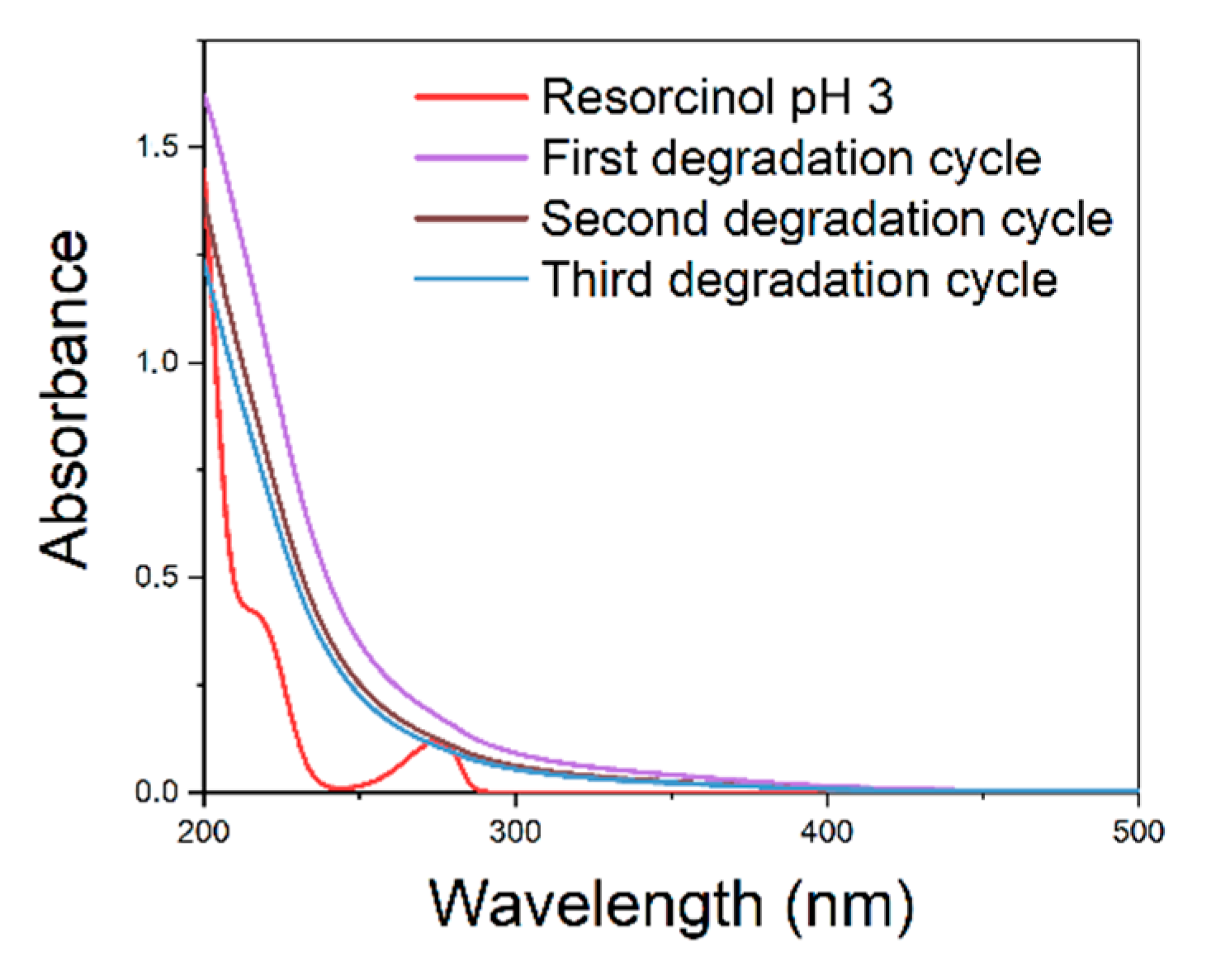
3.3. Fenton Treatment of Model Molecules Solutions
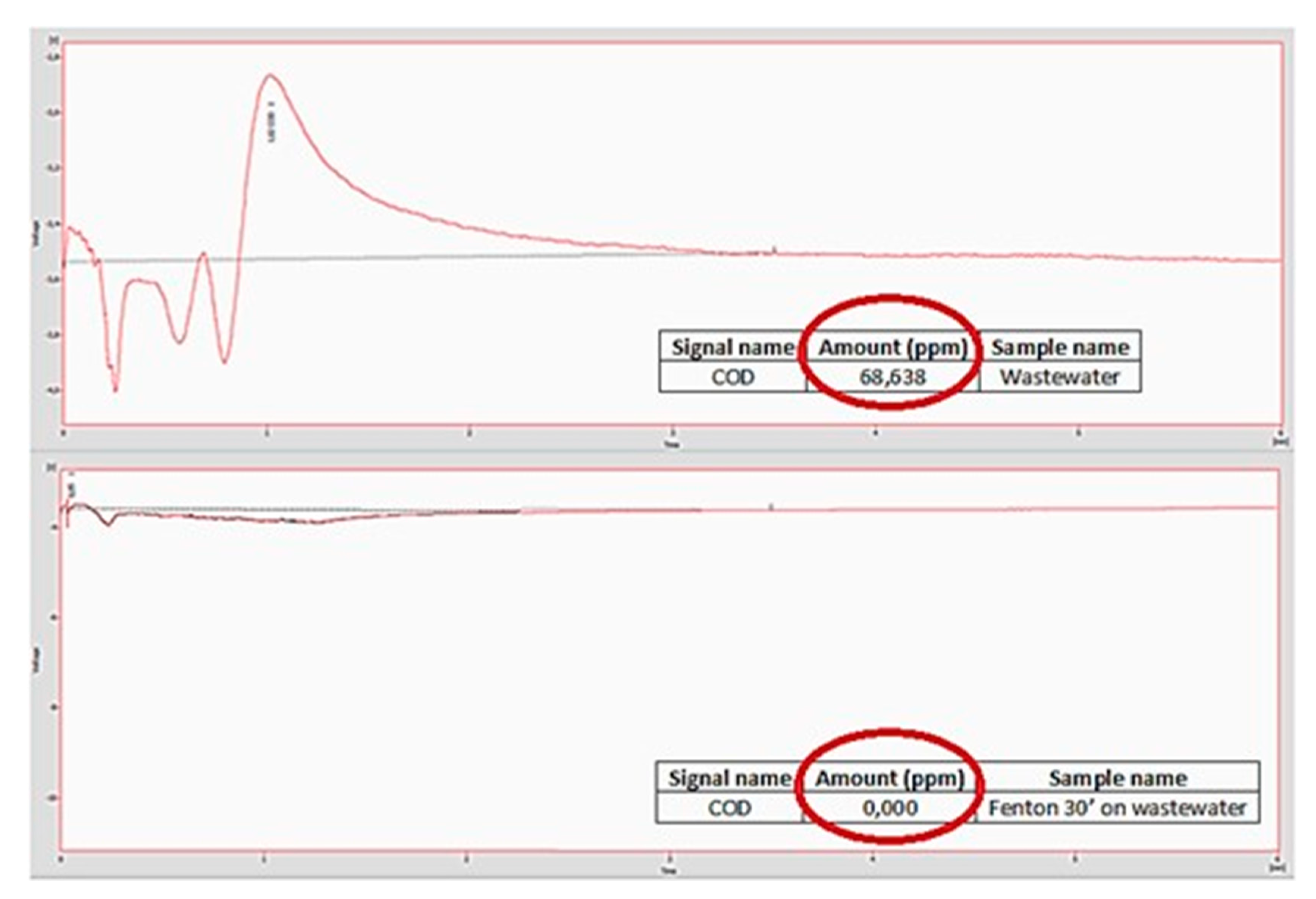
3.4. Fenton Treatment of a Sample Wastewater
4. Conclusions
- Simple and reliable preparation of a monolithic catalyst characterized by a complex geometry by 3D printing followed by a simple coating procedure;
- High efficiency and selectivity of the oxidations provide highly degradation yield and avoiding costly and time-consuming work-up procedures;
- The catalyst can be recovered and reused after regeneration, thus, increasing the effectiveness of the process;
- Our method resolves the problem of the sludge normally obtained using the traditional homogeneous and heterogeneous reaction, reducing the wastes according of the rules of green chemistry;
- Furthermore, the study conducted on industrial wastewaters shows how it can also be applied in complex mixtures, which represents an advance compared to current studies on catalyzed oxidation processes.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Hull, C.W. Apparatus for Production of Three-Dimensional Objects by Stereolithography. U.S. Patent 4,575,330, 19 December 1986. [Google Scholar]
- Benaglia, M.; Rossi, S.; Puglisi, A. Additive manufacturing technologies: 3D printing in organic synthesis. ChemCatChem 2018, 10, 1512–1525. [Google Scholar] [CrossRef]
- Tubío, C.R.; Azuaje, J.; Escalante, L.; Coelho, A.; Guitián, F.; Sotelo, E.; Gil, A. 3D printing of a heterogeneous copper-based catalyst. J. Catal. 2016, 334, 110–115. [Google Scholar] [CrossRef]
- Bogdan, E.; Michorczyk, P. 3D printing in heterogeneous catalysis—The state of the art. Materials 2020, 13, 4534. [Google Scholar] [CrossRef] [PubMed]
- Michorczyk, P.; Hedrzak, E.; Wegrzyniak, A. Preparation of monolitich catalysts using 3D Printed templates for oxidative coupling of methane. J. Mater. Chem. A 2016, 4, 18753. [Google Scholar] [CrossRef]
- Stuecker, J.N.; Miller, J.E.; Ferrizz, R.E.; Mudd, J.E.; Cesarano, J. Advanced support structures for enhanced catalytic activity. Ind. Eng. Chem. Res. 2004, 43, 51–55. [Google Scholar] [CrossRef]
- Ferrizz, R.M.; Stuecker, J.N.; Cesarano, J.; Miller, J.E. Monolitich supports with unique geometries and enhanced mass transfer. Ind. Eng. Chem. Res. 2005, 44, 302–308. [Google Scholar] [CrossRef]
- Li, X.; Rezaei, F.; Rownaghi, A.A. 3D-printed zeolite monoliths with hierarchical porosity for selective methanol to light olefin reaction. React. Chem. Eng. 2018, 3, 733–746. [Google Scholar] [CrossRef]
- Chaparro-Garnica, C.Y.; Davó-Quiñonero, A.; Bailón-García, E.; Lozano-Castelló, D.; Bueno-López, A. Design of Monolithic Supports by 3D Printing for Its Application in the Preferential Oxidation of CO (CO-PrOx). ACS Appl. Mater. Interfaces 2019, 11, 36763–36773. [Google Scholar] [CrossRef] [PubMed]
- Hurt, C.; Brandt, M.; Priya, S.S.; Bhatelia, T.; Patel, J.; Selvakannan, P.R.; Bhargava, S. Combining additive manufacturing and catalysis: A review. Catal. Sci. Technol. 2017, 7, 3421–3439. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.; Gou, J.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- ASTM International F2792-12a; Standard Terminology for Additive Manufacturing Technologies. ASTM International Standards: West Conshohocken, PA, USA, 2012.
- Zhou, X.; Liu, C. Three-dimensional printing for catalytic applications: Current status and perspectives. Adv. Funct. Mater. 2017, 27, 1701134–1701147. [Google Scholar] [CrossRef]
- Gordeev, E.G.; Degtyareva, E.S.; Ananikov, V.P. Analysis of 3D printing possibilities for the development of practical applications in synthetic organic chemistry. Russ. Chem. Bull. 2016, 65, 1637–1643. [Google Scholar] [CrossRef]
- Flores, D.; Noboa, J.; Tarapues, M.; Vizuete, K.; Debut, A.; Bejarano, L.; Streitwieser, D.A.; Ponce, S. Simple Preparation of Metal-Impregnated FDM 3D-Printed Structures. Micromachines 2022, 13, 1675. [Google Scholar] [CrossRef]
- Tarzia, A.; Montanaro, J.; Casiello, M.; Annese, C.; Nacci, A.; Maffezzoli, A. Synthesis, curing and properties of an epoxy resin derived from gallic acid. Bioresources 2018, 13, 632–645. [Google Scholar] [CrossRef]
- Pantone, V.; Annese, C.; Fusco, C.; Fini, P.; Nacci, A.; Russo, A.; D’Accolti, L. One-Pot Conversion of Epoxidized Soybean Oil (ESO) into Soy-Based Polyurethanes by MoCl2O2 Catalysis. Molecules 2017, 22, 333–346. [Google Scholar] [CrossRef]
- Casiello, M.; Catucci, L.; Fracassi, F.; Fusco, C.; Laurenza, A.G.; Di Bitonto, L.; Pastore, C.; D’Accolti, L.; Nacci, A. ZnO/Ionic Liquid Catalyzed Biodiesel Production from Renewable and Waste Lipids as Feedstocks. Catalyst 2019, 9, 71. [Google Scholar] [CrossRef]
- Hartings, M.R.; Ahmed, Z. Chemistry from 3D printed Objects. Nat. Rev. Chem. 2019, 3, 305–314. [Google Scholar] [CrossRef]
- Maldovan, M.; Thomas, E.L.; Carter, C.W. Layer-by-layer diamond-like woodpile structure with a large photonic band gap. Appl. Phys. Lett. 2004, 84, 362. [Google Scholar] [CrossRef]
- Yang, C.; Zhang, C.; Chen, Z.-J.; Li, Y.; Yan, W.-Y.; Yu, H.-B.; Liu, L. Three-dimensional hierarchical porous structures of metallic glass/copper composite catalysts by 3D printing for efficient wastewater treatments. ACS Appl. Mater. Interfaces 2021, 13, 7227–7237. [Google Scholar] [CrossRef]
- Watwe, V.S.; Kulkarni, S.D.; Preeti, S.K. Cr(VI)-mediated homogeneous Fenton oxidation for decolorization of methylene blue dye: Sludge free and pertinent to a wide pH range. ACS Omega 2021, 6, 27288–27296. [Google Scholar] [CrossRef]
- Neyens, E.; Baeyens, J. A review of classic Fenton’s peroxidation as an advanced oxidation technique. J. Hazard. Mater. B 2003, 98, 33–50. [Google Scholar] [CrossRef] [PubMed]
- Sun, S.P.; Zeng, X.; Li, C.; Lemley, A.T. Enhanced heterogeneous and homogeneous Fenton-like degradation of carbamazepine by nano-Fe3O4/H2O2 with nitrilotriacetic acid. Chem. Eng. J. 2014, 244, 44–49. [Google Scholar] [CrossRef]
- Bautista, P.; Mohedano, A.F.; Gilarranz, M.A.; Casas, J.A.; Rodriguez, J.J. Application of Fenton oxidation to cosmetic wastewater treatment. J. Hazard. Mater. 2007, 143, 128–134. [Google Scholar] [CrossRef] [PubMed]
- Kušic, H.; Bozic, A.L.; Koprivanac, N. Fenton type processes for minimization of organic content in coloured wastewaters: Part I: Processes optimization. Dyes Pigm. 2007, 74, 380–387. [Google Scholar] [CrossRef]
- Ramirez, J.H.; Costa, C.A.; Madeira, L.M. Experimental design to optimize the degradation of the synthetic dye Orange II using Fenton’s reagent. Catal. Today 2005, 107–108, 68–76. [Google Scholar] [CrossRef]
- Pignatello, J.J.; Oliveros, E.; MacKay, A. Advanced oxidation processes for organic contaminant destruction based on the Fenton reaction and related chemistry. Crit. Rev. Environ. Sci. Technol. 2006, 36, 1–84. [Google Scholar] [CrossRef]
- Kavitha, V.; Palanivelu, K. The role of ferrous ion in Fenton and photo-Fenton processes for the degradation of phenol. Chemosphere 2004, 55, 1235–1243. [Google Scholar] [CrossRef]
- Mesquita, I.; Matos, L.C.; Duarte, F.; Maldonado-Hòdar, F.J.; Mendes, A.; Madeira, L.M. Treatment of azo dye-containing wastewater by a Fenton-like process in a continuous packed-bed reactor filled with activated carbon. J. Hazard. Mater. 2012, 237–238, 30–37. [Google Scholar] [CrossRef]
- Argyle, M.D.; Bartholomew, C.H. Heterogeneous Catalyst Deactivation and Regeneration: A Review. Catalysts 2015, 5, 145–269. [Google Scholar] [CrossRef]
- Fico, D.; Rizzo, D.; Casciaro, R.; Esposito Corcione, C. A Review of Polymer-Based Materials for Fused Filament Fabrication (FFF): Focus on Sustainability and Recycled Materials. Polymers 2022, 14, 465. [Google Scholar] [CrossRef]
- Algarni, M.; Ghazali, S. Comparative Study of the Sensitivity of Pla, Abs, Peek, and Petg’s Mechanical Properties to Fdm Printing Process Parameters. Crystals 2021, 11, 995. [Google Scholar] [CrossRef]
- Anita Lett, J.; Sagadevan, S.; Léonard, E.; Fatimah, I.; Motalib Hossain, M.A.; Mohammad, F.; Al-Lohedan, H.A.; Paiman, S.; Alshahateet, S.F.; Abd Razak, S.I.; et al. Bone tissue engineering potentials of 3D printed magnesium-hydroxyapatite in polylactic acid composite scaffolds. Artif. Organs 2021, 45, 1501–1512. [Google Scholar] [CrossRef] [PubMed]
- Wanga, N.; Zheng, T.; Zhang, G.; Wanga, P. A review on Fenton-like processes for organic wastewater treatment. J. Environ. Chem. Eng. 2016, 4, 762–787. [Google Scholar] [CrossRef]
- Zheng, Y.; Xie, W.; Yuan, S. Hydroxylamine Promoted Fe(III) Reduction in H2O2/Soil Sys-tems for Phenol Degradation. Environ. Sci. Pollut. Res. 2022, 29, 30285–30296. [Google Scholar] [CrossRef]
- Reynoso, A.; Zizzias, J.; Sacchetto, J.; Gambetta, C.; Natera, J.; Massad, W.A. Complete benzothiazole elimination by the solar photo-Fenton process in aqueous and β-cyclodextrin solutions. New. J. Chem. 2021, 45, 20214–20218. [Google Scholar] [CrossRef]
- Antonopoulou, M.; Evgenidou, E.; Lambropoulou, D.; Konstantinou, I. A review on advanced oxidation processes for the removal of taste and odor compounds from aqueous media. Water. Res. 2014, 53, 215–234. [Google Scholar] [CrossRef]
- Yang, W.; Wang, Q.; Li, W.; Xue, L.; Liu, H.; Zhou, J.; Mo, J.; Shen, B. A novel thermal-tuning Fe-based amorphous alloy for automatically recycled methylene blue degradation. Mater. Des. 2019, 161, 136–146. [Google Scholar] [CrossRef]
- Barona, J.F.; Morales, D.F.; Gonzàlez-Bahamòn, L.F.; Pulgarìn, C.; Benìtez, L.N. Shift from heterogeneous to homogeneous catalysis during resorcinol degradation using the solar photo-Fenton process initiated at circumneutral pH. Appl. Catal. B Environ. 2015, 165, 620–627. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element Symbol | Atomic Concentration EDX (Figure 2a) | Atomic Concentration EDX (Figure 2b) |
|---|---|---|
| O | 80 ± 2 | 60 ± 1 |
| Fe | 4 ± 0.5 | 30 ± 0.8 |
| C | 12 ± 1 | 2 ± 0.5 |
| Element Symbol | Weight Conc. | Oxide Symbol |
| Fe | 83.49 | |
| O | 12.11 | |
| C | 2.35 | |
| Ti | 2.05 |
| Row # | Catalyst | Substrate | Time (min) | Temperature (K) | Conversion (%) | Ref # |
|---|---|---|---|---|---|---|
| 1 | Fe63Cr5Nb4Y6B22 | MB | 20 | 70 | 100 | 39 |
| 2 | Fe(II)–PLA impregnated stirred caps | MB | 20 | 25 | 100 | 15 |
| 3 | Fe(II)–3D-printed PLA | MB | 30 | 25 | 100 | Our work |
| 4 | Fenton | BTH | 60 | 25 | 20 | 37 |
| 5 | Photo-Fenton | BTH | 60 | 25 | 80 | 37 |
| 6 | Fe(II)–3D-printed PLA | BTH | 200 | 25 | 100 | Our work |
| 7 | Photo-Fenton | Resorcinol | 120–240 | 25 | 100 | 40 |
| 8 | Fe(II)–3D-printed PLA | Resorcinol | 120 | 25 | 100 | Our work |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
D’Accolti, L.; De Cataldo, A.; Montagna, F.; Esposito Corcione, C.; Maffezzoli, A. The Role of 3D Printing in the Development of a Catalytic System for the Heterogeneous Fenton Process. Polymers 2023, 15, 580. https://doi.org/10.3390/polym15030580
D’Accolti L, De Cataldo A, Montagna F, Esposito Corcione C, Maffezzoli A. The Role of 3D Printing in the Development of a Catalytic System for the Heterogeneous Fenton Process. Polymers. 2023; 15(3):580. https://doi.org/10.3390/polym15030580
Chicago/Turabian StyleD’Accolti, Lucia, Alessia De Cataldo, Francesco Montagna, Carola Esposito Corcione, and Alfonso Maffezzoli. 2023. "The Role of 3D Printing in the Development of a Catalytic System for the Heterogeneous Fenton Process" Polymers 15, no. 3: 580. https://doi.org/10.3390/polym15030580
APA StyleD’Accolti, L., De Cataldo, A., Montagna, F., Esposito Corcione, C., & Maffezzoli, A. (2023). The Role of 3D Printing in the Development of a Catalytic System for the Heterogeneous Fenton Process. Polymers, 15(3), 580. https://doi.org/10.3390/polym15030580