
The Potential of Soluble Proteins in High-Moisture Soy Protein–Gluten Extrudates Preparation



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
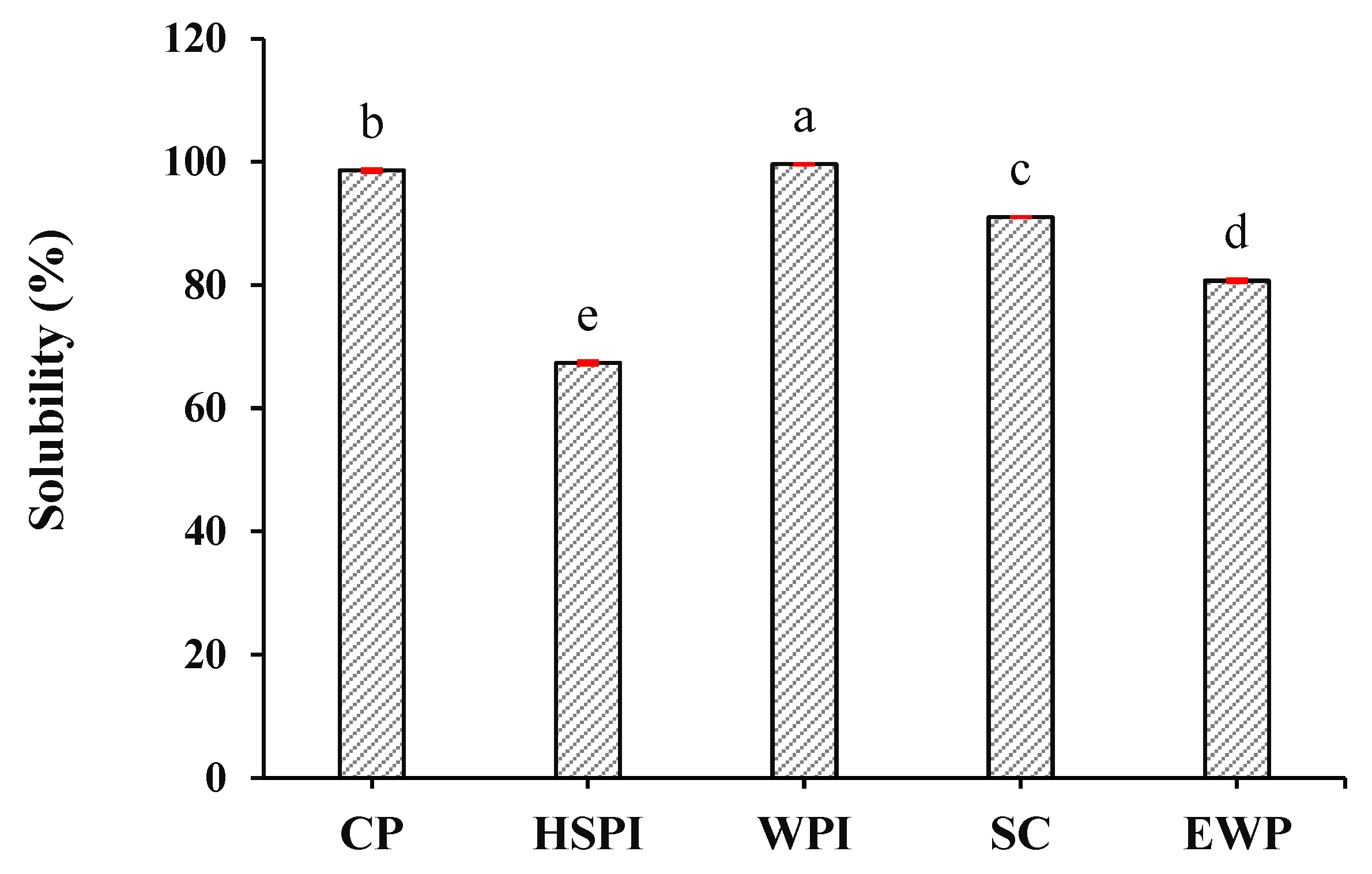
2.2. Solubility
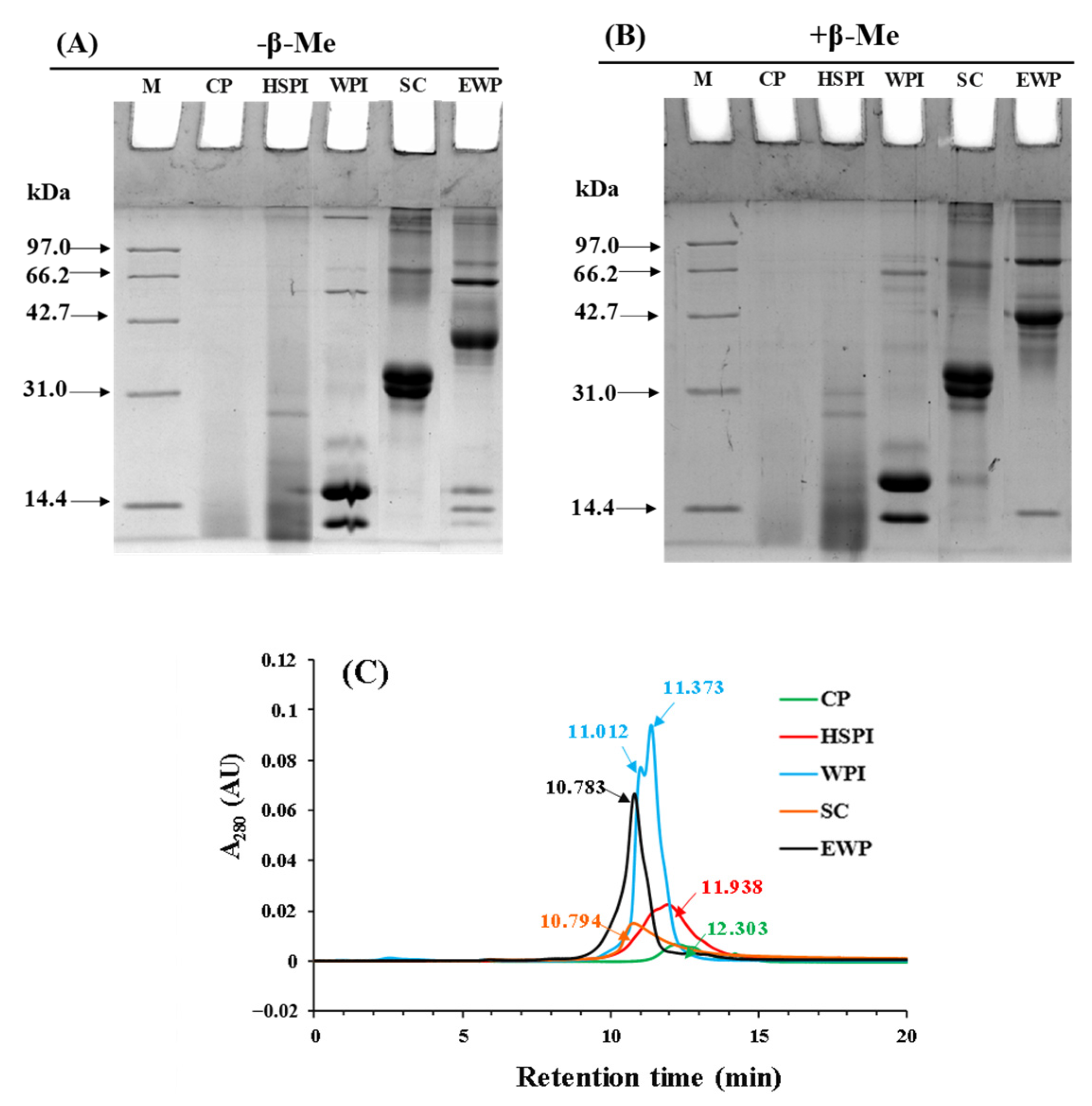
2.3. Sodium Dodecyl Sulfate–Polyacrylamide Gel Electrophoresis
2.4. High-Performance Liquid Chromatography
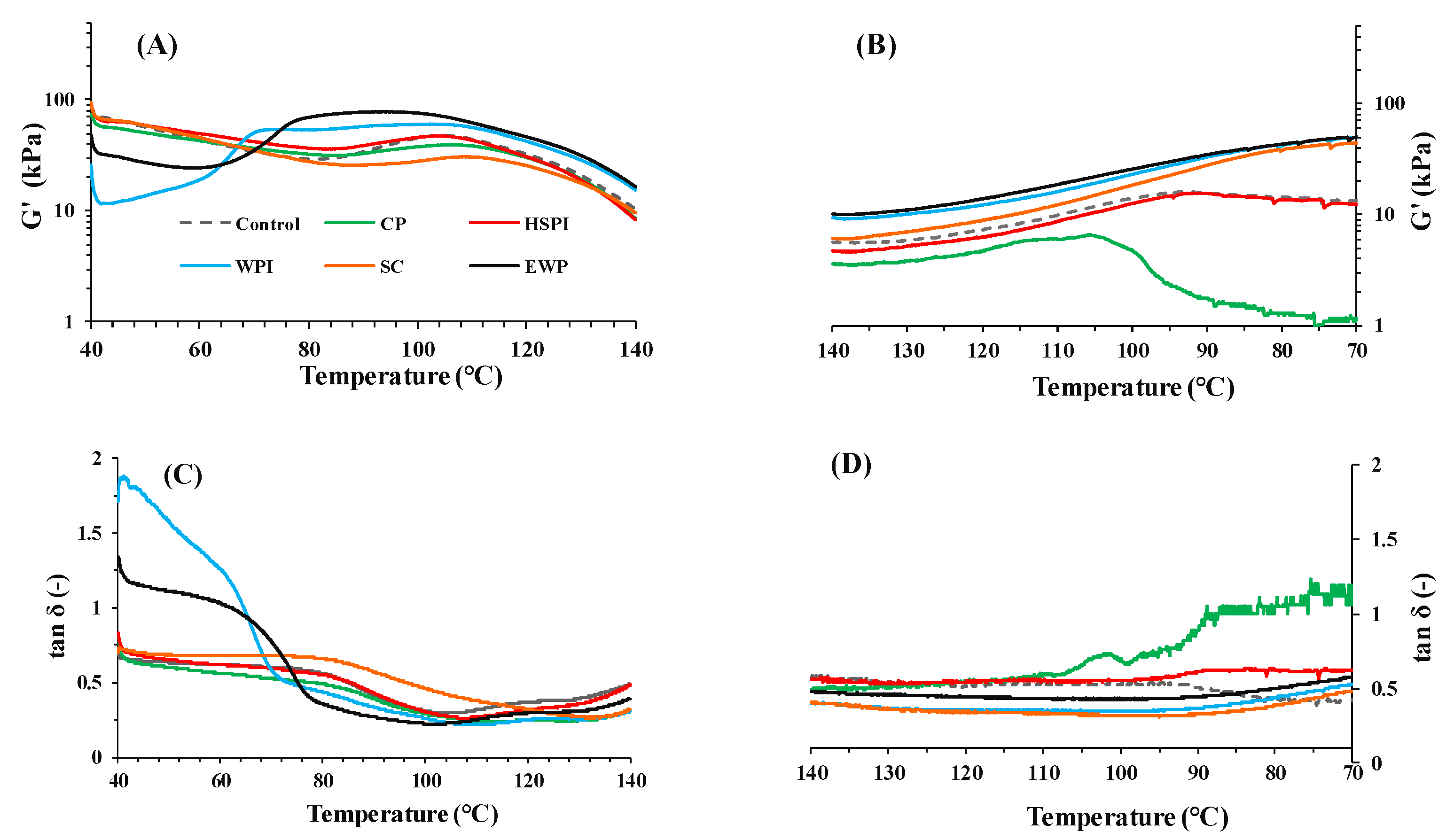
2.5. Rheological Properties of Protein Blends
2.6. Preparation of Samples during the Extrusion Process
2.7. System Response Parameters
2.8. Tensile Strength Analysis
2.9. Confocal Scanning Laser Microscopy
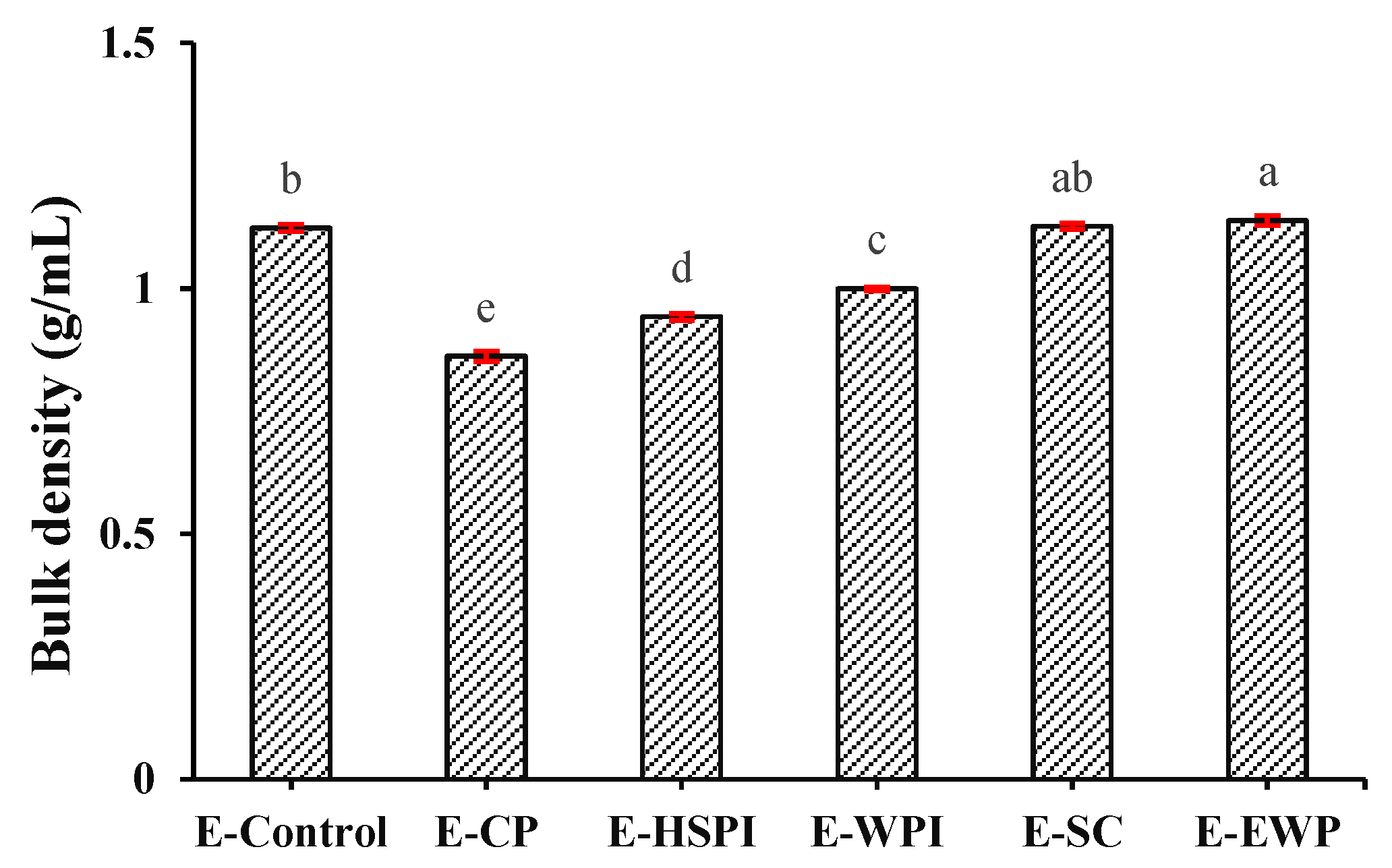
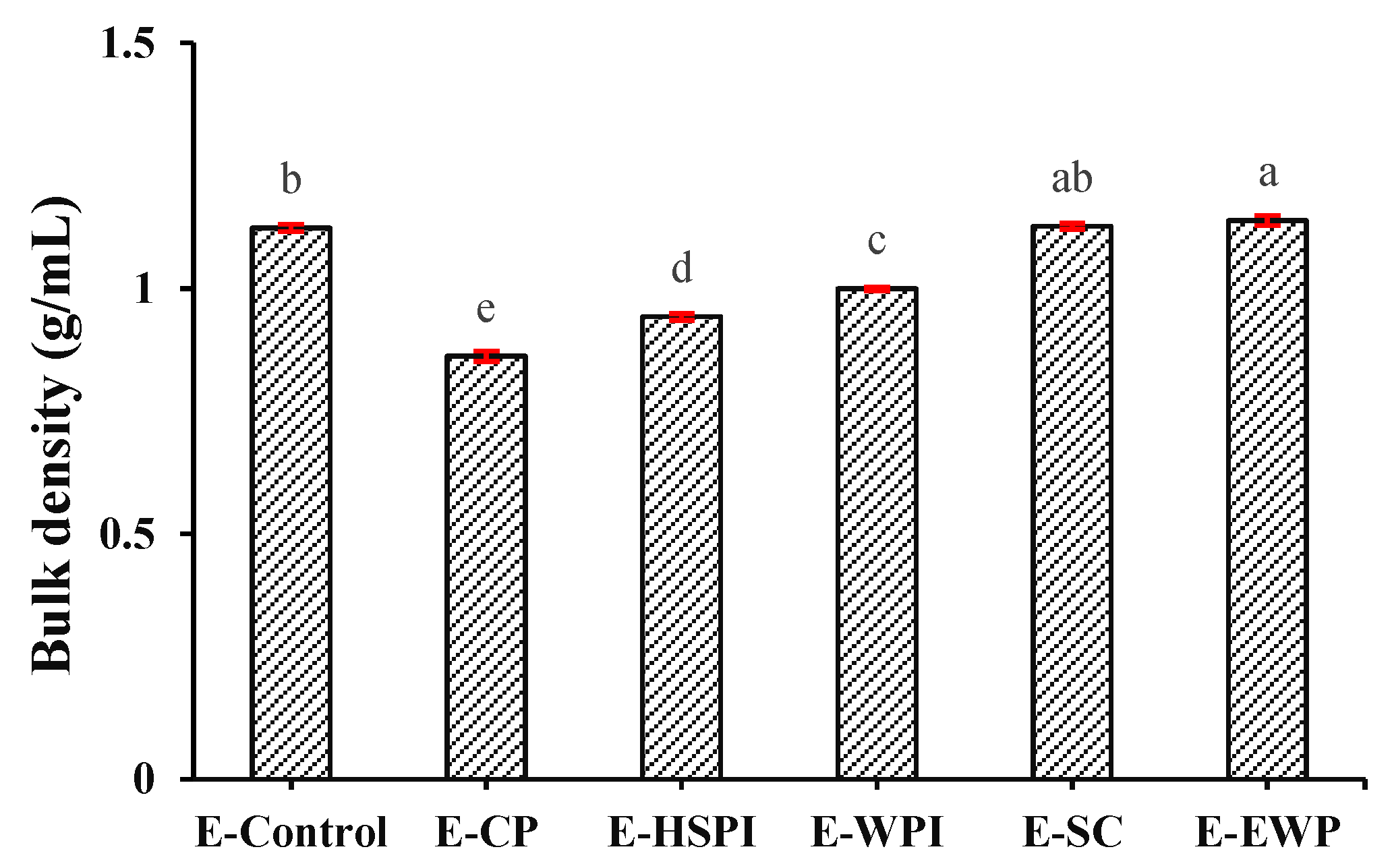
2.10. Bulk Density
2.11. Permeability Measurement
2.12. Statistical Analysis
3. Results and Discussion
3.1. Physicochemical Properties of Protein
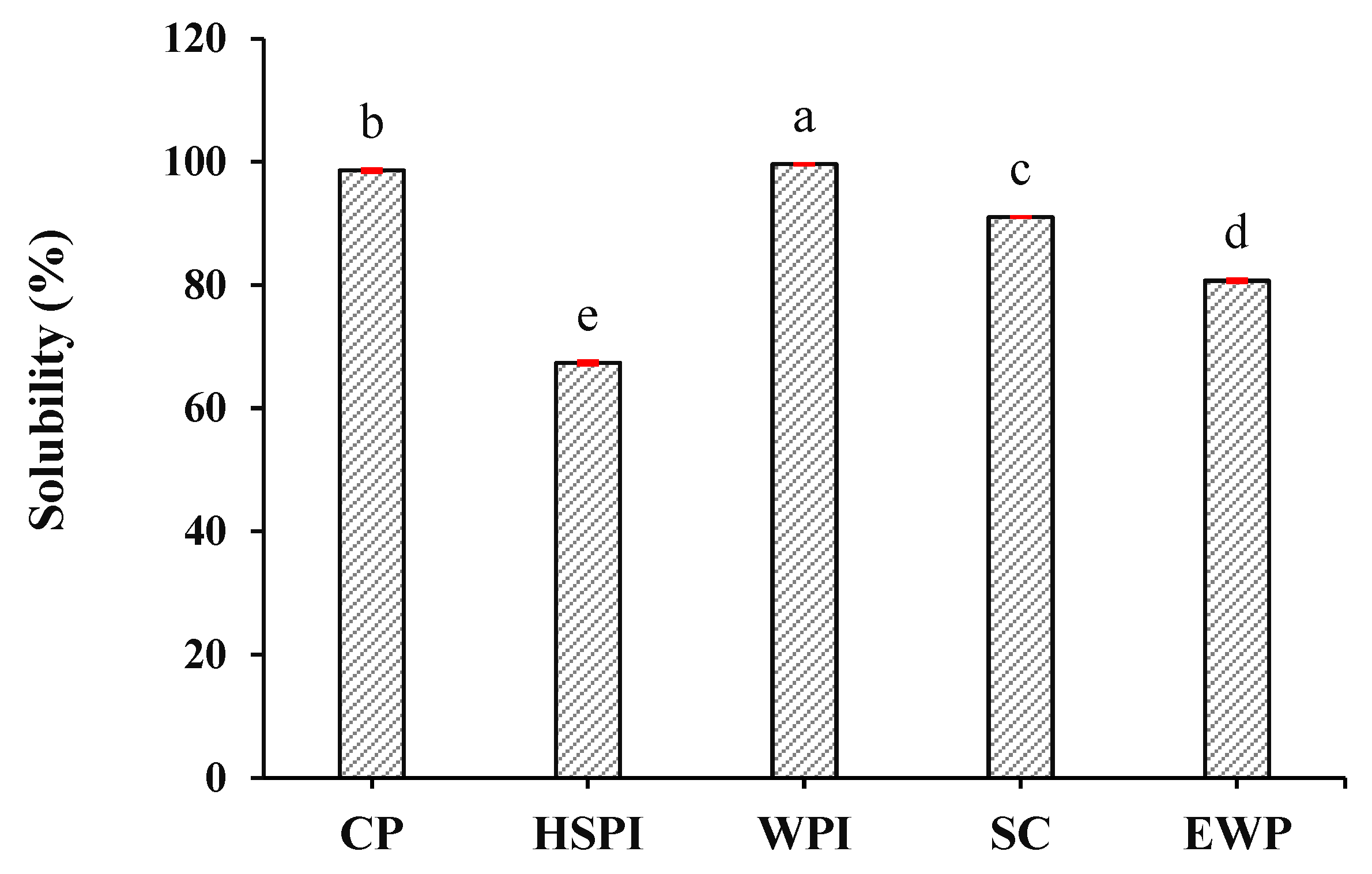
3.1.1. Solubility
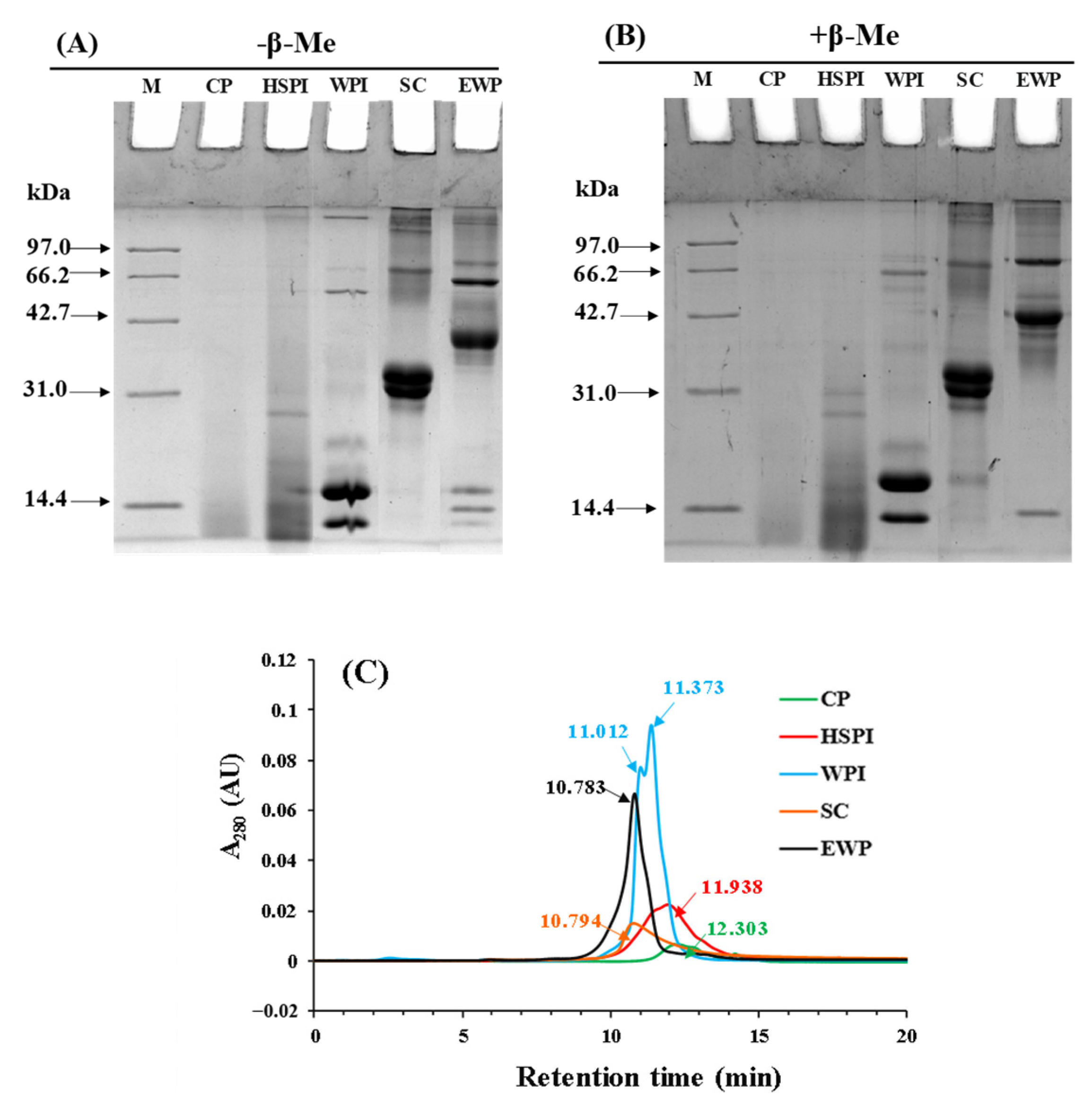
3.1.2. Molecular Weight Distribution
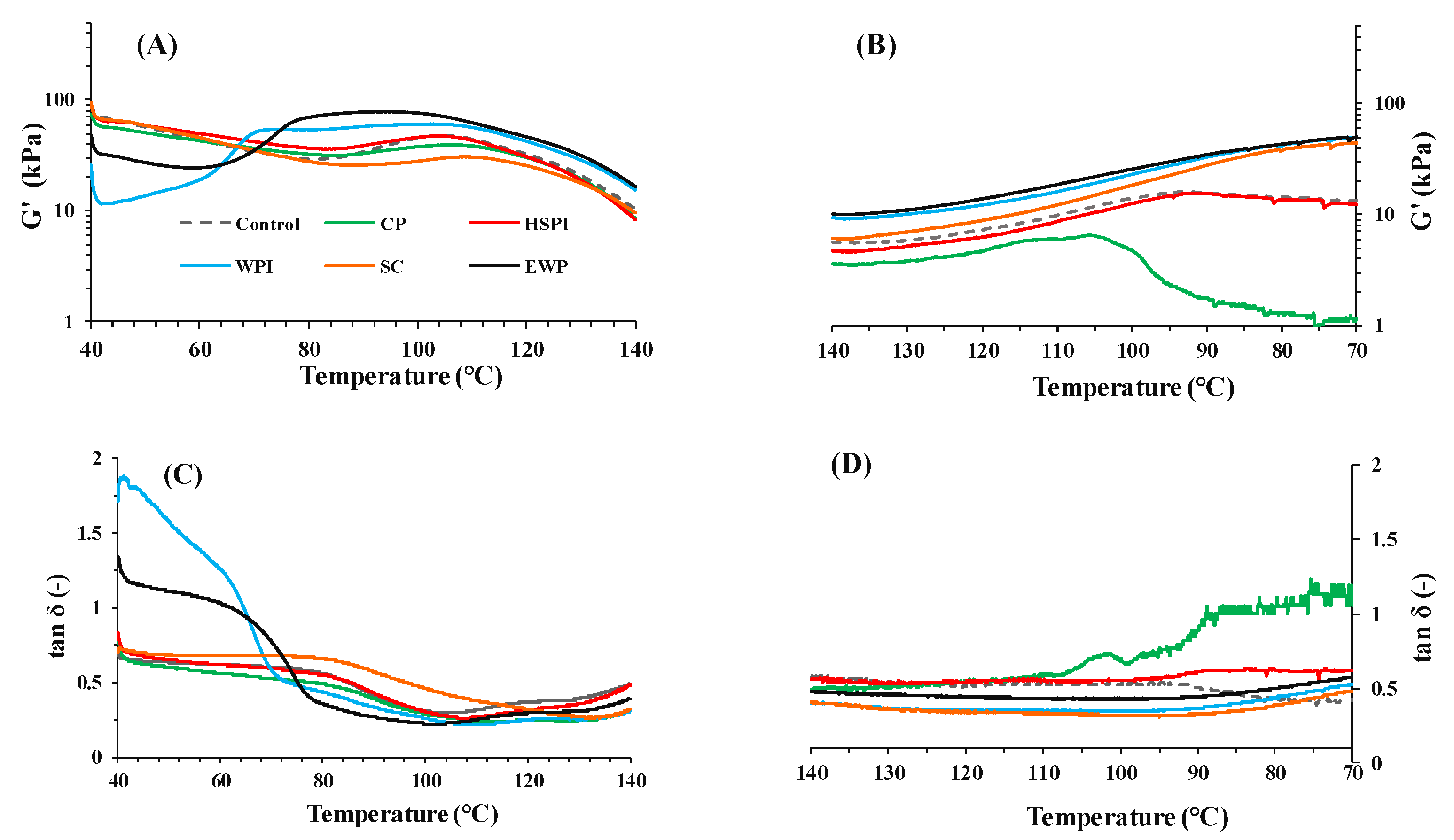
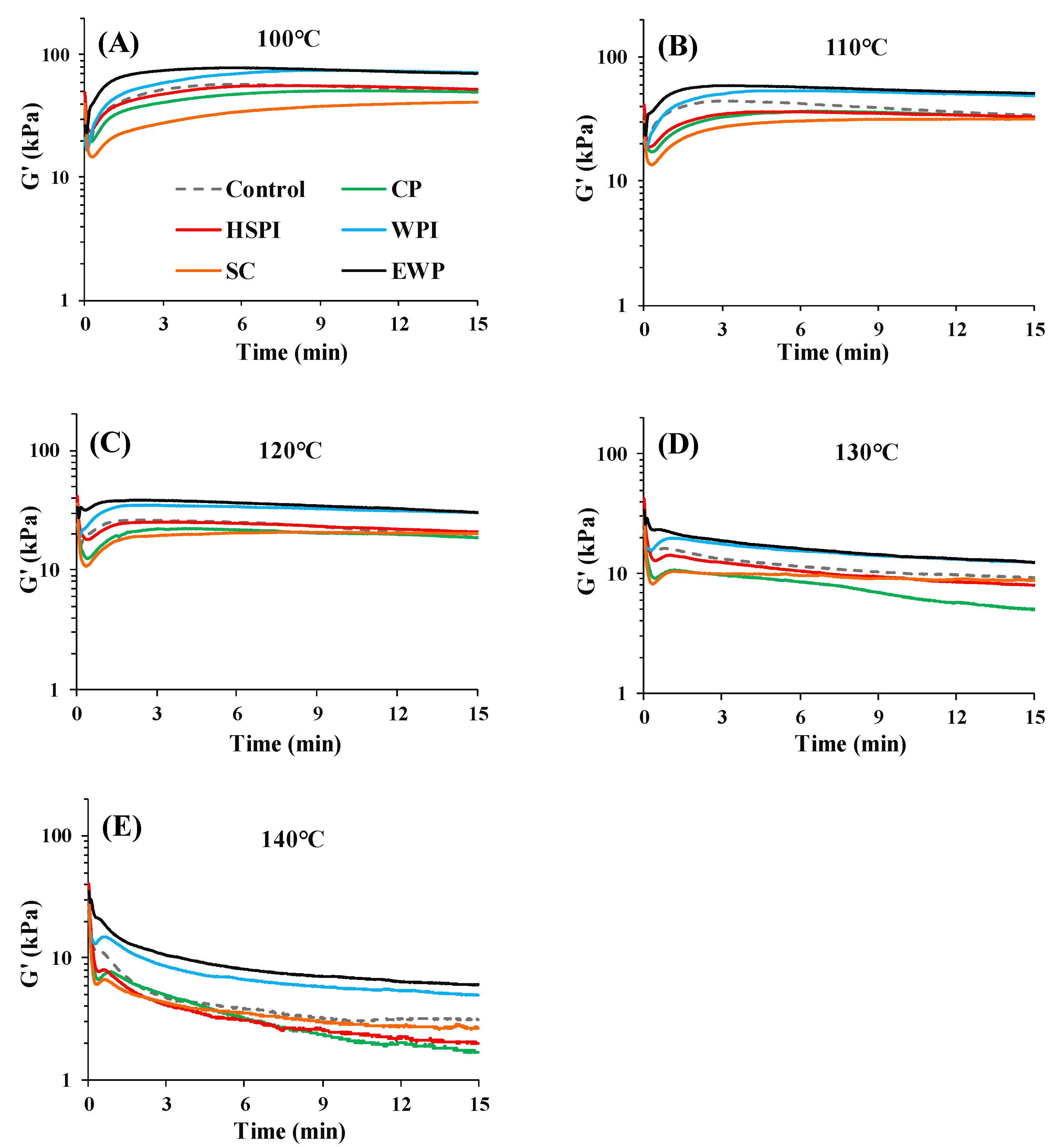
3.1.3. Viscoelastic Properties of Blends
3.2. System Response Parameters
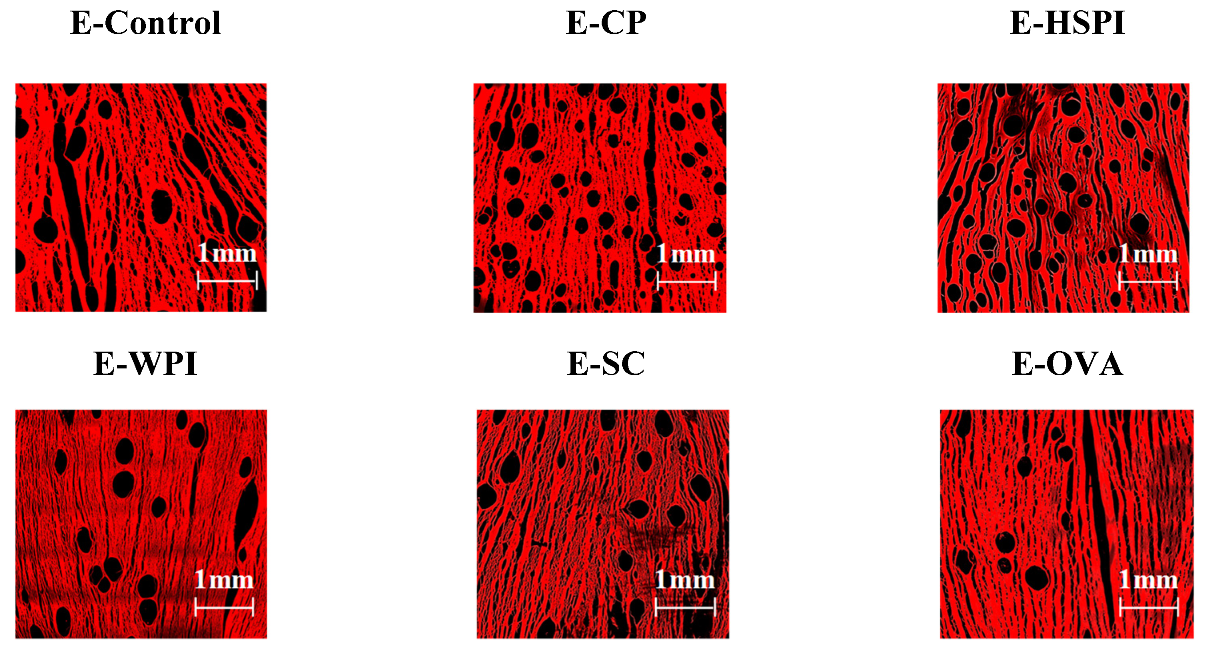
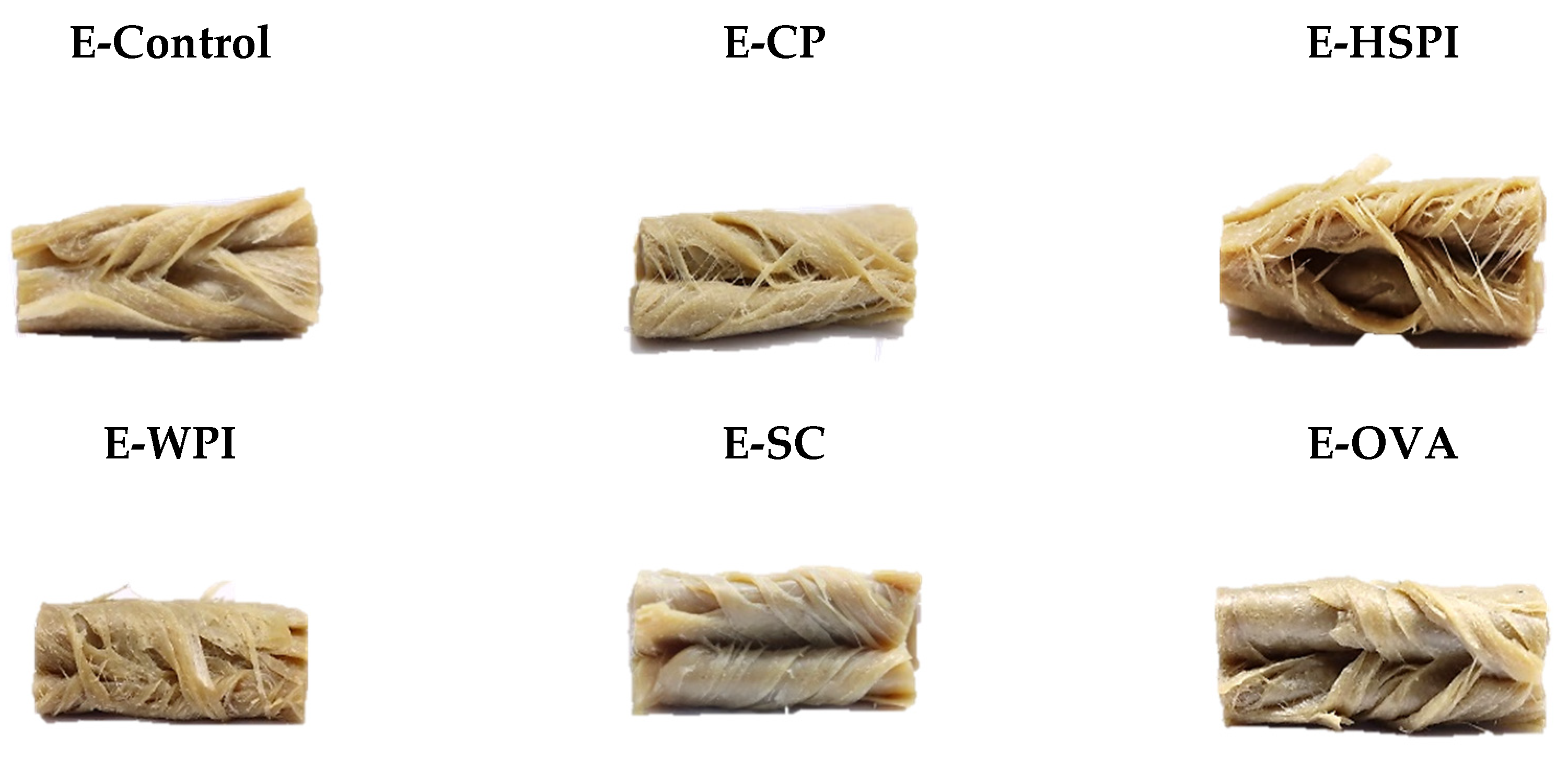
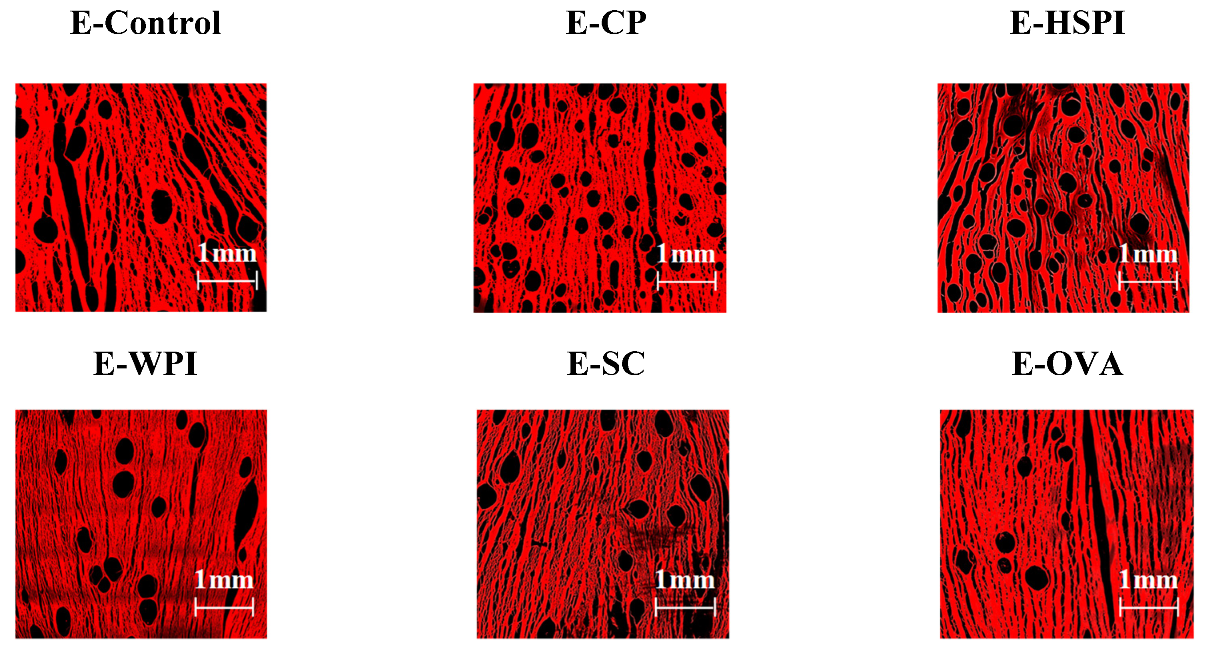
3.3. Structural Properties of Extrudates
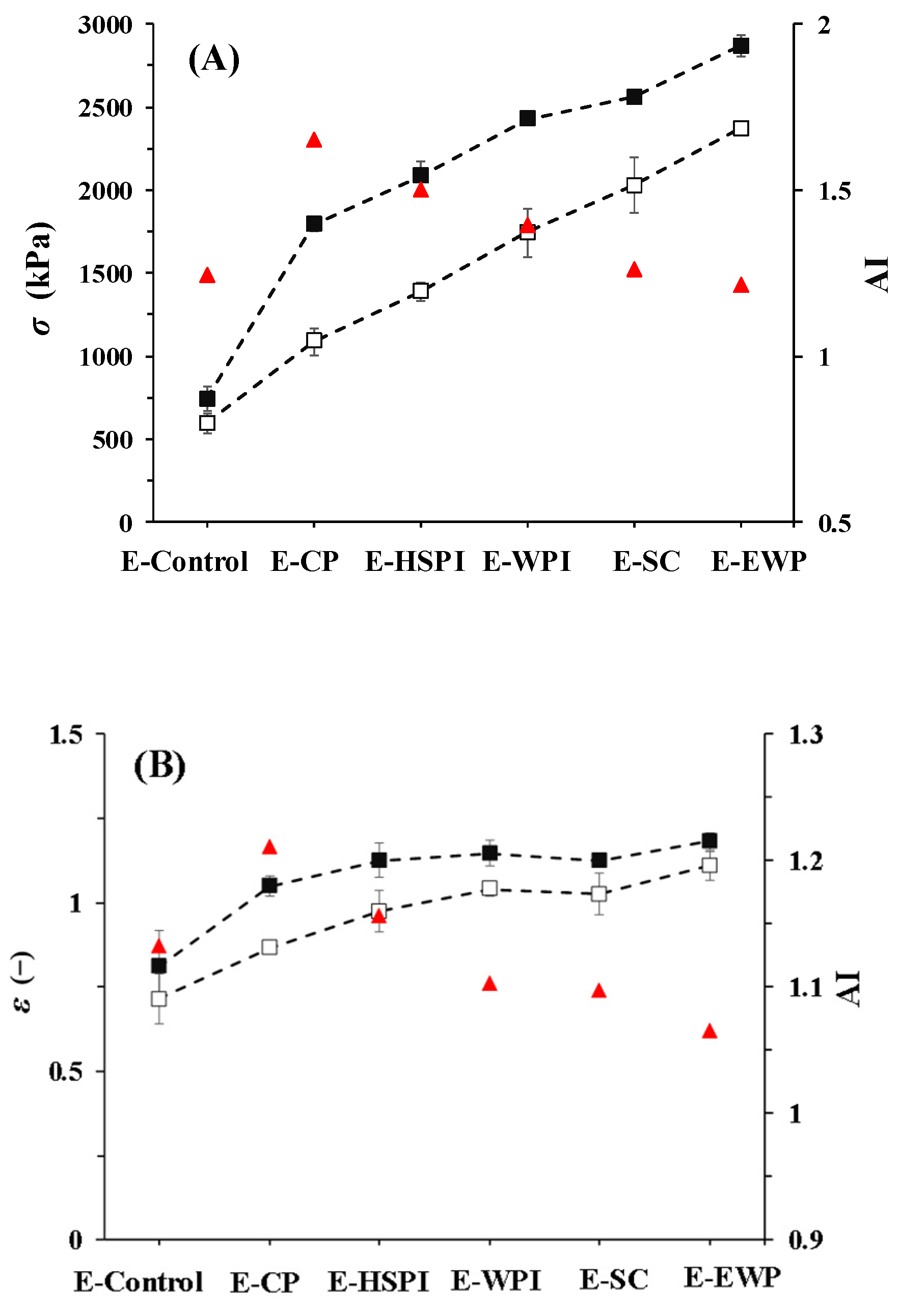
3.4. Tensile Strength of Extrudates
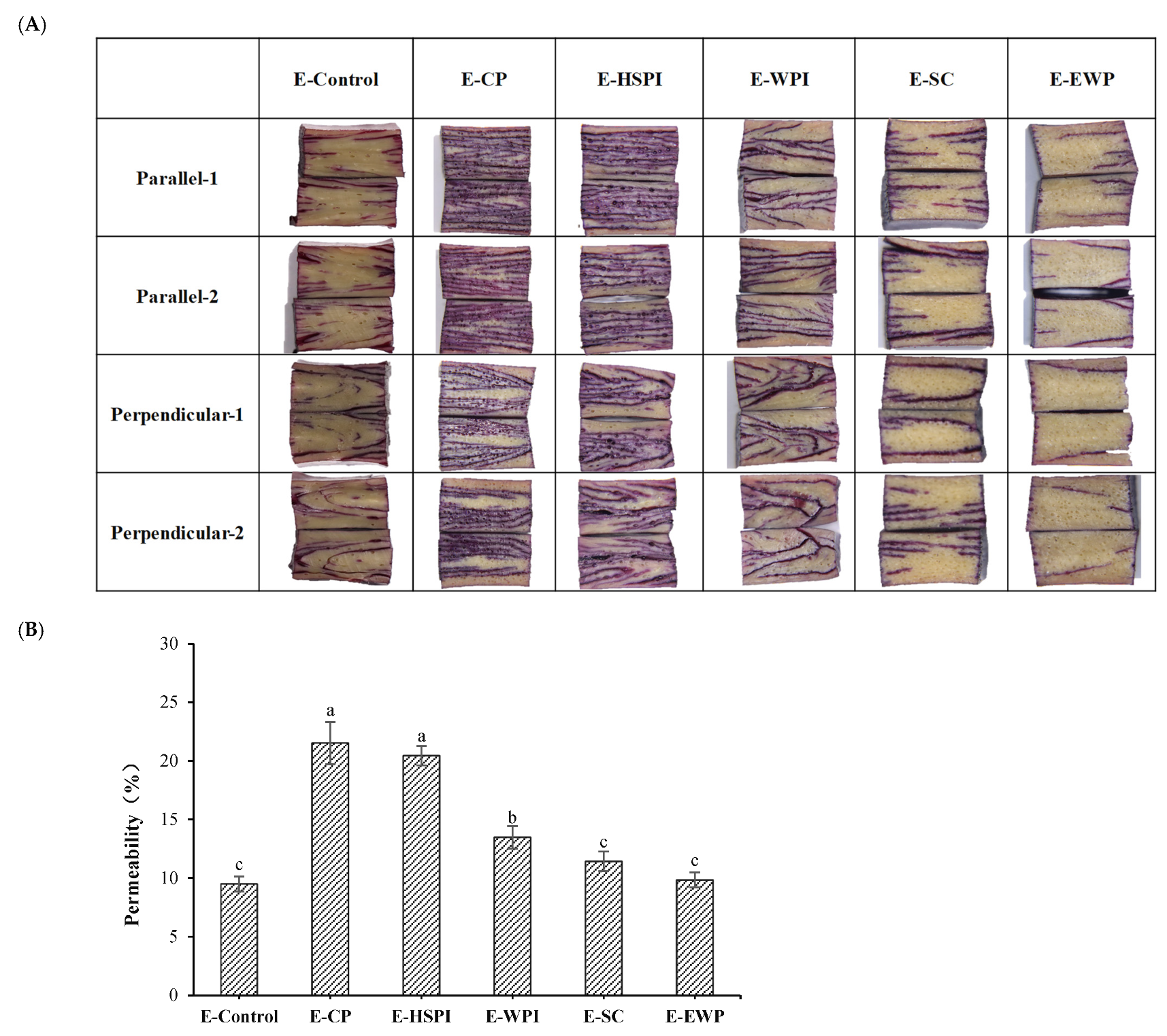
3.5. Permeability of Extrudates
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Zahari, I.; Ferawati, F.; Helstad, A.; Ahlström, C.; Östbring, K.; Rayner, M.; Purhagen, J.K. Development of High-Moisture Meat Analogues with Hemp and Soy Protein Using Extrusion Cooking. Foods 2020, 9, 772. [Google Scholar] [CrossRef] [PubMed]
- Zhang, Y.; Brouwer, R.; Sala, G.; Scholten, E.; Stieger, M. Exploring relationships between juiciness perception, food and bolus properties of plant-based meat analogue and beef patties. Food Hydrocoll. 2024, 147, 109443. [Google Scholar] [CrossRef]
- Kyriakopoulou, K.; Keppler, J.K.; van der Goot, A.J. Functionality of Ingredients and Additives in Plant-Based Meat Analogues. Foods 2021, 10, 600. [Google Scholar] [CrossRef] [PubMed]
- Zhang, J.; Chen, Q.; Kaplan, D.L.; Wang, Q. High-moisture extruded protein fiber formation toward plant-based meat substitutes applications: Science, technology, and prospect. Trends Food Sci. Technol. 2022, 128, 202–216. [Google Scholar] [CrossRef]
- Pietsch, V.L.; Bühler, J.M.; Karbstein, H.P.; Emin, M.A. High moisture extrusion of soy protein concentrate: Influence of thermomechanical treatment on protein-protein interactions and rheological properties. J. Food Eng. 2019, 251, 11–18. [Google Scholar] [CrossRef]
- Pietsch, V.L.; Emin, M.A.; Schuchmann, H.P. Process conditions influencing wheat gluten polymerization during high moisture extrusion of meat analog products. J. Food Eng. 2017, 198, 28–35. [Google Scholar] [CrossRef]
- Chiang, J.H.; Loveday, S.M.; Hardacre, A.K.; Parker, M.E. Effects of soy protein to wheat gluten ratio on the physicochemical properties of extruded meat analogues. Food Struct. 2018, 19, 100102. [Google Scholar] [CrossRef]
- Quevedo, M.; Karbstein, H.P.; Emin, M.A. Denaturation Behavior and Kinetics of Single- and Multi-Component Protein Systems at Extrusion-Like Conditions. Polymers 2020, 12, 2145. [Google Scholar] [CrossRef]
- Redl, A.; Morel, M.H.; Bonicel, J.; Vergnes, B.; Guilbert, S. Extrusion of Wheat Gluten Plasticized with Glycerol: Influence of Process Conditions on Flow Behavior, Rheological Properties, and Molecular Size Distribution. Cereal Chem. 1999, 76, 361–370. [Google Scholar] [CrossRef]
- Pushpadass, H.A.; Kumar, A.; Jackson, D.S.; Wehling, R.L.; Dumais, J.J.; Hanna, M.A. Macromolecular Changes in Extruded Starch-Films Plasticized with Glycerol, Water and Stearic Acid. Stärke 2009, 61, 256–266. [Google Scholar] [CrossRef]
- Igura, N.; Nakashima, D.; Hayakawa, I.; Fujio, Y. Effect of moisture content and applied pressure on flow-starting temperature of starch melts. J. Food Eng. 1997, 31, 271–276. [Google Scholar] [CrossRef]
- Di Gioia, L.; Guilbert, S. Corn Protein-Based Thermoplastic Resins: Effect of Some Polar and Amphiphilic Plasticizers. J. Agric. Food Chem. 1999, 47, 1254–1261. [Google Scholar] [CrossRef] [PubMed]
- Gao, C.; Stading, M.; Wellner, N.; Parker, M.L.; Noel, T.R.; Mills, E.N.C.; Belton, P.S. Plasticization of a Protein-Based Film by Glycerol: A Spectroscopic, Mechanical, and Thermal Study. J. Agric. Food Chem. 2006, 54, 4611–4616. [Google Scholar] [CrossRef]
- Chen, F.L.; Wei, Y.M.; Zhang, B.; Ojokoh, A.O. System parameters and product properties response of soybean protein extruded at wide moisture range. J. Food Eng. 2010, 96, 208–213. [Google Scholar] [CrossRef]
- Palanisamy, M.; Franke, K.; Berger, R.G.; Heinz, V.; Töpfl, S. High moisture extrusion of lupin protein: Influence of extrusion parameters on extruder responses and product properties. J. Sci. Food Agric. 2019, 99, 2175–2185. [Google Scholar] [CrossRef] [PubMed]
- Ji, Y.; Wang, Z.; Deng, Q.; Chen, J.; He, Z.; Zeng, M.; Qin, F.; Pan, H. Soy Protein Hydrolysates Affect the Structural and Mechanical Properties of Soy Protein-Wheat Gluten Extrudates Using High Moisture Extrusion. Foods 2023, 12, 912. [Google Scholar] [CrossRef] [PubMed]
- Hoyos-Concha, J.L.; Villada-Castillo, H.S.; Fernández-Quintero, A.; Ortega-Toro, R. Effect of the Addition of High-Protein Hydrolyzed Flour from Oncorhynchus mykiss Byproducts on the Properties of an Extruded Feed. ACS Omega 2022, 7, 2554–2564. [Google Scholar] [CrossRef]
- Cornet, S.H.; Edwards, D.; van der Goot, A.J.; van der Sman, R.G. Water release kinetics from soy protein gels and meat analogues as studied with confined compression. Innov. Food Sci. Emerg. Technol. 2020, 66, 102528. [Google Scholar] [CrossRef]
- Wang, Z.; Ji, Y.; Fu, L.; Pan, H.; He, Z.; Zeng, M.; Qin, F.; Chen, J. Potential use of gluten hydrolysate as a plasticizer in high-moisture soy protein–gluten extrudates. J. Food Eng. 2023, 354, 111565. [Google Scholar] [CrossRef]
- Bühler, J.M.; Dekkers, B.L.; Bruins, M.E.; van der Goot, A.J. Modifying Faba Bean Protein Concentrate Using Dry Heat to Increase Water Holding Capacity. Foods 2020, 9, 1077. [Google Scholar] [CrossRef]
- Dekkers, B.L.; van der Goot, A.J.; Boom, R.M. Creation of Fibrous Plant Protein Foods. Ph.D. Thesis, Wageningen University, Wageningen, The Netherlands, 2018. [Google Scholar]
- Dekkers, B.L.; Boom, R.M.; van der Goot, A.J. Viscoelastic properties of soy protein isolate-pectin blends: Richer than those of a simple composite material. Food Res. Int. 2018, 107, 281–288. [Google Scholar] [CrossRef] [PubMed]
- Deng, Q.; Wang, Z.; Fu, L.; He, Z.; Zeng, M.; Qin, F.; Chen, J. High-moisture extrusion of soy protein: Effects of insoluble dietary fiber on anisotropic extrudates. Food Hydrocoll. 2023, 141, 108688. [Google Scholar] [CrossRef]
- Tuohy, J.J. Physical Properties of Textured Whey Protein II. Bulk Density, Water Binding Capacity and Protein Solubility. Ir. J. Food Sci. Technol. 1980, 4, 111–123. [Google Scholar]
- Redl, A.; Guilbert, S.; Morel, M.-H. Heat and shear mediated polymerisation of plasticized wheat gluten protein upon mixing. J. Cereal Sci. 2003, 38, 105–114. [Google Scholar] [CrossRef]
- Wang, Z.; Dekkers, B.L.; van der Goot, A.J. Process history of calcium caseinate affects fibre formation. J. Food Eng. 2020, 275, 109866. [Google Scholar] [CrossRef]
- Young, P.; Mills, T.; Norton, I. Influence of pH on fluid gels produced from egg and whey protein isolate. Food Hydrocoll. 2021, 111, 106108. [Google Scholar] [CrossRef]
- Díaz-Ramírez, M.; Calderón-Domínguez, G.; García-Garibay, M.; Jiménez-Guzmán, J.; Villanueva-Carvajal, A.; Salgado-Cruz, M.d.l.P.; Arizmendi-Cotero, D.; Del Moral-Ramírez, E. Effect of whey protein isolate addition on physical, structural and sensory properties of sponge cake. Food Hydrocoll. 2016, 61, 633–639. [Google Scholar] [CrossRef]
- Loveday, S.M.; Rao, M.A.; Creamer, L.K.; Singh, H. Rheological Behavior of High-Concentration Sodium Caseinate Dispersions. J. Food Sci. 2010, 75, 30–35. [Google Scholar] [CrossRef] [PubMed]
- Guo, M.; Fox, P.F.; Flynn, A.; Mahammad, K.S. Heat-induced changes in sodium Caseinate. J. Dairy Res. 1989, 56, 503–512. [Google Scholar] [CrossRef]
- Dekkers, B.L.; Emin, M.A.; Boom, R.M.; van der Goot, A.J. The phase properties of soy protein and wheat gluten in a blend for fibrous structure formation. Food Hydrocoll. 2018, 79, 273–281. [Google Scholar] [CrossRef]
- Alam, M.S.; Kaur, J.; Khaira, H.; Gupta, K. Extrusion and Extruded Products: Changes in Quality Attributes as Affected by Extrusion Process Parameters: A Review. Crit. Rev. Food Sci. Nutr. 2016, 56, 445–473. [Google Scholar] [CrossRef]
- Van der Sman, R.; van der Goot, A. Hypotheses concerning structuring of extruded meat analogs. Curr. Res. Food Sci. 2023, 6, 100510. [Google Scholar] [CrossRef]
- Sharikov, A.Y.; Stepanov, V.I.; Ivanov, V.V. Thermoplastic extrusion in food biotechnology processes. Proc. Univ. Appl. Chem. Biotechnol. 2019, 3, 447–460. [Google Scholar] [CrossRef]
- Cornet, S.H.V.; Snel, S.J.E.; Schreuders, F.K.G.; van der Sman, R.G.M.; Beyrer, M.; van der Goot, A.J. Thermo-mechanical processing of plant proteins using shear cell and high-moisture extrusion cooking. Crit. Rev. Food Sci. Nutr. 2022, 62, 3264–3280. [Google Scholar] [CrossRef]
- Cornet, S.H.; van der Goot, A.J.; van der Sman, R.G. Effect of mechanical interaction on the hydration of mixed soy protein and gluten gels. Curr. Res. Food Sci. 2020, 3, 134–145. [Google Scholar] [CrossRef] [PubMed]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Die Pressure (MPa) | Torque (N∙m) | SME (kJ∙kg−1) |
|---|---|---|---|
| E-Control | 1.73 ± 0.01 d | 117.21 ± 0.14 d | 747.66 ± 0.89 d |
| E-CP | 0.77 ± 0.02 f | 113.13 ± 0.07 e | 720.01 ± 0.45 e |
| E-HSPI | 1.33 ± 0.10 e | 113.45 ± 0.50 e | 720.33 ± 3.18 e |
| E-WPI | 2.21 ± 0.00 c | 118.67 ± 0.36 c | 753.08 ± 2.28 c |
| E-SC | 2.71 ± 0.00 b | 120.56 ± 0.23 b | 763.67 ± 1.21 b |
| E-EWP | 2.74 ± 0.01 a | 124.23 ± 0.19 a | 785.99 ± 1.21 a |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ning, M.; Ji, Y.; Zhang, J.; Pan, H.; Chen, J. The Potential of Soluble Proteins in High-Moisture Soy Protein–Gluten Extrudates Preparation. Polymers 2023, 15, 4686. https://doi.org/10.3390/polym15244686
Ning M, Ji Y, Zhang J, Pan H, Chen J. The Potential of Soluble Proteins in High-Moisture Soy Protein–Gluten Extrudates Preparation. Polymers. 2023; 15(24):4686. https://doi.org/10.3390/polym15244686
Chicago/Turabian StyleNing, Meng, Yan Ji, Jinchuang Zhang, Hongyang Pan, and Jie Chen. 2023. "The Potential of Soluble Proteins in High-Moisture Soy Protein–Gluten Extrudates Preparation" Polymers 15, no. 24: 4686. https://doi.org/10.3390/polym15244686
APA StyleNing, M., Ji, Y., Zhang, J., Pan, H., & Chen, J. (2023). The Potential of Soluble Proteins in High-Moisture Soy Protein–Gluten Extrudates Preparation. Polymers, 15(24), 4686. https://doi.org/10.3390/polym15244686