

Effects of Different Die Metals on the Performance and Friction and Wear of Composite Materials during the Extrusion Process

Abstract
:1. Introduction
2. Experiments
2.1. Experimental Equipment
- Cold feed pin extruder. Manufacturer: Products of Qingdao University of Science and Technology, Qingdao, China.
- LEXT OLS5000 3D Laser Measurement Microscope. Manufacturer: Olympus Corporation, Tokyo, Japan.
- DisperGRADER Dispersion Analyzer. Manufacturer: Alpha Corporation, Dayton, OH, USA.
- RPA2000 Rubber Processing Performance Analyzer. Manufacturer: Alpha Corporation, Dayton, OH, USA.
- CSM Friction and Wear Testing Machine. Manufacturer: Tribometer Corporation, Murten, Switzerland.
- BL-6157 Double-Rolling Mill. Manufacturer: Dongguan Baolun Precision Testing Instrument Co., Ltd., Dongguan, China.
2.2. Experimental Formula
2.3. Performance Testing
2.3.1. Rubber Processing Performance
2.3.2. Tensile Tear Testing
2.3.3. Vulcanization Properties Testing
2.3.4. Rubber Dynamic Mechanical Properties Testing
2.3.5. CSM Friction and Wear Testing
2.3.6. Three-Dimensional Observation of Metal Surface
2.3.7. Dispersion Testing
3. Experimental Results
3.1. Dispersion Analysis
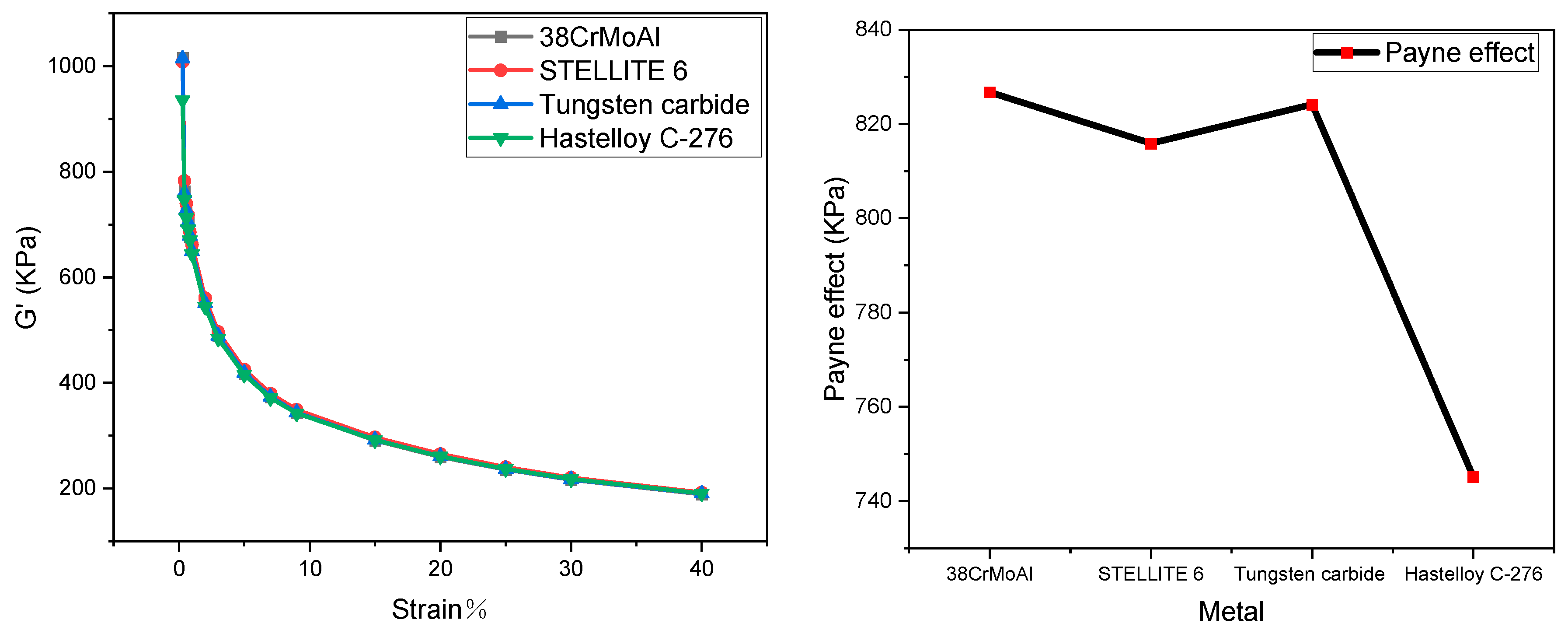
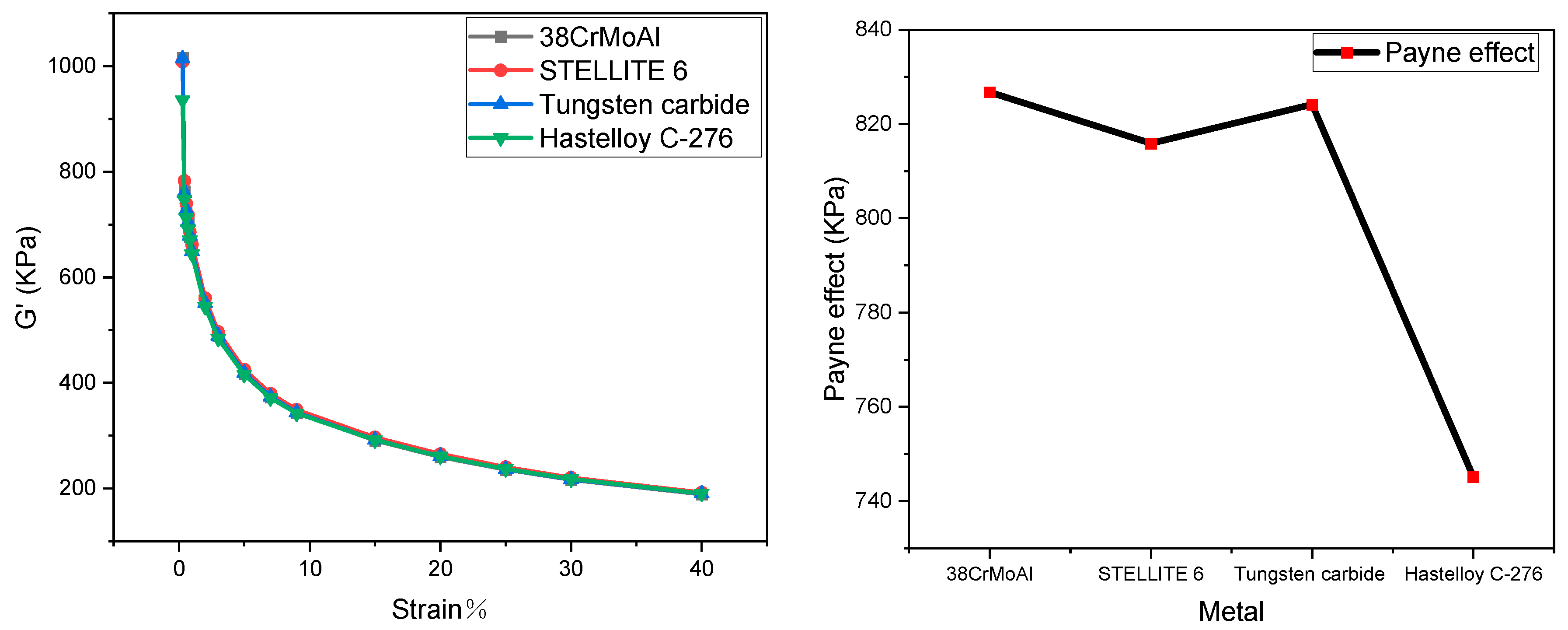
3.1.1. Payne Effect
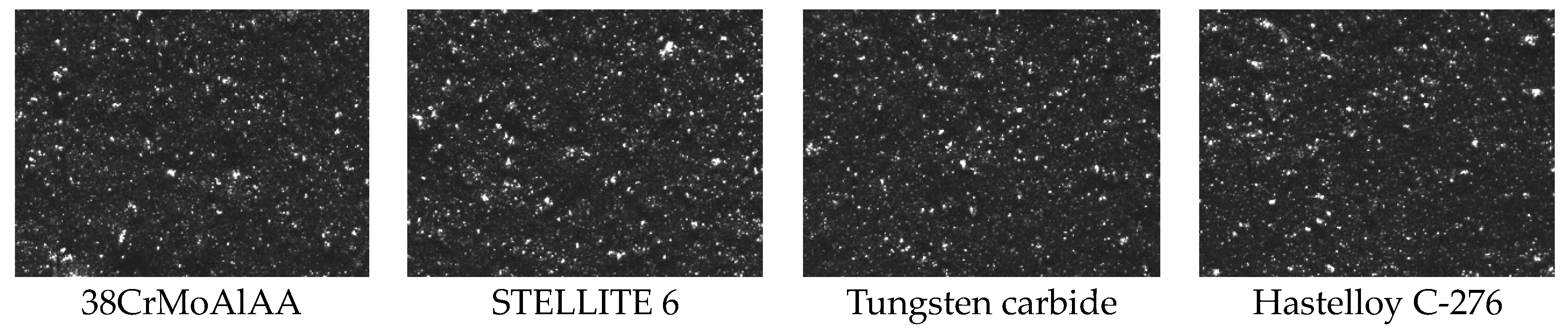
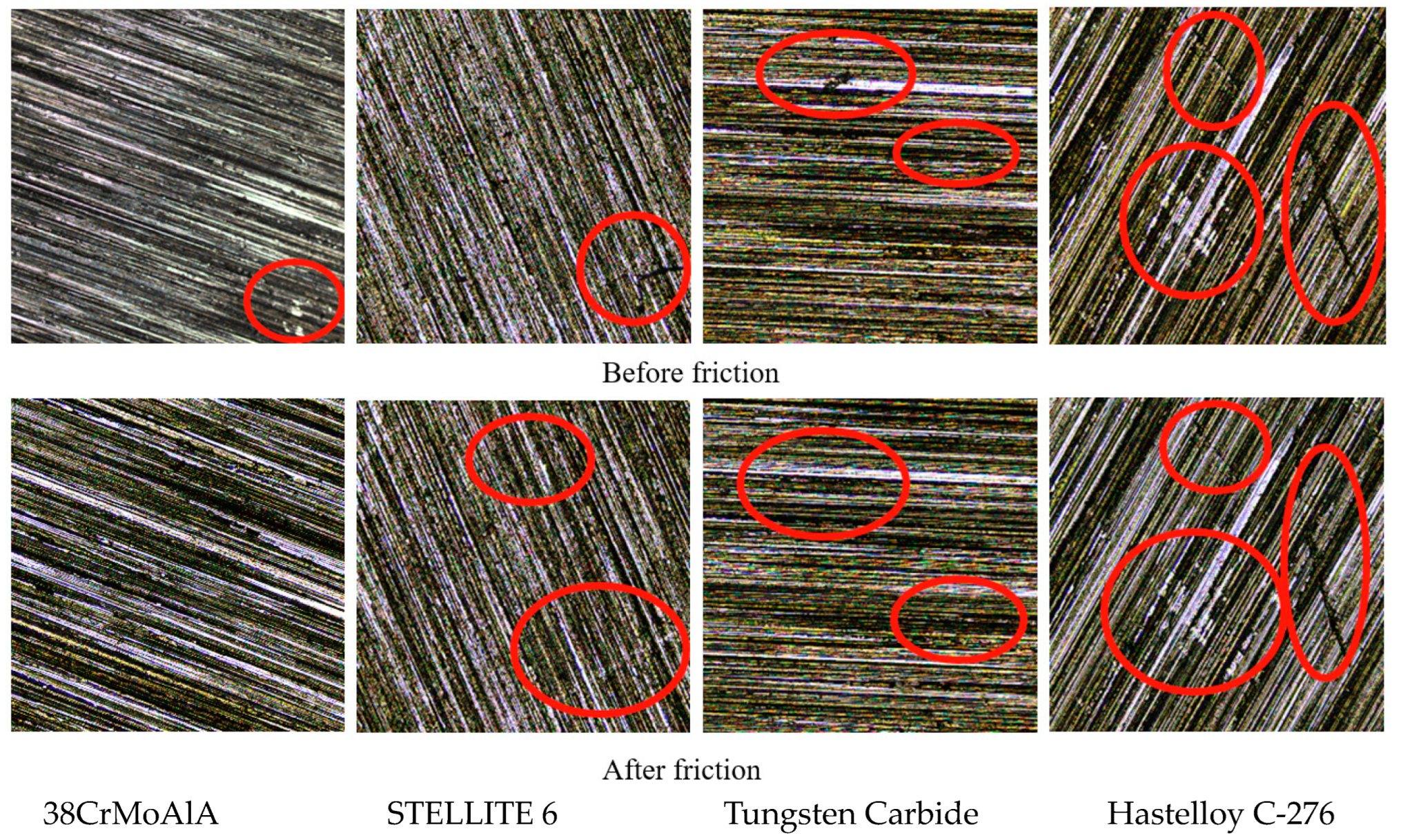
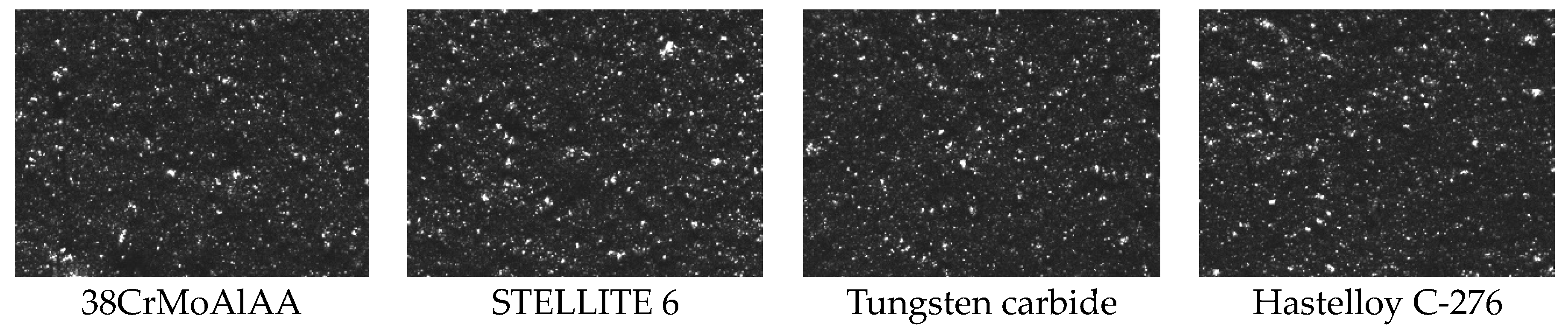
3.1.2. Dispersion Image
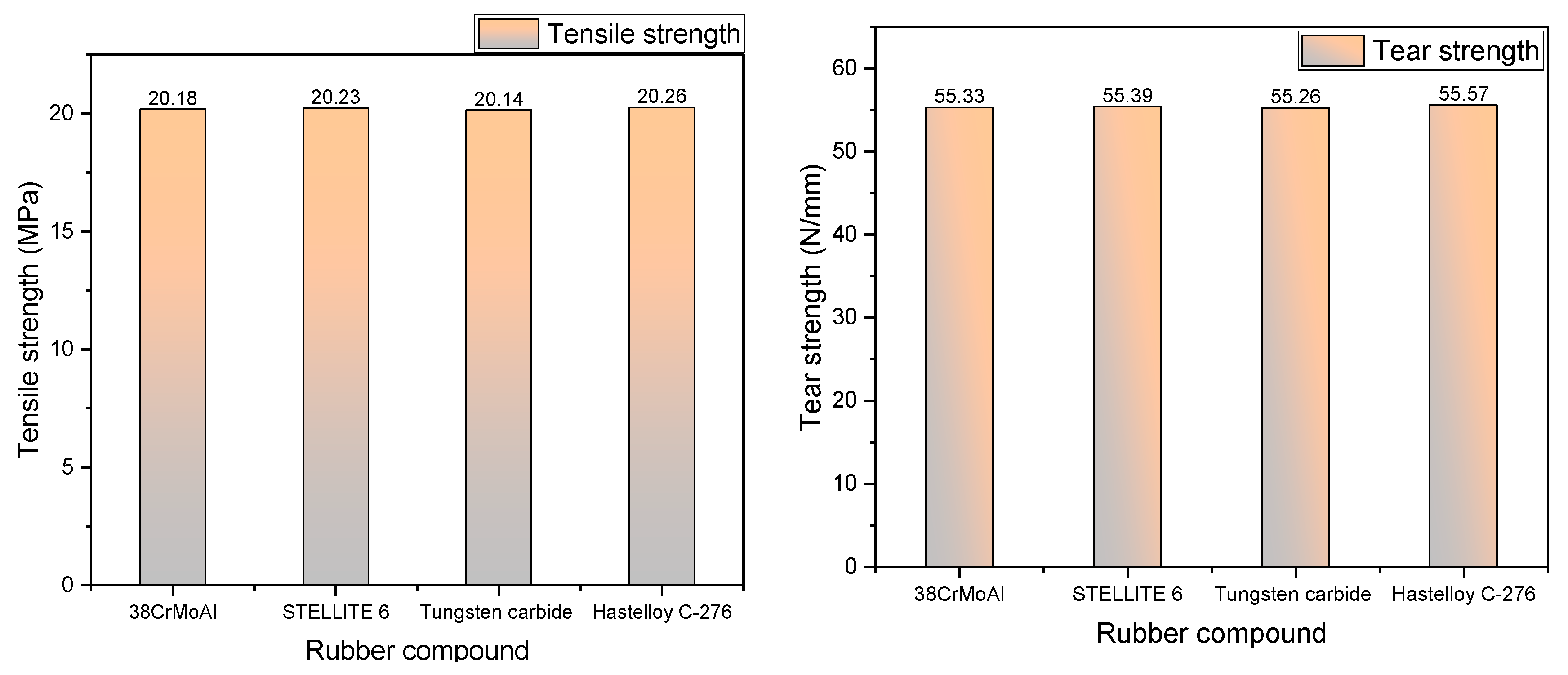
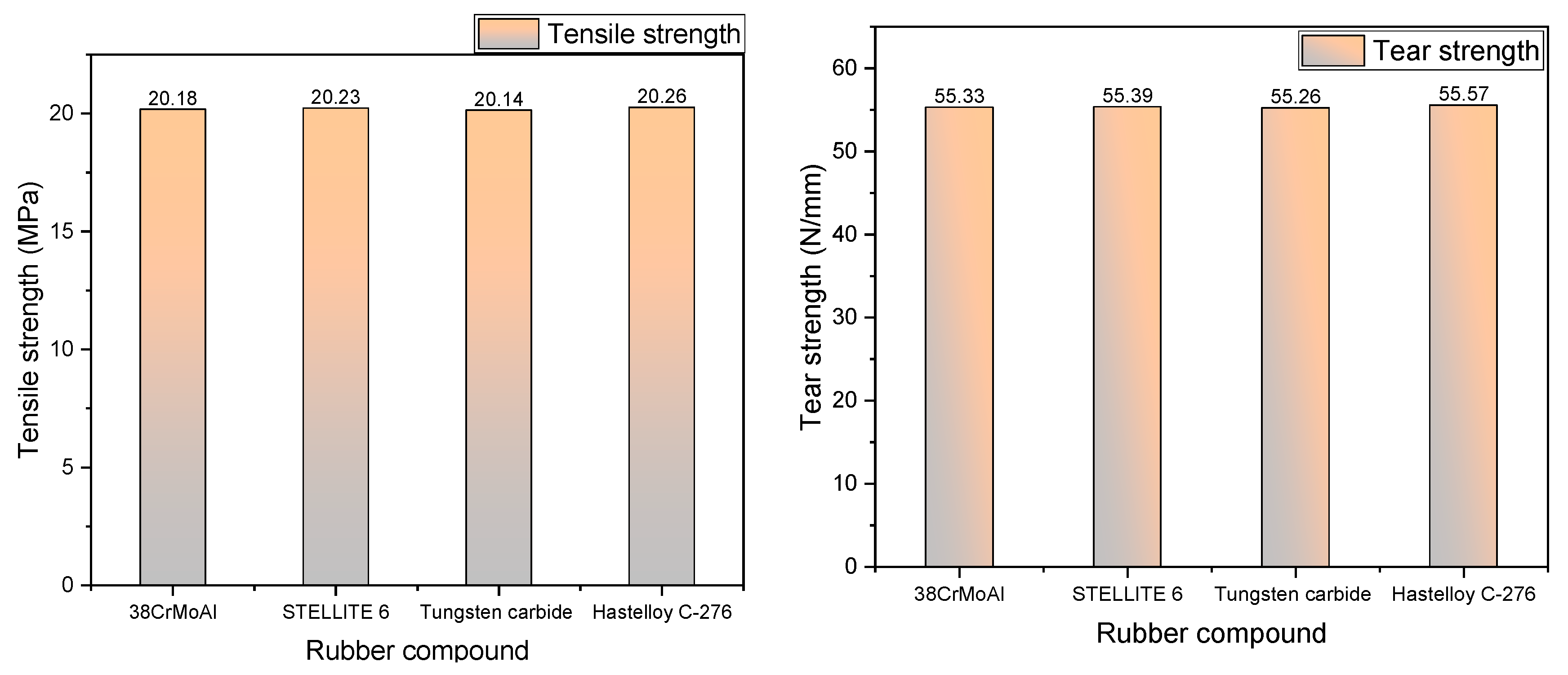
3.2. Tensile Tear Performance
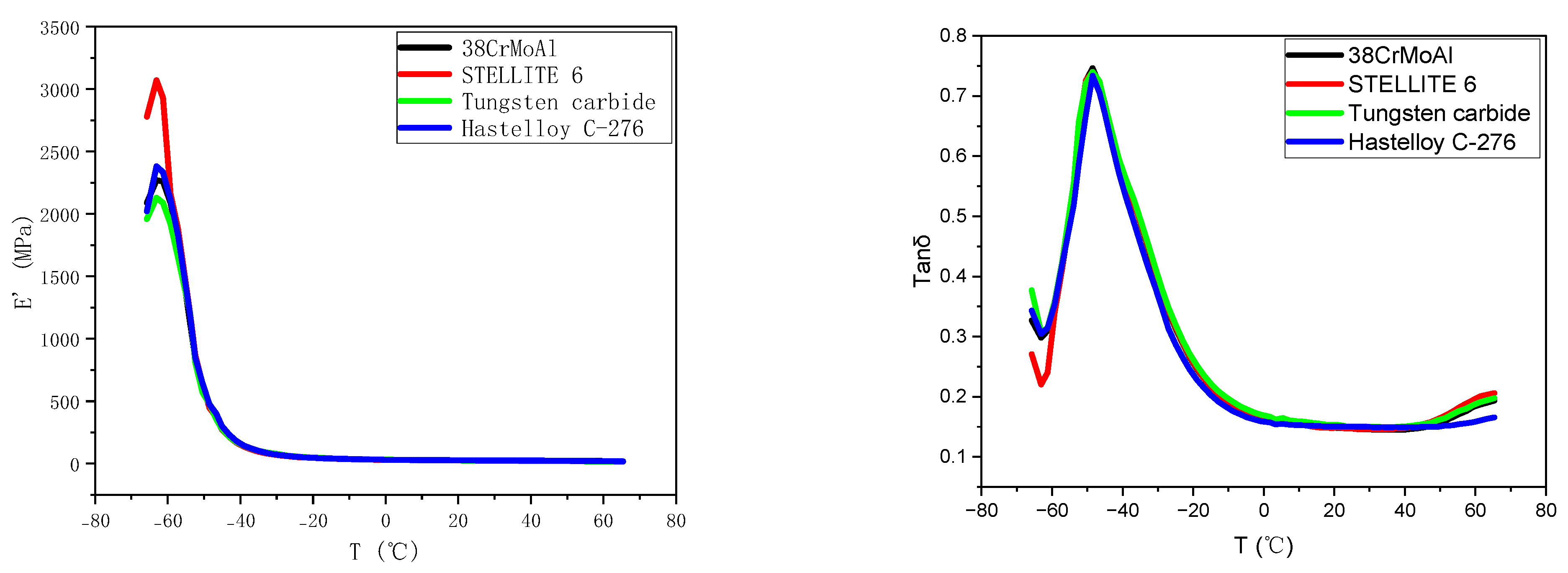
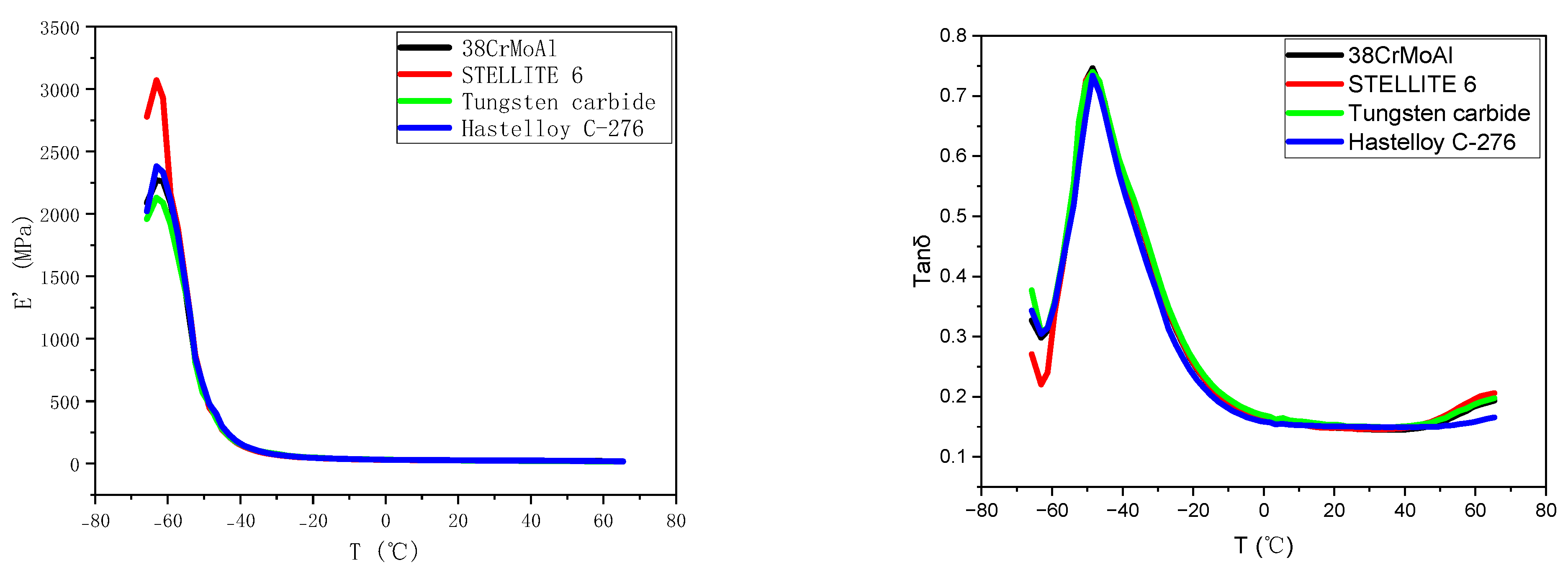
3.3. Dynamic Mechanical Properties
3.4. CSM Friction and Wear Experiment
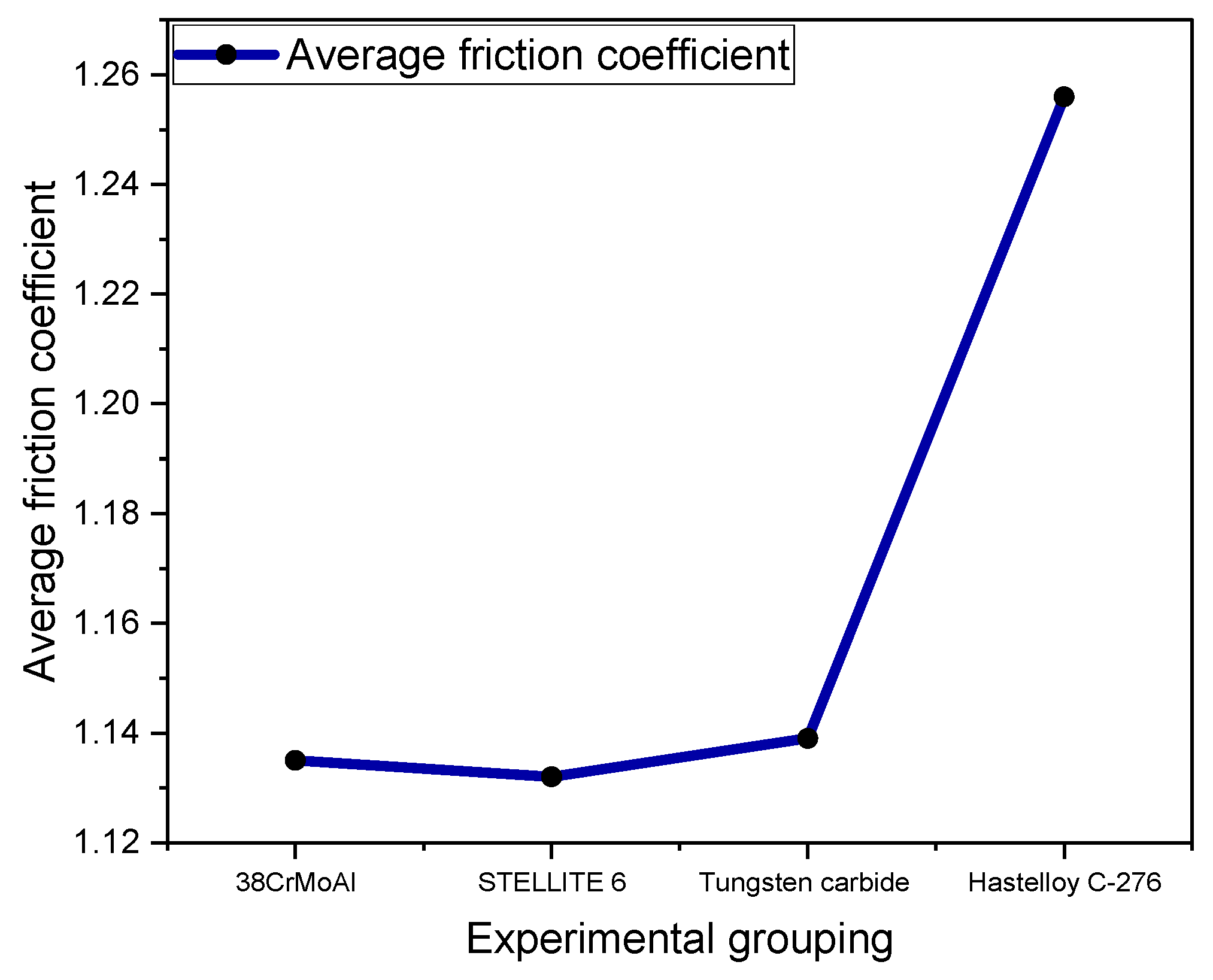
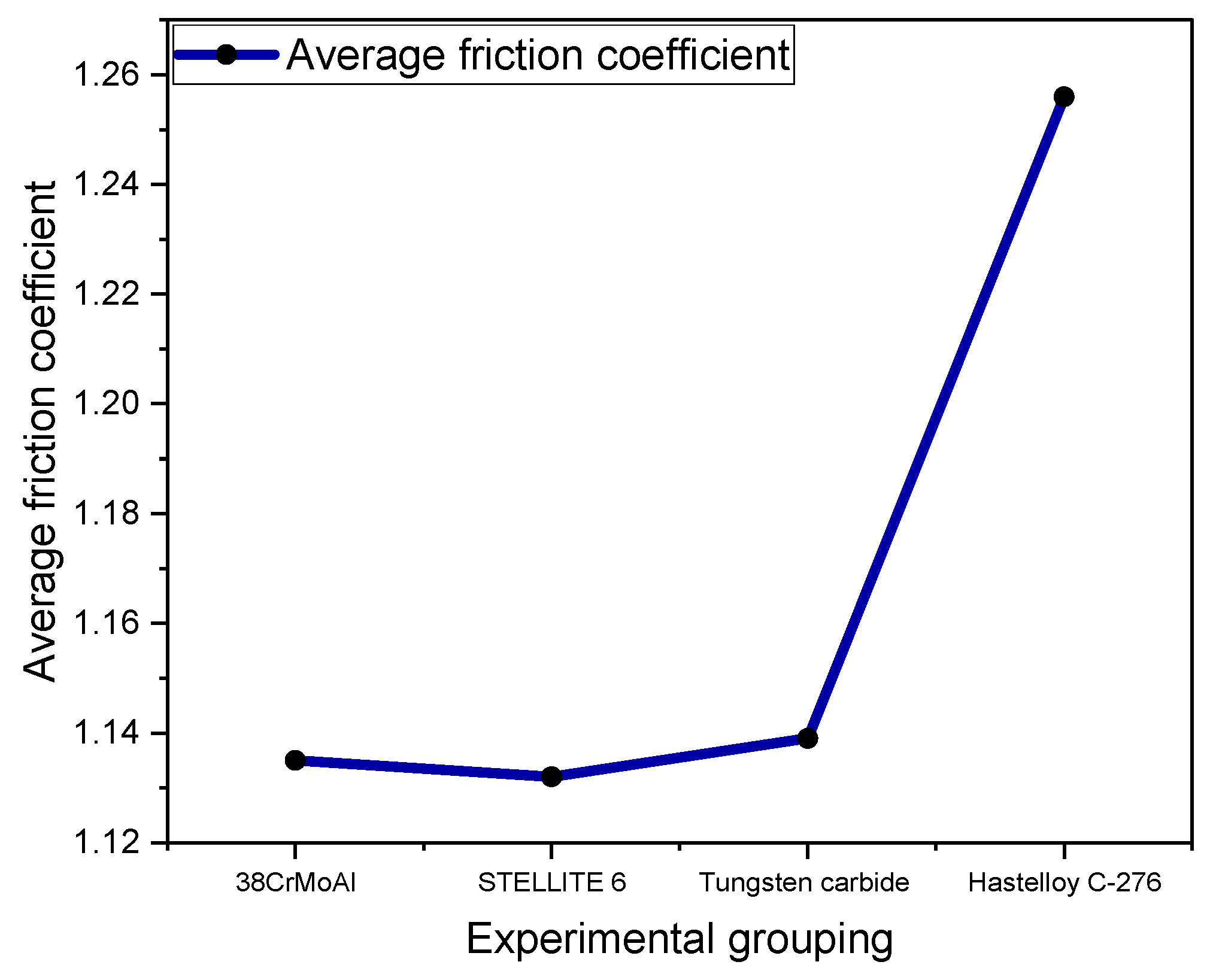
3.4.1. Average Friction Coefficient
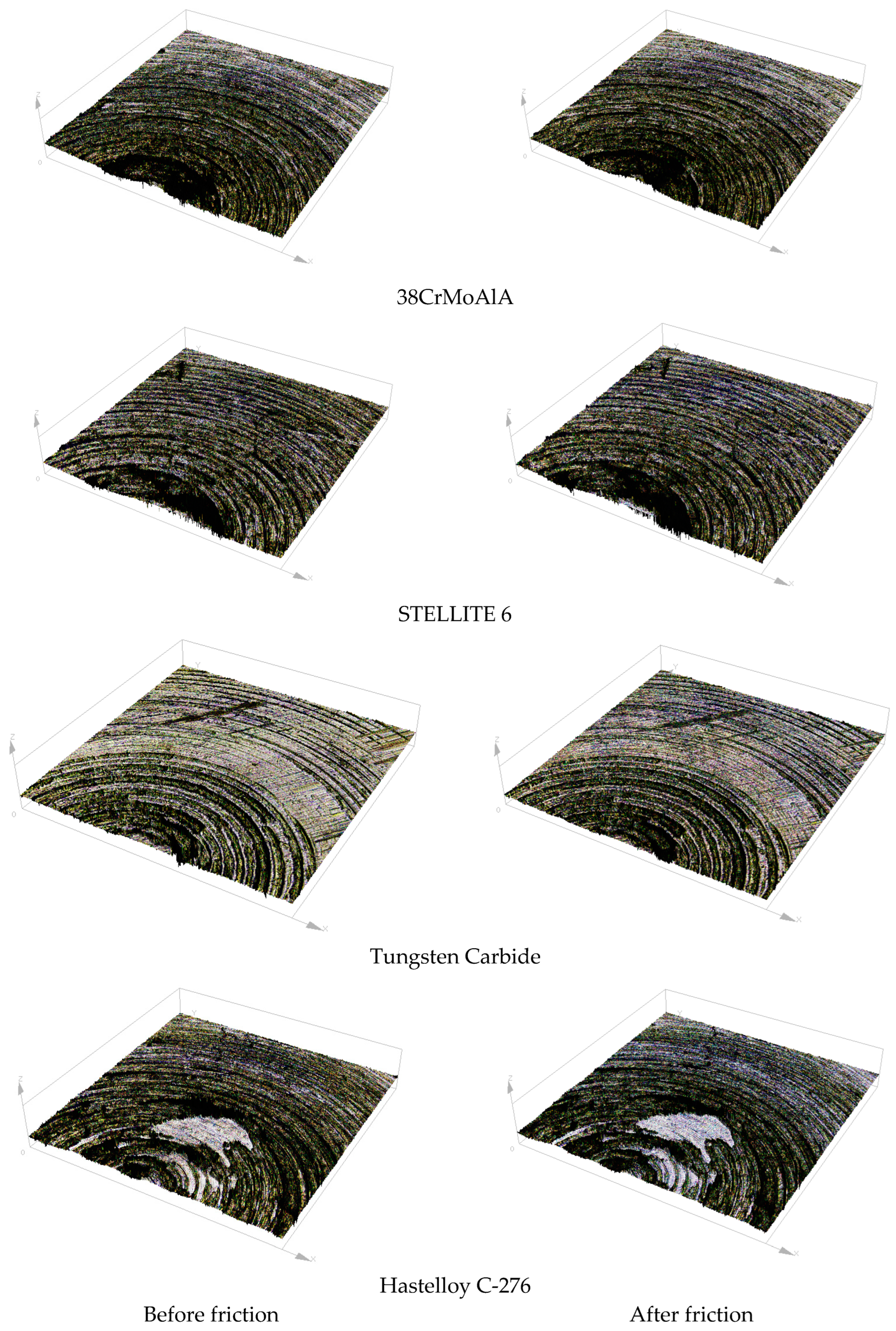
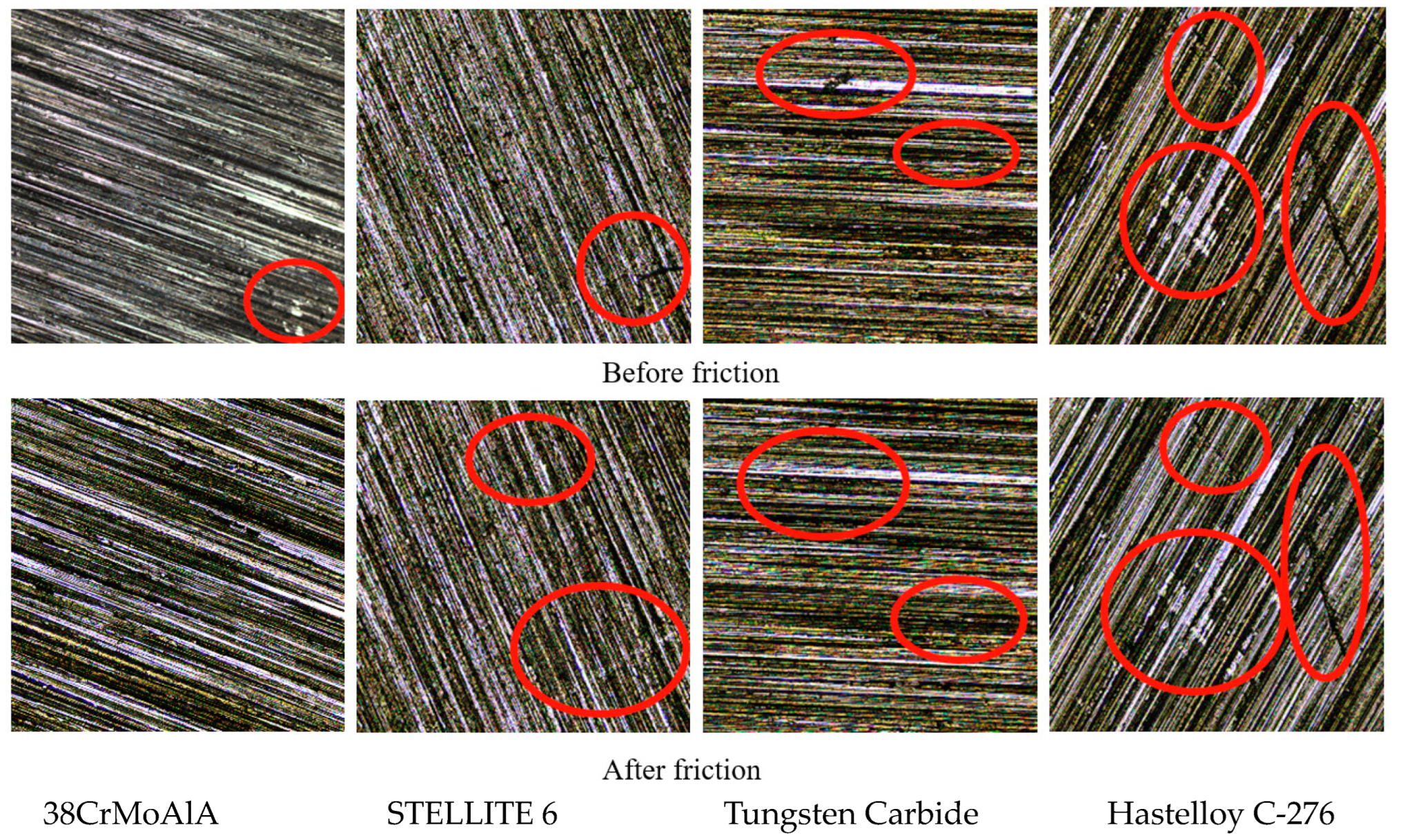
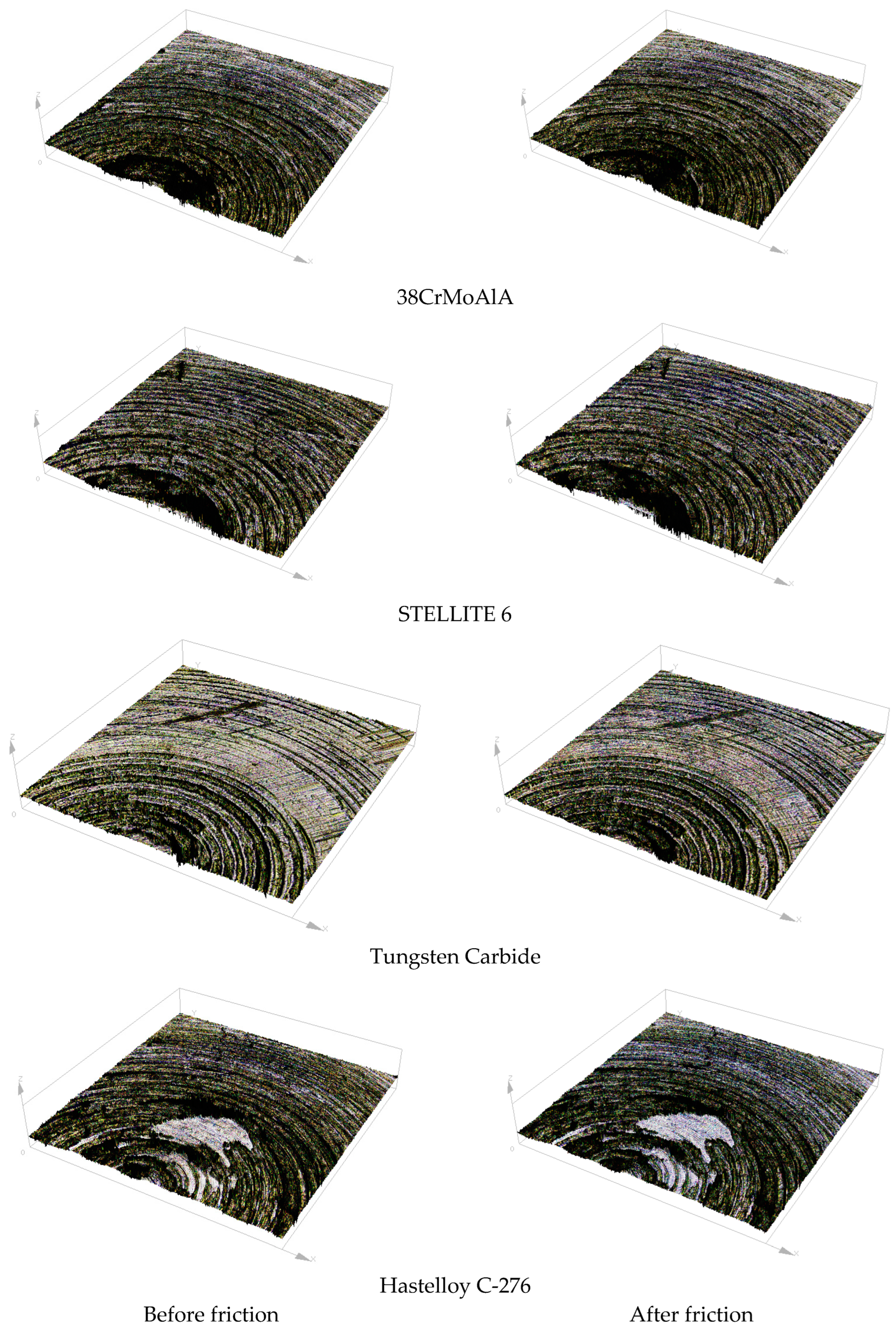
3.4.2. Three-Dimensional Morphology
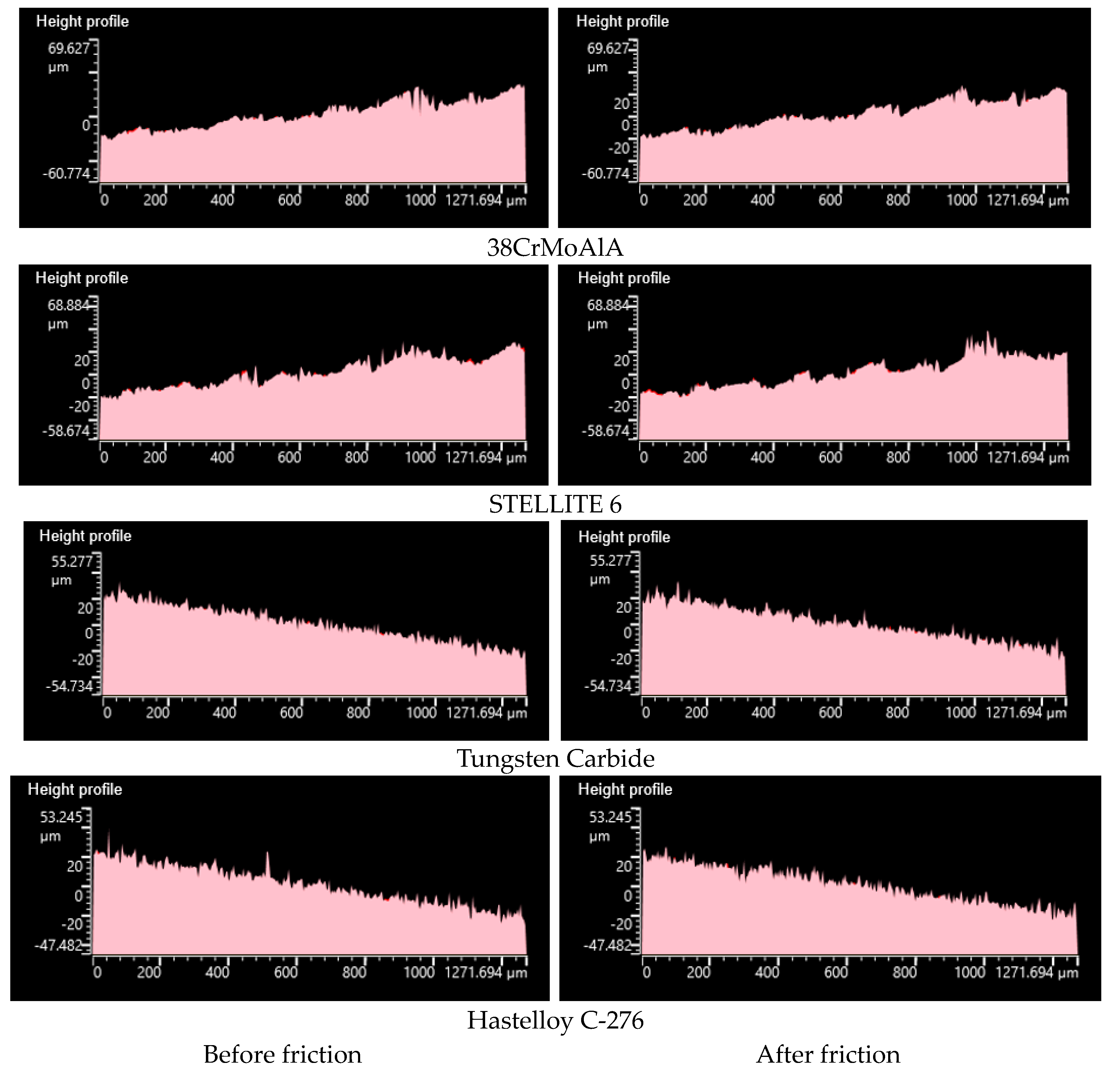
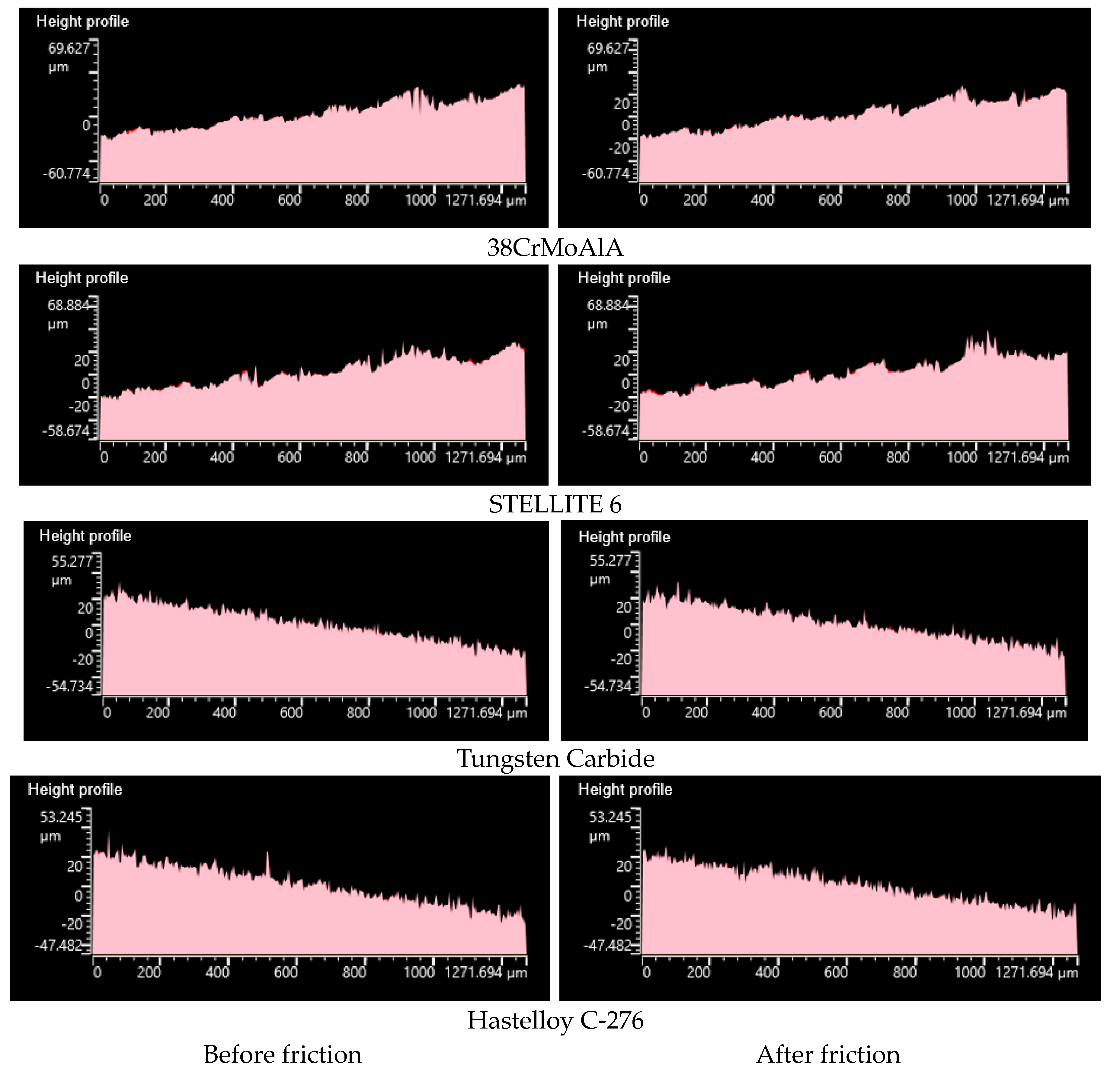
3.4.3. Height Profile
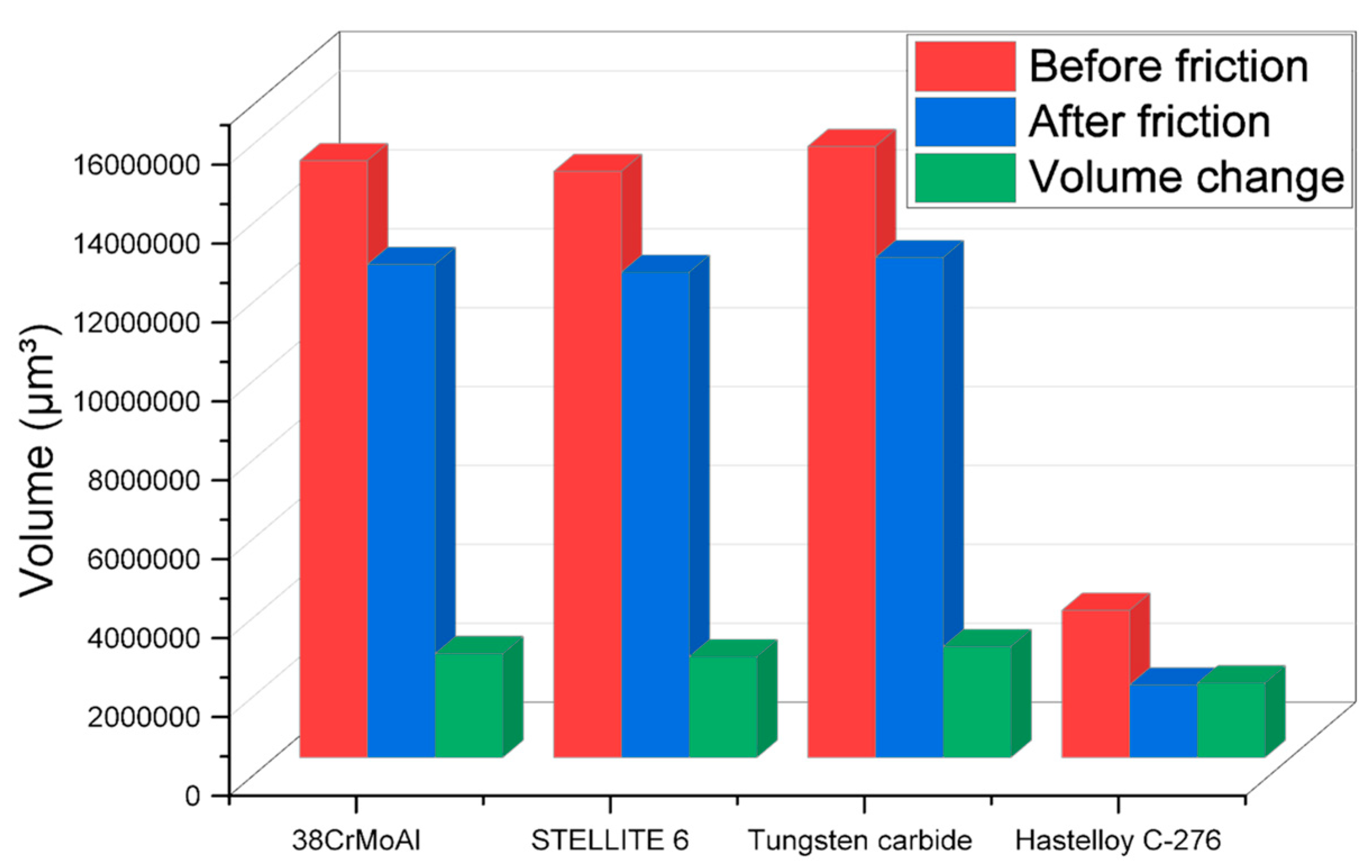
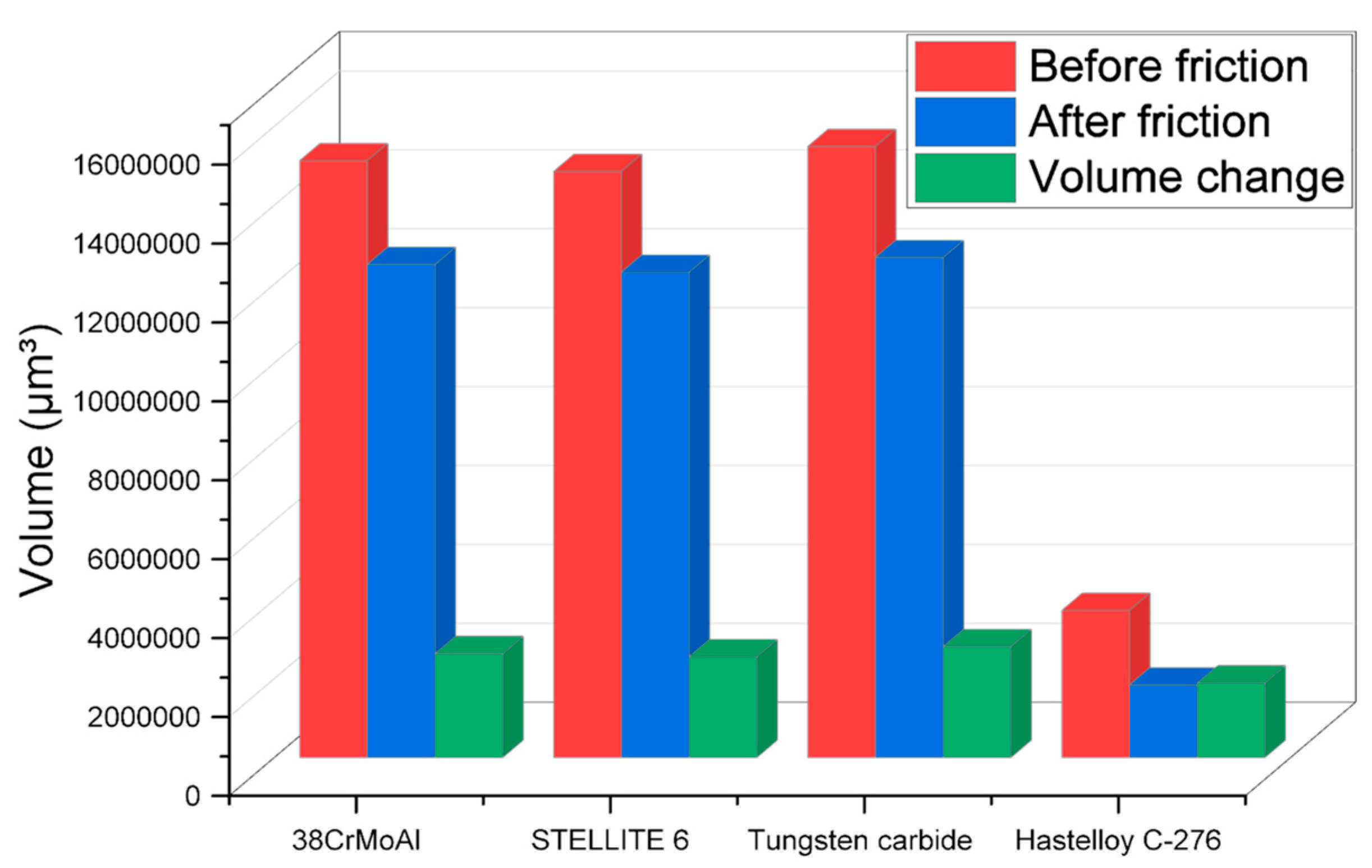
3.4.4. Metal Volume Change
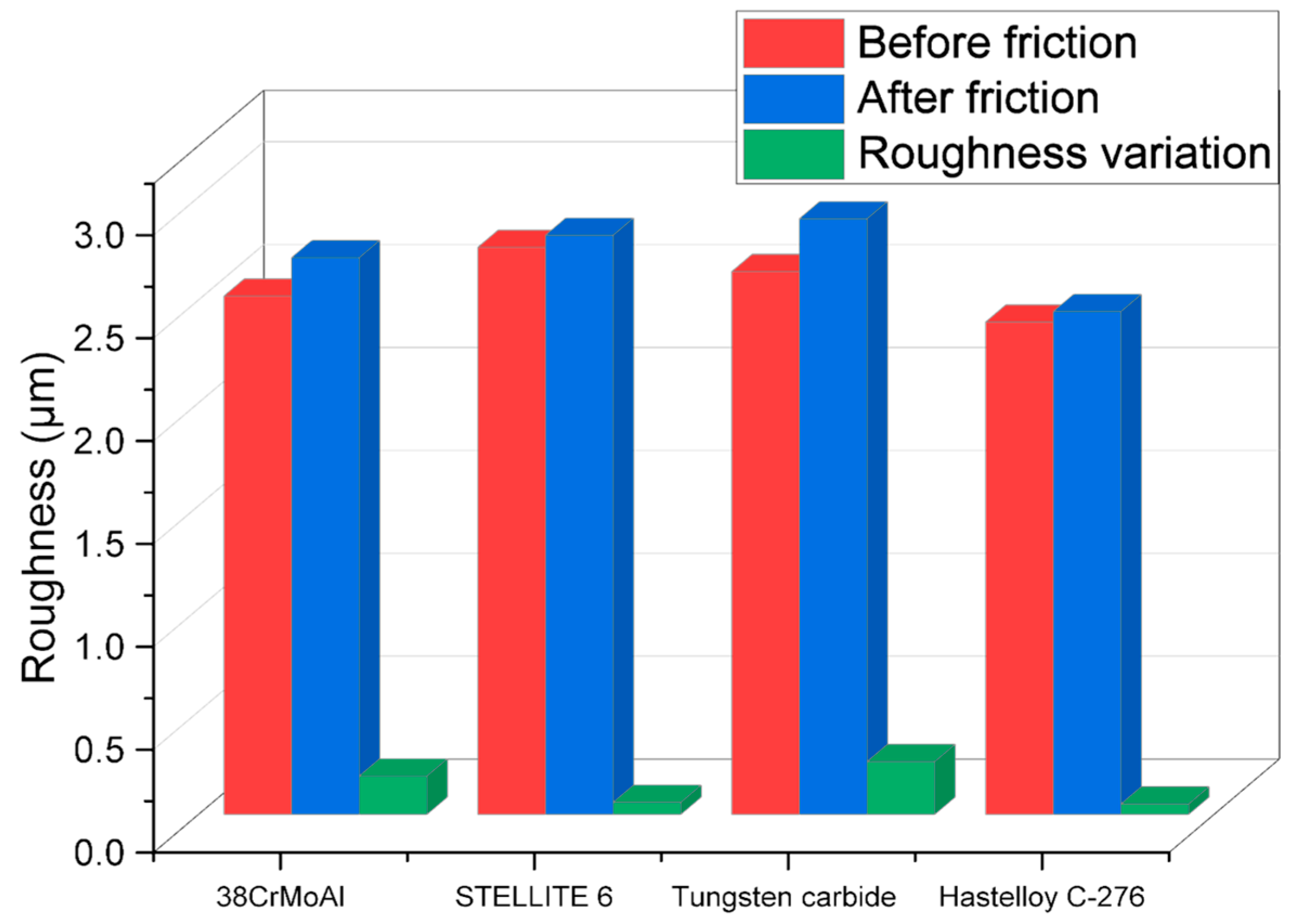
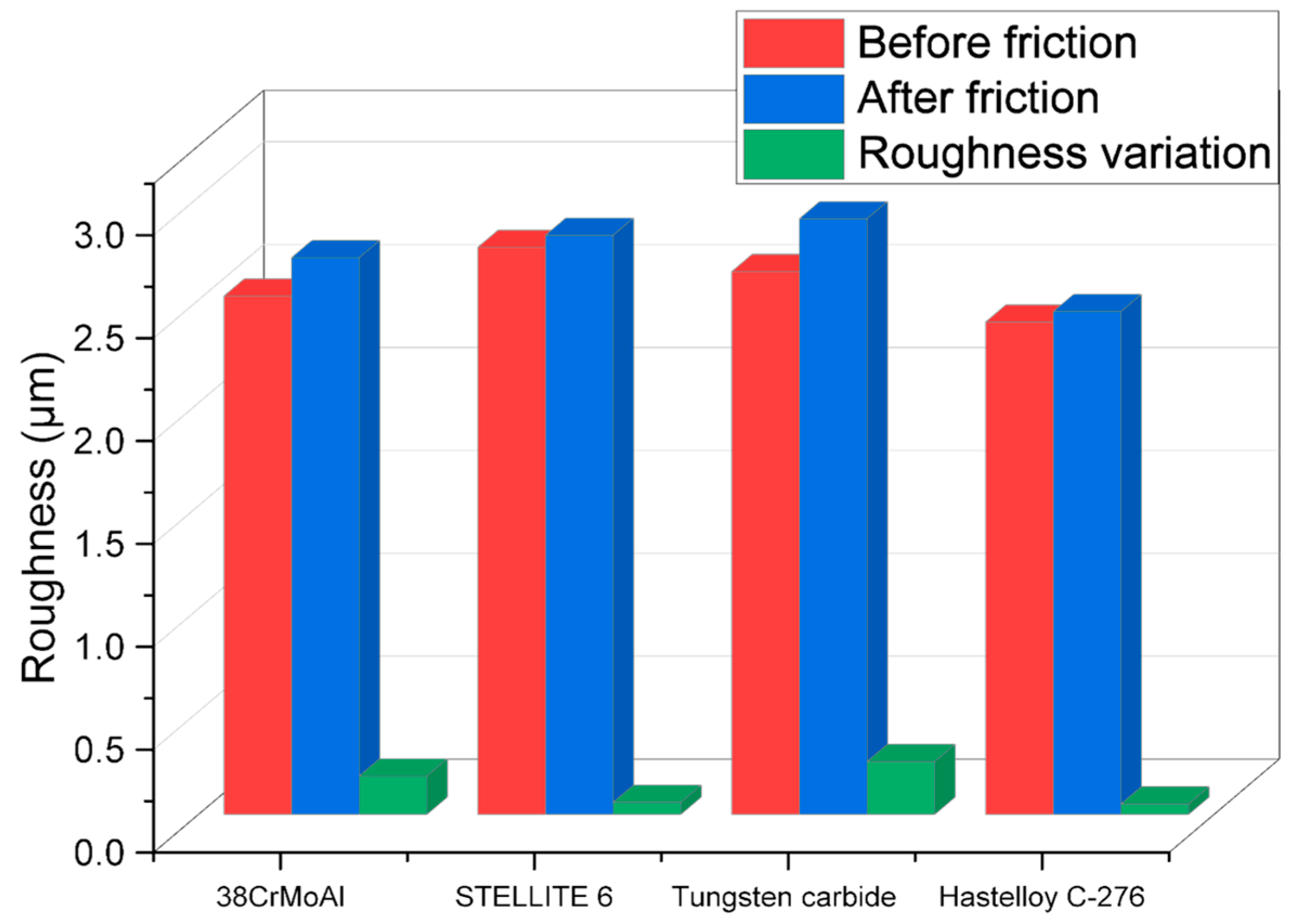
3.4.5. Surface Roughness
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Yao, F. Design and Extrusion Molding Simulation of Twin-Ring Cyclopentene Continuous Reaction Extrusion Head. Mater’s Thesis, Sichuan University, Chengdu, China, 2021. [Google Scholar]
- Yu, Y.; Wang, L.; Li, W. Current Development and Trends in Pipe Extrusion Heads. Mech. Eng. Autom. 2019, 2019, 225–226. [Google Scholar]
- Li, W.; Cao, T.; Ba, J. Current Status and Progress in Equipment for Polymeric Rubber Waterproof Sheets. Rubber Technol. Equip. 2002, 29, 14–18. [Google Scholar]
- Su, G. CAE Study of Extrusion Molding of Wide Polymer Waterproof Rolls. Mater’s Thesis, Beijing University of Chemical Technology, Beijing, China, 2001. [Google Scholar]
- Song, J.; Li, Z. Structural Optimization of Extrusion Heads Based on ANSYS. Eng. Plast. Appl. 2019, 47, 78–81. [Google Scholar]
- Liu, H.; Wang, Y.; Yu, Y. Preparation of LDPE/PET In-Situ Microfiber Composite Materials by High Shear Extrusion Head. Mod. Plast. Process. Appl. 2018, 30, 34–37. [Google Scholar]
- Lv, X.; Zhong, P.; Lin, W. Optimization Design of Extrusion Heads for External Rubber Layers of Hose. Rubber Ind. 2016, 63, 487–489. [Google Scholar]
- Lin, G.; Dong, F.; Zhang, S. Optimization Design and Flow Field Simulation of L-Shaped Wide Sheet Extrusion Head. Rubber Ind. 2015, 62, 235–239. [Google Scholar]
- Jia, H.; Zhang, L.; Qiu, J. Finite Element Simulation and Optimization of Extrusion Head Flow Channels. Plast. Technol. 2018, 46, 107–110. [Google Scholar] [CrossRef]
- Guo, C.; Jiao, D. Optimization of Flow Field in L-Shaped Wide Extrusion Head Using Response Surface Methodology. J. Beijing Univ. Chem. Technol. 2022, 52, 105–110. [Google Scholar]
- Yang, W.; Cheng, Y. Finite Element Analysis and Process Application Design of L-Shaped Extrusion Head Inner Rubber Flow. Beijing Univ. Chem. Technol. 1991, 4, 1–6. [Google Scholar]
- Cheng, Y.; Ding, J. Rubber Lining and L-Type Extrusion Head Rubber Sheet Extruder. China Rubber 1997, 7, 11–16. [Google Scholar]
- Li, L.; Wang, Z.; Bian, H. Comparative Experimental Study on Short Fiber Orientation of Stacked Extrusion Heads. Rubber Technol. Equip. 2015, 41, 5–10. [Google Scholar]
- Hadian, A.; Fricke, M.; Liersch, A.; Clemens, F. Material extrusion additive manufacturing of zirconia parts using powder injection molding feedstock compositions. Addit. Manuf. 2022, 57, 102966. [Google Scholar] [CrossRef]
- Jabbari, A.; Abrinia, K. A metal additive manufacturing method: Semi-solid metal extrusion and deposition. Int. J. Adv. Manuf. Technol. 2018, 94, 3819–3828. [Google Scholar] [CrossRef]
- Jinescu, C.V.; Teodorescu, N. Extruder Performance based on a Correlated Extruder Head-screw-barrel Unit Working Field. Mater. Plast. 2015, 52, 1–3. [Google Scholar]
- Kamarudin, M.S.; de Cruz, C.R.; Saad, C.R.; Romano, N.; Ramezani-Fard, E. Effects of extruder die head temperature and pre-gelatinized taro and broken rice flour level on physical properties of floating fish pellets. Anim. Feed Sci. Technol. 2018, 236, 122–130. [Google Scholar] [CrossRef]
- Gifford, W.A. A Three-dimensional Analysis of Coestrusion in a Single Manifold Flat Die. Polym. Eng. Sci. 2000, 40, 2095–2100. [Google Scholar] [CrossRef]
- Klozinski, A. The application of an extrusion modular slit head of a special construction in the in-line extensional viscosity measurements of polymers. Polym. Test. 2019, 73, 186–192. [Google Scholar] [CrossRef]
- Li, H.; Xiang, Y. Optimization analysis of the flow channel of the extruder head of the top-type lining production line. Rubber Sci. Technol. 2018, 16, 49–53. [Google Scholar]
- Mao, Y.P.; Shao, C.L.; Shang, P.; Li, Q.Y.; He, X.L.; Wu, C.F. Preparation of high strength PET/PE composites reinforced with continued long glass fibers. Mater. Res. Express 2019, 6, 045303. [Google Scholar] [CrossRef]
- Marschik, C.; Osswald, T.A.; Roland, W.; Albrecht, H.; Skrabala, O.; Miethlinger, J. Numerical analysis of mixing in block-head mixing screws. Polym. Eng. Sci. 2019, 59, E88–E104. [Google Scholar] [CrossRef]
- Moysey, P.A.; Thompson, M.R. Discrete particle simulations of solids compaction and conveying in a single-screw extruder. Polym. Eng. Sci. 2008, 48, 62–73. [Google Scholar] [CrossRef]
- Nagalakshmi, D.; Reddy, D.N.; Prasad, M.R. Effect of feeding expander extruder processed sunflower heads based complete diets on performance, nutrient digestibility and carcass characteristics of lambs. Indian J. Anim. Res. 2017, 51, 280–285. [Google Scholar] [CrossRef]
- Nguyen, T.K.; Le, B.T.; Nguyen, M.T.H.; Pham, V.S.; Do, T.; Tran, P.; Phung, L.X. Development of a novel direct powder screw extruder for 3D scaffold printing of PCL-based composites. Int. J. Adv. Manuf. Technol. 2023, 128, 3161–3182. [Google Scholar] [CrossRef]
- Nikonova, T.; Gierz, Ł.; Zharkevich, O.; Dandybaev, E.; Baimuldin, M.; Daich, L.; Sichkarenko, A.; Kotov, E. Control of Physical Processes in an Extrusion Line Polymer Sleeves Production. Appl. Sci. 2022, 12, 10309. [Google Scholar] [CrossRef]
- Nithya, D.J.; Bosco, K.A.S.; Saravanan, M.; Mohan, R.J.; Alagusundaram, K. Optimization of Process Variables for Extrusion of Rice—Bengal Gram Blends. J. Sci. Ind. Res. 2016, 75, 108–114. [Google Scholar]
- Pan, Y.X.; Li, N.; Wang, J.Y.; Wang, D.H.; Pan, X.T.; Liu, C.; Jian, X.G. Effect of annular expansion pipe extruder head on mechanical properties of pipes. Polym. Eng. Sci. 2021, 61, 2918–2930. [Google Scholar] [CrossRef]
- Pan, Y.; Li, N.; Wang, J.; Wang, D.; Pan, X.; Liu, C.; Jian, X. The role of expansion angle and speed on shish-kebab formation in expansion pipe extruder head explored by high temperature rapid stretch. Polym. Test. 2021, 104, 107387. [Google Scholar] [CrossRef]
- Rydzkowski, T. Properties of Recycled Polymer Mixtures Obtained in the Screw-Disc Extrusion Process. Polimery 2011, 56, 135–139. [Google Scholar] [CrossRef]
- Majzoobi, G.H.; Jafari, S.S.; Rahmani, K. A study on damage evolution in Cu–TiO2 composite fabricated using powder metallurgy followed by hot extrusion. Mater. Chem. Phys. 2022, 290, 126140. [Google Scholar] [CrossRef]
- Sikora, J.W.; Garbacz, T. The effect of the geometry of extrusion head flow channels on the adiabatic extrusion of low density polyethylene. J. Polym. Eng. 2015, 35, 605–610. [Google Scholar] [CrossRef]
- Sikora, J.W.; Somujlo, B. Impact of Feed Opening Width and Position on PVC Extrusion Process Effectiveness. Int. Polym. Process. 2013, 28, 291–299. [Google Scholar] [CrossRef]
- Song, L.X.; Wang, J.C.; Yan, X.F.; Cui, Z.L.; Li, J.W.; Qi, D.M. Microfibrillation structure evolution and mechanical properties of MS@PMHNTs reinforced polymethyl methacrylate composite fiber. Compos. Commun. 2022, 31, 101108. [Google Scholar] [CrossRef]
- Stasiek, A.; Lubkowski, D.; Bogucki, M. Study on extrusion of talc-filled polypropylene. Przem. Chem. 2012, 91, 1625–1629. [Google Scholar]
- Zborowski, L.; Canevarolo, S.V. In-line monitoring of droplets deformation and recovering and polymer degradation during extrusion. Polym. Test. 2012, 31, 254–260. [Google Scholar] [CrossRef]
- Zborowski, L.; Canevarolo, S.V. In-line Turbidity Monitoring of the Second Phase Droplets Deformation During Extrusion. Polym. Eng. Sci. 2013, 53, 2422–2428. [Google Scholar] [CrossRef]
- Zhong, F.C.; Liu, W.Q.; Zhou, Y.; Yan, X.; Wan, Y.; Lu, L. Ceramic 3D printed sweeping surfaces. Comput. Graph. 2020, 90, 108–115. [Google Scholar] [CrossRef]
- Zhou, H.C.; Jiang, Z.; Li, W.C.; Wang, G.L.; Tu, Y.J. Optimal Design for an Extruder Head Runner Based on Response Surface Method and Simulated Annealing Algorithm. Int. J. Polym. Sci. 2018, 2018, 7239618. [Google Scholar] [CrossRef]
- Smithd, E.; Tortorellid, A.; Tuckerc, L. Optimal design for polymer extrusion. Part I: Sensitivity analysis for nonlinear steady-state systems. Comput. Methods Appl. Mech. Eng. 1998, 167, 283–302. [Google Scholar] [CrossRef]
- Smithd, E.; Tortorellid, A.; Tuckerc, L. Optimal design for polymer extrusion. Part II: Sensitivity analysis for weakly coupled nonlinear steady-state systems. Comput. Methods Appl. Mech. Eng. 1998, 167, 303–323. [Google Scholar] [CrossRef]
- Will, T.P. A powerful Application and Troubleshooting Method for Mechanical Seals. In Proceedings of the 2th International Pump Symposium; Texas A&M University: College Station, TX, USA, 1985; pp. 85–89. [Google Scholar]
- Metcalfe, R. Predicted effects of sealing gap convergence on performance of plain end face seals. ASLE Trans. 1978, 21, 134–142. [Google Scholar] [CrossRef]
- Xiao, Y.; Yao, P.; Fan, K.; Zhou, H.; Deng, M.; Jin, Z. Powder metallurgy processed metal-matrix friction materials for space applications. Friction 2018, 6, 219–229. [Google Scholar] [CrossRef]
- Spikes, H. Stress-augmented thermal activation: Tribology feels the force. Friction 2018, 6, 1–31. [Google Scholar] [CrossRef]
- Xue, Y.; Chen, J.; Guo, S.; Meng, Q.; Luo, J. Finite element simulation and experimental test of the wear behavior for self-lubricating spherical plain bearings. Friction 2018, 6, 297–306. [Google Scholar] [CrossRef]
- Huang, M.; Li, K.; Dong, X. Study on Friction Characteristics of Laser Textured Metal Rubber Microfilaments under Solid Lubricating Grease. Prot. Met. Phys. Chem. Surf. 2021, 57, 361–366. [Google Scholar] [CrossRef]
- Chen, B.; Timothy, D.; Alan, R. Analysis of belt wear in bulk solids handling operations using DEM simulation. In Proceedings of the Baosteel BAC, Shanghai, China, 4–6 June 2013. [Google Scholar]
- Forsström, D.; Jonsén, P. Calibration and validation of a large scale abrasive wear model by coupling DEM-FEM: Local failure prediction from abrasive wear of tipper bodies during unloading of granular material. Eng. Fail. Anal. 2016, 66, 274–283. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, R.; Fei, Q.; Li, J.; Tang, J.; Shi, B. Structure and Microscopic Wear Analysis of Lining Material Based on EDEM. In Proceedings of the 2017 International Conference on Electronic Information Technology and Computer Engineering, Guangdong, China, 22–24 September 2017. [Google Scholar]
- Chen, G.; Schott, D.L.; Lodewijks, G. Sensitivity analysis of DEM prediction for sliding wear by single iron ore particle. Engineeringutations 2017, 34, 2031–2053. [Google Scholar] [CrossRef]
- Abou-Kandil, A.I.; Awad, A.; Darwish, N.; Shehata, A.B.; Saleh, B.K. Adhesion of brass plated steel cords to natural rubber: Dynamic and statistical study of adhesion failure. Int. J. Adhes. Adhes. 2013, 44, 26–35. [Google Scholar] [CrossRef]
- He, S.; Jiang, Z.; Chen, H.; Chen, Z.; Ding, J.; Deng, H.; Mosallam, A.S. Mechanical Properties, Durability, and Structural Applications of Rubber Concrete: A State-of-the-Art-Review. Sustainability 2023, 15, 8541. [Google Scholar] [CrossRef]
- Kuta, A.; Hrdlicka, Z.; Voldánová, J.; Brejcha, J.; Pokorny, J.; Plitz, J. Dynamic Mechanical Properties of Rubbers with Standard Oils and Oils with Low Content of Polycyclic Aromatic Hydrocarbons. KGK-Kautsch. Gummi Kunststoffe 2010, 63, 120–122. [Google Scholar]
- Blau, P.J. Lessons learned from the test-to-test variability of different types of wear data. Wear 2017, 376, 1830–1840. [Google Scholar] [CrossRef] [PubMed]
- Fam, H.; Kontopoulou, M.; Bryant, J.T. Method for friction estimation in reciprocating wear tests. Wear 2011, 271, 999–1003. [Google Scholar] [CrossRef]
- Lyubicheva, A.N.; Soldatenkov, I.A. On Identification of the Wear Law of Viscoelastic Materials from the Results of Standard Wear Testing. J. Frict. Wear 2011, 32, 338–344. [Google Scholar] [CrossRef]
- Silva, F.J.G.; Casais, R.B.; Martinho, R.P.; Baptista, A.P.M. Role of abrasive material on micro-abrasion wear tests. Wear 2011, 271, 2632–2639. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Raw Material | C1 |
|---|---|
| NR | 40 |
| N330 | 25 |
| SiO2 | 25 |
| 4020 | 5 |
| ZnO | 3 |
| SAD | 2 |
| TESPT | 6 |
| DPG | 0.18 |
| S | 2.8 |
| CZ | 1.8 |
| Metal | 38CrMoAlA | STELLITE 6 | Tungsten Carbide | Hastelloy C-276 |
|---|---|---|---|---|
| Payne effect | 826.76 | 815.89 | 824.15 | 745.12 |
| NR/BR Composites | 38CrMoAlA | STELLITE 6 | Tungsten Carbide | Hastelloy C-276 |
|---|---|---|---|---|
| Dispersion | 5.87 | 6.09 | 5.85 | 6.16 |
| DMA | 38CrMoAlA | STELLITE 6 | Tungsten Carbide | Hastelloy C-276 |
|---|---|---|---|---|
| TG (°C) | −47.0562 | −47.1293 | −46.6551 | −47.2175 |
| 0 °C tanδ | 0.15034 | 0.152085 | 0.145559 | 0.156582 |
| 40 °C tanδ | 0.135945 | 0.134021 | 0.136972 | 0.131308 |
| 60 °C tanδ | 0.172737 | 0.169484 | 0.181068 | 0.14421 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liu, H.; Wang, C. Effects of Different Die Metals on the Performance and Friction and Wear of Composite Materials during the Extrusion Process. Polymers 2023, 15, 4684. https://doi.org/10.3390/polym15244684
Liu H, Wang C. Effects of Different Die Metals on the Performance and Friction and Wear of Composite Materials during the Extrusion Process. Polymers. 2023; 15(24):4684. https://doi.org/10.3390/polym15244684
Chicago/Turabian StyleLiu, Hong, and Chuansheng Wang. 2023. "Effects of Different Die Metals on the Performance and Friction and Wear of Composite Materials during the Extrusion Process" Polymers 15, no. 24: 4684. https://doi.org/10.3390/polym15244684
APA StyleLiu, H., & Wang, C. (2023). Effects of Different Die Metals on the Performance and Friction and Wear of Composite Materials during the Extrusion Process. Polymers, 15(24), 4684. https://doi.org/10.3390/polym15244684