

Experimental and Numerical Study of Printing Strategy Impact on the Mechanical Properties of Sustainable PLA Materials

 , , and
, , and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
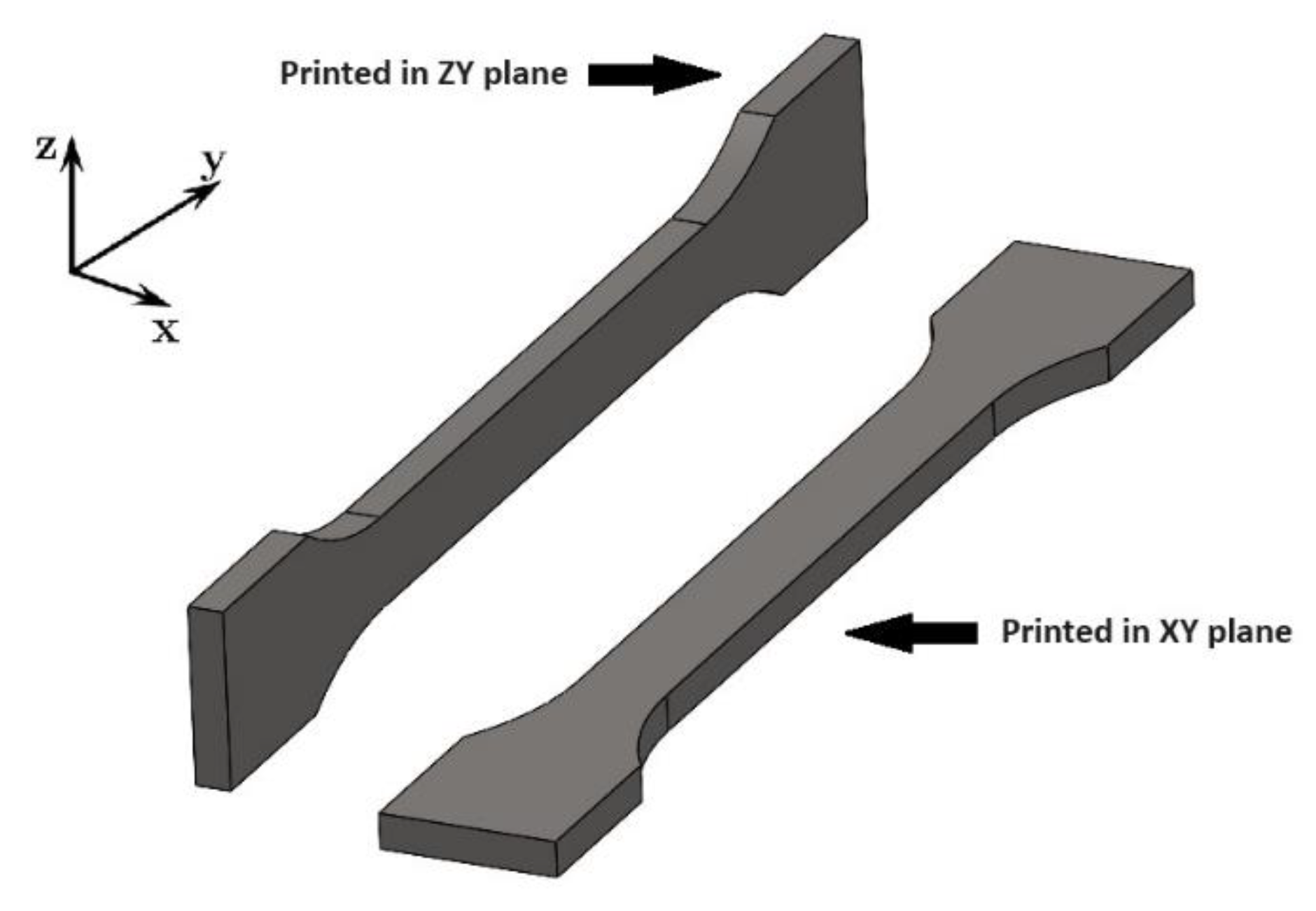
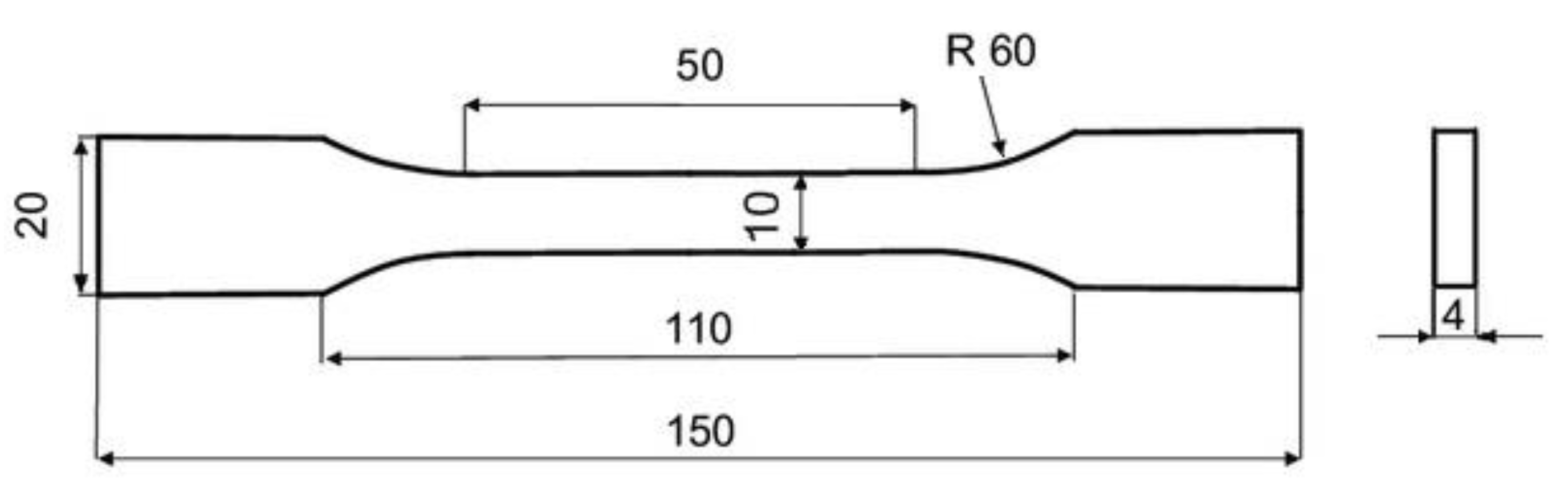
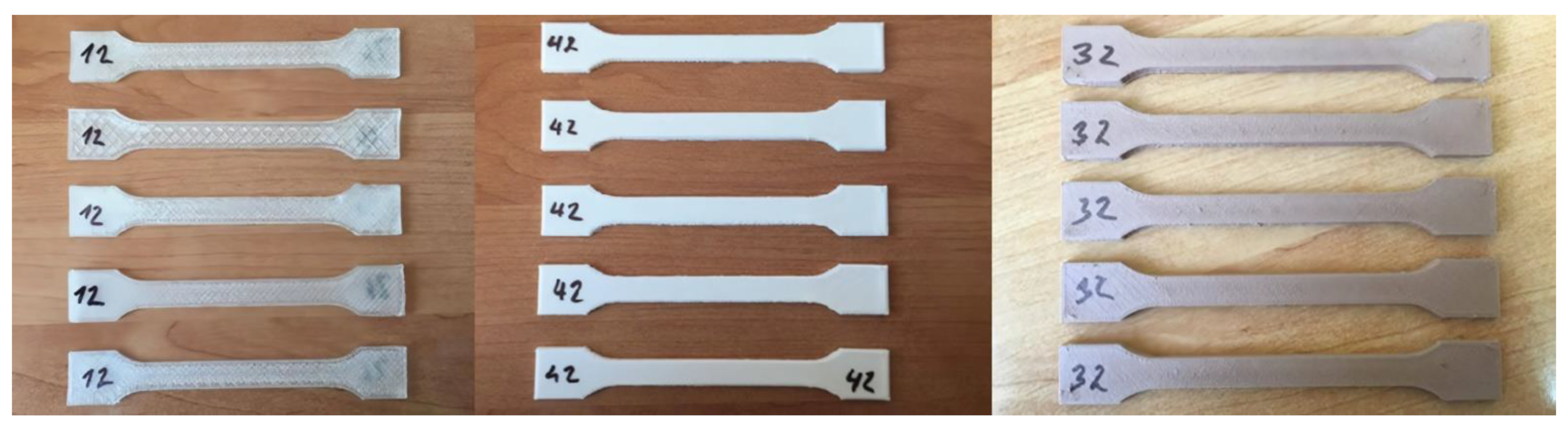
2.2. Test Samples Production Using RepRap3D Printer
2.3. Uniaxial Tensile Test of 3D-Printed Samples Made of Different Types of PLA Material
2.4. Simulation of Uniaxial Tensile Test Using Simufact Forming Software
3. Results
3.1. Uniaxial Tensile Test Results
3.2. Tensile Strength Evaluation of Individual Tensile Test Samples
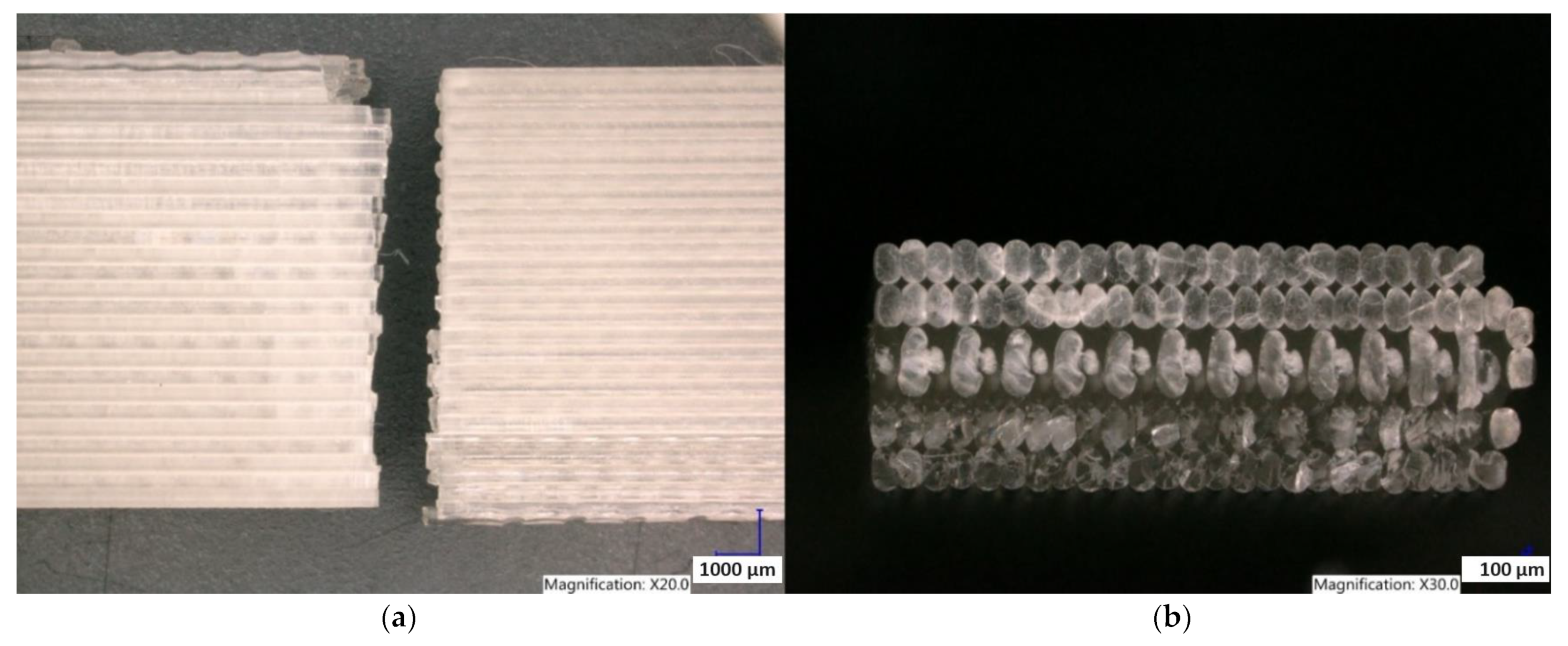
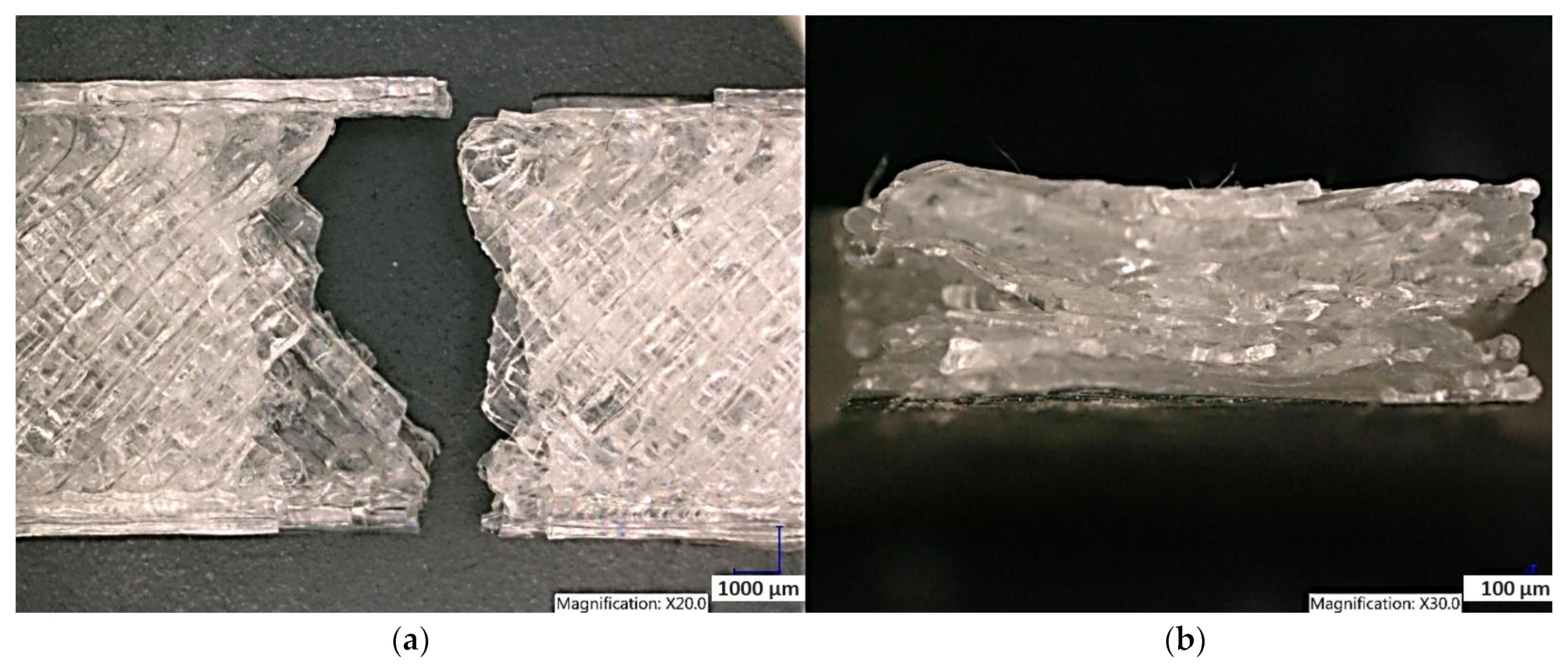
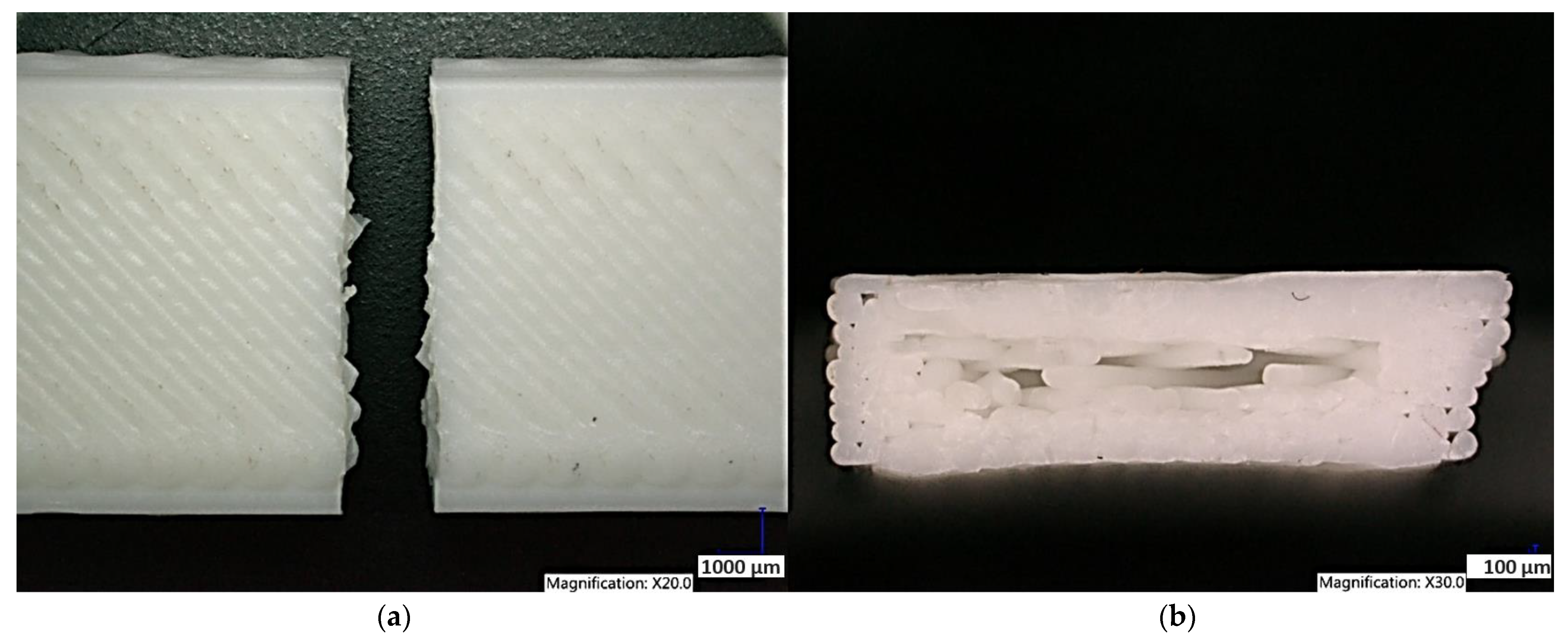
3.3. Microstructure and Fracture Evaluation
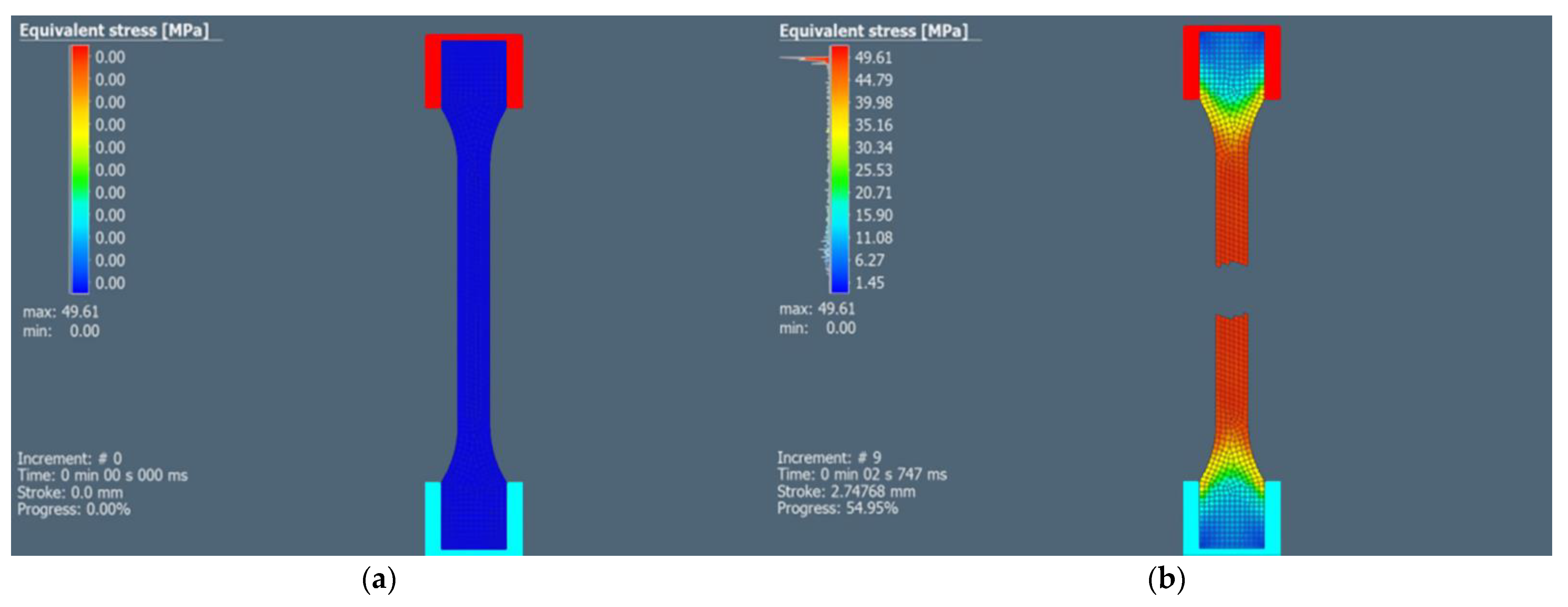
3.4. Numerical Simulation Results of Tensile Test
4. Discussion
5. Conclusions
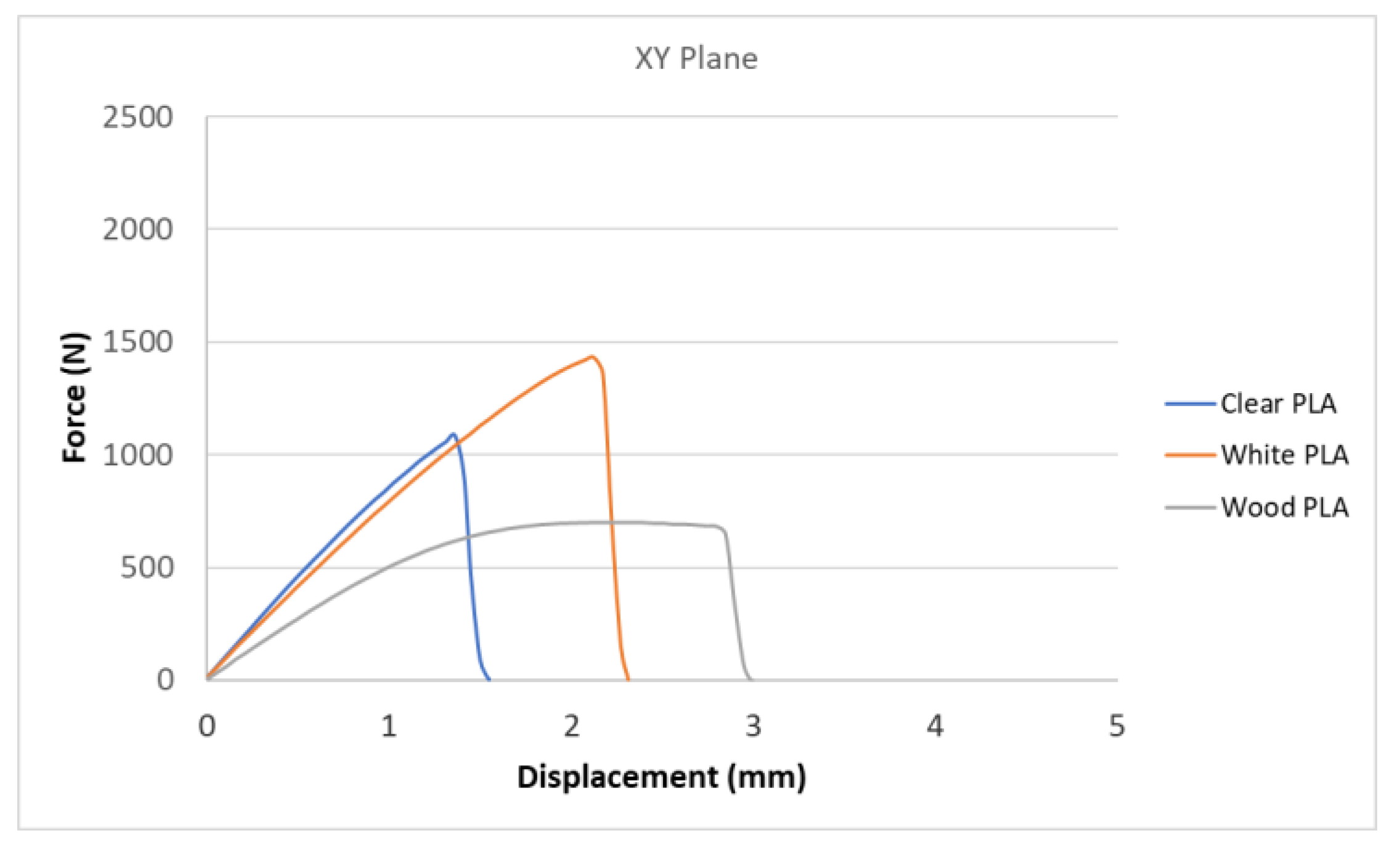
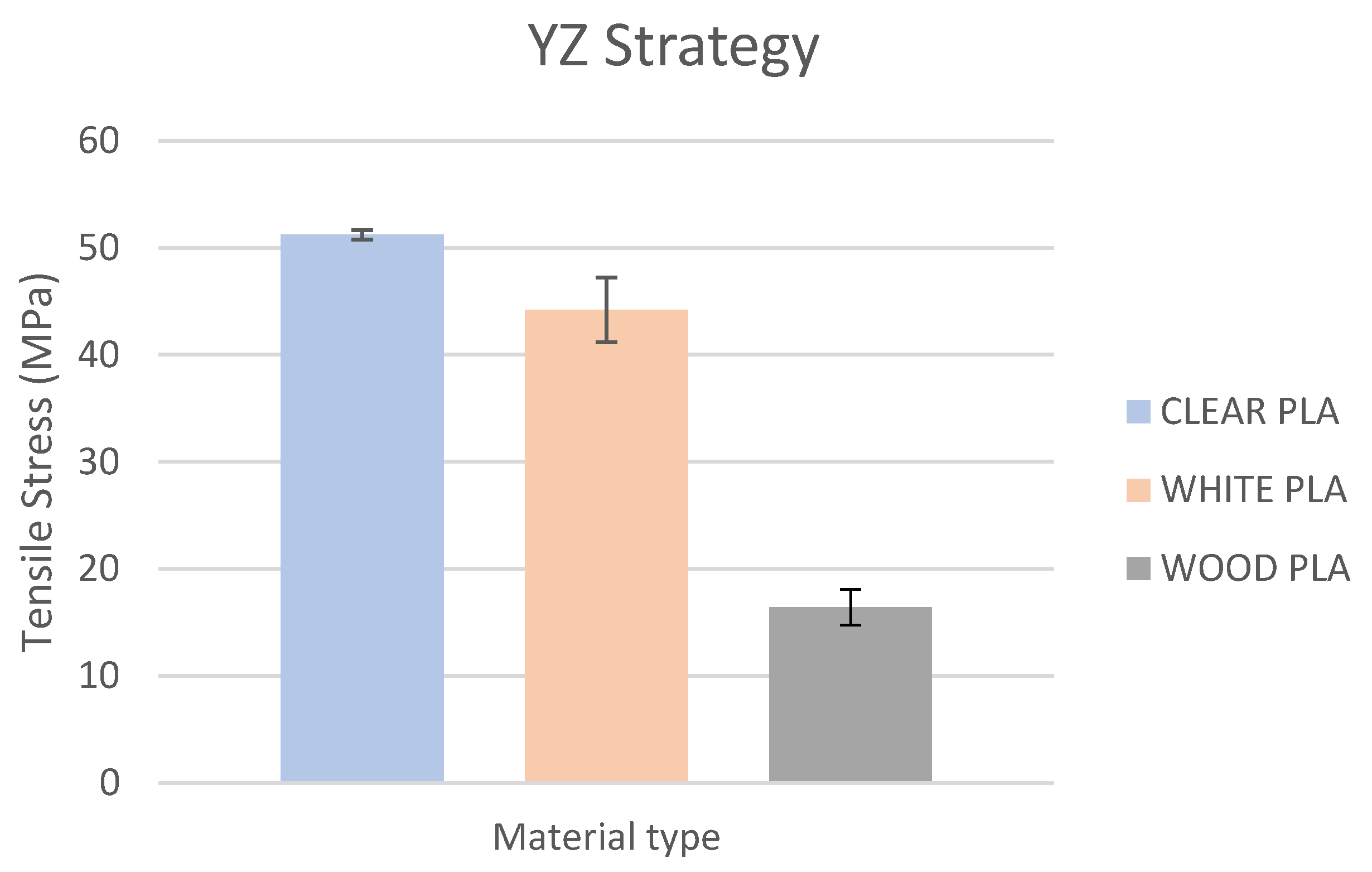
- The type of PLA filament has a significant impact on the mechanical properties and deformation behavior of 3D-printed samples. The lowest value of tensile strength 16.4 MPA was observed on samples made of the composite PLA-wood filament, the highest strength value of 51.2 MPa was observed for the Clear PLA.
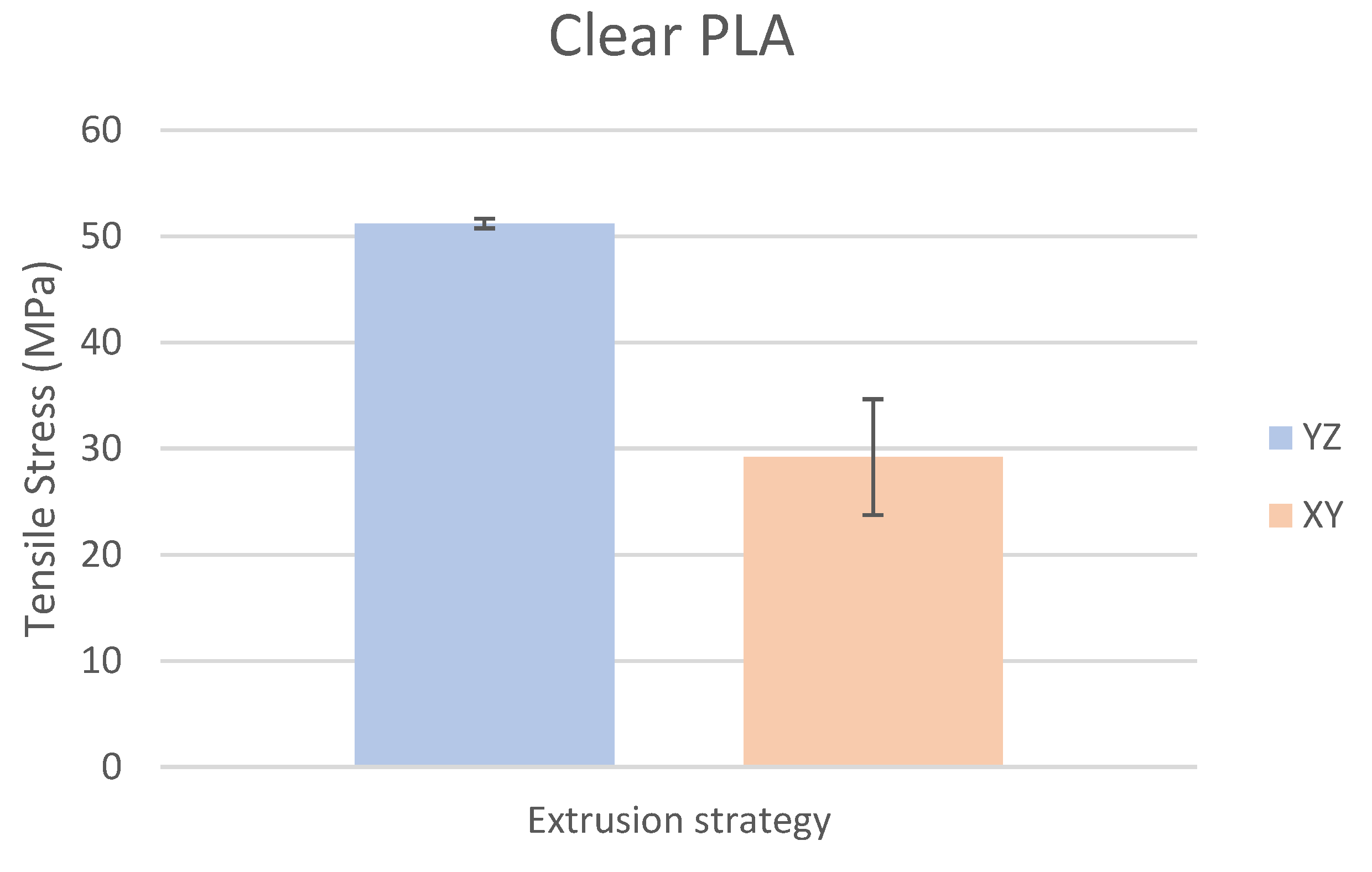
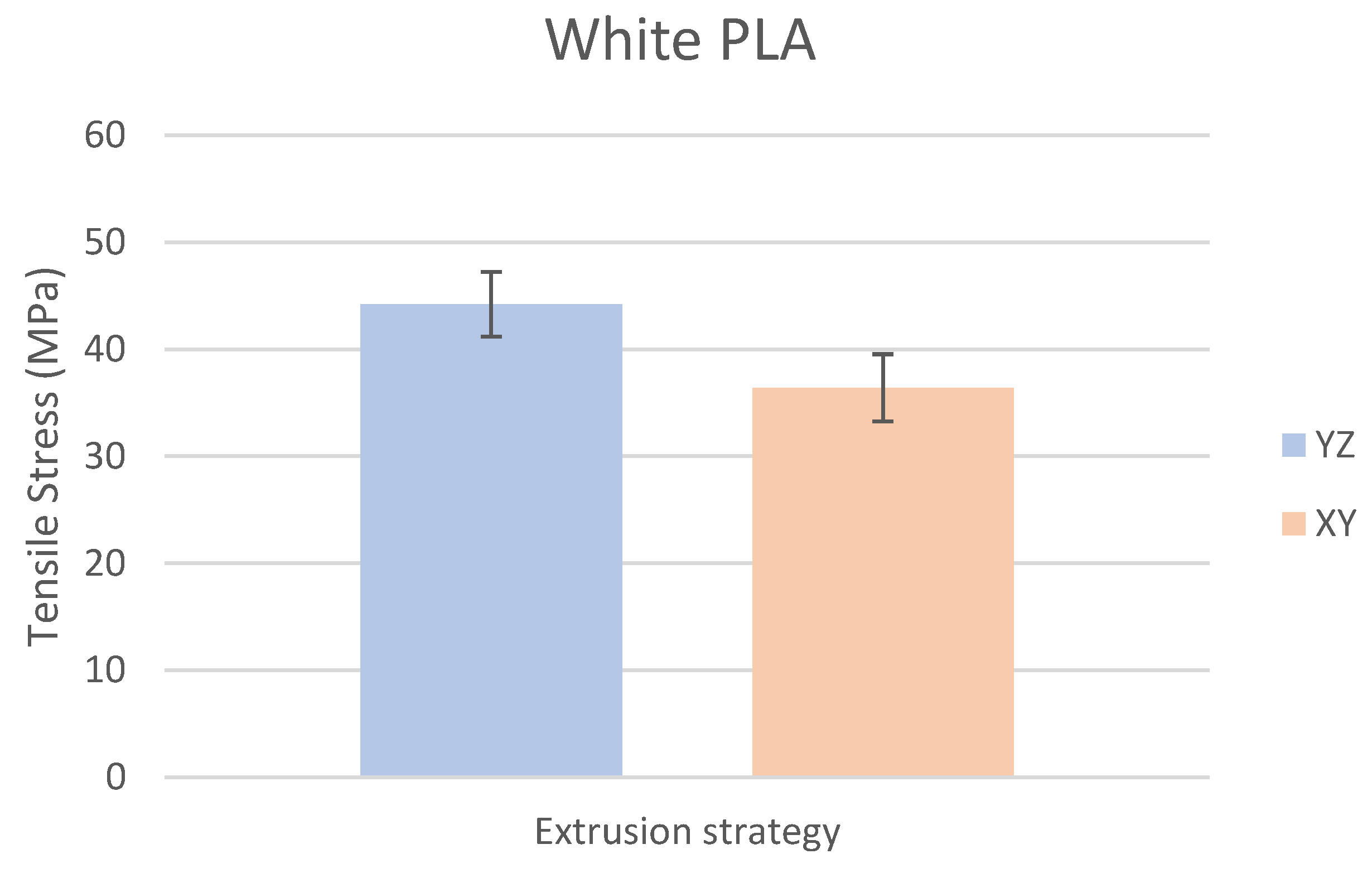
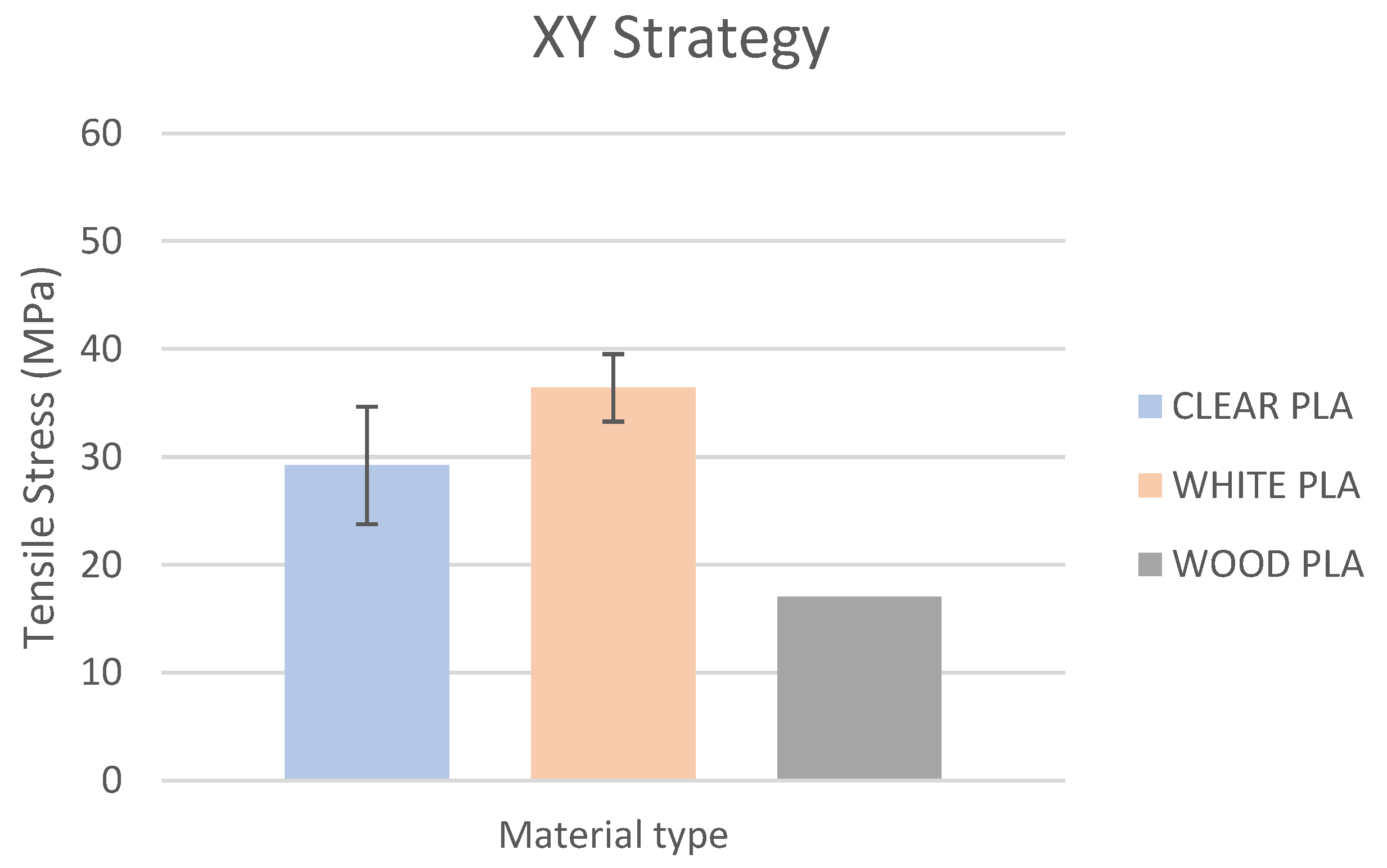
- The printing plane strategy has a significant impact on the mechanical properties of the printed PLA based material. The Clear PLA samples printed in the XY plane had a 43% reduction in strength, compared to samples printed in the YZ plane.
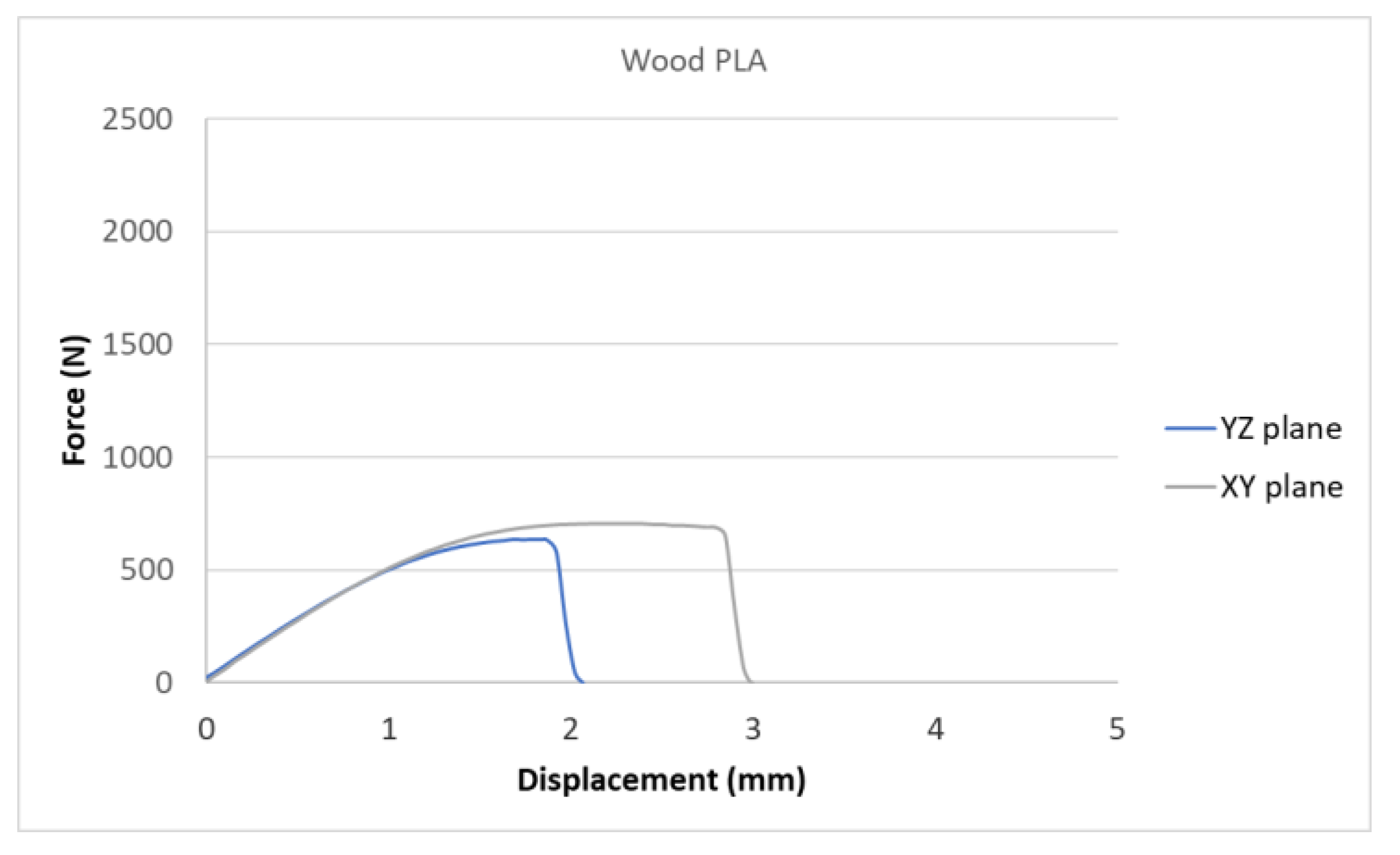
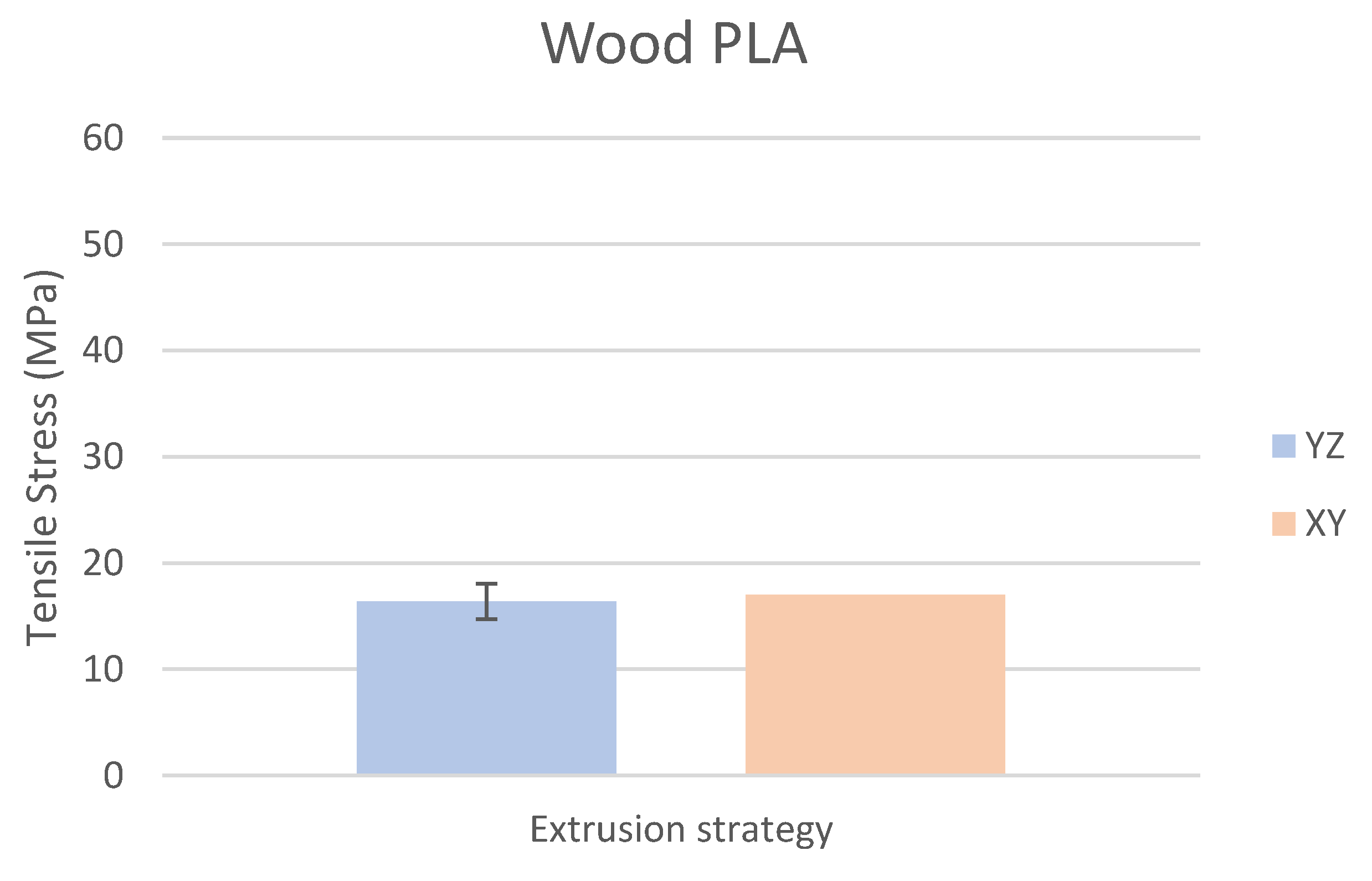
- The printing strategy had a minimal impact on the tensile strength of the Wood PLA, the difference between samples printed in the YZ and XY plane is less than 6%.
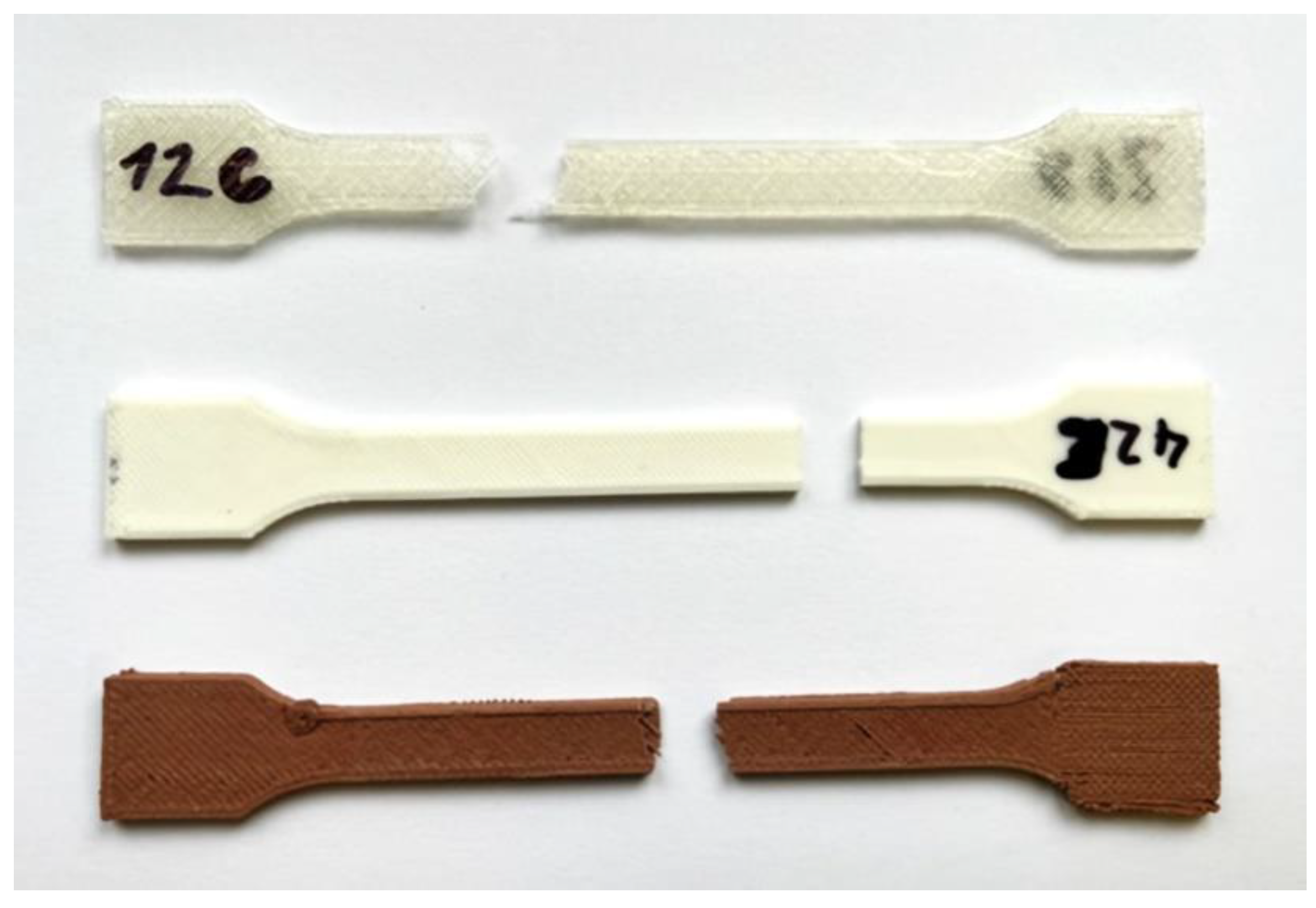
- All types of PLA showed very low values of elongation. Clear PLA and White PLA materials showed brittle fractures during the tensile test.
- Composite PLA-wood showed some plastic deformation, but overall, elongation of 3.6% and the strength of 16.4 MPa were the lowest, especially for samples printed in the YZ plane.
- Simufact Forming software can be used to predict deformation behavior and tensile strength of the PLA based samples. The maximum deviation −3.12% of predicted tensile strength from measured tensile strength was observed for the Clear PLA material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Rajak, D.K.; Wagh, P.H.; Linul, E. A Review on Synthetic Fibers for Polymer Matrix Composites: Performance, Failure Modes and Applications. Materials 2022, 15, 4790. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Huang, T.; Jiang, Q.; He, L.; Bismarck, A.; Hu, Q. Recent progress of 3D printed continuous fiber reinforced polymer composites based on fused deposition modeling: A review. J. Mater. Sci. 2021, 56, 12999–13022. [Google Scholar] [CrossRef]
- Valvez, S.; dos Santos, P.S.P.; Parente, J.; Silva, M.; Reis, P. 3D printed continuous carbon fiber reinforced PLA composites: A short review. Procedia Struct. Integr. 2020, 25, 394–399. [Google Scholar] [CrossRef]
- Hikmat, M.; Rostam, S.; Ahmed, Y.M. Investigation of tensile property-based Taguchi method of PLA parts fabricated by FDM 3D printing technology. Results Eng. 2021, 11, 100264. [Google Scholar] [CrossRef]
- Hsueh, M.-H.; Lai, C.-J.; Wang, S.-H.; Zeng, Y.-S.; Hsieh, C.-H.; Pan, C.-Y.; Huang, W.-C. Effect of Printing Parameters on the Thermal and Mechanical Properties of 3D-Printed PLA and PETG, Using Fused Deposition Modeling. Polymers 2021, 13, 1758. [Google Scholar] [CrossRef] [PubMed]
- Abouelmajd, M.; Bahlaoui, A.; Arroub, I.; Zemzami, M.; Hmina, N.; Lagache, M.; Belhouideg, S. Experimental analysis and optimization of mechanical properties of FDM-processed polylactic acid using Taguchi design of experiment. Int. J. Simul. Multidiscip. Des. Optim. 2021, 12, 30. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.W.; Gou, J.H.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Pringle, A.M.; Rudnicki, M.; Pearce, J.M. Wood Furniture Waste-Based Recycled 3-D Printing Filament. For. Prod. J. 2017, 68, 86–95. [Google Scholar] [CrossRef]
- Calì, M.; Pascoletti, G.; Gaeta, M.; Milazzo, G.; Ambu, R. A New Generation of Bio-Composite Thermoplastic Filaments for a More Sustainable Design of Parts Manufactured by FDM. Appl. Sci. 2020, 10, 5852. [Google Scholar] [CrossRef]
- Sharma, V.; Roozbahani, H.; Alizadeh, M.; Handroos, H. 3D Printing of Plant-Derived Compounds and a Proposed Nozzle Design for the More Effective 3D FDM Printing. IEEE Access 2021, 9, 57107–57119. [Google Scholar] [CrossRef]
- Gardner, D.; Anderson, J.; Tekinalp, H.; Ozcan, S.; Sauerbier, P. Lignocellulosic-filled polymer feedstocks for large scale additive manufacturing of low cost composites. In Proceedings of the International Forest Products Congress, Trabzon, Turkey, 26–29 September 2018; pp. 26–29. [Google Scholar]
- Velu, R.; Raspall, F.; Singamneni, S. Chapter 8-3D printing technologies and composite materials for structural applications. In Green Composites for Automotive Applications; Woodhead Publishing: Sawston, UK, 2019; pp. 171–196. [Google Scholar] [CrossRef]
- Le Duigou, A.; Barbé, A.; Guillou, E.; Castro, M. 3D printing of continuous flax fibre reinforced biocomposites for structural applications. Mater. Des. 2019, 180, 107884. [Google Scholar] [CrossRef]
- Kariz, M.; Sernek, M.; Obućina, M.; Kuzman, M.K. Effect of wood content in FDM filament on properties of 3D printed parts. Mater. Today Commun. 2018, 14, 135–140. [Google Scholar] [CrossRef]
- Tao, Y.; Wang, H.; Li, Z.; Li, P.; Shi, S.Q. Development and Application of Wood Flour-Filled Polylactic Acid Composite Filament for 3D Printing. Materials 2017, 10, 339. [Google Scholar] [CrossRef]
- Spišák, E.; Nováková-Marcinčínová, E.; Nováková-Marcinčínová, Ľ.; Majerníková, J.; Mulidrán, P. Investigation of the Manufacturing Orientation Impact on the Mechanical Properties of Composite Fiber-Reinforced Polymer Elements in the Fused Filament Fabrication Process. Polymers 2023, 15, 2757. [Google Scholar] [CrossRef] [PubMed]
- Guessasma, S.; Belhabib, S.; Nouri, H. Microstructure and Mechanical Performance of 3D Printed Wood-PLA/PHA Using Fused Deposition Modelling: Effect of Printing Temperature. Polymers 2019, 11, 1778. [Google Scholar] [CrossRef] [PubMed]
- Živčák, J.; Nováková-Marcinčínová, E.; Nováková-Marcinčínová, Ľ.; Balint, T.; Puškár, M. Increasing Mechanical Properties of 3D Printed Samples by Direct Metal Laser Sintering Using Heat Treatment Process. J. Mar. Sci. Eng. 2021, 9, 821. [Google Scholar] [CrossRef]
- Mulidrán, P.; Spišák, E.; Tomáš, M.; Varga, J.; Majerniková, J. The Effect of Material Models on Springback Prediction. Strength Mater. 2022, 53, 961–965. [Google Scholar] [CrossRef]
- Džupon, M.; Kaščák, Ľ.; Cmorej, D.; Čiripová, L.; Mucha, J.; Spišák, E. Clinching of High-Strength Steel Sheets with Local Preheating. Appl. Sci. 2023, 13, 7790. [Google Scholar] [CrossRef]
- Nejad, R.M.; Aliakbari, K.; Abbasnia, S.K.; Langari, J. Failure analysis of overdrive gear of passenger car gearbox fabricated from powder metallurgy. Eng. Fail. Anal. 2022, 141, 106683. [Google Scholar] [CrossRef]
- Ezzaraa, I.; Ayrilmis, N.; Abouelmajd, M.; Kuzman, M.K.; Bahlaoui, A.; Arroub, I.; Bengourram, J.; Lagache, M.; Belhouideg, S. Numerical Modeling Based on Finite Element Analysis of 3D-Printed Wood-Polylactic Acid Composites: A Comparison with Experimental Data. Forests 2023, 14, 95. [Google Scholar] [CrossRef]
- Dutra, T.A.; Ferreira, R.T.L.; Resende, H.B.; Guimarães, A. Mechanical characterization and asymptotic homogenization of 3D-printed continuous carbon fiber-reinforced thermoplastic. J. Braz. Soc. Mech. Sci. Eng. 2019, 41, 1–15. [Google Scholar] [CrossRef]
- Park, S.-I.; Rosen, D.W. Quantifying effects of material extrusion additive manufacturing process on mechanical properties of lattice structures using as-fabricated voxel modeling. Addit. Manuf. 2016, 12, 265–273. [Google Scholar] [CrossRef]
- Polyzos, E.; Van Hemelrijck, D.; Pyl, L. Numerical modelling of the elastic properties of 3D-printed specimens of thermoplastic matrix reinforced with continuous fibres. Compos. Part B Eng. 2021, 211, 108671. [Google Scholar] [CrossRef]
- Monaldo, E.; Ricci, M.; Marfia, S. Mechanical properties of 3D printed polylactic acid elements: Experimental and numerical insights. Mech. Mater. 2023, 177, 104551. [Google Scholar] [CrossRef]
- Chen, W.; Guo, C.; Zuo, X.; Zhao, J.; Peng, Y.; Wang, Y. Experimental and Numerical Investigation of 3D Printing PLA Origami Tubes under Quasi-Static Uniaxial Compression. Polymers 2022, 14, 4135. [Google Scholar] [CrossRef] [PubMed]
- Praveen, K.; Reddy, M.; Quoc-Viet, P.; Prabadevi, B.; Deepa, N.; Kapal, D.; Thippa, R.D.; Rukhsana, R.; Madhusanka, L. Industry 5.0: A survey on enabling technologies and potential applications. J. Ind. Inf. Integr. 2022, 26, 100257. [Google Scholar] [CrossRef]
- Pratumpong, P.; Cholprecha, T.; Roungpaisan, N.; Srisawat, N.; Toommee, S.; Pechyen, C.; Parcharoen, Y. Effects of Melt-Blown Processing Conditions on Nonwoven Polylactic Acid and Polybutylene Succinate. Polymers 2023, 15, 4189. [Google Scholar] [CrossRef] [PubMed]
- Sola, A.; Trinchi, A. Recycling as a Key Enabler for Sustainable Additive Manufacturing of Polymer Composites: A Critical Perspective on Fused Filament Fabrication. Polymers 2023, 15, 4219. [Google Scholar] [CrossRef]
- Alrubaie, M.A.A.; Lopez-Anido, R.A.; Gardner, D.J. Flexural Creep Behavior of High-Density Polyethylene Lumber and Wood Plastic Composite Lumber Made from Thermally Modified Wood. Polymers 2020, 12, 262. [Google Scholar] [CrossRef] [PubMed]
- Carus, M.; Partanen, A. Natural fibre-reinforced plastics: Establishment and growth in niche markets. JEC Compos. Mag. 2018, 55, 23–24. Available online: https://scholar.google.com/scholar?hl=sk&as_sdt=0%2C5&q=Natural+fibre-reinforced+plastics%3A+establishment+and+growth+in+niche+markets&btnG= (accessed on 6 October 2023).
- EN ISO 527; Plastics-Determination of Tensile Properties, Part 1: General Principles. European Committee for Standardization: Brussels, Belgium, 2009.
- EN ISO 527; Plastics-Determination of Tensile Properties, Part 2: Test Conditions for Plastics for Molding and Extrusion. Committee for Standardization: Brussels, Belgium, 2009.
- Guzanová, A.; Brezinová, J.; Varga, J.; Džupon, M.; Vojtko, M.; Janoško, E.; Viňáš, J.; Draganovská, D.; Hašuľ, J. Experimental Study of Steel–Aluminum Joints Made by RSW with Insert Element and Adhesive Bonding. Materials 2023, 16, 864. [Google Scholar] [CrossRef] [PubMed]
- Saharudin, M.S.; Hajnys, J.; Kozior, T.; Gogolewski, D.; Zmarzły, P. Quality of Surface Texture and Mechanical Properties of PLA and PA-Based Material Reinforced with Carbon Fibers Manufactured by FDM and CFF 3D Printing Technologies. Polymers 2021, 13, 1671. [Google Scholar] [CrossRef] [PubMed]
- Jiang, D.; Smith, D. Anisotropic mechanical properties of oriented carbon fiber filled polymer composites produced with fused filament fabrication. Addit. Manuf. 2017, 18, 84–94. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Zuhri, M.Y.M.; Aisyah, H.A.; Asyraf, M.R.M.; Hassan, S.A.; Zainudin, E.S.; Sapuan, S.M.; Sharma, S.; Bangar, S.P.; Jumaidin, R.; et al. Natural Fiber-Reinforced Polylactic Acid, Polylactic Acid Blends and Their Composites for Advanced Applications. Polymers 2022, 14, 202. [Google Scholar] [CrossRef] [PubMed]
- Balakrishnan, N.K.; Siebert, S.; Richter, C.; Groten, R.; Seide, G. Effect of Colorants and Process Parameters on the Properties of Dope-Dyed Polylactic Acid Multifilament Yarns. Polymers 2022, 14, 5021. [Google Scholar] [CrossRef]
- Bahar, A.; Hamami, A.E.A.; Benmahiddine, F.; Belhabib, S.; Belarbi, R.; Guessasma, S. The Thermal and Mechanical Behaviour of Wood-PLA Composites Processed by Additive Manufacturing for Building Insulation. Polymers 2023, 15, 3056. [Google Scholar] [CrossRef]
- Liu, Z.; Lei, Q.; Xing, S. Mechanical characteristics of wood, ceramic, metal and carbon fiber-based PLA composites fabricated by FDM. J. Mater. Res. Technol. 2019, 8, 3741–3751. [Google Scholar] [CrossRef]
- Young, R.J. Polymer Glasses, Mechanical properties of Yielding; Elsevier: Amsterdam, The Netherlands, 2001; pp. 7330–7340. [Google Scholar] [CrossRef]
- Gleadall, A. Modelling Degradation of Bioresorbable Polymeric Medical Devices. In Mechanical Properties of Biodegradable Polymers for Medical Applications; Woodhead Publishing: Sawston, UK, 2015; pp. 163–199. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Material Density | Tensile Modulus | Tensile Strength | Elongation at Break |
|---|---|---|---|---|
| [g/cm3] | [MPa] | [MPa] | [%] | |
| Clear PLA | 1.24 | 3500 | 50 | ≤5 |
| White PLA | 1.24 | 3500 | 53 | ≤6 |
| Wood PLA | 1.26 | 3200 | 39 | ≤3 |
| Material | Orientation | Sample | Fm | σm | εm | Orientation | Sample | Fm | σm | εm |
|---|---|---|---|---|---|---|---|---|---|---|
| [N] | [MPa] | [%] | [N] | [MPa] | [%] | |||||
| Clear PLA | YZ | 1.1 A | 2081 | 51 | 4.39 | 1.2 A | 1085 | 32 | 2.55 | |
| 1.1 B | 2065 | 52 | 4.36 | 1.2 B | 1217 | 37 | 2.69 | |||
| 1.1 C | 2060 | 51 | 4.34 | XY | 1.2 C | 942 | 28 | 2.10 | ||
| 1.1 D | 2066 | 51 | 4.37 | 1.2 D | 957 | 26 | 2.10 | |||
| 1.1 E | 2055 | 51 | 4.34 | 1.2 E | 865 | 23 | 1.82 |
| Material | Orientation | Sample | Fm | σm | εm | Orientation | Sample | Fm | σm | εm |
|---|---|---|---|---|---|---|---|---|---|---|
| [N] | [MPa] | [%] | [N] | [MPa] | [%] | |||||
| White PLA | YZ | 4.1 A | 1914 | 46 | 4.55 | 4.2 A | 1433 | 37 | 4.06 | |
| 4.1 B | 1947 | 48 | 4.56 | 4.2 B | 1212 | 31 | 3.21 | |||
| 4.1 C | 1902 | 43 | 4.00 | XY | 4.2 C | 1501 | 38 | 4.19 | ||
| 4.1 D | 1871 | 44 | 3.91 | 4.2 D | 1514 | 39 | 4.34 | |||
| 4.1 E | 1708 | 40 | 3.66 | 4.2 E | 1450 | 37 | 4.25 |
| Material | Orientation | Sample | Fm | σm | εm | Orientation | Sample | Fm | σm | εm |
|---|---|---|---|---|---|---|---|---|---|---|
| [N] | [MPa] | [%] | [N] | [MPa] | [%] | |||||
| Wood PLA | YZ | 3.1 A | 637 | 15 | 3.11 | 3.2 A | 676 | 17 | 3.62 | |
| 3.1 B | 612 | 15 | 3.79 | 3.2 B | 693 | 17 | 3.94 | |||
| 3.1 C | 666 | 16 | 3.54 | XY | 3.2 C | 674 | 17 | 3.83 | ||
| 3.1 D | 749 | 17 | 3.77 | 3.2 D | 689 | 17 | 4.22 | |||
| 3.1 E | 780 | 19 | 4.02 | 3.2 E | 703 | 17 | 4.44 |
| Experiment | Fma | σma | σmdev | εma | εmdev | Simulation | Fms | σms | εms | σdev | εdev |
|---|---|---|---|---|---|---|---|---|---|---|---|
| [N] | [MPa] | [MPa] | [%] | [%] | [N] | [MPa] | [%] | [%] | [%] | ||
| Clear PLA | 2065.4 | 51.2 | 0.44 | 4.4 | 0.02 | Clear PLA | 1984 | 49.6 | 4.8 | −3.12 | 9.09 |
| White PLA | 1868.4 | 44.2 | 3.03 | 4.1 | 0.40 | White PLA | 1752 | 43.8 | 4.3 | −0.90 | 4.84 |
| Wood PLA | 688.8 | 16.4 | 1.67 | 3.6 | 0.34 | Wood PLA | 664 | 16.6 | 3.7 | 1.21 | 2.77 |
| Material | Printing Orientation | σma | σmdev | εma | εmdev | Printing Orientation | σma | σmdev | εma | εmdev |
|---|---|---|---|---|---|---|---|---|---|---|
| [MPa] | [MPa] | [%] | [%] | [MPa] | [MPa] | [%] | [%] | |||
| Clear PLA | YZ | 51.2 | 0.44 | 4.4 | 0.02 | XY | 29.2 | 5.45 | 2.3 | 0.36 |
| White PLA | YZ | 44.2 | 3.03 | 4.1 | 0.40 | XY | 36.4 | 3.13 | 4.0 | 0.45 |
| Wood PLA | YZ | 16.4 | 1.67 | 3.6 | 0.34 | XY | 17.0 | - | 4.0 | 0.32 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Spišák, E.; Nováková-Marcinčínová, E.; Majerníková, J.; Mulidrán, P.; Nováková-Marcinčínová, Ľ. Experimental and Numerical Study of Printing Strategy Impact on the Mechanical Properties of Sustainable PLA Materials. Polymers 2023, 15, 4639. https://doi.org/10.3390/polym15244639
Spišák E, Nováková-Marcinčínová E, Majerníková J, Mulidrán P, Nováková-Marcinčínová Ľ. Experimental and Numerical Study of Printing Strategy Impact on the Mechanical Properties of Sustainable PLA Materials. Polymers. 2023; 15(24):4639. https://doi.org/10.3390/polym15244639
Chicago/Turabian StyleSpišák, Emil, Ema Nováková-Marcinčínová, Janka Majerníková, Peter Mulidrán, and Ľudmila Nováková-Marcinčínová. 2023. "Experimental and Numerical Study of Printing Strategy Impact on the Mechanical Properties of Sustainable PLA Materials" Polymers 15, no. 24: 4639. https://doi.org/10.3390/polym15244639
APA StyleSpišák, E., Nováková-Marcinčínová, E., Majerníková, J., Mulidrán, P., & Nováková-Marcinčínová, Ľ. (2023). Experimental and Numerical Study of Printing Strategy Impact on the Mechanical Properties of Sustainable PLA Materials. Polymers, 15(24), 4639. https://doi.org/10.3390/polym15244639