


Aging Processes and Their Influence on the Mechanical Properties of Printable Occlusal Splint Materials



Abstract
:1. Introduction
- (Q1)
- What influence does material selection have on the mechanical properties of occlusal splint materials?
- (Q2)
- What is the relevance of dry or wet extraoral storage of the occlusal splint materials to the mechanical properties?
- (Q3)
- Is there a difference in the mechanical properties of occlusal splint materials between nighttime and daytime use regarding cycling thermal storage?
2. Materials and Methods
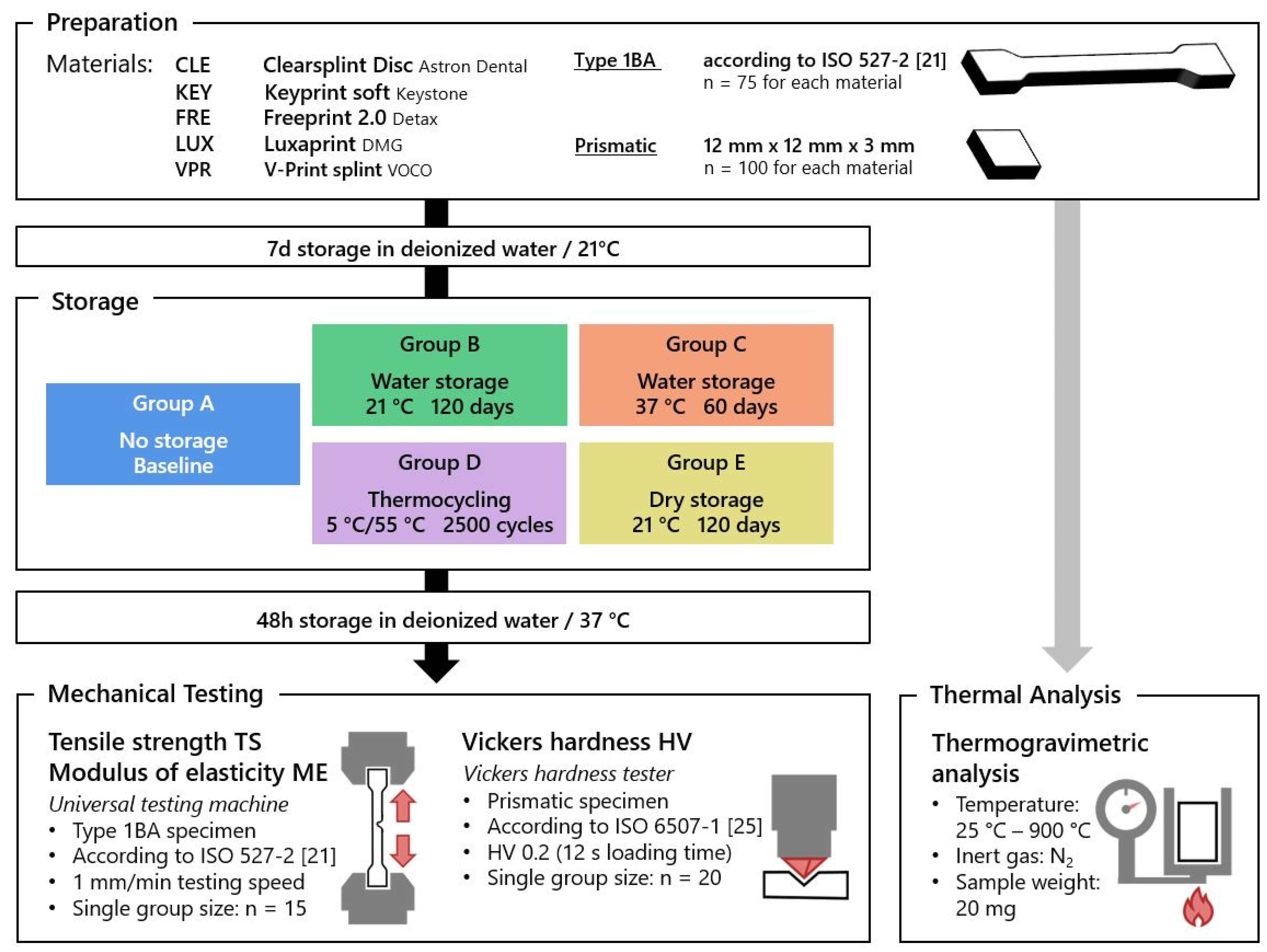
2.1. Sample Preparation
2.2. Experimental Procedure
2.3. Mechanical Properties
2.3.1. Tensile Strength TS and Modulus of Elasticity ME
2.3.2. Vickers Hardness HV
2.4. Statistics
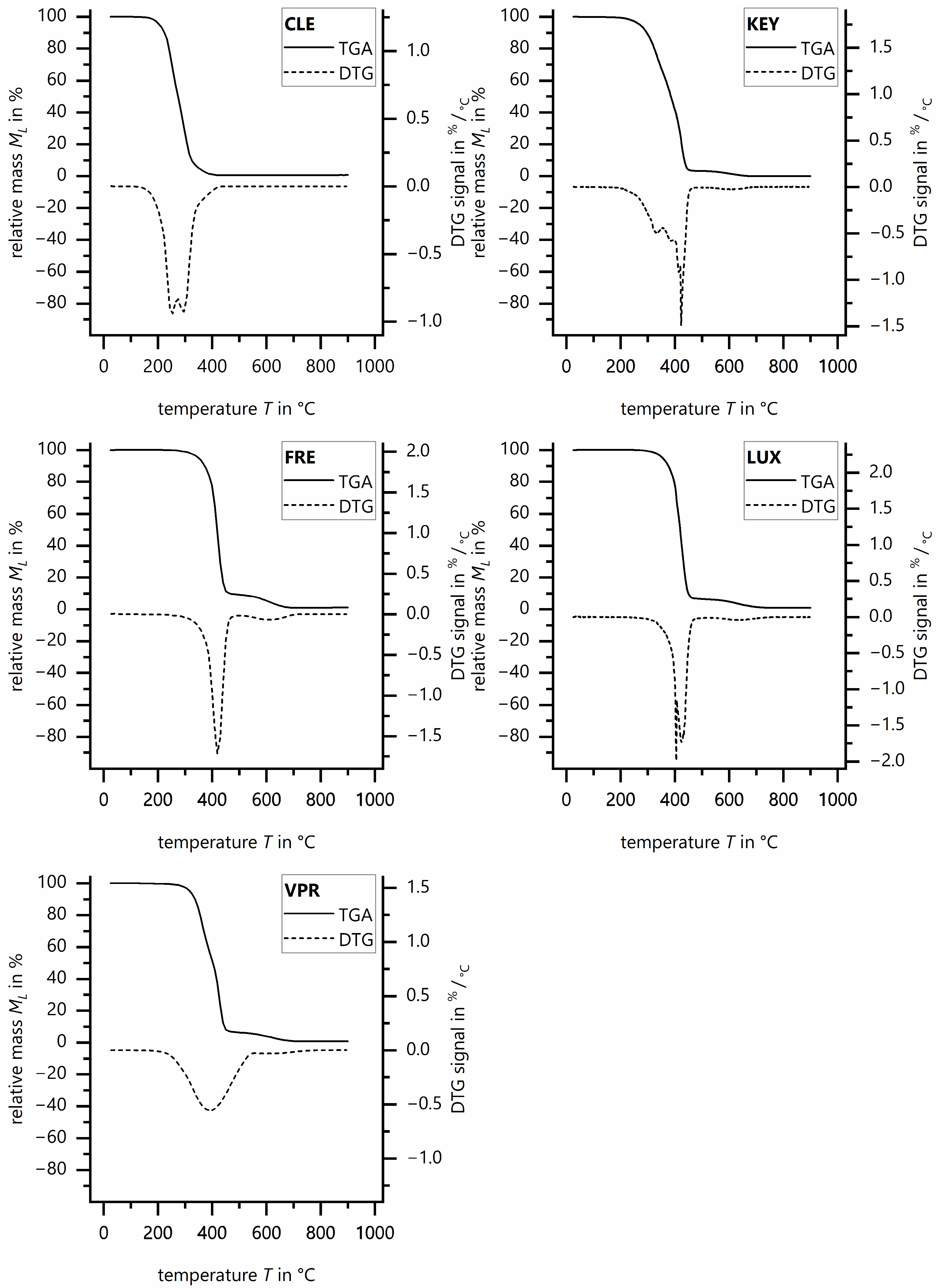
2.5. Thermogravimetric Analysis
3. Results
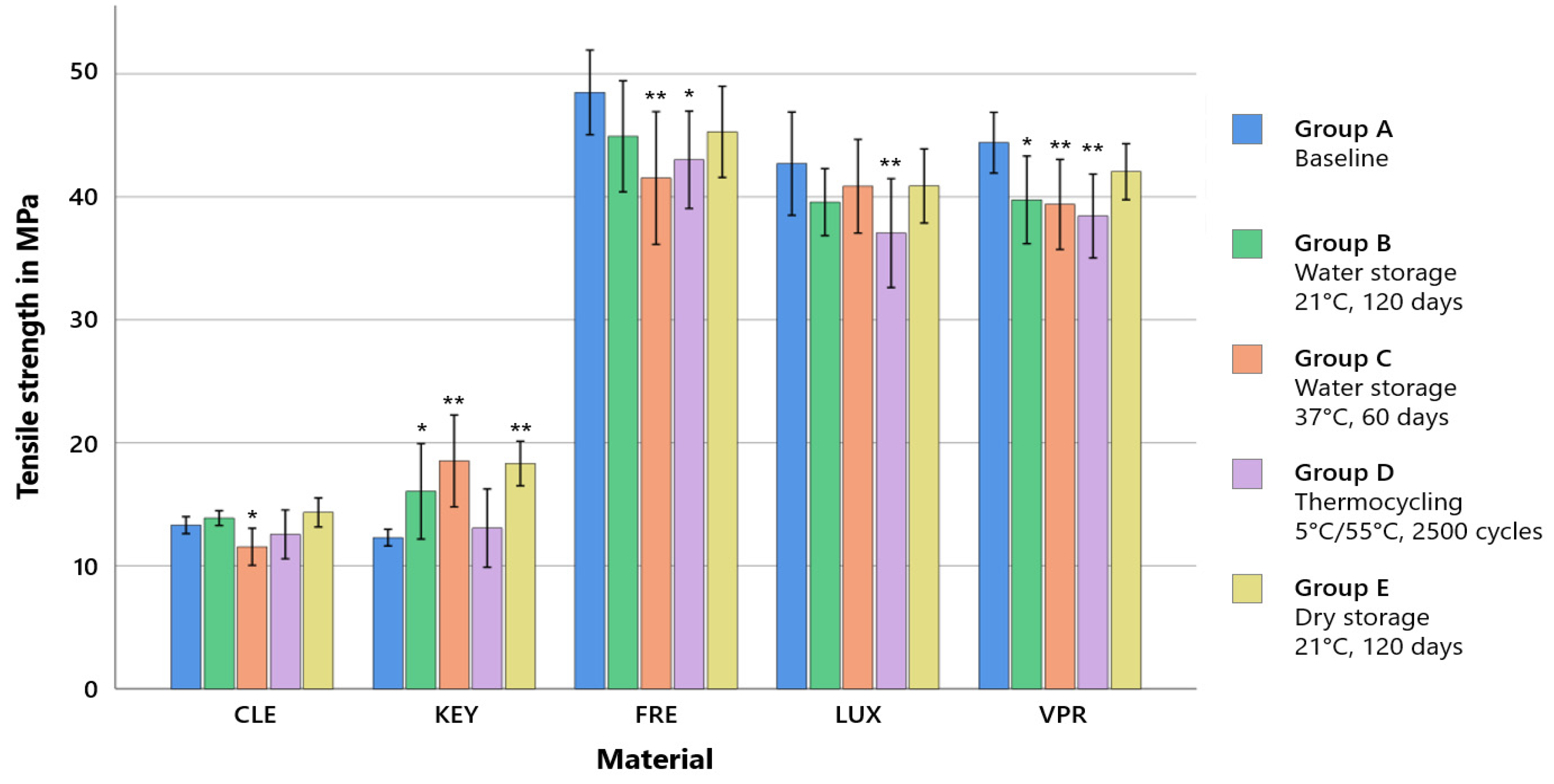
3.1. Tensile Strength (TS)
3.2. Modulus of Elasticity (ME)
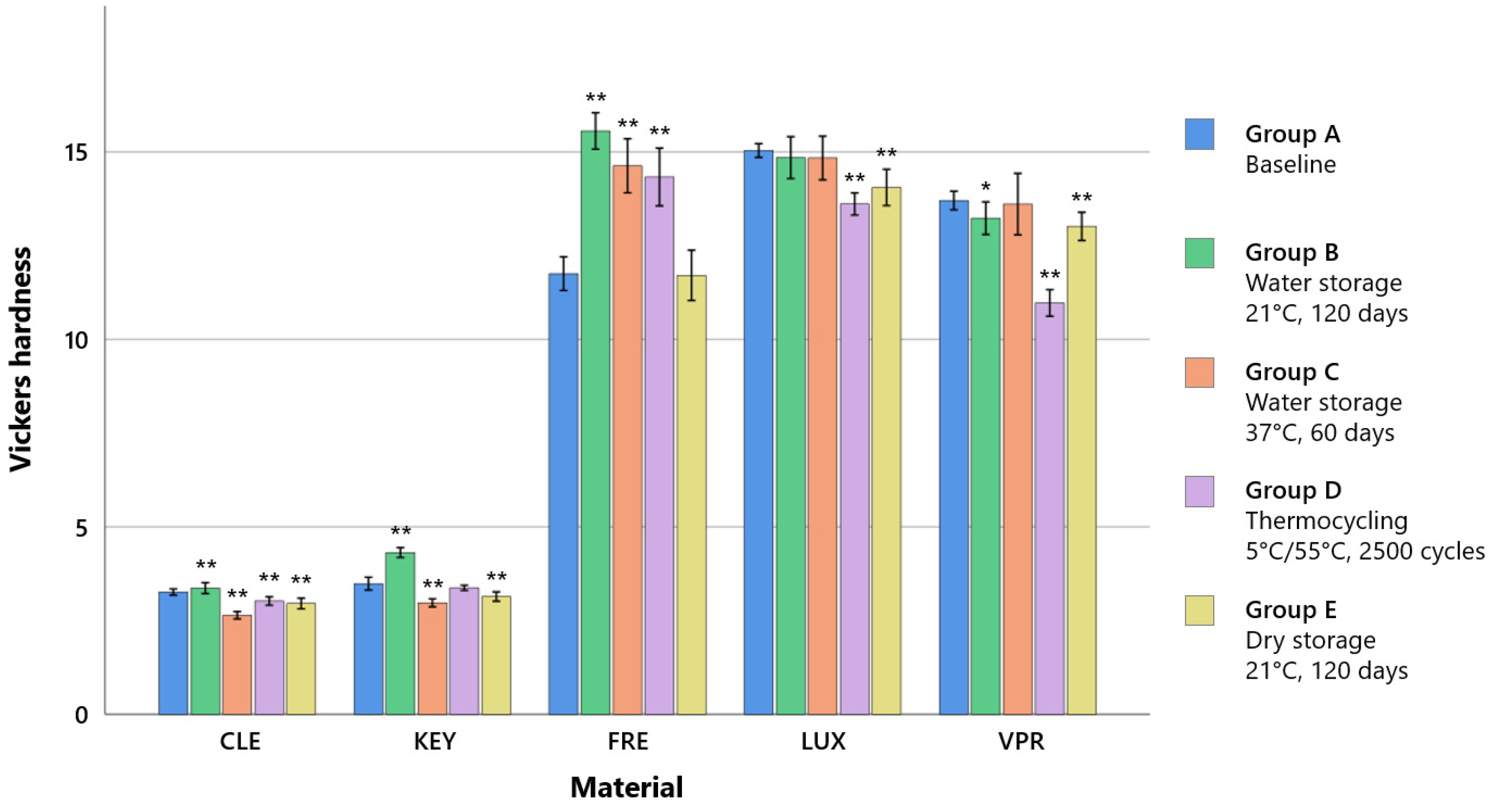
3.3. Vickers Hardness (HV)
4. Discussion
- (Q1)
- What influence does material selection have on the mechanical properties of occlusal splint materials?
- (Q2)
- What is the relevance of dry or wet extraoral storage of the occlusal splint materials to the mechanical properties?
- (Q3)
- Is there a difference in the mechanical properties of occlusal splint materials between nighttime and daytime use regarding cycling thermal storage?
Study Limitations and Future Prospects
5. Conclusions
- (1)
- Printed dimethacrylate resins (FRE, LUX, and VPR)—capable of forming a crosslinked matrix—show significantly higher tensile strengths (43.7–48.5 MPa compared to 12.3–13.3 MPa), modulus of elasticity (2.0–2.4 GPa compared to 0.4–0.7 GPa), and hardness (11.8–15.0 HV compared to 3.3–3.5 HV) than printed or milled methacrylate resins (CLE and KEY). No significant difference in strength and hardness was found between printed and milled methacrylate resins.
- (2)
- The mechanical performance of printed dimethacrylate resins (FRE, LUX, and VPR) deteriorated significantly under humid conditions with high temperatures (thermocycling as well as 37 °C). However, despite the performance loss, the mechanical properties are still significantly superior to those of the methacrylate-based resins (CLE and KEY).
- (3)
- None of the specimens failed due to thermal aging in a humid environment. Accordingly, all materials can be used clinically for at least six months without concern. In the case of high expected chewing forces or low material thicknesses, printed dimethacrylates should be used rather than methacrylate-based resins due to their better mechanical properties.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Appendix A

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tensile Strength/MPa | |||||
|---|---|---|---|---|---|
| Materials | A | B | C | D | E |
| Baseline | 120 d Water Storage 21 °C | 60 d Water Storage 37 °C | Thermocycling | 120 d Dry Storage 21 °C | |
| Clearsplint (CLE) | 13.3 ± 0.7 C | 13.9 ± 0.6 C | 11.5 ± 1.5 ABE | 12.6 ± 2.0 E | 14.3 ± 1.2 CD |
| Keyprint (KEY) | 12.3 ± 0.7 BCE | 16.0 ± 3.9 A | 18.5 ± 3.7 AD | 13.0 ± 3.2 CE | 18.3 ± 1.8 AD |
| Freeprint 2.0 (FRE) | 48.5 ± 3.4 CD | 44.9 ± 4.5 | 41.5 ± 5.4 A | 43.0 ± 4.0 A | 45.3 ± 3.7 |
| Luxaprint (LUX) | 43.7 ± 4.2 D | 39.6 ± 2.7 | 40.9 ± 3.8 | 37.0 ± 4.4 A | 40.9 ± 3.0 |
| V-Print splint (VPR) | 44.4 ± 2.5 BCD | 39.8 ± 3.6 A | 39.4 ± 3.7 A | 38.4 ± 3.4 AE | 42.0 ± 2.9 D |
| Modulus of Elasticity/GPa | |||||
|---|---|---|---|---|---|
| Materials | A | B | C | D | E |
| Baseline | 120 d Water Storage 21 °C | 60 d Water Storage 37 °C | Thermocycling | 120 d Dry Storage 21 °C | |
| Clearsplint (CLE) | 0.43 ± 0.03 BDE | 0.51 ± 0.03 AC | 0.44 ± 0.05 BDE | 0.49 ± 0.06 AC | 0.51 ± 0.04 AC |
| Keyprint (KEY) | 0.72 ± 0.05 BDE | 0.58 ± 0.06 AC | 0.67 ± 0.05 BDE | 0.5 ± 0.05 AC | 0.55 ± 0.05 AC |
| Freeprint 2.0 (FRE) | 2.37 ± 0.17 | 2.31 ± 0.23 | 2.36 ± 0.18 | 2.23 ± 0.17 | 2.30 ± 0.23 |
| Luxaprint (LUX) | 2.06 ± 0.11 | 2.16 ± 0.18 | 2.08 ± 0.19 | 2.08 ± 0.19 | 2.23 ± 0.15 |
| V-Print splint (VPR) | 2.01 ± 0.15 B | 1.83 ± 0.17 AE | 1.93 ± 0.16 | 1.85 ± 0.19 E | 2.02 ± 0.13 BD |
| Vickers Hardness HV0.2 | |||||
|---|---|---|---|---|---|
| Materials | A | B | C | D | E |
| Baseline | 120 d Water Storage 21 °C | 60 d Water Storage 37 °C | Thermocycling | 120 d Dry Storage 21 °C | |
| Clearsplint (CLE) | 3.3 ± 0.1 CDE | 3.4 ± 0.1 CDE | 2.6 ± 0.1 ABDE | 3.0 ± 0.1 ABC | 3.0 ± 0.1 ABC |
| Keyprint (KEY) | 3.5 ± 0.2 BCE | 4.3 ± 0.1 ACDE | 3.0 ± 0.1 ABDE | 3.4 ± 0.1 BCE | 3.1 ± 0.1 ABCD |
| Freeprint 2.0 (FRE) | 11.8 ± 0.5 BCD | 15.6 ± 0.5 ACDE | 14.6 ± 0.7 ABE | 14.3 ± 0.8 ABE | 11.7 ± 0.7 BCD |
| Luxaprint (LUX) | 15.0 ± 0.2 DE | 14.9 ± 0.6 DE | 14.8 ± 0.6 DE | 13.6 ± 0.3 ABCE | 14.1 ± 0.5 ABCD |
| V-Print splint (VPR) | 13.7 ± 0.3 BDE | 13.2 ± 0.4 AD | 13.6 ± 0.8 DE | 11.0 ± 0.4 ABCE | 13.0 ± 0.4 ACD |
Appendix B
References
- National Institute of Dental and Craniofacial Research. Prevalence of TMJD and Its Signs and Symptoms. Available online: https://www.nidcr.nih.gov/research/data-statistics/facial-pain/prevalence (accessed on 26 October 2023).
- Mortazavi, S.H.; Motamedi, M.H.K.; Navi, F.; Pourshahab, M.; Bayanzadeh, S.M.; Hajmiragha, H.; Isapour, M. Outcomes of management of early temporomandibular joint disorders: How effective is nonsurgical therapy in the long-term? Natl. J. Maxillofac. Surg. 2010, 1, 108–111. [Google Scholar] [CrossRef] [PubMed]
- Klasser, G.D.; Greene, C.S. Oral appliances in the management of temporomandibular disorders. Oral Surg. Oral Med. Oral Pathol. Oral Radiol. Endod. 2009, 107, 212–223. [Google Scholar] [CrossRef] [PubMed]
- Macedo, C.R.; Silva, A.B.; Machado, M.A.; Saconato, H.; Prado, G.F. Occlusal splints for treating sleep bruxism (tooth grinding). Cochrane Database Syst. Rev. 2007, 2007, CD005514. [Google Scholar] [CrossRef]
- Dedem, P.; Türp, J.C. Digital Michigan splint—From intraoral scanning to plasterless manufacturing. Int. J. Comput. Dent. 2016, 19, 63–76. [Google Scholar] [PubMed]
- Edelhoff, D.; Schweiger, J.; Prandtner, O.; Trimpl, J.; Stimmelmayr, M.; Güth, J.-F. CAD/CAM splints for the functional and esthetic evaluation of newly defined occlusal dimensions. Quintessence Int. 2017, 48, 181–191. [Google Scholar] [CrossRef]
- Jokubauskas, L.; Baltrušaitytė, A.; Pileičikienė, G. Oral appliances for managing sleep bruxism in adults: A systematic review from 2007 to 2017. J. Oral Rehabil. 2018, 45, 81–95. [Google Scholar] [CrossRef]
- Schindler, H.J. Konzept Okklusionsschiene: Basistherapie bei Schmerzhaften Kraniomandibulären Dysfunktionen; Quintessence Publishing: Berlin, Germany, 2017; ISBN 9783868673753. [Google Scholar]
- Singh, P.K.; Alvi, H.A.; Singh, B.P.; Singh, R.D.; Kant, S.; Jurel, S.; Singh, K.; Arya, D.; Dubey, A. Evaluation of various treatment modalities in sleep bruxism. J. Prosthet. Dent. 2015, 114, 426–431. [Google Scholar] [CrossRef]
- Stapelmann, H.; Türp, J.C. The NTI-tss device for the therapy of bruxism, temporomandibular disorders, and headache—Where do we stand? A qualitative systematic review of the literature. BMC Oral Health 2008, 8, 22. [Google Scholar] [CrossRef]
- Hachmann, A.; Martins, E.A.; Araujo, F.B.; Nunes, R. Efficacy of the nocturnal bite plate in the control of bruxism for 3 to 5 year old children. J. Clin. Pediatr. Dent. 1999, 24, 9–15. [Google Scholar]
- Edelhoff, D.; Probst, F.; Ehrenfeld, M.; Prandtner, O.; Schweiger, J.; Liebermann, A. Interdisciplinary full-mouth rehabilitation for redefining esthetics, function, and orofacial harmony. J. Esthet. Restor. Dent. 2019, 31, 179–189. [Google Scholar] [CrossRef]
- Schweiger, J.; Edelhoff, D.; Güth, J.F. 3D printing in digital prosthetic dentistry: An overview of recent developments in additive manufacturing. J. Clin. Med. 2021, 10, 2010. [Google Scholar] [CrossRef]
- Grymak, A.; Aarts, J.M.; Ma, S.; Waddell, J.N.; Eun Choi, J.J. Wear Behaviour of Occlusal Splint Materials Manufactured by Various Methods: A Systematic Review. J. Prosthodont. 2021, 31, 472–487. [Google Scholar] [CrossRef]
- Gale, M.S.; Darvell, B.W. Thermal cycling procedures for laboratory testing of dental restorations. J. Dent. 1999, 27, 89–99. [Google Scholar] [CrossRef] [PubMed]
- Marcel, R.; Reinhard, H.; Andreas, K. Accuracy of CAD/CAM-fabricated bite splints: Milling vs. 3D printing. Clin. Oral Investig. 2020, 24, 4607–4615. [Google Scholar] [CrossRef] [PubMed]
- Berli, C.; Thieringer, F.M.; Sharma, N.; Müller, J.A.; Dedem, P.; Fischer, J.; Rohr, N. Comparing the mechanical properties of pressed, milled, and 3D-printed resins for occlusal devices. J. Prosthet. Dent. 2020, 124, 780–786. [Google Scholar] [CrossRef] [PubMed]
- Lutz, A.; Hampe, R.; Fh, D.; Roos, M. Fracture resistance and 2-body wear of 3-dimensional e printed occlusal devices. J. Prosthet. Dent. 2018, 121, 166–172. [Google Scholar] [CrossRef] [PubMed]
- Safranski, D.L.; Gall, K. Effect of chemical structure and crosslinking density on the thermo-mechanical properties and toughness of (meth)acrylate shape memory polymer networks. Polymer 2008, 49, 4446–4455. [Google Scholar] [CrossRef]
- Stansbury, J.W. Dimethacrylate network formation and polymer property evolution as determined by the selection of monomers and curing conditions. Dent. Mater. 2012, 28, 13–22. [Google Scholar] [CrossRef] [PubMed]
- DIN EN ISO 527-2:2012-06; Kunststoffe—Bestimmung der Zugeigenschaften—Teil_2: Prüfbedingungen für Form- und Extrusionsmassen (ISO_527-2:2012). Beuth Verlag GmbH: Berlin, Germany, 2012.
- Morresi, A.L.; D’Amario, M.; Capogreco, M.; Gatto, R.; Marzo, G.; D’Arcangelo, C.; Monaco, A. Thermal cycling for restorative materials: Does a standardized protocol exist in laboratory testing? A literature review. J. Mech. Behav. Biomed. Mater. 2014, 29, 295–308. [Google Scholar] [CrossRef]
- ISO/TS 11405:2015; Dentistry-Testing of Adhesion to Tooth Structure. ISO: Geneva, Switzerland, 2015. Available online: https://www.iso.org/standard/62898.html (accessed on 22 June 2023).
- Prpic, V.; Slacanin, I.; Schauperl, Z.; Catic, A.; Dulcic, N. A study of the flexural strength and surface hardness of different materials and technologies for occlusal device fabrication. J. Prosthet. Dent. 2019, 121, 955–959. [Google Scholar] [CrossRef]
- DIN EN ISO 6507-1:2018-07; Metallische Werkstoffe—Härteprüfung nach Vickers—Teil_1: Prüfverfahren (ISO_6507-1:2018). Beuth Verlag GmbH: Berlin, Germany, 2018.
- Wobbrock, J.O.; Findlater, L.; Gergle, D.; Higgins, J.J. The aligned rank transform for nonparametric factorial analyses using only anova procedures. In Proceedings of the SIGCHI Conference on Human Factors in Computing Systems, CHI‘11: CHI Conference on Human Factors in Computing Systems, Vancouver, BC, Canada, 7–12 May 2011; Tan, D., Ed.; ACM: New York, NY, USA, 2011; pp. 143–146, ISBN 9781450302289. [Google Scholar]
- DIN EN ISO 20795-1:2013-06; Zahnheilkunde—Kunststoffe—Teil_1: Prothesenkunststoffe (ISO_20795-1:2013). Beuth Verlag GmbH: Berlin, Germany, 2013.
- Al Quran, F.A.; Lyons, M.F. The immediate effect of hard and soft splints on the EMG activity of the masseter and temporalis muscles. J. Oral Rehabil. 1999, 26, 559–563. [Google Scholar] [CrossRef] [PubMed]
- Amin, A.; Meshramkar, R.; Lekha, K. Comparative evaluation of clinical performance of different kind of occlusal splint in management of myofascial pain. J. Indian Prosthodont. Soc. 2016, 16, 176–181. [Google Scholar] [CrossRef] [PubMed]
- Cruz-Reyes, R.A.; Martínez-Aragón, I.; Guerrero-Arias, R.E.; García-Zura, D.A.; González-Sánchez, L.E. Influence of occlusal stabilization splints and soft occlusal splints on the electromyographic pattern, in basal state and at the end of six weeks treatment in patients with bruxism. Acta Odontológica Latinoam. AOL 2011, 24, 66–74. [Google Scholar]
- Nishigawa, K.; Bando, E.; Nakano, M. Quantitative study of bite force during sleep associated bruxism. J. Oral Rehabil. 2001, 28, 485–491. [Google Scholar] [CrossRef] [PubMed]
- Grymak, A.; Aarts, J.M.; Ma, S.; Waddell, J.N.; Eun Choi, J.J. Comparison of hardness and polishability of various occlusal splint materials. J. Mech. Behav. Biomed. Mater. 2021, 115, 104270. [Google Scholar] [CrossRef]
- Barszczewska-Rybarek, I.; Jurczyk, S. Comparative Study of Structure-Property Relationships in Polymer Networks Based on Bis-GMA, TEGDMA and Various Urethane-Dimethacrylates. Materials 2015, 8, 1230–1248. [Google Scholar] [CrossRef]
- Szczesio-Wlodarczyk, A.; Domarecka, M.; Kopacz, K.; Sokolowski, J.; Bociong, K. An Evaluation of the Properties of Urethane Dimethacrylate-Based Dental Resins. Materials 2021, 14, 2727. [Google Scholar] [CrossRef]
- Matthews, E.A. Treatment for teeth-grinding habit. Dent. Rec. 1942, 62, 154–155. [Google Scholar]
- Myrhaug, H. Temporomandibular Joint Syndrom. Tidsskr. Nor. Legeforening 1949, 35, 50–54. [Google Scholar]
- Okeson, J.P. The effects of hard and soft occlusal splints on nocturnal bruxism. J. Am. Dent. Assoc. 1987, 114, 788–791. [Google Scholar] [CrossRef]
- Chockalingam, K.; Jawahar, N.; Chandrasekhar, U. Influence of layer thickness on mechanical properties in stereolithography. Rapid Prototyp. J. 2006, 12, 106–113. [Google Scholar] [CrossRef]
- Reymus, M.; Fabritius, R.; Keßler, A.; Hickel, R.; Edelhoff, D.; Stawarczyk, B. Fracture load of 3D-printed fixed dental prostheses compared with milled and conventionally fabricated ones: The impact of resin material, build direction, post-curing, and artificial aging—An in vitro study. Clin. Oral Investig. 2020, 24, 701–710. [Google Scholar] [CrossRef] [PubMed]
- Szczesio-Wlodarczyk, A.; Sokolowski, J.; Kleczewska, J.; Bociong, K. Ageing of Dental Composites Based on Methacrylate Resins-A Critical Review of the Causes and Method of Assessment. Polymers 2020, 12, 882. [Google Scholar] [CrossRef] [PubMed]
- Urban, V.M.; Machado, A.L.; Vergani, C.E.; Giampaolo, E.T.; Pavarina, A.C.; de Almeida, F.G.; Cass, Q.B. Effect of water-bath post-polymerization on the mechanical properties, degree of conversion, and leaching of residual compounds of hard chairside reline resins. Dent. Mater. 2009, 25, 662–671. [Google Scholar] [CrossRef]
- Perea-Lowery, L.; Gibreel, M.; Vallittu, P.K.; Lassila, L. Evaluation of the mechanical properties and degree of conversion of 3D printed splint material. J. Mech. Behav. Biomed. Mater. 2021, 115, 104254. [Google Scholar] [CrossRef] [PubMed]
- Koenig, A.; Schmidtke, J.; Schmohl, L.; Schneider-Feyrer, S.; Rosentritt, M.; Hoelzig, H.; Kloess, G.; Vejjasilpa, K.; Schulz-Siegmund, M.; Fuchs, F.; et al. Characterisation of the Filler Fraction in CAD/CAM Resin-Based Composites. Materials 2021, 14, 1986. [Google Scholar] [CrossRef]
- Rosentritt, M.; Schneider-Feyrer, S.; Strasser, T.; Koenig, A.; Schmohl, L.; Schmid, A. Thermoanalytical Investigations on the Influence of Storage Time in Water of Resin-Based CAD/CAM Materials. Biomedicines 2021, 9, 1779. [Google Scholar] [CrossRef]
- Wesemann, C.; Spies, B.C.; Sterzenbach, G.; Beuer, F.; Kohal, R.; Wemken, G.; Krügel, M.; Pieralli, S. Polymers for conventional, subtractive, and additive manufacturing of occlusal devices differ in hardness and flexural properties but not in wear resistance. Dent. Mater. 2021, 37, 432–442. [Google Scholar] [CrossRef]
- Reymus, M.; Stawarczyk, B. Influence of Different Postpolymerization Strategies and Artificial Aging on Hardness of 3D-Printed Resin Materials: An In Vitro Study. Int. J. Prosthodont. 2020, 33, 634–640. [Google Scholar] [CrossRef]


| F | CODE | Product | Manufacturer | LOT | Composition | |
|---|---|---|---|---|---|---|
| M | CLE | CLEAR splint Disc | Astron Dental Corporation, Lake Zurich, IL, USA | E71342-12/86520 E71350-5/86523 | Poly(ethyl methacrylate), 2-ethoxyethyl methacrylate, and dibenzoyl peroxide | MA |
| P | KEY | KeyPrint KeySplint soft | Keystone Industries, Gibbstown, NJ, USA | JK7893 | 2-phenoxyethyl methacrylate, isobornyl methacrylate, 2-hydroxyethyl methacrylate, and TPO (=diphenyl(2,4,6-trimethylbenzoyl)phosphine oxide) | MA |
| P | FRE | FREEPRINT® splint 2.0 | Detax GmbH & Co KG, Ettlingen, Germany | 220807 | Isopropylidenediphenol peg-2 dimethacrylat (90–<95%), 2-propenoic acid, (5-ethyl-1,3-dioxan-5-yl)methyl ester (1–<5%), and diphenyl (2,4,6-trimethylbenzoyl)phosphine oxide (1–<5%) | DMA |
| P | LUX | Luxaprint Ortho Plus | DMG GmbH, Hamburg, Germany | 201588 | EBPADMA (=ethoxylated Bisphenol A dimethacrylate) (>90%) and diphenyl(2,4,6-trimethylbenzoyl)phosphine oxide (1–2%) | DMA |
| P | VPR | V-Print splint | Voco GmbH, Cuxhaven, Germany | 1942592 | Polyester dimethacrylate, BIS-EMA (=ethoxylated Bisphenol A dimethacrylate), triethylenglycol dimethacrylate, hydroxypropyl methacrylate, diphenyl(2,4,6-trimethylbenzoyl)phosphine oxid, and BHT (=butylated hydroxytoluene) | DMA |
| Group | Storage Protocol | Reality Simulation |
|---|---|---|
| A | Baseline (0 d) | Reference |
| B | Water storage for 120 d at 21 °C | Half-year (16 h/d) extraoral wet storage |
| C | Water storage for 60 d at 37 °C | Half-year (8 h/d) at night in the mouth |
| D | Thermocycling of 2500 cycles at 5 °C/55 °C | Half-year (16 h/d) daytime usage |
| E | Dry storage for 120 d at 21 °C | Half-year (16 h/d) extraoral dry storage |
| Factor | Tensile Strength | Modulus of Elasticity | Vickers Hardness | |||
|---|---|---|---|---|---|---|
| F-Value | p-Value | F-Value | p-Value | F-Value | p-Value | |
| Storage | 10.937 | <0.001 | 2.386 | 0.051 | 41.916 | <0.001 |
| Material | 942.641 | <0.001 | 938.864 | <0.001 | 1268.712 | <0.001 |
| Storage × Material | 11.879 | <0.001 | 2.042 | 0.088 | 17.346 | <0.001 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Rosello Jimenez, J.R.; Fuchs, F.; Schmohl, L.; Schulz-Siegmund, M.; Koenig, A. Aging Processes and Their Influence on the Mechanical Properties of Printable Occlusal Splint Materials. Polymers 2023, 15, 4574. https://doi.org/10.3390/polym15234574
Rosello Jimenez JR, Fuchs F, Schmohl L, Schulz-Siegmund M, Koenig A. Aging Processes and Their Influence on the Mechanical Properties of Printable Occlusal Splint Materials. Polymers. 2023; 15(23):4574. https://doi.org/10.3390/polym15234574
Chicago/Turabian StyleRosello Jimenez, Jan Raffael, Florian Fuchs, Leonie Schmohl, Michaela Schulz-Siegmund, and Andreas Koenig. 2023. "Aging Processes and Their Influence on the Mechanical Properties of Printable Occlusal Splint Materials" Polymers 15, no. 23: 4574. https://doi.org/10.3390/polym15234574
APA StyleRosello Jimenez, J. R., Fuchs, F., Schmohl, L., Schulz-Siegmund, M., & Koenig, A. (2023). Aging Processes and Their Influence on the Mechanical Properties of Printable Occlusal Splint Materials. Polymers, 15(23), 4574. https://doi.org/10.3390/polym15234574