
An Overview of the Additive Manufacturing of Bast Fiber-Reinforced Composites and Envisaging Advancements Using the Patent Landscape


Abstract
:1. Introduction
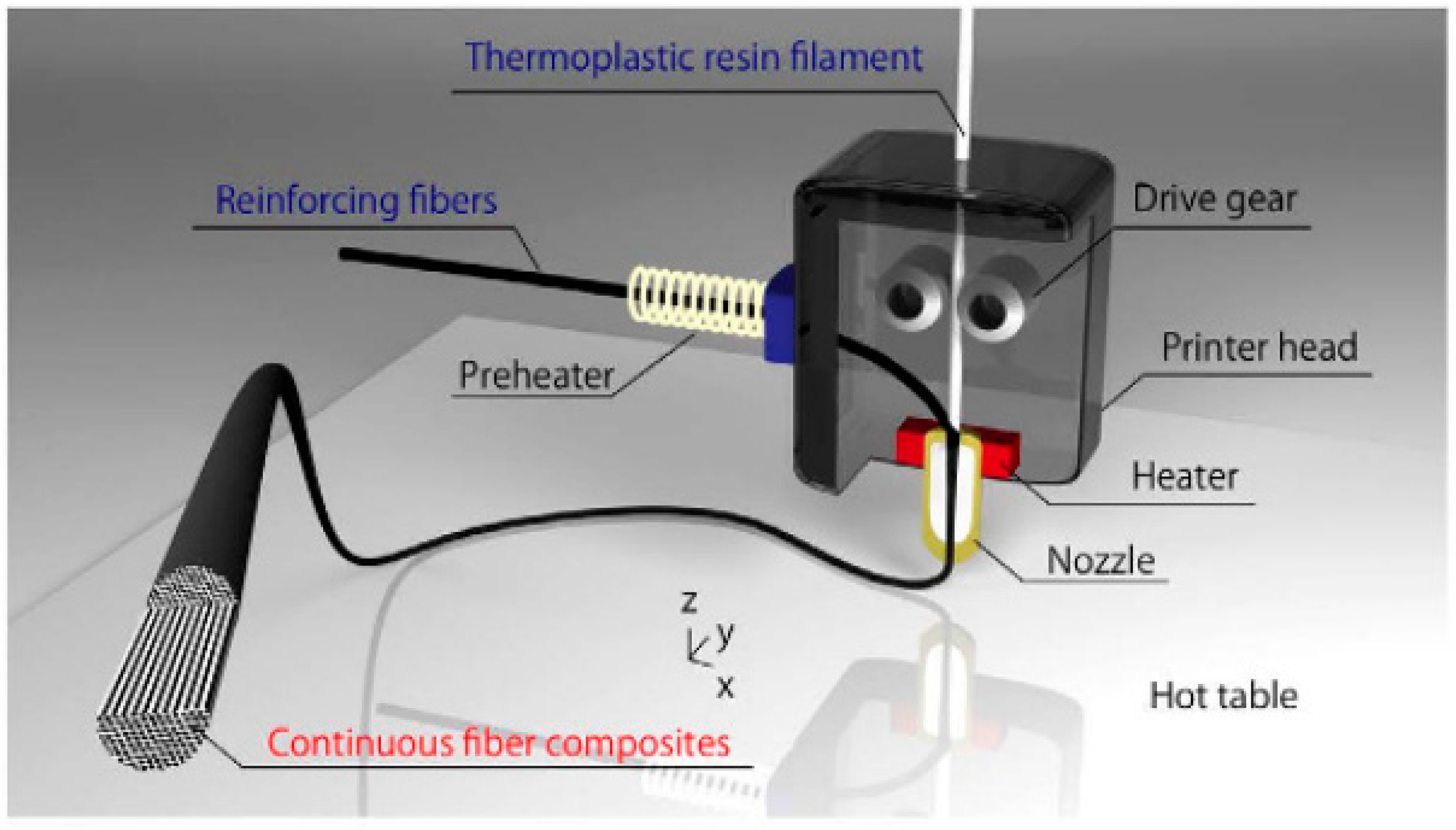
2. Methodology Used to Print Natural Fibers
3. Natural Fibers Printed Using the Additive Manufacturing Technique
3.1. Banana Fiber
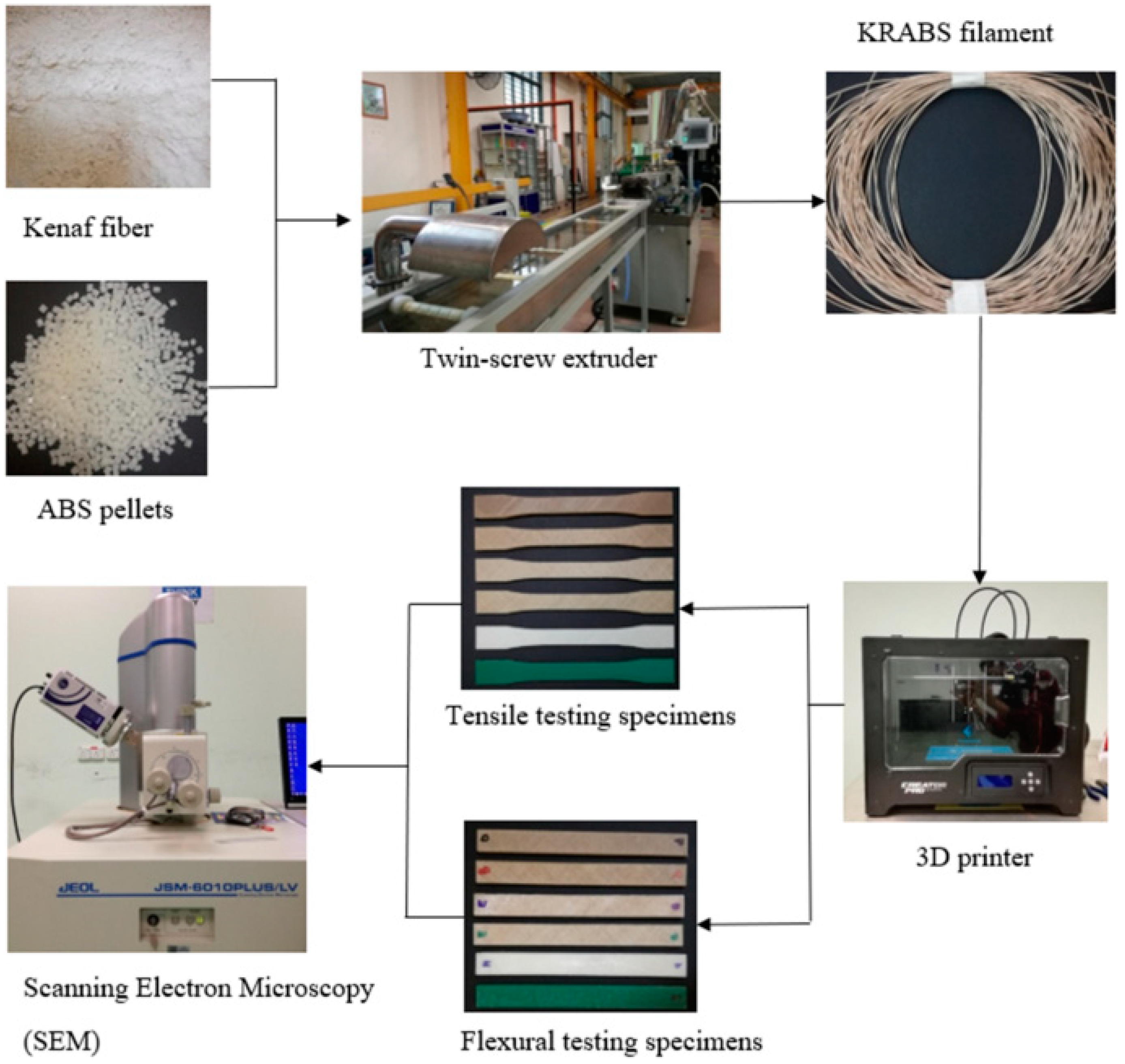
3.2. Kenaf Fiber
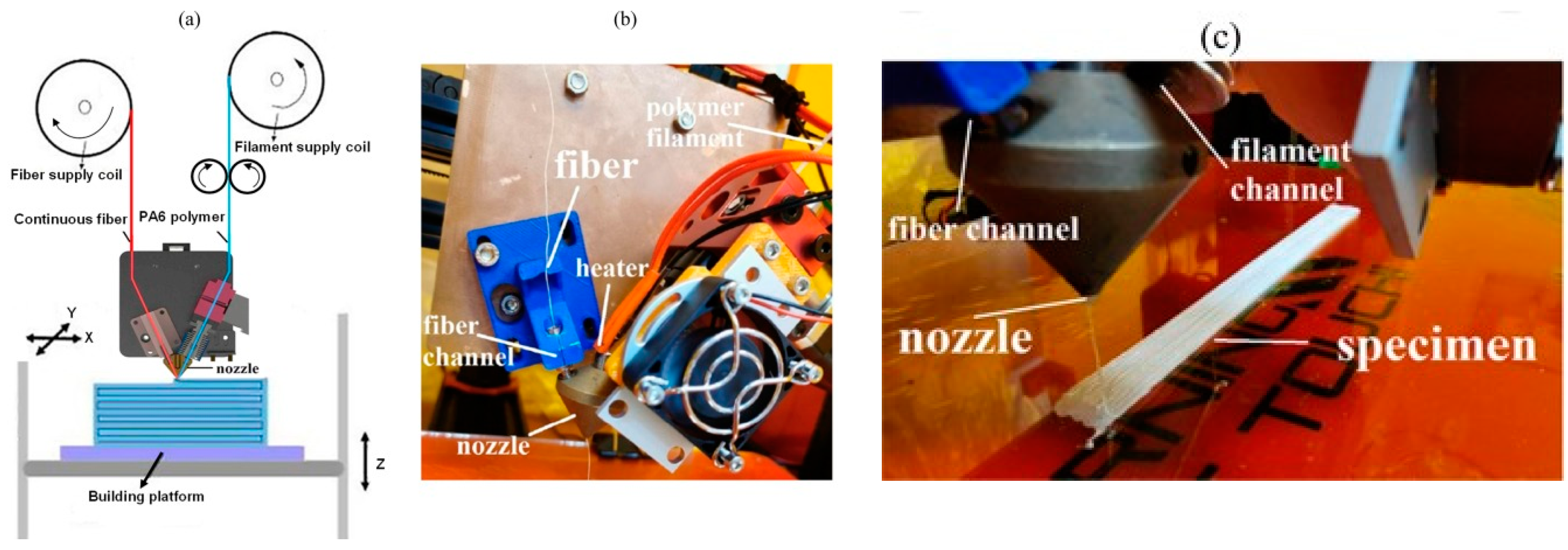
3.3. Flax Fiber
3.4. Hemp Fiber
3.5. Jute Fiber
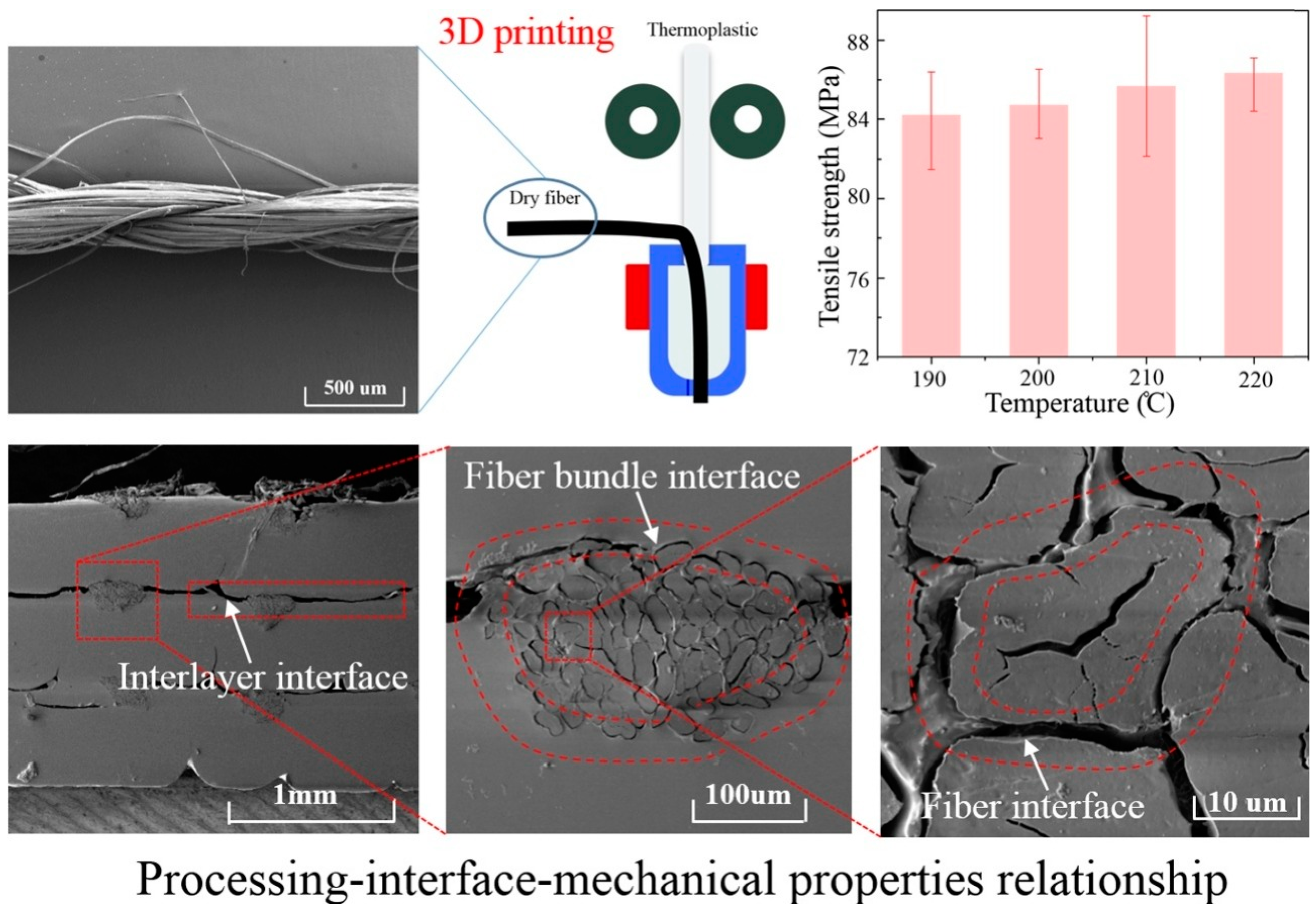
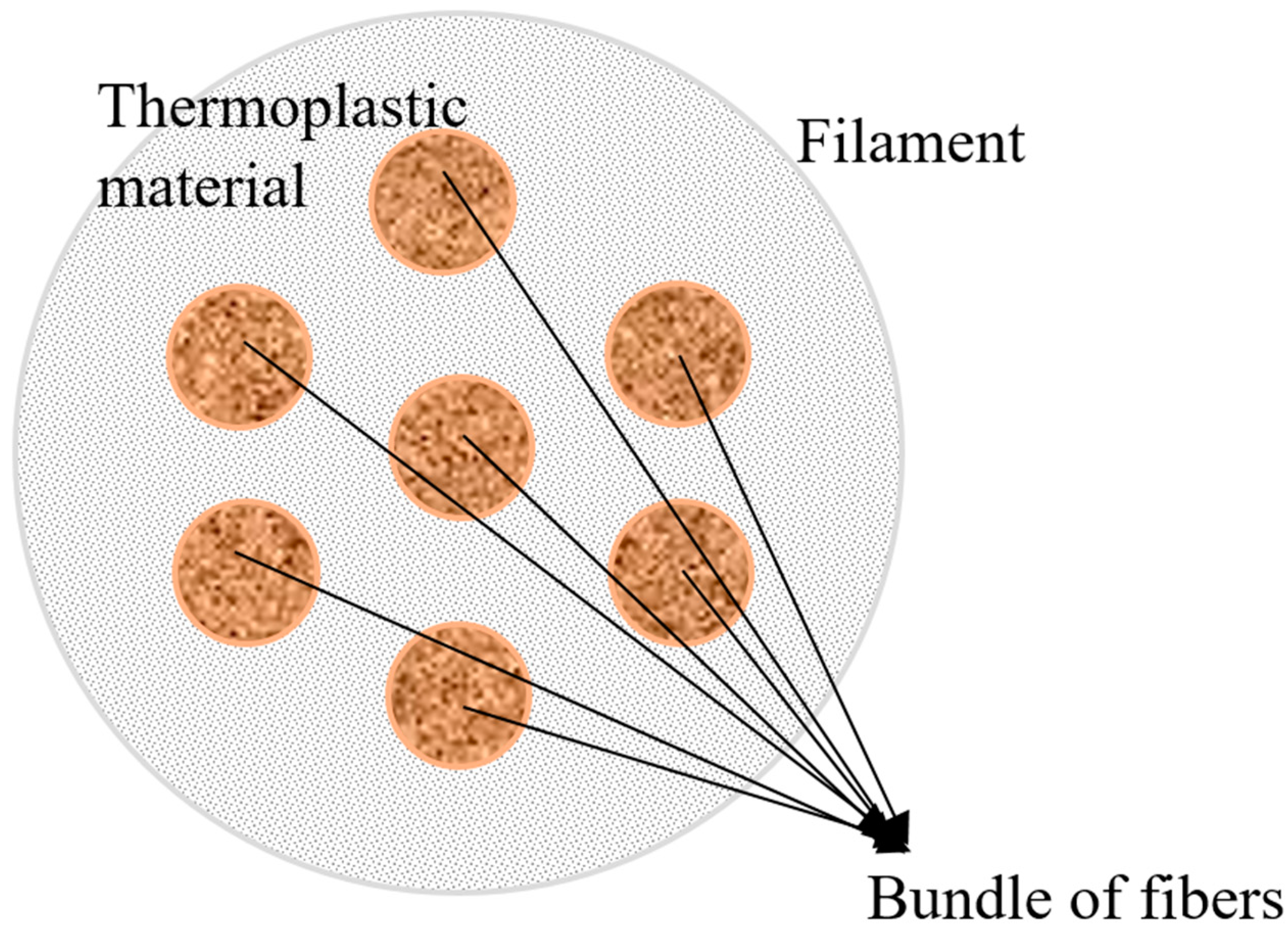
3.6. Ramie Fiber
4. Potential Research Gap
5. Patent Landscape
6. Advancements in AM of Biocomposites
6.1. AM of Natural Fiber-Reinforced Bioplastics
6.2. Usage of Dual Natural Fiber
6.3. Three-Dimensional Printing of Binder-Embedded Natural Fiber
6.4. Three-Dimensional Printing of Multiple Fibers
7. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Jawaid, M.; Chee, S.S.; Asim, M.; Saba, N.; Kalia, S. Sustainable kenaf/bamboo fibers/clay hybrid nanocomposites: Properties, environmental aspects and applications. J. Clean. Prod. 2021, 330, 129938. [Google Scholar] [CrossRef]
- Akhil, U.V.; Radhika, N.; Saleh, B.; Aravind Krishna, S.; Noble, N.; Rajeshkumar, L. A comprehensive review on plant-based natural fiber reinforced polymer composites: Fabrication, properties, and applications. Polym. Compos. 2023, 44, 2598–2633. [Google Scholar] [CrossRef]
- Ramakrishnan, S.; Krishnamurthy, K.; Rajeshkumar, G.; Asim, M. Dynamic Mechanical Properties and Free Vibration Characteristics of Surface Modified Jute Fiber/Nano-Clay Reinforced Epoxy Composites. J. Polym. Environ. 2020, 29, 1076–1088. [Google Scholar] [CrossRef]
- Hasan, K.M.F.; Horváth, P.G.; Alpar, T. Potential Natural Fiber Polymeric Nanobiocomposites: A Review. Polymers 2020, 12, 1072. [Google Scholar] [CrossRef]
- Sapiai, N.; Jumahat, A.; Jawaid, M.; Khan, A. Effect of MWCNT Surface Functionalisation and Distribution on Compressive Properties of Kenaf and Hybrid Kenaf/Glass Fibres Reinforced Polymer Composites. Polymers 2020, 12, 2522. [Google Scholar] [CrossRef] [PubMed]
- Ramesh, M.; Rajeshkumar, L.; Balaji, D. Influence of Process Parameters on the Properties of Additively Manufactured Fiber-Reinforced Polymer Composite Materials: A Review. J. Mater. Eng. Perform. 2021, 30, 4792–4807. [Google Scholar] [CrossRef]
- Sharma, V.; Vinayak, H.K.; Marwaha, B.M. Enhancing compressive strength of soil using natural fibers. Constr. Build. Mater. 2015, 93, 943–949. [Google Scholar] [CrossRef]
- Niroumand, H.; Zain, M.F.M.; Jamil, M. Various types of earth buildings. Procedia-Soc. Behav. Sci. 2013, 89, 226–230. [Google Scholar] [CrossRef]
- Bui, Q.; Morel, J.; Reddy, B.V.; Ghayad, W. Durability of rammed earth walls exposed for 20 years to natural weathering. Build. Environ. 2009, 44, 912–919. [Google Scholar] [CrossRef]
- Kumaraguru, S.; Yesuraj, J.; Mohan, S. Reduced graphene oxide-wrapped micro-rod like Ni/Co organic-inorganic hybrid nanocomposite as an electrode material for high-performance supercapacitor. Compos. Part B Eng. 2020, 185, 107767. [Google Scholar] [CrossRef]
- Jesuarockiam, N.; Jawaid, M.; Zainudin, E.S.; Sultan, M.T.H.; Yahaya, R. Enhanced Thermal and Dynamic Mechanical Properties of Synthetic/Natural Hybrid Composites with Graphene Nanoplateletes. Polymers 2019, 11, 1085. [Google Scholar] [CrossRef] [PubMed]
- Nazir, M.H.; Al-Marzouqi, A.H.; Ahmed, W.; Zaneldin, E. The potential of adopting natural fibers reinforcements for fused deposition modeling: Characterization and implications. Heliyon 2023, 9, e15023. [Google Scholar] [CrossRef] [PubMed]
- Shuvo, S.N.; Shorowordi, K.M.; Islam, M.A. Effect of nanoclay on jute fiber reinforced polyester composites. Int. J. Adv. Eng. Nano Technol. 2015, 2, 20–26. [Google Scholar]
- Shubbar, A.A.; Sadique, M.; Kot, P.; Atherton, W. Future of clay-based construction materials–A review. Constr. Build. Mater. 2019, 210, 172–187. [Google Scholar] [CrossRef]
- El-Mahllawy, M.S.; Kandeel, A.M. Engineering and mineralogical characteristics of stabilized unfired montmorillonitic clay bricks. HBRC J. 2013, 10, 82–91. [Google Scholar] [CrossRef]
- Muñoz Velasco, P.; Morales Ortíz, M.P.; Mendívil Giró, M.A.; Muñoz Velasco, L. Fired clay bricks manufactured by adding wastes as sustainable construction material—A review. Constr. Build. Mater. 2014, 63, 97–107. [Google Scholar] [CrossRef]
- Gowthaman, S.; Nakashima, K.; Kawasaki, S. A State-of-the-Art Review on Soil Reinforcement Technology Using Natural Plant Fiber Materials: Past Findings, Present Trends and Future Directions. Materials 2018, 11, 553. [Google Scholar] [CrossRef]
- Sato, A.; Kawasaki, S.; Hata, T.; Hayashi, T. Possibility for solidification of peaty soil by using microbes. GEOMATE J. 2016, 10, 2071–2076. [Google Scholar] [CrossRef]
- Ozdemir, M.A. Improvement in Bearing Capacity of a Soft Soil by Addition of Fly Ash. Procedia Eng. 2016, 143, 498–505. [Google Scholar] [CrossRef]
- Sharma, A.K.; Sivapullaiah, P. Ground granulated blast furnace slag amended fly ash as an expansive soil stabilizer. Soils Found. 2016, 56, 205–212. [Google Scholar] [CrossRef]
- Sakaray, H.; Togati, N.V.V.K.; Reddy, I.R. Investigation on properties of bamboo as reinforcing material in concrete. Int. J. Eng. Res. Appl. 2012, 2, 7–83. [Google Scholar]
- Al-Swaidani, A.; Hammoud, I.; Meziab, A. Effect of adding natural pozzolana on geotechnical properties of lime-stabilized clayey soil. J. Rock Mech. Geotech. Eng. 2016, 8, 714–725. [Google Scholar] [CrossRef]
- Dilrukshi, R.A.N.; Watanabe, J.; Kawasaki, S. Strengthening of sand cemented with calcium phosphate compounds using plant-derived urease. GEOMATE J. 2016, 11, 2461–2467. [Google Scholar] [CrossRef]
- Seco, A.; Urmeneta, P.; Prieto, E.; Marcelino, S.; García, B.; Miqueleiz, L. Estimated and real durability of unfired clay bricks: Determining factors and representativeness of the laboratory tests. Constr. Build. Mater. 2017, 131, 600–605. [Google Scholar] [CrossRef]
- Devarajan, B.; LakshmiNarasimhan, R.; Venkateswaran, B.; Rangappa, S.M.; Siengchin, S. Additive manufacturing of jute fiber reinforced polymer composites: A concise review of material forms and methods. Polym. Compos. 2022, 43, 6735–6748. [Google Scholar] [CrossRef]
- Taurino, R.; Karamanov, A.; Rosa, R.; Karamanova, E.; Barbieri, L.; Atanasova-Vladimirova, S.; Avdeev, G.; Leonelli, C. New ceramic materials from MSWI bottom ash obtained by an innovative microwave-assisted sintering process. J. Eur. Ceram. Soc. 2017, 37, 323–331. [Google Scholar] [CrossRef]
- Chee, S.S.; Jawaid, M.; Alothman, O.Y.; Yahaya, R. Thermo-oxidative stability and flammability properties of bamboo/kenaf/nanoclay/epoxy hybrid nanocomposites. RSC Adv. 2020, 10, 21686–21697. [Google Scholar] [CrossRef]
- Rajeshkumar, L.; Ramesh, M.; Bhuvaneswari, V.; Balaji, D.; Deepa, C. Synthesis and thermo-mechanical properties of bioplastics and biocomposites: A systematic review. J. Mater. Chem. B. 2023, 11, 3307–3337. [Google Scholar] [CrossRef]
- Lee, J.-Y.; An, J.; Chua, C.K. Fundamentals and applications of 3D printing for novel materials. Appl. Mater. Today 2017, 7, 120–133. [Google Scholar] [CrossRef]
- Deckers, J.; Vleugels, J.; Kruth, J.P. Additive manufacturing of ceramics: A review. J. Ceram. Sci. Technol. 2014, 5, 245–260. [Google Scholar]
- Xiao, J.; Ji, G.; Zhang, Y.; Ma, G.; Mechtcherine, V.; Pan, J.; Wang, L.; Ding, T.; Duan, Z.; Du, S. Large-scale 3D printing concrete technology: Current status and future opportunities. Cem. Concr. Compos. 2021, 2021, 122. [Google Scholar] [CrossRef]
- Kreiger, E.L.; Kreiger, M.A.; Case, M.P. Development of the construction processes for reinforced additively constructed concrete. Addit. Manuf. 2019, 28, 39–49. [Google Scholar] [CrossRef]
- Nerella, V.N.; Krause, M.; Mechtcherine, V. Direct printing test for buildability of 3D-printable concrete considering economic viability. Autom. Constr. 2019, 109, 102986. [Google Scholar] [CrossRef]
- Yuan, Q.; Li, Z.; Zhou, D.; Huang, T.; Huang, H.; Jiao, D.; Shi, C. A feasible method for measuring the buildability of fresh 3D printing mortar. Constr. Build. Mater. 2019, 227, 116600. [Google Scholar] [CrossRef]
- Priyadharshini, M.; Balaji, D.; Bhuvaneswari, V.; Rajeshkumar, L.; Sanjay, M.R.; Siengchin, S. Fiber Reinforced Composite Manufacturing with the Aid of Artificial Intelligence—A State-of-the-Art Review. Arch. Comput. Methods Eng. 2022, 29, 5511–5524. [Google Scholar] [CrossRef]
- Paul, S.C.; Tay, Y.W.D.; Panda, B.; Tan, M.J. Fresh and hardened properties of 3D printable cementitious materials for building and construction. Arch. Civ. Mech. Eng. 2018, 18, 311–319. [Google Scholar] [CrossRef]
- Ji, G.; Ding, T.; Xiao, J.; Du, S.; Li, J.; Duan, Z. A 3D Printed Ready-Mixed Concrete Power Distribution Substation: Materials and Construction Technology. Materials 2019, 12, 1540. [Google Scholar] [CrossRef] [PubMed]
- Rahul, A.; Santhanam, M. Evaluating the printability of concretes containing lightweight coarse aggregates. Cem. Concr. Compos. 2020, 109, 103570. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Qin, F.; Duan, Z. Mechanical behavior of 3D printed mortar with recycled sand at early ages. Constr. Build. Mater. 2020, 248, 118654. [Google Scholar] [CrossRef]
- Ding, T.; Xiao, J.; Zou, S.; Wang, Y. Hardened properties of layered 3D printed concrete with recycled sand. Cem. Concr. Compos. 2020, 113, 103724. [Google Scholar] [CrossRef]
- Ma, G.; Li, Z.; Wang, L. Printable properties of cementitious material containing copper tailings for extrusion based 3D printing. Constr. Build. Mater. 2018, 162, 613–627. [Google Scholar] [CrossRef]
- Rajeshkumar, L.; Kumar, P.S.; Ramesh, M.; Sanjay, M.; Siengchin, S. Assessment of biodegradation of lignocellulosic fiber-based composites—A systematic review. Int. J. Biol. Macromol. 2023, 253, 127237. [Google Scholar] [CrossRef] [PubMed]
- Karimah, A.; Ridho, M.R.; Munawar, S.S.; Adi, D.S.; Ismadi; Damayanti, R.; Subiyanto, B.; Fatriasari, W.; Fudholi, A. A review on natural fibers for development of eco-friendly bio-composite: Characteristics, and utilizations. J. Mater. Res. Technol. 2021, 13, 2442–2458. [Google Scholar] [CrossRef]
- Guo, N.; Leu, M.C. Additive manufacturing: Technology, applications and research needs. Front. Mech. Eng. 2013, 8, 215–243. [Google Scholar] [CrossRef]
- Wang, X.; Jiang, M.; Zhou, Z.W.; Gou, J.H.; Hui, D. 3D printing of polymer matrix composites: A review and prospective. Compos. Part B Eng. 2017, 110, 442–458. [Google Scholar] [CrossRef]
- Bi, X.; Huang, R. 3D printing of natural fiber and composites: A state-of-the-art review. Mater. Des. 2022, 222, 111065. [Google Scholar] [CrossRef]
- Saleh Alghamdi, S.; John, S.; Roy Choudhury, N.; Dutta, N.K. Additive Manufacturing of Polymer Materials: Progress, Promise and Challenges. Polymers 2021, 13, 753. [Google Scholar] [CrossRef]
- Singh, R.; Kumar, R.; Ranjan, N. Sustainability of Recycled ABS and PA6 by Banana Fiber Reinforcement: Thermal, Mechanical and Morphological Properties. J. Inst. Eng. India Ser. C 2018, 100, 351–360. [Google Scholar] [CrossRef]
- Rivero-Romero, O.; Barrera-Fajardo, I.; Unfried-Silgado, J. Effects of printing parameters on fiber eccentricity and porosity level in a thermoplastic matrix composite reinforced with continuous banana fiber fabricated by FFF with in situ impregnation. Int. J. Adv. Manuf. Technol. 2023, 125, 1893–1901. [Google Scholar] [CrossRef]
- Patel, R.; Dhimmar, V.; Kagzi, S.; Patel, M. Investigation of Fused Deposition Modelling Process Parameters in 3D Printing for Composite Material (Poly Lactic Acid and Banana Fibre). Int. J. Automot. Mech. Eng. 2022, 19, 10028–10038. [Google Scholar] [CrossRef]
- Han, S.N.M.F.; Taha, M.M.; Mansor, M.R.; Rahman, M.A.A. Investigation of tensile and flexural properties of kenaf fiber-reinforced acrylonitrile butadiene styrene composites fabricated by fused deposition modeling. J. Eng. Appl. Sci. 2022, 69, 52. [Google Scholar] [CrossRef]
- Shahar, F.S.; Hameed Sultan, M.T.; Safri, S.N.A.; Jawaid, M.; Abu Talib, A.R.; Basri, A.A.; Md Shah, A.U. Physical, thermal and tensile behaviour of 3D printed kenaf/PLA to suggest its usability for ankle–foot orthosis–a preliminary study. Rapid Prototyp. J. 2022, 28, 1573–1588. [Google Scholar] [CrossRef]
- Jamadi, A.H.; Razali, N.; Petrů, M.; Taha, M.M.; Muhammad, N.; Ilyas, R.A. Effect of Chemically Treated Kenaf Fibre on Mechanical and Thermal Properties of PLA Composites Prepared through Fused Deposition Modeling (FDM). Polymers 2021, 13, 3299. [Google Scholar] [CrossRef] [PubMed]
- Terekhina, S.; Egorov, S.; Tarasova, T.; Skornyakov, I.; Guillaumat, L.; Hattali, M. In-nozzle impregnation of continuous textile flax fiber/polyamide 6 composite during FFF process. Compos. Part A Appl. Sci. Manuf. 2021, 153, 106725. [Google Scholar] [CrossRef]
- ASTM D638.14; Standard Test Method for Tensile Properties of Plastics. ASTM International: West Conshohocken, PA, USA, 2014.
- ISO 14125; Fibre-Reinforced Plastic Composites—Determination of Flexural Properties. ISO: Geneva, Switzerland, 1998.
- Paulo, A.; Santos, J.; da Rocha, J.; Lima, R.; Ribeiro, J. Mechanical Properties of PLA Specimens Obtained by Additive Manufacturing Process Reinforced with Flax Fibers. J. Compos. Sci. 2023, 7, 27. [Google Scholar] [CrossRef]
- Zhang, H.; Liu, D.; Huang, T.; Hu, Q.; Lammer, H. Three-Dimensional Printing of Continuous Flax Fiber-Reinforced Thermoplastic Composites by Five-Axis Machine. Materials 2020, 13, 1678. [Google Scholar] [CrossRef]
- Milosevic, M.; Stoof, D.; Pickering, K.L. Characterizing the Mechanical Properties of Fused Deposition Modelling Natural Fiber Recycled Polypropylene Composites. J. Compos. Sci. 2017, 1, 7. [Google Scholar] [CrossRef]
- Koushki, P.; Kwok, T.-H.; Hof, L.; Wuthrich, R. Reinforcing silicone with hemp fiber for additive manufacturing. Compos. Sci. Technol. 2020, 194, 108139. [Google Scholar] [CrossRef]
- Hanson, M.; Yang, C.-H. Characterization of polylactic acid filament with biodegradable hemp fiber infused during additive manufacturing process. In Proceedings of the International Manufacturing Science and Engineering Conference, West Lafayette, IN, USA, 27 June–1 July 2022; Volume 85802, p. V001T01A009. [Google Scholar]
- Franco-Urquiza, E.A.; Escamilla, Y.R.; Llanas, P.I.A. Characterization of 3D Printing on Jute Fabrics. Polymers 2021, 13, 3202. [Google Scholar] [CrossRef]
- Sözen, A.; Doğru, A.; Demir, M.; Özdemir, H.N.; Seki, Y. Production of waste jute doped pla (polylactic acid) filament for fff: Effect of pulverization. Int. J. 3D Print. Technol. Digit. Ind. 2023, 7, 124–128. [Google Scholar] [CrossRef]
- Matsuzaki, R.; Ueda, M.; Namiki, M.; Jeong, T.-K.; Asahara, H.; Horiguchi, K.; Nakamura, T.; Todoroki, A.; Hirano, Y. Three-dimensional printing of continuous-fiber composites by in-nozzle impregnation. Sci. Rep. 2016, 6, 23058. [Google Scholar] [CrossRef] [PubMed]
- Cheng, P.; Wang, K.; Chen, X.; Wang, J.; Peng, Y.; Ahzi, S.; Chen, C. Interfacial and mechanical properties of continuous ramie fiber reinforced biocomposites fabricated by in-situ impregnated 3D printing. Ind. Crop. Prod. 2021, 170, 113760. [Google Scholar] [CrossRef]
- Cheng, P.; Peng, Y.; Wang, K.; Le Duigou, A.; Yao, S.; Chen, C. Quasi-static penetration property of 3D printed woven-like ramie fiber reinforced biocomposites. Compos. Struct. 2023, 303, 116313. [Google Scholar] [CrossRef]
- Cheng, P.; Wang, K.; Chen, X.; Le Duigou, A.; Peng, Y.; Wen, W. Compressive property and shape memory effect of 3D printed continuous ramie fiber reinforced biocomposite corrugated structures. Smart Mater. Struct. 2022, 31, 124003. [Google Scholar] [CrossRef]
- Patentscope Simple Search. Available online: https://patentscope.wipo.int/search/en/result.jsf?_vid=P11-LJDX6W-15475 (accessed on 27 June 2023).
- Sali-Matuszok, S.; Stumpf, A.; Romani, A.; Missango, G.; Wielipolski, M. An Ecological Biodegradable Packaging Material from Aloe Vera Reinforced Bio-Plastics and Methods of Using the Same. EP4177297, 3 November 2021. [Google Scholar]
- Jagadeesh, G.V.; Srinivasu, G.S.; Sastry, M.R.C.; Kumar, B.K.; Babu, P.R. Process of Forming Three-Dimensional Objects with Enhanced Degradability. IN202141000882, 8 January 2021. [Google Scholar]
- Fundacion Tecnalia Research & Innovation. Method for Additive Manufacturing of a Preform. EP3827967, 26 November 2019. [Google Scholar]
- University of Louisville Research Foundation, Inc. Fiber Pre-Treatment for Improved Natural Fiber—Polymer Composite Feedstock Production. WO2022006540, 3 August 2020. [Google Scholar]
- Ford Global Technologies, LLC. Method for the Additive Manufacturing of a Composite Component, and Composite Component. US20210354377, 18 November 2021. [Google Scholar]
- Khan, F.M.; Shah, A.H.; Wang, S.; Mehmood, S.; Wang, J.; Liu, W.; Xu, X. A Comprehensive Review on Epoxy Biocomposites Based on Natural Fibers and Bio-fillers: Challenges, Recent Developments and Applications. Adv. Fiber Mater. 2022, 4, 683–704. [Google Scholar] [CrossRef]
- Polynt Composites USA, Inc. Thermosetting Compositions for Additive Manufacturing. US20230117050, 18 October 2022. [Google Scholar]
- Luan, P.; Zhao, X.; Copenhaver, K.; Ozcan, S.; Zhu, H. Turning Natural Herbaceous Fibers into Advanced Materials for Sustainability. Adv. Fiber Mater. 2022, 4, 736–757. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No. | Composite | Mechanical Property | Ref. |
|---|---|---|---|
| 1 | ABS with 5% banana fiber | Tensile—4 kgf, Young’s modulus—23 | [48] |
| 2 | PA6 with 5% banana fiber | Tensile—9.7 kgf, Young’s modulus—127 | [48] |
| 3 | Thermoplastic with banana fiber | Porosity decreases at a higher printing speed of 0.63% at 320 mm/min | [49] |
| 4 | PLA with banana fiber | Tensile on edge build—77% | [50] |
| 5 | ABS with 5% kenaf fiber | Tensile—11.5 MPa, Flexural—26.5 MPa | [51] |
| 6 | ABS with 10% kenaf fiber | Tensile—18.6 MPa, Flexural—32.6 MPa | [51] |
| 7 | PLA with 3 wt. % kenaf fiber | Providing good tensile strength for AFO | [52] |
| 8 | PLA with 2.5 wt. % kenaf fiber treated with 6% alkaline and 1% silane | Tensile—57.9 MPa, flexural—84 MPa | [53] |
| 9 | PA6 with flax fiber | Better strength in unidirectional composite | [54] |
| 10 | PLA with flax fiber | Tensile—50 MPa, bending—73 MPa | [57] |
| 11 | PLA with continuous flax fiber-reinforced plastic | Tensile is increased by 89% | [58] |
| 12 | PP with 30 wt. % hemp | Tensile is increased by 50% | [59] |
| 13 | PLA with 10 wt. % hemp | Increase of 7.3% in ultimate flexural strength | [61] |
| 14 | PLA with jute fiber with flame retardant and adhesive | Elongation of 14% | [62] |
| 15 | PLA with 5% of waste jute | Improved strength | [63] |
| 16 | PLA with jute | Tensile—185 MPa | [64] |
| 17 | PLA with ramie | Tensile—86 MPa | [65] |
| 18 | PLA with ramie | Maximum penetration force increased by 18% | [66] |
| S. No. | Countries | Count | IPC | Count | Year | Count |
|---|---|---|---|---|---|---|
| 1 | Patent Cooperation Treaty | 341 | B29C | 196 | 2014 | 28 |
| 2 | United States of America | 307 | B33Y | 148 | 2015 | 31 |
| 3 | European Patent Office | 17 | A61F | 91 | 2016 | 20 |
| 4 | India | 9 | B32B | 80 | 2017 | 52 |
| 5 | Canada | 4 | A43B | 42 | 2018 | 73 |
| 6 | South Africa | 3 | B29K | 36 | 2019 | 86 |
| 7 | Australia | 1 | C09D | 36 | 2020 | 66 |
| 8 | Finland | 1 | C08L | 35 | 2021 | 82 |
| 9 | United Kingdom | 1 | B29L | 32 | 2022 | 88 |
| 10 | C08J | 32 | 2023 | 50 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Balaji, D.; Arulmurugan, B.; Bhuvaneswari, V. An Overview of the Additive Manufacturing of Bast Fiber-Reinforced Composites and Envisaging Advancements Using the Patent Landscape. Polymers 2023, 15, 4435. https://doi.org/10.3390/polym15224435
Balaji D, Arulmurugan B, Bhuvaneswari V. An Overview of the Additive Manufacturing of Bast Fiber-Reinforced Composites and Envisaging Advancements Using the Patent Landscape. Polymers. 2023; 15(22):4435. https://doi.org/10.3390/polym15224435
Chicago/Turabian StyleBalaji, Devarajan, Balasubramanian Arulmurugan, and Venkateswaran Bhuvaneswari. 2023. "An Overview of the Additive Manufacturing of Bast Fiber-Reinforced Composites and Envisaging Advancements Using the Patent Landscape" Polymers 15, no. 22: 4435. https://doi.org/10.3390/polym15224435
APA StyleBalaji, D., Arulmurugan, B., & Bhuvaneswari, V. (2023). An Overview of the Additive Manufacturing of Bast Fiber-Reinforced Composites and Envisaging Advancements Using the Patent Landscape. Polymers, 15(22), 4435. https://doi.org/10.3390/polym15224435