
FDM 3D Printing and Properties of PBS/PLA Blends


Abstract
:1. Introduction
2. Experimental
2.1. Materials
2.2. Sample Preparation
2.3. Testing and Characterization
2.3.1. Mechanical Testing
2.3.2. Morphological Characterization
2.3.3. Thermal Stability Assessment
2.3.4. Melt and Crystallization Behavior
2.3.5. Visual Appearance Observation
2.3.6. Wettability Testing
2.3.7. Water Absorption Testing
2.3.8. Melting Flow Rate Determination
3. Results and Discussion
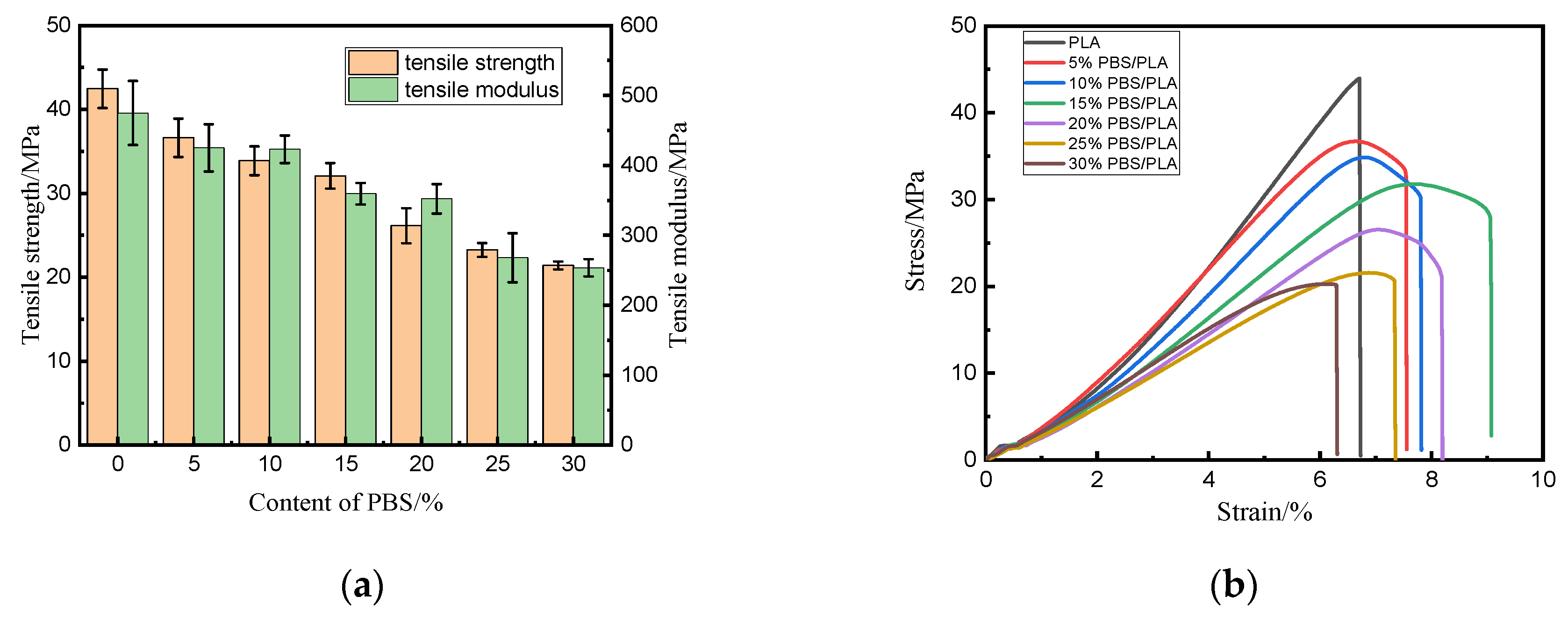
3.1. Mechanical Performances
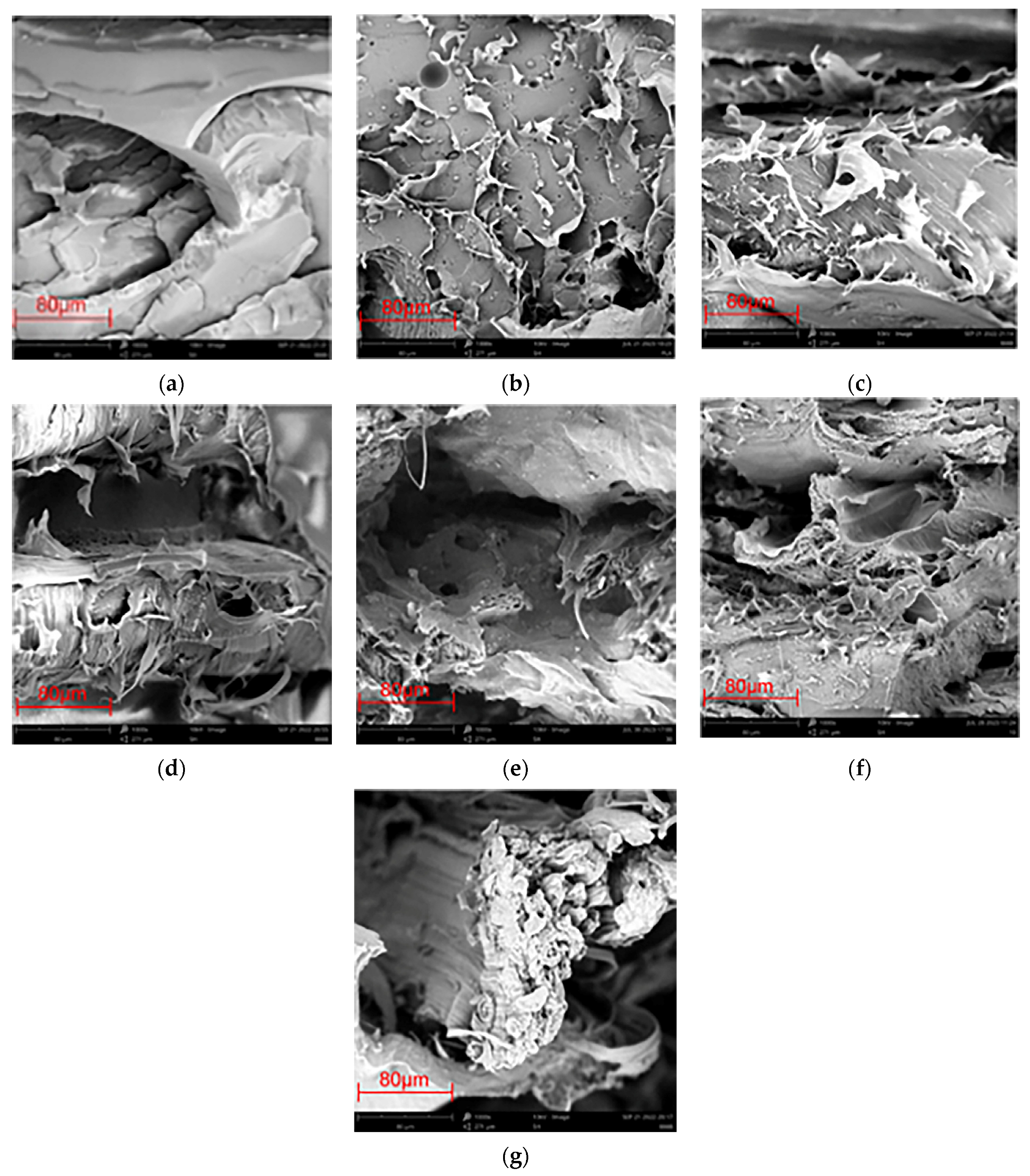
3.2. Morphology
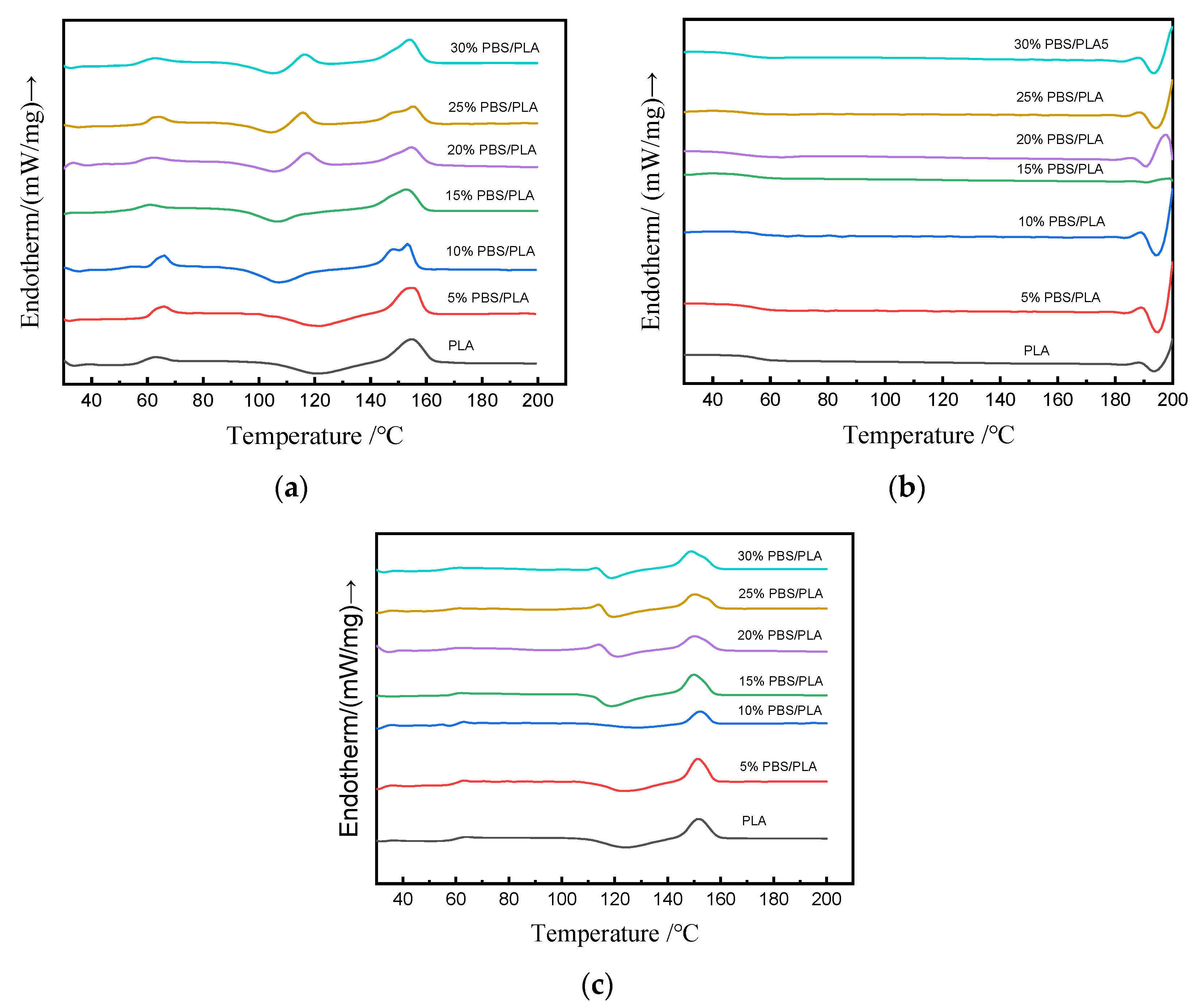
3.3. Thermal Stability
3.4. Melt and Crystallization Behavior
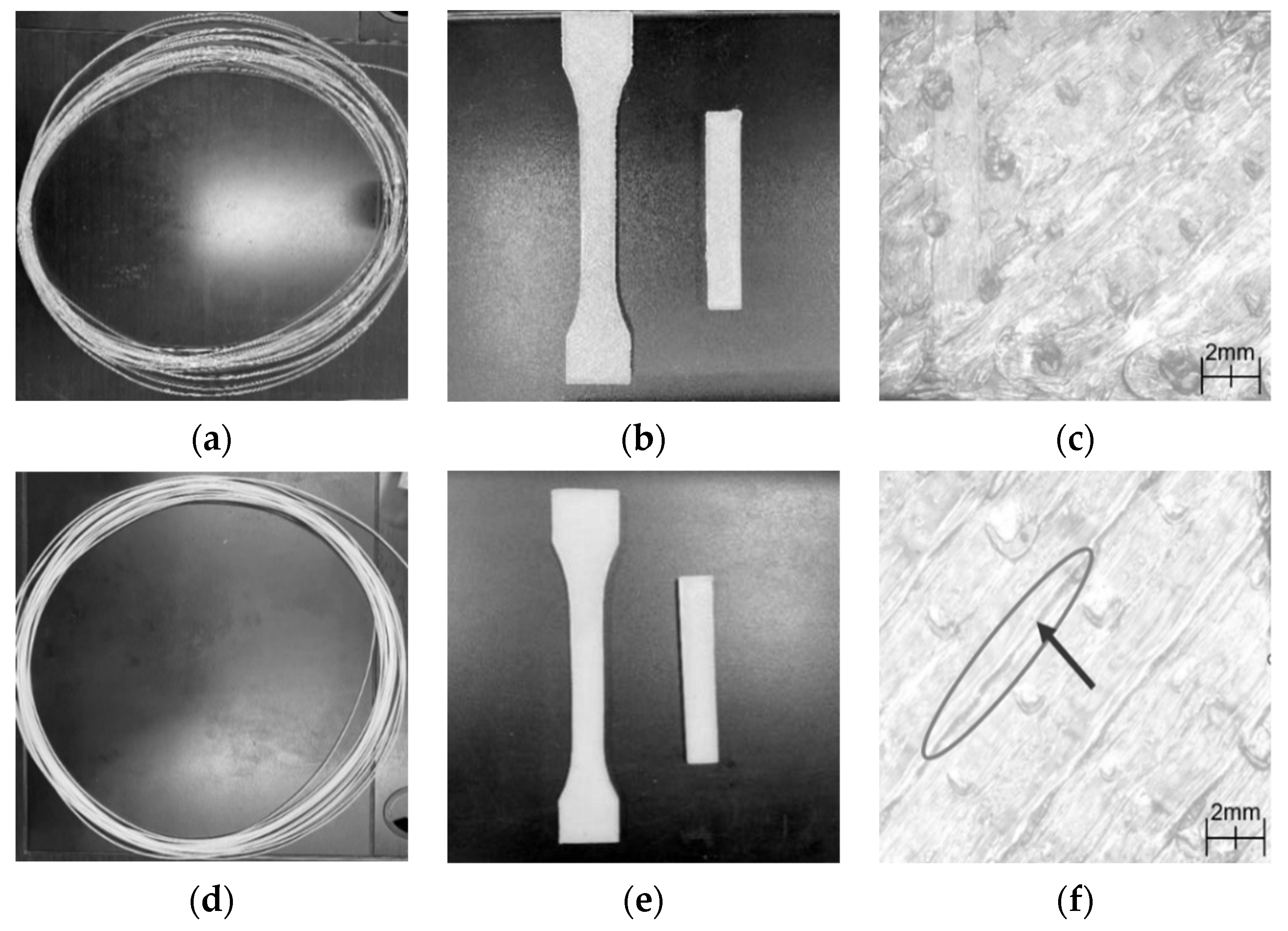
3.5. Visual Appearance
3.6. Wettability
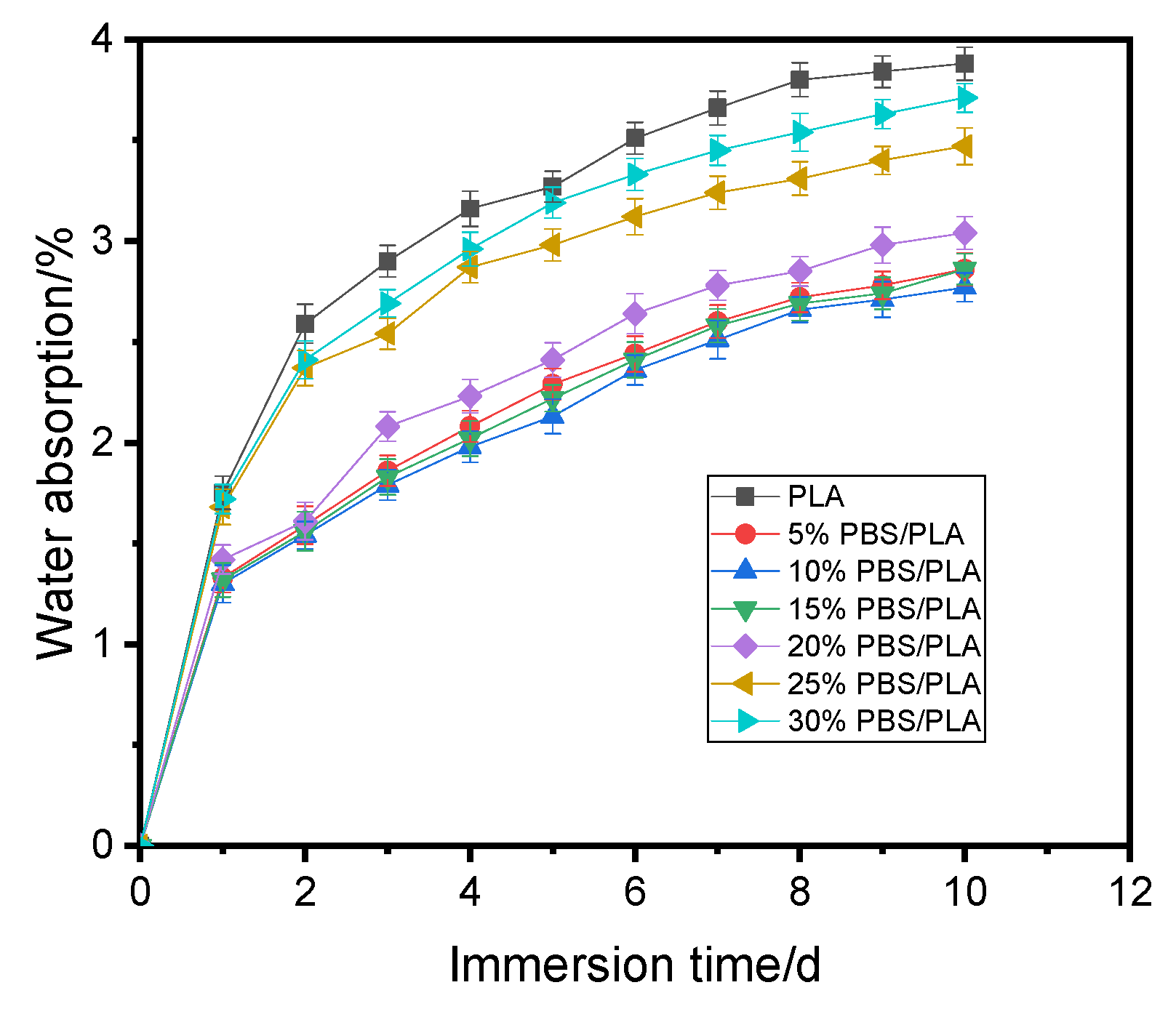
3.7. Water Absorption
3.8. Flowability
4. Conclusions
- The tensile properties became poorer when more PBS was used. However, the samples containing 10% PBS had the best bending and impact performances; the bending strength, the flexural modulus, and the impact strength of the printed 10% PBS/PLA sample were 60.12 MPa, 2360.04 MPa, and 89.39 kJ/m2, which were increased by 54.65%, 61.04%, and 14.78%, respectively, from those of printed PLA samples. After blending with PBS, the fracture of the sample turned from a brittle manner to a little ductile one. SEM observation showed that the fracture surface of the printed PBS/PLA sample became rough while that of the printed PLA sample was smooth. When more PBS was used, serious defects could also be found in the SEM pictures.
- The printed specimens became more thermally unstable with increasing dosage of PBS. When 10% PBS was used, however, the Ti and Tp were only reduced by 4.0 °C and 3.7 °C, respectively. When 20% or more PBS was used, a shoulder peak appeared on the right of the main peak in each DTG curve.
- The samples containing 10% PBS had the greatest degree of crystallinity, the least water absorption among all the samples, and a much better visual appearance than pure PLA.
- With the increasing dosage of PBS, both the water contact angles and the MFR of the samples increased monotonically.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Marie-Joo, L.G.; Stefan, H.; Dawn, S.; Beatrix, T.; Evamaria, G.; Abdellatif, B.; Claire, M.L. Influence of rice husk and wood biomass properties on the manufacture of filaments for Fused Deposition Modelling. Front. Chem. 2019, 7, 735. [Google Scholar]
- Agaliotis, E.M.; Ake-Concha, B.D.; May-Pat, A.; Morales-Arias, J.P.; Bernal, C.; Valadez-Gonzalez, A.; Herrera-Franco, P.J.; Proust, G.; Koh-Dzul, J.F.; Carrillo, J.G.; et al. Tensile Behavior of 3D Printed Polylactic Acid (PLA) Based Composites Reinforced with Natural Fiber. Polymers 2022, 14, 3976. [Google Scholar] [CrossRef] [PubMed]
- Shahrubudina, N.; Lee, T.C.; Ramlan, R.; Jen, T.C.; Akinlabi, E.; Olubambi, P.; Augbavboa, C. An Overview on 3D Printing Technology: Technological, Materials, and Applications. Procedia Manuf. 2019, 35, 1286–1296. [Google Scholar] [CrossRef]
- Slonov, A.L.; Khashirov, A.A.; Zhansitov, A.A.; Rzhevskaya, E.V.; Khashirova, S.Y. The influence of the 3D-printing technology on the physical and mechanical properties of polyphenylene sulfone. Rapid Prototyp. J. 2018, 24, 1124–1130. [Google Scholar] [CrossRef]
- Yao, T.Y.; Ye, J.; Deng, Z.C.; Zhang, K.; Ma, Y.B.; Ouyang, H.J. Tensile failure strength and separation angle of FDM 3D printing PLA material: Experimental and theoretical analyses. Compos. Part B-Eng. 2020, 188, 107894. [Google Scholar] [CrossRef]
- Davood, R.; Ismaeil, G.; Majid, B.; Karen, A.; Mostafa, B. 4D printing of PLA-TPU blends: Effect of PLA concentration, loading mode, and programming temperature on the shape memory effect. J. Mater. Sci. 2023, 58, 7227–7243. [Google Scholar]
- Mansingh, B.B.; Binoj, J.S.; Tan, Z.Q.; Eugene, W.W.L.; Amornsakchai, T.; Abu Hassan, S.; Goh, K.L. Comprehensive characterization of raw and treated pineapple leaf fiber/polylactic acid green composites manufactured by 3D printing technique. Polym. Compos. 2022, 43, 6051–6061. [Google Scholar] [CrossRef]
- de Kergariou, C.; Saidani-Scott, H.; Perriman, A.; Scarpa, F.; Le Duigou, A. The influence of the humidity on the mechanical properties of 3D printed continuous flax fibre reinforced poly(lactic acid) composites. Compos. Part A-Appl. Sci. Manuf. 2022, 155, 106805. [Google Scholar] [CrossRef]
- Mayer-Laigle, C.; Foulon, L.; Denoual, C.; Pernes, M.; Rondet, E.; Magueresse, A.; Cécile, B.; Habrant, A.; Bourmaud, A.; Paës, G. Flax shives-PBAT processing into 3D printed fluorescent materials with potential sensor functionalities. Ind. Crops Prod. 2021, 167, 113482. [Google Scholar] [CrossRef]
- Singamneni, S.; Smith, D.; LeGuen, M.J.; Truong, D. Extrusion 3D Printing of Polybutyrate-Adipate-Terephthalate-Polymer Composites in the Pellet Form. Polymers 2018, 10, 922. [Google Scholar] [CrossRef]
- Rahmatabadi, D.; Soltanmohammadi, K.; Aberoumand, M.; Soleyman, E.; Ghasemi, I.; Baniassadi, M.; Abrinia, K.; Bodaghi, M.; Baghani, M. Development of Pure Poly Vinyl Chloride (PVC) with Excellent 3D Printability and Macro- and Micro-Structural Properties. Macromol. Mater. Eng. 2022, 308, 2200568. [Google Scholar] [CrossRef]
- Bi, H.J.; Ren, Z.C.; Guo, R.; Xu, M.; Song, Y.M. Fabrication of flexible wood flour/thermoplastic polyurethane elastomer composites using fused deposition molding. Ind. Crops Prod. 2018, 122, 76–84. [Google Scholar] [CrossRef]
- Long, H.B.; Wu, Z.Q.; Dong, Q.Q.; Shen, Y.T.; Zhou, W.Y.; Luo, Y.; Zhang, C.Q.; Dong, X.M. Mechanical and Thermal Properties of Bamboo Fiber Reinforced Polypropylene/Polylactic Acid Composites for 3D Printing. Polym. Eng. Sci. 2019, 59, E247–E260. [Google Scholar] [CrossRef]
- Morales, M.A.; Atencio Martinez, C.L.; Maranon, A.; Hernandez, C.; Michaud, V.; Porras, A. Development and Characterization of Rice Husk and Recycled Polypropylene Composite Filaments for 3D Printing. Polymers 2021, 13, 1067. [Google Scholar] [CrossRef] [PubMed]
- Rashed, K.; Kafi, A.; Simons, R.; Bateman, S. Fused filament fabrication of nylon 6/66 copolymer: Parametric study comparing full factorial and Taguchi design of experiments. Rapid Prototyp. J. 2019, 28, 1111–1128. [Google Scholar] [CrossRef]
- Moradi, M.; Aminzadeh, A.; Rahmatabadi, D.; Rasouli, S.A. Statistical and Experimental Analysis of Process Parameters of 3D Nylon Printed Parts by Fused Deposition Modeling: Response Surface Modeling and Optimization. J. Mater. Eng. Perform. 2021, 30, 5441–5454. [Google Scholar] [CrossRef]
- Wang, P.; Zou, B.; Ding, S.L.; Li, L.; Huang, C.Z. Effects of FDM-3D printing parameters on mechanical properties and microstructure of CF/PEEK and GF/PEEK. Chin. J. Aeronaut. 2020, 34, 236–246. [Google Scholar] [CrossRef]
- Zhang, P.F.; Arceneaux, D.J.; Khattab, A. Mechanical properties of 3D printed polycaprolactone honeycomb structure. J. Appl. Polym. Sci. 2018, 135, 46018. [Google Scholar] [CrossRef]
- Zhao, Y.Q.; Yang, J.H.; Ding, X.K.; Ding, X.J.; Duan, S.; Xu, F.J. Polycaprolactone/polysaccharide functional composites for low-temperature fused deposition modelling. Bioact. Mater. 2020, 5, 185–191. [Google Scholar] [CrossRef]
- Vaidya, A.A.; Collet, C.; Gaugler, M.; Lloyd-Jones, G. Integrating softwood biorefinery lignin into polyhydroxybutyrate composites and application in 3D printing. Mater. Today Commun. 2019, 19, 286–296. [Google Scholar] [CrossRef]
- Zhang, X.; Fan, W.; Liu, T.X. Fused deposition modeling 3D printing of polyamide-based composites and its applications. Compos. Commun. 2020, 21, 100413. [Google Scholar] [CrossRef]
- Osman, M.A.; Atia, M.R.A. Investigation of ABS-rice straw composite feedstock filament for FDM. Rapid Prototyp. J. 2018, 24, 1067–1075. [Google Scholar] [CrossRef]
- Joseph, T.M.; Kallingal, A.; Suresh, A.M.; Mahapatra, D.K.; Hasanin, M.S.; Haponiuk, J.; Thomas, S. 3D printing of polylactic acid: Recent advances and opportunities. Int. J. Adv. Manuf. Technol. 2023, 125, 1015–1035. [Google Scholar] [CrossRef] [PubMed]
- Davood, R.; Kianoosh, S.; Mostafa, P.; Mohammad, A.; Elyas, S.; Ismaeil, G.; Majid, B.; Karen, A.; Mahdi, B. Shape memory performance assessment of FDM 3D printed PLA-TPU composites by Box-Behnken response surface methodology. Int. J. Adv. Manuf. Technol. 2023, 127, 935–950. [Google Scholar]
- Qu, D.Z.; Wang, L.P.; Sun, S.; Gao, H.W.; Bai, Y.P.; Ding, L.P. Properties of poly(butylene-co-isosorbide succinate) after blown film extrusion. Green Mater. 2020, 8, 68–78. [Google Scholar] [CrossRef]
- Suparanon, T.; Phusunti, N.; Phetwarotai, W. Properties and characteristics of polylactide blends: Synergistic combination of poly(butylene succinate) and flame retardant. Polym. Adv. Technol. 2018, 29, 785–794. [Google Scholar] [CrossRef]
- Deng, Y.; Thomas, N.L. Blending poly(butylene succinate) with poly(lactic acid): Ductility and phase inversion effects. Eur. Polym. J. 2015, 71, 534–546. [Google Scholar] [CrossRef]
- Preampree, S.; Thanyapanich, T.; Boonmahittsud, A.; Intatha, U.; Tawichai, N.; Soykeabkaew, N. Effects of mold sealing and fiber volume fraction on properties of rice straw/unsaturated polyester biocomposites. ScienceAsia 2020, 46, 85–90. [Google Scholar] [CrossRef]
- Chuayjuljit, S.; Wongwaiwattanakul, C.; Chaiwutthinan, P.; Prasassarakich, P. Biodegradable Poly(Lactic Acid)/Poly(Butylene Succinate)/Wood Flour Composites: Physical and Morphological Properties. Polym. Compos. 2017, 38, 2841–2851. [Google Scholar] [CrossRef]
- Yu, W.; Shi, J.; Sun, L.; Lei, W. Effects of printing parameters on properties of FDM 3D printed residue of astragalus/polylactic acid biomass composites. Molecules 2022, 27, 7373. [Google Scholar] [CrossRef]
- GB/T 1043.1-2008; Plastics-Determination of Charpy Impact Properties-Part 1: Non-Instrumented Impact Test. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China, Standardization Administration of the People’s Republic of China: Beijing, China, 2008.
- Liu, H.; He, H.; Peng, X.D.; Huang, B.; Li, J.X. Three-dimensional printing of poly(lactic acid) bio-based composites with sugarcane bagasse fiber: Effect of printing orientation on tensile performance. Polym. Adv. Technol. 2019, 30, 910–922. [Google Scholar] [CrossRef]
- Caroline, A.M.; Maurice, N.C. Microcrystalline Cellulose Reinforced Polylactic Acid Biocomposite Filaments for 3D Printing. Polym. Compos. 2018, 39, 1311–1320. [Google Scholar]
- ASTM D 570-98; Standard Test Method for Water Absorption of Plastics. American Society for Testing and Materials Information Handling Services: West Conshohocken, PA, USA, 2005.
- GB/T 3682-2000; Determination of the Melt Mass-Flow Rate (MFR) and the Melt Volume-Flow Rate (MVR) of Thermoplastics. General Administration of Quality Supervision, Inspection and Quarantine of the People’s Republic of China: Beijing, China, 2000.
- Narlıoğlu, N. Effect of butyric anhydride modification on properties of wood-polylatictic acid 3D printed composites. Bioresources 2022, 17, 132–143. [Google Scholar] [CrossRef]
- Ostrowska, J.; Sadurski, W.; Paluch, M.; Tynski, P.; Bogusz, J. The effect of poly(butylene succinate) content on the structure and thermal and mechanical properties of its blends with polylactide. Polym. Int. 2019, 68, 1271–1279. [Google Scholar] [CrossRef]
- Dhakal, H.N.; Zhang, Z.Y.; Richard, W.O.W. Effect of water absorption on the mechanical properties of hemp fibre reinforced unsaturated polyester composites. Compos. Sci. Technol. 2007, 67, 1674–1683. [Google Scholar] [CrossRef]
- Vidakis, N.; Petousis, M.; Velidakis, E.; Liebscher, M.; Mechtcherine, V.; Tzounis, L. On the Strain Rate Sensitivity of Fused Filament Fabrication (FFF) Processed PLA, ABS, PETG, PA6,and PP Thermoplastic Polymers. Polymers 2020, 12, 2924. [Google Scholar] [CrossRef] [PubMed]
- Khaliq, J.; Gurrapu, D.R.; Elfakhri, F. Effects of Infill Line Multiplier and Patterns on Mechanical Properties of Lightweight and Resilient Hollow Section Products Manufactured Using Fused Filament Fabrication. Polymers 2023, 15, 2585. [Google Scholar] [CrossRef]
- Davood, R.; Mohammad, A.; Kianoosh, S.; Elyas, S.; Ismaeil, G.; Majid, B.; Karen, A.; Mahdi, B.; Mostafa, B. Toughening PVC with biocompatible PCL softeners for supreme mechanical properties, morphology, shape memory effects, and FFF printability. Macromol. Mater. Eng. 2023, 308, 2300114. [Google Scholar]
- Zhang, Q.; Ma, L.S.; Zhang, X.Y.; Zhang, L.L.; Wang, Z.G. Lignocellulose nanoffber/polylactic acid (LCNF/PLA) composite with internal lignin for enhanced performance as 3D printable filament. Ind. Crops Prod. 2022, 178, 114590. [Google Scholar] [CrossRef]
- Park, C.W.; Youe, W.J.; Han, S.Y.; Park, J.S.; Lee, E.A.; Park, J.Y.; Kwon, G.J.; Kim, S.J.; Lee, S.H. Influence of Lignin and Polymeric Diphenylmethane Diisocyante Addition on the Properties of Poly(butylene succinate)/Wood Flour Composite. Polymers 2019, 11, 1161. [Google Scholar] [CrossRef]
- Dai, X.; Cao, Y.; Shi, X.W.; Wang, X.L. Non-isothermal crystallization kinetics, thermal degradation behavior and mechanical properties of poly(lactic acid)/MOF composites prepared by melt-blending methods. RSC Adv. 2016, 6, 71461–71471. [Google Scholar] [CrossRef]
- Meyva-Zeybek, Y.; Kaynak, C. A comparative study for the behavior of 3D-printed and compression molded PLA/POSS nanocomposites. J. Appl. Polym. Sci. 2021, 138, e50246. [Google Scholar] [CrossRef]
- Sunghan, K.; Korolovych, V.F.; Rachel, L.M.; Vladimir, V.T. 3D-printed polymer packing structures: Uniformity of morphology and mechanical properties via microprocessing Conditions. J. Appl. Polym. Sci. 2020, 137, e49381. [Google Scholar]
- Kong, M.R.; Qin, Z.; Zhang, P.; Xie, G.Q.; Wang, H.; Wang, J.; Guan, F.L.; Yang, W.Z.; Qiu, Z.W. Study on modified poplar wood powder/polylactic acid high toughness green 3D printing composites. Int. J. Biol. Macromol. 2023, 228, 311–322. [Google Scholar] [CrossRef]
- Ramírez-González, P.V.; Arriaga, M.M.A.; Escobar-Barrios, V.A. A rapid method for interfacial tension calculation between rock plug and crude oil based on contact angles, application for EOR. Pet. Sci. Technol. 2018, 36, 1242–1249. [Google Scholar] [CrossRef]
- Faure, F.; Perrot, A.; Pimbert, S.; Lecompte, T. Water absorption measurements on WPCs: Assessment of size and direction dependencies in order to design fast and accurate quality control tests. Polym. Test. 2019, 77, 105899. [Google Scholar] [CrossRef]
- Hamdan, M.H.M.; Siregar, J.P.; Cionita, T.; Jaafar1, J.; Efriyohadi, A.; Junid, R.; Kholil, A. Water absorption behaviour on the mechanical properties of woven hybrid reinforced polyester composites. Int. J. Adv. Manuf. Technol. 2019, 104, 1075–1086. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Codes | PLA | 5% PBS/PLA | 10% PBS/PLA | 15% PBS/PLA | 20% PBS/PLA | 25% PBS/PLA | 30% PBS/PLA |
|---|---|---|---|---|---|---|---|
| PLA/wt% | 100 | 95 | 90 | 85 | 80 | 75 | 70 |
| PBS/wt% | 0 | 5 | 10 | 15 | 20 | 25 | 30 |
| Parameter | Nozzle Temperature/°C | Platform Temperature/°C | Printing Speed/ mm/s | Layer Thickness/ mm |
|---|---|---|---|---|
| value | 220 | 50 | 50 | 0.1 |
| Sample Code | Ti/°C | Tp,1/°C | Tp,2/°C | W/% (550 °C) |
|---|---|---|---|---|
| PLA | 351.8 | 377.7 | 2.74 | |
| 5% PBS/PLA | 349.5 | 375.8 | 0.25 | |
| 10% PBS/PLA | 347.8 | 373.9 | 2.30 | |
| 15% PBS/PLA | 346.0 | 372.3 | 0.87 | |
| 20% PBS/PLA | 339.3 | 370.1 | 408.33 | 3.98 |
| 25% PBS/PLA | 338.5 | 369.4 | 407.87 | 2.27 |
| 30% PBS/PLA | 333.3 | 365.5 | 407.14 | 2.04 |
| Mass Fraction of PBS/wt% | Tg/°C | Tcc/°C | Tm/°C | ΔHcc/(J/g) | ΔHm/(J/g) | Χc/% |
|---|---|---|---|---|---|---|
| 0 | 63.8 | 124.2 | 151.7 | −18.53 | 23.17 | 4.9 |
| 5 | 63.1 | 124.6 | 151.4 | −18.96 | 23.74 | 5.4 |
| 10 | 62.9 | 128.2 | 152.3 | −5.83 | 12.3 | 7.4 |
| 15 | 61.8 | 121.9 | 151.7 | −11.71 | 17 | 6.7 |
| 20 | 61.7 | 119.8 | 150.4 | −14.59 | 18.87 | 5.7 |
| 25 | 61.3 | 119.8 | 150.1 | −15.8 | 19.51 | 5.3 |
| 30 | 61.2 | 118.7 | 148.8 | −18.77 | 21.42 | 4.1 |
| Sample | PLA | 5% PBS/ PLA | 10% PBS/ PLA | 15% PBS/PLA | 20% PBS/PLA | 25% PBS/PLA | 30% PBS/ PLA |
|---|---|---|---|---|---|---|---|
| Contact angle/° | 70.8 ± 0.5 | 74.1 ± 0.4 | 75.6 ± 0.6 | 77.2 ± 0.5 | 78.1 ± 0.4 | 79.3 ± 0.4 | 83.4 ± 0.5 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yu, W.; Sun, L.; Li, M.; Li, M.; Lei, W.; Wei, C. FDM 3D Printing and Properties of PBS/PLA Blends. Polymers 2023, 15, 4305. https://doi.org/10.3390/polym15214305
Yu W, Sun L, Li M, Li M, Lei W, Wei C. FDM 3D Printing and Properties of PBS/PLA Blends. Polymers. 2023; 15(21):4305. https://doi.org/10.3390/polym15214305
Chicago/Turabian StyleYu, Wangwang, Liwei Sun, Mengya Li, Meihui Li, Wen Lei, and Chaohui Wei. 2023. "FDM 3D Printing and Properties of PBS/PLA Blends" Polymers 15, no. 21: 4305. https://doi.org/10.3390/polym15214305
APA StyleYu, W., Sun, L., Li, M., Li, M., Lei, W., & Wei, C. (2023). FDM 3D Printing and Properties of PBS/PLA Blends. Polymers, 15(21), 4305. https://doi.org/10.3390/polym15214305