
Effect of Different Compatibilizers on the Mechanical, Flame Retardant, and Rheological Properties of Highly Filled Linear Low-Density Polyethylene/Magnesium Hydroxide Composites


Abstract
:
1. Introduction
2. Experimental Procedure
2.1. Materials
2.2. Preparation of LLDPE Composites
2.3. Characterization
3. Results and Discussion
3.1. Flame Retardant Properties of LLDPE and Its Composites
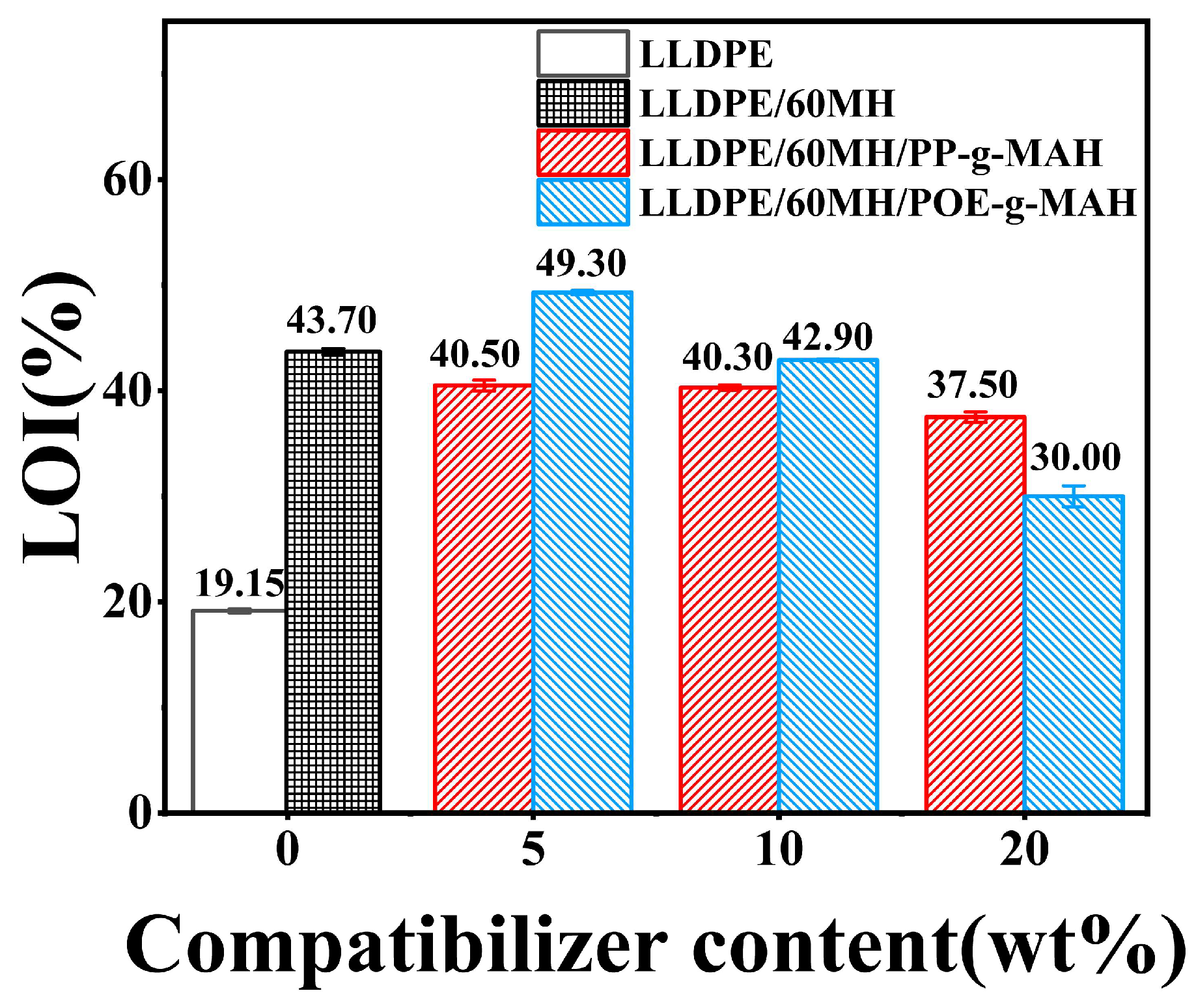
3.1.1. LOI Measurement
3.1.2. UL-94 Test Results
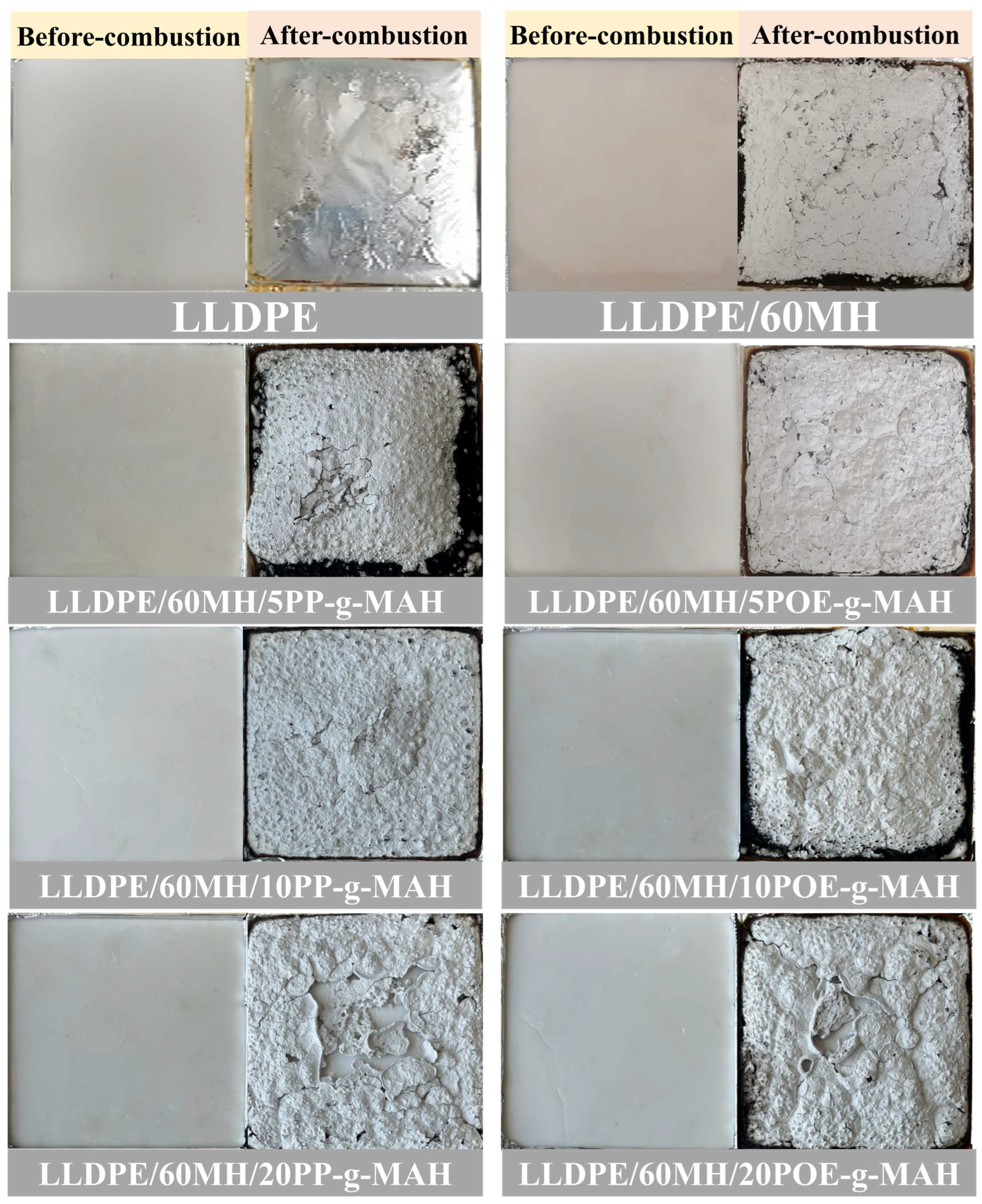
3.1.3. CCT Results
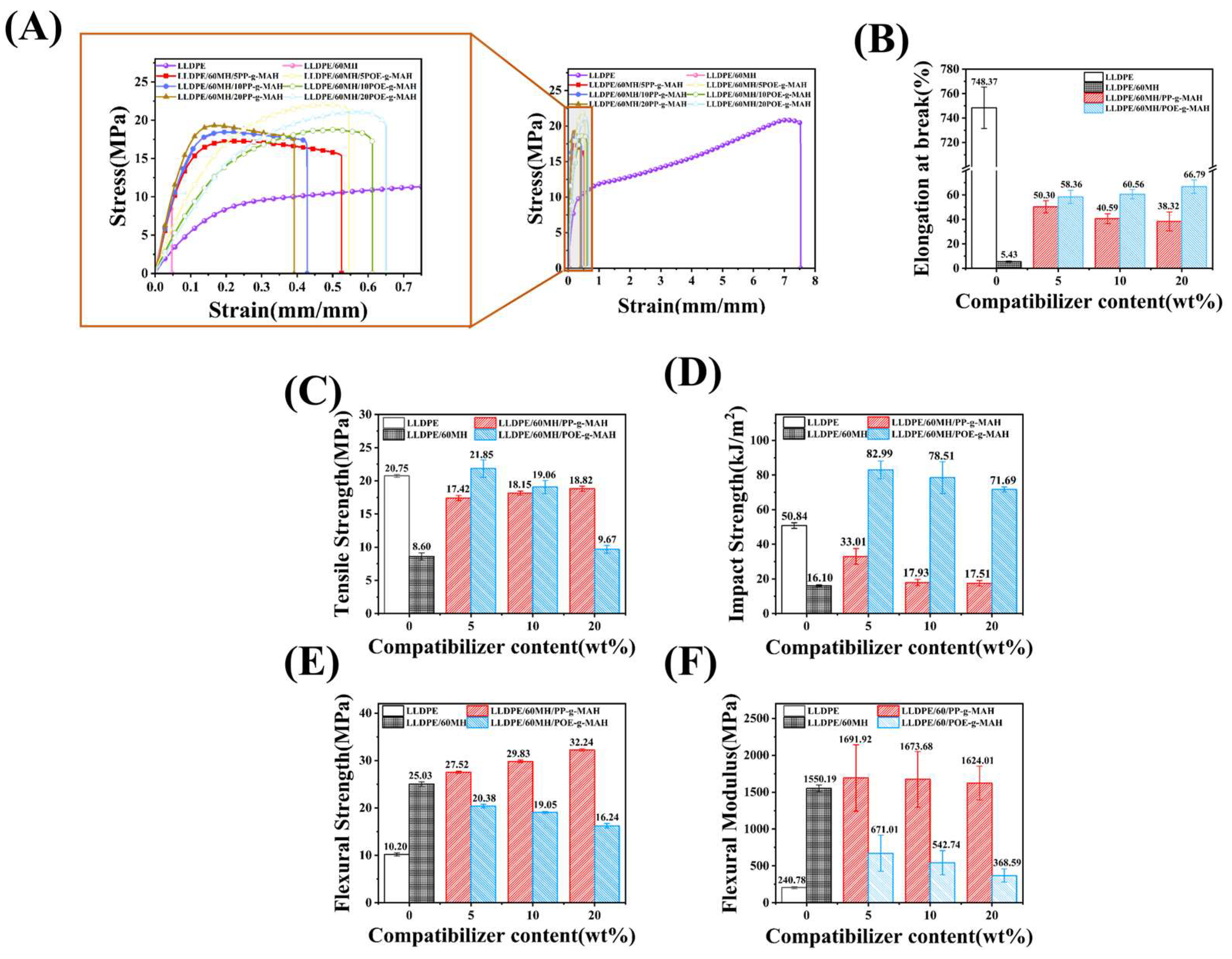
3.2. Mechanical Properties of LLDPE and Its Composites
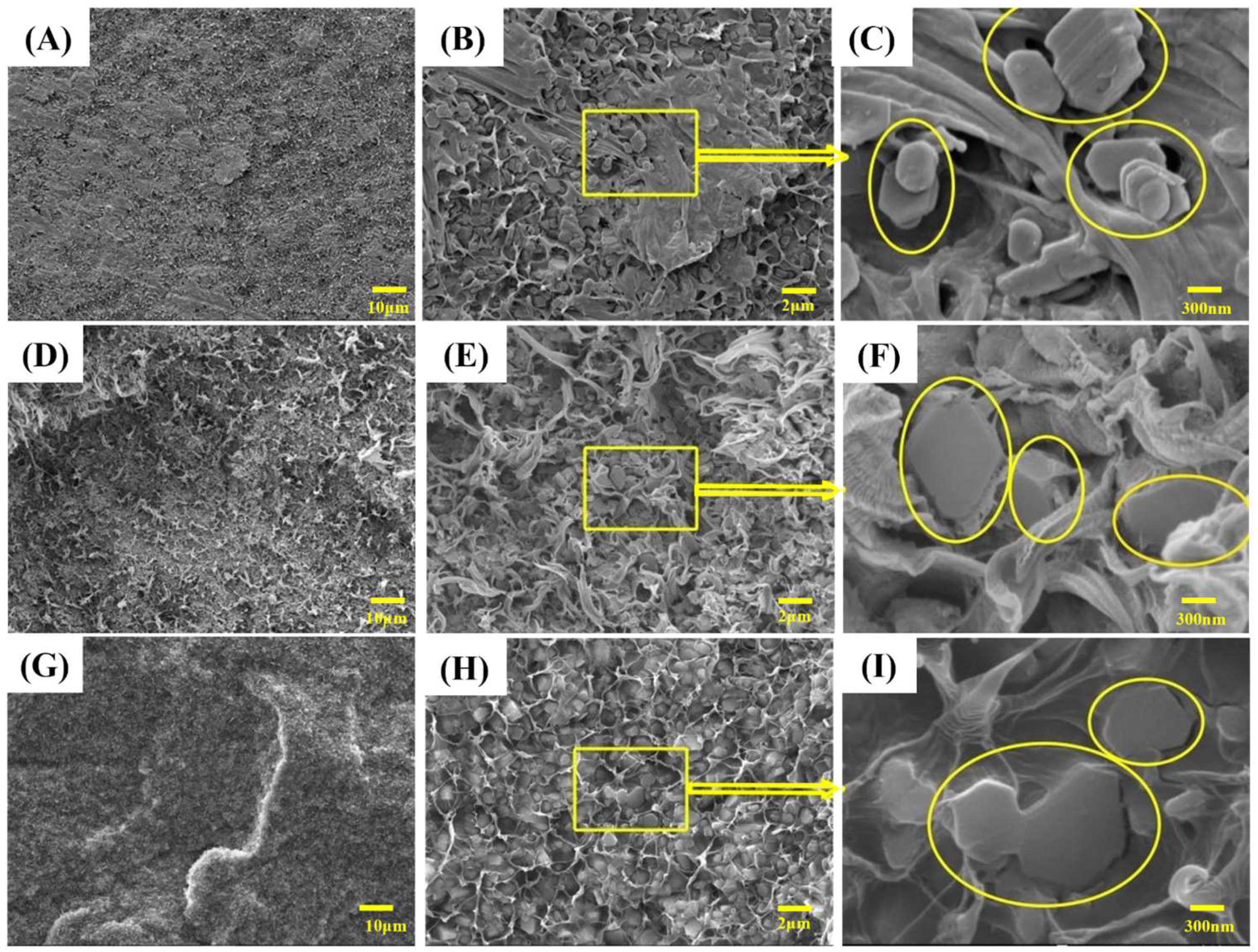
3.3. Micro-Interfacial Observation
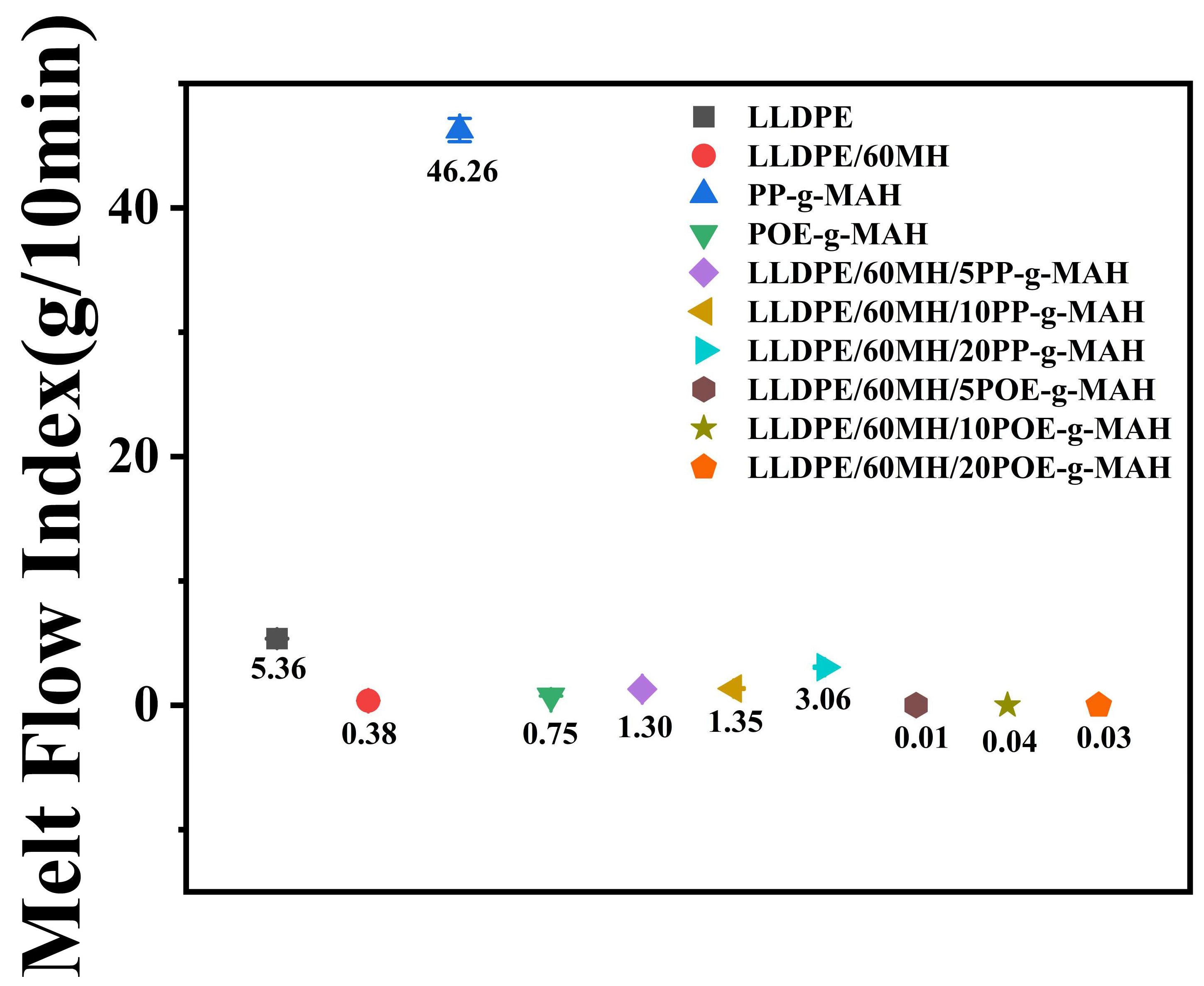
3.4. MFI Test
3.5. Rheological Properties of LLDPE and Its Composites
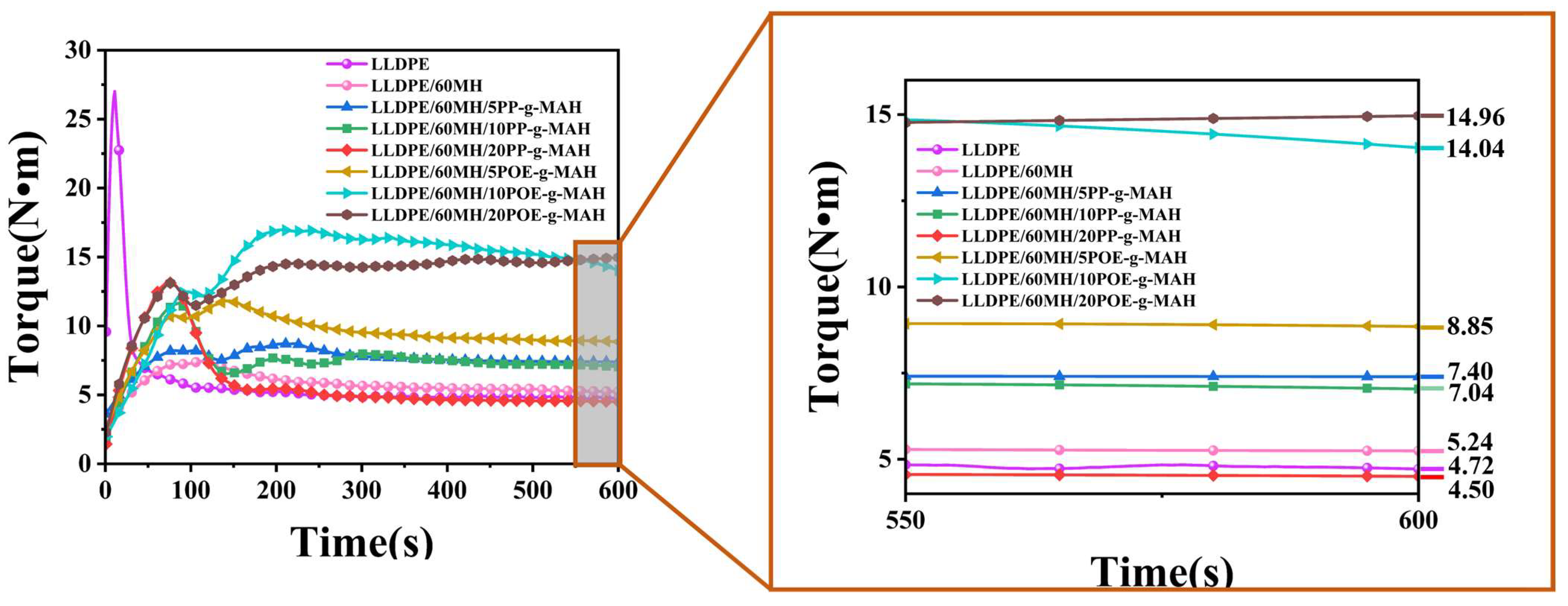
3.5.1. Torque Analysis
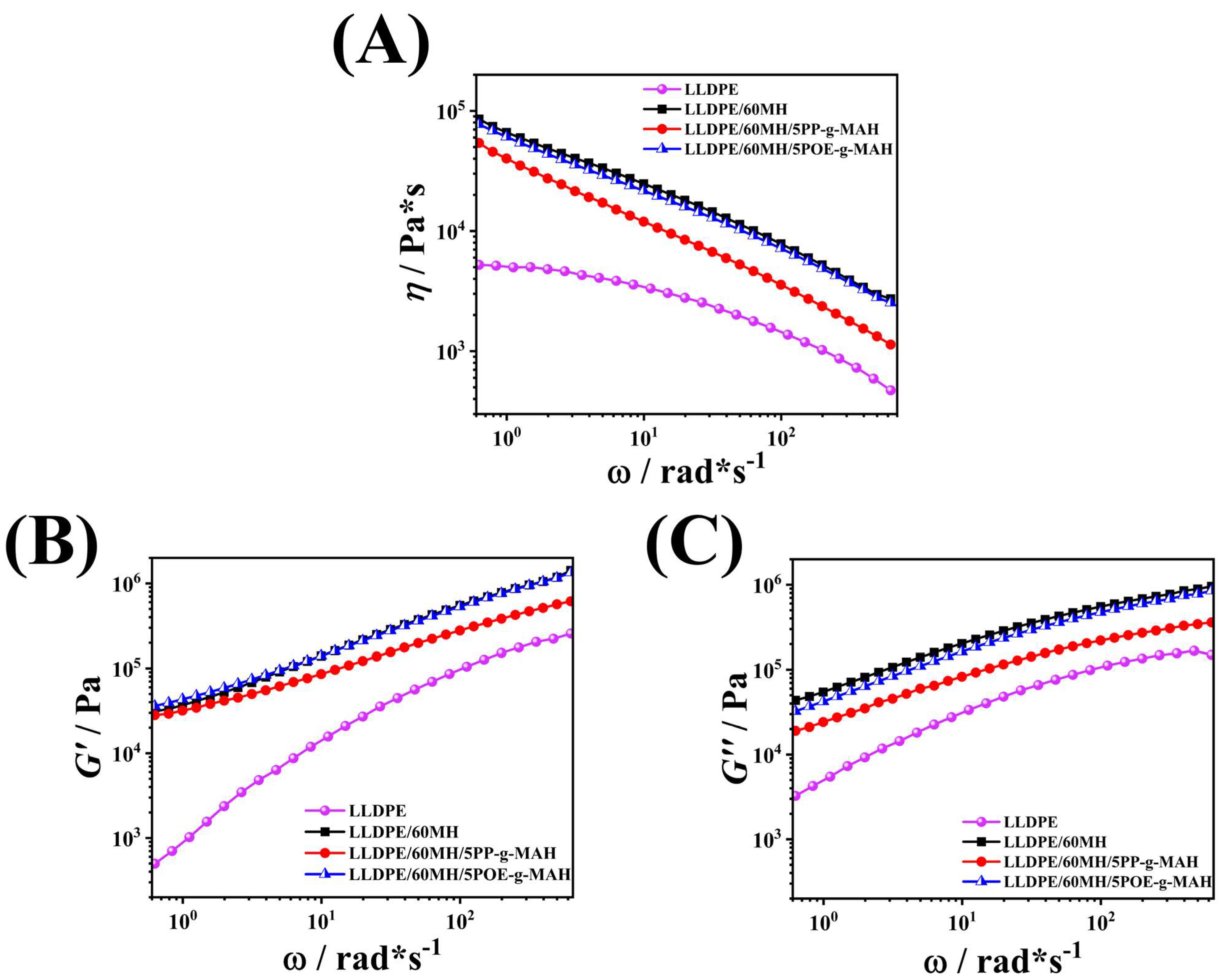
3.5.2. Dynamic Rheological Properties
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Yücesoy, A.; Balçık Tamer, Y.; Berber, H. Improvement of flame retardancy and thermal stability of highly loaded low density polyethylene/magnesium hydroxide composites. J. Appl. Polym. Sci. 2023, 140, e54107. [Google Scholar] [CrossRef]
- Liu, J.; Zhang, Y. Effect of ethylene-acrylic acid copolymer on flame retardancy and properties of LLDPE/EAA/MH composites. Polym. Degrad. Stab. 2011, 96, 2215–2220. [Google Scholar] [CrossRef]
- Yao, Z.; Seong, H.J.; Jang, Y.-S. Environmental toxicity and decomposition of polyethylene. Ecotoxicol. Environ. Saf. 2022, 242, 113933. [Google Scholar] [CrossRef]
- Geyer, R. Chapter 2-Production, use, and fate of synthetic polymers. In Plastic Waste and Recycling; Letcher, T.M., Ed.; Academic Press: Cambridge, MA, USA, 2020; pp. 13–32. [Google Scholar]
- Romani, V.P.; Martins, V.G.; Goddard, J.M. Radical scavenging polyethylene films as antioxidant active packaging materials. Food Control 2020, 109, 106946. [Google Scholar] [CrossRef]
- Qin, J.; Liu, N.; Wang, N.; Li, L.; He, W.; Guo, J.; Chen, X.; Zhang, K.; Yu, J. Synergistic Effect of Modified Expanded Graphite and Zinc Borate on the Flammability, Thermal Stability and Crystallization Behavior of LLDPE/EVA Composites with Mg(OH) 2 /Al(OH) 3. Polym. Compos. 2018, 40, E687–E694. [Google Scholar] [CrossRef]
- He, C.; Cao, X.; Huo, G.; Luo, S.; He, X. Non-Isothermal Crystallization Behaviour and Kinetics of LLDPE/REDMUD Blends. Polym. Polym. Compos. 2015, 23, 483–494. [Google Scholar] [CrossRef]
- Felgel-Farnholz, A.; Schweighuber, A.; Klampfl, C.W.; Fischer, J. Comparative study on the degradation of HDPE, LLDPE and LDPE during multiple extrusions. Polym. Degrad. Stab. 2023, 216, 110486. [Google Scholar] [CrossRef]
- Shirvanimoghaddam, K.; Balaji, K.V.; Ahmadi, M.; Ajdari Nazarloo, H.; Yadav, R.; Zabihi, O.; Egan, B.; Adetunji, P.; Naebe, M. Strategies to resolve intrinsic conflicts between strength and toughness in polyethylene composites. Adv. Ind. Eng. Polym. Res. 2023, in press. [CrossRef]
- Hietaniemi, J.; Kallonen, R.; Mikkola, E. Burning characteristics of selected substances: Production of heat, smoke and chemical species. Fire Mater. 1999, 23, 171–185. [Google Scholar] [CrossRef]
- De Poortere, C.S.M.; Simonson, M. The fire safety of TV set enclosure materials, a survey of European statistics. Fire Mater. 2000, 24, 53–60. [Google Scholar] [CrossRef]
- Ravichandran, S.; Nagarajan, S.; Ku, B.-C.; Coughlin, B.; Emrick, T.; Kumar, J.; Nagarajan, R. Halogen-free ultra-high flame retardant polymers through enzyme catalysis. Green Chem. 2012, 14, 819–824. [Google Scholar] [CrossRef]
- Kausar, A.; Rafique, I.; Anwar, Z.; Muhammad, B. Recent Developments in Different Types of Flame Retardants and Effect on Fire Retardancy of Epoxy Composite. Polym. -Plast. Technol. Eng. 2016, 55, 1512–1535. [Google Scholar] [CrossRef]
- Lee, J.; Park, J.H.; Shim, S.B.; Lee, J.E. Mechanical Properties of Polypropylene-Based Flame Retardant Composites by Surface Modification of Flame Retardants. Polymers 2022, 14, 3524. [Google Scholar] [CrossRef]
- Hongyan Zhang, H.W.; Wang, H. Flame retardant mechanism and surface modification of magnesium hydroxide flame retardant. IOP Conf. Ser. Earth Environ. Sci. 2018, 170, 1–5. [Google Scholar] [CrossRef]
- Ryszard Kozlowski, M.W.-P.; Garbarczyk, J. The Flame Retardant for Polypropylene using Magnesium Hydroxide with Intumescent Components. Mol. Cryst. Liq. Cryst. Sci. Technol. Sect. A Mol. Cryst. Liq. Cryst. 2000, 354, 195–206. [Google Scholar] [CrossRef]
- Wang, C.; Liu, J.; Wang, Y.; Han, Z. Enhanced flame retardance in polyethylene/magnesium hydroxide/polycarbosilane blends. Mater. Chem. Phys. 2020, 253, 123373. [Google Scholar] [CrossRef]
- Rothon, R.N.; Hornsby, P.R. Flame retardant effects of magnesium hydroxide. Polym. Degrad. Stab. 1996, 54, 383–385. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.M.Y. Influence of flame retardant magnesium hydroxide on the mechanical properties of high density polyethylene composites. J. Reinf. Plast. Compos. 2017, 36, 1802–1816. [Google Scholar] [CrossRef]
- Miyata, S.; Imahashi, T.; Anabuki, H. Fire-retarding polypropylene with magnesium hydroxide. J. Appl. Polym. Sci. 1980, 25, 415–425. [Google Scholar] [CrossRef]
- Hornsby, P.R. The Application of Magnesium Hydroxide as a Fire Retardant and Smoke-suppressing Additive for Polymers. Fire Mater. 1994, 18, 269–276. [Google Scholar] [CrossRef]
- Cao, B.; Zhou, Y.; Wu, Y.; Cai, J.; Guan, X.; Liu, S.; Zhao, J.; Zhang, M. Simultaneous improvement of processability and toughness of highly filled MH/LLDPE composites by using fluorine-containing flow modifiers. Compos. Part A Appl. Sci. Manuf. 2020, 134, 105900. [Google Scholar] [CrossRef]
- Gui, H.; Zhang, X.; Liu, Y.; Dong, W.; Wang, Q.; Gao, J.; Song, Z.; Lai, J.; Qiao, J. Effect of dispersion of nano-magnesium hydroxide on the flammability of flame retardant ternary composites. Compos. Sci. Technol. 2007, 67, 974–980. [Google Scholar] [CrossRef]
- Jiao, L.-L.; Zhao, P.-C.; Liu, Z.-Q.; Wu, Q.-S.; Yan, D.-Q.; Li, Y.-L.; Chen, Y.-N.; Li, J.-S. Preparation of Magnesium Hydroxide Flame Retardant from Hydromagnesite and Enhance the Flame Retardant Performance of EVA. Polymers 2022, 14, 1567. [Google Scholar] [CrossRef]
- Eller Haverroth, G.; Guenther Soares, B. Polypropylene and hollow glass microspheres compatibilization via addition of compatibilizing agents. Polym. Compos. 2021, 42, 1–12. [Google Scholar] [CrossRef]
- Aparna, S.; Purnima, D.; Adusumalli, R.B. Review on Various Compatibilizers and its Effect on Mechanical Properties of Compatibilized Nylon Blends. Polym. -Plast. Technol. Eng. 2017, 56, 617–634. [Google Scholar] [CrossRef]
- Feng, J.; Zhang, G.; MacInnis, K.; Li, Z.; Olah, A.; Baer, E. Effect of Compatibilizer on Morphology and Properties of HDPE/Nylon 6 Blends. J. Polym. Sci. Part B Polym. Phys. 2019, 57, 281–290. [Google Scholar] [CrossRef]
- Wu, M.-H.; Wang, C.-C.; Chen, C.-Y. Chemical modification of atactic polypropylene and its applications as a crystallinity additive and compatibility agent. Polymer 2020, 194, 122386. [Google Scholar] [CrossRef]
- Shen, H.; Wang, Y.; Mai, K. Effect of compatibilizers on thermal stability and mechanical properties of magnesium hydroxide filled polypropylene composites. Thermochim. Acta 2009, 483, 36–40. [Google Scholar] [CrossRef]
- Hao, X.; Xu, J.; Zhou, H.; Tang, W.; Li, W.; Wang, Q.; Ou, R. Interfacial adhesion mechanisms of ultra-highly filled wood fiber/polyethylene composites using maleic anhydride grafted polyethylene as a compatibilizer. Mater. Des. 2021, 212, 110182. [Google Scholar] [CrossRef]
- Liu, S.-P.; Ying, J.-R.; Zhou, X.-P.; Xie, X.-L.; Mai, Y.-W. Dispersion, thermal and mechanical properties of polypropylene/magnesium hydroxide nanocomposites compatibilized by SEBS-g-MA. Compos. Sci. Technol. 2009, 69, 1873–1879. [Google Scholar] [CrossRef]
- GB/T 2406-1993; Plastics—Determination of Flammability by Oxygen Index. Standardization Administration of China: Beijing, China, 1993.
- GB/T 2408-2008; Plastics—Determination of Burning Characteristics-Horizontal and Vertical Test. Standardization Administration of China: Beijing, China, 2008.
- ISO 5660-1:2015; Reaction-to-Fire Tests—Heat Release, Smoke Production and Mass Loss Rate—Part 1: Heat Release Rate (Cone Calorimeter Method) and Smoke Production Rate (Dynamic Measurement). International Organization for Standardization: Geneva, Switzerland, 2015.
- GB/T 1040.2-2006; Plastic—Determination of Tensile Properties. Part 2: Test Conditions for Moulding and Extrusion Plastic. Standardization Administration of China: Beijing, China, 2006.
- GB/T 9341-2008; Plastics—Determination of Flexural Properties. Standardization Administration of China: Beijing, China, 2008.
- GB/T 1843-2008; Plastics—Determination of Izod Impact Strength. Standardization Administration of China: Beijing, China, 2008.
- GB/T 3682.1-2018; Plastics—Determination of the Melt Mass-Flow Rate (MFR) and Melt Volume-Flow Rate (MVR) of Thermoplastics—Part 1: Standard Method. Standardization Administration of China: Beijing, China, 2018.
- Bi, Q.; Lu, Y.; Zhao, C.B.; Ma, X.; Khanal, S.; Xu, S. A facile approach to prepare anhydrous MgCO 3 and its effect on the mechanical and flame retardant properties of PVC composites. J. Appl. Polym. Sci. 2021, 138, 51349. [Google Scholar] [CrossRef]
- Ma, X.; Lu, Y.; Dang, L.; Xu, S. Effects of polyether titanate coupling agent on the flame retardancy and mechanical properties of soft poly(vinyl chloride)/basic magnesium carbonate composites. Polym. Compos. 2020, 41, 3594–3605. [Google Scholar] [CrossRef]
- Li, R.; Xu, S.; Xu, J.; Pan, T.; Sun, B.; Dang, L. Effect of Functionalized Polyethylene Wax on the Melt Processing and Properties of Highly Filled Magnesium Hydroxide/Linear Low-Density Polyethylene Composites. Polymers 2023, 15, 2575. [Google Scholar] [CrossRef]
- Dang, L.; Nai, X.-Y.; Liu, X.; Zhu, D.-H.; Dong, Y.-P.; Li, W. Crystallization, mechanical, thermal and rheological properties of polypropylene composites reinforced by magnesium oxysulfate whisker. Chin. J. Polym. Sci. 2017, 35, 659–671. [Google Scholar] [CrossRef]
- Zhou, K.; Gu, S.-Y.; Zhang, Y.; Ren, J. Effect of dispersion on rheological and mechanical properties of polypropylene/carbon nanotubes nanocomposites. Polym. Eng. Sci. 2012, 52, 1485–1494. [Google Scholar] [CrossRef]
- Zhu, S.; Chen, J.; Zuo, Y.; Li, H.; Cao, Y. Montmorillonite/polypropylene nanocomposites: Mechanical properties, crystallization and rheological behaviors. Appl. Clay Sci. 2011, 52, 171–178. [Google Scholar] [CrossRef]
- Hao, Y.; Yang, H.; Zhang, H.; Zhang, G.; Bai, Y.; Gao, G.; Dong, L. Effect of an eco-friendly plasticizer on rheological, thermal and mechanical properties of biodegradable poly(propylene carbonate). Polym. Degrad. Stab. 2016, 128, 286–293. [Google Scholar] [CrossRef]
- Zeng, R.-T.; Wu, Y.; Li, Y.-D.; Wang, M.; Zeng, J.-B. Curing behavior of epoxidized soybean oil with biobased dicarboxylic acids. Polym. Test. 2017, 57, 281–287. [Google Scholar] [CrossRef]
- Liu, S.; Yu, W.; Zhou, C. Tuning the water permeability of ultra-high molecular weight polyethylene microporous membrane by molecular self-assembly and flow field. Polymer 2014, 55, 2113–2124. [Google Scholar] [CrossRef]
- Ilyin, S.O.; Malkin, A.Y.; Kulichikhin, V.G.; Shaulov, A.Y.; Stegno, E.V.; Berlin, A.A.; Patlazhan, S.A. Rheological properties of polyethylene/metaboric acid thermoplastic blends. Rheol. Acta 2014, 53, 467–475. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | LLDPE | MH | PP-g-MAH | POE-g-MAH |
|---|---|---|---|---|
| LLDPE | 100 | 0 | 0 | 0 |
| LLDPE/60MH | 40 | 60 | 0 | 0 |
| LLDPE/60MH/5PP-g-MAH | 35 | 60 | 5 | 0 |
| LLDPE/60MH/10PP-g-MAH | 30 | 60 | 10 | 0 |
| LLDPE/60MH/20PP-g-MAH | 20 | 60 | 20 | 0 |
| LLDPE/60MH/5POE-g-MAH | 35 | 60 | 0 | 5 |
| LLDPE/60MH/10POE-g-MAH | 30 | 60 | 0 | 10 |
| LLDPE/60MH/20POE-gMAH | 20 | 60 | 0 | 20 |
| Samples | t1/s | t2/s | Tf/s | t3/s | (t2 + t3)/s | Spreading to Fixtures | Cotton Ignition | UL-94 Rating |
|---|---|---|---|---|---|---|---|---|
| LLDPE | 320.00 | 0 | 0 | 0 | 0 | Y | Y | NR |
| LLDPE/60MH | 2.25 | 4.59 | 6.83 | 3.71 | 8.30 | N | N | V-0 |
| LLDPE/60MH/5PP-g-MAH | 2.61 | 68.29 | 70.90 | 12.56 | 80.85 | N | Y | V-2 |
| LLDPE/60MH/10PP-g-MAH | 20.46 | 4.96 | 25.42 | 3.05 | 8.01 | N | Y | V-2 |
| LLDPE/60MH/20PP-g-MAH | 23.48 | 3.61 | 27.09 | 0 | 3.61 | N | Y | V-2 |
| LLDPE/60MH/5POE-g-MAH | 2.54 | 31.98 | 34.52 | 0 | 31.98 | N | Y | V-2 |
| LLDPE/60MH/10POE-g-MAH | 21.11 | 6.30 | 27.40 | 0 | 6.30 | N | Y | V-2 |
| LLDPE/60MH/20POE-g-MAH | 13.33 | 2.33 | 15.65 | 0 | 2.33 | N | Y | V-2 |
| Samples | Tign (s) | pHRR (kW/m2) | THR (MJ/m2) | pSPR (m2/s) | TSP (m2) | MLR (%) |
|---|---|---|---|---|---|---|
| LLDPE | 75 | 496.02 | 54.84 | 0.013 | 1.48 | 65.16 |
| LLDPE/60MH | 107 | 250.51 | 70.45 | 0.010 | 1.03 | 32.65 |
| LLDPE/60MH/5PP-g-MAH | 157 | 160.67 | 56.31 | 0.009 | 2.68 | 32.76 |
| LLDPE/60MH/10PP-g-MAH | 161 | 230.64 | 72.99 | 0.008 | 7.58 | 41.69 |
| LLDPE/60MH/20PP-g-MAH | 112 | 352.16 | 99.85 | 0.011 | 6.58 | 46.89 |
| LLDPE/60MH/5POE-g-MAH | 134 | 249.73 | 74.71 | 0.010 | 2.61 | 38.01 |
| LLDPE/60MH/10POE-g-MAH | 152 | 190.72 | 69.25 | 0.008 | 5.43 | 40.00 |
| LLDPE/60MH/20POE-g-MAH | 146 | 289.33 | 78.15 | 0.007 | 1.34 | 45.69 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Sun, B.; Dang, L.; Bi, Q.; Li, R.; Gong, Q.; Wan, Z.; Xu, S. Effect of Different Compatibilizers on the Mechanical, Flame Retardant, and Rheological Properties of Highly Filled Linear Low-Density Polyethylene/Magnesium Hydroxide Composites. Polymers 2023, 15, 4115. https://doi.org/10.3390/polym15204115
Sun B, Dang L, Bi Q, Li R, Gong Q, Wan Z, Xu S. Effect of Different Compatibilizers on the Mechanical, Flame Retardant, and Rheological Properties of Highly Filled Linear Low-Density Polyethylene/Magnesium Hydroxide Composites. Polymers. 2023; 15(20):4115. https://doi.org/10.3390/polym15204115
Chicago/Turabian StyleSun, Beibei, Li Dang, Qiuyan Bi, Rujie Li, Qiuhui Gong, Zhihao Wan, and Shiai Xu. 2023. "Effect of Different Compatibilizers on the Mechanical, Flame Retardant, and Rheological Properties of Highly Filled Linear Low-Density Polyethylene/Magnesium Hydroxide Composites" Polymers 15, no. 20: 4115. https://doi.org/10.3390/polym15204115
APA StyleSun, B., Dang, L., Bi, Q., Li, R., Gong, Q., Wan, Z., & Xu, S. (2023). Effect of Different Compatibilizers on the Mechanical, Flame Retardant, and Rheological Properties of Highly Filled Linear Low-Density Polyethylene/Magnesium Hydroxide Composites. Polymers, 15(20), 4115. https://doi.org/10.3390/polym15204115