
Spray Drying Enzyme-Treated Cellulose Nanofibrils

Abstract
:1. Introduction
2. Materials and Methods
2.1. Enzyme-Pretreated CNFs Production
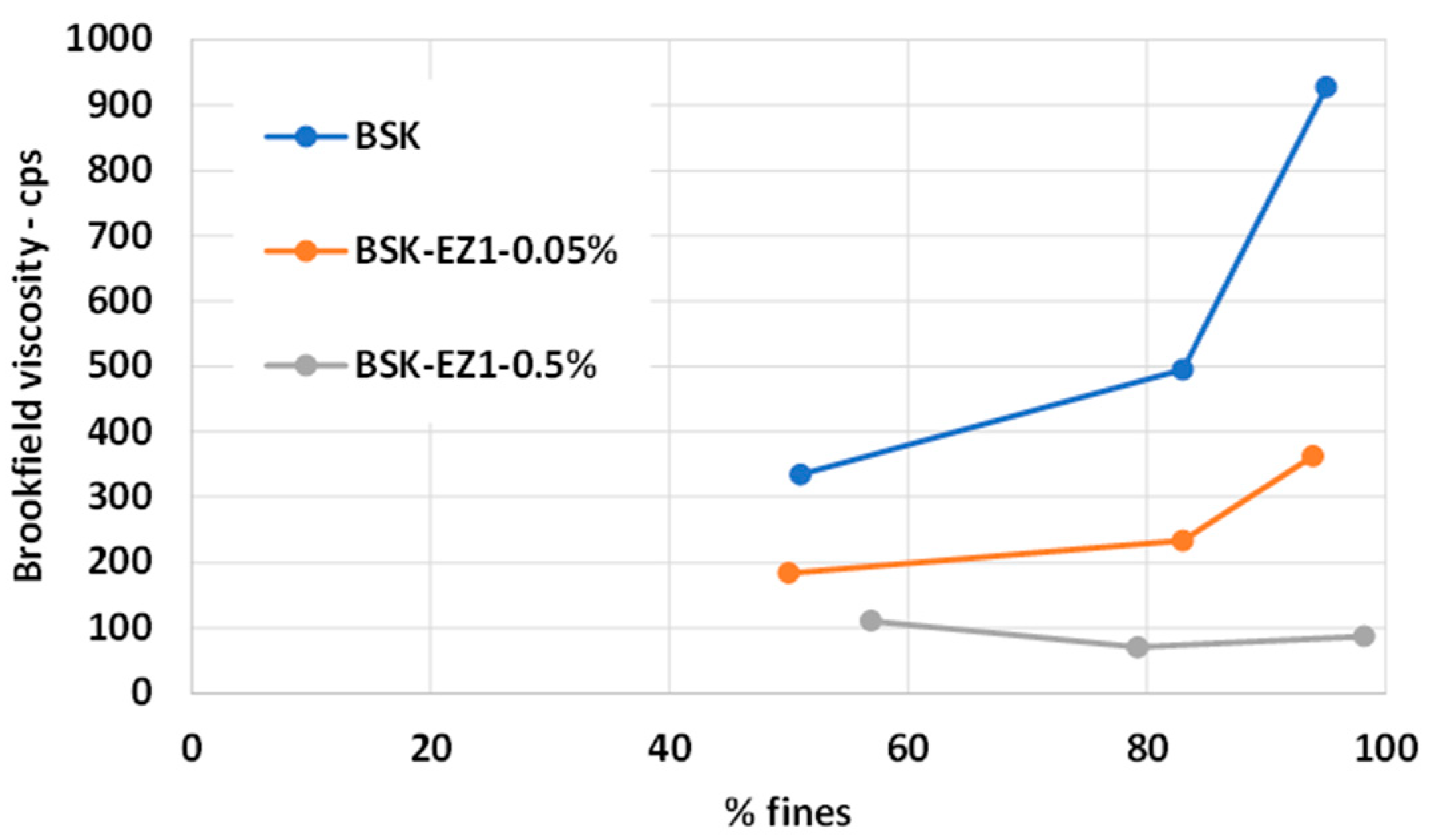
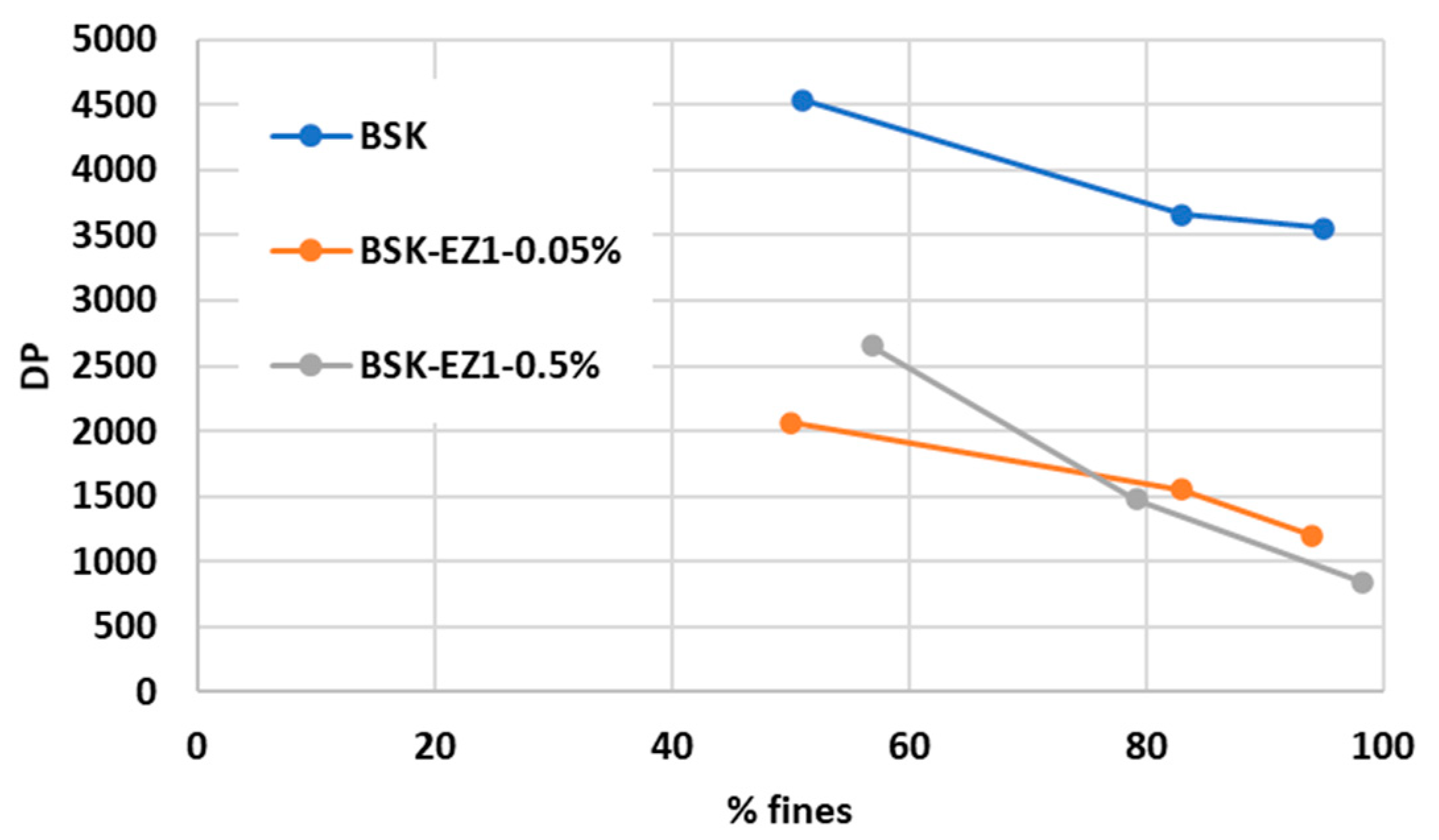
2.2. Determination of Fines Level and Energy Consumption
2.3. Characterization of Enzyme-Pretreated CNFs
2.4. Spray Drying
2.5. Composite Manufacturing
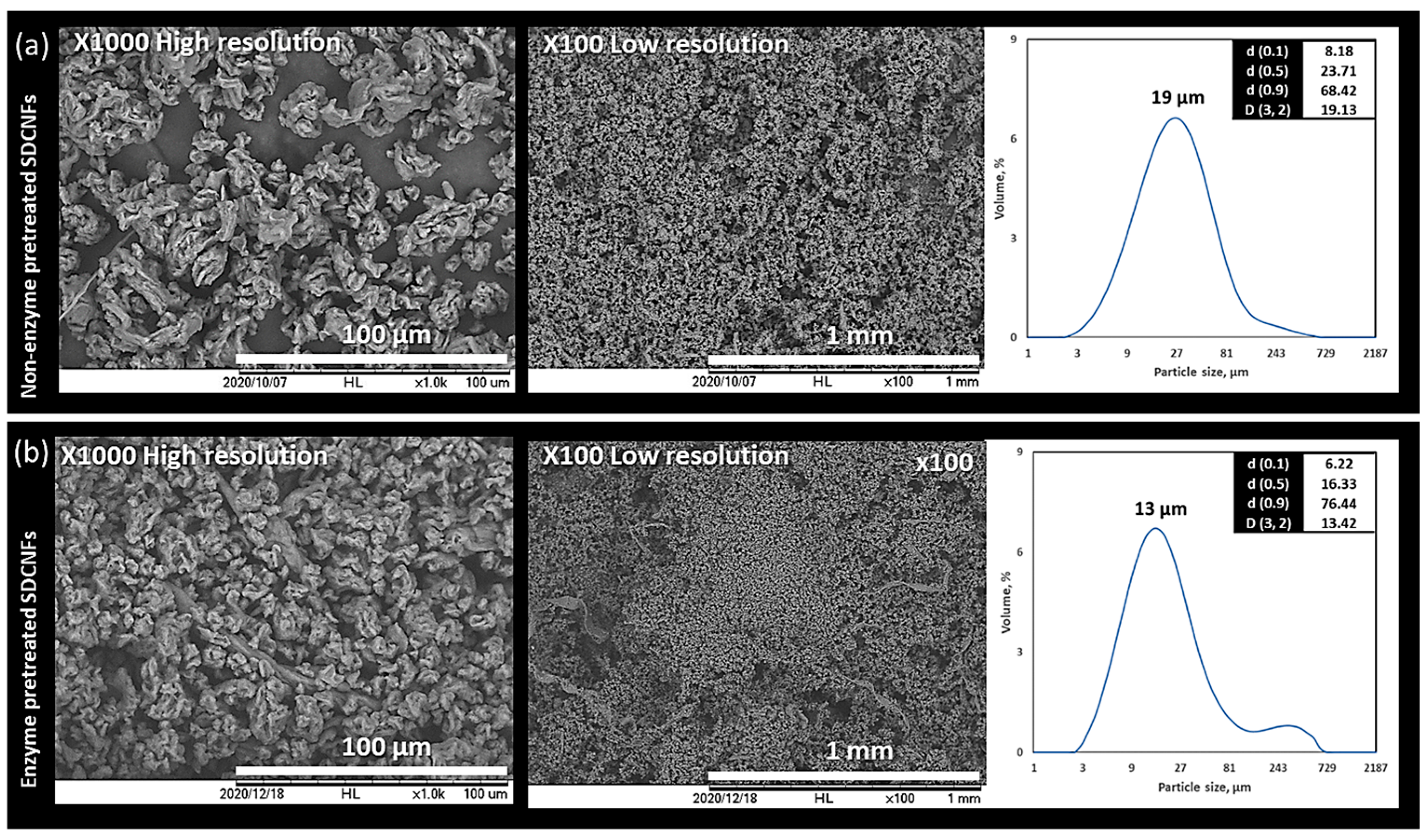
2.6. Morphological Properties of SDCNFs Powders
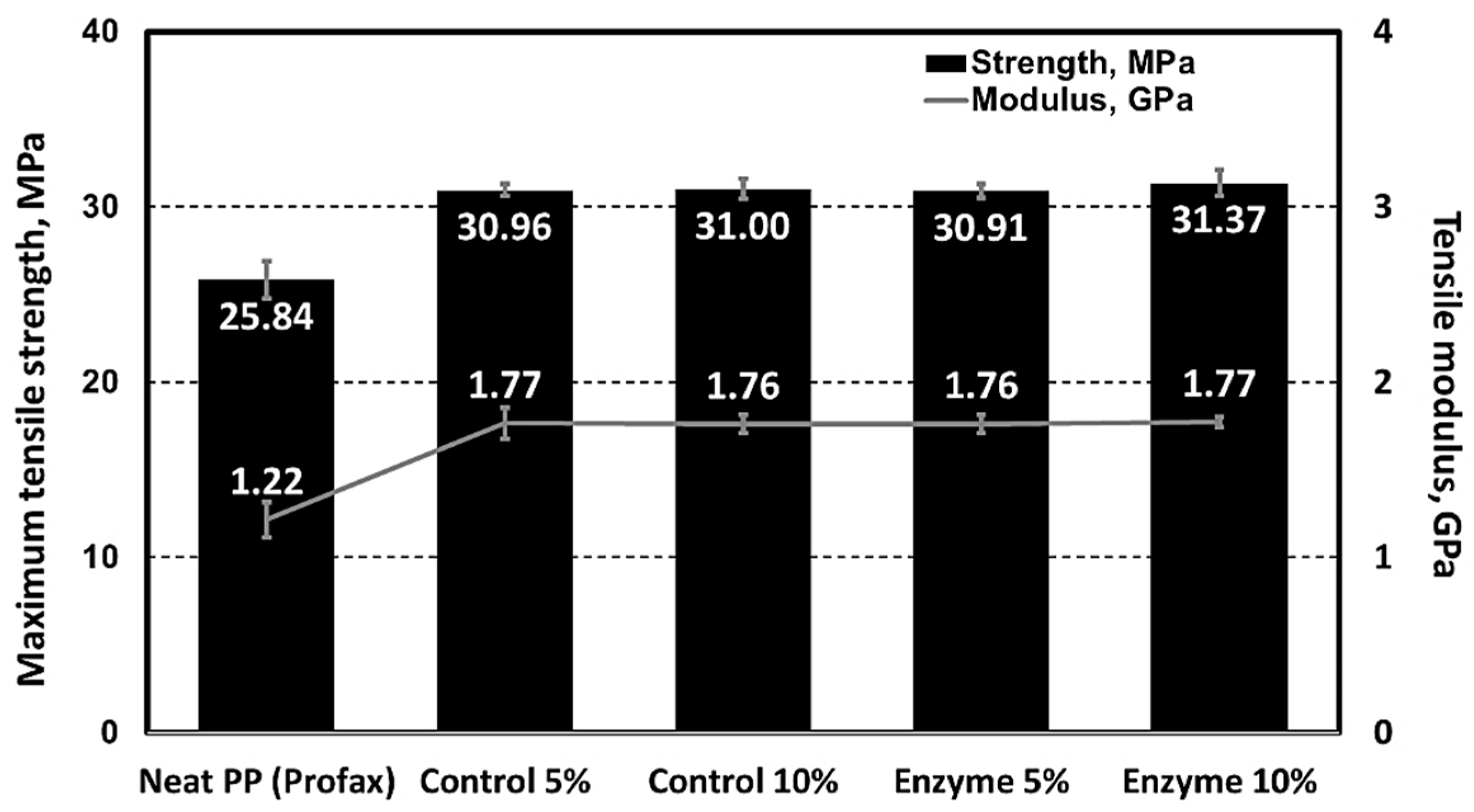
2.7. Mechanical Properties of SDCNFs-Reinforced PP Composite
3. Results and Discussion
3.1. Effect Enzyme Pretreatment on Energy Consumption
3.2. Production of SDCNFs Powder
3.3. Effect of Enzyme Pretreatment on Spray Drying
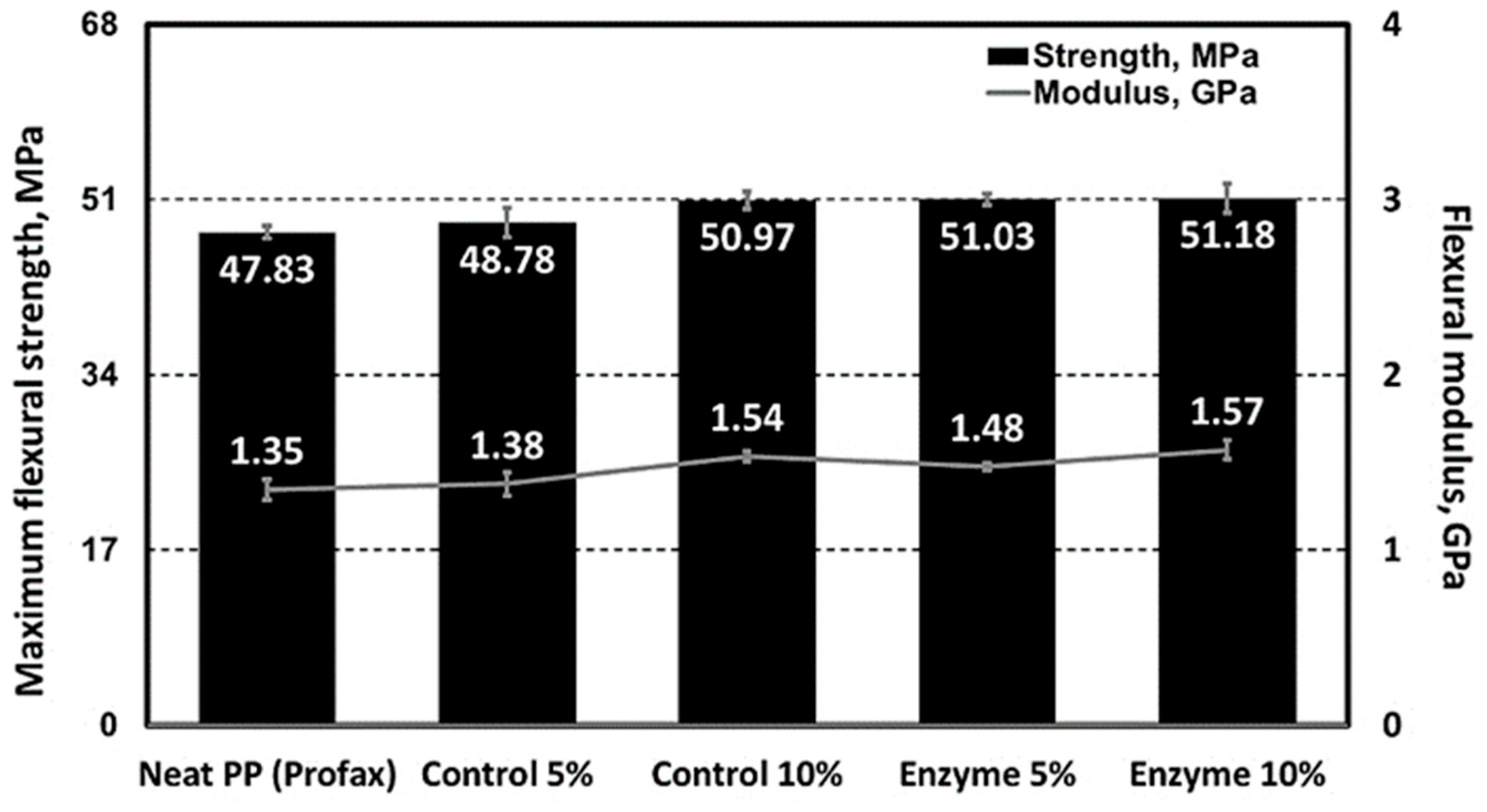
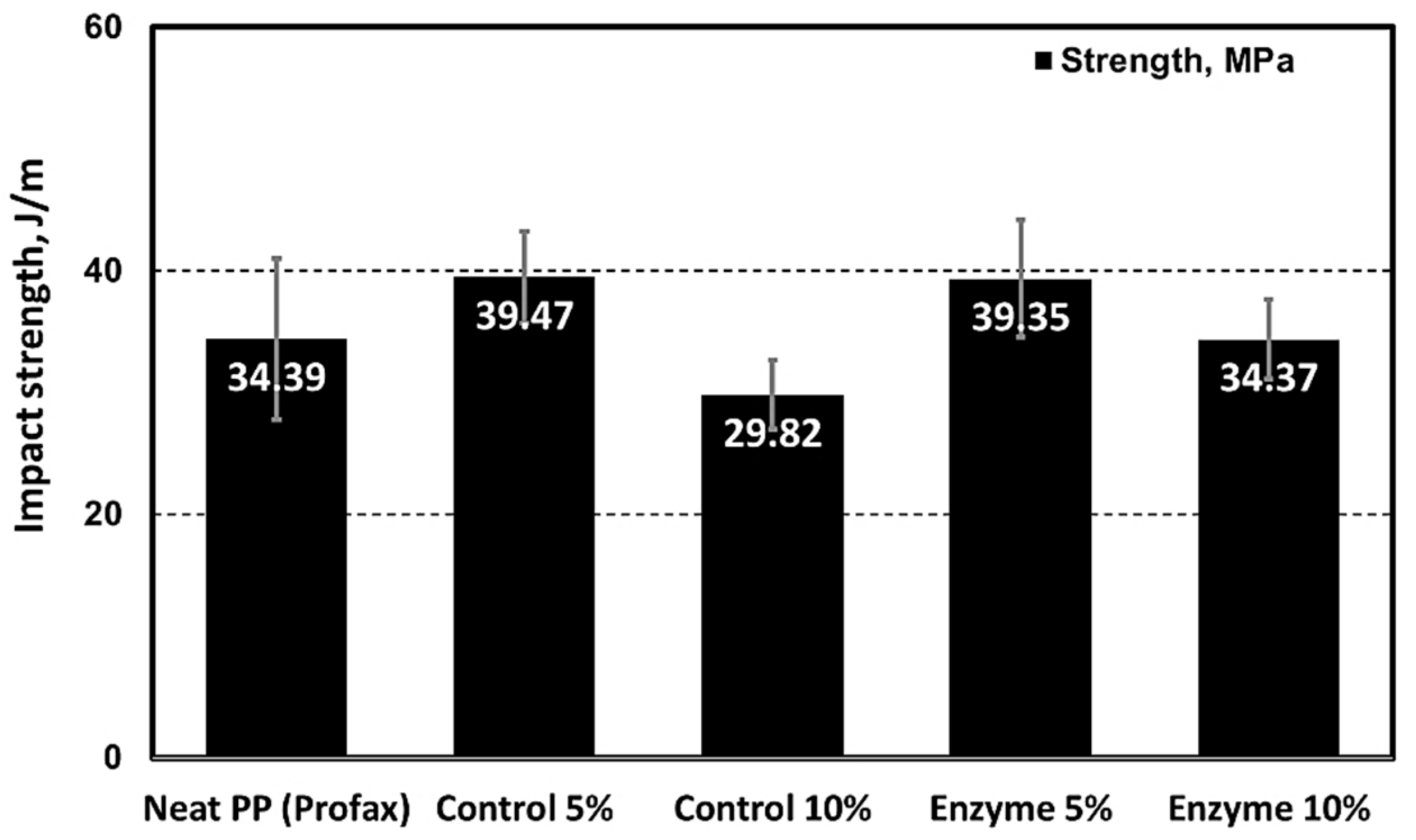
3.4. Enzyme-Pretreated SDCNFs Reinforced PP Composites
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, B.; Biswal, B.K.; Zhang, J.; Balasubramanian, R. Hydrothermal treatment of biomass feedstocks for sustainable production of chemicals, fuels, and materials: Progress and perspectives. Chem. Rev. 2023, 123, 7193–7294. [Google Scholar] [CrossRef]
- Chibrikov, V.; Pieczywek, P.M.; Zdunek, A. Tailor-made biosystems-bacterial cellulose-based films with plant cell wall polysaccharides. Polym. Rev. 2023, 63, 40–66. [Google Scholar] [CrossRef]
- Elango, B.; Shirley, C.P.; Okram, G.S.; Ramesh, T.; Seralathan, K.K.; Mathanmohun, M. Structural diversity, functional versatility and applications in industrial, environmental and biomedical sciences of polysaccharides and its derivatives—A review. Int. J. Biol. Macromol. 2023, 250, 126193. [Google Scholar] [CrossRef] [PubMed]
- Leong, M.Y.; Kang, Y.L.; Harun, M.Y.; Looi, C.Y.; Wang, W.F. Current advances of nanocellulose application in biomedical filed. Carbohydr. Res. 2023, 532, 108899. [Google Scholar] [CrossRef]
- Nitodas, S.; Skehan, M.; Liu, H.; Shah, R. Current and potential applications of green membranes with nanocellulose. Membranes 2023, 13, 694. [Google Scholar] [CrossRef]
- Spence, K.L.; Venditti, R.A.; Rojas, O.J.; Habibi, Y.; Pawlak, J.J. A comparative study of energy consumption and physical properties of microfibrillated cellulose produced by different processing methods. Cellulose 2011, 18, 1097–1111. [Google Scholar] [CrossRef]
- Seydibeyoğlu, M.Ö.; Dogru, A.; Wang, J.; Rencheck, M.; Han, Y.; Wang, L.; Seydibeyoğlu, E.A.; Zhao, X.; Ong, K.; Shatkin, J.A.; et al. Review on hybrid reinforced polymer matrix composites with nanocellulose, nanomaterials, and other fibers. Polymers 2023, 15, 984. [Google Scholar] [CrossRef]
- Zielinska, D.; Szentner, K.; Waskiewicz, A.; Borysiak, S. Production of nanocellulose by enzymatic treatment for application in polymer composites. Materials 2021, 14, 2124. [Google Scholar] [CrossRef]
- Balea, A.; Merayo, N.; Fuente, E.D.L.; Negro, C.; Blanco, A. Assessing the influence of refining, bleaching and TEMPO-mediated oxidation on the production of more sustainable cellulose nanofibers and their application as paper additives. Ind. Crops Prod. 2017, 97, 374–387. [Google Scholar] [CrossRef]
- Li, M.C.; Liu, X.; Lv, K.; Sun, J.; Dai, C.; Liao, B.; Liu, C.; Mei, C.; Wu, Q.; Hubbe, M. Cellulose nanomaterials in oil and gas industry: Current status and future perspectives. Prog. Mater. Sci. 2023, 139, 101187. [Google Scholar] [CrossRef]
- Gorski, D.; Hill, J.; Engstrand, P.; Johansson, L. Review: Reduction of energy consumption in TMP refining through mechanical pretreatment of wood chips. Nord. Pulp Pap. Res. J. 2010, 25, 156–161. [Google Scholar] [CrossRef]
- Levanic, J.; Senk, V.P.; Nadrah, P.; Polijasek, I.; Oven, P.; Haapala, A. Analyzing TEMPO-Oxidized cellulose fiber morphology: New insights into optimization of the oxidation process and nanocellulose dispersion quality. ACS Sustain. Chem. Eng. 2020, 8, 17752–17762. [Google Scholar] [CrossRef]
- Liu, Y.; Zhang, S.; Lin, R.; Li, L.; Li, M.; Du, M.; Tang, R. Potassium permanganate oxidation as a carboxylation and defibrillation method for extracting cellulose nanofibrils to fabricate films with high transmittance and haze. Green Chem. 2021, 23, 8069–8078. [Google Scholar] [CrossRef]
- Pere, J.; Tammelin, T.; Niemi, P.; Lille, M.; Virtanen, T.; Penttila, P.A.; Ahvenainen, P.; Gronqvist, S. Production of high solid nanocellulose by enzyme-aided fibrillation coupled with mild mechanical treatment. ACS Sustain. Chem. Eng. 2020, 8, 18853–18863. [Google Scholar] [CrossRef]
- Bondancia, T.J.; Florencio, G.; Baccarin, G.S.; Farinas, C.S. Cellulose nanostructures obtained using enzymatic cocktails with different compositions. Int. J. Biol. Macromol. 2022, 207, 299–307. [Google Scholar] [CrossRef]
- Igarashi, K.; Ishida, T.; Hori, C.; Samejima, M. Characterization of an endoglucanase belonging to a new subfamily of glycoside hydrolase family 45 of the Basidiomycete Phanerochaete chrysosporium. Appl. Environ. Microbiol. 2008, 74, 5628–5634. [Google Scholar] [CrossRef]
- Nie, S.; Zhang, K.; Lin, X.; Zhang, C.; Yan, D.; Liang, H.; Wang, S. Enzymatic pretreatment for the improvement of dispersion and film properties of cellulose nanofibrils. Carbohydr. Polym. 2018, 181, 1136–1142. [Google Scholar] [CrossRef] [PubMed]
- Bian, H.; Dong, M.; Chen, L.; Zhou, X.; Ni, S.; Fang, G.; Dai, H. Comparison of mixed enzymatic pretreatment and post-treatment for enhancing the cellulose nanofibrillation efficiency. Bioresour. Technol. 2019, 293, 122171. [Google Scholar] [CrossRef] [PubMed]
- Taj, S.; Munawar, M.A.; Khan, S. Natural fiber-reinforced polymer composites. Proc.-Pak. Acad. Sci. 2007, 44, 129–144. [Google Scholar]
- Yang, H.S.; Kiziltas, A.; Gardner, D.J. Thermal analysis and crystallinity study of cellulose nanofibril-filled polypropylene composites. J. Therm. Anal. Calorim. 2013, 113, 673–682. [Google Scholar] [CrossRef]
- Wang, L. Spray-Dried Cellulose Nanofibril-Reinforced Polypropylene Composites for Extrusion-Based Additive Manufacturing. Ph.D. Thesis, University of Maine, Orono, ME, USA, December 2017. [Google Scholar]
- Yang, G.; Park, M.; Park, S.J. Recent progresses of fabrication and characterization of fibers-reinforced composites: A review. Compos. Commun. 2019, 14, 34–42. [Google Scholar] [CrossRef]
- Hartikainen, J.; Hine, P.; Szabo, J.S.; Lindner, M.; Harmia, T.; Duckett, R.A.; Friedrich, K. Polypropylene hybrid composites reinforced with long glass fibres and particulate filler. Compos. Sci. Technol. 2005, 65, 257–267. [Google Scholar] [CrossRef]
- Dufresne, A.; Belgacem, M.N. Cellulose-reinforced composites: From micro-to nanoscale. Polimeros 2013, 23, 277–286. [Google Scholar] [CrossRef]
- Gardner, D.J.; Oporto, G.S.; Mills, R.; Samir, M.A.S.A. Adhesion and surface issue in cellulose and nanocellulose. J. Adhes. Sci. Technol. 2008, 22, 545–567. [Google Scholar] [CrossRef]
- Gallardo, G.; Guida, L.; Martinez, V.; Lopez, M.C.; Bernhardt, D.; Blasco, R.; Pedroza, I.R.; Hermida, L.G. Microencapsulation of linseed oil by spray drying for functional food application. Food Res. Int. 2013, 52, 473–482. [Google Scholar] [CrossRef]
- Sosnik, A.; Seremeta, K.P. Advantages and challenges of the spray-drying technology for the production of pure drug particles and drug-loaded polymeric carriers. Adv. Colloid Interface Sci. 2015, 223, 40–54. [Google Scholar] [CrossRef]
- Eyholzer, C.; Bordeanu, N.; Lopez, S.F.; Rentsch, D.; Zimmermann, T.; Oksman, K. Preparation and characterization of water-redispersible nanofibrillated cellulose in powder form. Cellulose 2010, 17, 19–30. [Google Scholar] [CrossRef]
- Peng, Y.; Gardner, D.J.; Han, Y. Drying cellulose nanofibrils: In search of a suitable method. Cellulose 2012, 19, 91–102. [Google Scholar] [CrossRef]
- Peng, Y.; Han, Y.; Gardner, D.J. Spray-drying cellulose nanofibrils: Effect of drying process parameters on particle morphology and size distribution. Wood Fiber Sci. 2012, 44, 448–461. [Google Scholar]
- Peng, Y.; Gardner, D.J.; Han, Y.; Cai, Z.; Tshabalala, M.A. Influence of drying method on the surface energy of cellulose fibrils determined by inverse gas chromatography. J. Colloid Interface Sci. 2013, 405, 85–95. [Google Scholar] [CrossRef]
- Gardner, D.J.; Han, Y.; Peng, Y. Method for Drying Cellulose Nanofibrils. U.S. Patent 8,372,320 B2, 12 February 2013. [Google Scholar]
- Peng, Y.; Gallegos, S.A.; Gardner, D.J.; Han, Y.; Cai, Z. Maleic anhydride polypropylene modified cellulose nanofibril polypropylene nanocomposites with enhanced impact strength. Polym. Compos. 2016, 37, 782–793. [Google Scholar] [CrossRef]
- Schmid, K.; Arpagaus, C.; Friess, W. Evaluation of the nano spray dryer B-90 for pharmaceutical applications. Pharm. Dev. Technol. 2011, 16, 287–294. [Google Scholar] [CrossRef]
- Huang, L.X.; Kumar, K.; Mujumdar, A.S. A comparative study of a spray dryer with rotary disc atomizer and pressure nozzle using computational fluid dynamic simulations. Chem. Eng. Process. 2006, 45, 461–470. [Google Scholar] [CrossRef]
- Teunou, E.; Poncelet, D. Rotary disc atomisation for microencapsulation applications-prediction of the particle trajectories. J. Food Eng. 2005, 71, 345–353. [Google Scholar] [CrossRef]
- Woo, M.W.; Daud, W.R.W.; Tasirin, S.M.; Talib, M.Z.M. Optimization of the spray drying operating parameters-A quick trial-and-error method. Dry. Technol. 2007, 25, 1741–1747. [Google Scholar] [CrossRef]
- Chegini, G.R.; Bashiri, B.; Mesbahi, M.H. Comparison of pumped air characteristics from a rotary atomizer with three types of wheels. Exp. Tech. 2012, 36, 63–68. [Google Scholar] [CrossRef]
- Wang, L.; Sanders, J.E.; Gardner, D.J.; Han, Y. In-situ modification of cellulose nanofibrils by organosilanes during spray drying. Ind. Crops Prod. 2016, 93, 129–135. [Google Scholar] [CrossRef]
- Kalia, S.; Boufi, S.; Celli, A.; Kango, S. Nanofibrillated cellulose: Surface modification and potential applications. Colloid Polym. Sci. 2014, 292, 5–31. [Google Scholar] [CrossRef]
- Melo, J.C.P.; Filho, E.C.S.; Santana, S.A.A.; Airoldi, C. Maleic anhydride incorporated onto cellulose and thermodynamics of cation-exchange process at the solid/liquid interface. Colloids Surf. A Physicochem. Eng. 2009, 346, 138–145. [Google Scholar] [CrossRef]
- Rowell, R.M. Advances and challenges of wood polymer composites. In Proceedings of the 8th Pacific Rim Bio-Based Composites Symposium, Kuala Lumpur, Malaysia, 20–23 November 2006; pp. 2–11. [Google Scholar]
- Guay, D.; Sutherland, N.R.; Rantanen, W.; Malandri, N.; Stephens, A.; Mattingly, K.; Schneider, M. Comparison of fiber length analyzers. In Proceedings of the 2005 TAPPI Practical Papermaking Conference, Milwaukee, WI, USA, 22–26 May 2005. [Google Scholar]
- Henriksson, M.; Berglund, L.; Isaksson, P.; Lindstro¨m, T.; Nishino, T. Cellulose nanopaper structures of high toughness. Biomacromolecules 2008, 9, 1579–1585. [Google Scholar] [CrossRef]
- Liu, Q.; Smalyukh, I.I. Liquid crystalline cellulose-based nematogels. Sci. Adv. 2017, 3, e1700981. [Google Scholar] [CrossRef] [PubMed]
- Ulusoy, U.; Kursun, I. Comparison of different 2D image analysis measurement techniques for the shape of talc particles produced by different media milling. Miner. Eng. 2011, 24, 91–97. [Google Scholar] [CrossRef]
- Kwon, H.J.; Sunthornvarabhas, J.; Park, J.W.; Lee, J.H.; Kim, H.J.; Piyachomkwan, K.; Sriroth, K.; Cho, D. Tensile properties of kenaf fiber and corn husk flour reinforced poly(lactic acid) hybrid bio-composites: Role of aspect ratio of natural fibers. Compos. Part B 2014, 56, 232–237. [Google Scholar] [CrossRef]
- Appels, F.V.W.; Camere, S.; Montalti, M.; Karana, E.; Jansen, K.M.B.; Dijksterhuis, J.; Krijgsheld, P.; Wosten, H.A.B. Fabrication factors influencing mechanical, moisture and water related properties of mycelium-based composites. Mater. Des. 2019, 161, 64–71. [Google Scholar] [CrossRef]
- Wang, L.; Kiziltas, A.; Mielewski, D.F.; Lee, E.C.; Gardner, D.J. Closed-loop recycling of polyamide 12 powder from selective laser sintering into sustainable composites. J. Clean. Prod. 2018, 195, 765–772. [Google Scholar] [CrossRef]
- Syverud, K.; Carrasco, G.C.; Toledo, J.; Toledo, P.G. A comparative study of Eucalyptus and Pinus radiate pulp fibres as raw materials for production of cellulose nanofibrils. Carbohydr. Polym. 2011, 84, 1003–1038. [Google Scholar] [CrossRef]
- Im, W.; Lee, S.; Abhari, A.R.; Youn, H.J.; Lee, H.L. Optimization of carboxymethylation reaction as a pretreatment for production of cellulose nanofibrils. Cellulose 2018, 25, 3873–3883. [Google Scholar] [CrossRef]
- Shin, S.; Park, S.; Park, M.; Jeong, E.; Na, K.; Youn, H.J.; Hyun, J. Cellulose nanofibers for the enhancement of printability of low viscosity gelatin derivatives. BioResources 2017, 12, 2941–2954. [Google Scholar] [CrossRef]
- Lglesias, M.C.; Shivyari, N.; Norris, A.; Sampedro, R.M.; Eugenio, M.E.; Lahtinen, P.; Auad, M.L.; Elder, T.; Jiang, Z.; Frazier, C.E.; et al. The effect of residual lignin on the rheological properties of cellulose nanofibril suspensions. J. Wood Chem. Technol. 2020, 40, 370–381. [Google Scholar] [CrossRef]
- Park, S.Y.; Lee, S.H.; Im, W.H.; Lee, H.L.; Youn, H.J. Combined enzymatic pretreatment of pulp for production of CNF. J. Korea TAPPI 2021, 53, 5–15. [Google Scholar] [CrossRef]
- Palma, G.A.; Ching, D.; Andrade, A.; Gallegos, S.H.; Mendonca, R.T.; Pereira, M. Relationships between size distribution, morphological characteristics, and viscosity of cellulose nanofibrils dispersions. Polymers 2022, 14, 3843. [Google Scholar] [CrossRef] [PubMed]
- Wang, W.; Mozuch, M.D.; Sabo, R.C.; Kersten, P.; Zhu, J.Y.; Jin, Y. Production of cellulose nanofibrils from bleached encalyptus fibers by hyperthermostable endoglucanase treatment and subsequent microfluidization. Cellulose 2015, 22, 351–361. [Google Scholar] [CrossRef]
- Gourlay, K.; Zwan, T.V.D.; Shourav, M.; Saddler, J. The potential of endoglucanases to rapidly and specially enhance the rheological properties of micro/nanofibrillated cellulose. Cellulose 2018, 25, 977–986. [Google Scholar] [CrossRef]
- Huang, L.X.; Mujumdar, A.S. The effect of rotary disk atomizer RPM on particle size distribution in a semi industrial spray dryer. Dry. Technol. 2008, 26, 1319–1325. [Google Scholar] [CrossRef]
- Linsinger, T.P.J.; Gerganova, T.; Kestens, V.; Got, J.C. Preparation and characterisation of two polydisperse, non-spherical materials as certified reference materials for particle size distribution by static image analysis and laser diffraction. Powder Technol. 2019, 343, 652–661. [Google Scholar] [CrossRef]
- Berto, G.L.; Mattos, B.D.; Rojas, O.J.; Arantes, V. Single-step fiber pretreatment with monocomponent endoglucanase: Defibrillation energy and cellulose nanofibril quality. ACS Sustain. Chem. Eng. 2021, 9, 2260–2270. [Google Scholar] [CrossRef]
- Karmarkar, A.; Chauhan, S.S.; Modak, J.M.; Chanda, M. Mechanical properties of wood–fiber reinforced polypropylene composites: Effect of a novel compatibilizer with isocyanate functional group. Compos. Part A Appl. Sci. Manuf. 2007, 38, 227–233. [Google Scholar] [CrossRef]
- Feldmann, M.; Heim, H.P.; Zarges, J.C. Influence of the process parameters on the mechanical properties of engineering biocomposites using a twin-screw extruder. Compos. Part A Appl. Sci. Manuf. 2016, 83, 113–119. [Google Scholar] [CrossRef]
- Thomason, J.L.; Fernandez, J.L.R. A review of the impact performance of natural fiber thermoplastic composites. Front. Mater. 2018, 5, 60. [Google Scholar] [CrossRef]
- Chen, B.; Gao, D.; Li, Y.; Chen, C.; Wang, Z.; Zhong, Q.; Sun, P.; Wang, Z.; Wu s Zhao, J. Experimental analysis of spray behavior and lubrication performance under twin-fluid atomization. J. Manuf. Process 2021, 61, 561–573. [Google Scholar] [CrossRef]
- Ashori, A. Wood-plastic composites as promising green-composites for automotive industries. Bioresour. Technol. 2008, 99, 4661–4667. [Google Scholar] [CrossRef] [PubMed]
- Lee, B.H.; Kim, H.J.; Yu, W.R. Fabrication of long and discontinuous natural fiber reinforced polypropylene biocomposites and their mechanical properties. Fibers Polym. 2009, 10, 83–90. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conditions | Inlet Temp, °C | Outlet Temp, °C | Bag House Temp, °C | Spinning Disk, RPM | Feeding Rate, kg/h | Air Fan Speed, % |
|---|---|---|---|---|---|---|
| 248 | 123 | 117 | 30,000 | 17 | 85 |
| No. | Composite | PP | SDCNFs | MAPP |
|---|---|---|---|---|
| 1 | Neat PP | 100 | 0 | 0 |
| 2 | Control 5% (non-enzyme-treated) | 90 | 5 | 5 |
| 3 | Control 10% (non-enzyme-treated) | 85 | 10 | 5 |
| 4 | Enzyme 5% (enzyme-treated) | 90 | 5 | 5 |
| 5 | Enzyme 10% (enzyme-treated) | 85 | 10 | 5 |
| 1st Compounding Formulation | 2nd Compounding Formulation | SDCNFs | MAPP | PP |
|---|---|---|---|---|
| SDCNFs50%:MAPP50%:PP25% | Masterbatch40%:PP60% | 10 | 5 | 85 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hwang, S.; Walker, C.C.; Johnson, D.; Han, Y.; Gardner, D.J. Spray Drying Enzyme-Treated Cellulose Nanofibrils. Polymers 2023, 15, 4086. https://doi.org/10.3390/polym15204086
Hwang S, Walker CC, Johnson D, Han Y, Gardner DJ. Spray Drying Enzyme-Treated Cellulose Nanofibrils. Polymers. 2023; 15(20):4086. https://doi.org/10.3390/polym15204086
Chicago/Turabian StyleHwang, Sungjun, Colleen C. Walker, Donna Johnson, Yousoo Han, and Douglas J. Gardner. 2023. "Spray Drying Enzyme-Treated Cellulose Nanofibrils" Polymers 15, no. 20: 4086. https://doi.org/10.3390/polym15204086
APA StyleHwang, S., Walker, C. C., Johnson, D., Han, Y., & Gardner, D. J. (2023). Spray Drying Enzyme-Treated Cellulose Nanofibrils. Polymers, 15(20), 4086. https://doi.org/10.3390/polym15204086