


Cellulose-Reinforced Polylactic Acid Composites for Three-Dimensional Printing Using Polyethylene Glycol as an Additive: A Comprehensive Review
 ,
,
Abstract
:1. Introduction
2. Materials and Methods
3. Cellulose as a Reinforcement of PLA Matrix Composites
4. Poly(ethylene glycol) (PEG) as a Plasticizer of PLA
5. Additive Manufacturing and 3D Printing Technology
6. PLA/Cellulose (Nano)composites for Filament Production—Systematic Review Considering PEG as an Additive and 3D Printing
6.1. Methodology
6.1.1. Purpose
6.1.2. Scope
6.1.3. Function
6.1.4. Intent
6.2. Results
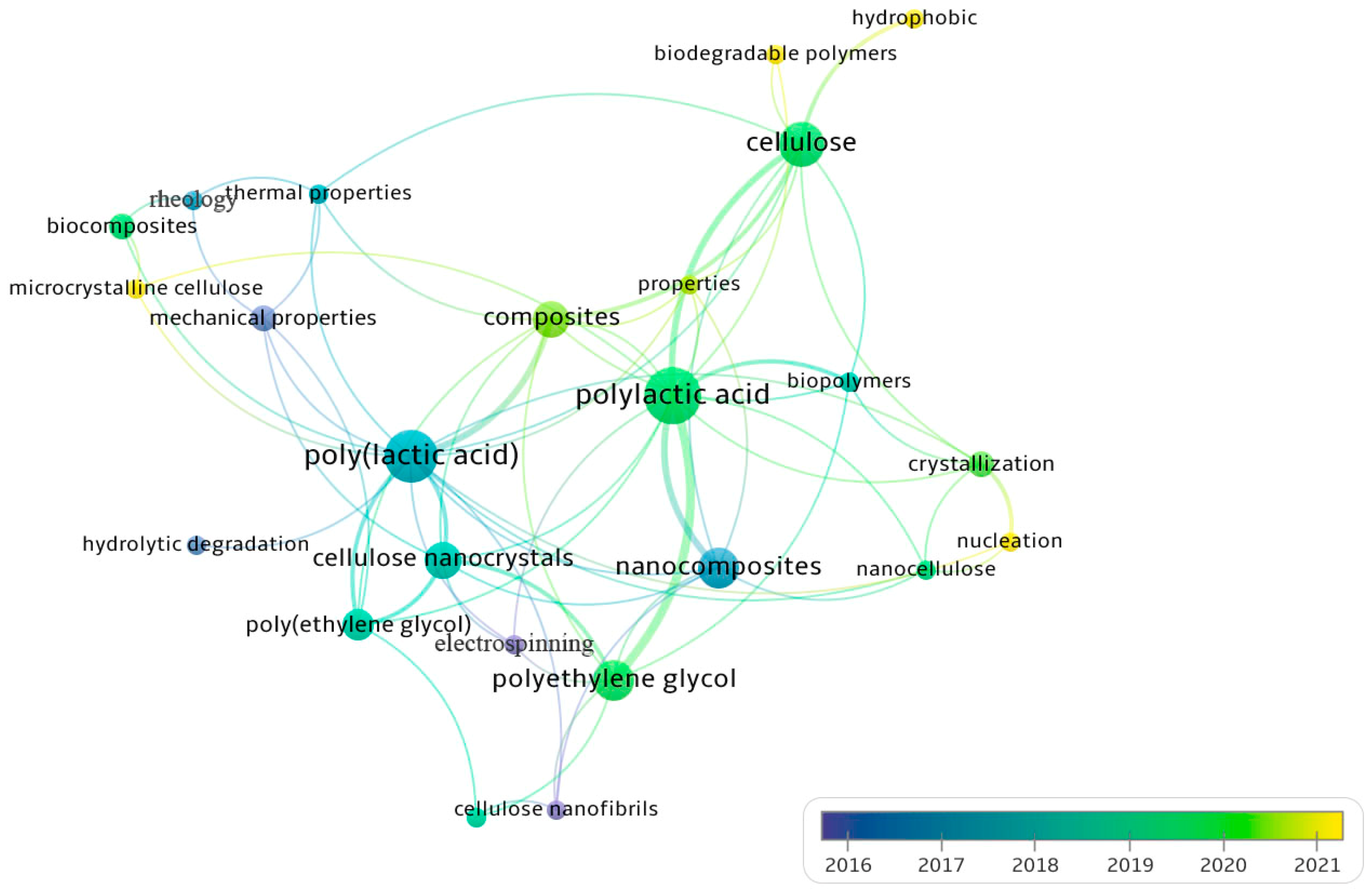
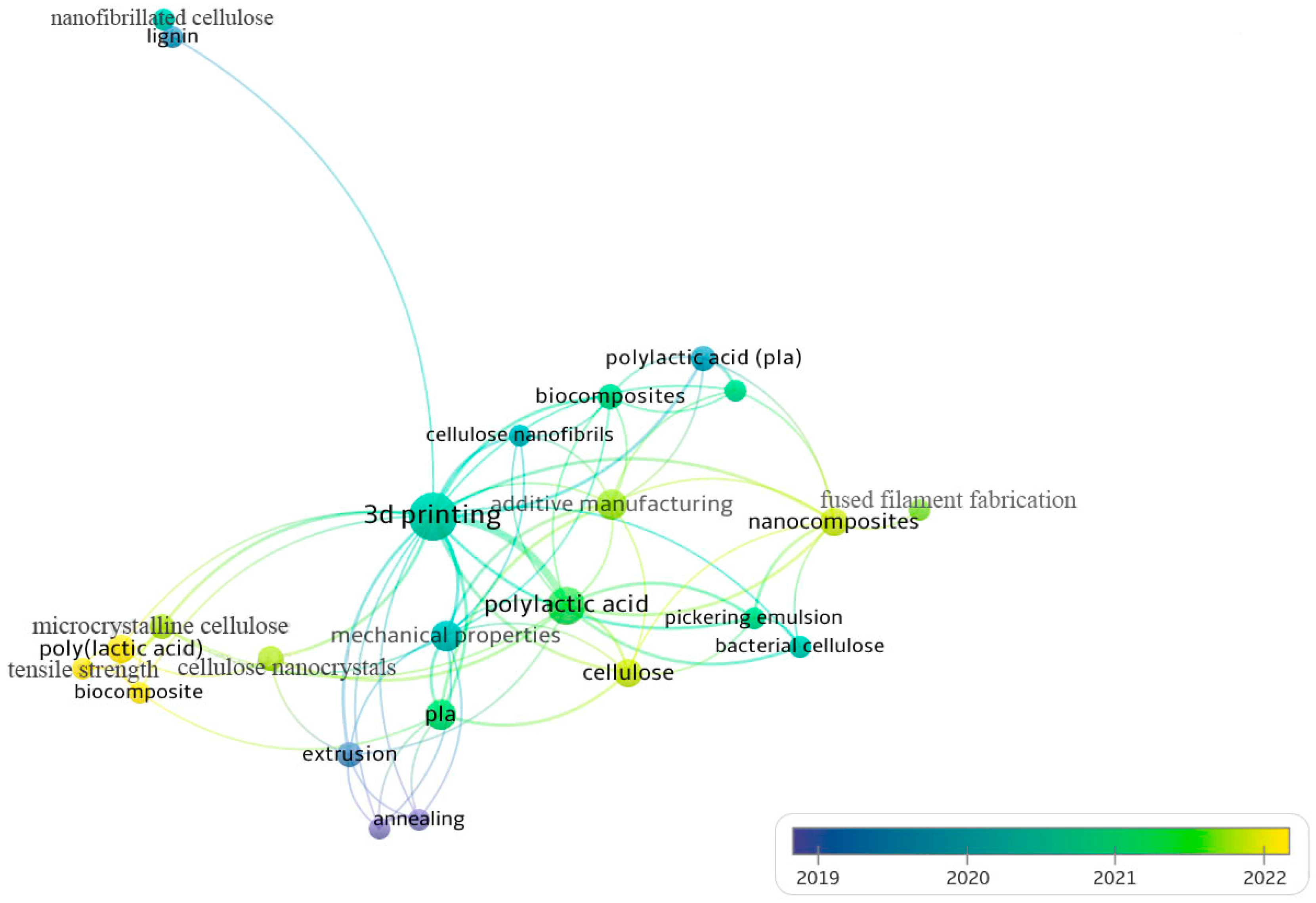
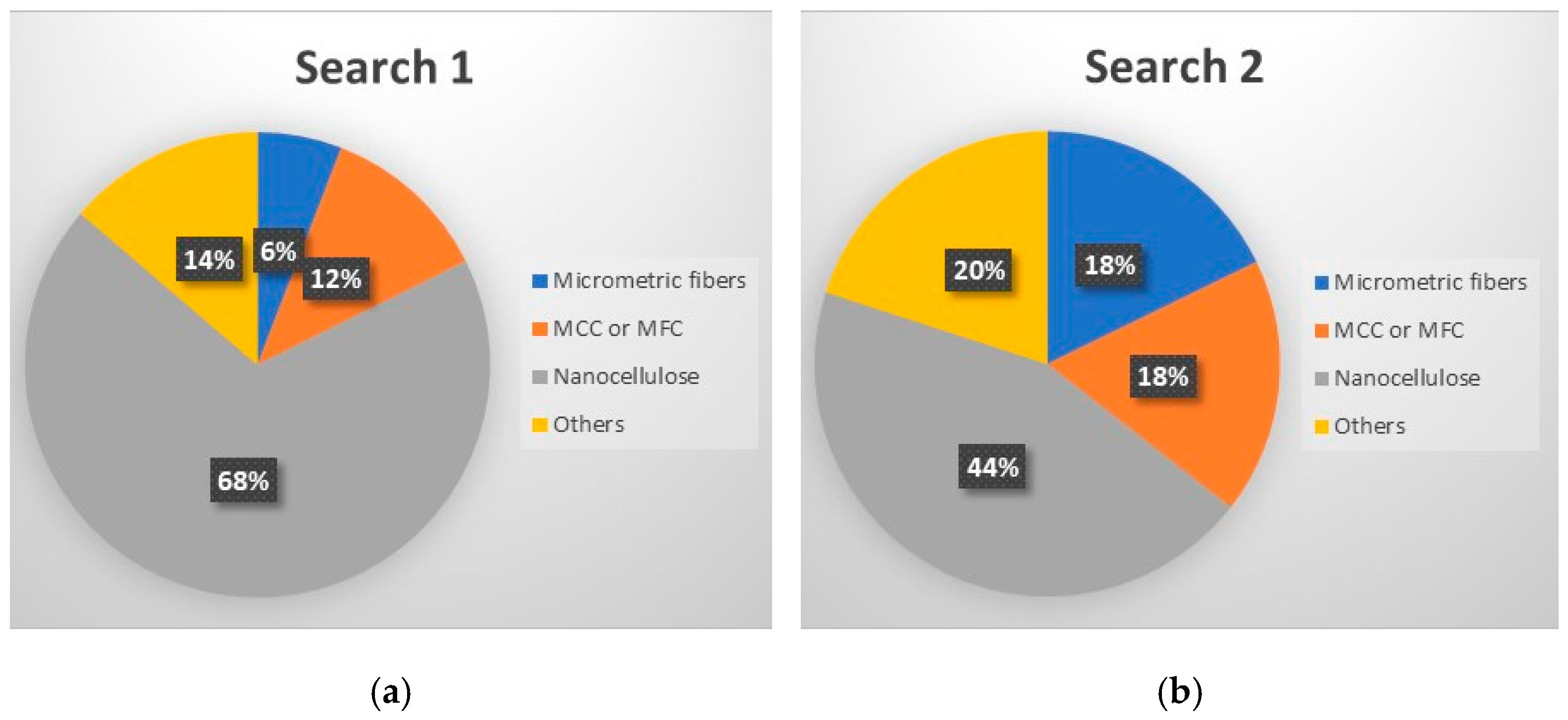
6.2.1. Bibliometric Analysis
6.2.2. Effect of PEG on the Properties of PLA/Cellulose Composites
6.2.3. PLA/Cellulose Composites for 3D Printing Filament Production
7. Prospects
8. Applications
9. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Vatansever, E.; Arslan, D.; Nofar, M. Polylactide Cellulose-Based Nanocomposites. Int. J. Biol. Macromol. 2019, 137, 912–938. [Google Scholar] [CrossRef] [PubMed]
- Murariu, M.; Dubois, P. PLA Composites: From Production to Properties. Adv. Drug Deliv. Rev. 2016, 107, 17–46. [Google Scholar] [CrossRef] [PubMed]
- Farah, S.; Anderson, D.G.; Langer, R. Physical and Mechanical Properties of PLA, and Their Functions in Widespread Applications—A Comprehensive Review. Adv. Drug Deliv. Rev. 2016, 107, 367–392. [Google Scholar] [CrossRef]
- Chai, H.; Chang, Y.; Zhang, Y.; Chen, Z.; Zhong, Y.; Zhang, L.; Sui, X.; Xu, H.; Mao, Z. The Fabrication of Polylactide/Cellulose Nanocomposites with Enhanced Crystallization and Mechanical Properties. Int. J. Biol. Macromol. 2020, 155, 1578–1588. [Google Scholar] [CrossRef]
- Murphy, C.A.; Collins, M.N. Microcrystalline Cellulose Reinforced Polylactic Acid Biocomposite Filaments for 3D Printing. Polym. Compos. 2018, 39, 1311–1320. [Google Scholar] [CrossRef]
- Incarnato, L.; Nobile, M.R.; Scarfato, P. Development of PLA/Microcellulose Biocomposite Filaments for 3D Printing. Macromol. Symp. 2022, 405, 2100250. [Google Scholar] [CrossRef]
- Gupta, A.; Simmons, W.; Schueneman, G.T.; Hylton, D.; Mintz, E.A. Rheological and Thermo-Mechanical Properties of Poly(Lactic Acid)/Lignin-Coated Cellulose Nanocrystal Composites. ACS Sustain. Chem. Eng. 2017, 5, 1711–1720. [Google Scholar] [CrossRef]
- Arias, A.; Heuzey, M.C.; Huneault, M.A.; Ausias, G.; Bendahou, A. Enhanced Dispersion of Cellulose Nanocrystals in Melt-Processed Polylactide-Based Nanocomposites. Cellulose 2015, 22, 483–498. [Google Scholar] [CrossRef]
- Yu, H.-Y.; Wang, C.; Abdalkarim, S.Y.H. Cellulose Nanocrystals/Polyethylene Glycol as Bifunctional Reinforcing/Compatibilizing Agents in Poly(Lactic Acid) Nanofibers for Controlling Long-Term in Vitro Drug Release. Cellulose 2017, 24, 4461–4477. [Google Scholar] [CrossRef]
- Molinari, G.; Gigante, V.; Fiori, S.; Aliotta, L.; Lazzeri, A. Dispersion of Micro Fibrillated Cellulose (MFC) in Poly(Lactic Acid) (PLA) from Lab-Scale to Semi-Industrial Processing Using Biobased Plasticizers as Dispersing Aids. Chemistry 2021, 3, 896–915. [Google Scholar] [CrossRef]
- Chieng, B.W.; Ibrahim, N.A.; Wan Yunus, W.M.Z.; Zobir Hussein, M. Plasticized Poly(Lactic Acid) with Low Molecular Weight Poly(Ethylene Glycol): Mechanical, Thermal, and Morphology Properties. J. Appl. Polym. Sci. 2013, 130, 4576–4580. [Google Scholar] [CrossRef]
- Mohapatra, A.K.; Mohanty, S.; Nayak, S.K. Effect of PEG on PLA/PEG Blend and Its Nanocomposites: A Study of Thermo-Mechanical and Morphological Characterization. Polym. Compos. 2014, 35, 283–293. [Google Scholar] [CrossRef]
- Liu, H.; He, H.; Peng, X.; Huang, B.; Li, J. Three-Dimensional Printing of Poly(Lactic Acid) Bio-Based Composites with Sugarcane Bagasse Fiber: Effect of Printing Orientation on Tensile Performance. Polym. Adv. Technol. 2019, 30, 910–922. [Google Scholar] [CrossRef]
- Depuydt, D.; Balthazar, M.; Hendrickx, K.; Six, W.; Ferraris, E.; Desplentere, F.; Ivens, J.; Van Vuure, A.W. Production and Characterization of Bamboo and Flax Fiber Reinforced Polylactic Acid Filaments for Fused Deposition Modeling (FDM). Polym. Compos. 2019, 40, 1951–1963. [Google Scholar] [CrossRef]
- Wei, H.; Lv, X.; Zhao, Y.; Li, C.; Yan, H.; Sun, R.; Kang, M. Quantitative Description of Filler Dispersion in Composite Materials by Fractal Analysis and Fluorescent Labeling-LSCM Visualization Technology. Polym. Compos. 2022, 43, 3598–3608. [Google Scholar] [CrossRef]
- Nasir, M.H.M.; Taha, M.M.; Razali, N.; Ilyas, R.A.; Knight, V.F.; Norrrahim, M.N.F. Effect of Chemical Treatment of Sugar Palm Fibre on Rheological and Thermal Properties of the PLA Composites Filament for FDM 3D Printing. Materials 2022, 15, 8082. [Google Scholar] [CrossRef]
- Wang, Z.; Xu, J.; Lu, Y.; Hu, L.; Fan, Y.; Ma, J.; Zhou, X. Preparation of 3D Printable Micro/Nanocellulose-Polylactic Acid (MNC/PLA) Composite Wire Rods with High MNC Constitution. Ind. Crops Prod. 2017, 109, 889–896. [Google Scholar] [CrossRef]
- Mariano, M.; Pilate, F.; De Oliveira, F.B.; Khelifa, F.; Dubois, P.; Raquez, J.M.; Dufresne, A. Preparation of Cellulose Nanocrystal-Reinforced Poly(Lactic Acid) Nanocomposites through Noncovalent Modification with PLLA-Based Surfactants. ACS Omega 2017, 2, 2678–2688. [Google Scholar] [CrossRef]
- Geng, S.; Yao, K.; Zhou, Q.; Oksman, K. High-Strength, High-Toughness Aligned Polymer-Based Nanocomposite Reinforced with Ultralow Weight Fraction of Functionalized Nanocellulose. Biomacromolecules 2018, 19, 4075–4083. [Google Scholar] [CrossRef]
- Aumnate, C.; Soatthiyanon, N.; Makmoon, T.; Potiyaraj, P. Polylactic Acid/Kenaf Cellulose Biocomposite Filaments for Melt Extrusion Based-3D Printing. Cellulose 2021, 28, 8509–8525. [Google Scholar] [CrossRef]
- Nikmatin, S.; Syafiuddin, A.; Kueh AB, H.; Purwanto, Y.A. Effects of Nanoparticle Filler on Thermo- Physical Properties of Rattan Powder-Filled Polypropylene Composites. J. Teknol. Pendidik. 2015, 77, 181–187. [Google Scholar] [CrossRef]
- Fijoł, N.; Aguilar-Sánchez, A.; Ruiz-Caldas, M.-X.; Redlinger-Pohn, J.; Mautner, A.; Mathew, A.P. 3D Printed Polylactic Acid (PLA) Filters Reinforced with Polysaccharide Nanofibers for Metal Ions Capture and Microplastics Separation from Water. Chem. Eng. J. 2023, 457, 141153. [Google Scholar] [CrossRef]
- El-Nahas, A.M.; Salaheldin, T.A.; Zaki, T.; El-Maghrabi, H.H.; Marie, A.M.; Morsy, S.M.; Allam, N.K. Functionalized Cellulose-Magnetite Nanocomposite Catalysts for Efficient Biodiesel Production. Chem. Eng. J. 2017, 322, 167–180. [Google Scholar] [CrossRef]
- Ahmad, N.D.; Kusmono; Wildan, M.W. Herianto Preparation and Properties of Cellulose Nanocrystals-Reinforced Poly (Lactic Acid) Composite Filaments for 3D Printing Applications. Results Eng. 2023, 17, 100842. [Google Scholar] [CrossRef]
- Gauss, C.; Pickering, K.L. A New Method for Producing Polylactic Acid Biocomposites for 3D Printing with Improved Tensile and Thermo-Mechanical Performance Using Grafted Nanofibrillated Cellulose. Addit. Manuf. 2023, 61, 103346. [Google Scholar] [CrossRef]
- Kabasci, S. Biobased Plastics. In Plastic Waste and Recycling; Elsevier: Amsterdam, The Netherlands, 2020; pp. 67–96. [Google Scholar]
- Bajpai, P. Recent Trends in Packaging of Food Products; Elsevier: Amsterdam, The Netherlands, 2019; ISBN 9780128184042. [Google Scholar]
- Vinod, A.; Sanjay, M.R.; Suchart, S.; Jyotishkumar, P. Renewable and Sustainable Biobased Materials: An Assessment on Biofibers, Biofilms, Biopolymers and Biocomposites. J. Clean. Prod. 2020, 258, 120978. [Google Scholar] [CrossRef]
- Pei, L.; Schmidt, M.; Wei, W. Conversion of Biomass into Bioplastics and Their Potential Environmental Impacts. In Biotechnology of Biopolymers; IntechOpen: London, UK, 2011. [Google Scholar] [CrossRef]
- Hauenstein, O.; Agarwal, S.; Greiner, A. Bio-Based Polycarbonate as Synthetic Toolbox. Nat. Commun. 2016, 7, 11862. [Google Scholar] [CrossRef]
- Skoczinski, P.; Chinthapalli, R.; Carus, M.; Baltus, W.; De Guzman, D.; Käb, H.; Raschka, A.; Ravenstijn, J. Biobased Building Blocks and Polymers—Global Capacities, Production and Trends, 2019–2024. Nov. Inst. 2020. [Google Scholar] [CrossRef]
- Abiplast—Associação Brasileira da Indústria do Plástico Perfil 2019—A Indústria de Transformação e Reciclagem de Plástico No Brasil; 2019.
- European Bioplastics. Report Bioplastic Market Data 2019—Global Production Capacities of Bioplastic 2019–2024; European Bioplastics e.V.: Berlin, Germany, 2020; Volume 9. [Google Scholar]
- Bondeson, D.; Oksman, K. Dispersion and Characteristics of Surfactant Modified Cellulose Whiskers Nanocomposites. Compos. Interfaces 2007, 14, 617–630. [Google Scholar] [CrossRef]
- Flieger, M.; Kantorová, M.; Prell, A.; Řezanka, T.; Votruba, J. Biodegradable Plastics from Renewable Sources. Folia Microbiol. 2003, 48, 27–44. [Google Scholar] [CrossRef]
- Raquez, J.-M.; Habibi, Y.; Murariu, M.; Dubois, P. Polylactide (PLA)-Based Nanocomposites. Prog. Polym. Sci. 2013, 38, 1504–1542. [Google Scholar] [CrossRef]
- Sanglard, P.; Adamo, V.; Bourgeois, J.P.; Chappuis, T.; Vanoli, E. Universities of Applied Sciences. Chimia 2012, 66, 951–954. [Google Scholar] [CrossRef]
- Ponnamma, D.; Sadasivuni, K.K.; AlMaadeed, M.A. Introduction of Biopolymer Composites: What to Do in Electronics? Elsevier Inc.: Amsterdam, The Netherlands, 2017; ISBN 9780081009741. [Google Scholar]
- Wei, L.; Agarwal, U.P.; Matuana, L.; Sabo, R.C.; Stark, N.M. Nanocomposites from Lignin-Containing Cellulose Nanocrystals and Poly (Lactic Acid)” ANTEC ® 2017—Anaheim, CA, USA, 8–10 May 2017; Society of Plastics Engine: Danbury, CT, USA, 2017. [Google Scholar]
- Arockiam, A.J.; Subramanian, K.; Padmanabhan, R.G.; Selvaraj, R.; Bagal, D.K.; Rajesh, S. A Review on PLA with Different Fillers Used as a Filament in 3D Printing. Mater. Today Proc. 2021, 50, 2057–2064. [Google Scholar] [CrossRef]
- Bhagia, S.; Bornani, K.; Agarwal, R.; Satlewal, A.; Ďurkovič, J.; Lagaňa, R.; Bhagia, M.; Yoo, C.G.; Zhao, X.; Kunc, V.; et al. Critical Review of FDM 3D Printing of PLA Biocomposites Filled with Biomass Resources, Characterization, Biodegradability, Upcycling and Opportunities for Biorefineries. Appl. Mater. Today 2021, 24, 101078. [Google Scholar] [CrossRef]
- Gauss, C.; Pickering, K.L.; Tshuma, J.; McDonald-Wharry, J. Production and Assessment of Poly(Lactic Acid) Matrix Composites Reinforced with Regenerated Cellulose Fibres for Fused Deposition Modelling. Polymers 2022, 14, 3991. [Google Scholar] [CrossRef]
- Xie, L.; Xu, H.; Wang, Z.-P.; Li, X.-J.; Chen, J.-B.; Zhang, Z.-J.; Yin, H.-M.; Zhong, G.-J.; Lei, J.; Li, Z.-M. Toward Faster Degradation for Natural Fiber Reinforced Poly(Lactic Acid) Biocomposites by Enhancing the Hydrolysis-Induced Surface Erosion. J. Polym. Res. 2014, 21, 357. [Google Scholar] [CrossRef]
- Liu, J.; Sun, L.; Xu, W.; Wang, Q.; Yu, S.; Sun, J. Current Advances and Future Perspectives of 3D Printing Natural-Derived Biopolymers. Carbohydr. Polym. 2019, 207, 297–316. [Google Scholar] [CrossRef]
- Han, X.; Huang, L.; Wei, Z.; Wang, Y.; Chen, H.; Huang, C.; Su, S. Technology and Mechanism of Enhanced Compatibilization of Polylactic Acid-Grafted Glycidyl Methacrylate. Ind. Crops Prod. 2021, 172, 114065. [Google Scholar] [CrossRef]
- Bhagia, S.; Lowden, R.R.; Erdman, D.; Rodriguez, M.; Haga, B.A.; Solano, I.R.M.; Gallego, N.C.; Pu, Y.; Muchero, W.; Kunc, V.; et al. Tensile Properties of 3D-Printed Wood-Filled PLA Materials Using Poplar Trees. Appl. Mater. Today 2020, 21, 100832. [Google Scholar] [CrossRef]
- Cisneros-López, E.O.; Pal, A.K.; Rodriguez, A.U.; Wu, F.; Misra, M.; Mielewski, D.F.; Kiziltas, A.; Mohanty, A.K. Recycled Poly(Lactic Acid)–Based 3D Printed Sustainable Biocomposites: A Comparative Study with Injection Molding. Mater. Today Sustain. 2020, 7–8, 100027. [Google Scholar] [CrossRef]
- Ye, G.; Li, Z.; Chen, B.; Bai, X.; Chen, X.; Hu, Y. Performance of Polylactic Acid/Polycaprolactone/Microcrystalline Cellulose Biocomposites with Different Filler Contents and Maleic Anhydride Compatibilization. Polym. Compos. 2022, 43, 5179–5188. [Google Scholar] [CrossRef]
- Winter, H.T.; Cerclier, C.; Delorme, N.; Bizot, H.; Quemener, B.; Cathala, B. Improved Colloidal Stability of Bacterial Cellulose Nanocrystal Suspensions for the Elaboration of Spin-Coated Cellulose-Based Model Surfaces. Biomacromolecules 2010, 11, 3144–3151. [Google Scholar] [CrossRef]
- Sirisinha, K.; Kamphunthong, W.; Srisawat, K. A Comparison of Natural Rubber Latex and Polyethylene Glycol as Fiber Carriers in Melt-Compounded Polylactic Acid/Cellulose Microfibril Composites. J. Elastomers Plast. 2018, 50, 697–709. [Google Scholar] [CrossRef]
- Agbakoba, V.C.; Hlangothi, P.; Andrew, J.; John, M.J. Mechanical and Shape Memory Properties of 3D-Printed Cellulose Nanocrystal (CNC)-Reinforced Polylactic Acid Bionanocomposites for Potential 4D Applications. Sustainability 2022, 14, 8156. [Google Scholar] [CrossRef]
- Wang, Q.; Ji, C.; Sun, J.; Yao, Q.; Liu, J.; Saeed, R.M.Y.; Zhu, Q. Kinetic Thermal Behavior of Nanocellulose Filled Polylactic Acid Filament for Fused Filament Fabrication 3D Printing. J. Appl. Polym. Sci. 2020, 137, 48374. [Google Scholar] [CrossRef]
- Ambone, T.; Torris, A.; Shanmuganathan, K. Enhancing the Mechanical Properties of 3D Printed Polylactic Acid Using Nanocellulose. Polym. Eng. Sci. 2020, 60, 1842–1855. [Google Scholar] [CrossRef]
- Zhang, Q.; Ma, L.; Zhang, X.; Zhang, L.; Wang, Z. Lignocellulose Nanofiber/Polylactic Acid (LCNF/PLA) Composite with Internal Lignin for Enhanced Performance as 3D Printable Filament. Ind. Crops Prod. 2022, 178, 114590. [Google Scholar] [CrossRef]
- Ding, W.; Jahani, D.; Chang, E.; Alemdar, A.; Park, C.B.; Sain, M. Development of PLA/Cellulosic Fiber Composite Foams Using Injection Molding: Crystallization and Foaming Behaviors. Compos. Part A Appl. Sci. Manuf. 2016, 83, 130–139. [Google Scholar] [CrossRef]
- Taib, R.M.; Ramarad, S.; Ishak, Z.A.M.; Todo, M. Properties of Kenaf Fiber/Polylactic Acid Biocomposites Plasticized with Polyethylene Glycol. Polym. Compos. 2010, 31, 1213–1222. [Google Scholar] [CrossRef]
- Oksman, K.; Mathew, A.P.; Bondeson, D.; Kvien, I. Manufacturing Process of Cellulose Whiskers/Polylactic Acid Nanocomposites. Compos. Sci. Technol. 2006, 66, 2776–2784. [Google Scholar] [CrossRef]
- Chen, W.; Yu, H.; Liu, Y.; Chen, P.; Zhang, M.; Hai, Y. Individualization of Cellulose Nanofibers from Wood Using High-Intensity Ultrasonication Combined with Chemical Pretreatments. Carbohydr. Polym. 2011, 83, 1804–1811. [Google Scholar] [CrossRef]
- Eichhorn, S.J.; Dufresne, A.; Aranguren, M.; Marcovich, N.E.; Capadona, J.R.; Rowan, S.J.; Weder, C.; Thielemans, W.; Roman, M.; Renneckar, S.; et al. Review: Current International Research into Cellulose Nanofibres and Nanocomposites. J. Mater. Sci. 2010, 45, 1–33. [Google Scholar] [CrossRef]
- Siró, I.; Plackett, D. Microfibrillated Cellulose and New Nanocomposite Materials: A Review. Cellulose 2010, 17, 459–494. [Google Scholar] [CrossRef]
- Khalil, H.P.S.A.; Bhat, A.H.; Yusra, A.F.I. Green Composites from Sustainable Cellulose Nanofibrils: A Review. Carbohydr. Polym. 2012, 87, 963–979. [Google Scholar] [CrossRef]
- Han, S.O.; Youk, J.H.; Min, K.D.; Kang, Y.O.; Park, W.H. Electrospinning of Cellulose Acetate Nanofibers Using a Mixed Solvent of Acetic Acid/Water: Effects of Solvent Composition on the Fiber Diameter. Mater. Lett. 2008, 62, 759–762. [Google Scholar] [CrossRef]
- Shukla, S.; Brinley, E.; Cho, H.J.; Seal, S. Electrospinning of Hydroxypropyl Cellulose Fibers and Their Application in Synthesis of Nano and Submicron Tin Oxide Fibers. Polymer 2005, 46, 12130–12145. [Google Scholar] [CrossRef]
- Xu, S.; Zhang, J.; He, A.; Li, J.; Zhang, H.; Han, C.C. Electrospinning of Native Cellulose from Nonvolatile Solvent System. Polymer 2008, 49, 2911–2917. [Google Scholar] [CrossRef]
- Paakko, M.; Ankerfors, M.; Kosonen, H.; Nyknen, A.; Ahola, S.; Sterberg, M.; Ruokolainen, J.; Laine, J.; Larsson, P.T.; Ikkala, O.; et al. Enzymatic Hydrolysis Combined with Mechanical Shearing and High-Pressure Homogenization for Nanoscale Cellulose Fibrils and Strong Gels. Biomacromolecules 2007, 8, 1934–1941. [Google Scholar] [CrossRef]
- Kaushik, A.; Singh, M.; Verma, G. Green Nanocomposites Based on Thermoplastic Starch and Steam Exploded Cellulose Nanofibrils from Wheat Straw. Carbohydr. Polym. 2010, 82, 337–345. [Google Scholar] [CrossRef]
- Alain, D.; Danièle, D.; Michel, R.V. Cellulose Microfibrils from Potato Tuber Cells: Processing and Characterization of Starch-Cellulose Microfibril Composites. J. Appl. Polym. Sci. 2000, 76, 2080–2092. [Google Scholar]
- Alloin, F.; D’Aprea, A.; Dufresne, A.; El Kissi, N.; Bossard, F. Poly(Oxyethylene) and Ramie Whiskers Based Nanocomposites: Influence of Processing: Extrusion and Casting/Evaporation. Cellulose 2011, 18, 957–973. [Google Scholar] [CrossRef]
- Lu, H.; Gui, Y.; Zheng, L.; Liu, X. Morphological, Crystalline, Thermal and Physicochemical Properties of Cellulose Nanocrystals Obtained from Sweet Potato Residue. Food Res. Int. 2013, 50, 121–128. [Google Scholar] [CrossRef]
- Moscoso-Sánchez, F.J.; Alvarado, A.; Martínez-Chávez, L.; Hernández-Montelongo, R.; Fernández Escamilla, V.V.; Escamilla, G.C. The Effects of Henequen Cellulose Treated with Polyethylene Glycol on Properties of Polylactic Acid Composites. BioResources 2019, 14, 2707–2726. [Google Scholar] [CrossRef]
- Luangtana-Anan, M.; Nunthanid, J.; Limmatvapirat, S. Effect of Molecular Weight and Concentration of Polyethylene Glycol on Physicochemical Properties and Stability of Shellac Film. J. Agric. Food Chem. 2010, 58, 12934–12940. [Google Scholar] [CrossRef] [PubMed]
- Rabello, M.; De Paoli, M.-A. Adtivação de Termoplásticos; Artliber, E., Ed.; Artliber Editora: São Paulo, Brazil, 2013; ISBN 978-85-88098-78-7. [Google Scholar]
- Jacobsen, S.; Fritz, H.G. Plasticizing Polylactide—The Effect of Different Plasticizers on the Mechanical Properties. Polym. Eng. Sci. 1999, 39, 1303–1310. [Google Scholar] [CrossRef]
- Li, R.; Wu, Y.; Bai, Z.; Guo, J.; Chen, X. Effect of Molecular Weight of Polyethylene Glycol on Crystallization Behaviors, Thermal Properties and Tensile Performance of Polylactic Acid Stereocomplexes. RSC Adv. 2020, 10, 42120–42127. [Google Scholar] [CrossRef]
- Koo, J.M.; Kang, J.; Shin, S.H.; Jegal, J.; Cha, H.G.; Choy, S.; Hakkarainen, M.; Park, J.; Oh, D.X.; Hwang, S.Y. Biobased Thermoplastic Elastomer with Seamless 3D-Printability and Superior Mechanical Properties Empowered by in-Situ Polymerization in the Presence of Nanocellulose. Compos. Sci. Technol. 2020, 185, 107885. [Google Scholar] [CrossRef]
- Yang, J.; An, X.; Liu, L.; Tang, S.; Cao, H.; Xu, Q.; Liu, H. Cellulose, Hemicellulose, Lignin, and Their Derivatives as Multi-Components of Bio-Based Feedstocks for 3D Printing. Carbohydr. Polym. 2020, 250, 116881. [Google Scholar] [CrossRef]
- Dong, J.; Mei, C.; Han, J.; Lee, S.; Wu, Q. 3D Printed Poly(Lactic Acid) Composites with Grafted Cellulose Nanofibers: Effect of Nanofiber and Post-Fabrication Annealing Treatment on Composite Flexural Properties. Addit. Manuf. 2019, 28, 621–628. [Google Scholar] [CrossRef]
- Le Duigou, A.; Barbé, A.; Guillou, E.; Castro, M. 3D Printing of Continuous Flax Fibre Reinforced Biocomposites for Structural Applications. Mater. Des. 2019, 180, 107884. [Google Scholar] [CrossRef]
- Qu, P.; Gao, Y.; Wu, G.-F.; Zhang, L.-P. Nanocomposites of Poly(Lactic Acid) Reinforced with Cellulose Nanofibrils. BioResources 2010, 5, 1811–1823. [Google Scholar] [CrossRef]
- Fujisawa, S.; Saito, T.; Kimura, S.; Iwata, T.; Isogai, A. Surface Engineering of Ultrafine Cellulose Nanofibrils toward Polymer Nanocomposite Materials. Biomacromolecules 2013, 14, 1541–1546. [Google Scholar] [CrossRef] [PubMed]
- Zhang, C.; Salick, M.R.; Cordie, T.M.; Ellingham, T.; Dan, Y.; Turng, L.-S. Incorporation of Poly(Ethylene Glycol) Grafted Cellulose Nanocrystals in Poly(Lactic Acid) Electrospun Nanocomposite Fibers as Potential Scaffolds for Bone Tissue Engineering. Mater. Sci. Eng. C 2015, 49, 463–471. [Google Scholar] [CrossRef]
- Frone, A.N.; Batalu, D.; Chiulan, I.; Oprea, M.; Gabor, A.R.; Nicolae, C.A.; Raditoiu, V.; Trusca, R.; Panaitescu, D.M. Morpho-Structural, Thermal and Mechanical Properties of PLA/PHB/Cellulose Biodegradable Nanocomposites Obtained by Compression Molding, Extrusion, and 3d Printing. Nanomaterials 2020, 10, 51. [Google Scholar] [CrossRef]
- Bhiogade, A.; Kannan, M. Studies on Thermal and Degradation Kinetics of Cellulose Micro/Nanoparticle Filled Polylactic Acid (PLA) Based Nanocomposites. Polym. Polym. Compos. 2021, 29, S85–S98. [Google Scholar] [CrossRef]
- Jirum, J.; Baimark, Y. Thermal and Mechanical Properties of Flexible Poly(L-Lactide)-b-Polyethylene Glycol-b-Poly(L-Lactide)/Microcrystalline Cellulose Biocomposites. Asian J. Chem. 2021, 33, 2135–2142. [Google Scholar] [CrossRef]
- Moreno, G.; Ramirez, K.; Esquivel, M.; Jimenez, G. Biocomposite Films of Polylactic Acid Reinforced with Microcrystalline Cellulose from Pineapple Leaf Fibers. J. Renew. Mater. 2019, 7, 9–20. [Google Scholar] [CrossRef]
- Kunthadong, P.; Molloy, R.; Worajittiphon, P.; Leejarkpai, T.; Kaabbuathong, N.; Punyodom, W. Biodegradable Plasticized Blends of Poly(L-Lactide) and Cellulose Acetate Butyrate: From Blend Preparation to Biodegradability in Real Composting Conditions. J. Polym. Environ. 2015, 23, 107–113. [Google Scholar] [CrossRef]
- Sartore, L.; Pandini, S.; Dey, K.; Bignotti, F.; Chiellini, F. A Versatile Cell-Friendly Approach to Produce PLA-Based 3D Micro-Macro-Porous Blends for Tissue Engineering Scaffolds. Materialia 2020, 9, 100615. [Google Scholar] [CrossRef]
- Chou, C.-T.; Shi, S.-C.; Chen, C.-K. Sandwich-Structured, Hydrophobic, Nanocellulose-Reinforced Polyvinyl Alcohol as an Alternative Straw Material. Polymers 2021, 13, 4447. [Google Scholar] [CrossRef] [PubMed]
- Chou, C.T.; Shi, S.C.; Chen, T.H.; Chen, C.K. Nanocellulose-Reinforced, Multilayered Poly(Vinyl Alcohol)-Based Hydrophobic Composites as an Alternative Sealing Film. Sci. Prog. 2023, 106, 00368504231157142. [Google Scholar] [CrossRef]
- Church, J.S.; Voda, A.S.; Sutti, A.; George, J.; Fox, B.L.; Magniez, K. A Simple and Effective Method to Ameliorate the Interfacial Properties of Cellulosic Fibre Based Bio-Composites Using Poly (Ethylene Glycol) Based Amphiphiles. Eur. Polym. J. 2015, 64, 70–78. [Google Scholar] [CrossRef]
- Rogovina, S.Z.; Aleksanyan, K.V.; Kuznetsova, O.P.; Berlin, A.A. Mechanical Properties and Biodegradability of Polylactide—Polysaccharide Compositions. Polym. Sci.—Ser. D 2019, 12, 300–304. [Google Scholar] [CrossRef]
- Şirin, K.; Seziş, G.; Ay, E. Preparation and Characterization of Dialdehyde Cellulose/Polylactic Acid Blends. El-Cezeri J. Sci. Eng. 2021, 8, 1158–1169. [Google Scholar] [CrossRef]
- Srisawat, K.; Harnnarongchai, W.; Sirisinha, C.; Sirisinha, K. Properties of Poly(Lactic Acid)/Cellulose Nanofiber Biocomposites: Effect of Polymeric Plasticizers. Mater. Today Proc. 2023, 77, 1127–1131. [Google Scholar] [CrossRef]
- Macke, N.; Hemmingsen, C.M.; Rowan, S.J. The Effect of Polymer Grafting on the Mechanical Properties of PEG-Grafted Cellulose Nanocrystals in Poly(Lactic Acid). J. Polym. Sci. 2022, 60, 3318–3330. [Google Scholar] [CrossRef]
- Gil-Castell, O.; Wolf, M.H.; Cea, J.; Carrasco, J.C.; Giacinti Baschetti, M.; Ribes-Greus, A. Structure–Properties Relationship of Reprocessed Bionanocomposites of Plasticized Polylactide Reinforced with Nanofibrillated Cellulose. Appl. Sci. 2022, 12, 2821. [Google Scholar] [CrossRef]
- Eicher, M.; Bajwa, D.; Shojaeiarani, J.; Bajwa, S. Biobased Plasticizer and Cellulose Nanocrystals Improve Mechanical Properties of Polylactic Acid Composites. Ind. Crops Prod. 2022, 183, 114981. [Google Scholar] [CrossRef]
- Wolf, M.H.; Gil-Castell, O.; Cea, J.; Carrasco, J.C.; Ribes-Greus, A. Degradation of Plasticised Poly(Lactide) Composites with Nanofibrillated Cellulose in Different Hydrothermal Environments. J. Polym. Environ. 2022, 31, 2055–2072. [Google Scholar] [CrossRef]
- Chihaoui, B.; Tarrés, Q.; Delgado-Aguilar, M.; Mutjé, P.; Boufi, S. Lignin-Containing Cellulose Fibrils as Reinforcement of Plasticized PLA Biocomposites Produced by Melt Processing Using PEG as a Carrier. Ind. Crops Prod. 2022, 175, 114287. [Google Scholar] [CrossRef]
- Wang, X.; Qu, P.; Zhang, L. Thermal and Structure Properties of Biobased Cellulose Nanowhiskers/Poly (Lactic Acid) Nanocomposites. Fibers Polym. 2014, 15, 302–306. [Google Scholar] [CrossRef]
- Cailloux, J.; Raquez, J.-M.; Lo Re, G.; Santana, O.; Bonnaud, L.; Dubois, P.; Maspoch, M.L. Melt-Processing of Cellulose Nanofibril/Polylactide Bionanocomposites via a Sustainable Polyethylene Glycol-Based Carrier System. Carbohydr. Polym. 2019, 224, 115188. [Google Scholar] [CrossRef] [PubMed]
- Pal, N.; Banerjee, S.; Roy, P.; Pal, K. Reduced Graphene Oxide and PEG-Grafted TEMPO-Oxidized Cellulose Nanocrystal Reinforced Poly-Lactic Acid Nanocomposite Film for Biomedical Application. Mater. Sci. Eng. C 2019, 104, 109956. [Google Scholar] [CrossRef]
- Yu, H.Y.; Zhang, H.; Abdalkarim, S.Y.H.; Yang, L.; Zhu, J.; Gu, J.; Yao, J. Interfacial Compatible Poly(Ethylene Glycol) Chains Modified Cellulose Nanosphere as Bifunctional Reinforcements in Green Polylatic Acid for Food Packagings. J. Taiwan Inst. Chem. Eng. 2019, 95, 583–593. [Google Scholar] [CrossRef]
- Zhang, P.; Gao, D.; Zou, P.; Wang, B. Preparation and Thermomechanical Properties of Nanocrystalline Cellulose Reinforced Poly(Lactic Acid) Nanocomposites. J. Appl. Polym. Sci. 2017, 134, 1–9. [Google Scholar] [CrossRef]
- Zhang, P.; He, Y.Y.; Gao, D.; Cai, Y.; Liu, B. Hydrolytic and Thermal Degradation of Polyethylene Glycol Compatibilized Poly(Lactic Acid)-Nanocrystalline Cellulose Bionanocomposites. J. Appl. Polym. Sci. 2019, 136, 46933. [Google Scholar] [CrossRef]
- Góis, G.S.; Nepomuceno, N.C.; França, C.H.A.; Almeida, Y.M.B.; Hernandéz, E.P.; Oliveira, J.E.; Oliveira, M.P.; Medeiros, E.S.; Santos, A.S.F. Influence of Morphology and Dispersion Stability of CNC Modified with Ethylene Oxide Derivatives on Mechanical Properties of PLA-Based Nanocomposites. Polym. Compos. 2019, 40, E399–E408. [Google Scholar] [CrossRef]
- Raisipour-Shirazi, A.; Ahmadi, Z.; Garmabi, H. Polylactic Acid Nanocomposites Toughened with Nanofibrillated Cellulose: Microstructure, Thermal, and Mechanical Properties. Iran. Polym. J. 2018, 27, 785–794. [Google Scholar] [CrossRef]
- Aouat, T.; Kaci, M.; Devaux, E.; Campagne, C.; Cayla, A.; Dumazert, L.; Lopez-Cuesta, J.-M. Morphological, Mechanical, and Thermal Characterization of Poly(Lactic Acid)/Cellulose Multifilament Fibers Prepared by Melt Spinning. Adv. Polym. Technol. 2018, 37, 1193–1205. [Google Scholar] [CrossRef]
- Abu Ghalia, M.; Dahman, Y. Fabrication and Enhanced Mechanical Properties of Porous PLA/PEG Copolymer Reinforced with Bacterial Cellulose Nanofibers for Soft Tissue Engineering Applications. Polym. Test. 2017, 61, 114–131. [Google Scholar] [CrossRef]
- Safdari, F.; Carreau, P.J.; Heuzey, M.C.; Kamal, M.R. Effects of Poly(Ethylene Glycol) on the Morphology and Properties of Biocomposites Based on Polylactide and Cellulose Nanofibers. Cellulose 2017, 24, 2877–2893. [Google Scholar] [CrossRef]
- Martínez-Sanz, M.; Lopez-Rubio, A.; Lagaron, J.M. Dispersing Bacterial Cellulose Nanowhiskers in Polylactides via Electrohydrodynamic Processing. J. Polym. Environ. 2014, 22, 27–40. [Google Scholar] [CrossRef]
- Aouay, M.; Magnin, A.; Putaux, J.L.; Boufi, S. Biobased Nucleation Agents for Poly-L-(Lactic Acid)—Effect on Crystallization, Rheological and Mechanical Properties. Int. J. Biol. Macromol. 2022, 218, 588–600. [Google Scholar] [CrossRef]
- Dadras Chomachayi, M.; Blanchet, P.; Hussain, A. Development of Bio-Based Membranes for Building Envelope Applications from Poly(Lactic Acid) and Cellulose Microfibers. BioResources 2022, 17, 5707–5727. [Google Scholar] [CrossRef]
- Clarkson, C.M.; El Awad Azrak, S.M.; Chowdhury, R.; Shuvo, S.N.; Snyder, J.; Schueneman, G.; Ortalan, V.; Youngblood, J.P. Melt Spinning of Cellulose Nanofibril/Polylactic Acid (CNF/PLA) Composite Fibers for High Stiffness. ACS Appl. Polym. Mater. 2019, 1, 160–168. [Google Scholar] [CrossRef]
- Clarkson, C.M.; El Awad Azrak, S.M.; Schueneman, G.T.; Snyder, J.F.; Youngblood, J.P. Crystallization Kinetics and Morphology of Small Concentrations of Cellulose Nanofibrils (CNFs) and Cellulose Nanocrystals (CNCs) Melt-Compounded into Poly(Lactic Acid) (PLA) with Plasticizer. Polymer 2020, 187, 122101. [Google Scholar] [CrossRef]
- Fujisawa, S.; Zhang, J.; Saito, T.; Iwata, T.; Isogai, A. Cellulose Nanofibrils as Templates for the Design of Poly(l-Lactide)- Nucleating Surfaces. Polymer 2014, 55, 2937–2942. [Google Scholar] [CrossRef]
- Li, L.; Bao, R.Y.; Gao, T.; Liu, Z.Y.; Xie, B.H.; Yang, M.B.; Yang, W. Dopamine-Induced Functionalization of Cellulose Nanocrystals with Polyethylene Glycol towards Poly(L-Lactic Acid) Bionanocomposites for Green Packaging. Carbohydr. Polym. 2019, 203, 275–284. [Google Scholar] [CrossRef]
- Mármol, G.; Sanivada, U.K.; Fangueiro, R. Effect of Gnps on the Piezoresistive, Electrical and Mechanical Properties of Pha and Pla Films. Fibers 2021, 9, 86. [Google Scholar] [CrossRef]
- Orellana, J.L.; Mauhar, M.; Kitchens, C.L. Cellulose Nanocrystals versus Polyethylene Glycol as Toughening Agents for Poly(Lactic Acid)-Poly(Acrylic Acid) Graft Copolymer. J. Renew. Mater. 2016, 4, 340–350. [Google Scholar] [CrossRef]
- Liu, H.; Li, C.; Chen, S.; Chen, P.; Li, J.; Jian, H.; Guo, G.; Chen, X.; Zhu, X.; Wu, J. Fabrication of 3D Printed Polylactic Acid/Polycaprolactone Nanocomposites with Favorable Thermo-Responsive Cyclic Shape Memory Effects, and Crystallization and Mechanical Properties. Polymers 2023, 15, 1533. [Google Scholar] [CrossRef] [PubMed]
- Jiang, G.; Yang, T.; Xu, J.; Tao, D.; Luo, C.; Wang, C.; Dong, Q.; Wang, Y. Investigation into Hydroxypropyl-Methylcellulose-Reinforced Polylactide Composites for Fused Deposition Modelling. Ind. Crops Prod. 2020, 146, 112174. [Google Scholar] [CrossRef]
- Xu, W.; Pranovich, A.; Uppstu, P.; Wang, X.; Kronlund, D.; Hemming, J.; Öblom, H.; Moritz, N.; Preis, M.; Sandler, N.; et al. Novel Biorenewable Composite of Wood Polysaccharide and Polylactic Acid for Three Dimensional Printing. Carbohydr. Polym. 2018, 187, 51–58. [Google Scholar] [CrossRef] [PubMed]
- Ma, S.; Yang, X.; Guo, Z.; Zhang, X.; Tan, T. Co-Production of Additive Manufacturing Composites with Solid Residue from Enzymatic Hydrolysis of Reed. J. Clean. Prod. 2020, 249, 119421. [Google Scholar] [CrossRef]
- Gaidar, S.; Samusenkov, V.; Strigin, S.; Martínez-García, R. Application of Polyfunctional Nanomaterials for 3D Printing. Polym. Compos. 2022, 43, 3116–3123. [Google Scholar] [CrossRef]
- Singamneni, S.; Behera, M.P.; Truong, D.; Le Guen, M.J.; Macrae, E.; Pickering, K. Direct Extrusion 3D Printing for a Softer PLA-Based Bio-Polymer Composite in Pellet Form. J. Mater. Res. Technol. 2021, 15, 936–949. [Google Scholar] [CrossRef]
- Jiang, Q.; Xu, Y.; Chen, M.; Meng, Q.; Zhang, C. Modification of the Wood-plastic Composite for Enhancement of Formaldehyde Clearance and the 3D Printing Application. J. Appl. Polym. Sci. 2021, 138, 49683. [Google Scholar] [CrossRef]
- Gauss, C.; Pickering, K.; Barbier, M.; Miller, T. Additive Manufacturing of Hygromorphic Structures Using Regenerated Cellulose/PLA Biocomposites. Mater. Today Proc. 2023; in press. [Google Scholar] [CrossRef]
- Almasri, R.; Akiyama, Y.; Manabe, Y.; Sato, F. A Study on the Prospects of Vacuum Gamma Irradiation to Enhance Crosslinking for 3D-Printing PLA/MCC Biocomposite Filaments. Phys. Open 2023, 15, 100154. [Google Scholar] [CrossRef]
- Immonen, K.; Willberg-Keyriläinen, P.; Ropponen, J.; Nurmela, A.; Metsä-Kortelainen, S.; Kaukoniemi, O.V.; Kangas, H. Thermoplastic Cellulose-Based Compound for Additive Manufacturing. Molecules 2021, 26, 1701. [Google Scholar] [CrossRef]
- Winter, A.; Mundigler, N.; Holzweber, J.; Veigel, S.; Müller, U.; Kovalcik, A.; Gindl-Altmutter, W. Residual Wood Polymers Facilitate Compounding of Microfibrillated Cellulose with Poly(Lactic Acid) for 3D Printer Filaments. Philos. Trans. R. Soc. A Math. Phys. Eng. Sci. 2018, 376, 20170046. [Google Scholar] [CrossRef]
- Dong, J.; Li, M.; Zhou, L.; Lee, S.; Mei, C.; Xu, X.; Wu, Q. The Influence of Grafted Cellulose Nanofibers and Postextrusion Annealing Treatment on Selected Properties of Poly(Lactic Acid) Filaments for 3D Printing. J. Polym. Sci. Part B Polym. Phys. 2017, 55, 847–855. [Google Scholar] [CrossRef]
- Dong, J.; Huang, X.; Muley, P.; Wu, T.; Barekati-Goudarzi, M.; Tang, Z.; Li, M.; Lee, S.; Boldor, D.; Wu, Q. Carbonized Cellulose Nanofibers as Dielectric Heat Sources for Microwave Annealing 3D Printed PLA Composite. Compos. Part B Eng. 2020, 184, 107640. [Google Scholar] [CrossRef]
- Tekinalp, H.L.; Meng, X.; Lu, Y.; Kunc, V.; Love, L.J.; Peter, W.H.; Ozcan, S. High Modulus Biocomposites via Additive Manufacturing: Cellulose Nanofibril Networks as “Microsponges”. Compos. Part B 2019, 173, 106817. [Google Scholar] [CrossRef]
- John, M.J.; Dyanti, N.; Mokhena, T.; Agbakoba, V.; Sithole, B. Design and Development of Cellulosic Bionanocomposites from Forestry Waste Residues for 3d Printing Applications. Materials 2021, 14, 3462. [Google Scholar] [CrossRef] [PubMed]
- Gregor-Svetec, D.; Leskovšek, M.; Leskovar, B.; Stanković Elesini, U.; Vrabič-Brodnjak, U. Analysis of Pla Composite Filaments Reinforced with Lignin and Polymerised-Lignin-Treated Nfc. Polymers 2021, 13, 2174. [Google Scholar] [CrossRef] [PubMed]
- Perić, M.; Putz, R.; Paulik, C. 3D-Printed Pla Filaments Reinforced with Nanofibrillated Cellulose. J. Renew. Mater. 2020, 8, 759–772. [Google Scholar] [CrossRef]
- Wang, Q.; Ji, C.; Sun, L.; Sun, J.; Liu, J. Cellulose Nanofibrils Filled Poly(Lactic Acid) Biocomposite Filament for FDM 3D Printing. Molecules 2020, 25, 2319. [Google Scholar] [CrossRef]
- Chen, Y.; Lu, T.; Li, L.; Zhang, H.; Wang, H.; Ke, F. Fully Biodegradable PLA Composite with Improved Mechanical Properties via 3D Printing. Mater. Lett. 2023, 331, 133543. [Google Scholar] [CrossRef]
- N’Gatta, K.M.; Belaid, H.; El Hayek, J.; Assanvo, E.F.; Kajdan, M.; Masquelez, N.; Boa, D.; Cavaillès, V.; Bechelany, M.; Salameh, C. 3D Printing of Cellulose Nanocrystals Based Composites to Build Robust Biomimetic Scaffolds for Bone Tissue Engineering. Sci. Rep. 2022, 12, 21244. [Google Scholar] [CrossRef]
- Petousis, M.; Vidakis, N.; Mountakis, N.; Papadakis, V.; Kanellopoulou, S.; Gaganatsiou, A.; Stefanoudakis, N.; Kechagias, J. Multifunctional Material Extrusion 3D-Printed Antibacterial Polylactic Acid (PLA) with Binary Inclusions: The Effect of Cuprous Oxide and Cellulose Nanofibers. Fibers 2022, 10, 52. [Google Scholar] [CrossRef]
- Gomez-Maldonado, D.; Peresin, M.S.; Verdi, C.; Velarde, G.; Saloni, D. Thermal, Structural, and Mechanical Effects of Nanofibrillated Cellulose in Polylactic Acid Filaments for Additive Manufacturing. BioResources 2020, 15, 7954–7964. [Google Scholar] [CrossRef]
- Leonovich, M.; Korzhikov-Vlakh, V.; Lavrentieva, A.; Pepelanova, I.; Korzhikova-Vlakh, E.; Tennikova, T. Poly(Lactic Acid) and Nanocrystalline Cellulose Methacrylated Particles for Preparation of Cryogelated and 3D-Printed Scaffolds for Tissue Engineering. Polymers 2023, 15, 651. [Google Scholar] [CrossRef] [PubMed]
- Li, L.; Chen, Y.; Yu, T.; Wang, N.; Wang, C.; Wang, H. Preparation of Polylactic Acid/TEMPO-Oxidized Bacterial Cellulose Nanocomposites for 3D Printing via Pickering Emulsion Approach. Compos. Commun. 2019, 16, 162–167. [Google Scholar] [CrossRef]
- Piš, D.; Pouzarová, H.; Hanušová, K. Degradation of 3D Printed Polymer Composites with Filler of Cellulose-Based Materials. Manuf. Technol. 2022, 22, 327–333. [Google Scholar] [CrossRef]
- Wu, Y.; Wang, Y.; Wang, F.; Huang, Y.; He, J. Preparation of 3D Printed Polylactic Acid/Bacterial Cellulose Composite Scaffold for Tissue Engineering Applications. Polymers 2022, 14, 4756. [Google Scholar] [CrossRef]
- Miller, A.G.; Wang, L.; Gardner, D.; Venditti, R.A.; Park, S. Toughened Renewable Bio-Polyester Blends Achieved through Crystallization Retardation by Acetylated Cellulose Fibers. ACS Appl. Polym. Mater. 2022, 5, 690–699. [Google Scholar] [CrossRef]
- Ye, X.; Gao, Q.; He, E.; Yang, C.; Yang, P.; Yan, T.; Ye, Y.; Wu, H. Graphene/Carbonyl Iron Powder Composite Microspheres Enhance Electromagnetic Absorption of 3D Printing Composites. J. Alloys Compd. 2023, 937, 168443. [Google Scholar] [CrossRef]
- Kaščák, J.; Gašpár, Š.; Paško, J.; Husár, J.; Knapčíková, L. Polylactic Acid and Its Cellulose Based Composite as a Significant Tool for the Production of Optimized Models Modified for Additive Manufacturing. Sustainability 2021, 13, 1256. [Google Scholar] [CrossRef]
- Sathish, P.B.; Gayathri, S.; Priyanka, J.; Muthusamy, S.; Narmadha, R.; Krishnakumar, G.S.; Selvakumar, R. Tricomposite Gelatin-Carboxymethylcellulose-Alginate Bioink for Direct and Indirect 3D Printing of Human Knee Meniscal Scaffold. Int. J. Biol. Macromol. 2022, 195, 179–189. [Google Scholar] [CrossRef]
- Wang, W.; Niu, B.; Liu, R.; Chen, H.; Fang, X.; Wu, W.; Wang, G.; Gao, H.; Mu, H. Development of Bio-Based PLA/Cellulose Antibacterial Packaging and Its Application for the Storage of Shiitake Mushroom. Food Chem. 2023, 429, 136905. [Google Scholar] [CrossRef]
- Khosravi, A.; Fereidoon, A.; Khorasani, M.M.; Naderi, G.; Ganjali, M.R.; Zarrintaj, P.; Saeb, M.R.; Gutiérrez, T.J. Soft and Hard Sections from Cellulose-Reinforced Poly(Lactic Acid)-Based Food Packaging Films: A Critical Review. Food Packag. Shelf Life 2020, 23, 100429. [Google Scholar] [CrossRef]
- Popa, E.E.; Rapa, M.; Popa, O.; Mustatea, G.; Popa, V.I.; Mitelut, A.C.; Popa, M.E. Polylactic Acid/Cellulose Fibres Based Composites for Food Packaging Applications. Mater. Plast. 2017, 54, 673–677. [Google Scholar] [CrossRef]
- Petinakis, E.; Yu, L.; Edward, G.; Dean, K.; Liu, H.; Scully, A.D. Effect of Matrix-Particle Interfacial Adhesion on the Mechanical Properties of Poly(Lactic Acid)/Wood-Flour Micro-Composites. J. Polym. Environ. 2009, 17, 83–94. [Google Scholar] [CrossRef]
- Liu, S.; Qin, S.; He, M.; Zhou, D.; Qin, Q.; Wang, H. Current Applications of Poly(Lactic Acid) Composites in Tissue Engineering and Drug Delivery. Compos. Part B Eng. 2020, 199, 108238. [Google Scholar] [CrossRef]
- Qu, P.; Gao, Y.; Zhou, Y.; Zhang, L.; Li, S. Influence of Molecular Weight of PEG on Biodegradation and Morphology Properties of Cellulose Nanofibrils/Poly(Lactic Acid) Composite Materials. In Proceedings of the 2011 5th International Conference on Bioinformatics and Biomedical Engineering, Wuhan, China, 10–12 May 2011; pp. 1–4. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | ABS | PLA | PETG | PP |
|---|---|---|---|---|
| Tensile strength (MPa) | 40 | 65 | 53 | 32 |
| Stiffness | 5/10 | 7.5/10 | 5/10 | 4/10 |
| Durability | 8/10 | 4/10 | 8/10 | 9/10 |
| Maximum service temperature (°C) | 98 °C | 52 °C | 73 °C | 100 °C |
| Coefficient of thermal expansion (µm/m °C) | 90 | 68 | 60 | 150 |
| Density (g/cm3) | 1.04 | 1.24 | 1.23 | 0.9 |
| Price (dollar/kg) | 10–40 | 10–40 | 20–60 | 60–120 |
| Printability | 8–10 | 9–10 | 9–10 | 4–10 |
| Search | Terms | Scopus | Web of Science | Total Number of Documents | Years of Publication |
|---|---|---|---|---|---|
| 0 | (“PLA” OR “polylactic acid” OR “poly(lactic acid)” OR “poly(lactide)” AND cellulose AND composite) | 848 | 498 | 1346 | 1978–2023 |
| 1 | (“PLA” OR “polylactic acid” OR “poly(lactic acid)” OR “poly(lactide)” AND “cellulose” AND “PEG”) | 45 | 06 | 51 | 2006–2023 |
| 2 | (“PLA” OR “polylactic acid” OR “poly(lactic acid)” OR “poly(lactide)” AND “cellulose” AND “3D printing”) | 39 | 06 | 45 | 2017–2023 |
| 3 | (“PLA” OR “polylactic acid” OR “poly(lactic acid)” OR “poly(lactide)” AND “cellulose” AND “PEG” AND “3D printing”) | 02 | 0 | 02 | 2017–2020 |
| Reference | Country | Scopus | Citations 1 | Evolution of Citations |
| Search 1 2 | ||||
| [57] | Norway | Comp. Sci. Tech. | 680 | 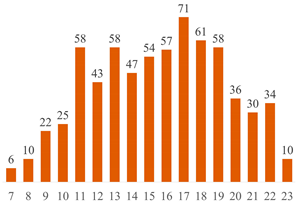 |
| [79] | China | Bioresources | 192 | 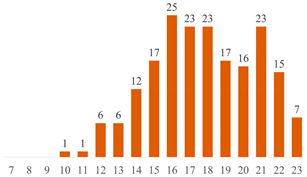 |
| [80] | Japan | Biomacrom. | 162 | 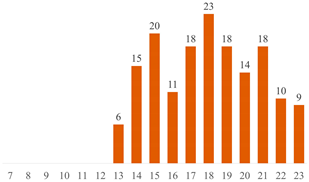 |
| [81] | China and USA | Mat. Sci. Eng. C | 125 | 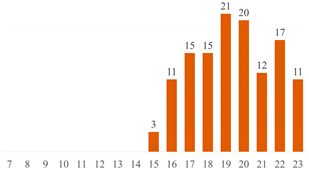 |
| [17] | China | Ind. Crops and Products | 70 | 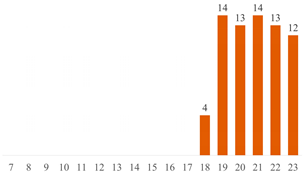 |
| Search 2 3 | ||||
| [5] | Ireland | Pol. Comp. | 143 | 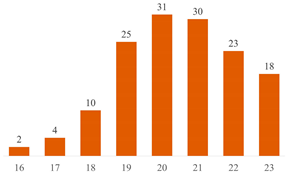 |
| [13] | China | Pol. Adv. Tech. | 90 | 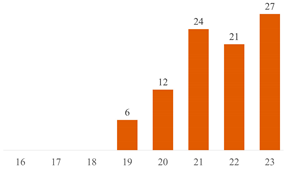 |
| [82] | Romania | Nanomaterials | 73 | 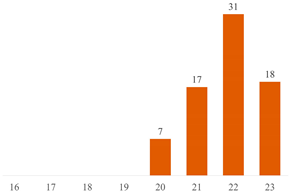 |
| [17] | China | Ind. Crops and Products | 70 | 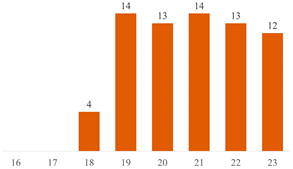 |
| [47] | Canada and USA | Materials Today Sustainability | 62 | 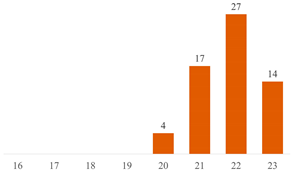 |
| Reference | PLA | Filler (wt.%) | Modification | Plasticizer (%) | Manufacturing |
|---|---|---|---|---|---|
| Fibers | |||||
| [70] | 2003D | Henequen (15) | PEG impregnated by steam explosion | PEG400 (20 and 40) | Batch mixer and compression molding |
| [43] | 4032D | Ramie (20) | - | PEG3350 (0.5, 10, and 15) | Corotating twin-screw extrusion and injection molding |
| [55] | 4032D | Softwood kraft or black spruce fiberboard (25) | - | PEG2000 (0.5) | Twin-screw extrusion and injection molding |
| MCC | |||||
| [17] | PLA-Mw 100.000 | MCC and NCC (10, 30, and 50) | Silane-coupling agent (KH-550) | PEG6000 (5, 10, and 20) | Casting and extrusion |
| [83] | 3251 | MCC and NCC (1, 3, and 5) | - | PEG600 (10 and 15) | Casting |
| [10] | 2003D | MFC (2) | - | PEG400 (5, 10, and 15) and OLA 1 | Ultra turrax |
| [85] | 7000D | MCC from pineapple leaf fibers (2, 4, 6, 8, and 15) | - | PEG400 (10) and TBA 2 as surfactant | Casting |
| [84] | PLLA 3 and PLLA-PEG-PLLA 4 | MCC (5, 10, and 20) | - | - | Batch mixer and compression molding |
| [50] | 2003D | MFC (3 and 5) | - | PEG4000 (5) | Internal mixer |
| NCC/NCF | |||||
| [93] | 2003D | NCF from rubberwood sawdust (1) | - | PEG4000 (15) and PBA5000 | Internal mixer and compression molding |
| [94] | 4060D | TEMPO NCF (1, 2, 5, and 10) | Grafted with PEG | PEG550 | Solvent casting |
| [95] | 4032D | NCF from eucalyptus bleached kraft pulp (1.3 and 5) | - | PEG4000 and PEG1500 (7.5) | Mixed in a torque rheometer and injection molding |
| [96] | 2003D | NCC (0.25, 0.1, and 1) and DDGS 5 (10) | Grafting with maleic anhydride (0.25) | PEG400 (2) | Mechanical grinder, twin-screw extrusion and injection molding |
| [97] | 4032D | NCF from eucalyptus bleached kraft pulp (1.3 and 5) | - | PEG1500 (7.5) | Mixed in a torque rheometer and compression molding |
| [98] | 3251D | Lignin-NCF from palm waste (2–5) | - | PEG1000 (20) | Twin-screw micro-compounder and extrusion |
| [83] | 3251 | NCC and MCC (1.3 and 5) | - | PEG600 (10 and 15) | Solution casting |
| [99] | PLA-Mw 100.000 | NCC (2) | - | PEG100, PEG4000, and PEG6000 (4) | Mixed in NCC suspension, scraped, and dried (electric heating board) |
| [52] | 4032D | NCF enzymatic from MCC (1, 2.5, and 5) | - | PEG600 (4) | Mixing and single-screw extrusion |
| [100] | 4032D | NCF enzymatic (5) | - | PEG2000 (10 and 20) | Mixing at aqueous suspension and twin-screw compounder |
| [101] | PLA-Mw 150.000 D | NCC (1, 2, 3, and 5) | Modifier with TEMPO | PEG-NH2 (adsorption on NCC surface) | Mixing and casting |
| [102] | PLA-Mn 1.0 × 105 g/mol | NCS (10) | Grafting with PEG | PEG6000, PEG4000, and PEG2000 | Solvent casting |
| [81] | 2002D | NCC (1, 5, and 10) | Grafting with PEG | PEG5000 | Electrospun |
| [103] | 2003D | NCC (1, 2, 4, 6, 8, and 10) | - | PEG6000 (4, 6, 8, 10, 12, and 20) | Melt blended and solvent casting |
| [104] | 2003D | NCC (1, 2, 4, and 6) | - | PEG6000 (10, 12, 14, and 16) | Solvent mixing and melt blended |
| [105] | 3251D | NCC (3) | Modified with surfactant | PEG300, PEG1000, PEG monooleate and PL44 6 | Solvent casting |
| [19] | 4032D | NCF (0.1) | Modified with TEMPO and grafted with PEG | PEG-NH2 and methoxy-PEG (0.05) | Casting and compressing molding |
| [106] | 2003D | NCF (10) | Acetylation and grafting with PEG | PEG180000 | Solvent casting |
| [107] | 6202D | MCC and NCW commercial (1 and 3) | Grafting with maleic anhydride | PEG1500 (10) | Twin-screw extrusion and spinning |
| [108] | PLA-Mn 64.166 g/mol | Bacterial NCC (1, 2.5, 5, and 10) | PLA/PEG copolymer | PEG-Mn 62.07 g/mol | Solvent casting and particulate leaching methods |
| [109] | 3251D | NCF (2 and 5) | - | PEG20000 (4) | Solution casting and direct melt mixing |
| [18] | 4032D | NCC (5, 10, and 20) | PEG as surfactant | PEGME 7 -Mn = 2000 g/mol (10) | Twin-screw extrusion and injection molding |
| [110] | PLA from Nature Works (D-isomer 2%) | Bacterial NCW (5) | - | PEG900 (8) | Electrospinning |
| [79] | PLA-Mw 100.000 g/mol | NCF (3) | Grafted with PEG | PEG1000 (2) | Solvent casting |
| [57] | 4031D | NCW from MCC (5) | Grafted with maleic anhydride | PEG1500 (15) | Twin-screw extrusion |
| [111] | PLA from NaturePlast | NCF, NCF–lignin, NCC, NCC–chitin, and NCC–starch (1) | PEG as a carrier for NCF and NCC | PEG-Mw 35.000 g/mol (5) | Casting |
| [112] | 4043D | MFC (5, 10, 15, 20, 25, and 30) | Grafting with PEG | PEG800 (1:2 MFC) | Solvent casting |
| [113] | 3001D | Commercial NCF (0.05, 0.3, 0.6, and 1.3) | Grafting with PEG and capped with a 12-carbon aliphatic chain | PEG600 (5) | Melt spinning |
| [114] | 3001D | NCC and NCF (0.005 and 0.55) | Grafting with PEG | PEG600 (5) | Mechanical mixer and ultrasonication, and twin-screw micro-compounder |
| [80] | PLLA-Mw 94.000 and Mn 45.000 g/mol | NCC (0.1, 0.25, 0.5, and 1) | Modified with TEMPO and grafting with PEG | PEG(2182)-NH2 (SUNBRIGHT MEPA-20H) | Casting |
| [115] | PLLA-Mw 94.000 and Mn 45.000 g/mol | TEMPO NCC/PEG (0.5 and 1) | Modified with TEMPO and grafting with PEG | PEG(23)-NH2 and PEG(48)-NH2 | Casting |
| [19] | 4032D | TEMPO NCF (0.1) | Grafting with PEG | PEG-NH2-Mn 750 | Solvent casting and compression molding |
| [116] | 4032D | NCC from cotton cellulose (0.1 and 0.5) | Dopamine-induced functionalization | PEG1000 and PEG2000 | Solvent casting and compression molding |
| [117] | PLA from Nature Works® | NCC (1) and graphene nanoparticles (15) | PEG4000 (20) | Solvent casting | |
| [118] | 2002D | NCC (1, 3, and 5) | Grafting with poly acrylic acid | PEG-Mw 10 kDa and OH-terminated) | Twin-screw extrusion |
| Blends PLA/PEG/cellulose | |||||
| [86] | PLL 8 4042D film grade | Cellulose acetate butyrate (10–90) | - | PEG400, PEG1500, and PEG6000 (10, 20, and 30) | Solution casting |
| [92] | 4043D | dialdehyde cellulose from MCC (1:1) | - | PEG6000 (10) | Solvent technique |
| [91] | PLA | Starch, chitosan, and ethyl cellulose (20 and 30) | - | PEG600 (10, 20, and 25) | Brabender mixer |
| [87] | 2002D | Wood cellulose microfiber (10) | - | PEG600 (2) | Melt blending process and compression molding |
| [90] | HD5148 (PLA film) | Cellulose fiber (square samples with 120 mm in length) | - | PEG-Brij® 93, O10 and 98 and PEG-Mn 1400, 920 and 875 g/mol (2.5) | Compression molding |
| [88] | 2003D | NCC and NCF | - | PEG-Mw 1900–2200 | Solution casting and heat treatment |
| [89] | 2003D | NCC and NCF | - | PEG-Mw 1900–2200 | Double-sized solution casting and heat treatment |
| Reference | PLA | Filler (wt.%) | Modification | Plasticizer (%) | Manufacturing |
|---|---|---|---|---|---|
| Fibers | |||||
| [13] | 4032D | Cellulose from sugarcane bagasse (3, 6, 9, 12, and 15) | - | - | Twin-screw extrusion and 3D printing |
| [122] | 4032D | EPR 1 (20) | NaOH, p-TsOH 2, and H2SO4-SE 3 pretreatments | PEG600 (3) and KH550 4 (4) | Twin-screw extrusion, injection molding and 3D printing |
| [123] | PLA/PHB 5 (3:7, 1:1 and 7:3) | Cellulose fibers (1, 5, and 10) | - | Polyoxylethylene 400 (4) | Single-screw extrusion and 3D printing |
| [124] | PLA2003D/PBAT (1:10) | Cellulose wood fibers (0.2) | - | - | Twin-screw extrusion |
| [45] | 4032D | Bagasse fibers—80, 120, and 200 mesh sieved (10, 15, 25, 40, and 50) | Grafted with glycidyl methacrylate (GMA) | - | Twin-screw extrusion, then filaments were cut into pellets and 3D printed |
| [125] | PLA | Wood powder (85) | Modified with APTES 6 | - | Extrusion and 3D printing |
| [126] | 2003D | Lyocell fibers (30) | - | - | Twin-screw extrusion and 3D printing |
| [42] | 2003D | Regenerated cellulose fibers (10, 20, and 30) | - | - | Twin-screw extrusion and 3D printing |
| MCC | |||||
| [5] | 3001D | MCC (1, 3, and 5) | Modified with titanate coupling agent | - | Casting, extrusion, and 3D printing |
| [127] | PLA from Nature3D (Japan) | MCC (3) | Gamma-ray irradiation | - | Single-screw extrusion and 3D printing |
| [47] | 4043D/PLA recycled (30%) | MCC (5) | Modified with epoxy-based chain extender | - | Manual mixing, twin-screw extrusion, and 3D printing |
| [17] | PLA-Mw 100.000 | MCC and NCC (10, 30, and 50) | Modified with KH550 | PEG6000 (5, 10, and 20) | Casting, twin-screw extrusion, and 3D printing |
| [128] | PLA or cellulose acetate propionate | MCC (20) | Cellulose acetate propionate with plasticizer | Phthalate free plasticizer | Twin-screw extrusion, injection, and 3D printing (pellets) |
| [48] | 4032D/PCL 7 (20%) | MCC (5, 10, 15, and 20) | Grafted with maleic anhydride (3%) | - | Melt blending, twin-screw extrusion |
| [129] | 4043D | MFC from beech wood (1) | Cellulose fibrillated, partially delignified/fibrillated and conventional fibrillated from bleached softwood pulp | - | Twin-screw extrusion (twice) and 3D printing |
| [6] | 4043D | MCC (6, 9, 12, and 18) | - | - | Twin-screw extrusion, single-screw extrusion, and 3D printing |
| NCC/NCF | |||||
| [130] | 4032D | Commercial NCF (1, 3, and 5) | Grafted with L-lactide monomers | - | Melt compounding and extrusion |
| [77] | 4032D | Commercial NCF (1 and 3) | Grafted with L-lactide monomers | - | Extrusion and 3D printing |
| [131] | 4032D | Carbonized NCF | - | - | Single-screw extrusion and 3D printing |
| [132] | 4043D | NCF (10-4) | - | - | Plunger-type batch extrusion and compression molding or 3D printing |
| [133] | cPLA1001/PBS 8 | NCF from saw dust (1, 3, and 5) | Modified with canola oil | - | Twin-screw extrusion, injection molding, and 3D printing |
| [134] | 2003D | NCF–lignin (1, 3, and 5) | Modified by electrostatic adsorption of lignin | - | Melt compounding and twin-screw extrusion |
| [135] | 3251D | Enzymatic NCF (1 and 3) | Enzymatic pretreatment | - | Melt compounding, extrusion, and 3D printing |
| [25] | 2003D | Commercial NCF (1, 2, 3, 10, and 20) | NCF grafted by a solvothermal reaction | - | Melt compounding, extrusion, and 3D printing |
| [82] | PLA4043D/PHB (75:25) | NCF from plum seed shells (1) | Dicumyl peroxide as a cross-linking agent (1%) | - | Melt blending and compression molding or twin-screw extrusion and 3D printing |
| [53] | 3051D | NCF from sisal fibers (1, 3, and 5) | - | - | Casting, extrusion, and 3D printing or compression molding |
| [52] | 4032D | NCF (1, 2.5, and 5) | Enzymatic pretreatment and high-pressure micro-fluidization | PEG600 (4) | Single-screw extrusion |
| [136] | 4032D | Enzymatic NCF from MCC (1, 2.5, and 5) | NCF was isolated by enzymatic hydrolysis | PEG600 (4) | Extrusion and 3D printing |
| [24] | 2002D | Commercial NCF (0.75, 1 and 2) | - | - | Single-screw extruder and 3D printing |
| [137] | PLA/PCL (80:20) | TEMPO NCF (1.5) | Modified with TEMPO | - | Pickering emulsion, single-screw extrusion, and 3D printing |
| [138] | PLA from Nature Works | NCC from Ficus thonningii (1, 3, and 5) | Dissolved in dichloromethane | - | Single-screw extrusion and 3D printing |
| [51] | 6202D | NCC from eucalyptus (0.1, 0.5, and 1) | - | PEG, triacetin, and Joncryl ADR-436-C 9 | Single-screw extrusion and 3D printing |
| [139] | 3052D | NCF (0.5, 1, 2, and 3) | Cu2O as antibacterial (0.5) | - | Extrusion and 3D printing |
| [140] | 4043D | NCF (5 and 10) | - | - | Micro-compounder, extrusion and 3D printing |
| [141] | PLA-Mw 18.500 | NCC (20, 40, 60, and 80) | Modified with 2-aminoethyl methacrylate | PEGDA 10-Mw 700 or GelMa 11 (20) | Cryogelation and 3D printing |
| [142] | 4043D | TEMPO bacterial cellulose (1, 1.5, 2, and 2.5) | TEMPO bacterial cellulose via Pickering emulsion approach | - | Single-screw extrusion and 3D printing |
| Blends PLA/PEG/cellulose | |||||
| [120] | 4032D | ||||
| [119] | PLA4032D/PCL | ||||
| [143] | PLA commercial filament | Wood, bamboo, and cork (40) | - | - | 3D printing |
| [121] | 4043D | ||||
| [144] | L-PLA (1, 1.5 and 2%) | Bacterial cellulose membrane | - | - | PLA was printed onto the cellulose membrane (3D layer printing) |
| [145] | PLA3D700/PHB | ||||
| [146] | 4032D (50%) | Carbonyl iron powder (12–14) and reduced graphene oxide (3–6) | Ethyl cellulose as the backbone and epoxy resin as the bonding agent (15–17% each) | - | Micro-emulsion method, ball-milling, extrusion, and 3D printing |
| [147] | PLA | Cellulose (20 and 40) | - | - | Optimization of 3D printing parameters |
| [148] | PLA filament | Gelatin–carboxymethylcellulose–alginate | Prepared as bioink | - | 3D printing (PLA as a negative mold) |
| Ref. | Nozzle Diameter (mm) | Layer Hight (mm) | Nozzle Temperature (°C) | Bed Temperature (°C) | Infill Density (%) | Raster Angle | Printing Speed (mm/s) |
|---|---|---|---|---|---|---|---|
| [44] | 0.6 | 0.1 | 200 | 50 °C | 100 | 40 | |
| [122] | Did not report printing conditions | ||||||
| [125] | Did not report printing conditions | ||||||
| [126] | 0.75 | 0.2 | 210 | 50 | 100 | 0°/90° | 30 |
| [42] | 0.5 | 0.1 | 215 | 70 | 100 | 0° | 30 |
| [5] | Did not report printing conditions | ||||||
| [47] | 0.38 | 200 | 60 °C | 100 | 45°/45° | 60 | |
| [17] | 0.4 | 0.2 | 190 | 60 | 50 | ||
| [48] | 0.2 | 205 | 50 | ||||
| [6] | 0.1 | 180 and 190 | 60 | 45°/45° | |||
| [77] | 0.6 | 0.2 | 210 | 60 | 100 | 20 | |
| [131] | 0.4 | 0.2 | 220 | 70 | 100 | +45°/−45° | 40 |
| [53] | 0.6 | 0.2 | 180 | 60 | 100 | 45 | |
| [136] | 0.4 | 210 | 10 and 35 | 40 | |||
| [24] | 0.4 | 0.2 | 215 | 60 | |||
| [51] | 0.4 | 190 | 50 | 60 | |||
| [142] | 0.4 | 220 | 60 | 100 | 75 | ||
| [120] | 0.4 | 0.2 | 200 | 40 | 100 | 50 | |
| [143] | 0.6 | 0.2 | 200 | 50 | 100 | +45°/−45° | 45 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Benini, K.C.C.d.C.; Bomfim, A.S.C.d.; Voorwald, H.J.C. Cellulose-Reinforced Polylactic Acid Composites for Three-Dimensional Printing Using Polyethylene Glycol as an Additive: A Comprehensive Review. Polymers 2023, 15, 3960. https://doi.org/10.3390/polym15193960
Benini KCCdC, Bomfim ASCd, Voorwald HJC. Cellulose-Reinforced Polylactic Acid Composites for Three-Dimensional Printing Using Polyethylene Glycol as an Additive: A Comprehensive Review. Polymers. 2023; 15(19):3960. https://doi.org/10.3390/polym15193960
Chicago/Turabian StyleBenini, Kelly Cristina Coelho de Carvalho, Anne Shayene Campos de Bomfim, and Herman Jacobus Cornelis Voorwald. 2023. "Cellulose-Reinforced Polylactic Acid Composites for Three-Dimensional Printing Using Polyethylene Glycol as an Additive: A Comprehensive Review" Polymers 15, no. 19: 3960. https://doi.org/10.3390/polym15193960
APA StyleBenini, K. C. C. d. C., Bomfim, A. S. C. d., & Voorwald, H. J. C. (2023). Cellulose-Reinforced Polylactic Acid Composites for Three-Dimensional Printing Using Polyethylene Glycol as an Additive: A Comprehensive Review. Polymers, 15(19), 3960. https://doi.org/10.3390/polym15193960