

Drilling of Cross-Ply UHMWPE Laminates: A Study on the Effects of the Tool Geometry and Cutting Parameters on the Integrity of Components
 ,
,  , and
, and 
Abstract
:1. Introduction
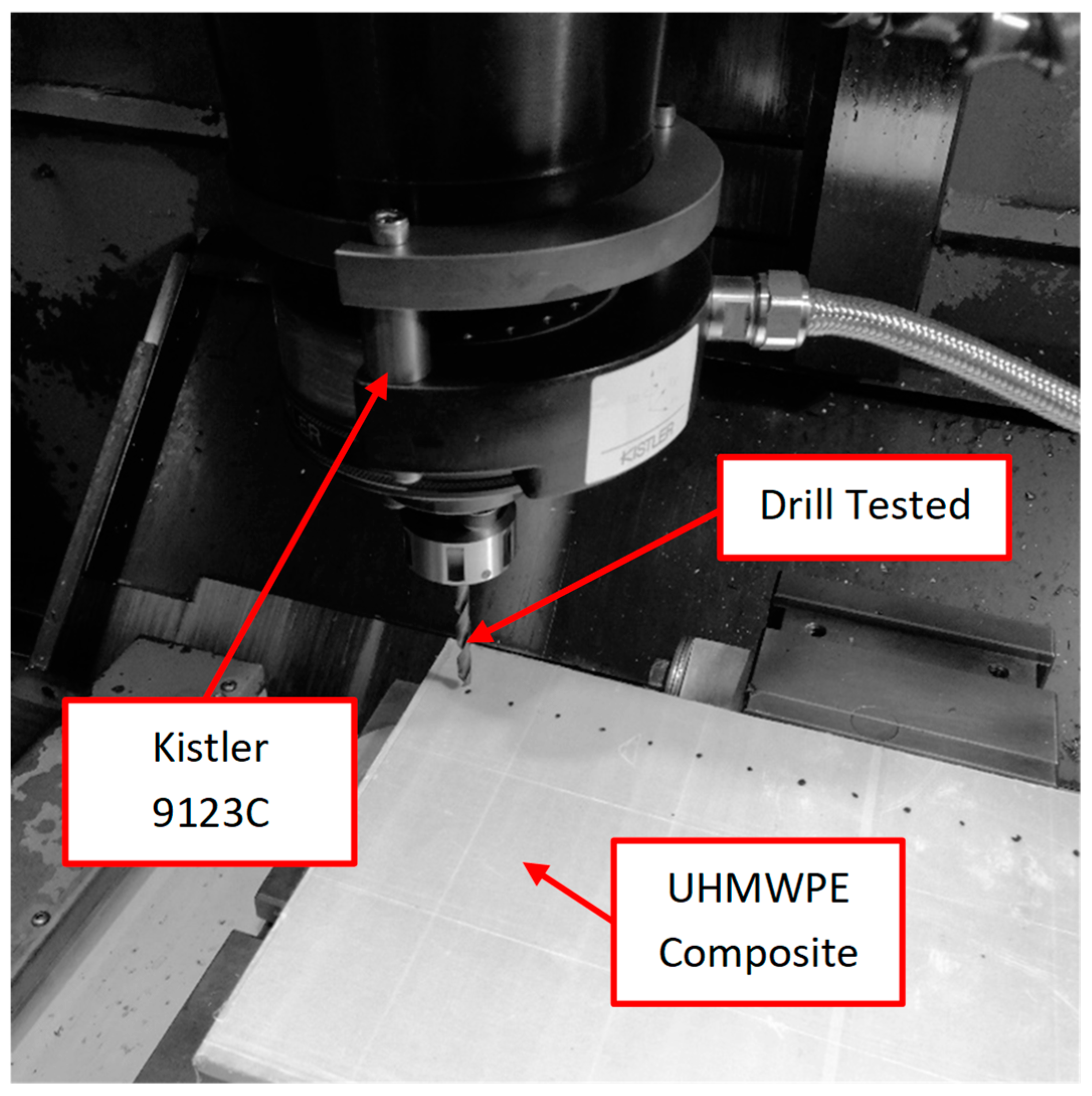
2. Experimental Section
2.1. Workpiece Material
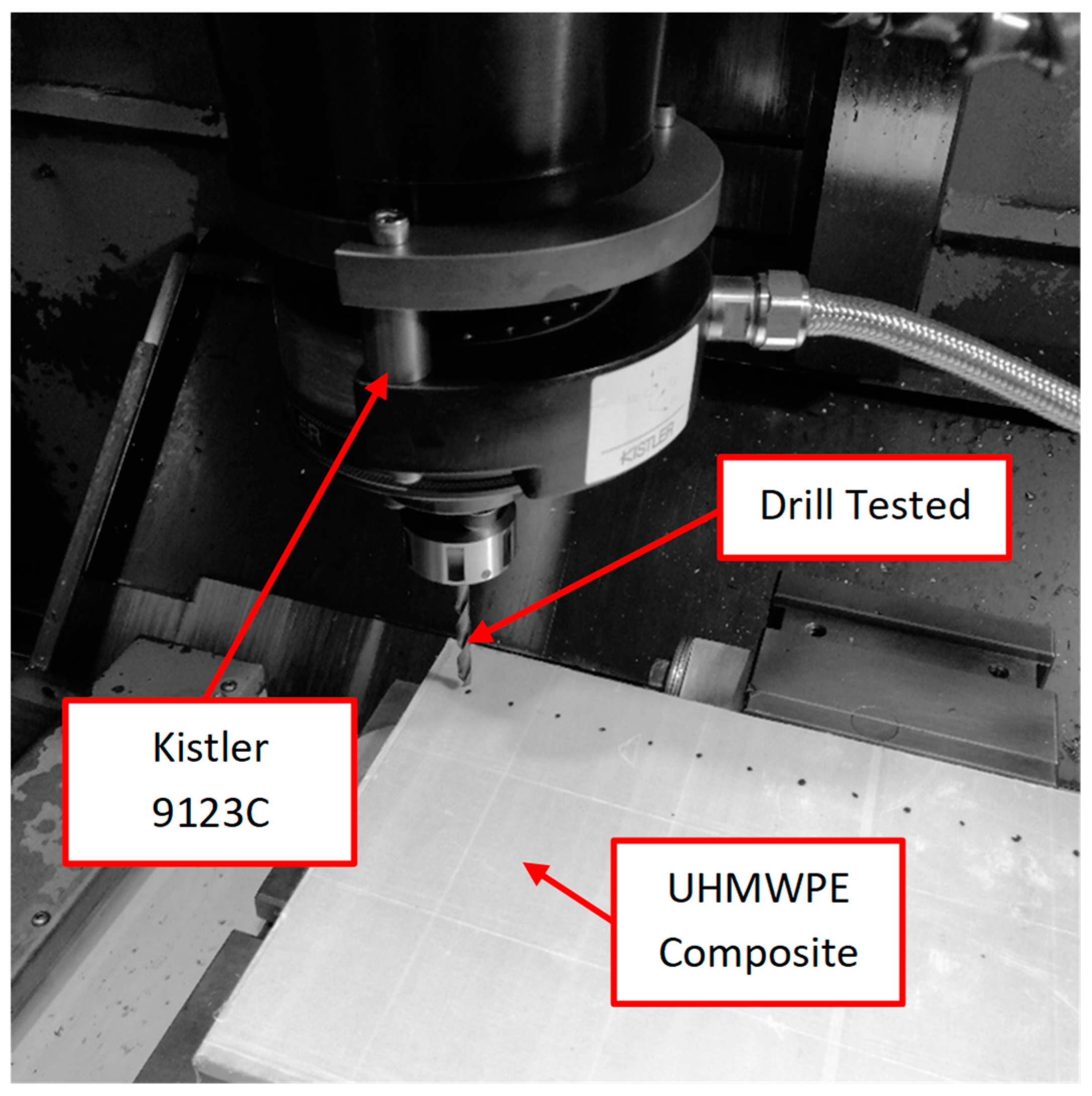
2.2. Drilling Cutting Tests
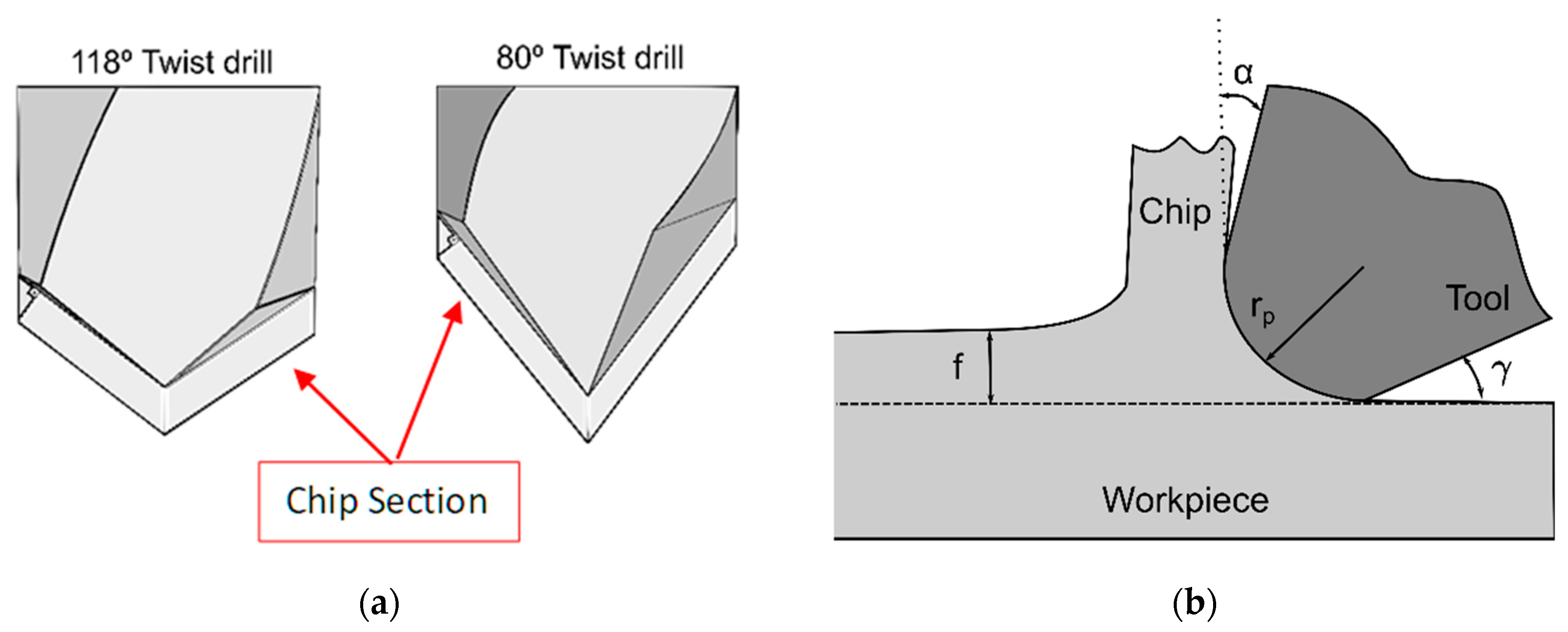
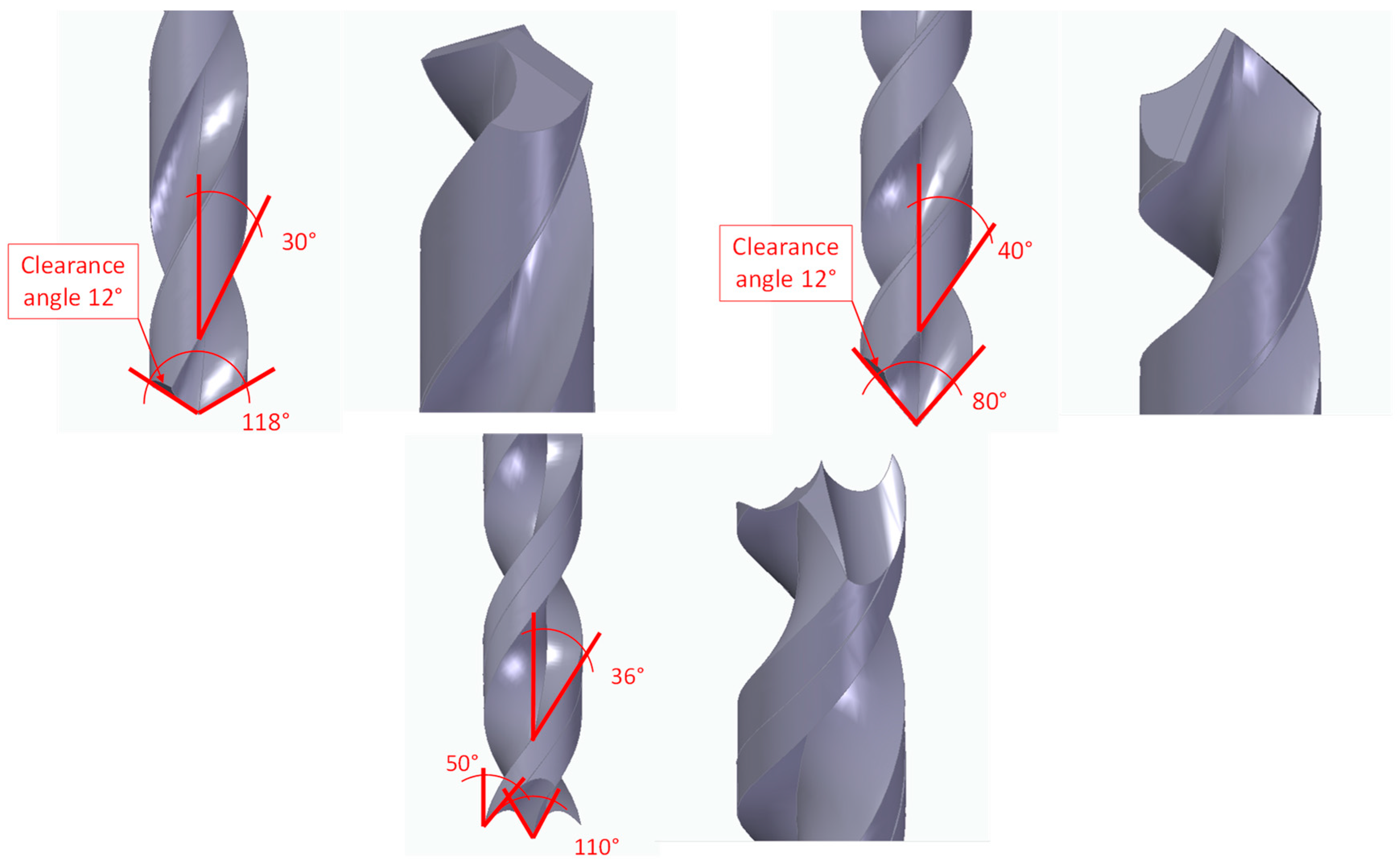
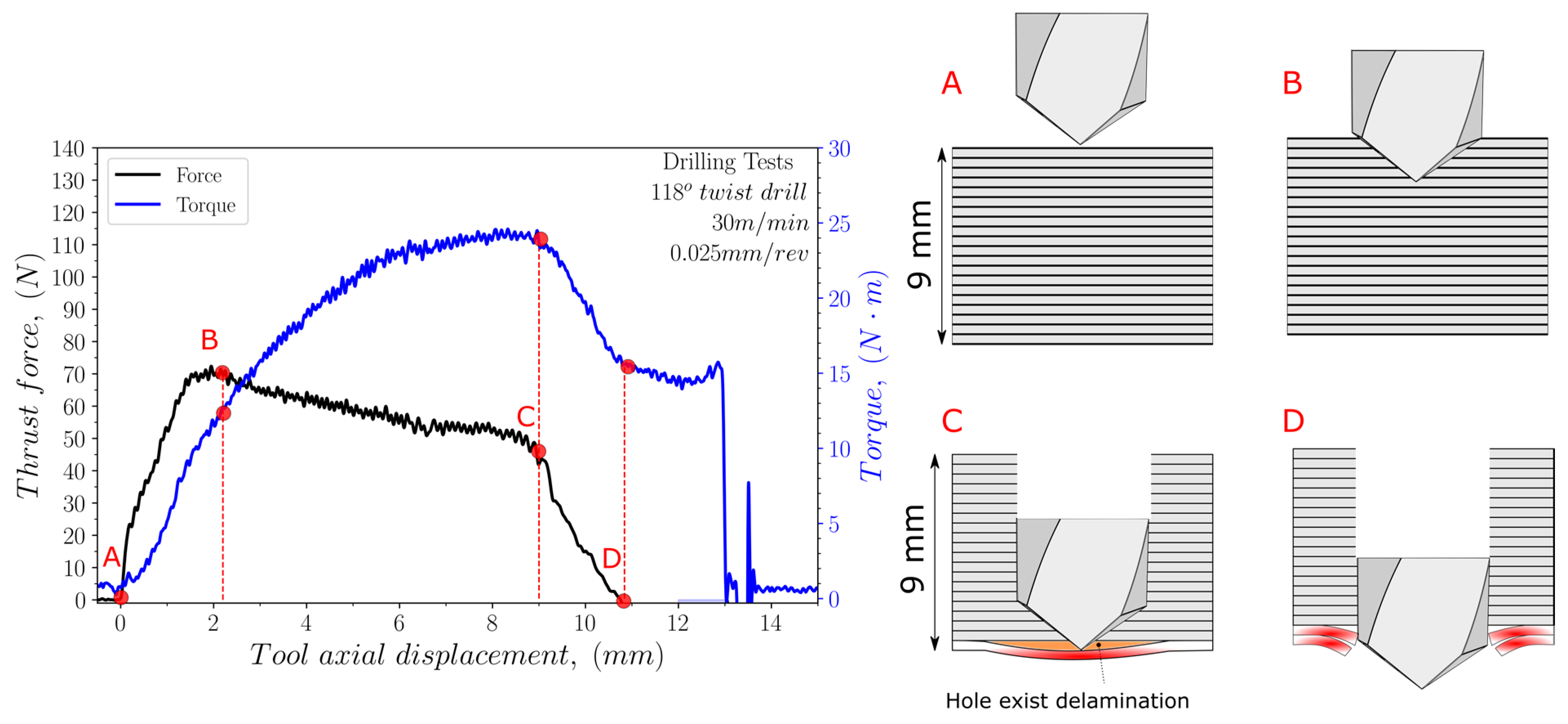
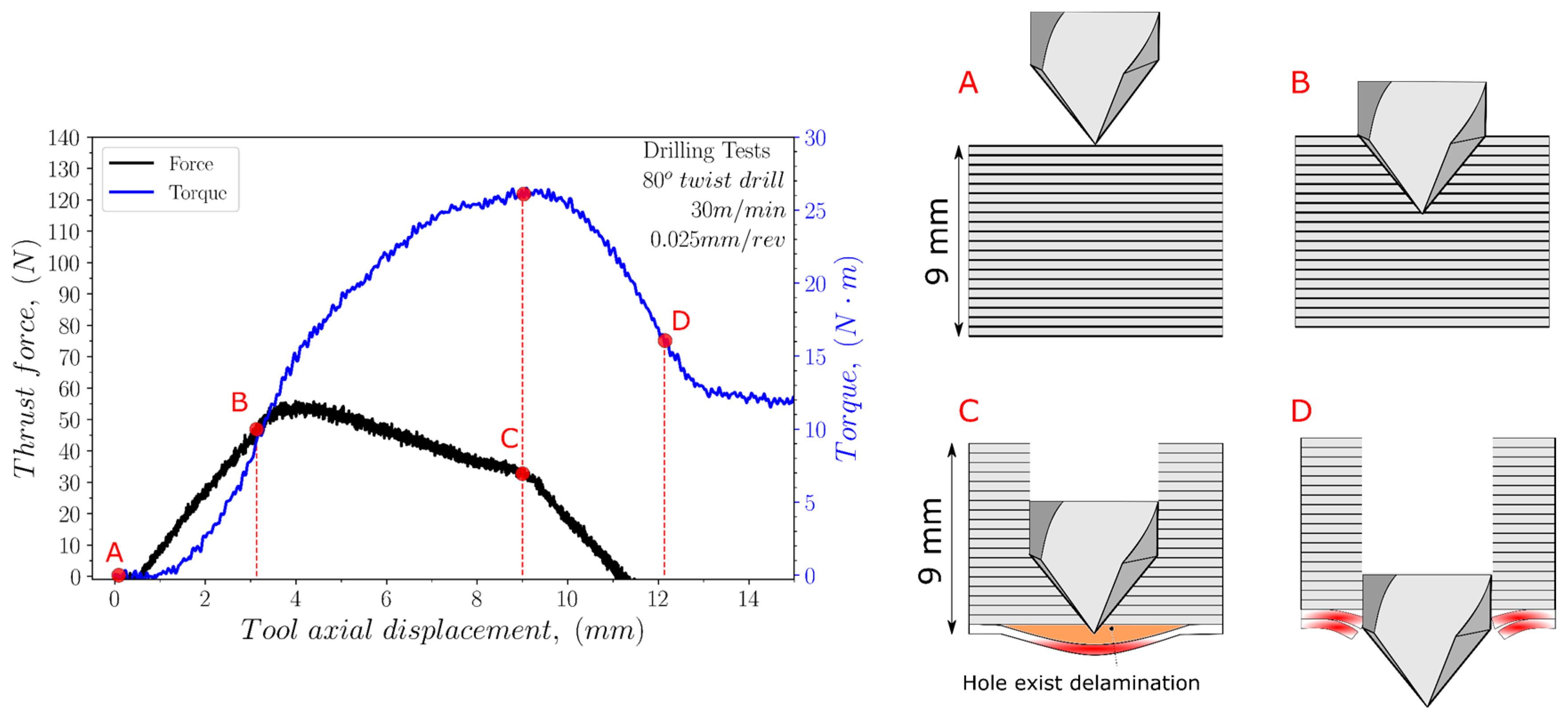
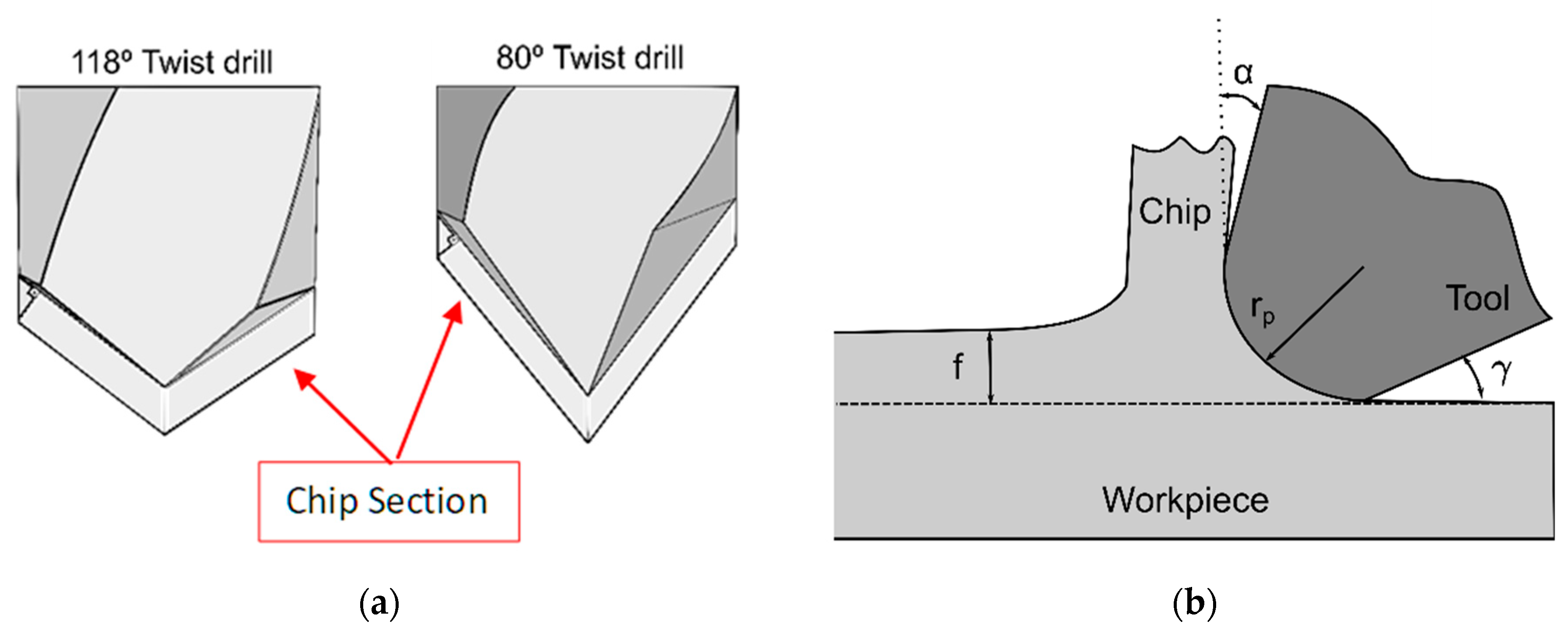
- HSS twist drills that had 118° and 80° point angles. They are widely reported in the literature owing to their high industry availability and medium cost. These drill geometries are the most used during the analysis of the drilling of the main composite materials analysed in the literature and, especially, the UHMWPE composite [25,27,28]. Thus, the 118° drill will be taken as the reference for this study (the tool with the smaller point angle was customised to maintain the same rake angle and clearance angle as those of the drill bit with the larger point angle).
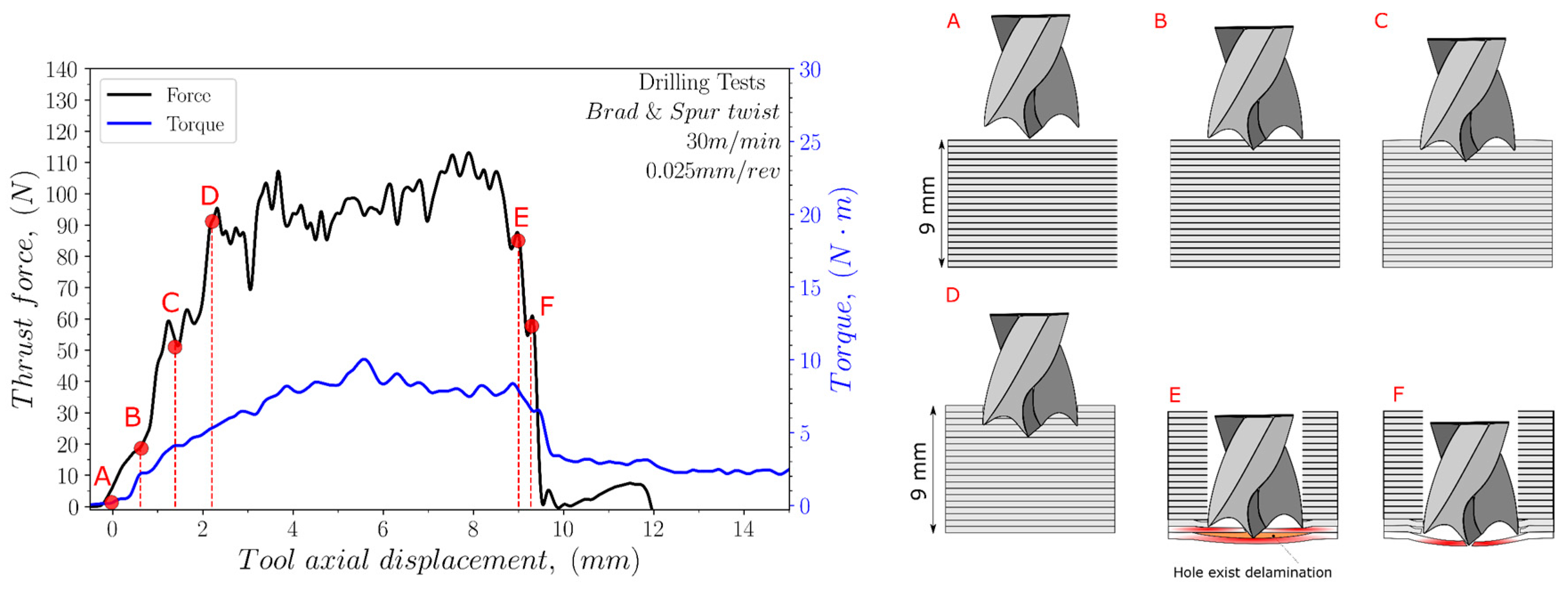
- HSS brad and spur with a 110° point angle (denoted). Manufacturers have especially recommended this drill geometry to eliminate burrs and delamination generated during the drilling of composite materials. Several authors have analysed its geometry during the drilling of composite materials, but it has not been reported for the UHMWPE composite [34,35,36].

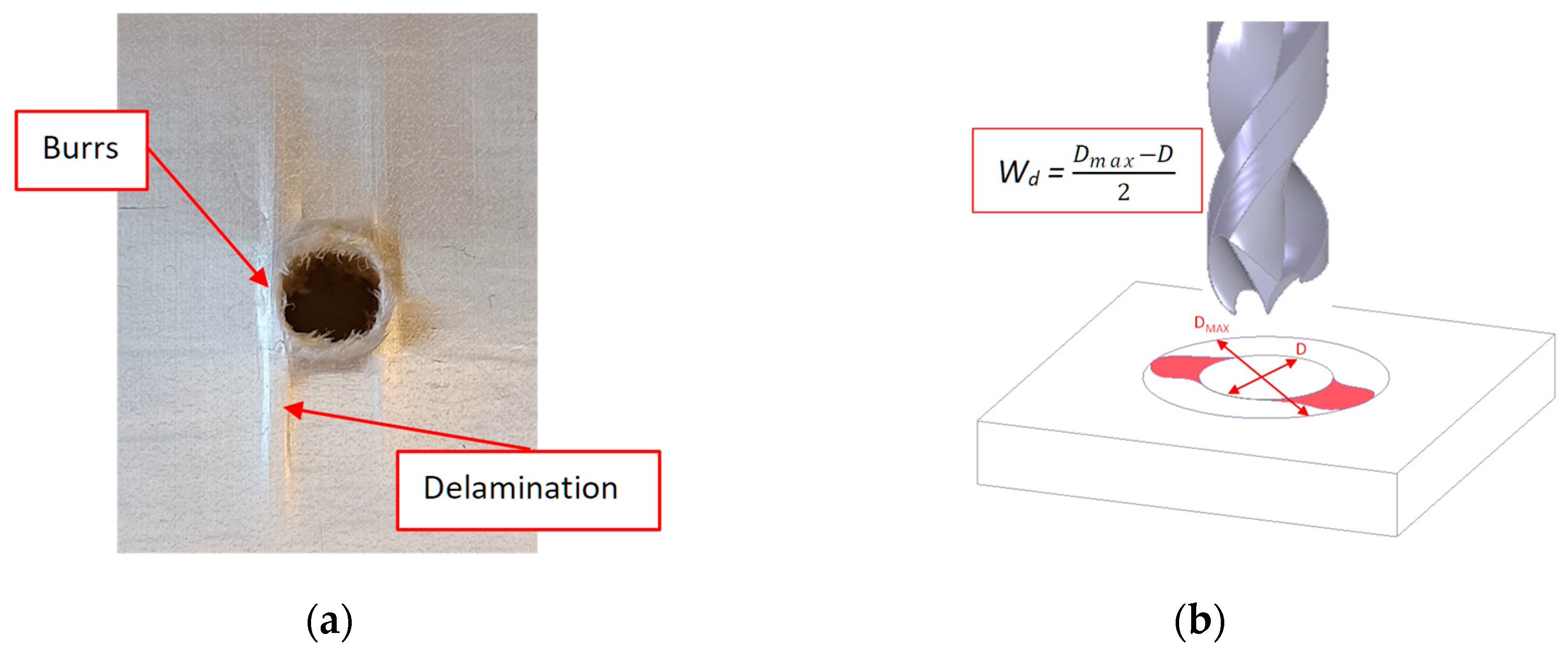
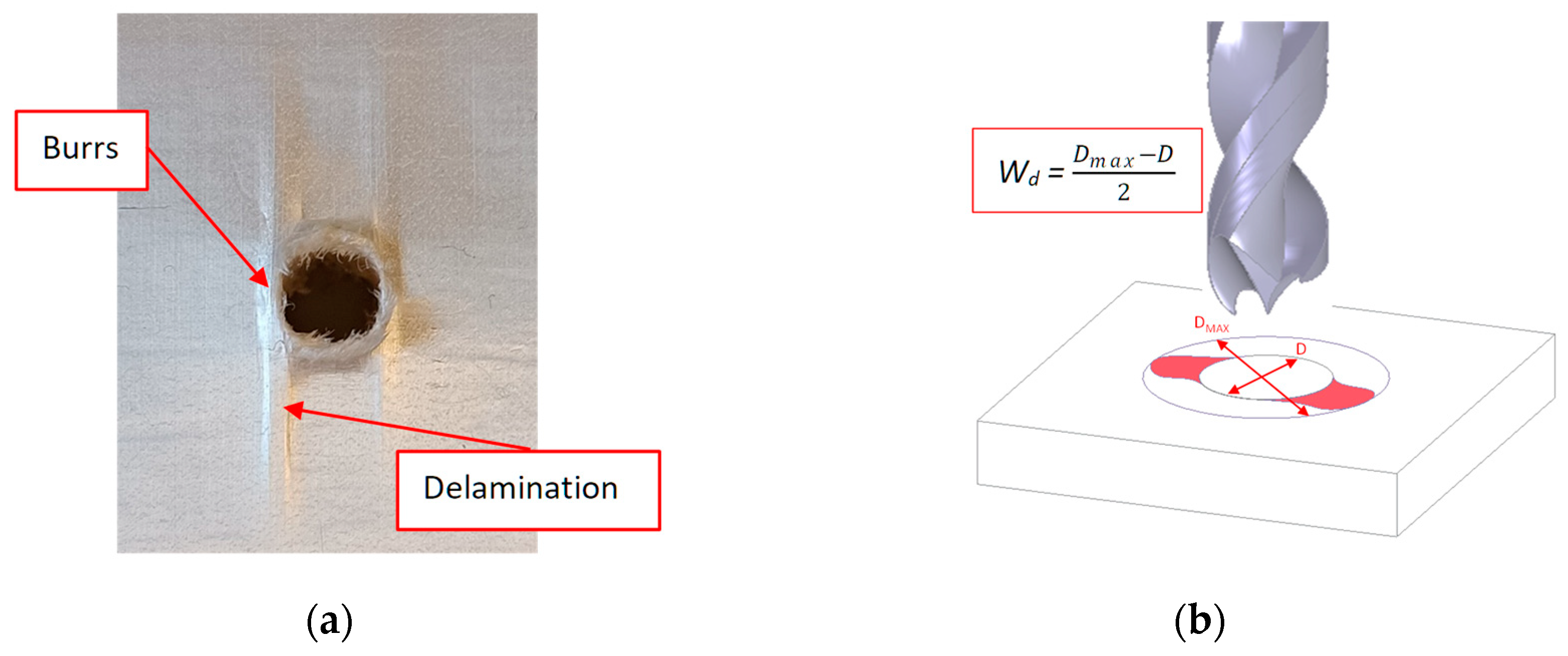
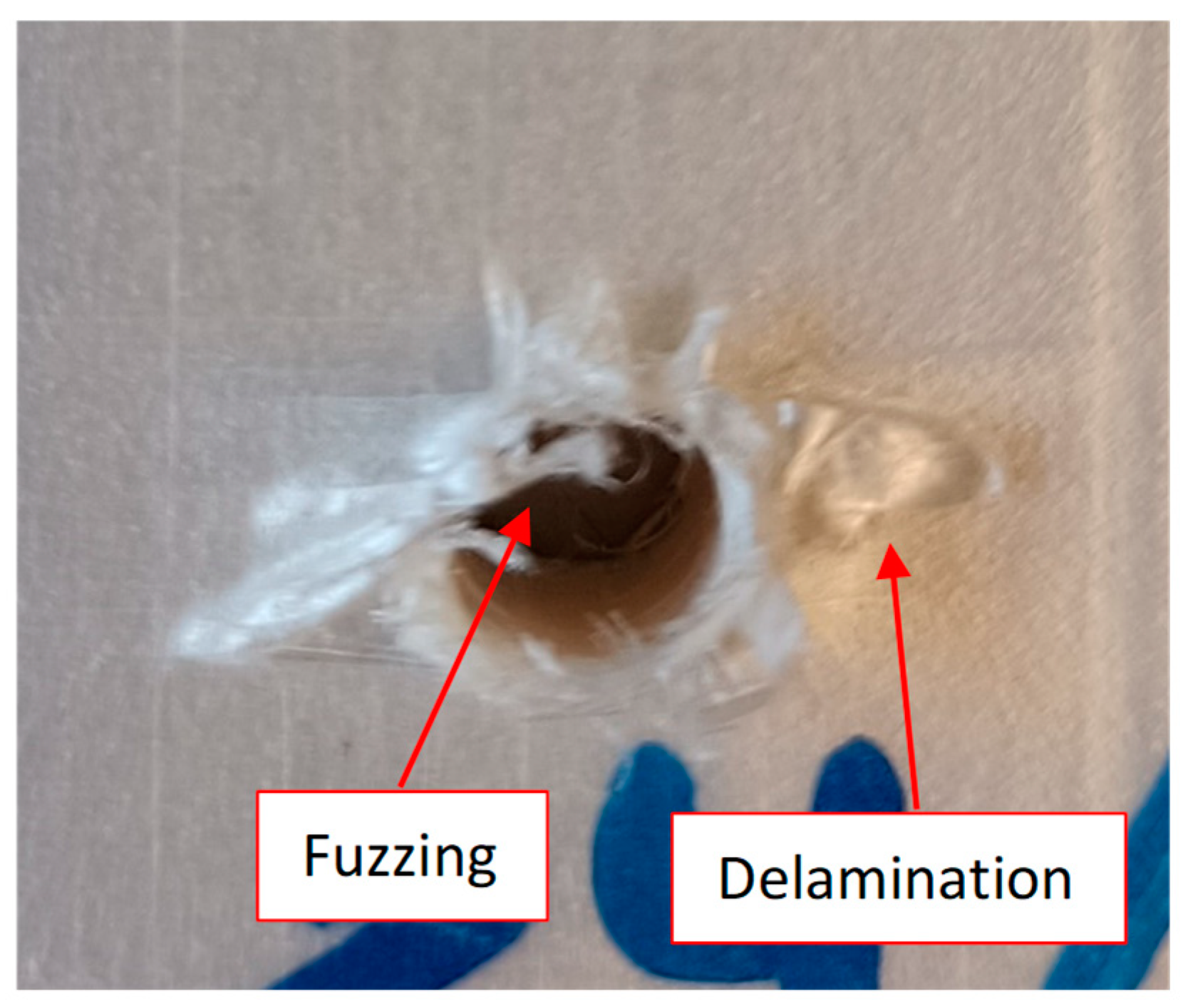
2.3. Damage Modes
3. Results and Discussion
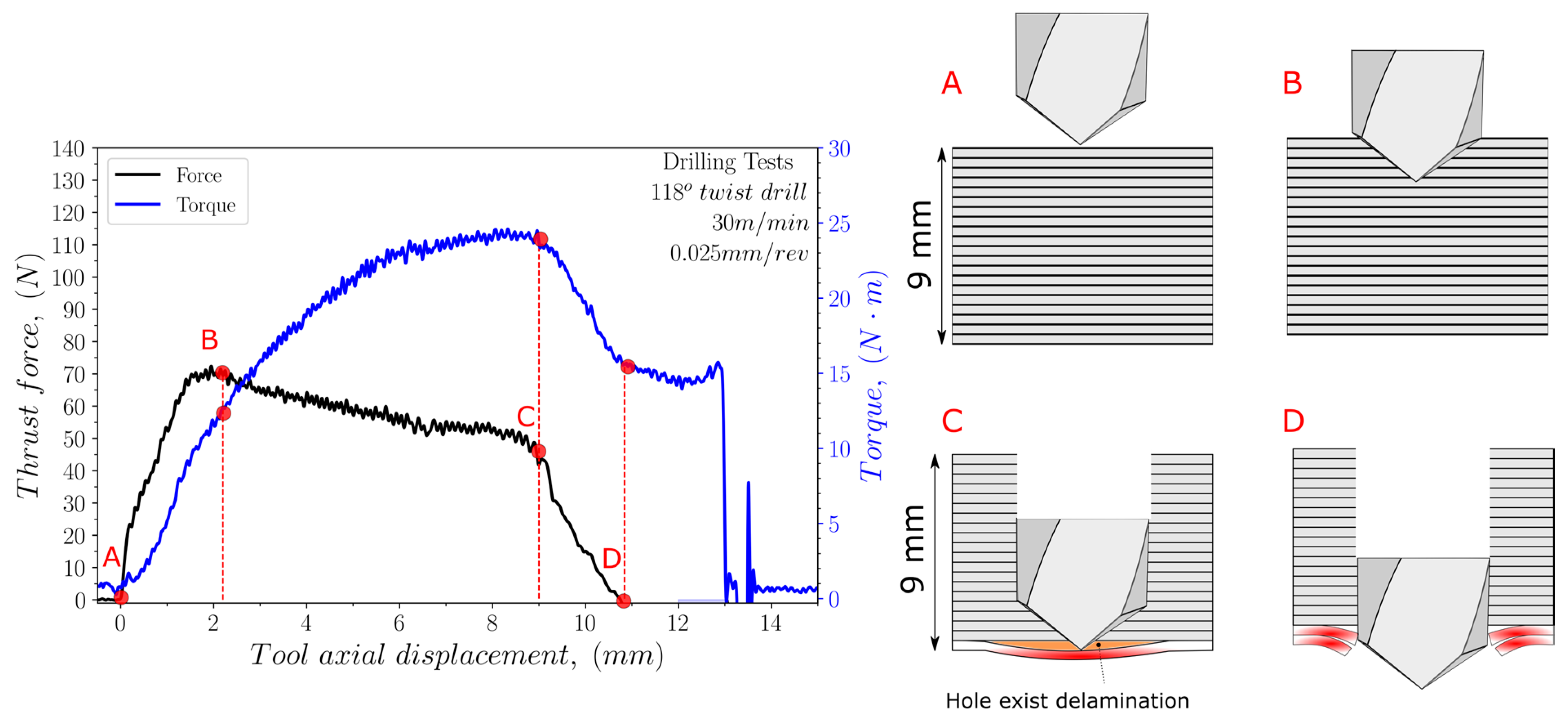
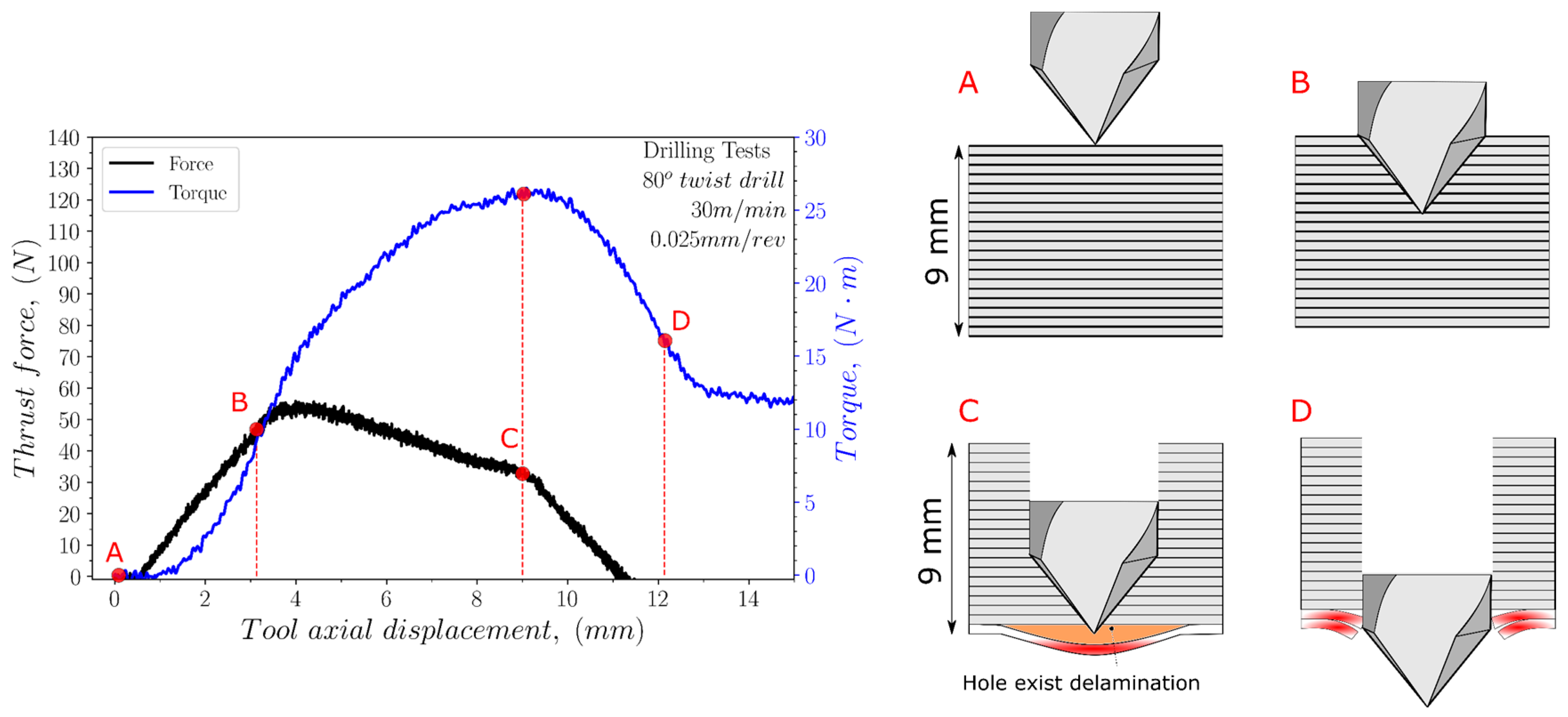
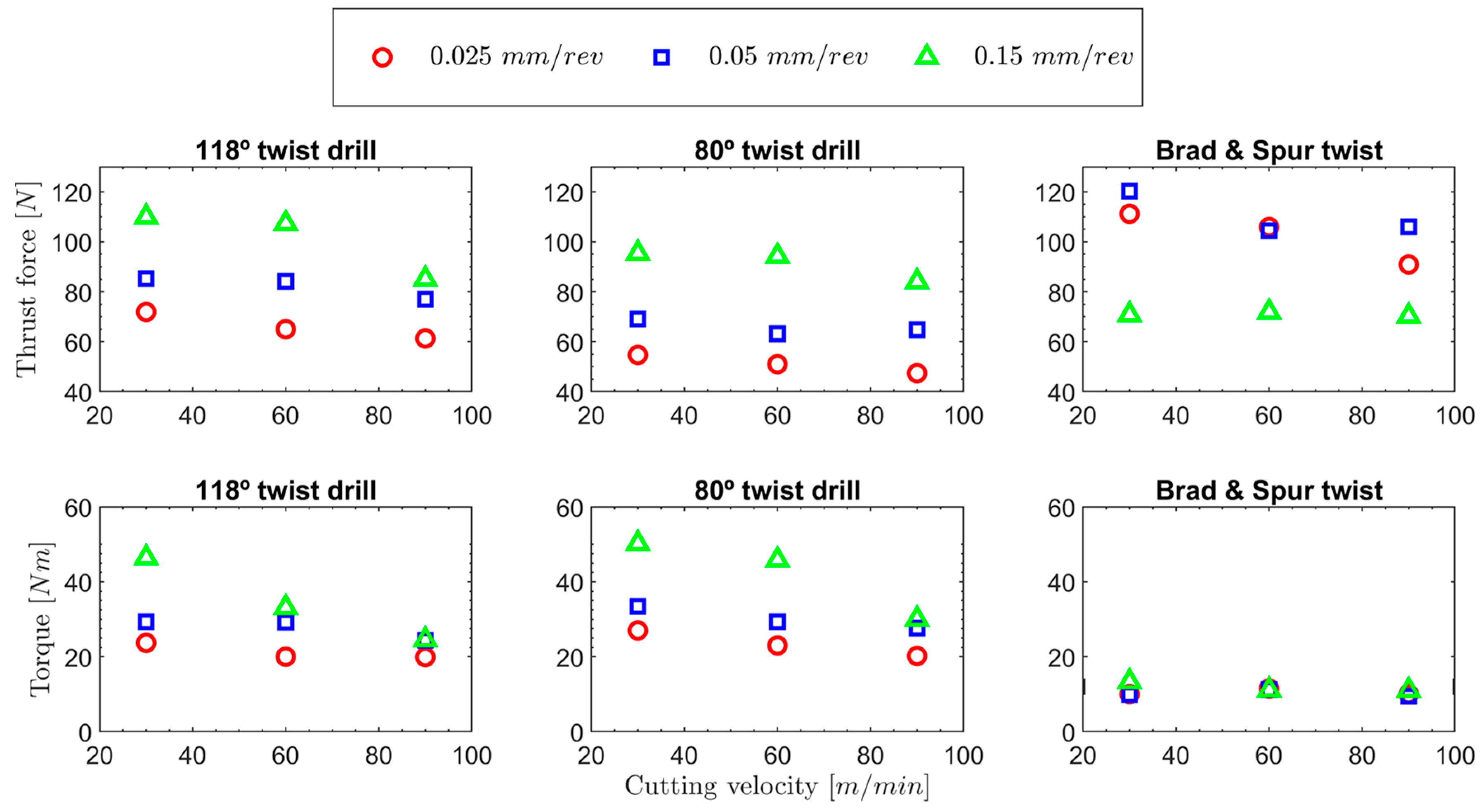
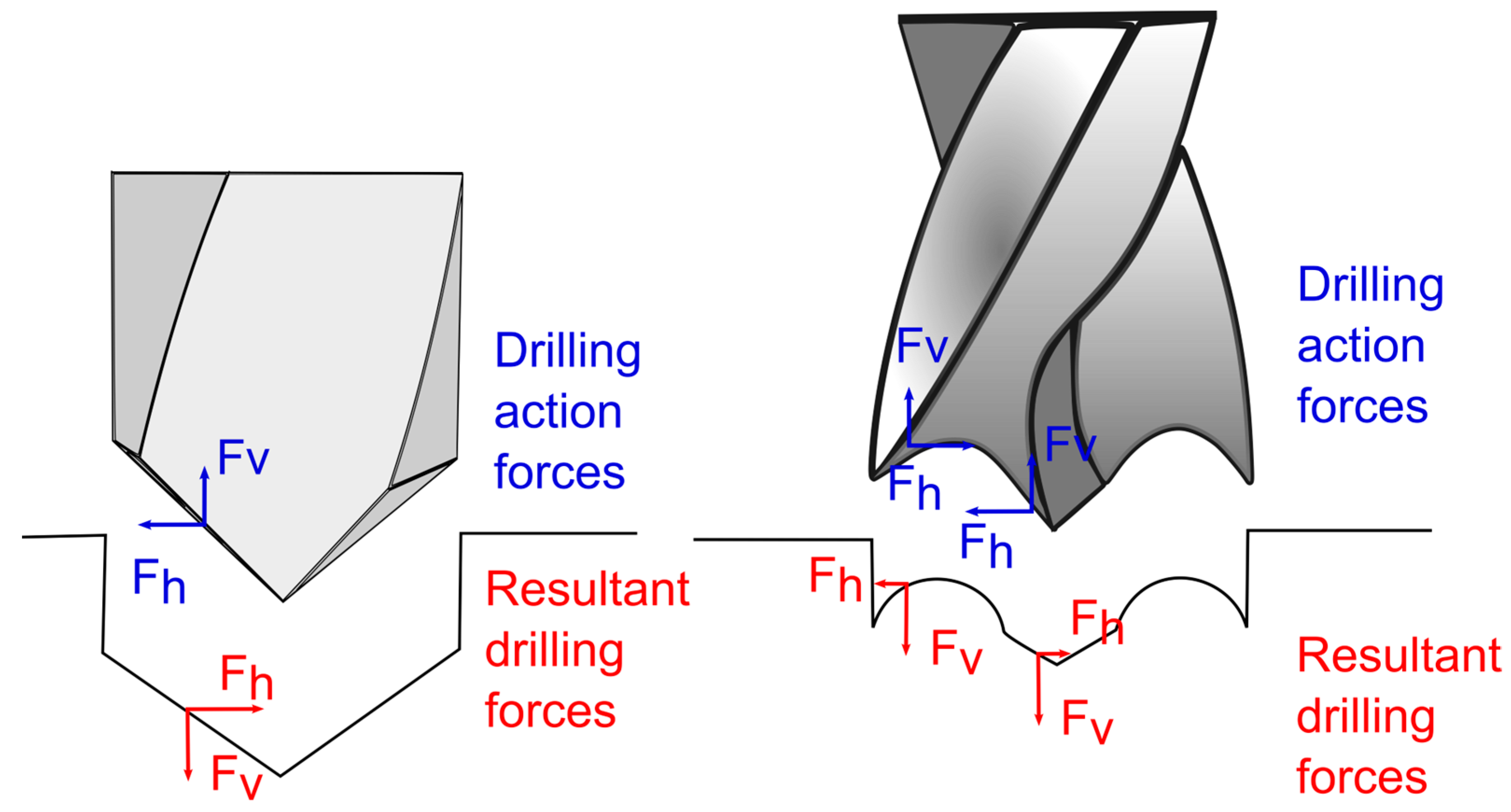
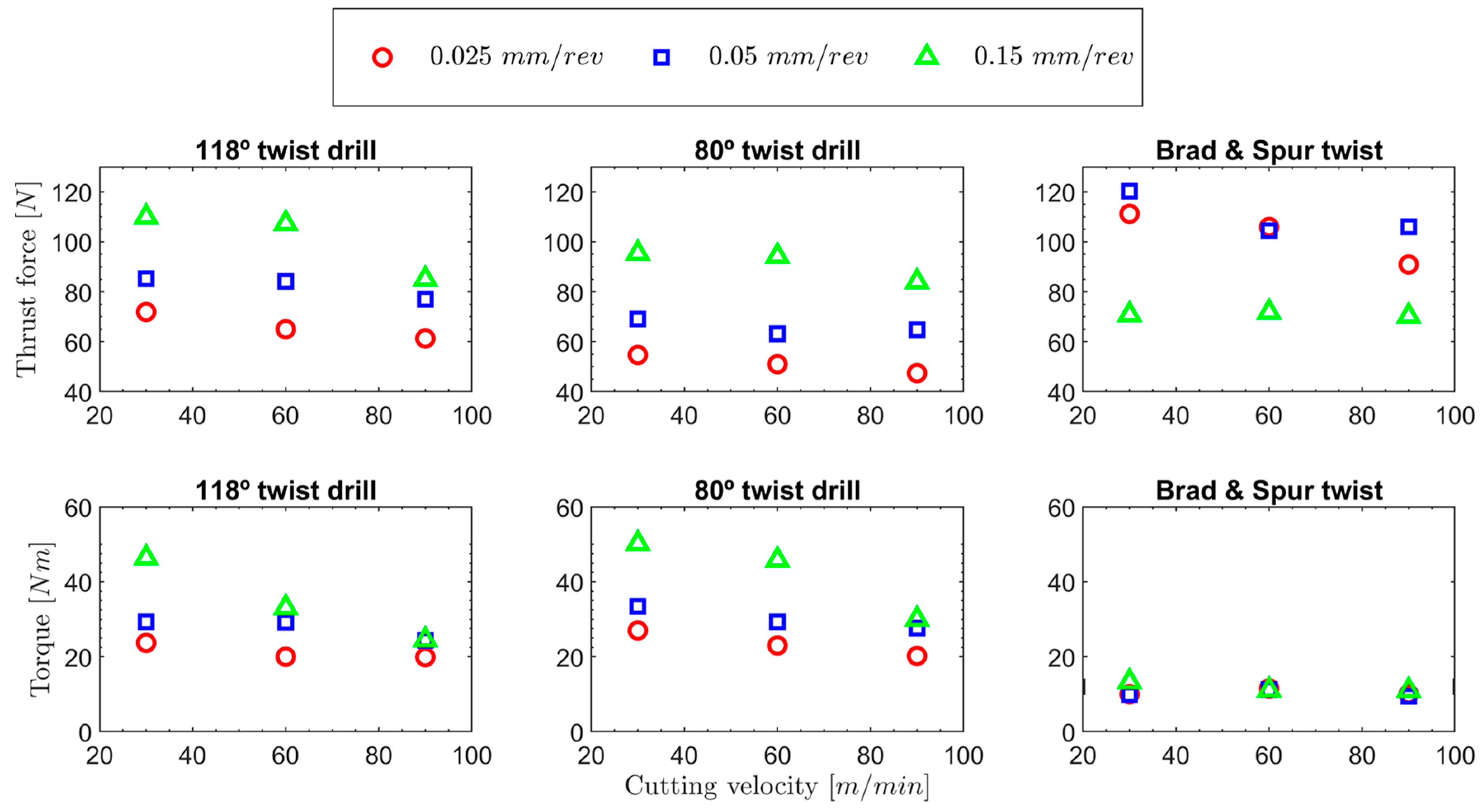
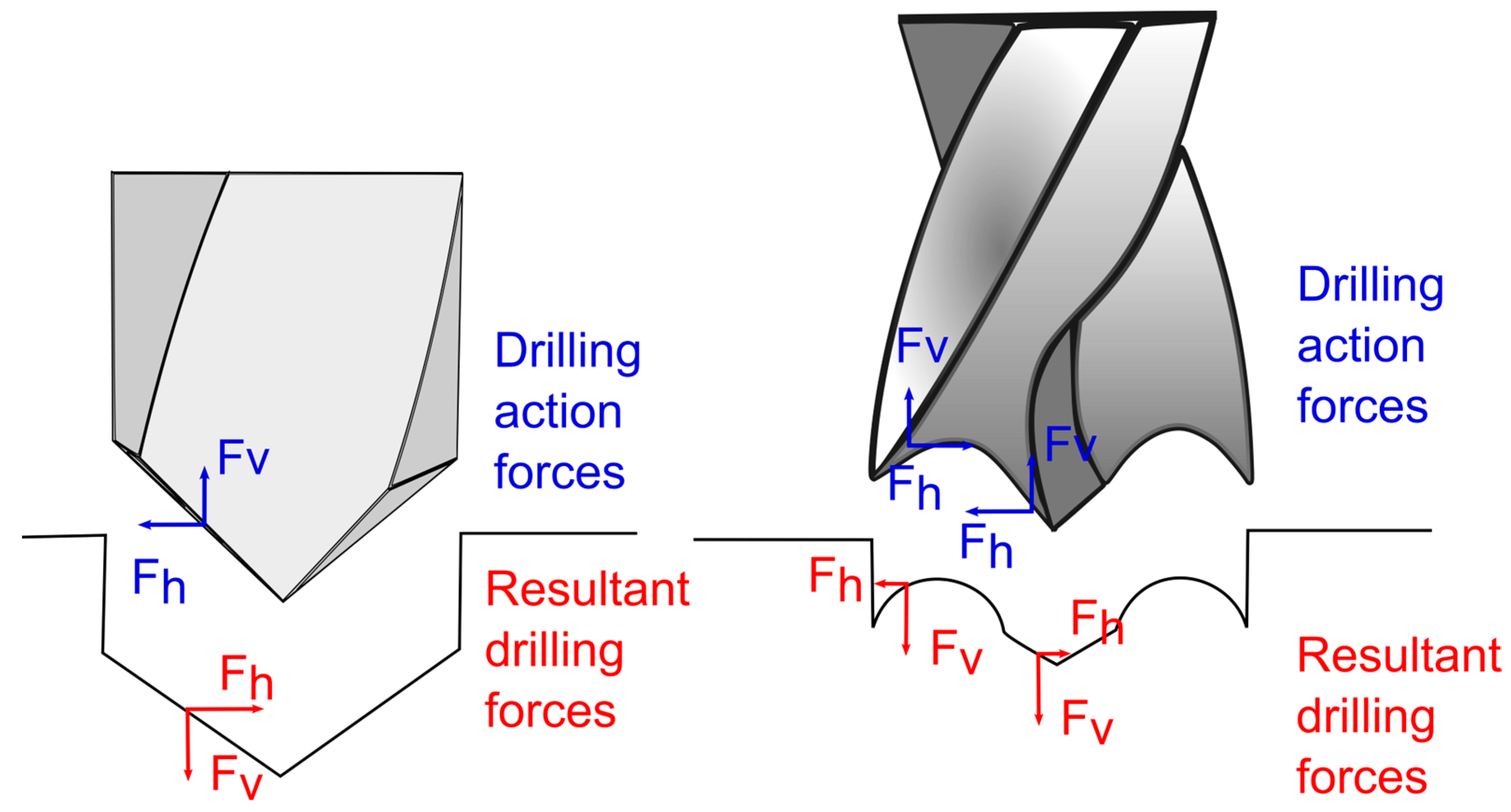
3.1. Cutting Force Analysis
3.2. Surface Damage
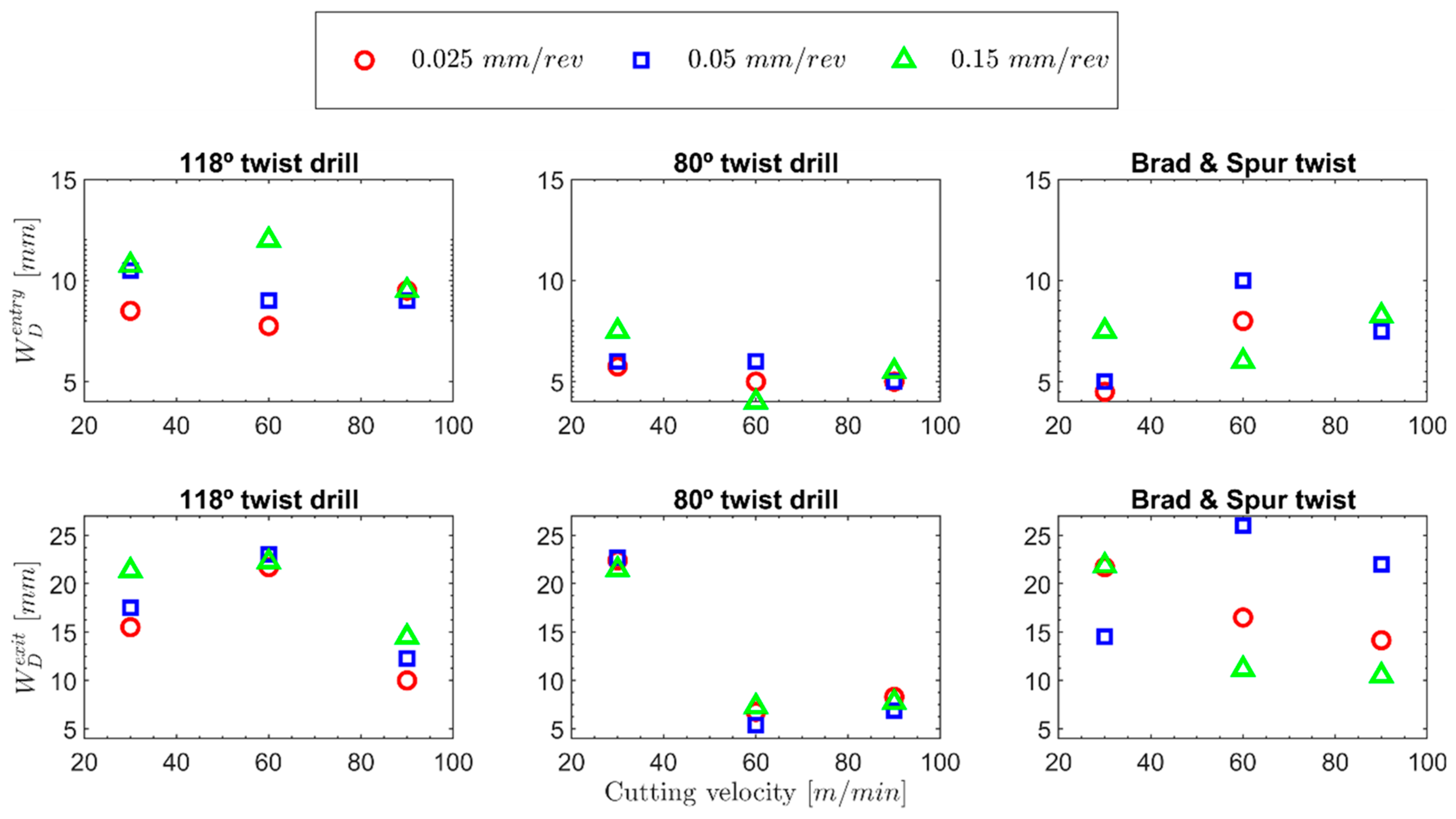
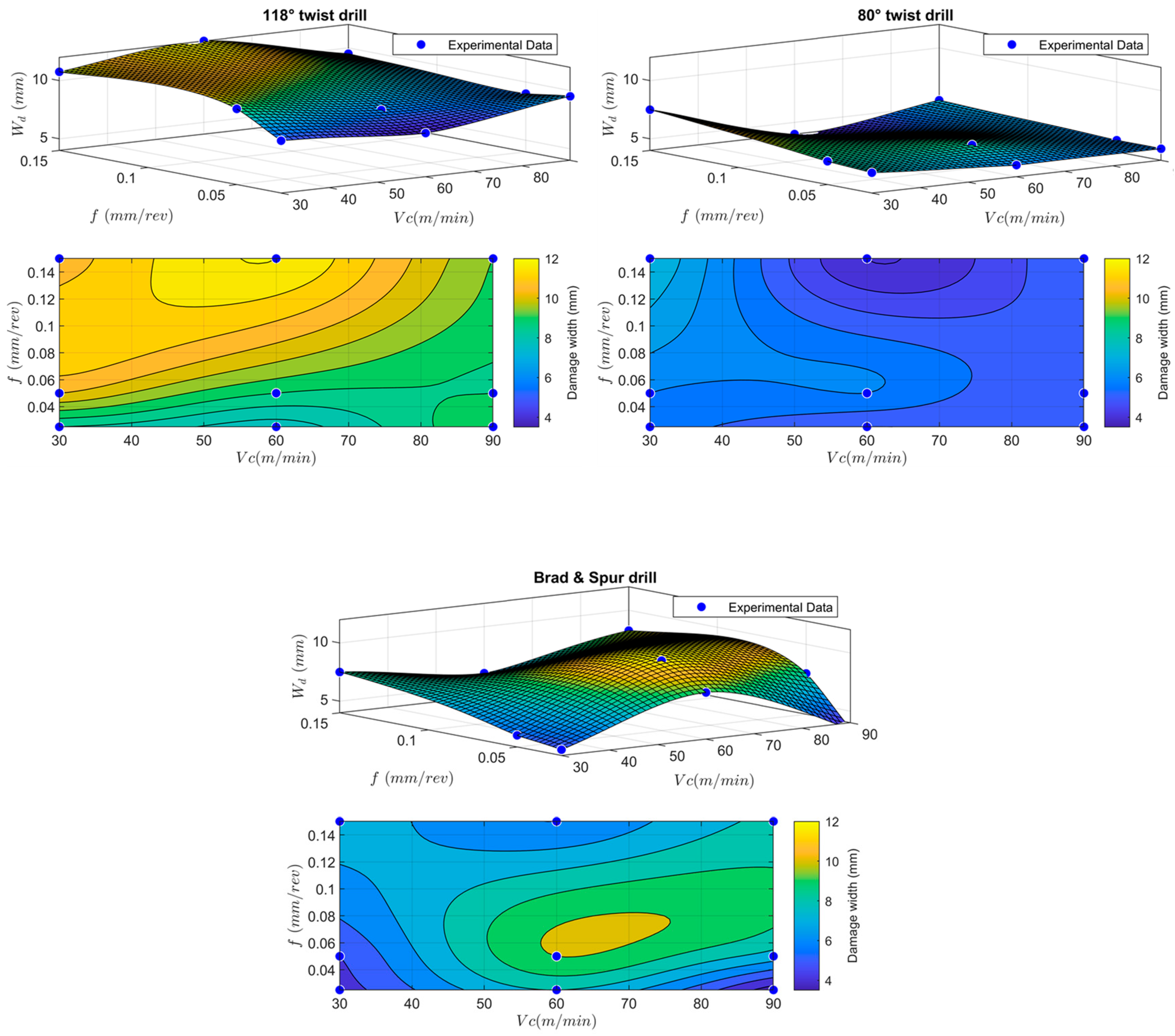
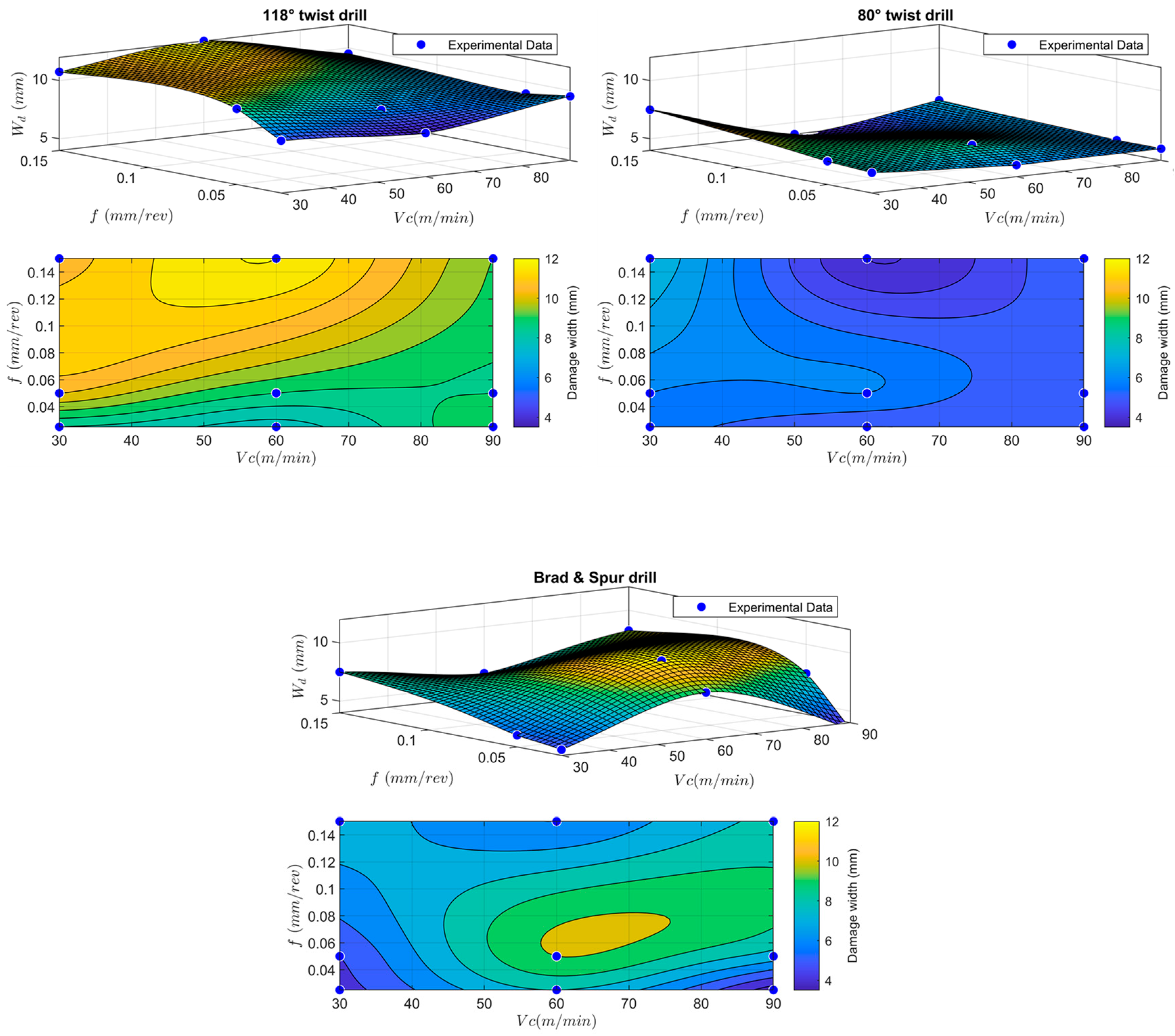
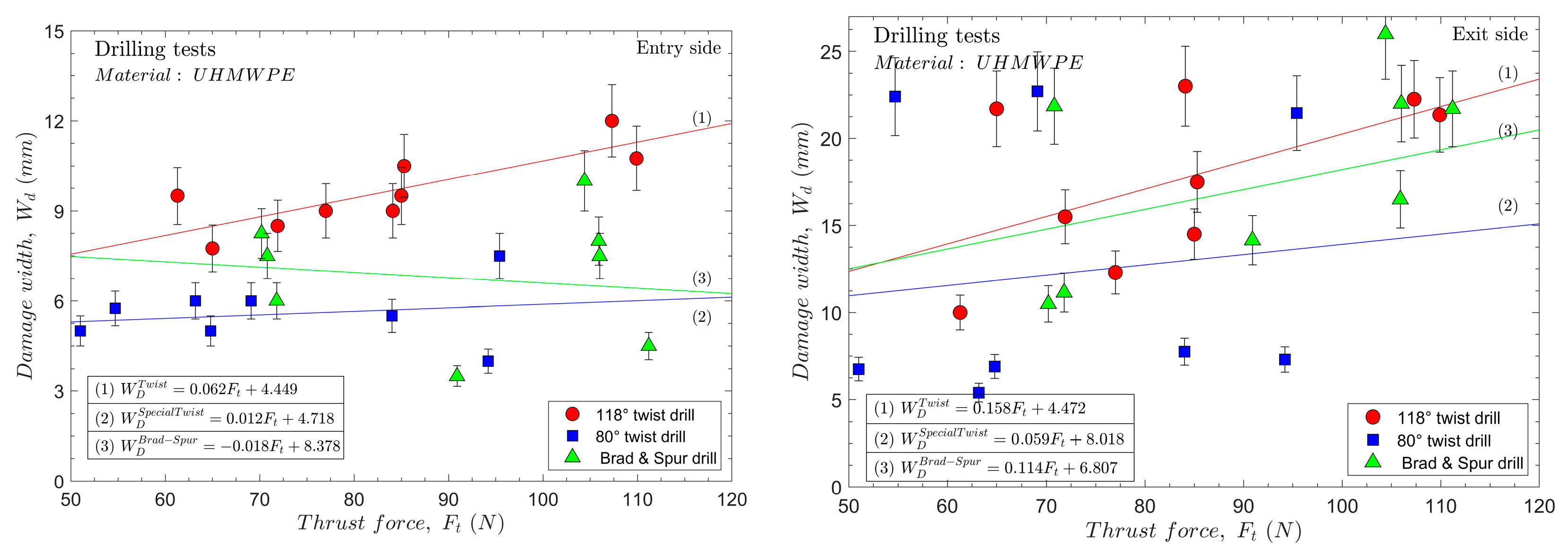
3.2.1. Delamination Analysis
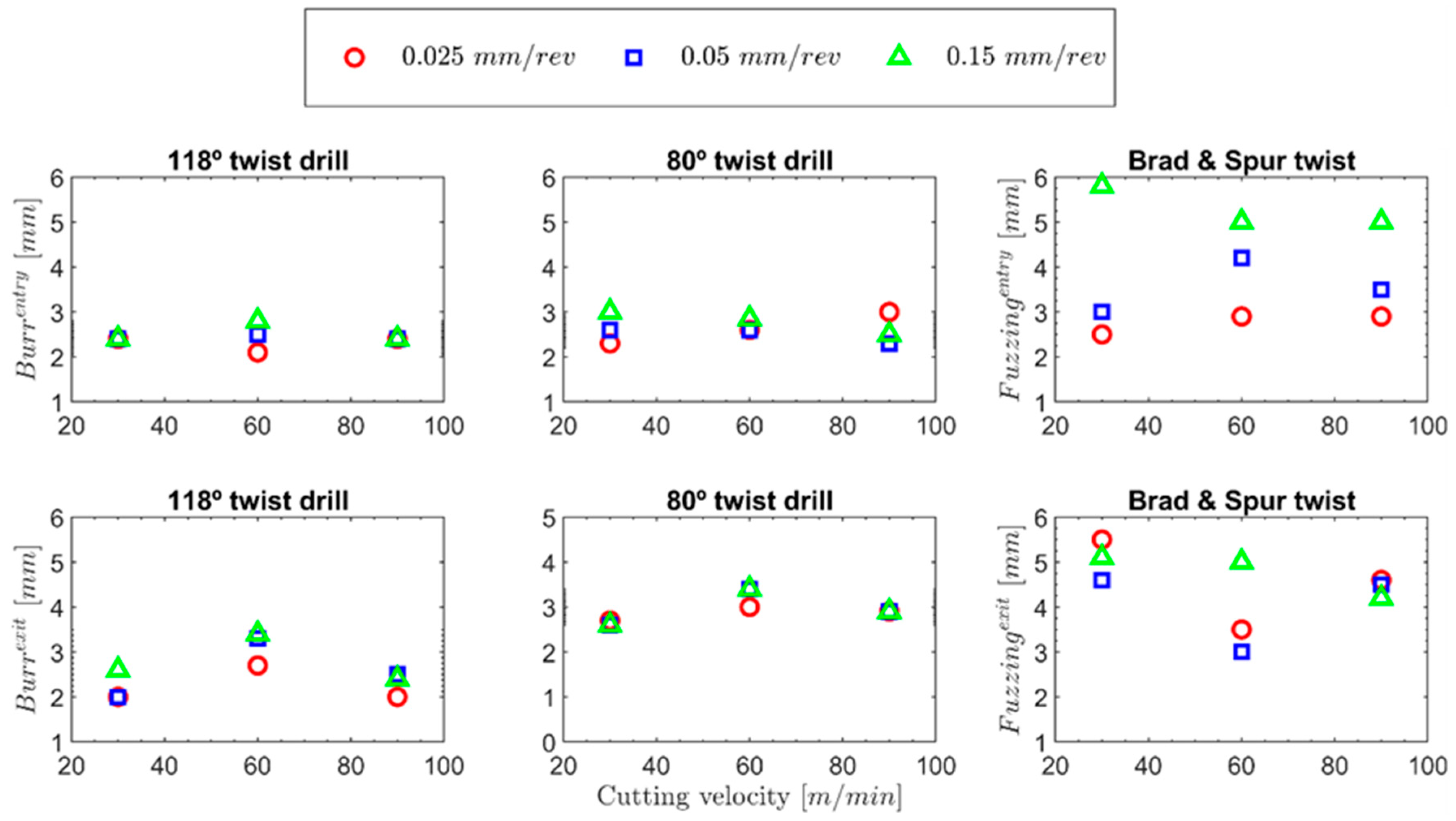
3.2.2. Burr Analysis
3.3. Pearson Correlation Analysis
4. Conclusions
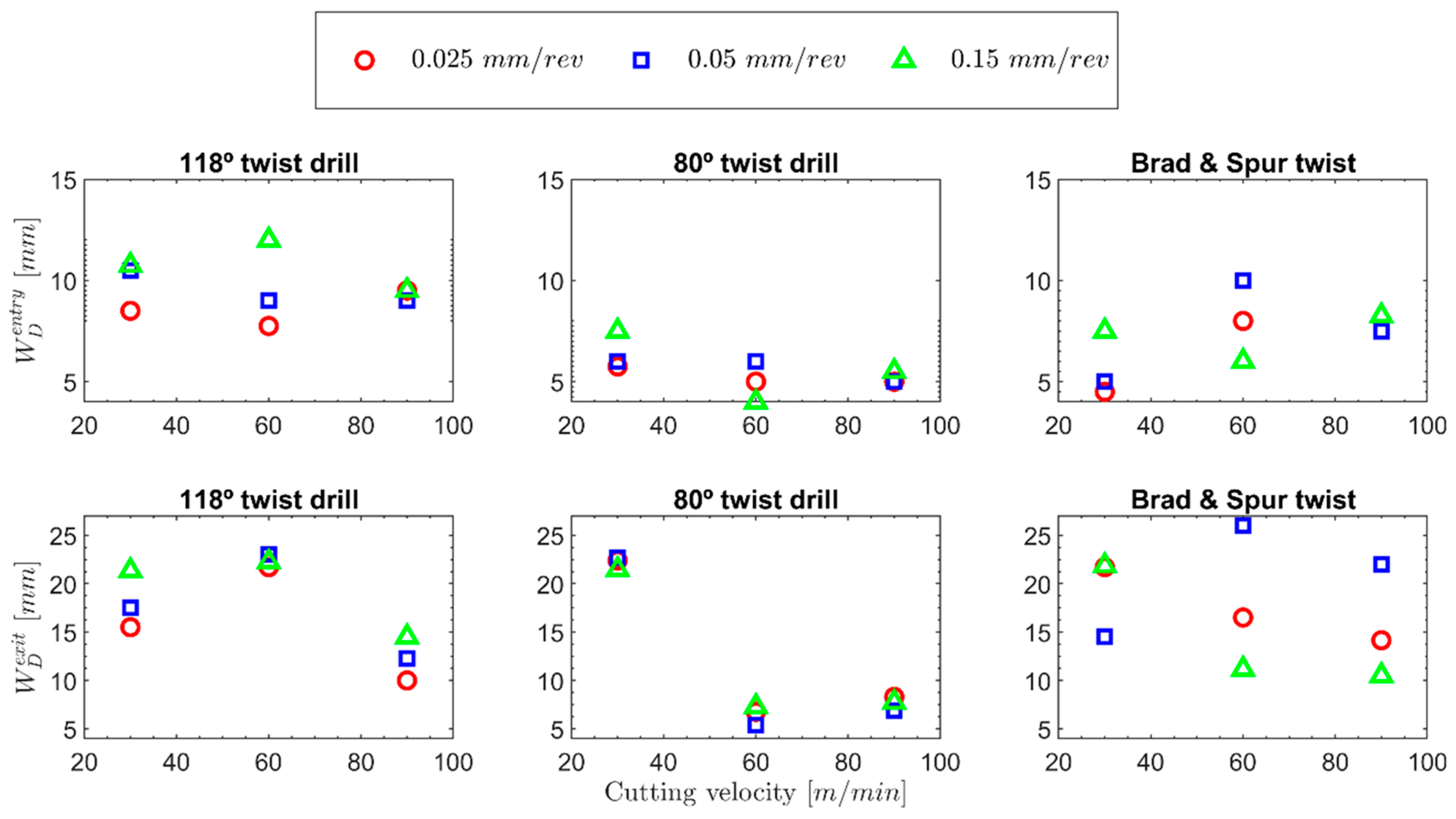
- The delaminations that were found were highly dependent on the cutting speed and the feed but very significantly on the cutting speed. Clearly, for all the tested tools, the number of delaminations observed in some cutting regimes dropped drastically.
- In addition to the cutting speed, the point angle of the drill was identified as a crucial factor in the generation of delaminations during the drilling of UHMWPE.
- The 80° twist drill achieved the lowest delamination value among the tested tools at a cutting speed of 60 m/min and a 0.05 mm/rev feed (5.4 mm). It was significantly lower than the lowest delamination value obtained with the 118° twist drill (10 mm in the case of the 90 m/min cutting speed and 0.025 mm/rev feed).
- For more productive parameters, both the cutting speed and feed should be increased, and it is possible to verify that the drill that minimises delamination is the one with the lowest point angle (the 80° twist drill), which generated a delamination of 7.75 mm; the increase in delamination is 43.51% with respect to the minimum value obtained under the optimal conditions. In terms of the cutting force, again, the drill with the lowest point angle (the 80° twist drill) obtained the best results when machining at the highest cutting speed and the lowest feed.
- Regarding the level of burrs found, it should be noted that these were only produced with the 118° and 80° twist drills because with the brad and spur geometry, no burrs were found, only fuzzing.
- The 118° twist drill was the best tool for minimising the level of burrs, as observed in the results obtained at the highest cutting speed (with no significant effect of the feed rate for the highest cutting speed that was tested).
- It is worth pointing out that although the brad and spur drill is used to reduce the level of burrs, it leads to more fuzzing and delamination compared to the tool that performs the best in these aspects.
- Based on the findings related to forces and damages, it can be concluded that the tool with the lowest point angle is the most versatile because less delamination was found and because burrs could be removed after postprocessing.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Tesfaye Jule, L.; Ramaswamy, K.; Nagaprasad, N.; Shanmugam, V.; Vignesh, V. Design and analysis of serial drilled hole in composite material. Mater. Today Proc. 2021, 45, 5759–5763. [Google Scholar] [CrossRef]
- Díaz-Álvarez, A.; Rodríguez-Millán, M.; Díaz-Álvarez, J.; Miguélez, M.H. Experimental analysis of drilling induced damage in aramid composites. Compos. Struct. 2018, 202, 1136–1144. [Google Scholar] [CrossRef]
- Vigneshwaran, S.; Uthayakumar, M.; Arumugaprabu, V. Review on Machinability of Fiber Reinforced Polymers: A Drilling Approach. Silicon 2018, 10, 2295–2305. [Google Scholar] [CrossRef]
- Olmedo, A.; Santiuste, C.; Barbero, E. An analytical model for predicting the stiffness and strength of pinned-joint composite laminates. Compos. Sci. Technol. 2014, 90, 67–73. [Google Scholar] [CrossRef]
- Vigneshwaran, S.; John, K.M.; Deepak Joel Johnson, R.; Uthayakumar, M.; Arumugaprabu, V.; Kumaran, S.T. Conventional and unconventional machining performance of natural fibre-reinforced polymer composites: A review. J. Reinf. Plast. Compos. 2020, 40, 553–567. [Google Scholar] [CrossRef]
- Sugita, N.; Shu, L.; Kimura, K.; Arai, G.; Arai, K. Dedicated drill design for reduction in burr and delamination during the drilling of composite materials. CIRP Ann. 2019, 68, 89–92. [Google Scholar] [CrossRef]
- Fernández-Pérez, J.; Cantero, J.L.; Díaz-Álvarez, J.; Miguélez, M.H. Influence of cutting parameters on tool wear and hole quality in composite aerospace components drilling. Compos. Struct. 2017, 178, 157–161. [Google Scholar] [CrossRef]
- John, K.M.; Thirumalai Kumaran, S. Backup support technique towards damage-free drilling of composite materials: A review. Int. J. Light. Mater. Manuf. 2020, 3, 357–364. [Google Scholar] [CrossRef]
- Simpson, B.; Dicken, P.J. Integration of machining and inspection in aerospace manufacturing. IOP Conf. Ser. Mater. Sci. Eng. 2011, 26, 012014. [Google Scholar] [CrossRef]
- Murthy, B.R.N.; Beedu, R.; Bhat, R.; Naik, N.; Prabakar, P. Delamination assessment in drilling basalt/carbon fiber reinforced epoxy composite material. J. Mater. Res. Technol. 2020, 9, 7427–7433. [Google Scholar] [CrossRef]
- Dobrinski, A.; Dudarev, A. Intelligent automated drilling in the laminate composites and hybrid materials. Mater. Today Proc. 2021, 38, 1980–1983. [Google Scholar] [CrossRef]
- Feito, N.; Diaz-Álvarez, A.; Cantero, J.L.; Rodríguez-Millán, M.; Miguélez, H. Experimental analysis of special tool geometries when drilling woven and multidirectional CFRPs. J. Reinf. Plast. Compos. 2016, 35, 33–55. [Google Scholar] [CrossRef]
- Feito, N.; Muñoz-Sánchez, A.; Díaz-Álvarez, A.; Miguelez, M.H. Multi-objective optimization analysis of cutting parameters when drilling composite materials with special geometry drills. Compos. Struct. 2019, 225, 111187. [Google Scholar] [CrossRef]
- Tejas, N.; Cadambi, R.M. Effect of point angle in twist drill bit on delamination in CFRP. Mater. Today Proc. 2020, 21, 1278–1282. [Google Scholar]
- Yu, Z.; Li, C.; Kurniawan, R.; Park, K.M.; Ko, T.J. Drill bit with a helical groove edge for clean drilling of carbon fiber-reinforced plastic. J. Mater. Process. Technol. 2019, 274, 116291. [Google Scholar] [CrossRef]
- Mudhukrishnan, M.; Hariharan, P.; Palanikumar, K. Delamination analysis in drilling of carbon fiber reinforced polypropylene (CFR-PP) composite materials. Mater. Today Proc. 2019, 16, 792–799. [Google Scholar] [CrossRef]
- Lv, D.; Chen, M.; Yao, Y.; Yan, C.; Chen, G.; Zhu, Y. High-frequency vibration effects on the hole integrity in rotary ultrasonic drilling of carbon fiber-reinforced plastic composites. Ultrasonics 2021, 115, 106448. [Google Scholar] [CrossRef]
- Díaz-Álvarez, A.; Rubio-López, Á.; Santiuste, C.; Miguélez, M.H. Experimental analysis of drilling induced damage in biocomposites. Text. Res. J. 2018, 88, 2544–2558. [Google Scholar] [CrossRef]
- Bajpai, P.K.; Debnath, K.; Singh, I. Hole making in natural fiber-reinforced polylactic acid laminates. J. Thermoplast. Compos. Mater. 2017, 30, 30–46. [Google Scholar] [CrossRef]
- Lässig, T.R.; May, M.; Heisserer, U.; Riedel, W.; Bagusat, F.; van der Werff, H.; Hiermaier, S.J. Effect of consolidation pressure on the impact behavior of UHMWPE composites. Compos. Part B Eng. 2018, 147, 47–55. [Google Scholar] [CrossRef]
- Kang, J.; Rao, H.; Zhang, R.; Avery, K.; Su, X. Tensile and fatigue behaviour of self-piercing rivets of CFRP to aluminium for automotive application. IOP Conf. Ser. Mater. Sci. Eng. 2016, 137, 012025. [Google Scholar] [CrossRef]
- Vadivel, H.S.; Bek, M.; Šebenik, U.; Perše, L.S.; Kádár, R.; Emami, N.; Kalin, M. Do the particle size, molecular weight, and processing of UHMWPE affect its thermomechanical and tribological performance? J. Mater. Res. Technol. 2021, 12, 1728–1737. [Google Scholar] [CrossRef]
- Dong, P.; Zhang, Q.; Wang, K.; Zhu, B.H.; Su, W.; Li, J.F.; Fu, Q. Pursuit of the correlation between yield strength and crystallinity in sintering-molded UHMWPE. Polymer 2021, 215, 123352. [Google Scholar] [CrossRef]
- Fazal, A.; Fancey, K.S. UHMWPE fibre-based composites: Prestress-induced enhancement of impact properties. Compos. Part B Eng. 2014, 66, 1–6. [Google Scholar] [CrossRef]
- Altan, M.; Altan, E. Investigation of burr formation and surface roughness in drilling engineering plastics. J. Braz. Soc. Mech. Sci. Eng. 2014, 36, 347–354. [Google Scholar] [CrossRef]
- Xiao, K.Q.; Zhang, L.C. The role of viscous deformation in the machining of polymers. Int. J. Mech. Sci. 2002, 44, 2317–2336. [Google Scholar] [CrossRef]
- Campos Rubio, J.C.; Panzera, T.H.; Scarpa, F. Machining behaviour of three high-performance engineering plastics. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2015, 229, 28–37. [Google Scholar] [CrossRef]
- Ferreira Lizaro, B.; Gomes Vieira, L.M.; Campos Rubio, J.C.; Araújo Câmara, M. Influence of Machining Parameters of the Drilling Polymers UHMW-PE and PTFE. Adv. Mater. Res. 2015, 1120–1121, 1297–1301. [Google Scholar] [CrossRef]
- Zeng, Z.; Guo, B.; Li, M.; Li, J.; Zhou, X.D. Experimental and simulated investigation of temperature distribution of UHMWPE laminated composites during hot pressing process. J. Appl. Polym. Sci. 2018, 135, 45874. [Google Scholar] [CrossRef]
- Ding, L.; Gu, X.; Shen, P.; Kong, X. Ballistic Limit of UHMWPE Composite Armor under Impact of Ogive-Nose Projectile. Polymers 2022, 14, 4866. [Google Scholar] [CrossRef]
- Haris, A.; Tan, V.B.C. Effects of spacing and ply blocking on the ballistic resistance of UHMWPE laminates. Int. J. Impact Eng. 2021, 151, 103824. [Google Scholar] [CrossRef]
- Broca Para Kevlar. Available online: https://webshop.guhring.es/1149 (accessed on 18 September 2023).
- Brocas Espirales Cortas. Available online: https://webshop.guhring.es/710 (accessed on 29 August 2023).
- Su, F.; Zheng, L.; Sun, F.; Wang, Z.; Deng, Z.; Qiu, X. Novel drill bit based on the step-control scheme for reducing the CFRP delamination. J. Mater. Process. Technol. 2018, 262, 157–167. [Google Scholar] [CrossRef]
- Gemi, L.; Morkavuk, S.; Köklü, U.; Gemi, D.S. An experimental study on the effects of various drill types on drilling performance of GFRP composite pipes and damage formation. Compos. Part B Eng. 2019, 172, 186–194. [Google Scholar] [CrossRef]
- Rampal; Kumar, G.; Rangappa, S.M.; Siengchin, S.; Zafar, S. A review of recent advancements in drilling of fiber-reinforced polymer composites. Compos. Part C Open Access 2022, 9, 100312. [Google Scholar] [CrossRef]
- Ghabezi, P.; Khoran, M. Optimization of drilling parameters in composite sandwich structures (PVC core). Indian J. Sci. Res 2014, 2, 173–179. [Google Scholar]
- Ghabezi, P.; Farahani, M.; Shahmirzaloo, A.; Ghorbani, H.; Harrison, N.M. Defect evaluation of the honeycomb structures formed during the drilling process. Int. J. Damage Mech. 2020, 29, 454–466. [Google Scholar] [CrossRef]
- Veniali, F.; Di Illio, A.; Tagliaferri, V. An Experimental Study of the Drilling of Aramid Composites. J. Energy Resour. Technol. 1995, 117, 271–278. [Google Scholar] [CrossRef]
- Khashaba, U.A. A novel approach for characterization of delamination and burr areas in drilling FRP composites. Compos. Struct. 2022, 290, 115534. [Google Scholar] [CrossRef]
- Pereszlai, C. A method to predict drilling-induced burr occurrence in chopped carbon fibre reinforced polymer (CFRP) composites based on digital image processing. Compos. Part B Eng. 2022, 242, 110054. [Google Scholar]
- Aurich, J.C.; Dornfeld, D.; Arrazola, P.J.; Franke, V.; Leitz, L.; Min, S. Manufacturing Technology Burrs—Analysis, control and removal. CIRP Ann. 2009, 58, 519–542. [Google Scholar] [CrossRef]
- Xu, J.; Li, L.; Geier, N.; Davim, J.P.; Chen, M. Experimental study of drilling behaviors and damage issues for woven GFRP composites using special drills. J. Mater. Res. Technol. 2022, 21, 1256–1273. [Google Scholar] [CrossRef]
- Cao, M.; Chen, L.; Xu, R.; Fang, Q. Effect of the temperature on ballistic performance of UHMWPE laminate with limited thickness. Compos. Struct. 2021, 277, 114638. [Google Scholar] [CrossRef]
- Xu, T.; Farris, R.J. Shapeable matrix-free Spectra® fiber-reinforced polymeric composites via high-temperature high-pressure sintering: Process-structure-property relationship. J. Polym. Sci. Part B Polym. Phys. 2005, 43, 2767–2789. [Google Scholar] [CrossRef]
- Díaz-Álvarez, A.; Díaz-Álvarez, J.; Feito, N.; Santiuste, C. Drilling of biocomposite materials: Modelling and experimental validation. Simul. Model. Pract. Theory 2021, 106, 102203. [Google Scholar] [CrossRef]
- Zhang, K.; Li, W.; Zheng, Y.; Yao, W.; Zhao, C. Dynamic constitutive model of ultra-high molecular weight polyethylene (UHMWPE): Considering the temperature and strain rate effects. Polymers 2020, 12, 1561. [Google Scholar] [CrossRef] [PubMed]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibre Volume Fraction | Approx. 90% |
| Fibre Strength | 1222 MPa |
| Fibre Modulus | 130.6 GPa |
| Cross-Ply Thickness | 50–60 µm |
| Configuration | (0°/90°/0°/90°) |
| Laminate Density | 0.97 g/cm3 |
| Vc [m/min] | f [mm/rev] | |
|---|---|---|
| Cutting Conditions | 30 | 0.025 |
| 60 | 0.05 | |
| 90 | 0.15 |
| Vc [m/min] | f [mm/rev] | Twist 118° | Twist 118° | Twist 80° | Twist 80° | Brad and Spur | Brad and Spur |
|---|---|---|---|---|---|---|---|
| 30 | 0.03 | 8.5 | 15.5 | −32.4% | 44.5% | −47.1% | 40.0% |
| 0.05 | 10.5 | 17.5 | −42.9% | 29.7% | −52.4% | −17.1% | |
| 0.15 | 10.8 | 21.4 | −30.2% | 0.5% | −30.2% | −1.6% | |
| 60 | 0.03 | 7.8 | 21.7 | −35.5% | −68.9% | 3.2% | −24.0% |
| 0.05 | 9.0 | 23.0 | −33.3% | −76.5% | 11.1% | 13.0% | |
| 0.15 | 12.0 | 22.3 | −66.7% | −67.2% | −50.0% | −49.9% | |
| 90 | 0.03 | 9.5 | 10.0 | −47.4% | −17.0% | −63.2% | 41.5% |
| 0.05 | 9.0 | 12.3 | −44.4% | −43.9% | −16.7% | 78.9% | |
| 0.15 | 9.5 | 14.5 | −42.1% | −46.6% | −13.2% | −27.6% |
| Drilling Parameters | Quality Characteristics | |||||
|---|---|---|---|---|---|---|
| Thrust Force | Torque | Burr Entry | Burr Exit | Delamination Entry | Delamination Exit | |
| Cutting Speed | −0.23 | −0.26 | 0 | −0.037 | −0.066 | −0.52 |
| Feed | 0.23 | 0.39 | 0.44 | 0.14 | 0.23 | −0.027 |
| Drilling Parameters | Drill | Quality Characteristics | |||||
|---|---|---|---|---|---|---|---|
| Thrust Force | Torque | Burr/Fuzzing Entry | Burr/Fuzzing Exit | Delamination Entry | Delamination Exit | ||
| Cutting Speed | 118° twist | −0.422 | −0.47 | 0 | 0.05 | −0.13 | −0.47 |
| 80° twist | −0.26 | −0.42 | −0.11 | 0.49 | −0.62 | −0.53 | |
| brad and spur | −0.37 | −0.26 | −0.26 | −0.53 | 0.21 | −0.26 | |
| Feed | 118° twist | 0.90 | 0.84 | 0.50 | 0.43 | 0.74 | −0.027 |
| 80° twist | 0.95 | 0.90 | 0.19 | 0 | 0.16 | 0.26 | |
| brad and spur | −0.63 | 0.26 | 0.96 | 0.08 | 0.40 | −0.21 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Díaz-Álvarez, A.; Rodríguez-Millán, M.; Rubio, I.; Kim, D.; Díaz-Álvarez, J. Drilling of Cross-Ply UHMWPE Laminates: A Study on the Effects of the Tool Geometry and Cutting Parameters on the Integrity of Components. Polymers 2023, 15, 3882. https://doi.org/10.3390/polym15193882
Díaz-Álvarez A, Rodríguez-Millán M, Rubio I, Kim D, Díaz-Álvarez J. Drilling of Cross-Ply UHMWPE Laminates: A Study on the Effects of the Tool Geometry and Cutting Parameters on the Integrity of Components. Polymers. 2023; 15(19):3882. https://doi.org/10.3390/polym15193882
Chicago/Turabian StyleDíaz-Álvarez, Antonio, Marcos Rodríguez-Millán, Ignacio Rubio, Daekyum Kim, and José Díaz-Álvarez. 2023. "Drilling of Cross-Ply UHMWPE Laminates: A Study on the Effects of the Tool Geometry and Cutting Parameters on the Integrity of Components" Polymers 15, no. 19: 3882. https://doi.org/10.3390/polym15193882
APA StyleDíaz-Álvarez, A., Rodríguez-Millán, M., Rubio, I., Kim, D., & Díaz-Álvarez, J. (2023). Drilling of Cross-Ply UHMWPE Laminates: A Study on the Effects of the Tool Geometry and Cutting Parameters on the Integrity of Components. Polymers, 15(19), 3882. https://doi.org/10.3390/polym15193882