
Zein as a Basis of Recyclable Injection Moulded Materials: Effect of Formulation and Processing Conditions




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Sample Preparation
2.3. Methodology
2.3.1. Dynamic Mechanical Thermal Analysis (DMTA)
2.3.2. Tensile Tests
2.3.3. Water Uptake Capacity (WUC)
2.3.4. Scanning Electron Microscopy (SEM)
2.4. Statistical Analysis
3. Results
3.1. Blends
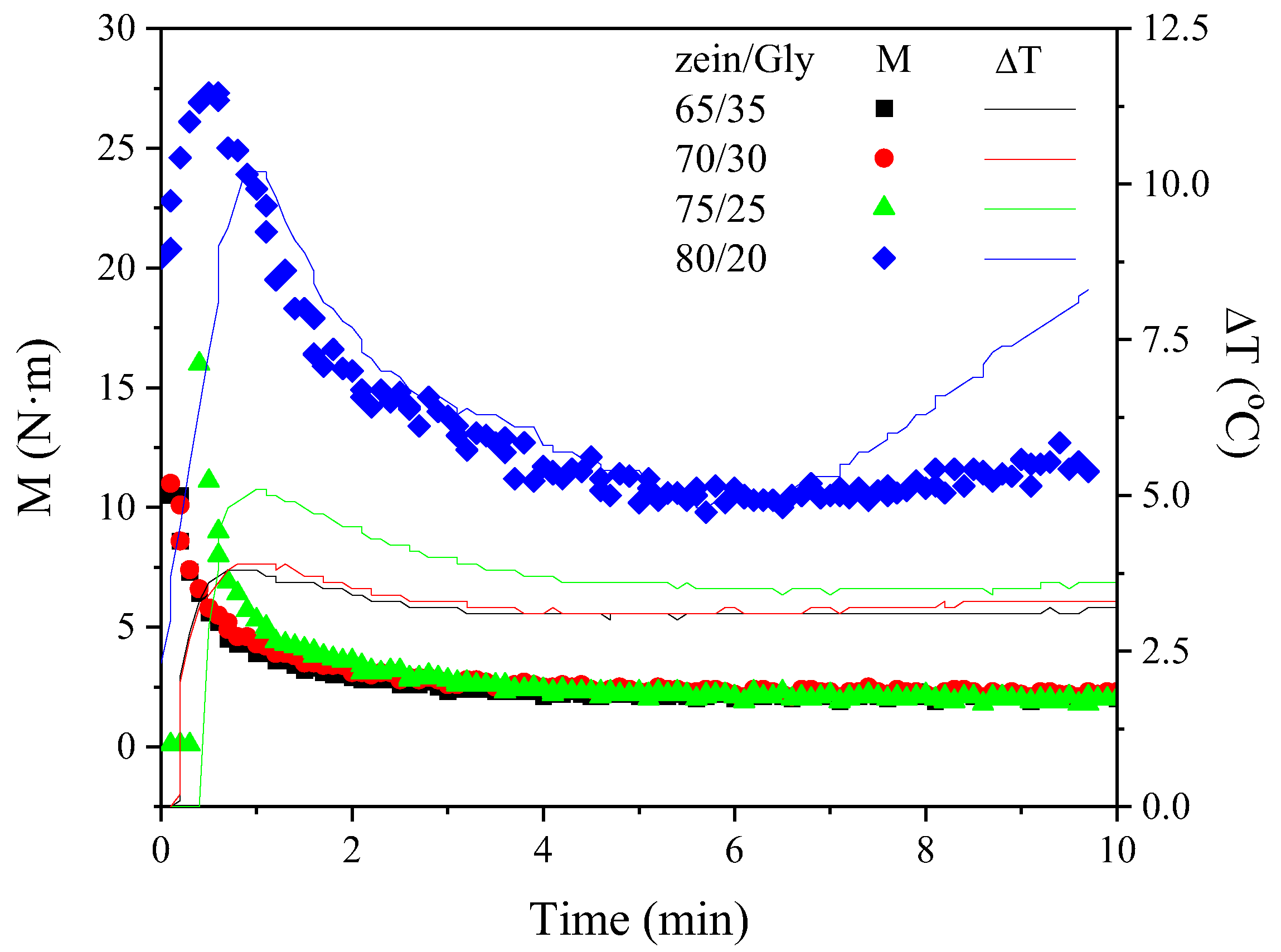
3.1.1. Mixing Stage of Blends
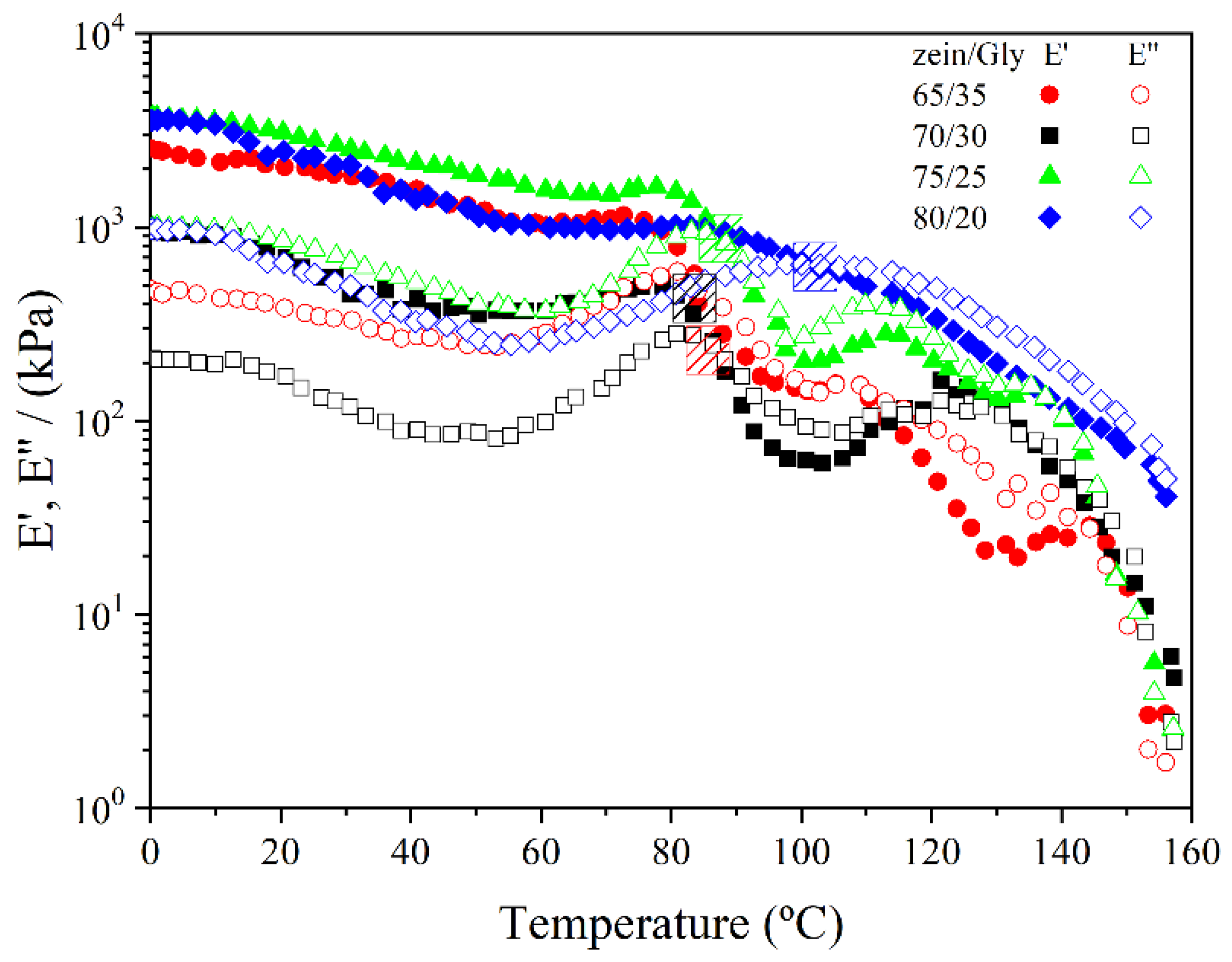
3.1.2. Thermal Behaviour of Blends
3.2. Bioplastics
3.2.1. Rheological Characterisation
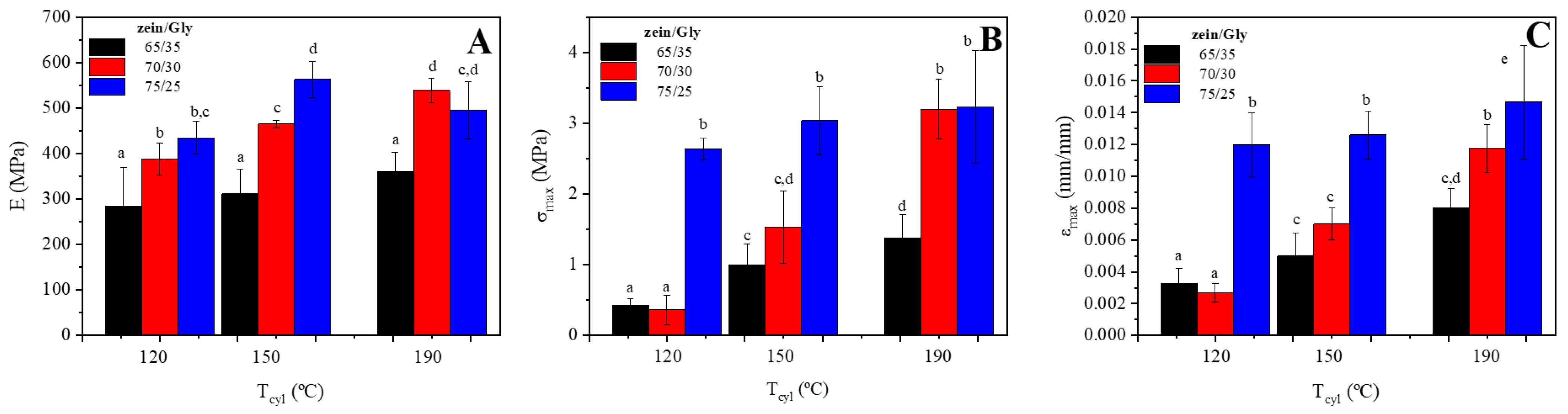
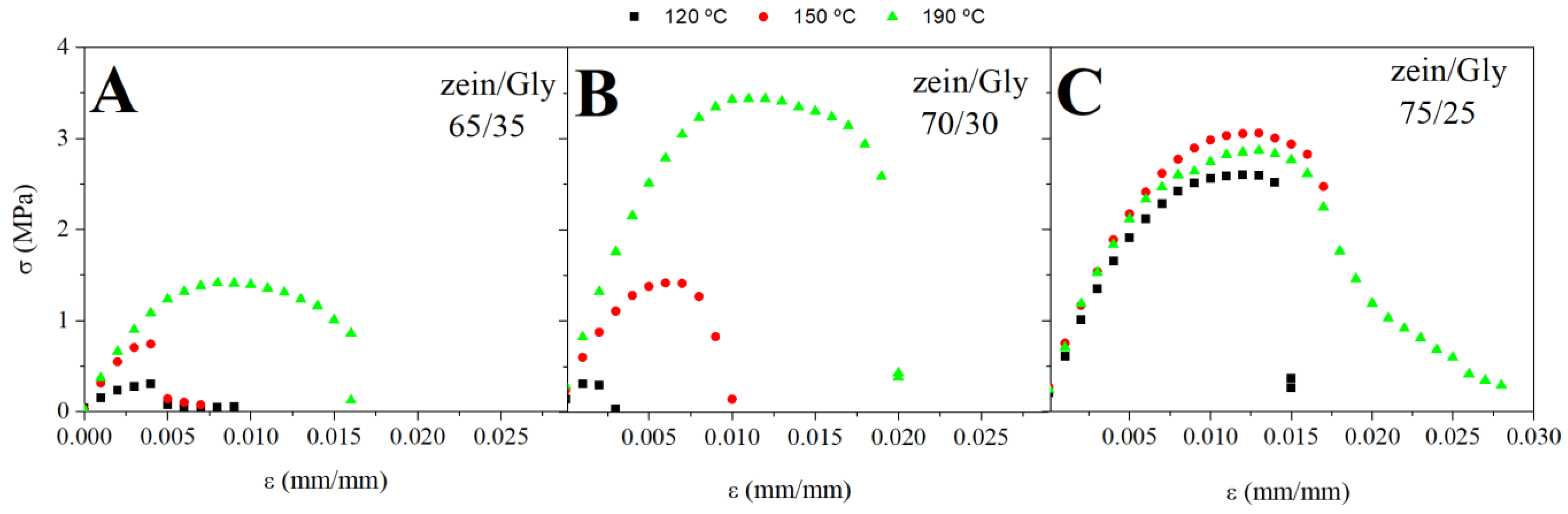
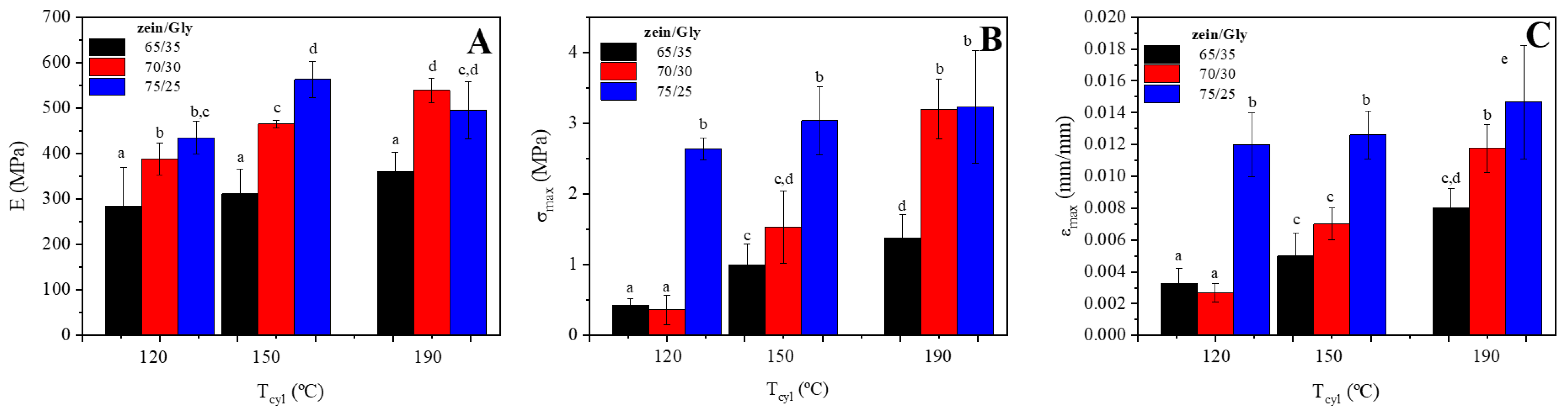
3.2.2. Tensile Tests
3.2.3. Water Uptake Capacity
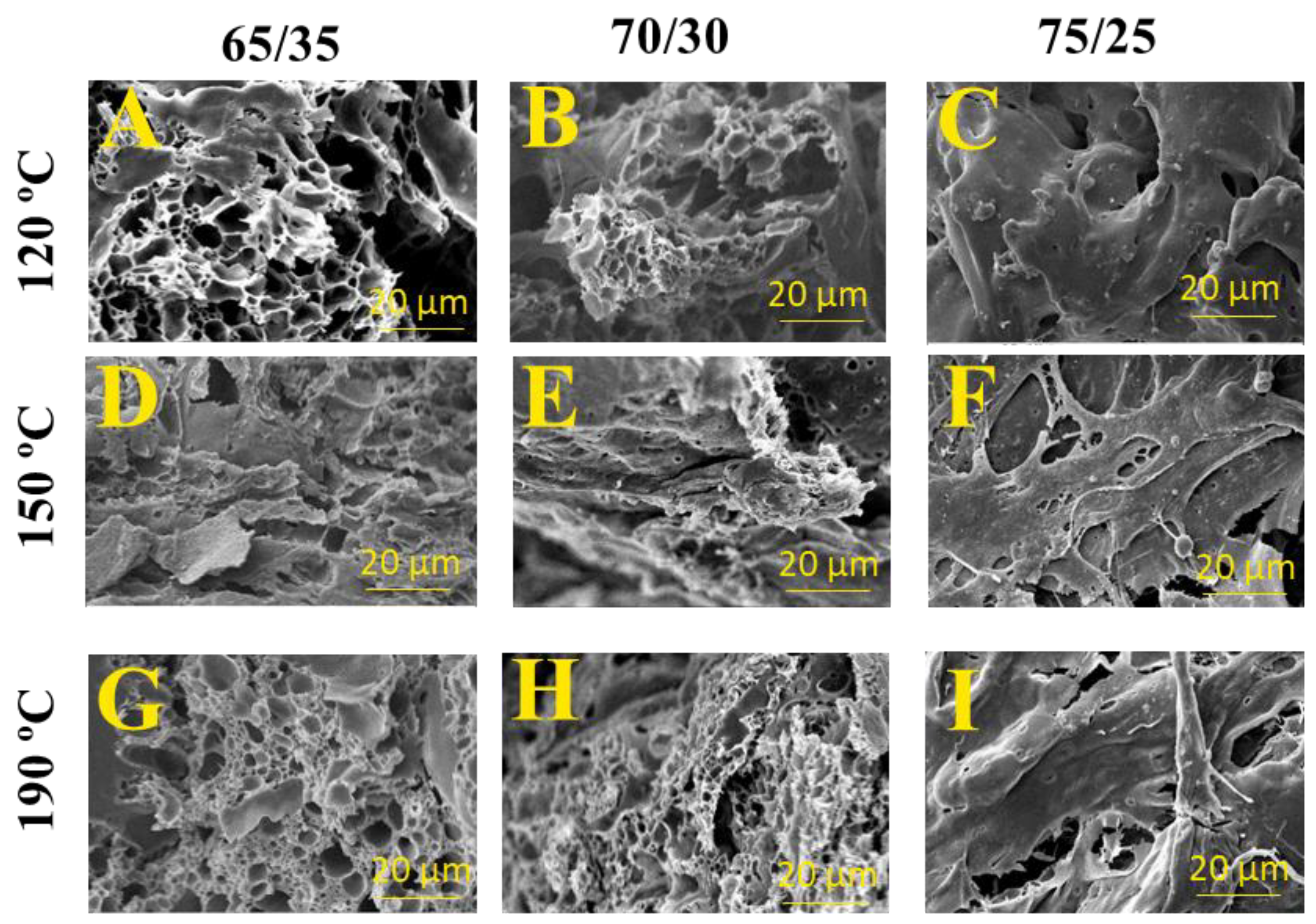
3.2.4. Morphology (Scanning Electron Microscopy)
3.2.5. Recyclability Potential of Zein Bioplastics
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Maraveas, C. Production of sustainable and biodegradable polymers from agricultural waste. Polymer 2020, 12, 1127. [Google Scholar] [CrossRef] [PubMed]
- Thompson, R.C.; Moore, C.J.; Vom Saal, F.S.; Swan, S.H. Plastics, the environment and human health: Current consensus and future trends. Philos. Trans. R. Soc. B Biol. Sci. 2009, 364, 2153–2166. [Google Scholar] [CrossRef] [PubMed]
- Emadian, S.M.; Onay, T.T.; Demirel, B. Biodegradation of bioplastics in natural environments. Waste Manag. 2017, 59, 526–536. [Google Scholar] [CrossRef] [PubMed]
- Antonopoulos, I.; Faraca, G.; Tonini, D. Recycling of post-consumer plastic packaging waste in the EU: Recovery rates, material flows, and barriers. Waste Manag. 2021, 126, 694–705. [Google Scholar] [CrossRef]
- Thiruchelvi, R.; Das, A.; Sikdar, E. Bioplastics as better alternative to petro plastic. Mater. Today Proc. 2021, 37, 1634–1639. [Google Scholar] [CrossRef]
- Vroman, I.; Tighzert, L. Biodegradable Polymers. Materials 2009, 2, 307–344. [Google Scholar] [CrossRef]
- Satti, S.M.; Shah, A.A. Polyester-based biodegradable plastics: An approach towards sustainable development. Lett. Appl. Microbiol. 2020, 70, 413–430. [Google Scholar] [CrossRef]
- Lin, C.; Nakamura, S. Approaches to solving China’s marine plastic pollution and CO2 emission problems. Econ. Syst. Res. 2019, 31, 143–157. [Google Scholar] [CrossRef]
- Yang, J.; Dong, X.; Wang, J.; Ching, Y.C.; Liu, J.; Li, C.; Baikeli, Y.; Li, Z.; Mohammed Al-Hada, N.; Xu, S. Synthesis and properties of bioplastics from corn starch and citric acid-epoxidized soybean oil oligomers. J. Mater. Res. Technol. 2022, 20, 373–380. [Google Scholar] [CrossRef]
- Leroy, E.; Petit, I.; Audic, J.L.; Colomines, G.; Deterre, R. Rheological characterization of a thermally unstable bioplastic in injection molding conditions. Polym. Degrad. Stab. 2012, 97, 1915–1921. [Google Scholar] [CrossRef]
- Capezza, A.J.; Glad, D.; Özeren, H.D.; Newson, W.R.; Olsson, R.T.; Johansson, E.; Hedenqvist, M.S. Novel Sustainable Superabsorbents: A One-Pot Method for Functionalization of Side-Stream Potato Proteins. ACS Sustain. Chem. Eng. 2019, 7, 17845–17854. [Google Scholar] [CrossRef]
- Jones, A.; Zeller, M.; Sharma, S. Thermal, mechanical, and moisture absorption properties of egg white protein bioplastics with natural rubber and glycerol. Prog. Biomater. 2013, 2, 12. [Google Scholar] [CrossRef] [PubMed]
- Ashter, S.A. 7—Processing Biodegradable Polymers. In Introduction to Bioplastics Engineering (Plastics Design Library); William Andrew Publishing: Oxford, UK, 2016; pp. 179–209. ISBN 978-0-323-39396-6. [Google Scholar]
- Anderson, T.J.; Lamsal, B.P. REVIEW: Zein Extraction from Corn, Corn Products, and Coproducts and Modifications for Various Applications: A Review. Cereal Chem. 2011, 88, 159–173. [Google Scholar] [CrossRef]
- Ai, Y.; Jane, J. Macronutrients in Corn and Human Nutrition. Compr. Rev. Food Sci. Food Saf. 2016, 15, 581–598. [Google Scholar] [CrossRef] [PubMed]
- Ibrahim, S.; Riahi, O.; Said, S.M.; Sabri, M.F.M.; Rozali, S. Biopolymers from Crop Plants. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2019. [Google Scholar]
- Jaski, A.C.; Schmitz, F.; Horta, R.P.; Cadorin, L.; da Silva, B.J.G.; Andreaus, J.; Paes, M.C.D.; Riegel-Vidotti, I.C.; Zimmermann, L.M. Zein—A plant-based material of growing importance: New perspectives for innovative uses. Ind. Crops Prod. 2022, 186, 115250. [Google Scholar] [CrossRef]
- Sharif, N.; Fabra, M.J.; López-Rubio, A. Nanostructures of zein for encapsulation of food ingredients. In Biopolymer Nanostructures for Food Encapsulation Purposes; Elsevier: Amsterdam, The Netherlands, 2019; pp. 217–245. [Google Scholar]
- Álvarez-Castillo, E.; Bengoechea, C.; Rodríguez, N.; Guerrero, A. Development of green superabsorbent materials from a by-product of the meat industry. J. Clean. Prod. 2019, 223, 651–661. [Google Scholar] [CrossRef]
- Álvarez-Castillo, E.; Felix, M.; Bengoechea, C.; Guerrero, A. Proteins from Agri-Food Industrial Biowastes or Co-Products and Their Applications as Green Materials. Foods 2021, 10, 981. [Google Scholar] [CrossRef]
- Parris, N.; Dickey, L.C. Extraction and Solubility Characteristics of Zein Proteins from Dry-Milled Corn. J. Agric. Food Chem. 2001, 49, 3757–3760. [Google Scholar] [CrossRef]
- Lawton, J.W. Zein: A History of Processing and Use. Cereal Chem. 2002, 79, 1–18. [Google Scholar] [CrossRef]
- Wang, Y.; Padua, G.W. Tensile Properties of Extruded Zein Sheets and Extrusion Blown Films. Macromol. Mater. Eng. 2003, 288, 886–893. [Google Scholar] [CrossRef]
- Lai, H.-M.; Padua, G.W. Properties and Microstructure of Plasticized Zein Films. Cereal Chem. 1997, 74, 771–775. [Google Scholar] [CrossRef]
- Bouman, J.; Belton, P.; Venema, P.; van der Linden, E.; de Vries, R.; Qi, S. Controlled Release from Zein Matrices: Interplay of Drug Hydrophobicity and pH. Pharm. Res. 2016, 33, 673–685. [Google Scholar] [CrossRef]
- Paul, U.C.; Bayer, G.; Grasselli, S.; Malchiodi, A.; Bayer, I.S. Biodegradable, Stretchable and Transparent Plastic Films from Modified Waterborne Polyurethane Dispersions. Polymers 2022, 14, 1199. [Google Scholar] [CrossRef] [PubMed]
- Klanwan, Y.; Kunanopparat, T.; Menut, P.; Siriwattanayotin, S. Valorization of industrial by-products through bioplastic production: Defatted rice bran and kraft lignin utilization. J. Polym. Eng. 2016, 36, 529–536. [Google Scholar] [CrossRef]
- Tábi, T.; Kovács, J.G. Examination of injection moulded thermoplastic maize starch. Express Polym. Lett. 2007, 1, 804–809. [Google Scholar] [CrossRef]
- Delgado, M.; Felix, M.; Bengoechea, C. Development of bioplastic materials: From rapeseed oil industry by products to added-value biodegradable biocomposite materials. Ind. Crops Prod. 2018, 125, 401–407. [Google Scholar] [CrossRef]
- Ghanbarzadeh, B.; Oromiehie, A.R.; Musavi, M.; D-Jomeh, Z.E.; Rad, E.R.; Milani, J. Effect of plasticizing sugars on rheological and thermal properties of zein resins and mechanical properties of zein films. Food Res. Int. 2006, 39, 882–890. [Google Scholar] [CrossRef]
- Felix, M.; Romero, A.; Cordobes, F.; Guerrero, A. Development of crayfish bio-based plastic materials processed by small-scale injection moulding. J. Sci. Food Agric. 2015, 95, 679–687. [Google Scholar] [CrossRef]
- Álvarez-Castillo, E.; Bengoechea, C.; Felix, M.; Guerrero, A. Protein-Based Bioplastics from Biowastes: Sources, Processing, Properties and Applications BT—Bioplastics for Sustainable Development. In Bioplastics for Sustainable Development; de Souza Gomes, A., Ed.; Springer: Singapore, 2021; pp. 137–176. ISBN 978-981-16-1823-9. [Google Scholar]
- Stepto, R.F.T. Understanding the processing of thermoplastic starch. Macromol. Symp. 2006, 245–246, 571–577. [Google Scholar] [CrossRef]
- Liu, B.; Jiang, L.; Zhang, J. Development of Soy Protein/Poly(Lactic Acid) Bioplastics. In Proceedings of the Society of Plastic Engineers—Global Plastics Environmental Conference (GEPC 2010), Orlando, FL, USA, 8–10 March 2010. [Google Scholar]
- Krochta, J.M.; Hernández-Izquierdo, V.M. Thermoplastic processing of proteins for film formation. J. Food Sci. 2008, 73, R30–R39. [Google Scholar]
- Di Gioia, L.; Cuq, B.; Guilbert, S. Thermal properties of corn gluten meal and its proteic components. Int. J. Biol. Macromol. 1999, 24, 341–350. [Google Scholar] [CrossRef] [PubMed]
- Mann, G.S.; Singh, L.P.; Kumar, P.; Singh, S. Green composites: A review of processing technologies and recent applications. J. Thermoplast. Compos. Mater. 2020, 33, 1145–1171. [Google Scholar] [CrossRef]
- Mokhena, T.C.; Sefadi, J.S.; Sadiku, E.R.; John, M.J.; Mochane, M.J.; Mtibe, A. Thermoplastic Processing of PLA/Cellulose Nanomaterials Composites. Polymers 2018, 10, 1363. [Google Scholar] [CrossRef] [PubMed]
- Madeka, H.; Kokini, J.L. Effect of glass transition and cross-linking on rheological properties of zein: Development of a preliminary state diagram. Cereal Chem. 1996, 73, 433–438. [Google Scholar]
- Álvarez-Castillo, E.; Del Toro, A.; Aguilar, J.M.; Guerrero, A.; Bengoechea, C. Optimization of a thermal process for the production of superabsorbent materials based on a soy protein isolate. Ind. Crops Prod. 2018, 125, 573–581. [Google Scholar] [CrossRef]
- Alonso-González, M.; Felix, M.; Romero, A. Development of malt sprout-based bioplastics via injection-moulding. Ind. Crops Prod. 2021, 162, 113267. [Google Scholar] [CrossRef]
- Panwar, V.; Pal, K. Chapter 12—Dynamic Mechanical Analysis of Clay–Polymer Nanocomposites. In Clay-Polymer Nanocomposites; Jlassi, K., Chehimi, M.M., Thomas, S., Eds.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 413–441. ISBN 978-0-323-46153-5. [Google Scholar]
- Verbeek, C.J.R.; van den Berg, L.E. Extrusion Processing and Properties of Protein-Based Thermoplastics. Macromol. Mater. Eng. 2010, 295, 10–21. [Google Scholar] [CrossRef]
- Sang, L.; Han, S.; Peng, X.; Jian, X.; Wang, J. Development of 3D-printed basalt fiber reinforced thermoplastic honeycombs with enhanced compressive mechanical properties. Compos. Part A Appl. Sci. Manuf. 2019, 125, 105518. [Google Scholar] [CrossRef]
- Callister, W.D. Materials Science And Engineering: An Introduction; John Wiley & Sons: Hoboken, NJ, USA, 2007; ISBN 9780471736967. [Google Scholar]
- Milisavljević, J.; Petrović, E.; Ćirić, I.; Mančić, M.; Marković, D.; Djordjević, M. Tensile testing for different types of polymers. In Proceedings of the Danubia-Adria Symposium, University Of Belgrade, Belgrade, Serbia, 26–29 September 2012; Volume 29, pp. 266–269. [Google Scholar]
- Kabir, M.E.; Saha, M.C.; Jeelani, S. Tensile and fracture behavior of polymer foams. Mater. Sci. Eng. A 2006, 429, 225–235. [Google Scholar] [CrossRef]
- Sothornvit, R.; Krochta, J.M. Plasticizers in edible films and coatings. In Innovations in Food Packaging; Elsevier Ltd.: Amsterdam, The Netherlands, 2005; pp. 403–433. ISBN 9780123116321. [Google Scholar]
- Rathna, G.V.N.; Damodaran, S. Swelling behavior of protein-based superabsorbent hydrogels treated with ethanol. J. Appl. Polym. Sci. 2001, 81, 2190–2196. [Google Scholar] [CrossRef]
- Hernández-Muñoz, P.; Villalobos, R.; Chiralt, A. Effect of thermal treatments on functional properties of edible films made from wheat gluten fractions. Food Hydrocoll. 2004, 18, 647–654. [Google Scholar] [CrossRef]
- Zohuriaan-Mehr, M.J.; Kabiri, K. Superabsorbent polymer materials: A review. Iran. Polym. J. 2008, 17, 447–451. [Google Scholar]
- Capezza, A.J.; Newson, W.R.; Olsson, R.T.; Hedenqvist, M.S.; Johansson, E. Advances in the Use of Protein-Based Materials: Toward Sustainable Naturally Sourced Absorbent Materials. ACS Sustain. Chem. Eng. 2019, 7, 4532–4547. [Google Scholar] [CrossRef]
- Álvarez-Castillo, E.; Bengoechea, C.; Guerrero, A. Effect of pH on the properties of porcine plasma-based superabsorbent materials. Polym. Test. 2020, 85, 106453. [Google Scholar] [CrossRef]
- Hwang, D.C.; Damodaran, S. Equilibrium swelling properties of a novel ethylenediaminetetraacetic dianhydride (EDTAD)-modified soy protein hydrogel. J. Appl. Polym. Sci. 1996, 62, 1285–1293. [Google Scholar] [CrossRef]



Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Alsadat-Seyedbokaei, F.; Felix, M.; Bengoechea, C. Zein as a Basis of Recyclable Injection Moulded Materials: Effect of Formulation and Processing Conditions. Polymers 2023, 15, 3841. https://doi.org/10.3390/polym15183841
Alsadat-Seyedbokaei F, Felix M, Bengoechea C. Zein as a Basis of Recyclable Injection Moulded Materials: Effect of Formulation and Processing Conditions. Polymers. 2023; 15(18):3841. https://doi.org/10.3390/polym15183841
Chicago/Turabian StyleAlsadat-Seyedbokaei, Fahimeh, Manuel Felix, and Carlos Bengoechea. 2023. "Zein as a Basis of Recyclable Injection Moulded Materials: Effect of Formulation and Processing Conditions" Polymers 15, no. 18: 3841. https://doi.org/10.3390/polym15183841
APA StyleAlsadat-Seyedbokaei, F., Felix, M., & Bengoechea, C. (2023). Zein as a Basis of Recyclable Injection Moulded Materials: Effect of Formulation and Processing Conditions. Polymers, 15(18), 3841. https://doi.org/10.3390/polym15183841