
Bamboo Pulp Toughening Poly (Lactic Acid) Composite Using Reactive Epoxy Resin


 ,
,  , ,
, ,  ,
,  ,
, 
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Bamboo Pulp Preparation
2.3. Sample Preparation
2.4. Fourier-Transform Infrared Spectroscopy (FTIR)
2.5. Tensile Properties
2.6. Differential Scanning Calorimetry (DSC)
2.7. Vicat Softening Temperature (VST)
2.8. Contact Angle
2.9. Scanning Electron Microscopy (SEM)
2.10. Folding Endurance
2.11. Statistical Analysis
3. Results and Discussion
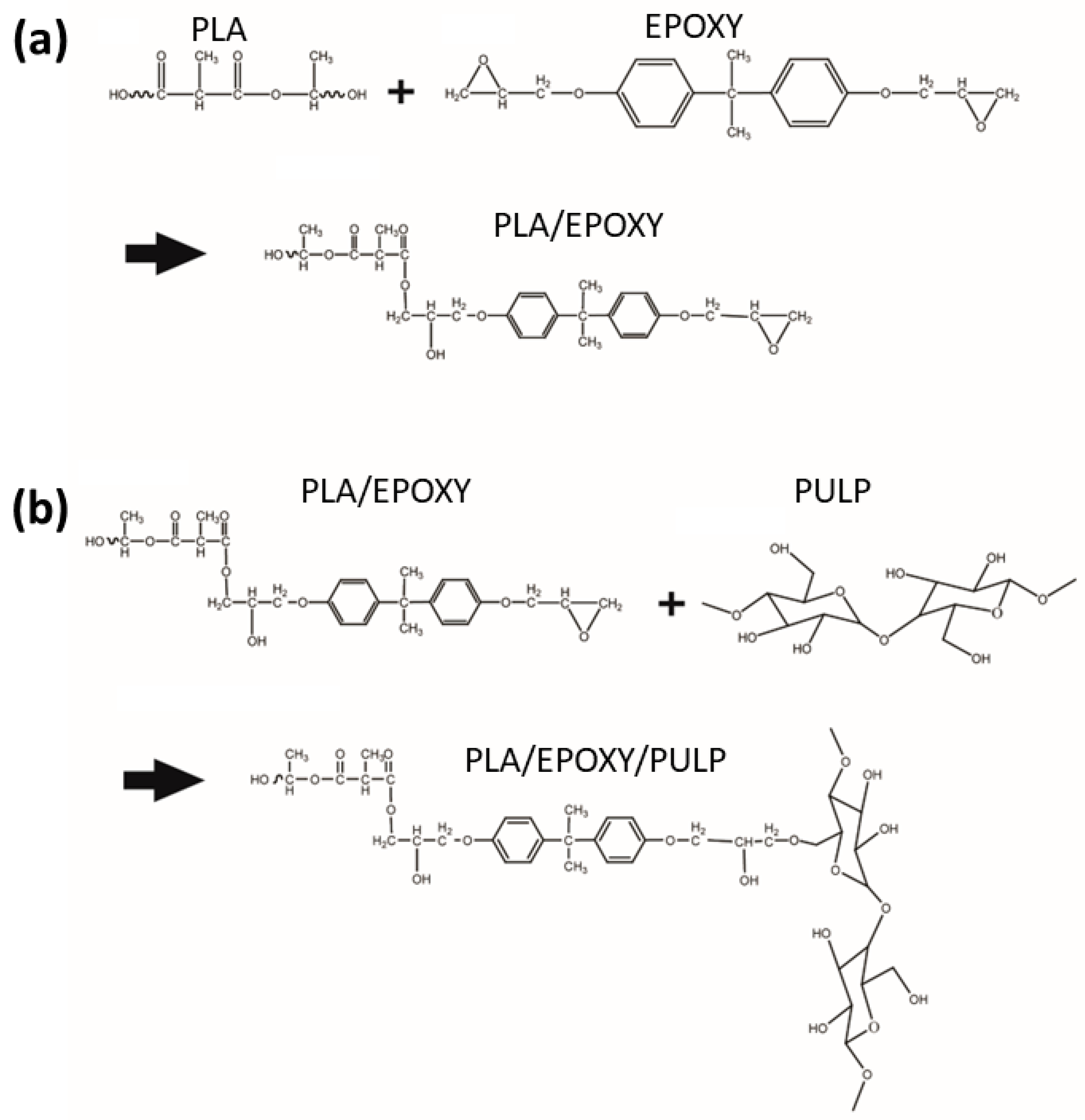
3.1. Reaction Mechanism
3.2. Mechanical Properties
3.3. Folding Endurance
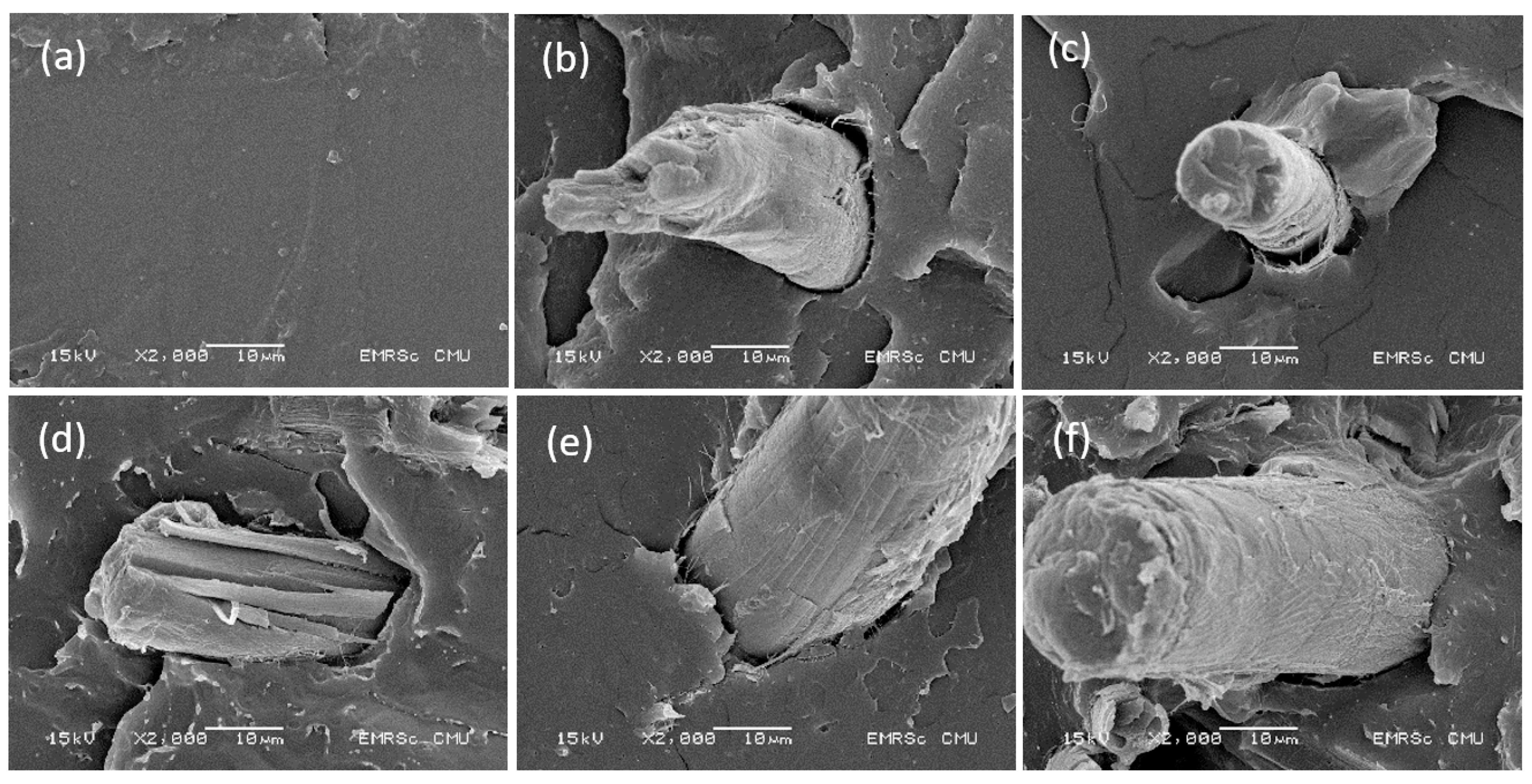
3.4. Morphology
3.5. Thermal Properties
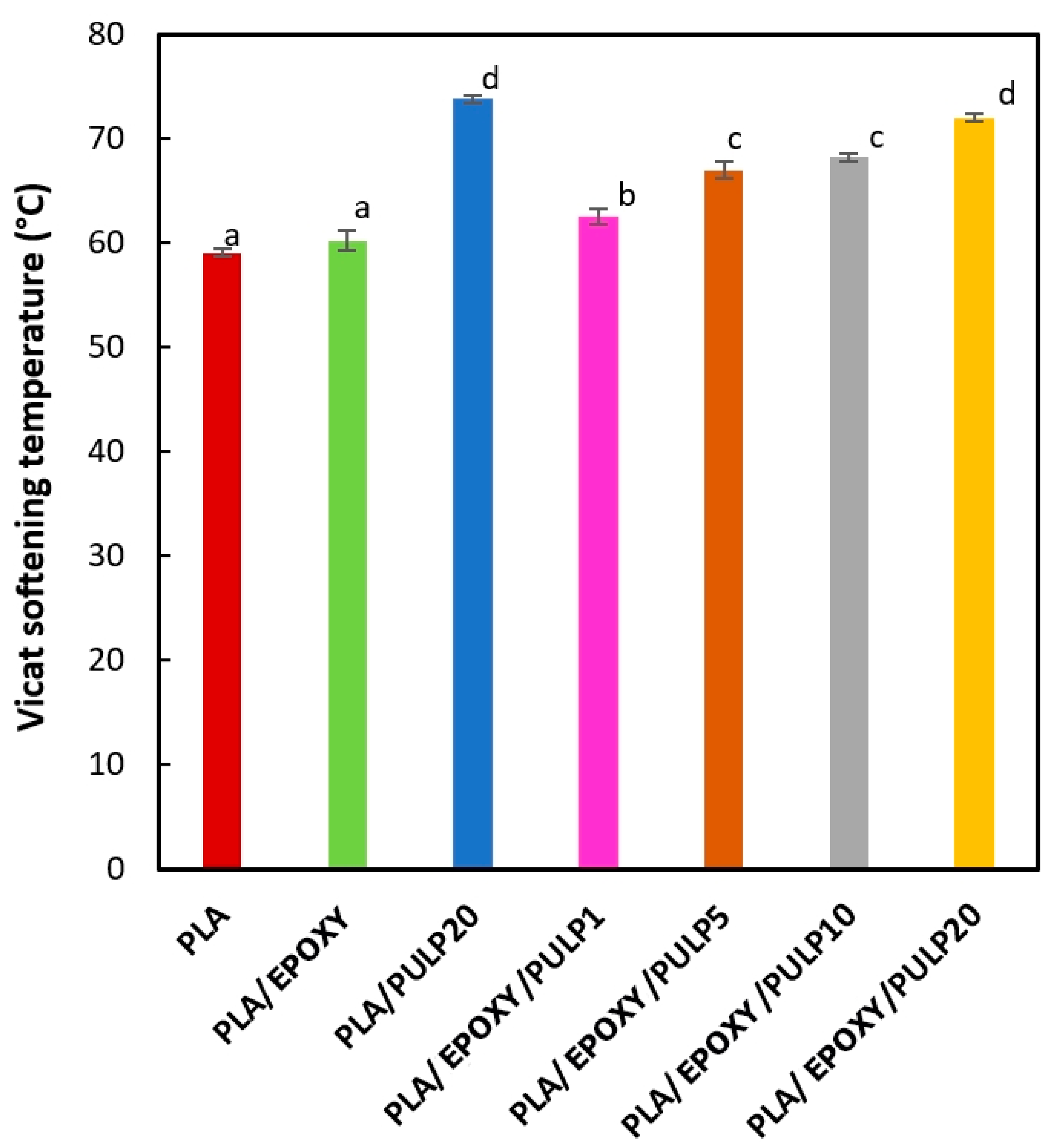
3.6. Vicat Softening Temperature (VST)
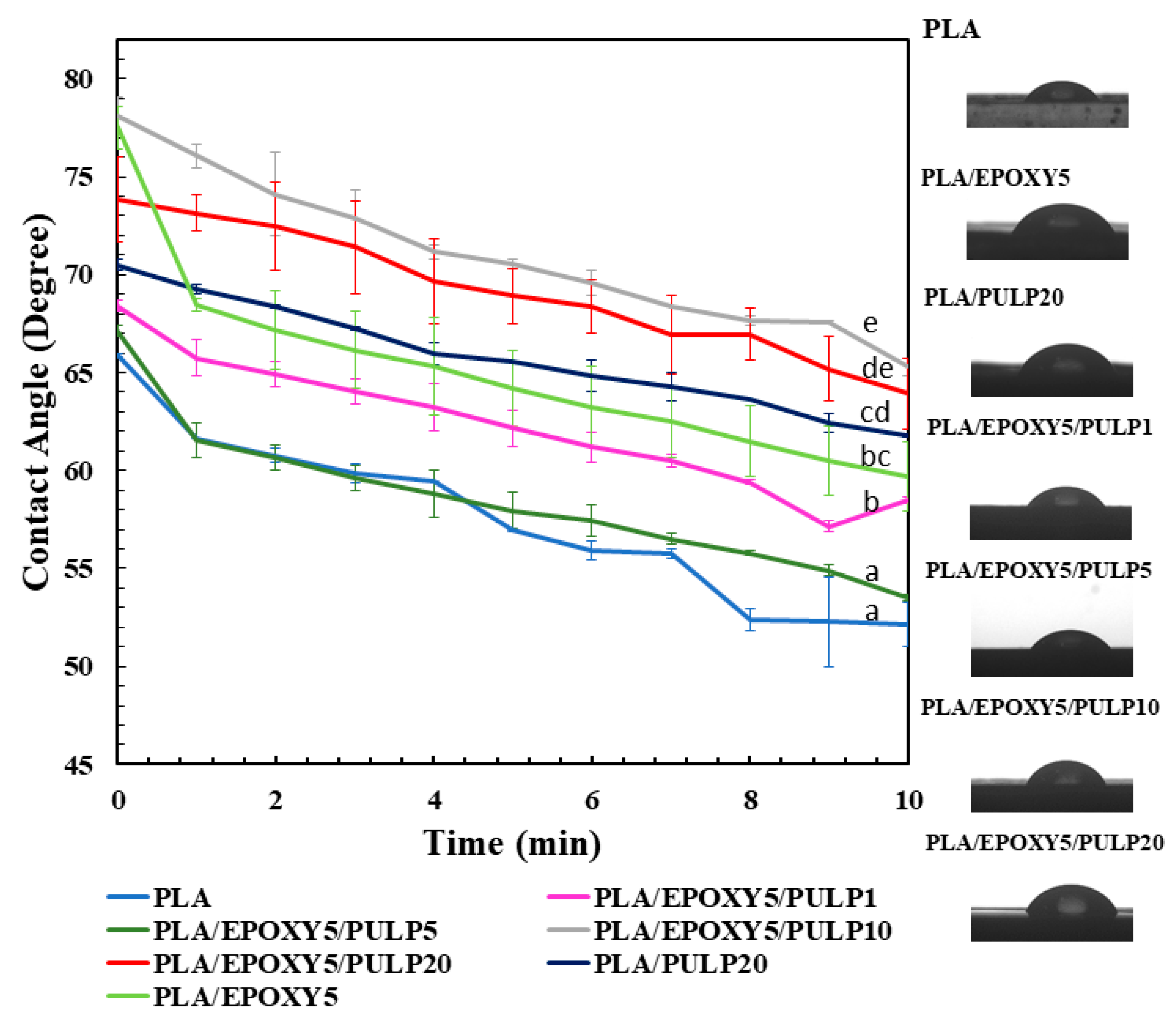
3.7. Contact Angle
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
References
- Khalid, M.Y.; al Rashid, A.; Arif, Z.U.; Ahmed, W.; Arshad, H.; Zaidi, A.A. Natural fiber reinforced composites: Sustainable materials for emerging applications. Results Eng. 2021, 11, 100263. [Google Scholar] [CrossRef]
- Rahmadiawan, D.; Abral, H.; Kotodeli, R.A.; Sugiarti, E.; Muslimin, A.N.; Admi, R.I.; Arafat, A.; Kim, H.-J.; Sapuan, S.M.; Kosasih, E.A. A Novel highly conductive, transparent, and strong pure-cellulose film from TEMPO-oxidized bacterial cellulose by increasing sonication power. Polymers. 2023, 15, 643. [Google Scholar] [CrossRef] [PubMed]
- Fattahi Meyabadi, T.; Dadashian, F.; Mir Mohamad Sadeghi, G.; Ebrahimi Zanjani Asl, H. Spherical Cellulose Nanoparticles Preparation from Waste Cotton Using a Green Method. Powder. Technol. 2014, 261, 232–240. [Google Scholar] [CrossRef]
- Rahmadiawan, D.; Abral, H.; Yesa, W.H.; Handayani, D.; Sandrawati, N.; Sugiarti, E.; Muslimin, A.N.; Sapuan, S.M.; Ilyas, R.A. White Ginger Nanocellulose as Effective Reinforcement and Antimicrobial Polyvinyl Alcohol / ZnO Hybrid Biocomposite Films Additive for Food Packaging Applications. J. Compos. Sci. 2022, 6, 316. [Google Scholar] [CrossRef]
- Shi, S.C.; Liu, G.T. Cellulose Nanocrystal Extraction from Rice Straw Using a Chlorine-Free Bleaching Process. Cellulose. 2021, 28, 6147–6158. [Google Scholar] [CrossRef]
- Landes, A.; Letcher, T. Mechanical strength of bamboo filled PLA composite material in fused filament fabrication. J. Compos. Sci. 2020, 4, 159. [Google Scholar] [CrossRef]
- Nayak, L.; Mishra, S.P. Prospect of bamboo as a renewable textile fiber, historical overview, labeling, controversies and regulation. Fash Text. 2016, 3, 2. [Google Scholar] [CrossRef]
- Shah, A.U.M.; Sultan, M.T.H.; Jawaid, M.; Cardona, F.; Talib, A.R.A. A Review on the Tensile Properties of Bamboo Fiber Reinforced Polymer Composites. BioResources 2016, 11, 10654–10676. [Google Scholar] [CrossRef]
- Deshpande, A.P.; Bhaskar Rao, M.; Lakshmana Rao, C.L. Extraction of bamboo fibers and their use as reinforcement in polymeric composites. J. Appl. Polym. Sci. 2000, 76, 83–92. [Google Scholar] [CrossRef]
- Okubo, K.; Fujii, T.; Thostenson, E.T. Multi-scale hybrid bio composite: Processing and mechanical characterization of bamboo fiber reinforced PLA with micro fibrillated cellulose. Compos. A 2009, 40, 469–475. [Google Scholar] [CrossRef]
- Lee, S.H.; Wang, S. Biodegradable polymers/bamboo fiber bio composite with bio-based coupling agent. Compos. A 2006, 37, 80–91. [Google Scholar] [CrossRef]
- Jantanasakulwong, K.; Kobayashi, Y.; Kuboyama, K.; Ougizawa, T. Thermoplastic Vulcanizate Based on Poly(lactic acid) and Acrylic Rubber Blended with Ethylene Ionomer. J Macromol. Sci. B 2016, 11, 1068–1085. [Google Scholar] [CrossRef]
- Nofar, M.R.; Sacligil, D.; Carreau, P.J.; Kamal, M.R.; Heuzey, M.C. Poly (lactic acid) blends: Processing, properties and applications. Int. J. Biol. Macromol. 2019, 125, 307–360. [Google Scholar] [CrossRef] [PubMed]
- Kiattipornpithak, K.; Thajai, N.; Kanthiya, T.; Rachtanapun, P.; Leksawasdi, N.; Phimolsiripol, Y.; Rohindra, D.; Ruksiriwanich, W.; Sommano, S.R.; Jantanasakulwong, K. Reaction mechanism and mechanical property improvement of poly(lactic acid) reactive blending with epoxy resin. Polymers 2021, 13, 2429. [Google Scholar] [CrossRef]
- Kanthiya, T.; Kiattipornpithak, K.; Thajai, N.; Phimolsiripol, Y.; Rachtanapun, P.; Thanakkasaranee, S.; Leksawasdi, N.; Tanadchangsaeng, N.; Sawangrat, C.; Wattanachai, P.; et al. Modified poly(lactic acid) epoxy resin using chitosan for reactive blending with epoxidized natural rubber: Analysis of annealing time. Polymers 2022, 14, 1085. [Google Scholar] [CrossRef]
- Verma, C.; Olasunkanmi, L.O.; Akpan, E.D.; Quraishi, M.A.; Dagdag, O.; El Gouri, M.E.; Sherif, E.-S.M.; Ebenso, E.E. Epoxy resins as anticorrosive polymeric materials: A review. React. Funct. Polym. 2020, 156, 104741. [Google Scholar] [CrossRef]
- Bucknall, C.B.; Gilbert, A.H. Toughening tetrafunctional epoxy resins using polyetherimide. Polymer 1989, 30, 213–217. [Google Scholar] [CrossRef]
- Hourston, D.J.; Lane, J.M. The toughening of epoxy resins with thermoplastics: 1. Trifunctional epoxy resin-polyetherimide blends. Polymer 1992, 33, 1379–1383. [Google Scholar] [CrossRef]
- Park, S.J.; Kim, H.C. Thermal stability and toughening of epoxy resin with polysulfone resin. J. Polym. Sci. B Polym. Phys. 2001, 39, 121–128. [Google Scholar] [CrossRef]
- Silva, I.D.S.; Barros, J.J.P.; Albuquerque, A.; Jaques, N.G.; Fook, M.V.L.; Wellen, R.M.R. Insights into the curing kinetics of epoxy/PLA: Implications of the networking structure. Express Polym. Lett. 2020, 14, 1180–1196. [Google Scholar] [CrossRef]
- Hu, L.; Vuillaume, P.Y. Chapter 7. Reactive compatibilization of polymer blends by coupling agents and interchange catalysts. In Compatibilization of Polymer Blends, 3rd ed.; Elsevier: Amsterdam, The Netherlands, 2020; pp. 205–248. [Google Scholar]
- Kodsangma, A.; Homsaard, N.; Nadon, S.; Rachtanapun, P.; Leksawasdi, N.; Phimolsiripol, Y.; Insomphun, C.; Seesuriyachan, P.; Chaiyaso, T.; Jantrawut, P.; et al. Effect of sodium benzoate and chlorhexidine gluconate on a biothermoplastic elastomer made from thermoplastic starch-chitosan blended with epoxidized natural rubber. Carbohydr. Polym. 2020, 242, 116421. [Google Scholar] [CrossRef] [PubMed]
- Yan, T.; Li, X.; Xu, H.; Li, Y. Vitrimer-like transparent blend films based on reactive blending of PC and PMMA with catalysis of Mg(TFSI)2. Compos. Commun. 2022, 36, 101394. [Google Scholar] [CrossRef]
- Jantanasakulwong, K.; Wongsuriyasak, S.; Rachtanapun, P.; Seesuriyachan, P.; Chaiyaso, T.; Leksawasdi, N.; Techapun, C. Mechanical properties improvement of thermoplastic corn starch and polyethylene-grafted-maleicanhydride blending by Na+ ions neutralization of carboxymethyl cellulose. Int. J. Biol. Macromol. 2018, 120, 297–301. [Google Scholar] [CrossRef] [PubMed]
- Thomas, R.; Yumei, D.; Yuelong, H.; Le, Y.; Moldenaers, P.; Weimin, Y.; Czigany, T.; Thomas, S. Miscibility, morphology, thermal, and mechanical properties of a DGEBA based epoxy resin toughened with a liquid rubber. Polymer 2008, 49, 278–294. [Google Scholar] [CrossRef]
- Limsukon, W.; Auras, R.; Selke, S. Hydrolytic degradation and lifetime prediction of poly(lactic acid) modified with a multifunctional epoxy-based chain extender. Polym. Test. 2019, 80, 106108. [Google Scholar] [CrossRef]
- Poongavalappil, S.; Svoboda, P.; Theravalappil, R.; Svobodova, D.; Vasek, V.; Jantanasakulwong, K.; Ougizawa, T. Cross-linking kinetics study and high temperature mechanical properties of ethylene-octene copolymer (EOC)/dicumylperoxide(DCP) system. Eur. Polym. J. 2011, 47, 1949–1955. [Google Scholar] [CrossRef]
- Svoboda, P.; Svobodova, D.; Mokrejs, P.; Vasek, V.; Jantanasakulwong, K.; Ougizawa, T.; Inoue, T. Electron beam crosslinking of ethylene-octene copolymers. Polymer 2015, 81, 119–128. [Google Scholar] [CrossRef]
- Yu, X.; Wang, X.; Zhang, Z.; Peng, S.; Chen, H.; Zhao, X. High-performance fully bio-based poly(lactic acid)/polyamide11 (PLA/PA11) blends by reactive blending with multi functionalized epoxy. Polym. Test. 2019, 78, 105980. [Google Scholar] [CrossRef]
- Nguyen, V.K.; Nguyen, T.T.; Pham Thi, T.H.; Pham, T.T. Effects of pulp fiber and epoxidized tung oil content on the properties of biocomposites based on polylactic acid. J. Compos. Sci. 2020, 4, 56. [Google Scholar] [CrossRef]
- Paunonen, S.; Berthold, F.; Immonen, K. Poly(lactic acid)/pulp fiber composites: The effect of fiber surface modification and hydrothermal aging on viscoelastic and strength properties. J. Appl. Polym. Sci. 2020, 137, 49617. [Google Scholar] [CrossRef]
- Immonen, K.; Anttila, U.; Wikström, L. Coupling of PLA and bleached softwood kraft pulp (BSKP) for enhanced properties of biocomposites. J. Thermoplast. Compos. Mater. 2019, 32, 328–341. [Google Scholar] [CrossRef]
- Chieng, B.W.; Ibrahim, N.A.; Yunus, W.M.Z.W.; Hussein, M.Z. Poly(lactic acid)/poly(ethylene glycol) polymer nanocomposites: Effects of graphene nanoplatelets. Polymers 2014, 6, 93–104. [Google Scholar] [CrossRef]
- Hu, G.; Cai, S.; Zhou, Y.; Zhang, N.; Ren, J. Enhanced mechanical and thermal properties of poly (lactic acid)/bamboo fiber composites via Surface modification. J. Reinf. Plast. Compos. 2018, 37, 841–852. [Google Scholar] [CrossRef]
- Shui, T.; Chae, M.; Bressler, D.C. Cross-linking of thermally hydrolyzed specified risk materials with epoxidized poly (vinyl alcohol) for tackifier applications. Coatings 2020, 10, 630. [Google Scholar] [CrossRef]
- Coppola, B.; Cappetti, N.; Maio, L.D.; Scarfato, P.; Incarnato, L. 3D printing of PLA/clay nanocomposites: Influence of printing temperature on printed samples properties. Materials 2018, 11, 1947. [Google Scholar] [CrossRef] [PubMed]
- Mysiukiewicz, O.; Barczewski, M.; Skórczewska, K.; Matykiewicz, D. Correlation between processing parameters and degradation of different polylactide grades during twin-screw extrusion. Polymers 2020, 12, 1333. [Google Scholar] [CrossRef]
- Agaliotis, E.M.; Ake-Concha, B.D.; May-Pat, A.; Morales-Arias, J.P.; Bernal, C.; Valadez-Gonzalez, A.; Herrera-Franco, P.; Proust, G.; Koh-Dzul, J.F.; Carrillo, J.G.; et al. Tensile behavior of 3D printed polylactic acid (PLA) based composites reinforced with natural Fiber. Polymers 2022, 14, 3976. [Google Scholar] [CrossRef]
- Bartos, A.; Nagy, K.; Anggono, J.; Antoni; Purwaningsih, H.; Moczo, J.; Pukanszky, B. Biobased PLA/sugarcane bagasse fiber composites: Effect of fiber characteristics and interfacial adhesion on properties. Compos. Part A Appl. Sci. Manuf. 2021, 143, 106273. [Google Scholar] [CrossRef]
- Morales, A.P.; Güemes, A.; Fernandez-Lopez, A.; Valero, V.C.; De, S.; Llano, L.R. Materials bamboo-polylactic acid (PLA) composite material for structural applications. Materials 2017, 10, 1286. [Google Scholar] [CrossRef]
- Bhagia, S.; Lowden, R.R.; Erdman, D.; Rodriguez, M.; Haga, B.A.; Solano, I.R.M.; Gallego, N.C.; Pu, Y.; Muchero, W.; Kunc, V.; et al. Tensile properties of 3D-printed wood-filled PLA materials using poplar trees. Appl. Mater. Today 2020, 21, 100832. [Google Scholar] [CrossRef]
- Zhang, Q.; Shi, L.; Nie, J.; Wang, H.; Yang, D. Study on poly(lactic acid)/natural fibers composites. J. Appl. Polym. Sci. 2012, 125, E526–E533. [Google Scholar] [CrossRef]
- Si, W.; Zhang, S.; He, Y.; Chen, Y.-K. Tailoring flexibility and dispersity of thermoplastic starch gel by controlling intermolecular structure for improving folding endurance of polylactide. Eur. Polym. J. 2021, 159, 110731. [Google Scholar] [CrossRef]
- Hao, M.; Wu, H.; Zhu, Z. In situ reactive interfacial compatibilization of polylactide/sisal fiber bio composites via melt-blending with an epoxy-functionalized terpolymer elastomer. R. Soc. Chem 2017, 7, 32399–32412. [Google Scholar]
- Tham, C.Y.; Abdul Hamid, Z.A.; Ahmad, Z.; Ismail, H. Surface modification of poly (lactic acid) (PLA) via alkaline hydrolysis degradation. Adv. Mater. Res. 2014, 970, 324–327. [Google Scholar] [CrossRef]
- Li, W.; He, X.; Zuo, Y.; Wang, S.; Wu, Y. Study on the compatible interface of bamboo fiber/polylactic acid composites by in-situ solid phase grafting. Int. J. Biol. Macromol. 2019, 141, 325–332. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample | Composition (wt/wt%) | ||
|---|---|---|---|
| PLA | EPOXY | PULP | |
| PLA | 100 | - | - |
| PLA/EPOXY5 | 95 | 5 | - |
| PLA/PULP20 | 80 | - | 20 |
| PLA/EPOXY5/PULP1 | 94 | 5 | 1 |
| PLA/EPOXY5/PULP5 | 90 | 5 | 5 |
| PLA/EPOXY5/PULP10 | 85 | 5 | 10 |
| PLA/EPOXY5/PULP20 | 75 | 5 | 20 |
| Sample | Tg (°C) | Tc (°C) | Tm (°C) | ΔHc (J/g) | ΔHm (J/g) | Xc (%) |
|---|---|---|---|---|---|---|
| PLA | 56 | 126 | 163 | 22.5 | 31.3 | 9.4 |
| PLA/EPOXY | 51 | 121 | 163 | 32.3 | 35.5 | 3.6 |
| PLA/PULP20 | 56 | 105 | 163 | 19.7 | 31.0 | 15.2 |
| PLA/EPOXY/PULP1 | 51 | 100 | 161 | 29.6 | 36.1 | 7.4 |
| PLA/EPOXY/PULP5 | 51 | 93 | 161 | 15.8 | 30.2 | 17.2 |
| PLA/EPOXY/PULP10 | 51 | 104 | 161 | 18.7 | 33.0 | 18.1 |
| PLA/EPOXY/PULP20 | 51 | 100 | 161 | 15.0 | 28.1 | 18.8 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kiattipornpithak, K.; Rachtanapun, P.; Thanakkasaranee, S.; Jantrawut, P.; Ruksiriwanich, W.; Sommano, S.R.; Leksawasdi, N.; Kittikorn, T.; Jantanasakulwong, K. Bamboo Pulp Toughening Poly (Lactic Acid) Composite Using Reactive Epoxy Resin. Polymers 2023, 15, 3789. https://doi.org/10.3390/polym15183789
Kiattipornpithak K, Rachtanapun P, Thanakkasaranee S, Jantrawut P, Ruksiriwanich W, Sommano SR, Leksawasdi N, Kittikorn T, Jantanasakulwong K. Bamboo Pulp Toughening Poly (Lactic Acid) Composite Using Reactive Epoxy Resin. Polymers. 2023; 15(18):3789. https://doi.org/10.3390/polym15183789
Chicago/Turabian StyleKiattipornpithak, Krittameth, Pornchai Rachtanapun, Sarinthip Thanakkasaranee, Pensak Jantrawut, Warintorn Ruksiriwanich, Sarana Rose Sommano, Noppol Leksawasdi, Thorsak Kittikorn, and Kittisak Jantanasakulwong. 2023. "Bamboo Pulp Toughening Poly (Lactic Acid) Composite Using Reactive Epoxy Resin" Polymers 15, no. 18: 3789. https://doi.org/10.3390/polym15183789
APA StyleKiattipornpithak, K., Rachtanapun, P., Thanakkasaranee, S., Jantrawut, P., Ruksiriwanich, W., Sommano, S. R., Leksawasdi, N., Kittikorn, T., & Jantanasakulwong, K. (2023). Bamboo Pulp Toughening Poly (Lactic Acid) Composite Using Reactive Epoxy Resin. Polymers, 15(18), 3789. https://doi.org/10.3390/polym15183789