
Influence of the Print Envelope Temperature on the Morphology and Tensile Properties of Thermoplastic Polyolefins Fabricated by Material Extrusion and Material Jetting Additive Manufacturing

 , , ,
, , ,  and
and 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Material
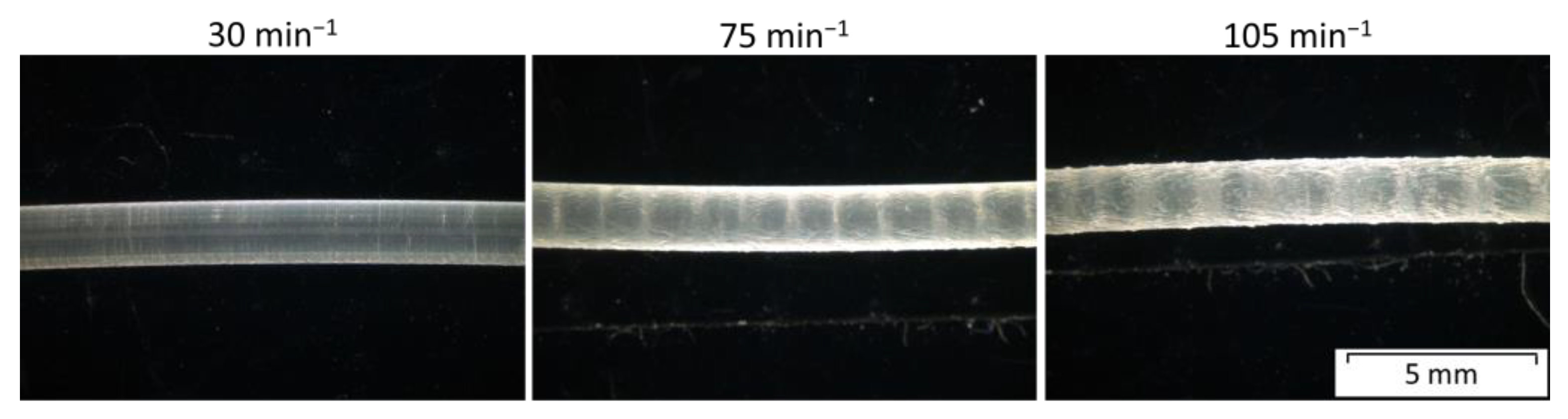
2.2. Filament Production
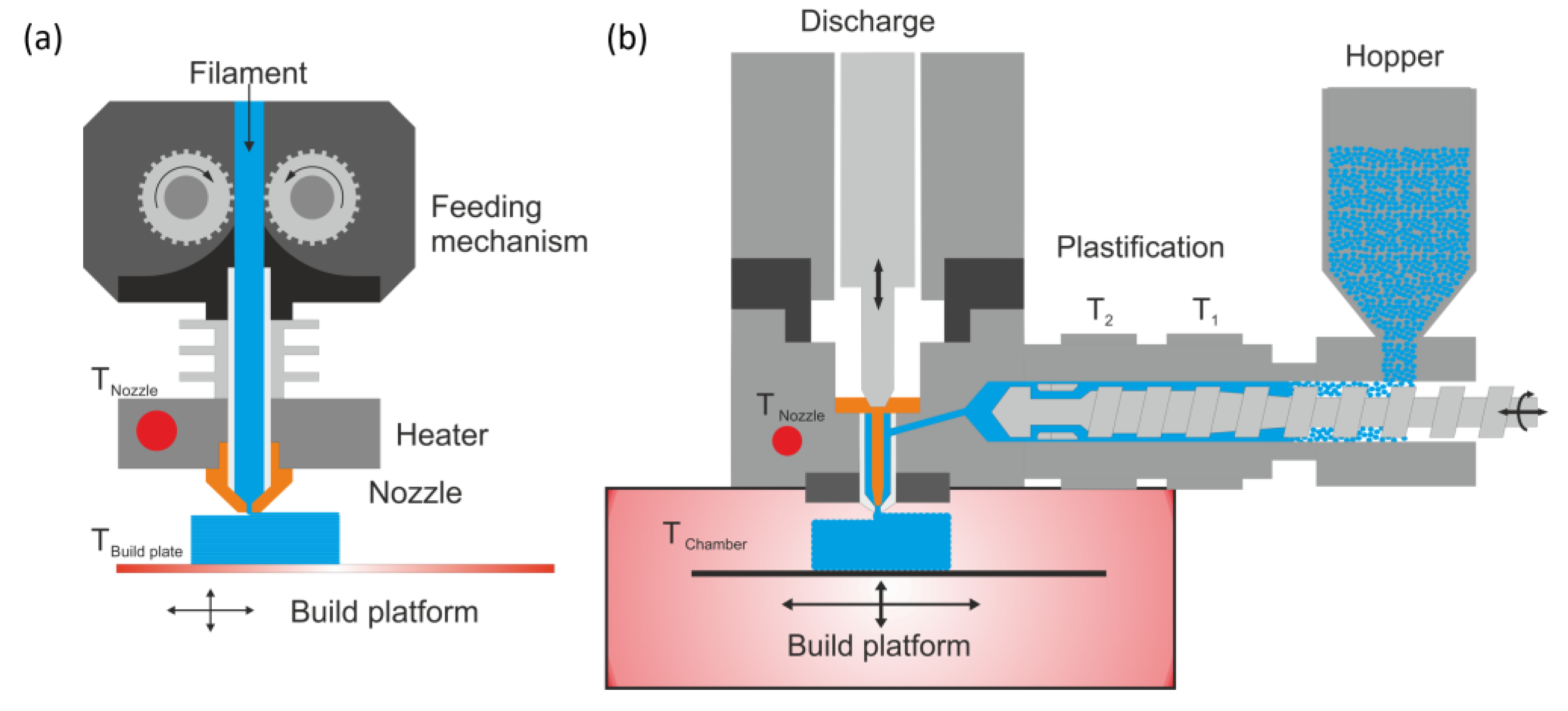
2.3. Additive Manufacturing Process Parameters
2.4. Printing Strategy
2.5. Thermal Experimetal Setup
2.6. Microscopy
2.7. Mechanical Testing
3. Results and Discussion
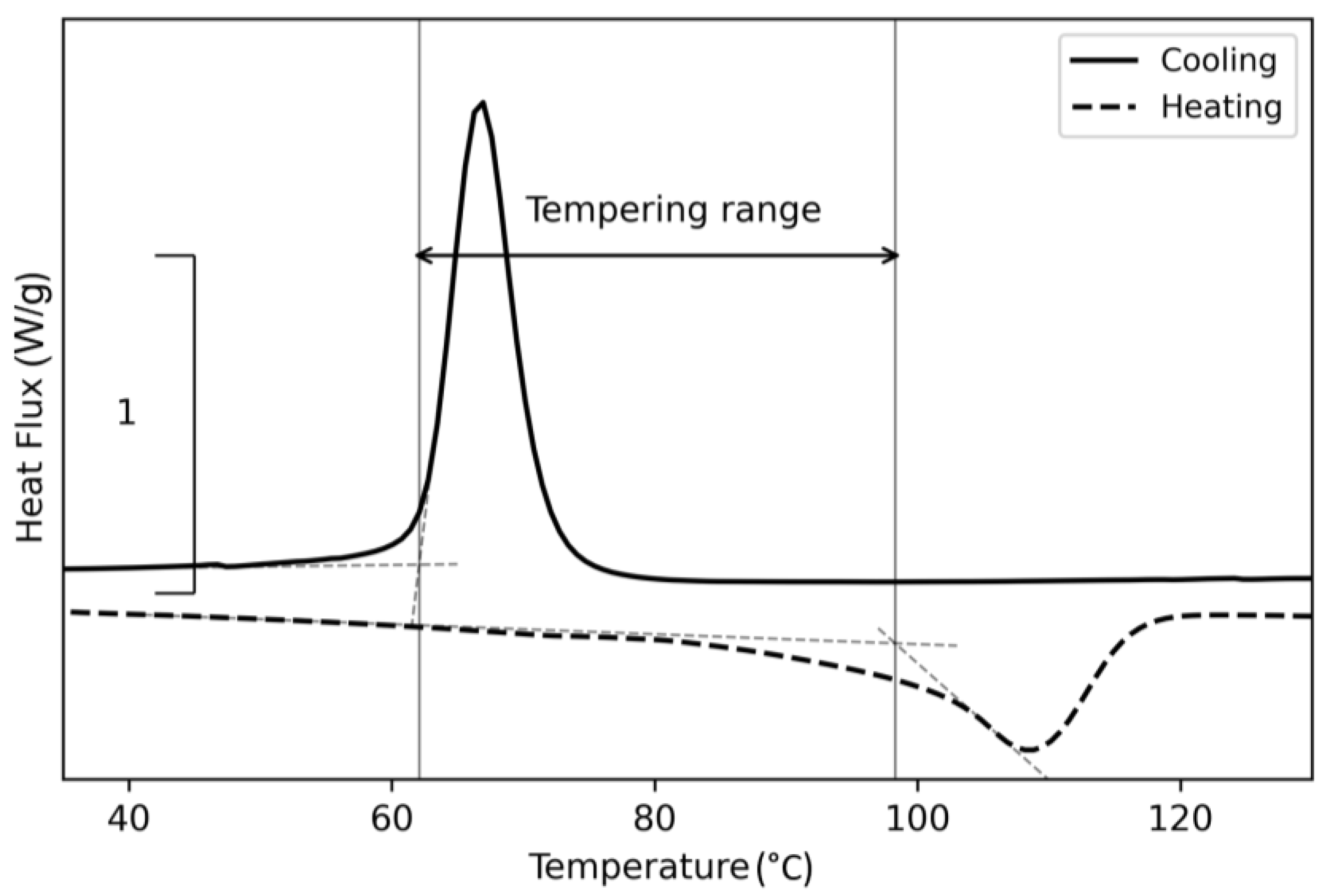
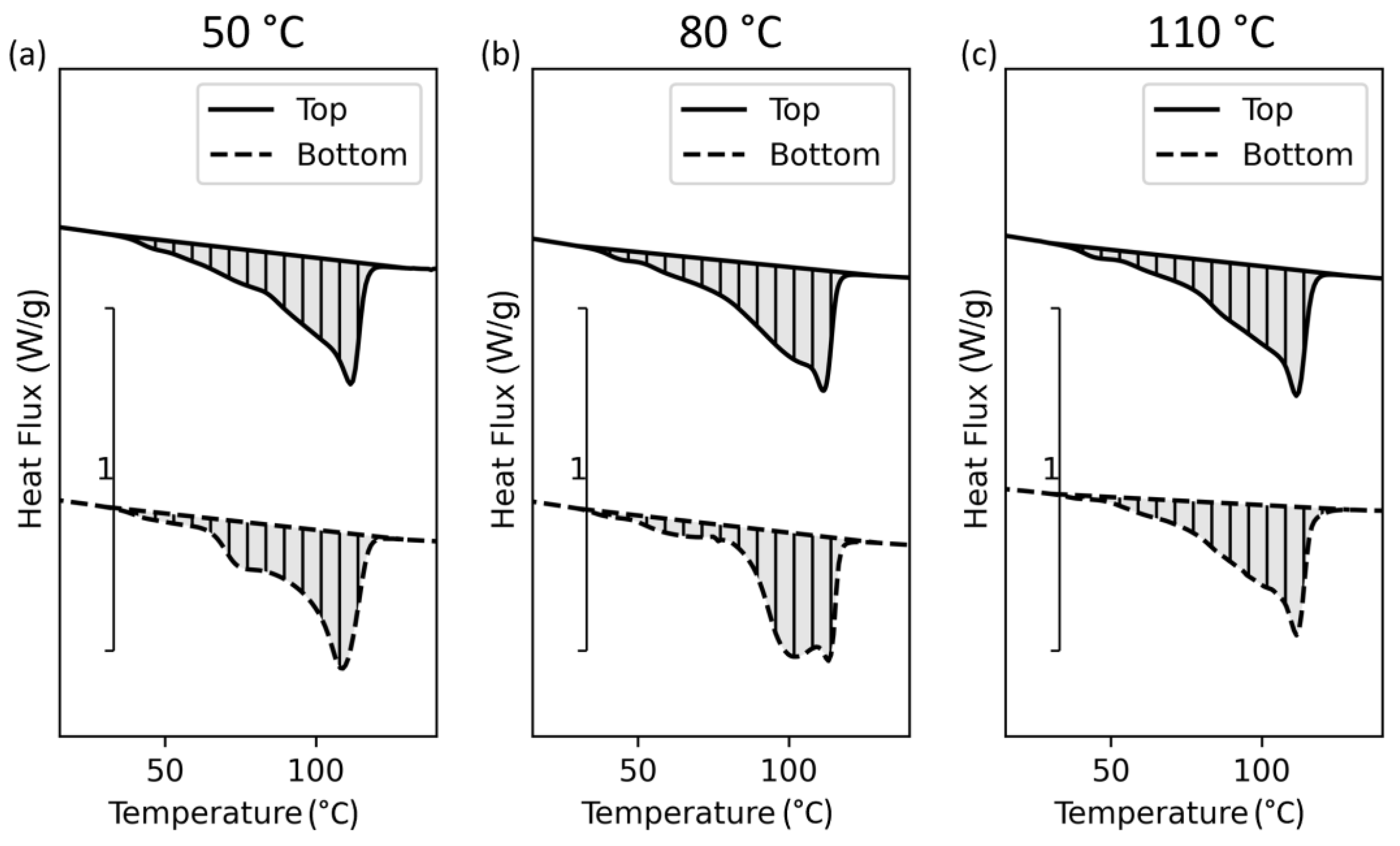
3.1. Thermal Analysis
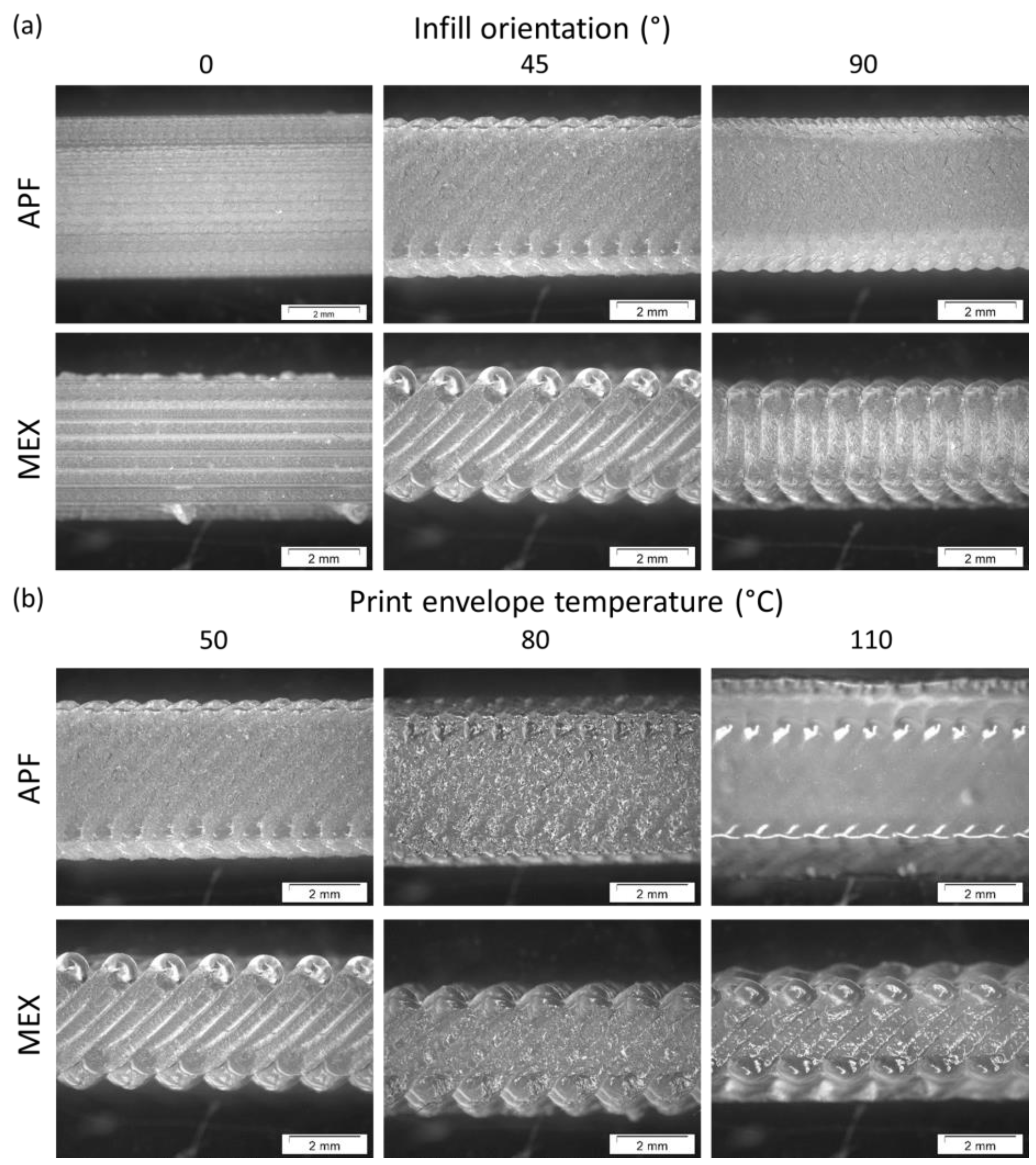
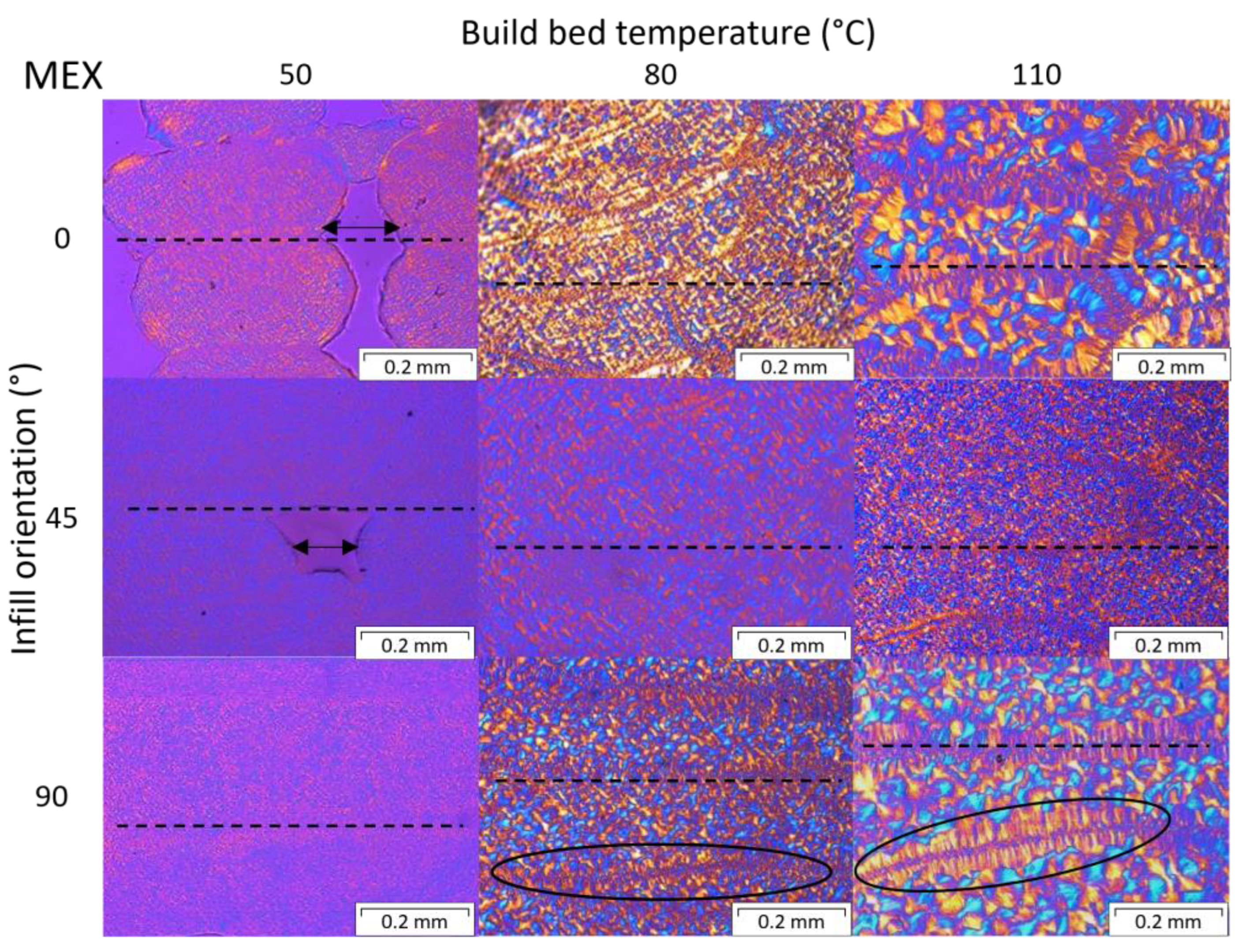
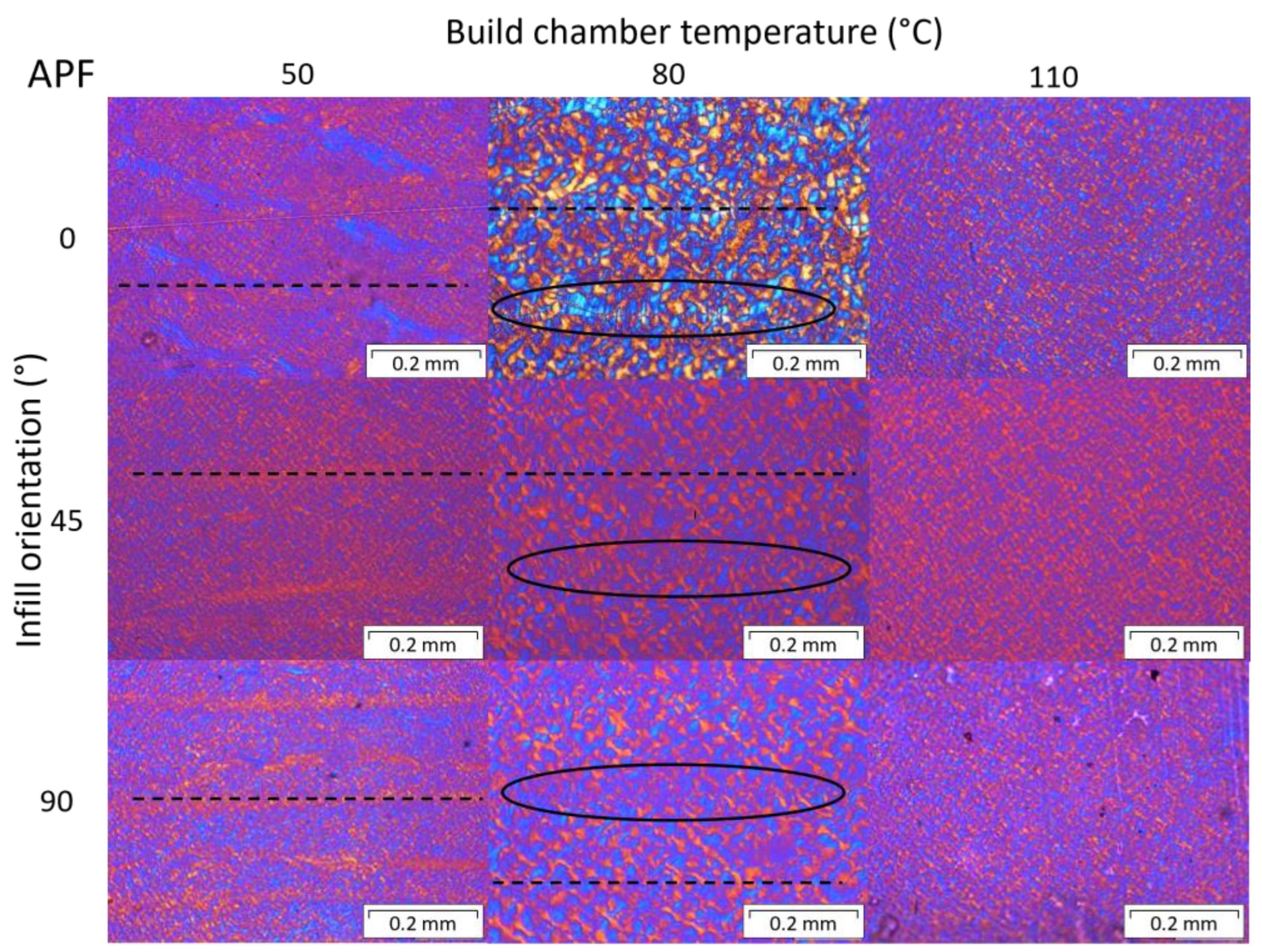
3.2. Polarization Microscopy
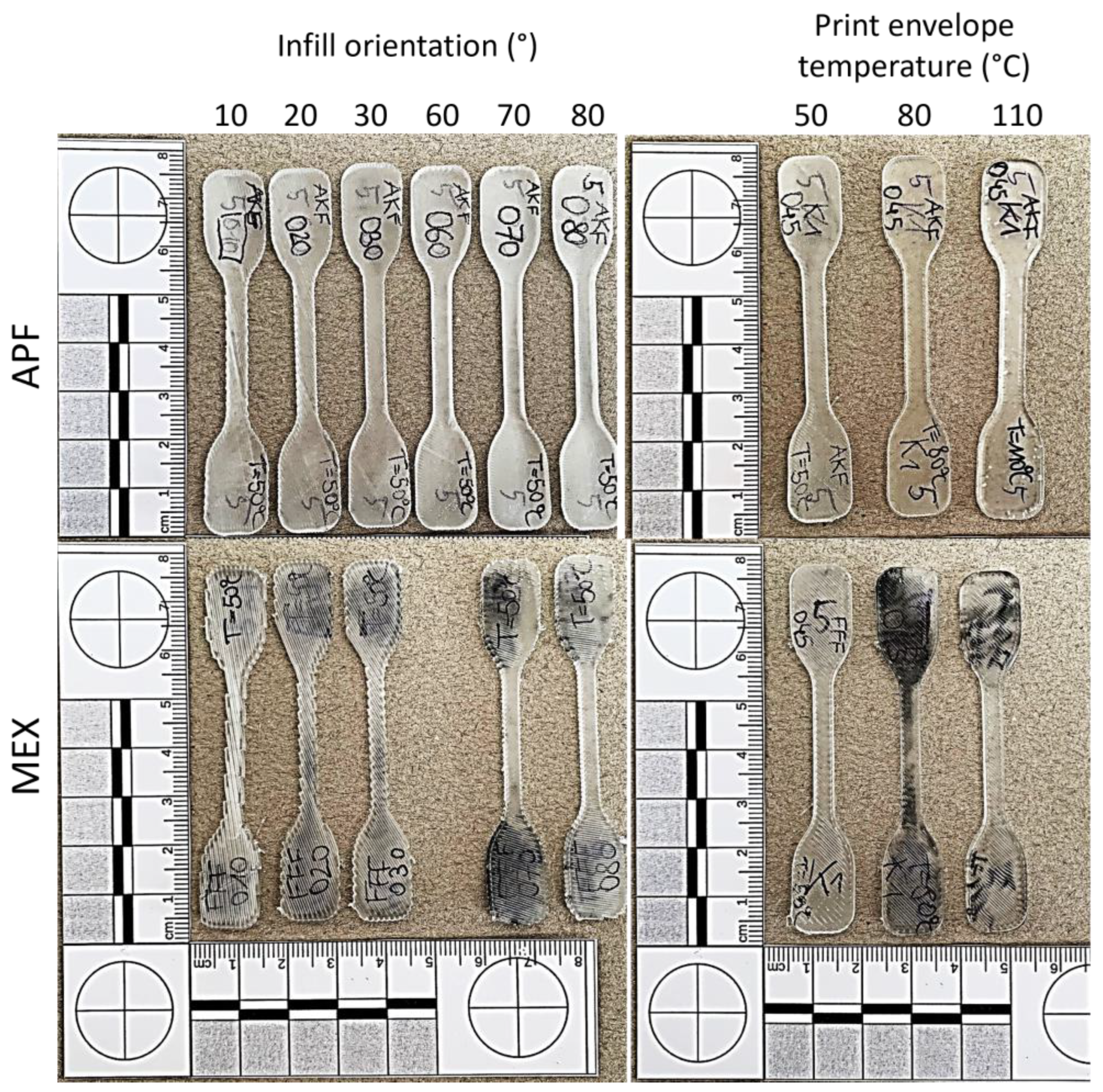
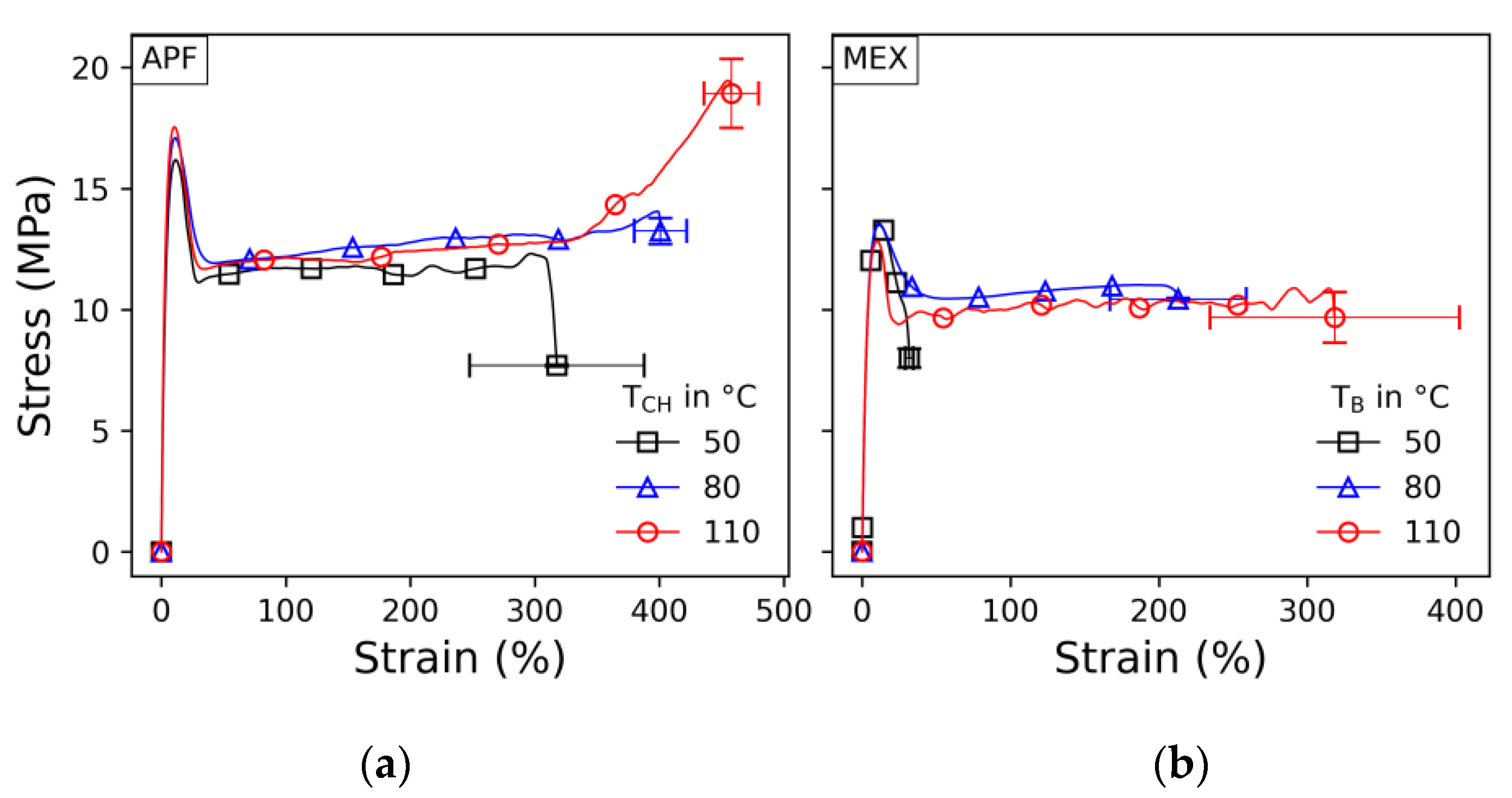
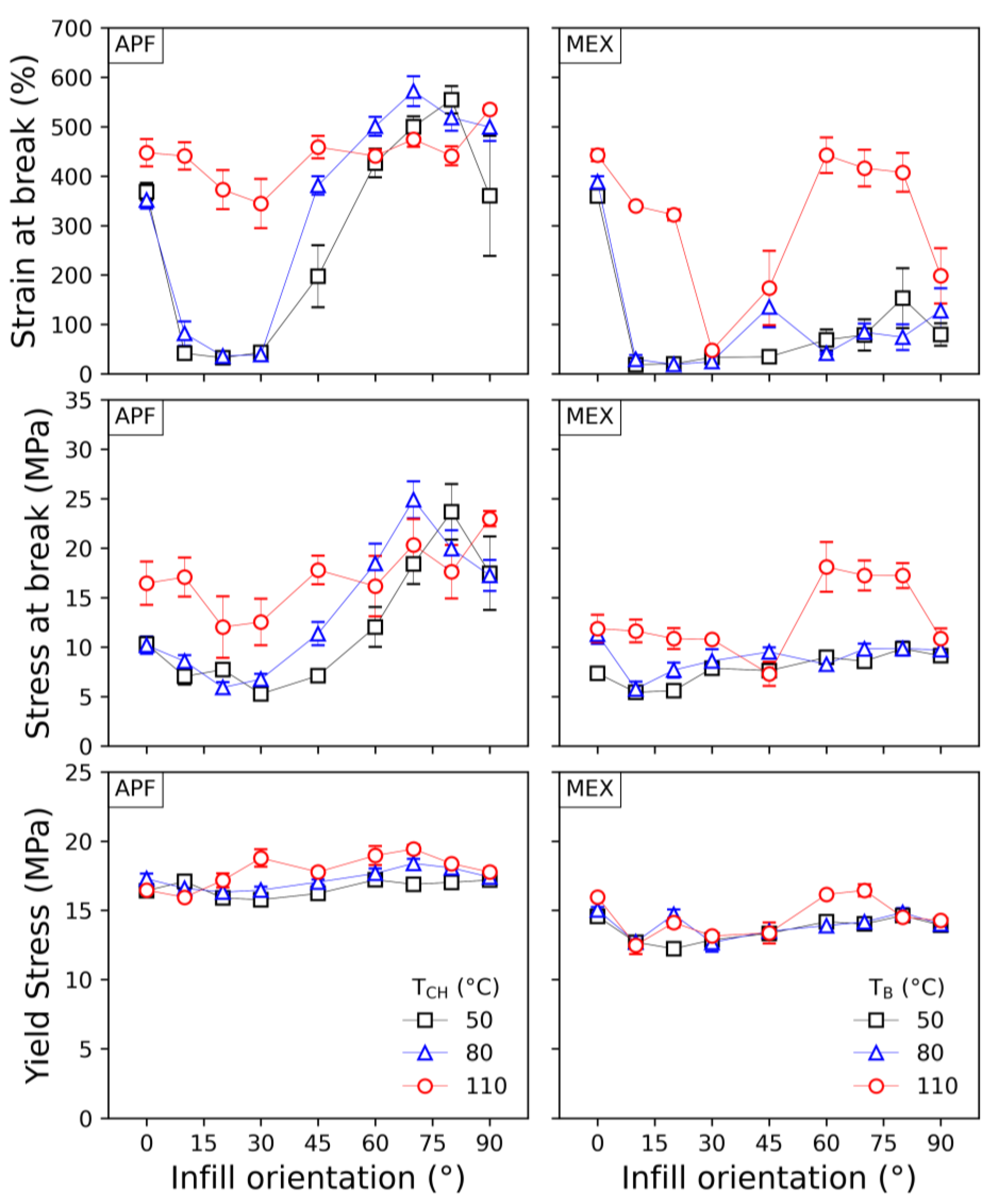
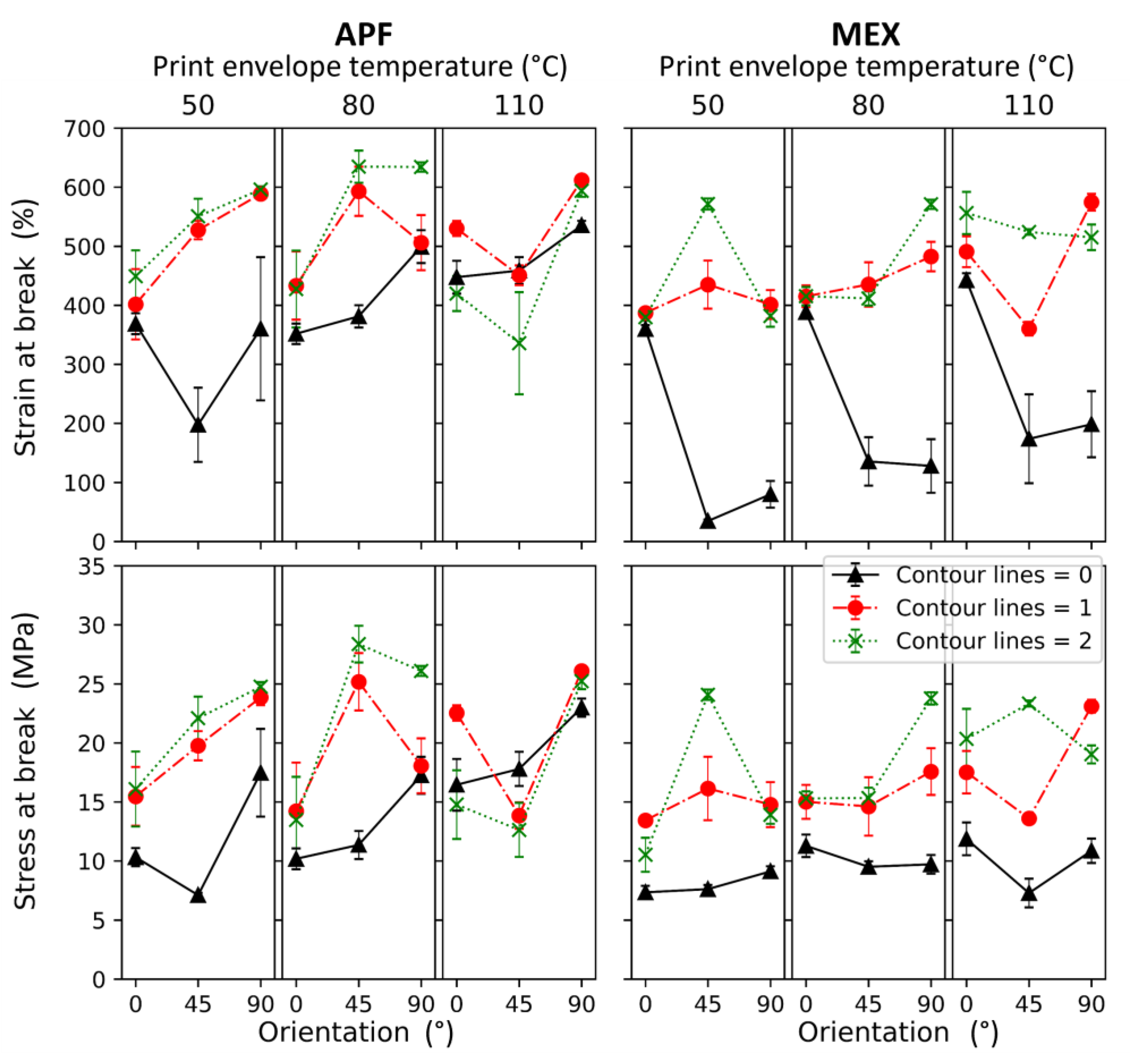
3.3. Tensile Properties
4. Conclusions
- A different crystalline structure in samples printed at 80 °C by APF and 110 °C by MEX was observed, and a time dependency was shown for the formation of a secondary crystalline structure.
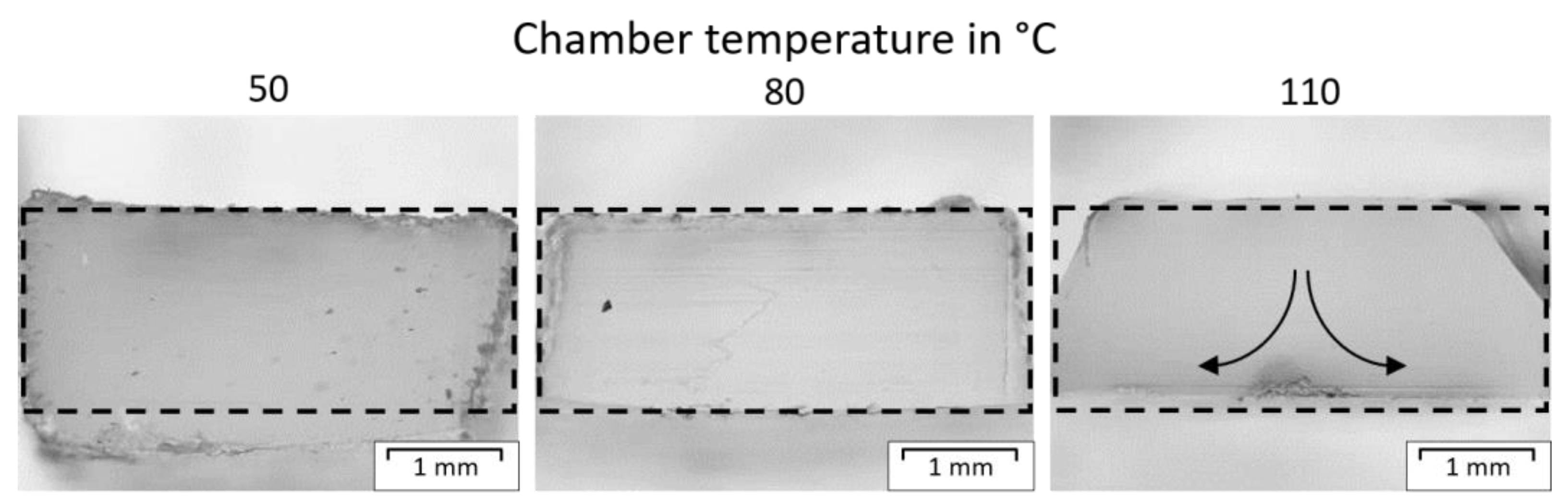
- Weld lines between individual layers or even strands or droplets were no longer present, resulting in a homogeneous crystallinity over the cross –section, when a chamber temperature of 110 °C was used in the APF process. This observation leads to the assumption that a more isotropic behavior can be expected at this chamber temperature.
- The yield strength of samples printed with different infill angles and at different envelope temperatures shows no significant difference. However, stress and strain values at break show an influence of the infill angles, which diminishes at higher print envelope temperatures. Hence, intralayer bonding can be improved by increasing the print envelope temperatures.
- At higher envelope temperatures, crystallization times are prolonged, leading to better welding, resulting in a higher isotropic mechanical behavior for samples printed at higher print envelope temperatures. However, isotropy was not observed in samples printed along the Z-direction. The samples printed at an 80 °C chamber temperature showed the best performance but were still significantly lower than samples prepared in the XY-direction.
- APF specimens showed better overall mechanical performance than MEX samples, most likely due to the lower porosity obtained by the APF method [54]. Since the chamber of the MEX machine was not actively heated, a similar morphology could be observed but at higher print build platform temperatures. The influence of the infill orientation remains similar for APF and MEX.
- The effect of contour lines on mechanical properties was similar for MEX and APF processes. It was found that tensile properties peaked at a 45° infill with two contour lines but at different ambient temperatures for the two evaluated processes.
- At higher envelope temperatures, the TPO material was partially molten during printing, and hence, the material tended to flow, resulting in low geometrical stability. Therefore, the envelope temperature must be reduced if the printing time is extended, or high geometrical accuracy is needed. As a recommendation, the print envelope temperature should be kept in the range of the cold crystallization and the melting onset (i.e., 62 and 97 °C).
5. Future Work
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Malik, H.H.; Darwood, A.R.J.; Shaunak, S.; Kulatilake, P.; El-Hilly, A.A.; Mulki, O.; Baskaradas, A. Three-dimensional printing in surgery: A review of current surgical applications. J. Surg. Res. 2015, 199, 512–522. [Google Scholar] [CrossRef] [PubMed]
- Hornick, J. 3D printing in Healthcare. J. 3D Print. Med. 2017, 1, 13–17. [Google Scholar] [CrossRef]
- Sahal, M.; Chen, M.T.; Sharma, S.; Nair, S.S.; Nair, V.G. 3DP materials and methods for orthopedic, dental and maxillofacial implants: A brief comparative report. J. 3D Print. Med. 2019, 3, 127–134. [Google Scholar] [CrossRef]
- Javaid, M.; Haleem, A. Additive manufacturing applications in medical cases: A literature based review. Alex. J. Med. 2018, 54, 411–422. [Google Scholar] [CrossRef]
- Wohlers Associates. Wohlers Report 2016: 3D Printing and Additive Manufacturing State of the Industry: Annual Worldwide Progress Report; Wohlers Associates, Inc.: Fort Collins, CO, USA, 2016; ISBN 0991333225. [Google Scholar]
- González-Henríquez, C.M.; Sarabia-Vallejos, M.A.; Rodriguez-Hernandez, J. Polymers for additive manufacturing and 4D-printing: Materials, methodologies, and biomedical applications. Prog. Polym. Sci. 2019, 94, 57–116. [Google Scholar] [CrossRef]
- Teo, A.J.; Mishra, A.; Park, I.; Kim, Y.-J.; Park, W.-T.; Yoon, Y.-J. Polymeric Biomaterials for Medical Implants and Devices. ACS Biomater. Sci. Eng. 2016, 2, 454–472. [Google Scholar] [CrossRef]
- Hentschel, L.; Kynast, F.; Petersmann, S.; Holzer, C.; Gonzalez-Gutierrez, J. Processing Conditions of a Medical Grade Poly(Methyl Methacrylate) with the Arburg Plastic Freeforming Additive Manufacturing Process. Polymers 2020, 12, 2677. [Google Scholar] [CrossRef]
- Vyavahare, S.; Teraiya, S.; Panghal, D.; Kumar, S. Fused deposition modelling: A review. Rapid Prototyp. J. 2020, 26, 176–201. [Google Scholar] [CrossRef]
- Mackay, M.E. The importance of rheological behavior in the additive manufacturing technique material extrusion. J. Rheol. 2018, 62, 1549. [Google Scholar] [CrossRef]
- Go, J.; Schiffres, S.N.; Stevens, A.G.; Hart, A.J. Rate limits of additive manufacturing by fused filament fabrication and guidelines for high-throughput system design. Addit. Manuf. 2017, 16, 1–11. [Google Scholar] [CrossRef]
- Charlon, S.; Soulestin, J. Thermal and geometry impacts on the structure and mechanical properties of part produced by polymer additive manufacturing. J. Appl. Polym. Sci. 2020, 137, 49038. [Google Scholar] [CrossRef]
- Spoerk, M.; Arbeiter, F.; Raguž, I.; Weingrill, G.; Fischinger, T.; Traxler, G.; Schuschnigg, S.; Cardon, L.; Holzer, C. Polypropylene Filled with Glass Spheres in Extrusion-Based Additive Manufacturing: Effect of Filler Size and Printing Chamber Temperature. Macromol. Mater. Eng. 2018, 303, 1800179. [Google Scholar] [CrossRef]
- Hirsch, A.; Hecker, F.; Moritzer, E. Process Parameter Optimization to Improve the Mechanical Properties of Arburg Plastic Freeformed Components. In Proceedings of the 30th Annual International Solid Freeform Fabrication Symposium 2019, Austin, TX, USA, 12–14 August 2019; pp. 705–714. [Google Scholar]
- Thumsorn, S.; Prasong, W.; Ishigami, A.; Kurose, T.; Kobayashi, Y.; Ito, H. Influence of Ambient Temperature and Crystalline Structure on Fracture Toughness and Production of Thermoplastic by Enclosure FDM 3D Printer. J. Manuf. Mater. Process. 2023, 7, 44. [Google Scholar] [CrossRef]
- DIN EN ISO/ASTM 52900:2022-03; Additive Fertigung—Grundlagen—Terminologie (ISO/ASTM 52900:2021). Deutsche Fassung EN ISO/ASTM 52900:2021; Beuth Verlag GmbH: Berlin, Germany, 2022.
- Carneiro, O.S.; Silva, A.F.; Gomes, R. Fused deposition modeling with polypropylene. Mater. Des. 2015, 83, 768–776. [Google Scholar] [CrossRef]
- Banerjee, S.S.; Burbine, S.; Kodihalli Shivaprakash, N.; Mead, J. 3D-Printable PP/SEBS Thermoplastic Elastomeric Blends: Preparation and Properties. Polymers 2019, 11, 347. [Google Scholar] [CrossRef]
- Hertle, S.; Drexler, M.; Drummer, D. Additive Manufacturing of Poly(propylene) by Means of Melt Extrusion. Macromol. Mater. Eng. 2016, 301, 1482–1493. [Google Scholar] [CrossRef]
- O’kane, W.J.; Young, R.J.; Ryan, A.J. The effect of annealing on the structure and properties of isotactic polypropylene films. J. Macromol. Sci. Part B 1995, 34, 427–458. [Google Scholar] [CrossRef]
- Spoerk, M.; Arbeiter, F.; Cajner, H.; Sapkota, J.; Holzer, C. Parametric optimization of intra- and inter-layer strengths in parts produced by extrusion-based additive manufacturing of poly(lactic acid). J. Appl. Polym. Sci. 2017, 134, 45401. [Google Scholar] [CrossRef]
- Petersmann, S.; Spoerk-Erdely, P.; Feuchter, M.; Wieme, T.; Arbeiter, F.; Spoerk, M. Process-induced morphological features in material extrusion-based additive manufacturing of polypropylene. Addit. Manuf. 2020, 35, 101384. [Google Scholar] [CrossRef]
- Ovlaque, P.; Bayart, M.; Soulestin, J.; Trolez, Y.; Olivier, D.; Bujeau, B.; Charlon, S. On the temperature evolution and related crystallinity of polypropylene parts processed via material extrusion. Addit. Manuf. 2022, 58, 103065. [Google Scholar] [CrossRef]
- Benié, K.; Barrière, T.; Placet, V.; Cherouat, A. Introducing a new optimization parameter based on diffusion, coalescence and crystallization to maximize the tensile properties of additive manufacturing parts. Addit. Manuf. 2023, 69, 103538. [Google Scholar] [CrossRef]
- Hopper, R.W. Coalescence of Two Equal Cylinders: Exact Results for Creeping Viscous Plane Flow Driven by Capillarity. J. Am. Ceram. Soc. 1984, 67, C-262–C-264. [Google Scholar] [CrossRef]
- Brenken, B.; Barocio, E.; Favaloro, A.; Kunc, V.; Pipes, R.B. Fused filament fabrication of fiber-reinforced polymers: A review. Addit. Manuf. 2018, 21, 1–16. [Google Scholar] [CrossRef]
- Antony Samy, A.; Golbang, A.; Harkin-Jones, E.; Archer, E.; Dahale, M.; McIlhagger, A. Influence of Ambient Temperature on Part Distortion: A Simulation Study on Amorphous and Semi-Crystalline Polymer. Polymers 2022, 14, 879. [Google Scholar] [CrossRef] [PubMed]
- Panda, B.N.; Shankhwar, K.; Garg, A.; Jian, Z. Performance evaluation of warping characteristic of fused deposition modelling process. Int. J. Adv. Manuf. Technol. 2017, 88, 1799–1811. [Google Scholar] [CrossRef]
- Spoerk, M.; Sapkota, J.; Weingrill, G.; Fischinger, T.; Arbeiter, F.; Holzer, C. Shrinkage and Warpage Optimization of Expanded-Perlite-Filled Polypropylene Composites in Extrusion-Based Additive Manufacturing. Macromol. Mater. Eng. 2017, 302, 1700143. [Google Scholar] [CrossRef]
- Spoerk, M.; Holzer, C.; Gonzalez-Gutierrez, J. Material extrusion-based additive manufacturing of polypropylene: A review on how to improve dimensional inaccuracy and warpage. J. Appl. Polym. Sci. 2020, 137, 48545. [Google Scholar] [CrossRef]
- Banerjee, S.S.; Kumar, K.D.; Sikder, A.K.; Bhowmick, A.K. Nanomechanics and Origin of Rubber Elasticity of Novel Nanostructured Thermoplastic Elastomeric Blends Using Atomic Force Microscopy. Macromol. Chem. Phys. 2015, 216, 1666–1674. [Google Scholar] [CrossRef]
- Gahleitner, M.; Jääskeläinen, P.; Ratajski, E.; Paulik, C.; Reussner, J.; Wolfschwenger, J.; Neißl, W. Propylene-ethylene random copolymers: Comonomer effects on crystallinity and application properties. J. Appl. Polym. Sci. 2005, 95, 1073–1081. [Google Scholar] [CrossRef]
- Zhao, J.; Sun, Y.; Men, Y. Elasticity Reinforcement in Propylene–Ethylene Random Copolymer Stretched at Elevated Temperature in Large Deformation Regime. Macromolecules 2016, 49, 609–615. [Google Scholar] [CrossRef]
- Christ, J.F.; Aliheidari, N.; Ameli, A.; Pötschke, P. 3D printed highly elastic strain sensors of multiwalled carbon nanotube/thermoplastic polyurethane nanocomposites. Mater. Des. 2017, 131, 394–401. [Google Scholar] [CrossRef]
- Lin, X.; Coates, P.; Hebda, M.; Wang, R.; Lu, Y.; Zhang, L. Experimental analysis of the tensile property of FFF-printed elastomers. Polym. Test. 2020, 90, 106687. [Google Scholar] [CrossRef]
- Turner, B.N.; Strong, R.; Gold, S.A. A review of melt extrusion additive manufacturing processes: I. Process design and modeling. Rapid Prototyp. J. 2014, 20, 192–204. [Google Scholar] [CrossRef]
- Xiao, J.; Gao, Y. The manufacture of 3D printing of medical grade TPU. Prog. Addit. Manuf. 2017, 2, 117–123. [Google Scholar] [CrossRef]
- ExxonMobile Chemical Company. Product Datasheet Vistamaxx 3980FL; ExxonMobile Chemical Company: Houston, TX, USA, 2020. [Google Scholar]
- ISO 527-5A; Plastics—Determination of Tensile Properties—Part 5: Test Conditions for Unidirectional Fibre-Reinforced Plastic Composites. ISO: Geneva, Switzerland, 2021.
- DIN EN ISO 527-1:2019-12; Kunststoffe—Bestimmung der Zugeigenschaften—Teil 1: Allgemeine Grundsätze (ISO 527-1:2019). Deutsche Fassung EN ISO 527-1:2019; Beuth Verlag GmbH: Berlin, Germany, 2019.
- Fiebig, J.; Gahleitner, M.; Paulik, C.; Wolfschwenger, J. Ageing of polypropylene: Processes and consequences. Polym. Test. 1999, 18, 257–266. [Google Scholar] [CrossRef]
- Boedeker Plastics Inc. Annealing Guidelines for Plastic Stock Shapes. Available online: https://www.boedeker.com/Technical-Resources/Technical-Library/Plastic-Annealing-Guidelines (accessed on 16 May 2023).
- Chen, J.; Cao, Y.; Kang, J.; Li, H. Effect of Temperature and Comonomer Content on Thermal Behavior and Crystallization Property of the Propylene–Ethylene Random Copolymers. J. Macromol. Sci. Part B 2010, 50, 248–265. [Google Scholar] [CrossRef]
- Varga, J.; Tóth, F.; Hummel, D.O. Annealing of the β-modification of polypropylene. Makromol. Chem. Macromol. Symp. 1986, 5, 213–223. [Google Scholar] [CrossRef]
- Fischer, C.; Drummer, D. Crystallization and Mechanical Properties of Polypropylene under Processing-Relevant Cooling Conditions with respect to Isothermal Holding Time. Int. J. Polym. Sci. 2016, 2016, 5450708. [Google Scholar] [CrossRef]
- Dudescu, C.; Racz, L. Effects of Raster Orientation, Infill Rate and Infill Pattern on the Mechanical Properties of 3D Printed Materials. ACTA Univ. Cibiniensis 2017, 69, 23–30. [Google Scholar] [CrossRef]
- Coogan, T.J.; Kazmer, D.O. Prediction of interlayer strength in material extrusion additive manufacturing. Addit. Manuf. 2020, 35, 101368. [Google Scholar] [CrossRef]
- Hanon, M.M.; Marczis, R.; Zsidai, L. Anisotropy Evaluation of Different Raster Directions, Spatial Orientations, and Fill Percentage of 3D Printed PETG Tensile Test Specimens. Key Eng. Mater. 2019, 821, 167–173. [Google Scholar] [CrossRef]
- Lorenzo-Bañuelos, M.; Díaz, A.; Cuesta, I.I. Influence of raster orientation on the determination of fracture properties of polypropylene thin components produced by additive manufacturing. Theor. Appl. Fract. Mech. 2020, 107, 102536. [Google Scholar] [CrossRef]
- Ramezani Dana, H.; Barbe, F.; Delbreilh, L.; Azzouna, M.B.; Guillet, A.; Breteau, T. Polymer additive manufacturing of ABS structure: Influence of printing direction on mechanical properties. J. Manuf. Process. 2019, 44, 288–298. [Google Scholar] [CrossRef]
- Hentschel, L.; Petersmann, S.; Gonzalez-Gutierrez, J.; Kynast, F.; Schäfer, U.; Arbeiter, F.; Holzer, C. Parameter Optimization of the ARBURG Plastic Freeforming Process by Means of a Design of Experiments Approach. Adv. Eng. Mater. 2023, 25, 2200279. [Google Scholar] [CrossRef]
- Zaldivar, R.J.; Witkin, D.B.; McLouth, T.; Patel, D.N.; Schmitt, K.; Nokes, J.P. Influence of processing and orientation print effects on the mechanical and thermal behavior of 3D-Printed ULTEM® 9085 Material. Addit. Manuf. 2017, 13, 71–80. [Google Scholar] [CrossRef]
- Maroti, P.; Varga, P.; Abraham, H.; Falk, G.; Zsebe, T.; Meiszterics, Z.; Mano, S.; Csernatony, Z.; Rendeki, S.; Nyitrai, M. Printing orientation defines anisotropic mechanical properties in additive manufacturing of upper limb prosthetics. Mater. Res. Express 2019, 6, 35403. [Google Scholar] [CrossRef]
- Pinter, P.; Baumann, S.; Lohr, C.; Heuer, A.; Englert, L.; Weidemann, K.A. Mechanical Properties of Additively Manufactured Polymer Samples using a Piezo Controlled Injection Moulding unit and Fused Filament Fabrication compared with a conventional Injection Molding Process. In Proceedings of the 29th Annual International Solid Freeform Fabrication Symposium, Austin, TX, USA, 13–15 August 2018; pp. 2219–2227. [Google Scholar]
- Liu, Z. Review and prospect of thermal analysis technology applied to study thermal properties of energetic materials. FirePhysChem 2021, 1, 129–138. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| APF | MEX |
|---|---|
| Nozzle temperature | Nozzle temperature |
| Chamber temperature | Bed temperature |
| Discharge parameter | Nozzle diameter |
| Drop aspect ratio | Layer height |
| Layer height | Tarce width |
| Infill density | Infill density |
| Infill orientation | Infill overlap |
| Part orientation | Infill orientation |
| Contour overlap | Part orientation |
| Printing speed | Printing speed |
| Property | Value | Unit |
|---|---|---|
| Density | 0.889 | g/cm3 |
| Melt Mass Flow Rate (230 °C/2.16 kg) | 8 | g/10 min |
| Hardness (Shore) | 50 | D |
| Tensile Yield Strength | 16 | MPa |
| Tensile Stress at Break | 26 | MPa |
| Tensile Strain at Break | 637 | % |
| Parameter | Value | Unit |
|---|---|---|
| Temperature Zone 1 | 190 | °C |
| Temperature Zone 2 | 195 | °C |
| Temperature Zone 3 | 200 | °C |
| Screw Speed | 35–105 | min−1 |
| APF | MEX | ||||
|---|---|---|---|---|---|
| Parameter | Value | Unit | Parameter | Value | Unit |
| Nozzle Temperature | 220 | °C | Nozzle Temperature | 220 | °C |
| Screw Speed | 5 | min−1 | Printing Speed | 20 | mm/min |
| Drop Aspect Ratio | 1.50 | – | Filament Diameter | 1.75 | mm |
| Chamber Temperature | 50, 80, 110 | °C | Bed Temperature | 50, 80, 110 | °C |
| (a) | |||||||||
| Print Envelope Temperature in °C | 50 | 80 | 110 | ||||||
| Orientation in ° | 0 | 10 | 20 | 30 | 45 | 60 | 70 | 80 | 90 |
| (b) | |||||||||
| Print Envelope Temperature in °C | Orientation in ° | Number of Contour Lines | |||||||
| Low | 50 | 0 | 0 | ||||||
| Middle | 80 | 45 | 1 | ||||||
| High | 110 | 90 | 2 | ||||||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hentschel, L.; Petersmann, S.; Kynast, F.; Schäfer, U.; Holzer, C.; Gonzalez-Gutierrez, J. Influence of the Print Envelope Temperature on the Morphology and Tensile Properties of Thermoplastic Polyolefins Fabricated by Material Extrusion and Material Jetting Additive Manufacturing. Polymers 2023, 15, 3785. https://doi.org/10.3390/polym15183785
Hentschel L, Petersmann S, Kynast F, Schäfer U, Holzer C, Gonzalez-Gutierrez J. Influence of the Print Envelope Temperature on the Morphology and Tensile Properties of Thermoplastic Polyolefins Fabricated by Material Extrusion and Material Jetting Additive Manufacturing. Polymers. 2023; 15(18):3785. https://doi.org/10.3390/polym15183785
Chicago/Turabian StyleHentschel, Lukas, Sandra Petersmann, Frank Kynast, Ute Schäfer, Clemens Holzer, and Joamin Gonzalez-Gutierrez. 2023. "Influence of the Print Envelope Temperature on the Morphology and Tensile Properties of Thermoplastic Polyolefins Fabricated by Material Extrusion and Material Jetting Additive Manufacturing" Polymers 15, no. 18: 3785. https://doi.org/10.3390/polym15183785
APA StyleHentschel, L., Petersmann, S., Kynast, F., Schäfer, U., Holzer, C., & Gonzalez-Gutierrez, J. (2023). Influence of the Print Envelope Temperature on the Morphology and Tensile Properties of Thermoplastic Polyolefins Fabricated by Material Extrusion and Material Jetting Additive Manufacturing. Polymers, 15(18), 3785. https://doi.org/10.3390/polym15183785