
Recycling and Reutilization of Waste Carbon Fiber Reinforced Plastics: Current Status and Prospects


Abstract
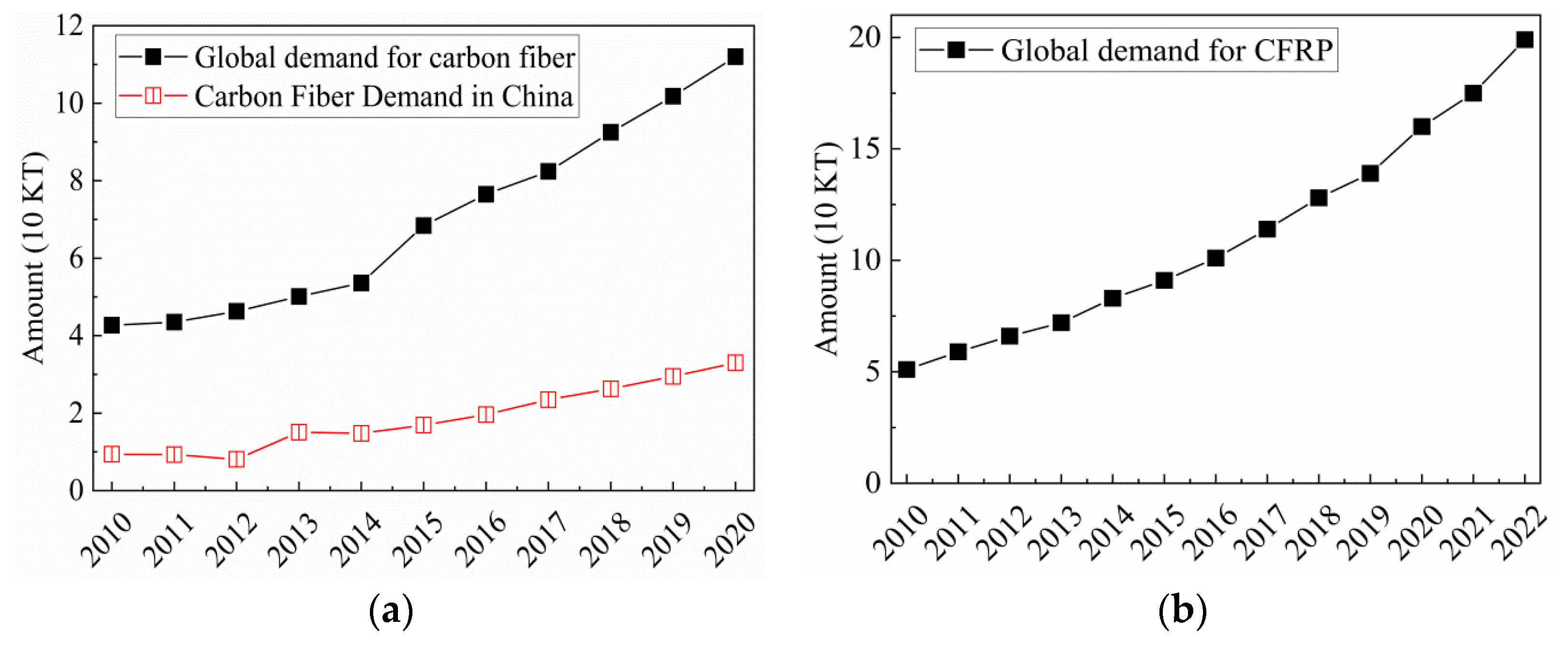
1. Introduction
2. Research Status and Analysis of Recycling of Carbon Fiber Reinforced Plastics (CFRP) Waste
2.1. Research on Mechanical Recycling Method
2.2. Research on the Thermal Decomposition Method
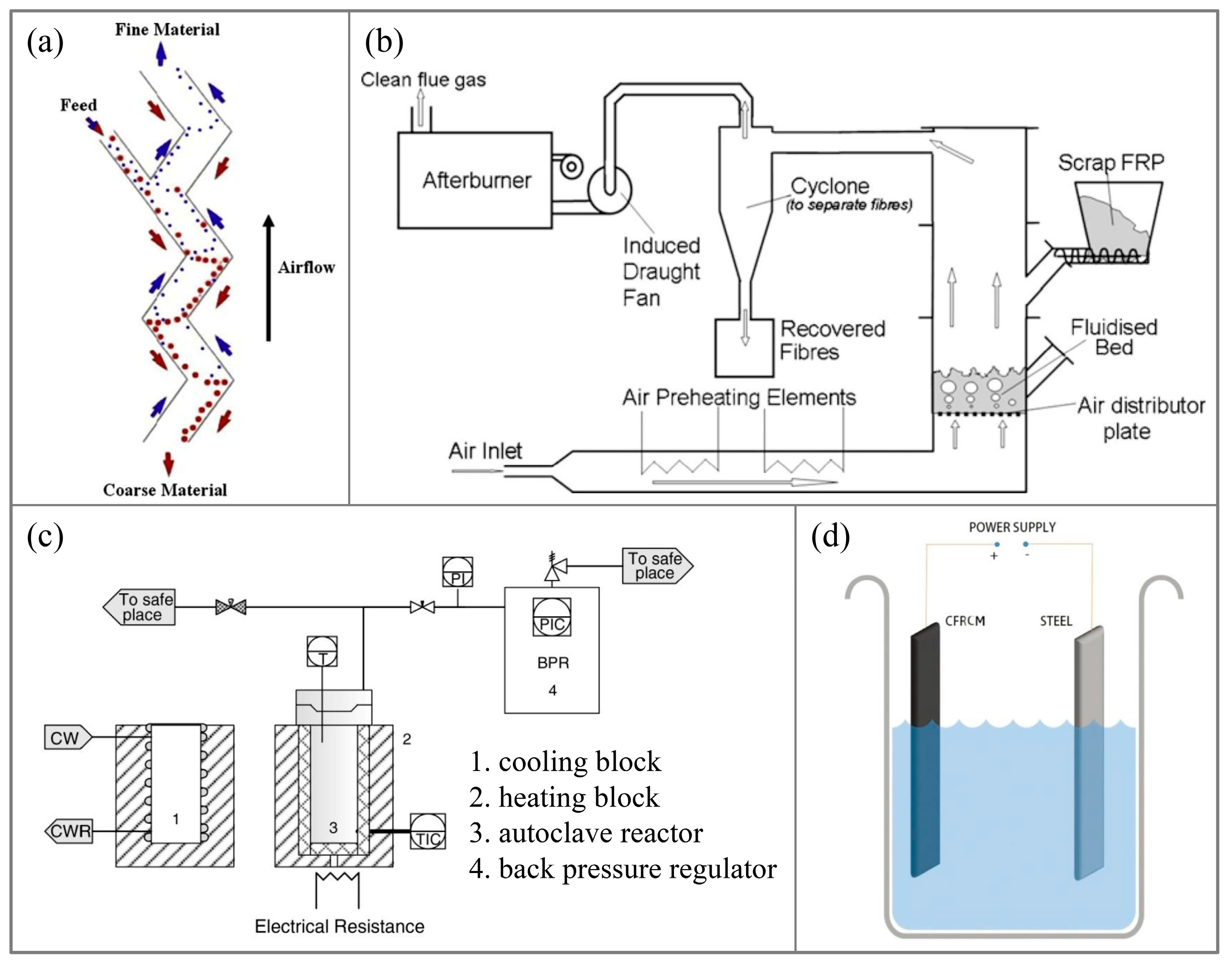
2.2.1. Fluidized Bed Method
2.2.2. Gas Pyrolysis Method
2.2.3. Microwave Pyrolysis Method
2.3. Research on Chemical Solvent Degradation Method
2.3.1. Super/Subcritical Fluid Method
2.3.2. Atmospheric Pressure Solvent Method
2.3.3. Organobase/Organosolvent Method
3. Research and Analysis of Recycled Carbon Fiber Reuse
3.1. Research on the Reuse of rCFs in Fiber Composites
3.2. Research on the Reuse of rCFs in Cementitious Composites
3.2.1. Research on Carbon Fiber Reinforced Cementitious (CFRC) Composites
3.2.2. Research on Recycled Carbon Fiber Reinforced Cementitious (rCFRC) Composites
- 1.
- Research on mechanical properties
- 2.
- Research on electrical conductivity
- 3.
- Research on environmental impact
4. Conclusions and Prospects
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Morgan, P. Carbon Fibers and Their Composites; CRC Press: Boca Raton, FL, USA, 2005. [Google Scholar]
- Park, S.J. Novel carbon fibers and their composites. In Carbon Fibers; Springer: Berlin/Heidelberg, Germany, 2018; pp. 295–342. [Google Scholar]
- Zhu, J.H.; Chen, P.Y.; Su, M.N.; Pei, C.; Xing, F. Recycling of carbon fibre reinforced plastics by electrically driven heterogeneous catalytic degradation of epoxy resin. Green Chem. 2019, 21, 1635–1647. [Google Scholar] [CrossRef]
- Sauer, M.; Kuhnel, M. Composites market report 2019. Carbon Compos. 2019, 2, 1–11. [Google Scholar]
- Pimenta, S.; Pinho, S.T. Recycling carbon fibre reinforced polymers for structural applications: Technology review and market outlook. Waste Manag. 2011, 31, 378–392. [Google Scholar] [CrossRef] [PubMed]
- Carberry, W. Airplane Recycling Efforts benefit boeing operators. Boeing Aero Mag. QRT 2008, 4, 6–13. [Google Scholar]
- Lefeuvre, A.; Garnier, S.; Jacquemin, L.; Pillain, B.; Sonnemann, G. Anticipating in-use stocks of carbon fiber reinforced polymers and related waste flows generated by the commercial aeronautical sector until 2050. Resour. Conserv. Recycl. 2017, 125, 264–272. [Google Scholar] [CrossRef]
- Scheirs, J. Polymer Recycling: Science, Technology and Applications; John Wiley & Sons Ltd.: Chichester, UK, 1998. [Google Scholar]
- Union OJotE. Directive E U. 53/EC of the European Parliament and of the Council of 18 September 2000 on end-of life vehicles. Off. J. Eur. Union L Ser. 2000, 32, 34–42. [Google Scholar]
- EU waste legislation and the composites industry. In Seminar on Recycling of Composite Materials; IFP SICOMP: Molndal, Sweden, 2002.
- Ministry of Industry and Information Technology Issued an Action Plan to Promote the Development of Carbon Fiber Industry. Available online: https://www.gov.cn/govweb/zhuanti/2013-11/07/content_2595190.htm (accessed on 5 July 2023).
- Ministry of Industry and Information Technology Issued Guidelines for the Development of Key Common Technologies in the Industry. Available online: http://www.gov.cn/xinwen/2015-11/18/content_2967577.htm (accessed on 5 July 2023).
- Ministry of Industry and Information Technology on the Issuance of the “Guideline for the Development of Key Common Technologies in Industry (2017). Available online: http://www.gov.cn/xinwen/2017-10/30/content_5235348.htm (accessed on 5 July 2023).
- The State Council on the Issuance of the “Thirteen Five” National Strategic Emerging Industries Development Plan Notice. Available online: http://www.gov.cn/zhengce/content/2016-12/19/content_5150090.htm (accessed on 5 July 2023).
- The State Council Issued the “Thirteenth Five-Year” Comprehensive Work Program of Energy Conservation and Emission Reduction. Available online: http://www.gov.cn/zhengce/content/2017-01/05/content_5156789.htm (accessed on 5 July 2023).
- Notice on the Issuance of “Circular Development Leading Action”. Available online: http://www.gov.cn/xinwen/2017-05/04/content_5190902.htm (accessed on 5 July 2023).
- Song, Y.S.; Youn, J.R.; Gutowski, T.G. Life cycle energy analysis of fiber-reinforced composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1257–1265. [Google Scholar] [CrossRef]
- Oliveux, G.; Dandy, L.O.; Leeke, G.A. Current status of recycling of fibre reinforced polymers: Review of technologies, reuse and resulting properties. Prog. Mater. Sci. 2015, 72, 61–99. [Google Scholar] [CrossRef]
- Howarth, J.; Mareddy, S.S.; Mativenga, P.T. Energy intensity and environmental analysis of mechanical recycling of carbon fibre composite. J. Clean. Prod. 2014, 81, 46–50. [Google Scholar] [CrossRef]
- Witik, R.A.; Teuscher, R.; Michaud, V.; Ludwig, C.; Månson, J. Carbon fibre reinforced composite waste: An environmental assessment of recycling, energy recovery and landfilling. Compos. Part A Appl. Sci. Manuf. 2013, 49, 89–99. [Google Scholar] [CrossRef]
- Shuaib, N.A.; Mativenga, P.T. Energy demand in mechanical recycling of glass fibre reinforced thermoset plastic composites. J. Clean. Prod. 2016, 120, 198–206. [Google Scholar] [CrossRef]
- Khalil, Y. Comparative environmental and human health evaluations of thermolysis and solvolysis recycling technologies of carbon fiber reinforced polymer waste. Waste Manag. 2018, 76, 767–778. [Google Scholar] [CrossRef] [PubMed]
- Keith, M.J.; Oliveux, G.; Leeke, G.A. Optimisation of solvolysis for recycling carbon fibre reinforced composites. In Proceedings of the ECCM17—17th European Conference on Composite Materials, Munich, Germany, 26–30 June 2016. [Google Scholar]
- Nakagawa, K.S.M. CFRP recycling technology using depolymerization under ordinary pressure. Hitachi Chem. Tech. Rep. 2014, 2014, 6–11. [Google Scholar]
- Meng, F.; McKechnie, J.; Turner, T.; Pickering, S. Energy and environmental assessment and reuse of fluidised bed recycled carbon fibres. Compos. Part A Appl. Sci. Manuf. 2017, 100, 206–214. [Google Scholar] [CrossRef]
- Akbar, A.; Liew, K. Multicriteria performance evaluation of fiber-reinforced cement composites: An environmental perspective. Compos. Part B Eng. 2021, 218, 108937. [Google Scholar] [CrossRef]
- Liu, Z.; Turner, T.A.; Wong, K.H.; Pickering, S.J. Development of high performance recycled carbon fibre composites with an advanced hydrodynamic fibre alignment process. J. Clean. Prod. 2021, 278, 123785. [Google Scholar] [CrossRef]
- Meng, F.; McKechnie, J.; Pickering, S.J. An assessment of financial viability of recycled carbon fibre in automotive applications. Compos. Part A Appl. Sci. Manuf. 2018, 109, 207–220. [Google Scholar] [CrossRef]
- Hartt, G.N.; Carey, D.P. Economics of recycling thermosets. SAE Tech. Pap. 1992. [Google Scholar] [CrossRef]
- Palmer, J.; Ghita, O.R.; Savage, L.; Evans, K.E. Successful closed-loop recycling of thermoset composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 490–498. [Google Scholar] [CrossRef]
- Turner, T.; Pickering, S.; Warrior, N. Development of recycled carbon fibre moulding compounds–Preparation of waste composites. Compos. Part B Eng. 2011, 42, 517–525. [Google Scholar] [CrossRef]
- Jiang, G.; Pickering, S.; Walker, G.; Bowering, N.; Wong, K.; Rudd, C. Soft ionisation analysis of evolved gas for oxidative decomposition of an epoxy resin/carbon fibre composite. Thermochim. Acta. 2007, 454, 109–115. [Google Scholar] [CrossRef]
- Jiang, G.; Pickering, S.; Walker, G.; Wong, K.; Rudd, C. Surface characterisation of carbon fibre recycled using fluidised bed. Appl. Surf. Sci. 2008, 254, 2588–2593. [Google Scholar] [CrossRef]
- Schwarz, S.; Höftberger, T.; Burgstaller, C.; Hackl, A.; Schwarzinger, C. Pyrolytic recycling of carbon fibers from prepregs and their use in polyamide composites. Open J. Compos. Mater. 2020, 10, 92. [Google Scholar] [CrossRef]
- Giorgini, L.; Benelli, T.; Mazzocchetti, L.; Leonardi, C.; Zattini, G.; Minak, G.; Dolcini, E.; Cavazzoni, M.; Montanari, I.; Tosi, C. Recovery of carbon fibers from cured and uncured carbon fiber reinforced composites wastes and their use as feedstock for a new composite production. Polym. Compos. 2015, 36, 1084–1095. [Google Scholar] [CrossRef]
- López, F.A.; Rodríguez, O.; Alguacil, F.J.; García-Díaz, I.; Centeno, T.A.; García-Fierro, J.L.; González, C. Recovery of carbon fibres by the thermolysis and gasification of waste prepreg. J. Anal. Appl. Pyrolysis 2013, 104, 675–683. [Google Scholar] [CrossRef]
- Ushikoshi, K.; Komatsu, N.; Sugino, M. Recycling of CFRP by pyrolysis method; CFRP no netsubunkaiho ni yoru recycle. Zair. J. Soc. Mater. Sci. 1995, 44, 428–431. [Google Scholar] [CrossRef]
- Blazsó, M. Pyrolysis for Recycling Waste Composites. Management, Recycling and Reuse of Waste Composites; Elsevier: Amsterdam, The Netherlands, 2010; pp. 102–121. [Google Scholar]
- Pimenta, S.; Pinho, S.T. The effect of recycling on the mechanical response of carbon fibres and their composites. Compos. Struct. 2012, 94, 3669–3684. [Google Scholar] [CrossRef]
- Piñero-Hernanz, R.; Dodds, C.; Hyde, J.; García-Serna, J.; Poliakoff, M.; Lester, E.; Cocero, M.J.; Kingman, S.; Pickering, S.; Wong, K.H. Chemical recycling of carbon fibre reinforced composites in nearcritical and supercritical water. Compos. Part A Appl. Sci. Manuf. 2008, 39, 454–461. [Google Scholar] [CrossRef]
- Piñero-Hernanz, R.; García-Serna, J.; Dodds, C.; Hyde, J.; Poliakoff, M.; Cocero, M.J.; Kingman, S.; Pickering, S.; Lester, E. Chemical recycling of carbon fibre composites using alcohols under subcritical and supercritical conditions. J. Supercrit. Fluids 2008, 46, 83–92. [Google Scholar] [CrossRef]
- Jiang, G.; Pickering, S.J.; Lester, E.H.; Warrior, N.A. Decomposition of epoxy resin in supercritical isopropanol. Ind. Eng. Chem. Res. 2010, 49, 4535–4541. [Google Scholar] [CrossRef]
- Henry, L.; Schneller, A.; Doerfler, J.; Mueller, W.M.; Aymonier, C.; Horn, S. Semi-continuous flow recycling method for carbon fibre reinforced thermoset polymers by near-and supercritical solvolysis. Polym. Degrad. Stab. 2016, 133, 264–274. [Google Scholar] [CrossRef]
- Fromonteil, C.; Bardelle, P.; Cansell, F. Hydrolysis and oxidation of an epoxy resin in sub-and supercritical water. Ind. Eng. Chem. Res. 2000, 39, 922–935. [Google Scholar] [CrossRef]
- Liu, J.; Wang, K.; Ma, L.; Tang, T. Insight into the role of potassium hydroxide for accelerating the degradation of anhydride-cured epoxy resin in subcritical methanol. J. Supercrit. Fluids 2016, 107, 605–611. [Google Scholar] [CrossRef]
- Lee, S.H.; Choi, H.O.; Kim, J.S.; Lee, C.K.; Kim, Y.K.; Ju, C.S. Circulating flow reactor for recycling of carbon fiber from carbon fiber reinforced epoxy composite. Korean J. Chem. Eng. 2011, 28, 449–454. [Google Scholar] [CrossRef]
- Nie, W.D.; Liu, J.; Liu, W.B.; Wang, J.; Tang, T. Decomposition of waste carbon fiber reinforced epoxy resin composites in molten potassium hydroxide. Polym. Degrad. Stab. 2015, 111, 247–256. [Google Scholar] [CrossRef]
- Deng, Z.Y.; Yue, J.L.; Huang, Z.X. Solvothermal degradation and reuse of carbon fiber reinforced boron phenolic resin composites. Compos. Part B Eng. 2021, 221, 109011. [Google Scholar] [CrossRef]
- Zhao, Q.; Jiang, J.J.; Li, C.B.; Li, Y.J. Efficient recycling of carbon fibers from amine-cured CFRP composites under facile condition. Polym. Degrad. Stab. 2020, 179, 109268. [Google Scholar] [CrossRef]
- Yang, P.; Zhou, Q.; Li, X.Y.; Yang, K.K.; Wang, Y.Z. Chemical recycling of fiber-reinforced epoxy resin using a polyethylene glycol/NaOH system. J. Reinf. Plast. Compos. 2014, 33, 2106–2114. [Google Scholar] [CrossRef]
- Chen, P.Y.; Pei, C.; Zhu, J.H.; Su, M.N.; Xing, F. Sustainable recycling of intact carbon fibres from end-of-service-life composites. Green Chem. 2019, 21, 4757–4768. [Google Scholar] [CrossRef]
- Zhao, Q.; Jiang, J.J.; Zhang, L.J.; Wang, S.Z.; Chen, J.X.; Yao, X.M.; Li, Y.J. Simple and mild method for the recycling of carbon-fiber-reinforced bismaleimide resin composite waste. ACS Sustain. Chem. Eng. 2023, 11, 2830–2839. [Google Scholar] [CrossRef]
- Zhang, L.P.; Liu, J.; Nie, W.D.; Wang, K.; Wang, Y.H.; Yang, X.Y.; Tang, T. Degradation of anhydride-cured epoxy resin using simultaneously recyclable solvent and organic base catalyst. J. Mater. Cycles Waste Manag. 2018, 20, 568–577. [Google Scholar] [CrossRef]
- Kuang, X.; Zhou, Y.Y.; Shi, Q.; Wang, T.J.; Qi, H.J. Recycling of epoxy thermoset and composites via good solvent assisted and small molecules participated exchange reactions. ACS Sustain. Chem. Eng. 2018, 6, 9189–9197. [Google Scholar] [CrossRef]
- Zhao, X.; Wang, X.L.; Tian, F.; An, W.L.; Xu, S.M.; Wang, Y.Z. A fast and mild closed-loop recycling of anhydride-cured epoxy through microwave-assisted catalytic degradation by trifunctional amine and subsequent reuse without separation. Green Chem. 2019, 21, 2487–2493. [Google Scholar] [CrossRef]
- Mohamad, N.; Abd, L.A.; Drahman, M.A.; Shamsuri, S.R.; Abdil Razak, J.; Othman, I.S.; Karjanto, J.; Abdollah, M.F.; Ab Maulod, H.E. Tensile behavior of polypropylene reinforced with comminutes extracted from out-of-condition aerospace grade carbon fiber prepreg waste. Appl. Mech. Mater. 2015, 761, 526–530. [Google Scholar] [CrossRef]
- Yip, H.; Pickering, S.; Rudd, C. Characterisation of carbon fibres recycled from scrap composites using fluidised bed process. Plast. Rubber Compos. 2002, 31, 278–282. [Google Scholar] [CrossRef]
- Heil, J. Study and Analysis of Carbon Fiber Recycling. Master’s Thesis, North Carolina State University, Raleigh, NC, USA, 2011. [Google Scholar]
- Lester, E.; Kingman, S.; Wong, K.H.; Rudd, C.; Pickering, S.; Hilal, N. Microwave heating as a means for carbon fibre recovery from polymer composites: A technical feasibility study. Mater. Res. Bull. 2004, 39, 1549–1556. [Google Scholar] [CrossRef]
- Hao, S.; He, L.; Liu, J.; Liu, Y.; Rudd, C.; Liu, X. Recovery of carbon fibre from waste prepreg via microwave pyrolysis. Polymers 2021, 13, 1231. [Google Scholar] [CrossRef]
- Ren, Y.Y.; Xu, L.B.; Shang, X.; Shen, Z.G.; Fu, R.Z.; Li, W.; Guo, L.R. Evaluation of mechanical properties and pyrolysis products of carbon fibers recycled by microwave pyrolysis. ACS Omega. 2022, 7, 13529–13537. [Google Scholar] [CrossRef]
- Eckert, C.A.; Knutson, B.L.; Debenedetti, P.G. Supercritical fluids as solvents for chemical and materials processing. Nature 1996, 383, 313–318. [Google Scholar] [CrossRef]
- Liu, Y.Y.; Shan, G.H.; Meng, L.H. Recycling of carbon fibre reinforced composites using water in subcritical conditions. Mater. Sci. Eng. A 2009, 520, 179–183. [Google Scholar]
- Meng, L.H.; Huang, Y.D.; Wu, G.H. Decomposition of carbon fiber/phenol-formaldehyde composites by supercritical water. Acta Mater. Compos. Sin. 2002, 3, 37–41. (In Chinese) [Google Scholar]
- Jiang, G.; Pickering, S.J.; Lester, E.H.; Turner, T.; Wong, K.; Warrior, N. Characterisation of carbon fibres recycled from carbon fibre/epoxy resin composites using supercritical n-propanol. Compos. Sci. Technol. 2009, 69, 192–198. [Google Scholar] [CrossRef]
- Sato, Y.; Kondo, Y.; Tsujita, K.; Kawai, N. Degradation behaviour and recovery of bisphenol-A from epoxy resin and polycarbonate resin by liquid-phase chemical recycling. Polym. Degrad. Stab. 2005, 89, 317–326. [Google Scholar] [CrossRef]
- Liu, T.; Zhang, M.; Guo, X.L.; Liu, C.Y.; Liu, T.; Xin, J.N.; Zhang, J.W. Mild chemical recycling of aerospace fiber/epoxy composite wastes and utilization of the decomposed resin. Polym. Degrad. Stab. 2017, 139, 20–27. [Google Scholar] [CrossRef]
- Liu, T.; Guo, X.L.; Liu, W.C.; Hao, C.; Wang, L.W.; Hiscox, W.C.; Liu, C.Y.; Jin, C.; Xin, J.N.; Zhang, J.W. Selective cleavage of ester linkages of anhydride-cured epoxy using a benign method and reuse of the decomposed polymer in new epoxy preparation. Green Chem. 2017, 19, 4364–4372. [Google Scholar] [CrossRef]
- Sun, H.F.; Guo, G.P.; Memon, S.A.; Xu, W.T.; Zhang, Q.W.; Zhu, J.H.; Xing, F. Recycling of carbon fibers from carbon fiber reinforced polymer using electrochemical method. Compos. Part A Appl. Sci. Manuf. 2015, 78, 10–17. [Google Scholar] [CrossRef]
- Chen, P.Y. Study of Electrochemical Recycling Method for Carbon Fiber Reinforced Plastics. Master’s Thesis, Shenzhen University, Shenzhen, China, 2017. (In Chinese). [Google Scholar]
- Oshima, K.; Matsuda, S.; Hosaka, M.; Satokawa, S. Rapid removal of resin from a unidirectional carbon fiber reinforced plastic laminate by a high-voltage electrical treatment. Sep. Purif. Technol. 2020, 231, 115885. [Google Scholar] [CrossRef]
- Oshima, K.; Hosaka, M.; Matsuda, S.; Satokawa, S. Removal mechanism of epoxy resin from CFRP composites triggered by water electrolysis gas generation. Sep. Purif. Technol. 2020, 251, 117296. [Google Scholar] [CrossRef]
- Fukushima, K.; Coulembier, O.; Lecuyer, J.M.; Almegren, H.A.; Alabdulrahman, A.M.; Alsewailem, F.D.; Mcneil, M.A.; Dubois, P.; Waymouth, R.M.; Horn, H.W.; et al. Organocatalytic depolymerization of poly (ethylene terephthalate). J. Polym. Sci. Part A Polym. Chem. 2011, 49, 1273–1281. [Google Scholar] [CrossRef]
- Aravindan, P.; Becagli, F.; Longana, M.L.; Blok, L.G.; Pozegic, T.R.; Huntley, S.J.; Rendall, T.; Hamerton, I. Remanufacturing of woven carbon fibre fabric production waste into high performance aligned discontinuous fibre composites. J. Compos. Sci. 2020, 4, 68. [Google Scholar] [CrossRef]
- De Souza, C.S.R.; Opelt, C.V.; Cândido, G.M.c.; De Souza, S.D.B.; Botelho, E.C.; Fernandes Marlet, J.M.; Rezende, M.C. Reuse of uncured carbon fiber/epoxy resin prepreg scraps: Mechanical behavior and environmental response. ACS Sustain. Chem. Eng. 2018, 7, 2200–2206. [Google Scholar] [CrossRef]
- Oliveux, G.; Bailleul, J.L.; Gillet, A.; Mantaux, O.; Leeke, G.A. Recovery and reuse of discontinuous carbon fibres by solvolysis: Realignment and properties of remanufactured materials. Compos. Sci. Technol. 2017, 139, 99–108. [Google Scholar] [CrossRef]
- Karuppannan, G.S.; Kärki, T. A study to investigate the mechanical properties of recycled carbon fibre/glass fibre-reinforced epoxy composites using a novel thermal recycling process. Processes 2020, 8, 954. [Google Scholar] [CrossRef]
- Genna, S.; Papa, I.; Lopresto, V.; Tagliaferri, V. Mechanical characterisation of CFRP laminates with recycled carbon fiber obtained by resin infusion under Flexible Tooling (RIFT) technology. Compos. Sci. Technol. 2020, 199, 108328. [Google Scholar] [CrossRef]
- Guo, W.J.; Bai, S.X.; Ye, Y.C.; Zhu, L.A.; Li, S. A new strategy for high-value reutilization of recycled carbon fiber: Preparation and friction performance of recycled carbon fiber felt-based C/C-SiC brake pads. Ceram. Int. 2019, 45, 16545–16553. [Google Scholar] [CrossRef]
- Guo, W.J.; Bai, S.X.; Ye, Y.C.; Zhu, L.A. Recycling carbon fiber-reinforced polymers by pyrolysis and reused to prepare short-cut fiber C/C composite. J. Reinf. Plast. Compos. 2019, 38, 340–348. [Google Scholar] [CrossRef]
- Hu, Q.L.; Duan, Y.F.; Zheng, X.H.; Nie, W.Q.; Zou, L.H.; Xu, Z.Z. Lightweight, flexible, and highly conductive recycled carbon fiber felt for electromagnetic interference shielding. J. Alloys Compd. 2023, 935, 168152. [Google Scholar] [CrossRef]
- Vieira, D.R.; Calmon, J.L.; Coelho, F.Z. Life cycle assessment (LCA) applied to the manufacturing of common and ecological concrete: A review. Constr. Build. Mater. 2016, 124, 656–666. [Google Scholar] [CrossRef]
- Hao, L. Research on Thermoelectric Properties of Carbon Fiber Reinforced Cement Matrix Composites. Master’s Thesis, Xi’an University of Architecture and Technology, Xi’an, China, 2015. (In Chinese). [Google Scholar]
- Song, W.M.; Yi, J.; Wu, H.; He, X.; Song, Q.W.; Yin, J. Effect of carbon fiber on mechanical properties and dimensional stability of concrete incorporated with granulated-blast furnace slag. J. Clean. Prod. 2019, 238, 117819. [Google Scholar] [CrossRef]
- Shu, X.; Graham, R.K.; Huang, B.; Burdette, E.G. Hybrid effects of carbon fibers on mechanical properties of Portland cement mortar. Mater. Des. 2015, 65, 1222–1228. [Google Scholar] [CrossRef]
- Garcés, P.; Fraile, J.; Vilaplana, O.E.; Cazorla, A.D.; Alcocel, E.G.; Andión, L.G. Effect of carbon fibres on the mechanical properties and corrosion levels of reinforced portland cement mortars. Cem. Concr. Res. 2005, 35, 324–331. [Google Scholar] [CrossRef]
- Hambach, M.; Rutzen, M.; Volkmer, D. Properties of 3D-Printed Fiber-Reinforced Portland Cement Paste. 3D Concrete Printing Technology; Elsevier: Amsterdam, The Netherlands, 2019; pp. 73–113. [Google Scholar]
- Lu, Z.; Hanif, A.; Sun, G.; Liang, R.; Parthasarathy, P.; Li, Z. Highly dispersed graphene oxide electrodeposited carbon fiber reinforced cement-based materials with enhanced mechanical properties. Cem. Concr. Compos. 2018, 87, 220–228. [Google Scholar] [CrossRef]
- Wang, Z.R.; Ma, G.; Ma, Z.H.; Zhang, Y. Flexural behavior of carbon fiber-reinforced concrete beams under impact loading. Cem. Concr. Compos. 2021, 118, 103910. [Google Scholar] [CrossRef]
- Li, V.C.; Obla, K.H. Effect of fiber length variation on tensile properties of carbon-fiber cement composites. Compos. Eng. 1994, 4, 947–964. [Google Scholar] [CrossRef]
- Graham, R.K.; Huang, B.; Shu, X.; Burdette, E.G. Laboratory evaluation of tensile strength and energy absorbing properties of cement mortar reinforced with micro-and meso-sized carbon fibers. Constr. Build. Mater. 2013, 44, 751–756. [Google Scholar] [CrossRef]
- Kizilkanat, A.B. Experimental evaluation of mechanical properties and fracture behavior of carbon fiber reinforced high strength concrete. Period. Polytech. Civ. Eng. 2016, 60, 289–296. [Google Scholar] [CrossRef]
- Xie, C.P.; Cao, M.L.; Khan, M.; Yin, H.; Guan, J.F. Review on different testing methods and factors affecting fracture properties of fiber reinforced cementitious composites. Constr. Build. Mater. 2021, 273, 121766. [Google Scholar] [CrossRef]
- Deng, Z.C. The fracture and fatigue performance in flexure of carbon fiber reinforced concrete. Cem. Concr. Compos. 2005, 27, 131–140. [Google Scholar] [CrossRef]
- Wang, W.; Wu, S.; Dai, H.Z. Fatigue behavior and life prediction of carbon fiber reinforced concrete under cyclic flexural loading. Mater. Sci. Eng. A 2006, 434, 347–351. [Google Scholar] [CrossRef]
- Chen, B.; Wu, K.R.; Yao, W. Conductivity of carbon fiber reinforced cement-based composites. Cem. Concr. Compos. 2004, 26, 291–297. [Google Scholar] [CrossRef]
- Dehghani, A.; Aslani, F. The effect of shape memory alloy, steel, and carbon fibres on fresh, mechanical, and electrical properties of self-compacting cementitious composites. Cem. Concr. Compos. 2020, 112, 103659. [Google Scholar] [CrossRef]
- Liu, K. Preparation and electrothermal properties of carbon fiber/graphene conductive asphalt concrete. Master’s Thesis, Harbin Institute of Technology, Harbin, China, 2018. (In Chinese). [Google Scholar]
- Liu, K.; Lu, L.; Wang, F.; Liang, W. Theoretical and experimental study on multi-phase model of thermal conductivity for fiber reinforced concrete. Constr. Build. Mater. 2017, 148, 465–475. [Google Scholar] [CrossRef]
- Chiarello, M.; Zinno, R. Electrical conductivity of self-monitoring CFRC. Cem. Concr. Compos. 2005, 27, 463–469. [Google Scholar] [CrossRef]
- Baeza, F.J.; Galao, O.; Zornoza, E.; Garcés, P. Effect of aspect ratio on strain sensing capacity of carbon fiber reinforced cement composites. Mater. Des. 2013, 51, 1085–1094. [Google Scholar] [CrossRef]
- Wang, C.; Li, K.Z.; Li, H.J.; Guo, L.J.; Jiao, G.S. Influence of CVI treatment of carbon fibers on the electromagnetic interference of CFRC composites. Cem. Concr. Compos. 2008, 30, 478–485. [Google Scholar] [CrossRef]
- Chung, D. Processing-structure-property relationships of continuous carbon fiber polymer-matrix composites. Mater. Sci. Eng. R Rep. 2017, 113, 1–29. [Google Scholar] [CrossRef]
- Gao, J.; Sha, A.M.; Wang, Z.J.; Hu, L.Q.; Yun, D.; Liu, Z.Z.; Huang, Y. Characterization of carbon fiber distribution in cement-based composites by Computed Tomography. Constr. Build. Mater. 2018, 177, 134–147. [Google Scholar] [CrossRef]
- Stynoski, P.; Mondal, P.; Marsh, C. Effects of silica additives on fracture properties of carbon nanotube and carbon fiber reinforced Portland cement mortar. Cem. Concr. Compos. 2015, 55, 232–240. [Google Scholar] [CrossRef]
- Khushnood, R.A.; Muhammad, S.; Ahmad, S.; Tulliani, J.M.; Maqsom, A. Theoretical and experimental analysis of multifunctional high performance cement mortar matrices reinforced with varying lengths of carbon fibers. Mater. Constr. 2018, 68, 172. [Google Scholar] [CrossRef]
- Cheng, J.Q.; Wang, W.G.; Han, J. Progress on mechanical properties of carbon fiber reinforced cement matrix composites. J. Liaoning Univ. Pet. Chem. Technol. 2021, 41, 34–42. (In Chinese) [Google Scholar]
- Zheng, S.P. Study on the Effect of Carbon Fiber on the Performance of Cement Mortar. Master’s Thesis, Guangdong University of Technology, Guangzhou, China, 2020. (In Chinese). [Google Scholar]
- Donnini, J.; Bellezze, T.; Corinaldesi, V. Mechanical, electrical and self-sensing properties of cementitious mortars containing short carbon fibers. J. Build. Eng. 2018, 20, 8–14. [Google Scholar] [CrossRef]
- Guo, Z.; Zhuang, C.L.; Li, Z.H.; Chen, Y. Mechanical properties of carbon fiber reinforced concrete (CFRC) after exposure to high temperatures. Compos. Struct. 2021, 256, 113072. [Google Scholar] [CrossRef]
- Chung, D. Dispersion of short fibers in cement. J. Mater. Civ. Eng. 2005, 17, 379–383. [Google Scholar] [CrossRef]
- Yang, Y. Methods study on dispersion of fibers in CFRC. Cem. Concr. Res. 2002, 32, 747–750. [Google Scholar] [CrossRef]
- Wang, C.; Lei, P.; Li, B.L.; Gao, N.; Zhao, L.P.; Li, K.Z. Influences of molding processes and different dispersants on the dispersion of chopped carbon fibers in cement matrix. Heliyon 2018, 4, e00868. [Google Scholar]
- Mendes, T.M.; Hotza, D.; Repette, W.L. Nanoparticles in cement based materials: A review. Rev. Adv. Mater. Sci. 2015, 40, 89–96. [Google Scholar]
- Akbar, A.; Liew, K.M. Influence of elevated temperature on the microstructure and mechanical performance of cement composites reinforced with recycled carbon fibers. Compos. Part B Eng. 2020, 198, 108245. [Google Scholar] [CrossRef]
- Zhou, M.Y.; Zhou, J.F.; Liu, C.H. Mechanical property test analysis of carbon fiber/cement mortar. J. Hohai Univ. 2003, 4, 15–18. [Google Scholar]
- Zhang, L.W.; Ji, W.M.; Hu, Y.; Liew, K.M. Atomistic insights into the tunable transition from cavitation to crazing in diamond nanothread-reinforced polymer composites. Research 2020, 2020, 7815462. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, S.; Li, G.; Shi, X. Effects of alkali-treated recycled carbon fiber on the strength and free drying shrinkage of cementitious mortar. J. Clean. Prod. 2019, 228, 1187–1195. [Google Scholar] [CrossRef]
- Akbar, A.; Kodur, V.K.R.; Liew, K.M. Microstructural changes and mechanical performance of cement composites reinforced with recycled carbon fibers. Cem. Concr. Compos. 2021, 121, 104069. [Google Scholar] [CrossRef]
- Rangelov, M.; Nassiri, S.; Haselbach, L.; Englund, K. Using carbon fiber composites for reinforcing pervious concrete. Constr. Build. Mater. 2016, 126, 875–885. [Google Scholar] [CrossRef]
- Xiong, C.; Li, Q.S.; Lan, T.H.; Li, H.D.; Long, W.J.; Xing, F. Sustainable use of recycled carbon fiber reinforced polymer and crumb rubber in concrete: Mechanical properties and ecological evaluation. J. Clean. Prod. 2021, 279, 123624. [Google Scholar] [CrossRef]
- Mastali, M.; Dalvand, A.; Sattarifard, A. The impact resistance and mechanical properties of the reinforced self-compacting concrete incorporating recycled CFRP fiber with different lengths and dosages. Compos. Part B Eng. 2017, 112, 74–92. [Google Scholar] [CrossRef]
- Badanoiu, A.; Holmgren, J. Cementitious composites reinforced with continuous carbon fibres for strengthening of concrete structures. Cem. Concr. Compos. 2003, 25, 387–394. [Google Scholar] [CrossRef]
- Nguyen, H.; Carvelli, V.; Fujii, T.; Okubo, K. Cement mortar reinforced with reclaimed carbon fibres, CFRP waste or prepreg carbon waste. Constr. Build. Mater. 2016, 126, 321–331. [Google Scholar] [CrossRef]
- Ma, B.G.; Zhang, T.; Tan, H.B.; Liu, X.H.; Mei, J.P.; Qi, H.H.; Jiang, W.B.; Zou, F.B. Effect of triisopropanolamine on compressive strength and hydration of cement-fly ash paste. Constr. Build. Mater. 2018, 179, 89–99. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, S.H.; Luo, D.M.; Shi, X.M. Effect of chemically modified recycled carbon fiber composite on the mechanical properties of cementitious mortar. Compos. Part B Eng. 2019, 173, 106853. [Google Scholar] [CrossRef]
- Li, H.Y.; Liebscher, M.; Yang, J.; Davoodabadi, M.; Li, L.H.; Du, Y.H.; Yang, B.; Hempel, S.; Mechtcherine, V. Electrochemical oxidation of recycled carbon fibers for an improved interaction toward alkali-activated composites. J. Clean. Prod. 2022, 368, 133093. [Google Scholar] [CrossRef]
- Zhandarov, S.; Mäder, E. Characterization of fiber/matrix interface strength: Applicability of different tests, approaches and parameters. Compos. Sci. Technol. 2005, 65, 149–160. [Google Scholar] [CrossRef]
- Faneca, G.; Segura, I.; Torrents, J.; Aguado, A. Development of conductive cementitious materials using recycled carbon fibres. Cem. Concr. Compos. 2018, 92, 135–144. [Google Scholar] [CrossRef]
- Belli, A.; Mobili, A.; Bellezze, T.; Tittarelli, F. Commercial and recycled carbon/steel fibers for fiber-reinforced cement mortars with high electrical conductivity. Cem. Concr. Compos. 2020, 109, 103569. [Google Scholar] [CrossRef]
- Vitale, P.; Napolitano, R.; Colella, F.; Menna, C.; Asprone, D. Cement-matrix composites using CFRP waste: A circular economy perspective using industrial symbiosis. Materials 2021, 14, 1484. [Google Scholar] [CrossRef] [PubMed]
- Akbar, A.; Liew, K.M. Assessing recycling potential of carbon fiber reinforced plastic waste in production of eco-efficient cement-based materials. J. Clean. Prod. 2020, 274, 123001. [Google Scholar] [CrossRef]











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Recycling Method | Mechanical Recycling Method [8,29,30] | Thermal Decomposition Recycling Method | Chemical Solvent Degradation Method | |||||
|---|---|---|---|---|---|---|---|---|
| Crush | Fluidized Bed [31,32,33] | Pyrolysis [34,35,36,37,38,39] | Super/Subcritical [40,41,42,43,44,45] | Atmospheric Pressure Solvent [46,47,48,49,50] | Electrochemical [3,51] | Organobase/Organosolvent [52,53,54,55] | ||
| Recycling conditions | Temperature (°C) | Room temperature | 450–500 | 400–700 | 250–450 | 90–350 | 23–75 | 130–200 |
| Pressure (MPa) | Atmospheric pressure | 0.1–0.25 | Atmospheric pressure | 5–35 | Atmospheric pressure | Atmospheric pressure | Atmospheric pressure | |
| Toxicity | None | None | None | Yes | Yes | None | Yes | |
| Recycling effect | Tensile strength (%) | 50–65 | 50–75 | 50–85 | 85–98 | 85–98 | −90 | / |
| Interfacial shear strength (%) | / | −80 | / | 88.6–99 | / | −120 | / | |
| Degradation rate (%) | / | / | −92.4 | 79.3–98.6 | 90–99 | 99–99.9 | 95–99.7 | |
| rCFs size (mm) | <10 | 10–50 | −500 | 10–50 | 10–50 | −200 | / | |
| Resin products | Resin dust | Carbon–oxygen and carbon–hydrogen gases | Carbon–oxygen and carbon–hydrogen gases | Small molecule compounds | Small molecule compounds | Small molecule compounds | Oligomers | |
| Environmental impact | Environmental impact | Dust | CO2, dust, and heat | CO2, flotsam, and heat | Solvents such as alcohols, acids and bases, and heat | Solvents such as alcohols, acids, and bases | Trace amounts of Cl2 and H2 | Organic bases and organic solvents |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chen, P.-Y.; Feng, R.; Xu, Y.; Zhu, J.-H. Recycling and Reutilization of Waste Carbon Fiber Reinforced Plastics: Current Status and Prospects. Polymers 2023, 15, 3508. https://doi.org/10.3390/polym15173508
Chen P-Y, Feng R, Xu Y, Zhu J-H. Recycling and Reutilization of Waste Carbon Fiber Reinforced Plastics: Current Status and Prospects. Polymers. 2023; 15(17):3508. https://doi.org/10.3390/polym15173508
Chicago/Turabian StyleChen, Pi-Yu, Ran Feng, Ying Xu, and Ji-Hua Zhu. 2023. "Recycling and Reutilization of Waste Carbon Fiber Reinforced Plastics: Current Status and Prospects" Polymers 15, no. 17: 3508. https://doi.org/10.3390/polym15173508
APA StyleChen, P.-Y., Feng, R., Xu, Y., & Zhu, J.-H. (2023). Recycling and Reutilization of Waste Carbon Fiber Reinforced Plastics: Current Status and Prospects. Polymers, 15(17), 3508. https://doi.org/10.3390/polym15173508