

Novel Sustainable Composites Incorporating a Biobased Thermoplastic Matrix and Recycled Aerospace Prepreg Waste: Development and Characterization

 ,
,  , ,
, ,  and
and
Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Composite Manufacturing
2.3. Mechanical Testing
2.3.1. Tensile Testing
2.3.2. Flexural Testing
2.3.3. Impact Testing
2.3.4. Microcomputed Tomography
2.4. Thermal and Thermomechanical Behavior
2.4.1. Thermomechanical Behavior
2.4.2. Differential Scanning Calorimetry
3. Results and Discussion
3.1. Mechanical Characterization
3.1.1. Tensile Strength
3.1.2. Flexural Strength
3.1.3. Impact Resistance
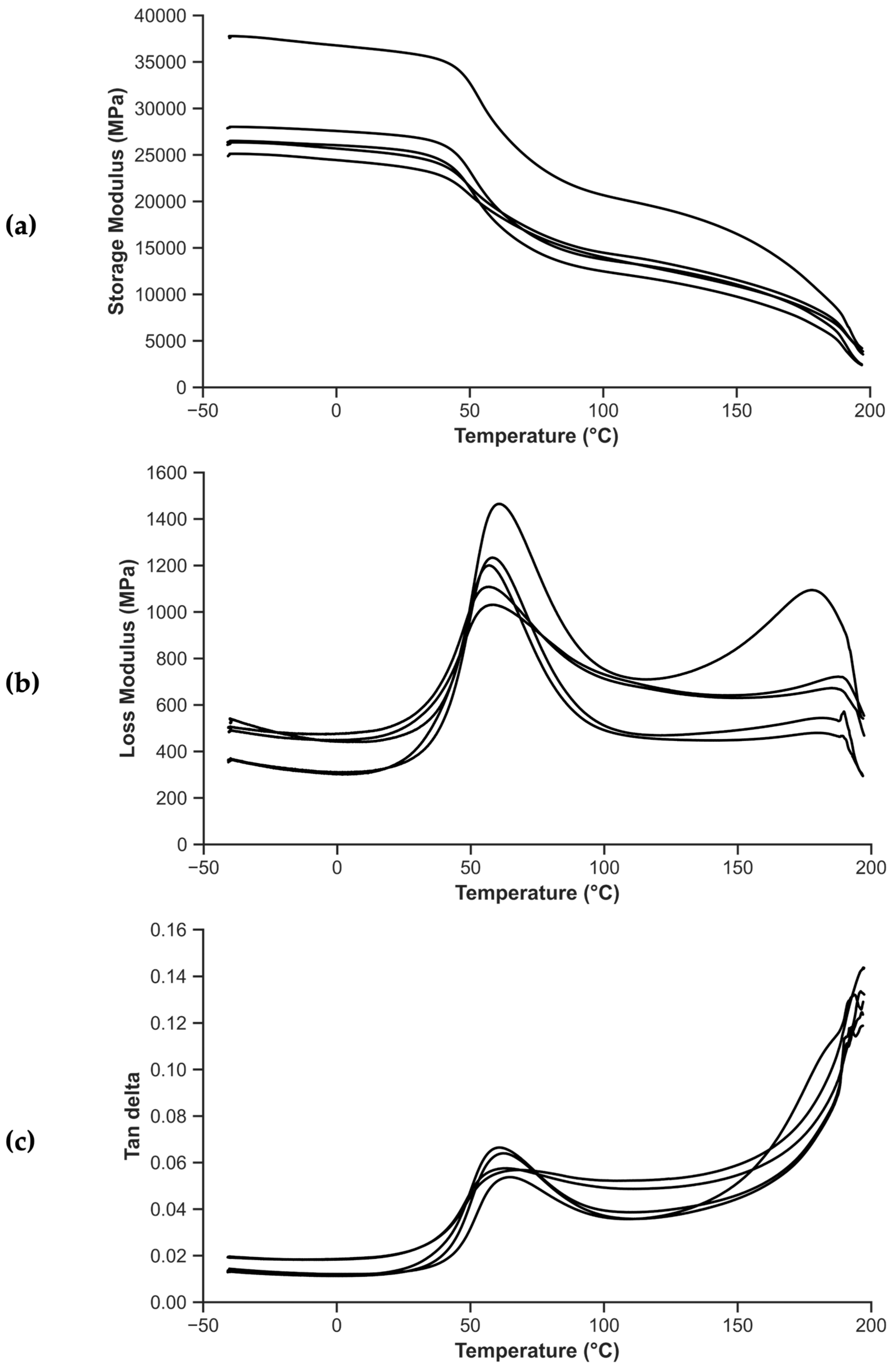
3.2. Thermomechanical Behavior
4. Conclusions
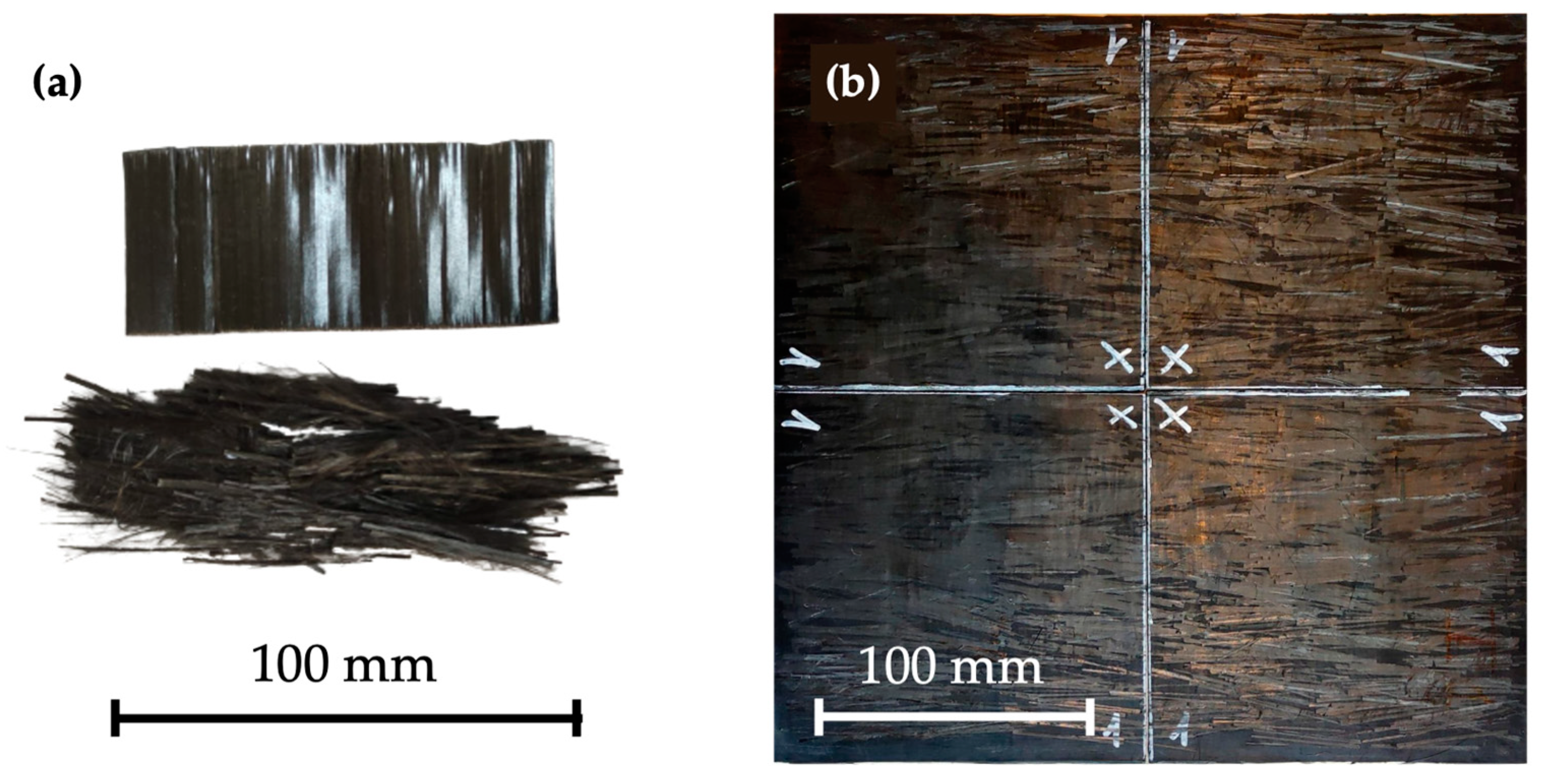
- The manufacturing process for a new thermoplastic composite, incorporating mechanically recycled aerospace prepreg as reinforcement, has been effectively implemented, enabling the study of its properties.
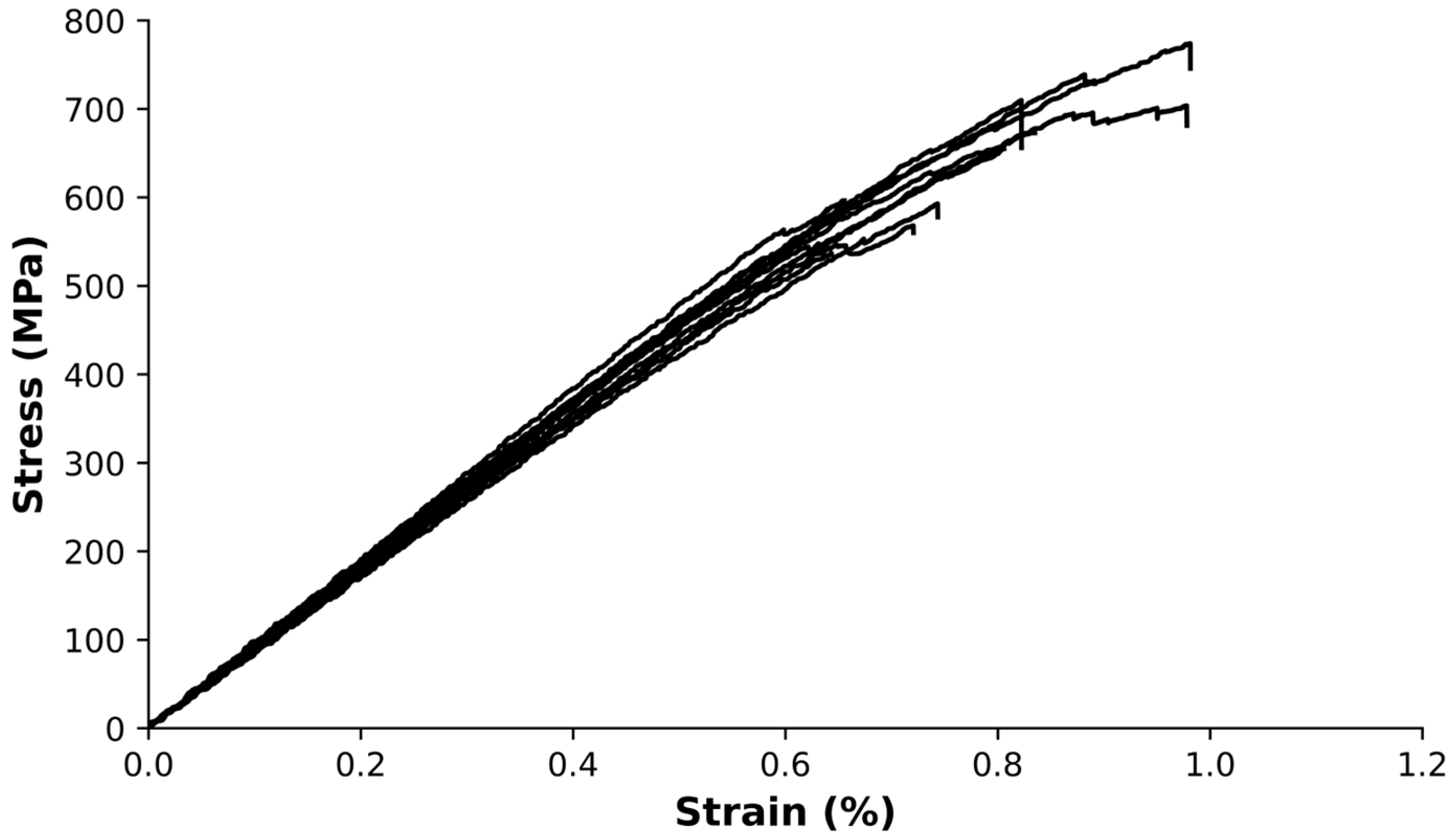
- The mechanical tests exhibited the inherent heterogeneity of the recycled composites, reflected in the large coefficients of variation. The longitudinal elastic modulus of the composites is influenced by the fiber content and misalignment of the reinforcement. The volume fraction of reinforcement was determined to be approximately 51.5%, and the misalignment angle ranged from 0 to 3°. The predicted elastic modulus in tension using CLT was in the range of 72 to 81 GPa, consistent with experimental results. Regarding flexural strength tests, the stacking sequence during manufacturing led to a higher flexural modulus compared to the tensile modulus.
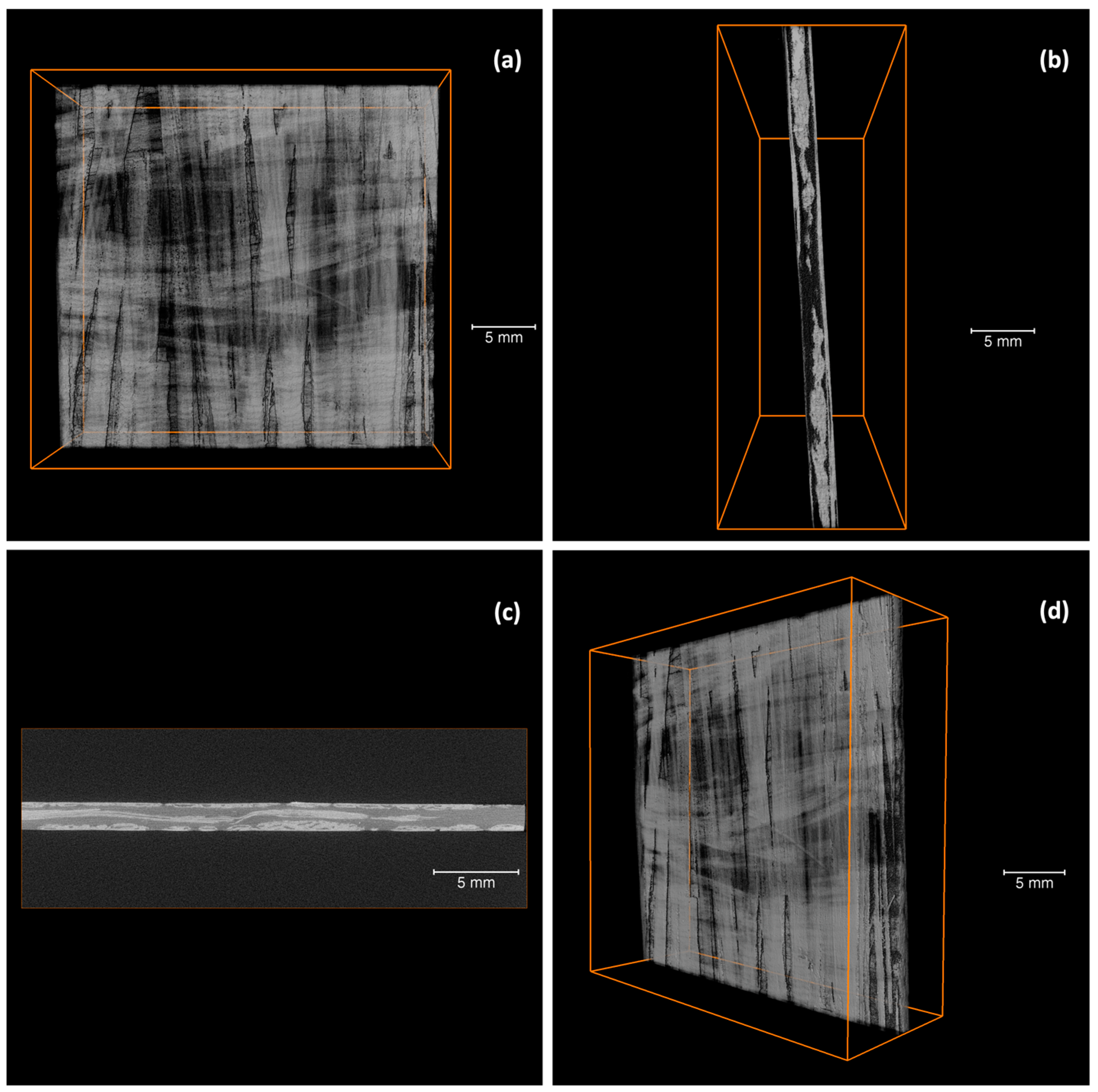
- Impact penetration tests, aided by micro-CT images, have allowed for the study of composite behavior under impact. The composite absorbs nearly 25% of the energy until reaching maximum force and over 50% of the total energy during puncture deflection when the force first drops to 50% of the maximum. Micro-CT images revealed the characteristic diamond shape seen in woven composites and perpendicularly oriented layered composites. While some fibers may exhibit signs of breakage, the overall observation indicates that the prepregs tend to pull out from the matrix, providing a potential explanation for the multiple drops in impact strength.
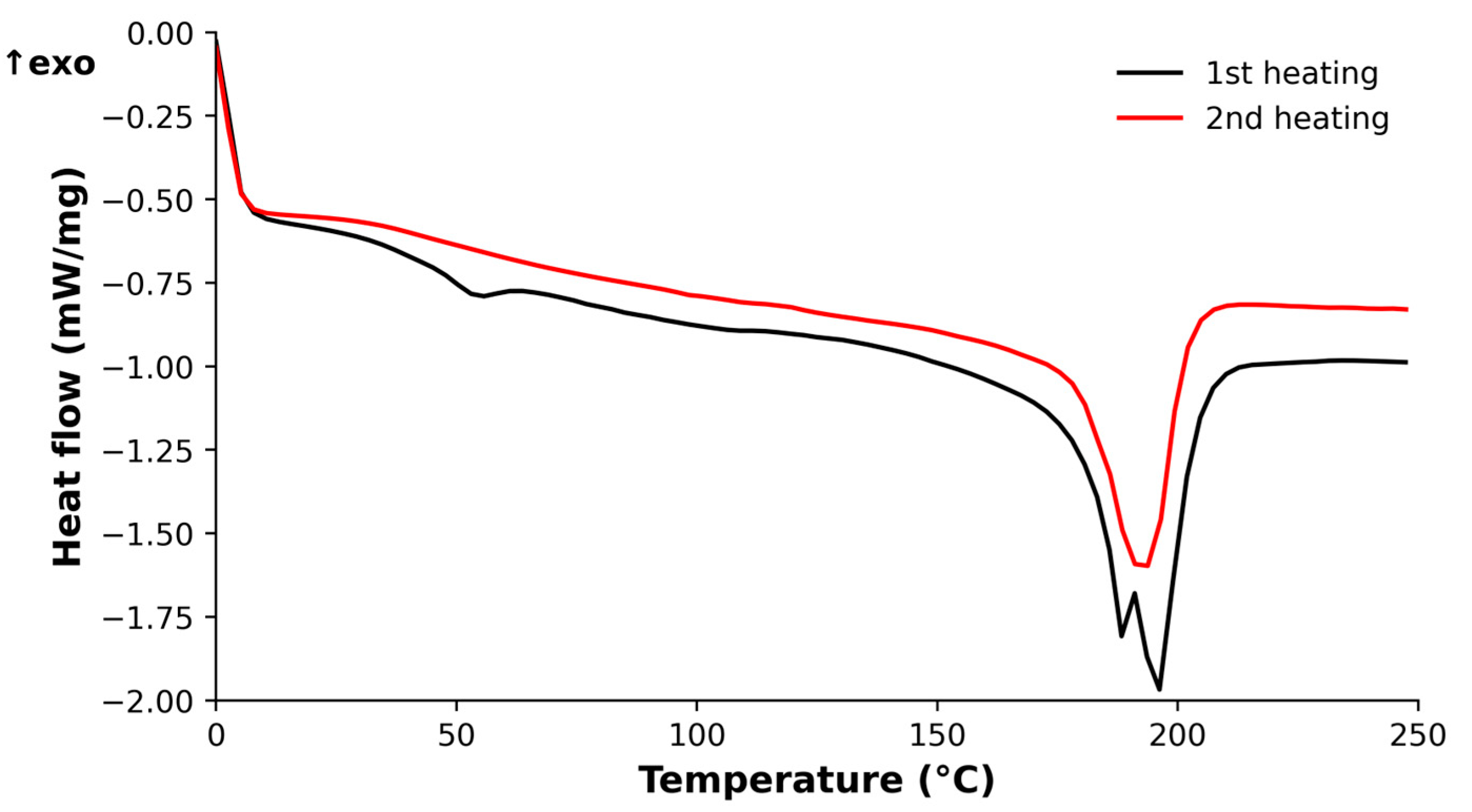
- The Tg values obtained through DSC and DMA are similar, being 54.7 °C and 51.1 ± 1.6 °C, respectively. In the case of DMA, it is observed that the Tg increases for the composites, which could be attributed to the influence of the fibers on the crystallinity of PA11. The cooling rate during the composite manufacturing process may also have an impact in the same direction.
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Zhang, J.; Lin, G.; Vaidya, U.; Wang, H. Past, Present and Future Prospective of Global Carbon Fibre Composite Developments and Applications. Compos. Part B Eng. 2023, 250, 110463. [Google Scholar] [CrossRef]
- Kupski, J.; Teixeira de Freitas, S. Design of Adhesively Bonded Lap Joints with Laminated CFRP Adherends: Review, Challenges and New Opportunities for Aerospace Structures. Compos. Struct. 2021, 268, 113923. [Google Scholar] [CrossRef]
- Al-Lami, A.; Hilmer, P.; Sinapius, M. Eco-Efficiency Assessment of Manufacturing Carbon Fiber Reinforced Polymers (CFRP) in Aerospace Industry. Aerosp. Sci. Technol. 2018, 79, 669–678. [Google Scholar] [CrossRef]
- Galvez, P.; Quesada, A.; Martinez, M.A.; Abenojar, J.; Boada, M.J.L.; Diaz, V. Study of the Behaviour of Adhesive Joints of Steel with CFRP for Its Application in Bus Structures. Compos. Part B Eng. 2017, 129, 41–46. [Google Scholar] [CrossRef]
- Lavayen-Farfan, D.; Butenegro-Garcia, J.A.; Boada, M.J.L.; Martinez-Casanova, M.A.; Rodriguez-Hernandez, J. Theoretical and experimental study of the bending collapse of partially reinforced CFRP-Steel square tubes. Thin-Walled Struct. 2022, 177, 109457. [Google Scholar] [CrossRef]
- Chen, C.-H.; Chiang, C.-L.; Wang, J.-X.; Shen, M.-Y. A Circular Economy Study on the Characterization and Thermal Properties of Thermoplastic Composite Created Using Regenerated Carbon Fiber Recycled from Waste Thermoset CFRP Bicycle Part as Reinforcement. Compos. Sci. Technol. 2022, 230, 109761. [Google Scholar] [CrossRef]
- Rubino, F.; Nisticò, A.; Tucci, F.; Carlone, P. Marine Application of Fiber Reinforced Composites: A Review. J. Mar. Sci. Eng. 2020, 8, 26. [Google Scholar] [CrossRef]
- Xiong, Z.; Wei, W.; Liu, F.; Cui, C.; Li, L.; Zou, R.; Zeng, Y. Bond Behaviour of Recycled Aggregate Concrete with Basalt Fibre-Reinforced Polymer Bars. Compos. Struct. 2021, 256, 113078. [Google Scholar] [CrossRef]
- Akbar, A.; Liew, K.M. Assessing Recycling Potential of Carbon Fiber Reinforced Plastic Waste in Production of Eco-Efficient Cement-Based Materials. J. Clean. Prod. 2020, 274, 123001. [Google Scholar] [CrossRef]
- Butenegro, J.A.; Bahrami, M.; Abenojar, J.; Martínez, M.Á. Recent Progress in Carbon Fiber Reinforced Polymers Recycling: A Review of Recycling Methods and Reuse of Carbon Fibers. Materials 2021, 14, 6401. [Google Scholar] [CrossRef]
- Stieven Montagna, L.; Ferreira de Melo Morgado, G.; Lemes, A.P.; Roberto Passador, F.; Cerqueira Rezende, M. Recycling of Carbon Fiber-Reinforced Thermoplastic and Thermoset Composites: A Review. J. Thermoplast. Compos. Mater. 2022, 36, 3455–3480. [Google Scholar] [CrossRef]
- Sajan, S.; Philip Selvaraj, D. A Review on Polymer Matrix Composite Materials and Their Applications. Mater. Today Proc. 2021, 47, 5493–5498. [Google Scholar] [CrossRef]
- Alshammari, B.A.; Alsuhybani, M.S.; Almushaikeh, A.M.; Alotaibi, B.M.; Alenad, A.M.; Alqahtani, N.B.; Alharbi, A.G. Comprehensive Review of the Properties and Modifications of Carbon Fiber-Reinforced Thermoplastic Composites. Polymers 2021, 13, 2474. [Google Scholar] [CrossRef]
- Hegde, S.; Satish Shenoy, B.; Chethan, K.N. Review on Carbon Fiber Reinforced Polymer (CFRP) and Their Mechanical Performance. Mater. Today Proc. 2019, 19, 658–662. [Google Scholar] [CrossRef]
- Park, M.; Hong, S.-J.; Lee, S.; Kim, N.-K.; Shin, J.; Kim, Y.-W. Effects of Hard Segment Length on the Mechanical Properties of Poly(PA11-Co-DA) Periodic Copolymers. ACS Sustain. Chem. Eng. 2022, 10, 4538–4550. [Google Scholar] [CrossRef]
- Feldmann, M.; Bledzki, A.K. Bio-Based Polyamides Reinforced with Cellulosic Fibres—Processing and Properties. Compos. Sci. Technol. 2014, 100, 113–120. [Google Scholar] [CrossRef]
- Bahrami, M.; Abenojar, J.; Martínez, M.A. Comparative Characterization of Hot-Pressed Polyamide 11 and 12: Mechanical, Thermal and Durability Properties. Polymers 2021, 13, 3553. [Google Scholar] [CrossRef]
- Zhang, J.; Chevali, V.S.; Wang, H.; Wang, C.-H. Current Status of Carbon Fibre and Carbon Fibre Composites Recycling. Compos. Part B Eng. 2020, 193, 108053. [Google Scholar] [CrossRef]
- Wang, Y.; Li, A.; Zhang, S.; Guo, B.; Niu, D. A Review on New Methods of Recycling Waste Carbon Fiber and Its Application in Construction and Industry. Constr. Build. Mater. 2023, 367, 130301. [Google Scholar] [CrossRef]
- Gopalraj, S.K.; Kärki, T. A Review on the Recycling of Waste Carbon Fibre/Glass Fibre-Reinforced Composites: Fibre Recovery, Properties and Life-Cycle Analysis. SN Appl. Sci. 2020, 2, 433. [Google Scholar] [CrossRef]
- Naqvi, S.R.; Prabhakara, H.M.; Bramer, E.A.; Dierkes, W.; Akkerman, R.; Brem, G. A Critical Review on Recycling of End-of-Life Carbon Fibre/Glass Fibre Reinforced Composites Waste Using Pyrolysis towards a Circular Economy. Resour. Conserv. Recycl. 2018, 136, 118–129. [Google Scholar] [CrossRef]
- Gopalraj, S.K.; Kärki, T. A Study to Investigate the Mechanical Properties of Recycled Carbon Fibre/Glass Fibre-Reinforced Epoxy Composites Using a Novel Thermal Recycling Process. Processes 2020, 8, 954. [Google Scholar] [CrossRef]
- Jiang, J.; Deng, G.; Chen, X.; Gao, X.; Guo, Q.; Xu, C.; Zhou, L. On the Successful Chemical Recycling of Carbon Fiber/Epoxy Resin Composites under the Mild Condition. Compos. Sci. Technol. 2017, 151, 243–251. [Google Scholar] [CrossRef]
- Khalil, Y.F. Sustainability Assessment of Solvolysis Using Supercritical Fluids for Carbon Fiber Reinforced Polymers Waste Management. Sustain. Prod. Consum. 2019, 17, 74–84. [Google Scholar] [CrossRef]
- Butenegro, J.A.; Bahrami, M.; Martínez, M.Á.; Abenojar, J. Reuse of Carbon Fibers and a Mechanically Recycled CFRP as Rod-like Fillers for New Composites: Optimization and Process Development. Processes 2023, 11, 366. [Google Scholar] [CrossRef]
- Butenegro, J.A.; Bahrami, M.; Swolfs, Y.; Ivens, J.; Martínez, M.Á.; Abenojar, J. Novel Thermoplastic Composites Strengthened with Carbon Fiber-Reinforced Epoxy Composite Waste Rods: Development and Characterization. Polymers 2022, 14, 3951. [Google Scholar] [CrossRef] [PubMed]
- Wan, Y.; Takahashi, J. Tensile and Compressive Properties of Chopped Carbon Fiber Tapes Reinforced Thermoplastics with Different Fiber Lengths and Molding Pressures. Compos. Part A Appl. Sci. Manuf. 2016, 87, 271–281. [Google Scholar] [CrossRef]
- Palmieri, B.; Borriello, C.; Rametta, G.; Iovane, P.; Portofino, S.; Tammaro, L.; Galvagno, S.; Giordano, M.; Ambrosio, L.; Martone, A. Investigation on Stress Relaxation of Discontinuous Recycled Carbon Fiber Composites. J. Mater. Eng. Perform. 2023, 32, 3938–3945. [Google Scholar] [CrossRef]
- Gillet, A.; Mantaux, O.; Cazaurang, G. Characterization of Composite Materials Made from Discontinuous Carbon Fibres within the Framework of Composite Recycling. Compos. Part A Appl. Sci. Manuf. 2015, 75, 89–95. [Google Scholar] [CrossRef]
- Barnett, P.R.; Vigna, L.; Martínez-Collado, J.L.; Calzolari, A.; Penumadu, D. Crashworthiness of Recycled Carbon Fiber Composite Sinusoidal Structures at Dynamic Rates. Compos. Struct. 2023, 311, 116847. [Google Scholar] [CrossRef]
- Stelzer, P.S.; Cakmak, U.; Eisner, L.; Doppelbauer, L.K.; Kállai, I.; Schweizer, G.; Prammer, H.K.; Major, Z. Experimental Feasibility and Environmental Impacts of Compression Molded Discontinuous Carbon Fiber Composites with Opportunities for Circular Economy. Compos. Part B Eng. 2022, 234, 109638. [Google Scholar] [CrossRef]
- Boisot, G.; Fond, C.; Hochstetter, G.; Laiarinandrasana, L. Failure of Polyamide 11 Using a Damage Finite Elements Model. In Proceedings of the 17th European Conference on Fracture, Brno, Czech Republic, 2–5 September 2008; European Structural Integrity Society: Brno, Czech Republic, 2008. [Google Scholar]
- García-Moreno, I.; Caminero, M.; Rodríguez, G.; López-Cela, J. Effect of Thermal Ageing on the Impact and Flexural Damage Behaviour of Carbon Fibre-Reinforced Epoxy Laminates. Polymers 2019, 11, 80. [Google Scholar] [CrossRef] [PubMed]
- Tang, J.; Swolfs, Y.; Longana, M.L.; Yu, H.; Wisnom, M.R.; Lomov, S.V.; Gorbatikh, L. Hybrid Composites of Aligned Discontinuous Carbon Fibers and Self-Reinforced Polypropylene under Tensile Loading. Compos. Part A Appl. Sci. Manuf. 2019, 123, 97–107. [Google Scholar] [CrossRef]
- Cox, H.L. The Elasticity and Strength of Paper and Other Fibrous Materials. Br. J. Appl. Phys. 1952, 3, 72–79. [Google Scholar] [CrossRef]
- Chamis, C.C. Mechanics of Composite Materials: Past, Present, and Future. J. Compos. Technol. Res. 1989, 11, 3–14. [Google Scholar] [CrossRef]
- Zhang, Y.; Meng, L.; Wan, Y.; Xiao, B.; Takahashi, J. Measurement of the Flexural Modulus of Chopped Carbon Fiber Tape Reinforced Thermoplastic with Short Beams. Appl. Compos Mater. 2021, 28, 1511–1530. [Google Scholar] [CrossRef]
- Abenojar, J.; Tutor, J.; Ballesteros, Y.; del Real, J.C.; Martínez, M.A. Erosion-Wear, Mechanical and Thermal Properties of Silica Filled Epoxy Nanocomposites. Compos. Part B Eng. 2017, 120, 42–53. [Google Scholar] [CrossRef]
- Ribeiro, F.; Sena-Cruz, J.; Vassilopoulos, A.P. Tension-Tension Fatigue Behavior of Hybrid Glass/Carbon and Carbon/Carbon Composites. Int. J. Fatigue 2021, 146, 106143. [Google Scholar] [CrossRef]
- Xia, H.; Ma, Y.; Chen, C.; Su, J.; Zhang, C.; Tan, C.; Li, L.; Geng, P.; Ma, N. Influence of Laser Welding Power on Steel/CFRP Lap Joint Fracture Behaviors. Compos. Struct. 2022, 285, 115247. [Google Scholar] [CrossRef]
- Rohrmüller, B.; Gumbsch, P.; Hohe, J. Calibrating a Fiber–Matrix Interface Failure Model to Single Fiber Push-out Tests and Numerical Simulations. Compos. Part A Appl. Sci. Manuf. 2021, 150, 106607. [Google Scholar] [CrossRef]
- Abenojar, J.; Lopez de Armentia, S.; Barbosa, A.Q.; Martinez, M.A.; del Real, J.C.; da Silva, L.F.M.; Velasco, F. Magnetic Cork Particles as Reinforcement in an Epoxy Resin: Effect of Size and Amount on Thermal Properties. J. Therm. Anal. Calorim. 2023, 148, 1981–1995. [Google Scholar] [CrossRef]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Glass Transition Temperature (°C) by Technique | Ref. | |||
|---|---|---|---|---|---|
| DSC | DMA | ||||
| E′ | E′′ | Tan δ | |||
| PA11 (DSC) | 46.0 | - | - | - | [17] |
| PA11 (DMA) | - | 47.5 ± 0.4 | 49.9 ± 0.4 | 51.0 ± 1.7 | [26] |
| Rod-reinforced composite | - | 52.8 ± 1.0 | 55.7 ± 1.1 | - | [26] |
| Prepreg-reinforced composite | 54.7 | 51.1 ± 1.6 | 58.1 ± 1.6 | 63.9 ± 2.9 | Present study |
| Material | Temperature (°C) | Storage Modulus (MPa) [CoV] | Loss Modulus (MPa) [CoV] | Tan δ [CoV] |
|---|---|---|---|---|
| Prepreg-reinforced composites | 25 °C | 27,400 ± 4900 [18%] | 440 ± 80 [18%] | 0.017 ± 0.004 [26%] |
| Tg = 51 ± 2 °C | 23,000 ± 4800 [21%] | 1100 ± 80 [7%] | 0.049 ± 0.007 [13%] | |
| 100 °C | 15,100 ± 3200 [21%] | 640 ± 130 [20%] | 0.043 ± 0.007 [17%] |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Butenegro, J.A.; Bahrami, M.; Swolfs, Y.; Ivens, J.; Martínez, M.Á.; Abenojar, J. Novel Sustainable Composites Incorporating a Biobased Thermoplastic Matrix and Recycled Aerospace Prepreg Waste: Development and Characterization. Polymers 2023, 15, 3447. https://doi.org/10.3390/polym15163447
Butenegro JA, Bahrami M, Swolfs Y, Ivens J, Martínez MÁ, Abenojar J. Novel Sustainable Composites Incorporating a Biobased Thermoplastic Matrix and Recycled Aerospace Prepreg Waste: Development and Characterization. Polymers. 2023; 15(16):3447. https://doi.org/10.3390/polym15163447
Chicago/Turabian StyleButenegro, José Antonio, Mohsen Bahrami, Yentl Swolfs, Jan Ivens, Miguel Ángel Martínez, and Juana Abenojar. 2023. "Novel Sustainable Composites Incorporating a Biobased Thermoplastic Matrix and Recycled Aerospace Prepreg Waste: Development and Characterization" Polymers 15, no. 16: 3447. https://doi.org/10.3390/polym15163447
APA StyleButenegro, J. A., Bahrami, M., Swolfs, Y., Ivens, J., Martínez, M. Á., & Abenojar, J. (2023). Novel Sustainable Composites Incorporating a Biobased Thermoplastic Matrix and Recycled Aerospace Prepreg Waste: Development and Characterization. Polymers, 15(16), 3447. https://doi.org/10.3390/polym15163447