
Thermal Behavior of Curaua-Aramid Hybrid Laminated Composites for Ballistic Helmet

 ,
,  , ,
, ,  ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Materials And Methods
2.1. Materials and Composites Processing
2.2. Thermogravimetric Test
2.3. Thermomechanical Test
3. Results And Discussion
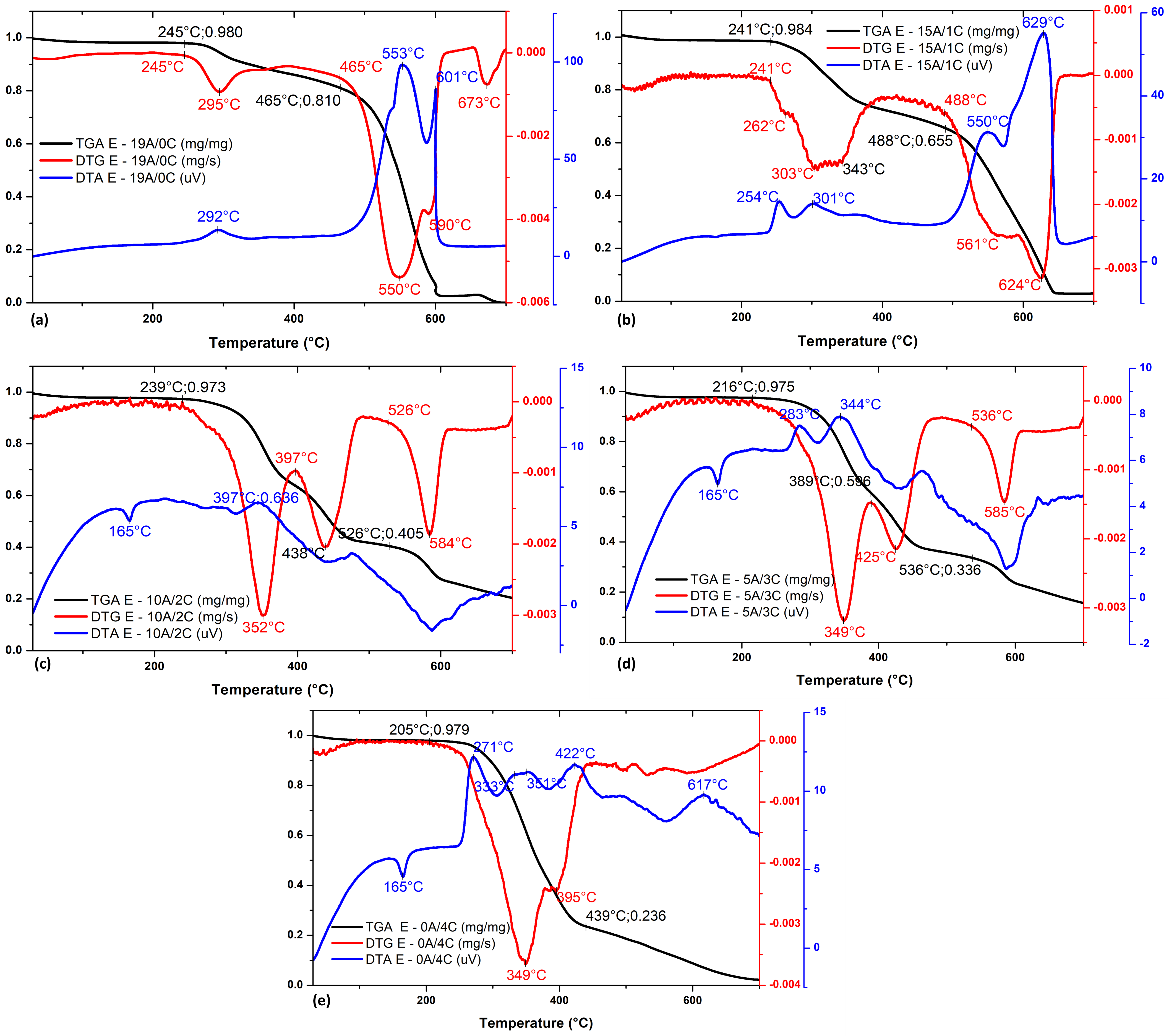
3.1. Thermogravimetric Analysis
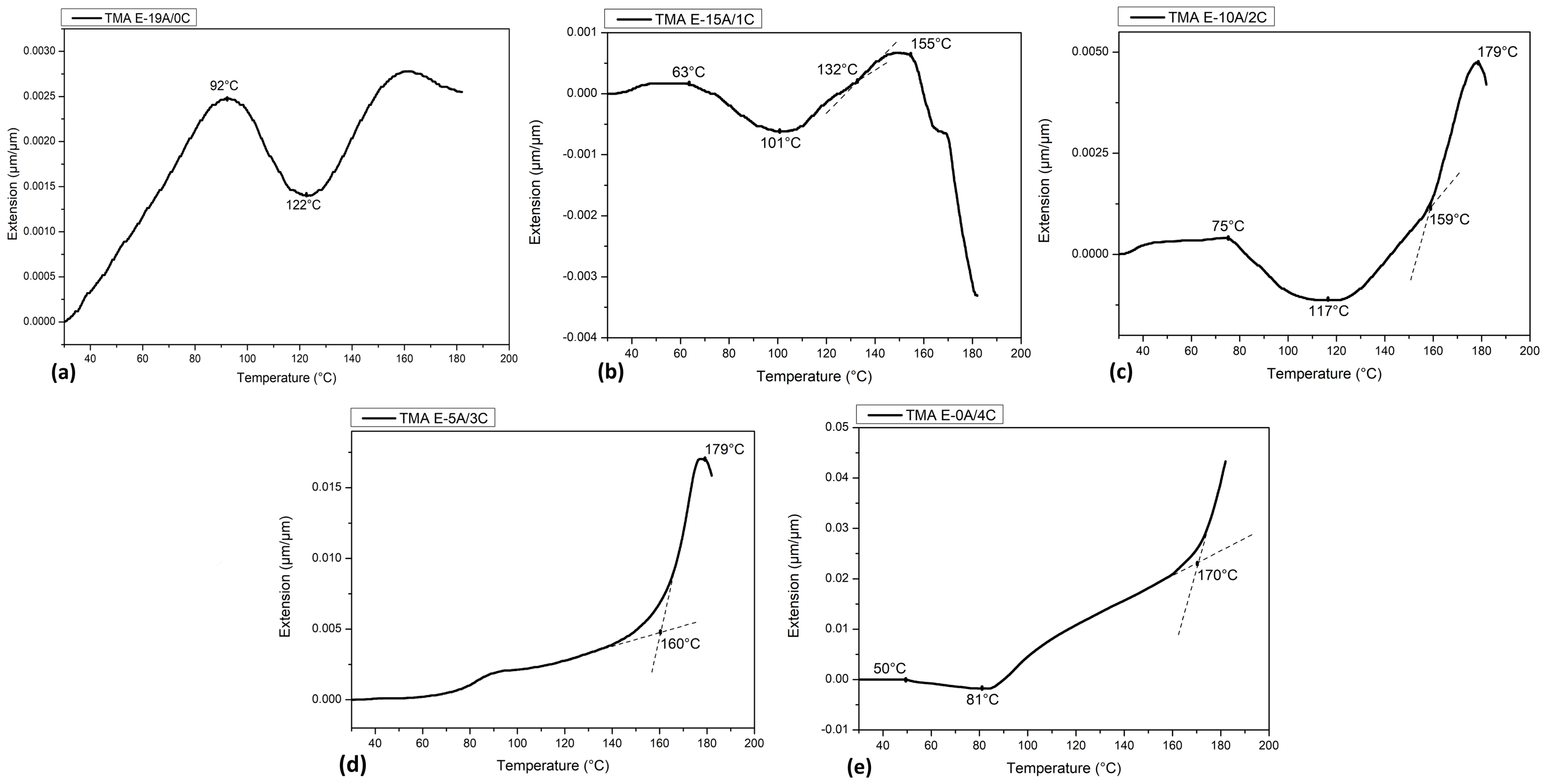
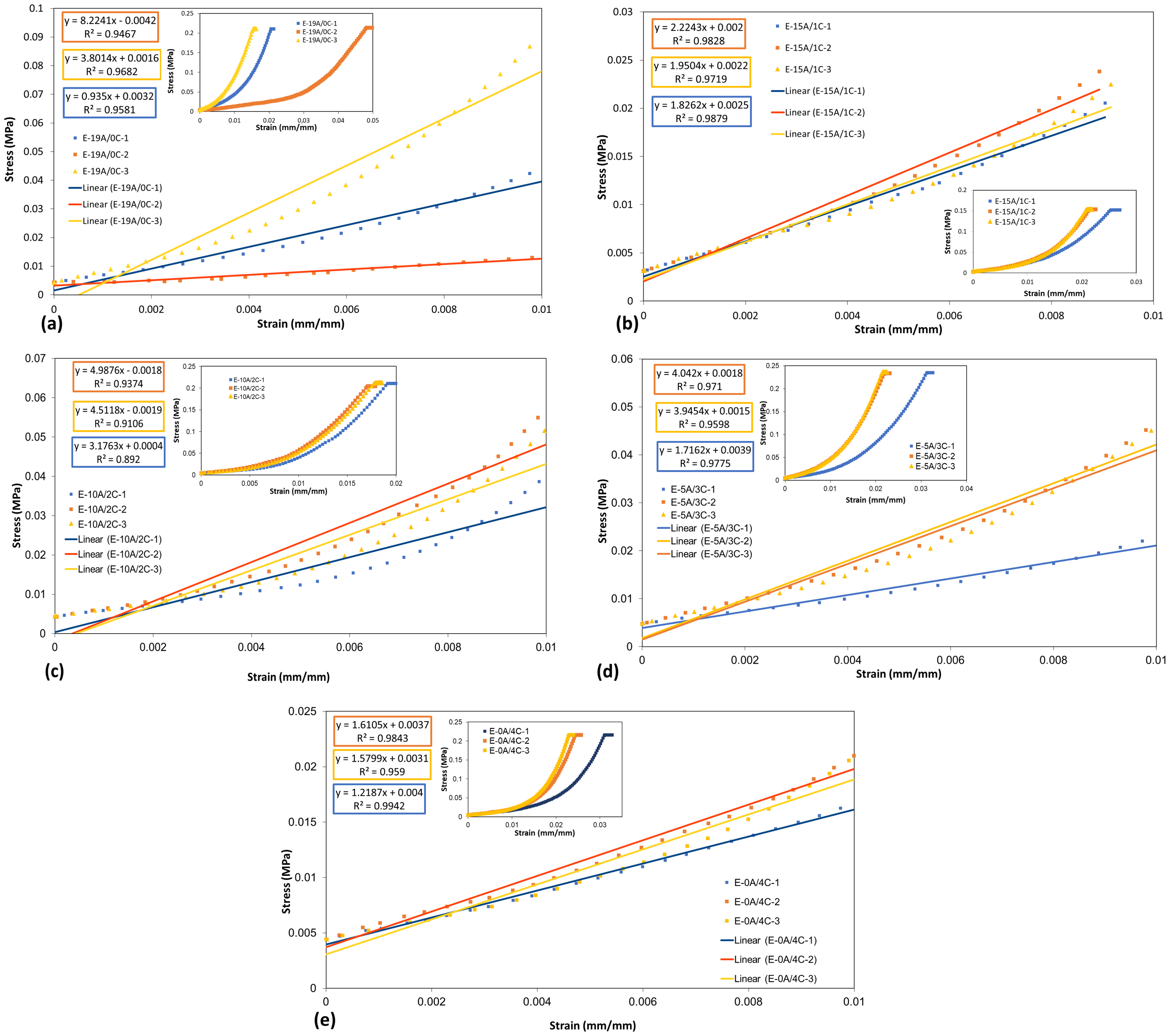
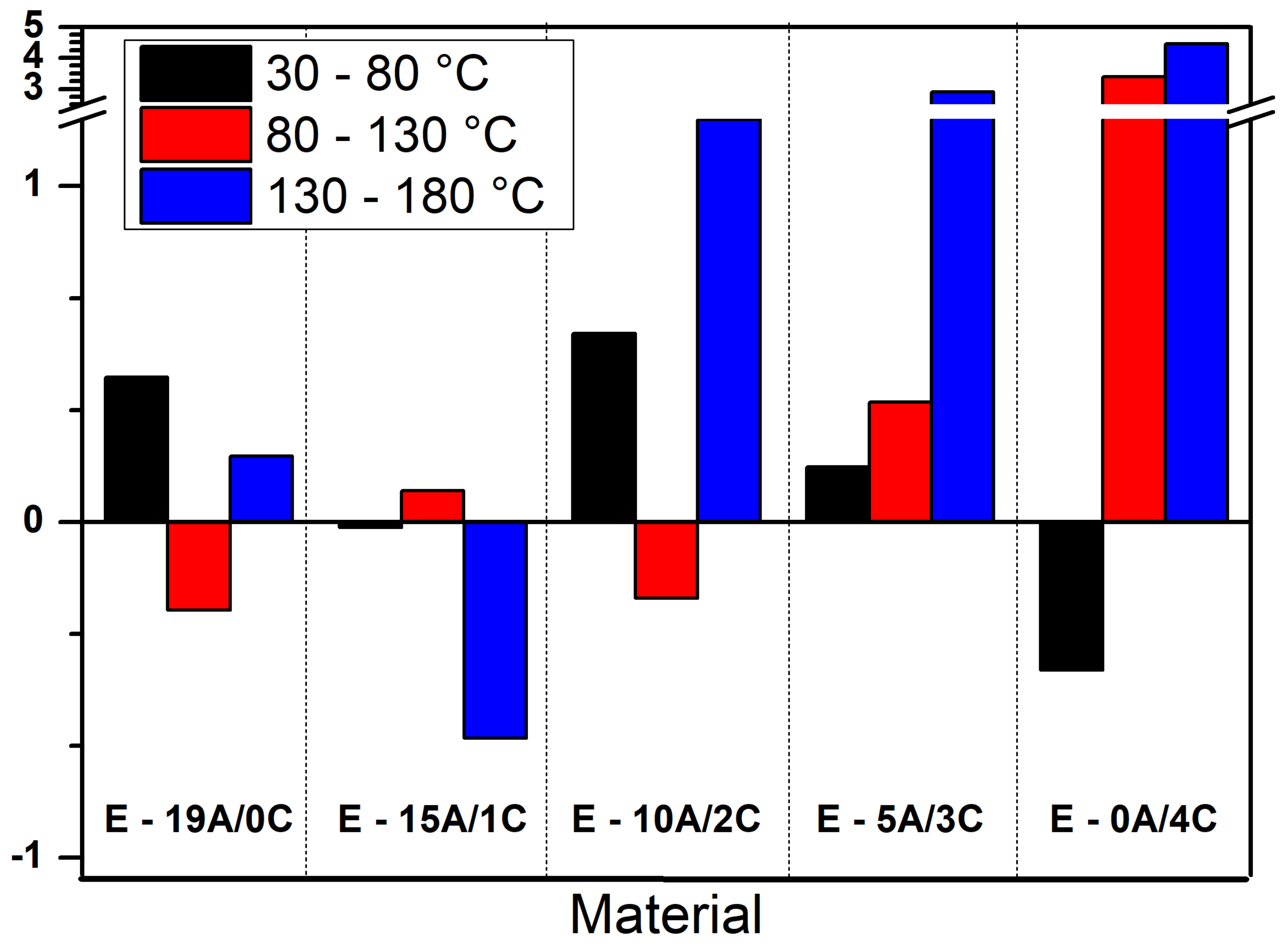
3.2. Thermomechanical Analysis
4. Summary and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Neto, J.; de Queiroz, H.; Aguiar, R.; Lima, R.; Kioshi Kawasaki Cavalcanti, D.; Banea, M. A Review of Recent Advances in Hybrid Natural Fiber Reinforced Polymer Composites. J. Renew. Mater. 2021, 10, 561. [Google Scholar] [CrossRef]
- Meliande, N.; Oliveira, M.; Monteiro, S.; Nascimento, L. Uniaxial tensile test of epoxy hybrid laminated composites reinforced with aramid fabric and curaua non-woven for ballistic helmet. In Proceedings of the 75° ABM Annual Congress, São Paulo, Brazil, 7–9 June 2022; pp. 2696–2706. [Google Scholar] [CrossRef]
- Meliande, N.; Nascimento, L.; Monteiro, S.; Oliveira, M. Impulse excitation test of epoxy hybrid laminated composites reinforced with aramid fabric and curaua non-woven for ballistic helmet. In Proceedings of the 75° ABM Annual Congress, São Paulo, Brazil, 7–9 June 2022; pp. 2898–2910. [Google Scholar] [CrossRef]
- Meliande, N.; Nascimento, L.; Monteiro, S.; Oliveira, M.; Dias, R. Flexural test of epoxy hybrid laminated composites reinforced with aramid fabric and curaua non-woven for ballistic helmet. In Proceedings of the 75° ABM Annual Congress, São Paulo, Brazil, 7–9 June 2022; pp. 2843–2854. [Google Scholar] [CrossRef]
- Meliande, N.; Nascimento, L.; Monteiro, S.; Oliveira, M. Charpy impact test of epoxy hybrid laminated composites reinforced with aramid fabric and curaua non-woven for ballistic helmet. In Proceedings of the 75° ABM Annual Congress, São Paulo, Brazil, 7–9 June 2022; pp. 2707–2719. [Google Scholar] [CrossRef]
- Chinnasamy, V.; Pavayee Subramani, S.; Palaniappan, S.K.; Mylsamy, B.; Aruchamy, K. Characterization on thermal properties of glass fiber and kevlar fiber with modified epoxy hybrid composites. J. Mater. Res. Technol. 2020, 9, 3158–3167. [Google Scholar] [CrossRef]
- Ahmadijokani, F.; Shojaei, A.; Dordanihaghighi, S.; Jafarpour, E.; Mohammadi, S.; Arjmand, M. Effects of hybrid carbon-aramid fiber on performance of non-asbestos organic brake friction composites. Wear 2020, 452–453, 203280. [Google Scholar] [CrossRef]
- Singh, Y.; Singh, J.; Sharma, S.; Lam, T.D.; Nguyen, D.N. Fabrication and characterization of coir/carbon-fiber reinforced epoxy based hybrid composite for helmet shells and sports-good applications: Influence of fiber surface modifications on the mechanical, thermal and morphological properties. J. Mater. Res. Technol. 2020, 9, 15593–15603. [Google Scholar] [CrossRef]
- Ahmed, K. Hybrid composites prepared from Industrial waste: Mechanical and swelling behavior. J. Adv. Res. 2015, 6, 225–232. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Anidha, S.; Latha, N.; Muthukkumar, M. Reinforcement of Aramid fiber with bagasse epoxy bio-degradable composite: Investigations on mechanical properties and surface morphology. J. Mater. Res. Technol. 2019, 8, 3198–3212. [Google Scholar] [CrossRef]
- Veerasimman, A.; Shanmugam, V.; Rajendran, S.; Johnson, D.J.; Subbiah, A.; Koilpichai, J.; Marimuthu, U. Thermal Properties of Natural Fiber Sisal Based Hybrid Composites—A Brief Review. J. Nat. Fibers 2022, 19, 4696–4706. [Google Scholar] [CrossRef]
- Victorita, S.; Boboc, A.; Cojan, A.; Radu, B.; Munteniță, C.; Bunea, M. The Thermal Behavior of Hybrid Fabric Reinforced Composites with Stratified Filled Epoxy Matrix. Mater. Plast. 2018, 55, 161–166. [Google Scholar] [CrossRef]
- Pugazhenthi, N.; Anand, P. Mechanical and thermal behavior of hybrid composite medium density fiberboard reinforced with phenol formaldehyde. Heliyon 2021, 7, e08597. [Google Scholar] [CrossRef]
- Xie, B.; Yang, C.; Song, W.; Song, L.; Wang, H. The impact of environmental regulation on capacity utilization of China’s manufacturing industry: An empirical research based on the sector level. Ecol. Indic. 2023, 148, 110085. [Google Scholar] [CrossRef]
- Soltan, D.G.; das Neves, P.; Olvera, A.; Savastano, H., Jr.; Li, V.C. Introducing a curauá fiber reinforced cement-based composite with strain-hardening behavior. Ind. Crop. Prod. 2017, 103, 1–12. [Google Scholar] [CrossRef]
- Ferreira, S.R.; de Andrade Silva, F.; Lima, P.R.L.; Toledo Filho, R.D. Effect of hornification on the structure, tensile behavior and fiber matrix bond of sisal, jute and curauá fiber cement based composite systems. Constr. Build. Mater. 2017, 139, 551–561. [Google Scholar] [CrossRef]
- Premkumar, T.; Siva, I.; Munde, Y.; Rajesh, S.; Amico, S.C. Basalt fiber hybridization effects on the thermal degradation properties of curauá fiber composites. Mater. Today Proc. 2020, 28, 258–260. [Google Scholar] [CrossRef]
- De Oliveira Braga, F.; Lopes, P.H.L.; Oliveira, M.S.; Monteiro, S.N.; Lima, É.P. Thickness assessment and statistical optimization of a 3-layered armor system with ceramic front and curaua fabric composite/aluminum alloy backing. Compos. Part B Eng. 2019, 166, 48–55. [Google Scholar] [CrossRef]
- Meliande, N.M.; Oliveira, M.S.; Silveira, P.H.P.M.d.; Dias, R.R.; Marçal, R.L.S.B.; Monteiro, S.N.; Nascimento, L.F.C. Curaua-Aramid Hybrid Laminated Composites for Impact Applications: Flexural, Charpy Impact and Elastic Properties. Polymers 2022, 14, 3749. [Google Scholar] [CrossRef]
- Meliande, N.M.; Silveira, P.H.P.M.d.; Monteiro, S.N.; Nascimento, L.F.C. Tensile Properties of Curaua-Aramid Hybrid Laminated Composites for Ballistic Helmet. Polymers 2022, 14, 2588. [Google Scholar] [CrossRef]
- Teixeira, F.; Gomes, O.; Silva, F. Degradation mechanisms of curaua, hemp, and sisal fibers exposed to elevated temperatures. BioResources 2019, 14, 1494–1511. [Google Scholar] [CrossRef]
- Teixeira, F.P.; de Andrade Silva, F. On the use of natural curauá reinforced cement based composites for structural applications. Cem. Concr. Compos. 2020, 114, 103775. [Google Scholar] [CrossRef]
- Costa, U.O.; Nascimento, L.F.C.; Almeida Bezerra, W.B.; de Oliveira Aguiar, V.; Pereira, A.C.; Monteiro, S.N.; Pinheiro, W.A. Dynamic Mechanical Behavior of Graphene Oxide Functionalized Curaua Fiber-Reinforced Epoxy Composites: A Brief Report. Polymers 2021, 13, 1897. [Google Scholar] [CrossRef]
- Tomczak, F.; Satyanarayana, K.G.; Sydenstricker, T.H.D. Studies on lignocellulosic fibers of Brazil: Part III—Morphology and properties of Brazilian curauá fibers. Compos. Part A Appl. Sci. Manuf. 2007, 38, 2227–2236. [Google Scholar] [CrossRef]
- Gutiérrez, M.C.; De Paoli, M.A.; Felisberti, M.I. Cellulose acetate and short curauá fibers biocomposites prepared by large scale processing: Reinforcing and thermal insulating properties. Ind. Crop. Prod. 2014, 52, 363–372. [Google Scholar] [CrossRef]
- Zhang, B.; Jia, L.; Tian, M.; Ning, N.; Zhang, L.; Wang, W. Surface and interface modification of aramid fiber and its reinforcement for polymer composites: A review. Eur. Polym. J. 2021, 147, 110352. [Google Scholar] [CrossRef]
- Gore, P.M.; Kandasubramanian, B. Functionalized Aramid Fibers and Composites for Protective Applications: A Review. Ind. Eng. Chem. Res. 2018, 57, 16537–16563. [Google Scholar] [CrossRef]
- Chen, X.; Wang, W.; Jiao, C. A recycled environmental friendly flame retardant by modifying para-aramid fiber with phosphorus acid for thermoplastic polyurethane elastomer. J. Hazard. Mater. 2017, 331, 257–264. [Google Scholar] [CrossRef] [PubMed]
- Wu, K.; Wang, X.; Xu, Y.; Guo, W. Flame retardant efficiency of modified para-aramid fiber synergizing with ammonium polyphosphate on PP/EPDM. Polym. Degrad. Stab. 2020, 172, 109065. [Google Scholar] [CrossRef]
- Sun, H.; Kong, H.; Ding, H.; Xu, Q.; Zeng, J.; Jiang, F.; Yu, M.; Zhang, Y. Improving UV Resistance of Aramid Fibers by Simultaneously Synthesizing TiO2 on Their Surfaces and in the Interfaces Between Fibrils/Microfibrils Using Supercritical Carbon Dioxide. Polymers 2020, 12, 147. [Google Scholar] [CrossRef] [Green Version]
- Ma, L.; Zhang, J.; Teng, C. Covalent functionalization of aramid fibers with zinc oxide nano-interphase for improved UV resistance and interfacial strength in composites. Compos. Sci. Technol. 2020, 188, 107996. [Google Scholar] [CrossRef]
- López-Gálvez, H.; Rodriguez-Millán, M.; Feito, N.; Miguelez, H. A method for inter-yarn friction coefficient calculation for plain wave of aramid fibers. Mech. Res. Commun. 2016, 74, 52–56. [Google Scholar] [CrossRef] [Green Version]
- Weerasinghe, D.; Bambach, M.; Mohotti, D.; Wang, H.; Hazell, P.J. High-velocity projectile impact response of rubber-coated aramid Twaron fabrics. Int. J. Mech. Sci. 2022, 229, 107515. [Google Scholar] [CrossRef]
- Vara Prasad, V.; Talupula, S. A Review on Reinforcement of Basalt and Aramid (Kevlar 129) fibers. Mater. Today Proc. 2018, 5, 5993–5998. [Google Scholar] [CrossRef]
- Maity, J.; Jacob, C.; Das, C.; Singh, R. Direct fluorination of Twaron fiber and investigation of mechanical thermal and morphological properties of high density polyethylene and Twaron fiber composites. J. Appl. Polym. Sci. 2008, 107, 3739–3749. [Google Scholar] [CrossRef]
- Jain, A.; Vijayan, K. Thermal Aging of Twaron Fibers. High Perform. Polym. 2003, 15, 105–129. [Google Scholar] [CrossRef]
- Maity, J.; Jacob, C.; Das, C.; Alam, S.; Singh, R. Direct fluorination of Twaron fiber and the mechanical, thermal and crystallization behaviour of short Twaron fiber reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2008, 39, 825–833. [Google Scholar] [CrossRef]
- Liu, X.; Yu, W. Evaluating the thermal stability of high performance fibers by TGA. J. Appl. Polym. Sci. 2006, 99, 937–944. [Google Scholar] [CrossRef]
- Li, Y.; Fan, H.; Gao, X.L. Ballistic helmets: Recent advances in materials, protection mechanisms, performance, and head injury mitigation. Compos. Part B Eng. 2022, 238, 109890. [Google Scholar] [CrossRef]
- Meliande, N.M.; Oliveira, M.S.; Pereira, A.C.; Balbino, F.D.P.; Ben-Hur da Silva Figueiredo, A.; Monteiro, S.N.; Cassiano Nascimento, L.F. Ballistic Properties of Curaua-Aramid Laminated Hybrid Composites for Military Helmet. J. Mater. Res. Technol. 2023. [Google Scholar] [CrossRef]
- Hasan, M.R. Influence of Fibre Architecture on Mechanical Properties of Jute Fibre Reinforced Composites. Master’s Thesis, University of Manchester, Manchester, UK, 2013. [Google Scholar]
- Zhou, Y.; Yao, W.; Zhang, Z.; Sun, M.; Xiong, Z.; Lin, Y.; Wang, D.; Wang, M. The effect of cumulative damage on the ballistic performance of plain weaves. Compos. Struct. 2022, 297, 115978. [Google Scholar] [CrossRef]
- Nayak, S.; Hameed Sultan, M.T.; Shenoy, S.; Kini, C.; Samant, R.; Md Shah, A.; Pandian, A. Potential of Natural Fibers in Composites for Ballistic Applications—A Review. J. Nat. Fibers 2020, 19, 1648–1658. [Google Scholar] [CrossRef]
- Chokshi, S.; Parmar, V.; Gohil, P.; Chaudhary, V. Chemical Composition and Mechanical Properties of Natural Fibers. J. Nat. Fibers 2022, 19, 3942–3953. [Google Scholar] [CrossRef]
- Deng, X.; Hoo, M.S.; Cheah, Y.W.; Tran, L.Q.N. Processing and Mechanical Properties of Basalt Fibre-Reinforced Thermoplastic Composites. Polymers 2022, 14, 1220. [Google Scholar] [CrossRef] [PubMed]
- Pascault, J.P.; Williams, R.J.J. Epoxy Polymers: New Materials and Innovations; Wiley-VCH: Weinheim, Germany, 2010; p. 387. [Google Scholar] [CrossRef]
- Zhao, X.; Lu, S.; Li, W.; Zhang, S.; Li, K.; Nawaz, K.; Wang, P.; Yang, G.; Ragauskas, A.; Ozcan, S.; et al. Epoxy as Filler or Matrix for Polymer Composites. In Epoxy-Based Composites; Chelladurai, S.J.S., Arthanari, R., Meera, M.R., Eds.; IntechOpen: Rijeka, Croatia, 2022; Chapter 1. [Google Scholar] [CrossRef]
- Skalková, P.; Krmelová, V.; Krmela, J.; Ondrušová, D.; Crkoň, A.; Benčiková, E. Composite Materials with Epoxy Matrix and Their Properties. Iop Conf. Ser. Mater. Sci. Eng. 2021, 1199, 012030. [Google Scholar] [CrossRef]
- ASTM E1131-20; Standard Test Method for Compositional Analysis by Thermogravimetry. ASTM International: West Conshohocken, PA, USA, 2020.
- ASTM E831-19; Standard Test Method for Linear Thermal Expansion of Solid Materials by Thermomechanical Analysis. ASTM International: West Conshohocken, PA, USA, 2019.
- Monteiro, S.N.; Milanezi, T.L.; Louro, L.H.L.; Lima, É.P.; Braga, F.O.; Gomes, A.V.; Drelich, J.W. Novel ballistic ramie fabric composite competing with Kevlar™ fabric in multilayered armor. Mater. Des. 2016, 96, 263–269. [Google Scholar] [CrossRef]
- Leao, A.; Cesarino, I.; Machado, I.; Kozlowski, R. Curaua fibers—The queen of the fibers. In Natural Fibers: Properties, Mechanical Behavior, Functionalization and Applications; Nova Science Pub Inc.: Hauppauge, NY, USA, 2017; pp. 83–105. Available online: https://repositorio.unesp.br/handle/11449/179383 (accessed on 15 March 2023).
- Spinacé, M.A.; Lambert, C.S.; Fermoselli, K.K.; De Paoli, M.A. Characterization of lignocellulosic curaua fibres. Carbohydr. Polym. 2009, 77, 47–53. [Google Scholar] [CrossRef]
- Saba, N.; Jawaid, M. A review on thermomechanical properties of polymers and fibers reinforced polymer composites. J. Ind. Eng. Chem. 2018, 67, 1–11. [Google Scholar] [CrossRef]
- Yamaguchi, R.; Powers, J.; Dennison, J. Thermal expansion of visible-light-cured composite resins. Oper. Dent. 1989, 14, 64–67. [Google Scholar] [PubMed]
- Vaidyanathan, J.; Vaidyanathan, T.; Wang, Y.; Vishwanadhan, T. Thermoanalytical characterization of visible light cure dental composites. J. Oral Rehabil. 1992, 19, 49–64. [Google Scholar] [CrossRef] [PubMed]
- Sideridou, I.; Achilias, D.S.; Kyrikou, E. Thermal expansion characteristics of light-cured dental resins and resin composites. Biomaterials 2004, 25, 3087–3097. [Google Scholar] [CrossRef] [PubMed]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Model | Linear Density | Twaron Type | Style | Set (per 10 cm) Warp and Welf | Area Density (g/cm2) | Thickness (mm) |
|---|---|---|---|---|---|---|
| T750 | 3360 f2000 | 1000 | Plain | 67 | 460 | 0.65 |
| Fibers | Cellulose (wt.%) | Hemicellulose (wt.%) | Lignin (wt.%) | Density (kg/m3) | Young’s Modulus (GPa) |
|---|---|---|---|---|---|
| Curaua | 73.6 | 9.9 | 7.5 | 1100 | 20–36 |
| Cotton | 88–96.5 | 5.7 | - | 15,000 | 5.5–13.0 |
| Basalt | - | - | - | 2630 | 79.3–110 |
| Hemp | 70.2–74.4 | 17.9–22.4 | 3.7–5.7 | 1070 | 35 |
| Composite Configuration | Number of Layers | |
|---|---|---|
| Aramid Fabric (A) | Curaua Non-Woven Mat (C) | |
| Plain Epoxy (PE) | 0 | 0 |
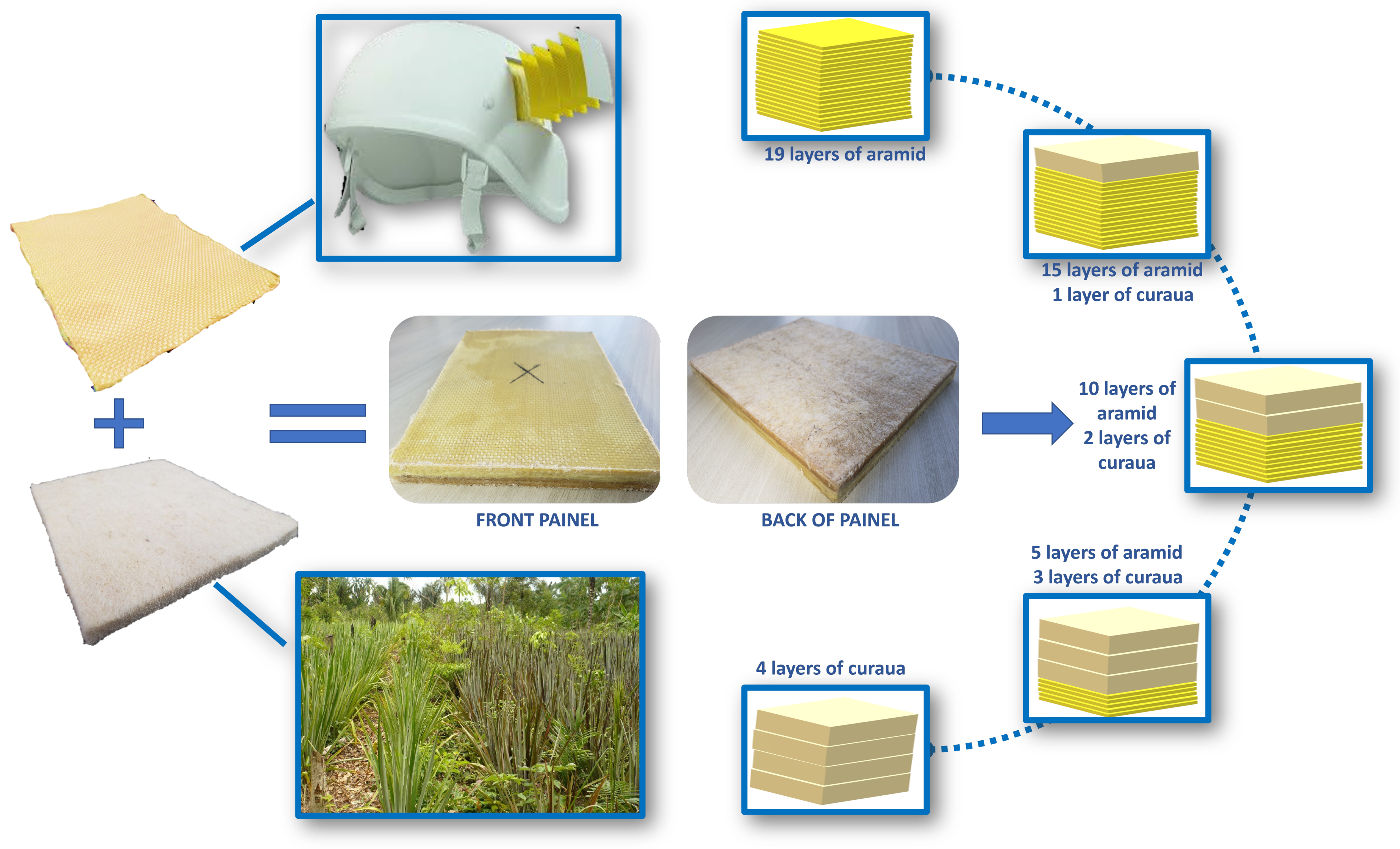
| E-19A/0C | 19 | 0 |
| E-15A/1C | 15 | 1 |
| E-10A/2C | 10 | 2 |
| E-5A/3C | 5 | 3 |
| E-0A/4C | 0 | 4 |
| Material | TGA5% (°C) | Young’s Modulus (GPa) | |
|---|---|---|---|
| YM0.5% | YM1% | ||
| E-19A/0C | 291 | 2.7 ± 2.1 | 4.3 ± 3.7 |
| E-15A/1C | 278 | 1.6 ± 0.2 | 2.0 ± 0.2 |
| E-10A/2C | 290 | 2.2 ± 0.6 | 4.2 ± 0.9 |
| E-5A/3C | 285 | 2.3 ± 0.9 | 3.2 ± 1.3 |
| E-0A/4C | 274 | 1.1 ± 0.1 | 1.5 ± 0.2 |
| Aramid | 313 | - | - |
| Curaua | 307 | - | - |
| Epoxy | 281 | - | - |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Meliande, N.M.; Oliveira, M.S.; Lemos, M.F.; Pereira, A.C.; Figueiredo, A.B.-H.d.S.; Monteiro, S.N.; Nascimento, L.F.C. Thermal Behavior of Curaua-Aramid Hybrid Laminated Composites for Ballistic Helmet. Polymers 2023, 15, 3214. https://doi.org/10.3390/polym15153214
Meliande NM, Oliveira MS, Lemos MF, Pereira AC, Figueiredo AB-HdS, Monteiro SN, Nascimento LFC. Thermal Behavior of Curaua-Aramid Hybrid Laminated Composites for Ballistic Helmet. Polymers. 2023; 15(15):3214. https://doi.org/10.3390/polym15153214
Chicago/Turabian StyleMeliande, Natalin Michele, Michelle Souza Oliveira, Maurício Ferrapontoff Lemos, Artur Camposo Pereira, André Ben-Hur da Silva Figueiredo, Sergio Neves Monteiro, and Lucio Fabio Cassiano Nascimento. 2023. "Thermal Behavior of Curaua-Aramid Hybrid Laminated Composites for Ballistic Helmet" Polymers 15, no. 15: 3214. https://doi.org/10.3390/polym15153214
APA StyleMeliande, N. M., Oliveira, M. S., Lemos, M. F., Pereira, A. C., Figueiredo, A. B.-H. d. S., Monteiro, S. N., & Nascimento, L. F. C. (2023). Thermal Behavior of Curaua-Aramid Hybrid Laminated Composites for Ballistic Helmet. Polymers, 15(15), 3214. https://doi.org/10.3390/polym15153214