


Overview and Comparison of PLA Filaments Commercially Available in Europe for FFF Technology

 , ,
, ,
Abstract
1. Introduction
2. Materials and Methods
2.1. Selected Filaments
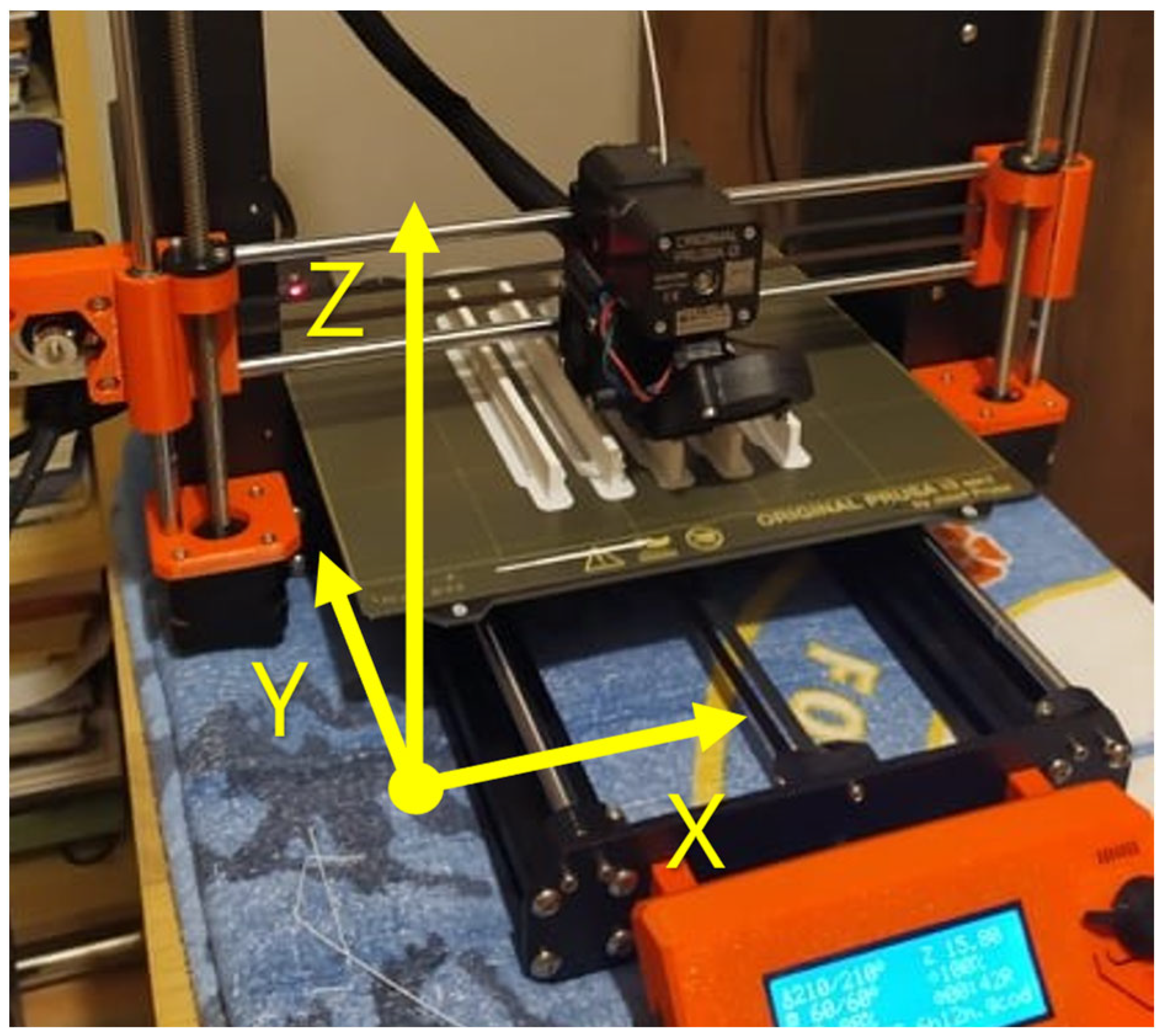
2.2. Printer and Parameters
2.3. Tensile Test
2.4. Test Artifact and CT Analysis
- -
- voltage: 180 kV;
- -
- current: 897 μA;
- -
- detector resolution: 2048 × 2048 px;
- -
- individual voxel size: 89.36 μm.
3. Results
3.1. Tests of Mechanical Properties
Tensile Test of Test Specimens in the X-, Y-, and Z-axes
3.2. Dimensional Accuracy Analysis Using CT
3.2.1. Pin Dimensional Accuracy Analysis
3.2.2. Analysis of Dimensional Accuracy of Pins
3.2.3. Analysis of Dimensional Accuracy of 3D Printed Holes
3.2.4. Analysis of Dimensional Accuracy of Pin Heights
3.2.5. Analysis of Printing Angular Overhangs
3.3. Print Quality Analysis
4. Discussion
5. Conclusions
- Contrary to the common assumption that price indicates quality, the study revealed that the second-cheapest PLA achieved the best overall results within the employed methodology.
- Discrepancies of up to 20% were observed between the declared values provided by manufacturers and the actual measured values of mechanical properties, highlighting the importance of experimental verification.
- The orientation along the Y-axis demonstrated the highest strength, while the Z-axis orientation yielded the poorest results.
- All measured pin dimensions were smaller than the nominal diameters.
- A correlation was observed, indicating that as the pin diameter increased, the dimensional accuracy of the printed parts improved (e.g., for 5 mm pins, the difference was 1.14% from the nominal dimension; for 15 mm pins, the difference was 0.55%; for 25 mm pins, the difference was 0.46%).
- The deviation from the nominal value increased with larger hole diameters (e.g., for Ø 15.1 mm, the mean difference was 0.02% from the nominal value; for Ø 15.2 mm, the difference was 0.16%; for Ø 15.3 mm, the difference was 0.18%).
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Khalid, M.Y.; Arif, Z.U.; Noroozi, R.; Zolfagharian, A.; Bodaghi, M. 4D printing of shape memory polymer composites: A review on fabrication techniques, applications, and future perspectives. J. Manuf. Process 2022, 81, 759–797. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Ahmed, W.; Umer, R.; Zolfagharian, A.; Bodaghi, M. 4D printing: Technological developments in robotics applications. Sens. Actuators A Phys. 2022, 343, 113670. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; Ahmed, W.; Arshad, H. A review on four-dimensional (4D) bioprinting in pursuit of advanced tissue engineering applications. Bioprinting 2022, 27, e00203. [Google Scholar] [CrossRef]
- Khalid, M.Y.; Arif, Z.U.; Ahmed, W. 4D Printing: Technological and Manufacturing Renaissance. Macromol. Mater. Eng. 2022, 307, 2200003. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; Zolfagharian, A.; Bodaghi, M. 4D bioprinting of smart polymers for biomedical applications: Recent progress, challenges, and future perspectives. React. Funct. Polym. 2022, 179, 105374. [Google Scholar] [CrossRef]
- Worldwide Most Used 3D Printing Materials, as of July 2018, Statista/3D Hubs. Available online: https://www.statista.com/statistics/800454/worldwide-most-used-3d-printing-materials/ (accessed on 5 August 2022).
- Arif, Z.U.; Khalid, M.Y.; Noroozi, R.; Hossain, M.; Shi, H.H.; Tariq, A.; Ramakrishna, S.; Umer, R. Additive manufacturing of sustainable biomaterials for biomedical applications. Asian J. Pharm. Sci. 2023, 18, 100812. [Google Scholar] [CrossRef]
- Arif, Z.U.; Khalid, M.Y.; Noroozi, R.; Sadeghianmaryan, A.; Jalalvand, M.; Hossain, M. Recent advances in 3D-printed polylactide and polycaprolactone-based biomaterials for tissue engineering applications. Int. J. Biol. Macromol. 2022, 218, 930–968. [Google Scholar] [CrossRef]
- Ferreira, R.T.L.; Amatte, I.C.; Dutra, T.A.; Bürger, D. Experimental characterization and micrography of 3D printed PLA and PLA reinforced with short carbon fibers. Compos. Part B Eng. 2017, 124, 88–100. [Google Scholar] [CrossRef]
- Buj-Corral, I.; Sanz-Fraile, H.; Ulldemolins, A.; Tejo-Otero, A.; Domínguez-Fernández, A.; Almendros, I.; Otero, J. Characterization of 3D Printed Metal-PLA Composite Scaffolds for Biomedical Applications. Polymers 2022, 14, 2754. [Google Scholar] [CrossRef]
- Tang, C.; Liu, J.; Yang, Y.; Liu, Y.; Jiang, S.; Hao, W. Effect of process parameters on mechanical properties of 3D printed PLA lattice structures. Compos. Part C Open Access 2020, 3, 100076. [Google Scholar] [CrossRef]
- Hsueh, M.-H.; Lai, C.-J.; Wang, S.-H.; Zeng, Y.-S.; Hsieh, C.-H.; Pan, C.-Y.; Huang, W.-C. Effect of Printing Parameters on the Thermal and Mechanical Properties of 3D-Printed PLA and PETG, Using Fused Deposition Modeling. Polymers 2021, 13, 1758. [Google Scholar] [CrossRef] [PubMed]
- Hsueh, M.-H.; Lai, C.-J.; Liu, K.-Y.; Chung, C.-F.; Wang, S.-H.; Pan, C.-Y.; Huang, W.-C.; Hsieh, C.-H.; Zeng, Y.-S. Effects of Printing Temperature and Filling Percentage on the Mechanical Behavior of Fused Deposition Molding Technology Components for 3D Printing. Polymers 2021, 13, 2910. [Google Scholar] [CrossRef] [PubMed]
- Nugroho, A.; Ardiansyah, R.; Rusita, L.; Larasati, I.L. Effect of layer thickness on flexural properties of PLA (PolyLactid Acid) by 3D printing. J. Phys. Conf. Ser. 2018, 1130, 012017. [Google Scholar] [CrossRef]
- Pandzic, A.; Hodzic, D.; Milovanovic, A. Influence of Material Colour on Mechanical Properties of PLA Material in FDM Technology. In Proceedings of the 30th International DAAAM Symposium 2019, Zadar, Croatia, 23–26 October 2019; pp. 0555–0561. [Google Scholar] [CrossRef]
- Al Rashid, A.; Koç, M. Fused Filament Fabrication Process: A Review of Numerical Simulation Techniques. Polymers 2021, 13, 3534. [Google Scholar] [CrossRef] [PubMed]
- Corapi, D.; Morettini, G.; Pascoletti, G.; Zitelli, C. Characterization of a Polylactic acid (PLA) produced by Fused Deposition Modeling (FDM) technology. Procedia Struct. Integr. 2019, 24, 289–295. [Google Scholar] [CrossRef]
- Hsueh, M.-H.; Lai, C.-J.; Chung, C.-F.; Wang, S.-H.; Huang, W.-C.; Pan, C.-Y.; Zeng, Y.-S.; Hsieh, C.-H. Effect of Printing Parameters on the Tensile Properties of 3D-Printed Polylactic Acid (PLA) Based on Fused Deposition Modeling. Polymers 2021, 13, 2387. [Google Scholar] [CrossRef] [PubMed]
- Lim, T.; Cheng, H.; Song, W.; Lee, J.; Kim, S.; Jung, W. Simulated and Experimental Investigation of Mechanical Properties for Improving Isotropic Fracture Strength of 3D-Printed Capsules. Materials 2021, 14, 4677. [Google Scholar] [CrossRef]
- Hanon, M.M.; Marczis, R.; Zsidai, L. Influence of the 3D Printing Process Settings on Tensile Strength of PLA and HT-PLA. Period. Polytech. Mech. Eng. 2020, 65, 38–46. [Google Scholar] [CrossRef]
- Naveed, N. Investigating the Material Properties and Microstructural Changes of Fused Filament Fabricated PLA and Tough-PLA Parts. Polymers 2021, 13, 1487. [Google Scholar] [CrossRef]
- Letcher, T.; Waytashek, M. Material Property Testing of 3D-Printed Specimen in PLA on an Entry-Level 3D Printer, Volume 2A: Advanced Manufacturing. In Proceedings of the ASME 2014 International Mechanical Engineering Congress and Exposition, Montreal, QC, Canada, 14–20 November 2014. [Google Scholar] [CrossRef]
- Zhang, X.; Chen, L.; Mulholland, T.; Osswald, T.A. Effects of raster angle on the mechanical properties of PLA and Al/PLA composite part produced by fused deposition modeling. Polym. Adv. Technol. 2019, 30, 2122–2135. [Google Scholar] [CrossRef]
- Dezaki, M.L.; Ariffin, M.K.A.M. The Effects of Combined Infill Patterns on Mechanical Properties in FDM Process. Polymers 2020, 12, 2792. [Google Scholar] [CrossRef] [PubMed]
- Reverte, J.M.; Caminero, M.; Chacón, J.M.; García-Plaza, E.; Núñez, P.J.; Becar, J.P. Mechanical and Geometric Performance of PLA-Based Polymer Composites Processed by the Fused Filament Fabrication Additive Manufacturing Technique. Materials 2020, 13, 1924. [Google Scholar] [CrossRef] [PubMed]
- Yaman, U. Shrinkage compensation of holes via shrinkage of interior structure in FDM process. Int. J. Adv. Manuf. Technol. 2018, 94, 2187–2197. [Google Scholar] [CrossRef]
- Zhou, C.; Han, T. Research on the Influencing Factors of FDM 3D Printing Accuracy. J. Phys. Conf. Ser. 2021, 1838, 012027. [Google Scholar] [CrossRef]
- Plaza, E.G.; López, P.J.N.; Torija, M.C.; Muñoz, J.M.C. Analysis of PLA Geometric Properties Processed by FFF Additive Manufacturing: Effects of Process Parameters and Plate-Extruder Precision Motion. Polymers 2019, 11, 1581. [Google Scholar] [CrossRef]
- Hodžić, D.; Pandzic, A.; Hajro, I.; Tasić, P. Strength Comparison of FDM 3D Printed PLA Made by Different Manufacturers. TEM J. 2020, 9, 966–970. [Google Scholar] [CrossRef]
- Matos, B.D.M.; Rocha, V.; da Silva, E.J.; Moro, F.H.; Bottene, A.C.; Ribeiro, C.A.; Dias, D.D.S.; Antonio, S.G.; Amaral, A.C.D.; Cruz, S.A.; et al. Evaluation of commercially available polylactic acid (PLA) filaments for 3D printing applications. J. Therm. Anal. Calorim. 2019, 137, 555–562. [Google Scholar] [CrossRef]
- PLA, RepRap. Available online: https://reprap.org/wiki/PLA (accessed on 13 August 2022).
- Prusament PLA Vanilla White 1kg, Prusa Research Eshop. Available online: https://www.prusa3d.com/cs/produkt/prusament-pla-vanilla-white-1kg/ (accessed on 13 August 2022).
- Devil Design, What We Offer. Available online: https://devildesign.com/en/oferta/ (accessed on 13 August 2022).
- SUNLU 1KG PLA & PLA Plus 3D Filaments, Fit Most of FDM Printer, 1KG/roll, Sunlu. Available online: https://www.sunlu.com/collections/pla-plus-pla-3d-filament-1-75mm/products/pla-pla-plus-3d-filaments-1kg-2-2lbs-fit-most-of-fdm-printerpla-pla-plus-3d-filaments-1kg-2-2lbs-fit-most-of-fdm-printer (accessed on 13 August 2022).
- PLA WHITE BÍLÁ C TECH, 1,75MM, 1KG, Ctech. Available online: http://www.c-tech.info/product/3d-tiskove-struny/pla-white-bila-c-tech_-1_75mm_-1kg/1014 (accessed on 13 August 2022).
- Vlákno Verbatim PLA, Verbatim. Available online: https://www.verbatim-europe.cz/cz/prod/verbatim-pla-filament-1-75mm-1kg-white-55315/ (accessed on 13 August 2022).
- Tronxy New 1.75mm White PLA Filament, Tronxy. Available online: https://www.tronxy3d.com/products/tronxy-new-1-75mm-white-pla-filament (accessed on 13 August 2022).
- PLA—Bílá, Filament PM. Available online: https://www.filament-pm.cz/pla-bila-1-75-mm-1-kg/p61 (accessed on 13 August 2022).
- DP-PLA1.75-01-W Filament, PLA White, 1.75 mm, 1 kg, Gembird. Available online: https://www.gembird.com/item.aspx?id=8854 (accessed on 13 August 2022).
- Tóth, T.; Varga, P.; Štefanovič, B.; Bednarčíková, L.; Schnitzer, M.; Hudák, R.; Živčák, J. Accuracy Verification of an Anatomical Model Manufactured Using Low-Cost Additive Production. Appl. Sci. 2021, 11, 594. [Google Scholar] [CrossRef]
- Krůta, V. Overview and Comparison of PLA Materials for Plastic 3D Printing. Bachelor Thesis, Czech Technical University in Prague, Prague, Czechia, 2021. [Google Scholar]
- Syrlybayev, D.; Perveen, A.; Talamona, D. Fused deposition modelling: Effect of extrusion temperature on the accuracy of print. Mater. Today Proc. 2021, 44, 832–837. [Google Scholar] [CrossRef]















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Nozzle temperature | 210 °C |
| Heatbed temperature | 60 °C |
| Layer height | 0.2 mm |
| Infill print speed | 80 mm/s |
| Inner perimeters print speed | 45 mm/s |
| Outer perimeters print speed | 25 mm/s |
| Top layers print speed | 40 mm/s |
| Infill | 100% (raster −45:45) |
| Extrusion multiplier | 0.95 (100 1) |
| Printing orientation | 0° (parallel to Y) |
| Artifact print time | 10 h 25 min |
| X-axis sample print time | 3 h 33 min |
| Y-axis sample print time | 6 h 12 min |
| Z-axis sample print time | 6 h 38 min |
| Orientation | X-Axis | Y-Axis | Z-Axis | |||
|---|---|---|---|---|---|---|
| Manufacturer | σm (MPa) | Ɛtb (%) | σm (MPa) | Ɛtb (%) | σm (MPa) | Ɛtb (%) |
| Prusament | 40.7 ± 0.4 | 4.81 ± 0.33 | 52.8 ± 0.6 | 4.73 ± 0.18 | 34.8 ± 3.0 | 2.75 ± 0.16 |
| Devil Design | 48.2 ± 1.2 | 5.46 ± 0.17 | 57.5 ± 0.6 | 5.23 ± 0.35 | 29.5 ± 4.0 | 2.58 ± 0.33 |
| Sunlu | 43.0 ± 1.1 | 6.28 ± 0.64 | 46.2 ± 0.9 | 4.69 ± 0.19 | 29.2 ± 0.7 | 2.54 ± 0.08 |
| C-Tech | 48.2 ± 0.8 | 5.93 ± 0.53 | 53.1 ± 1.3 | 5.07 ± 0.31 | 31.3 ± 2.3 | 2.73 ± 0.13 |
| Verbatim | 39.0 ± 0.5 | 5.69 ± 0.75 | 48.5 ± 0.4 | 5.50 ± 0.20 | 31.0 ± 1.7 | 2.94 ± 0.08 |
| Tronxy | 44.7 ± 0.2 | 6.00 ± 0.46 | 49.6 ± 0.6 | 5.00 ± 0.37 | 29.5 ± 4.6 | 2.47 ± 0.28 |
| Plasty Mladeč | 42.0 ± 0.5 | 5.23 ± 0.19 | 53.4 ± 0.4 | 5.23 ± 0.20 | 34.2 ± 3.3 | 2.84 ± 0.26 |
| Gembird | 41.1 ± 0.7 | 5.86 ± 0.29 | 51.5 ± 0.8 | 6.24 ± 0.69 | 27.1 ± 2.4 | 2.56 ± 0.13 |
| Manufacturer | Diameter (mm) |
|---|---|
| Prusament | 4.911 ± 0.007 |
| Devil Design | 4.963 ± 0.015 |
| Sunlu | 4.956 ± 0.009 |
| C-Tech | 4.965 ± 0.011 |
| Verbatim | 4.936 ± 0.011 |
| Tronxy | 4.978 ± 0.012 |
| Plasty Mladeč | 4.902 ± 0.006 |
| Gembird | 4.935 ± 0.007 |
| Manufacturer | Pin 1 Diameter (mm) | Narrowed Pin Diameter (mm) | Pin 2 Diameter (mm) |
|---|---|---|---|
| Prusament | 24.88 ± 0.07 | 14.91 ± 0.01 | 14.90 ± 0.05 |
| Devil Design | 24.91 ± 0.08 | 14.93 ± 0.05 | 14.94 ± 0.07 |
| Sunlu | 24.86 ± 0.02 | 14.89 ± 0.04 | 14.90 ± 0.14 |
| C-Tech | 24.88 ± 0.12 | 14.93 ± 0.07 | 14.92 ± 0.04 |
| Verbatim | 24.89 ± 0.04 | 14.92 ± 0.01 | 14.92 ± 0.01 |
| Tronxy | 24.89 ± 0.03 | 14.94 ± 0.02 | 14.93 ± 0.12 |
| Plasty Mladeč | 24.87 ± 0.05 | 14.93 ± 0.04 | 14.88 ± 0.08 |
| Gembird | 24.90 ± 0.01 | 14.93 ± 0.01 | 14.91 ± 0.17 |
| Measured Hole | Hole Ø 15.1 mm | Hole Ø 15.2 mm | Hole Ø 15.3 mm |
|---|---|---|---|
| Manufacturer | Diameter (mm) | Diameter (mm) | Diameter (mm) |
| Prusament | 15.11 ± 0.02 | 15.19 ± 0.01 | 15.29 ± 0.01 |
| Devil Design | 15.06 ± 0.04 | 15.14 ± 0.05 | 15.24 ± 0.08 |
| Sunlu | 15.11 ± 0.10 | 15.19 ± 0.16 | 15.29 ± 0.02 |
| C-Tech | 15.09 ± 0.06 | 15.18 ± 0.01 | 15.27 ± 0.01 |
| Verbatim | 15.11 ± 0.02 | 15.18 ± 0.27 | 15.27 ± 0.01 |
| Tronxy | 15.09 ± 0.08 | 15.18 ± 0.02 | 15.26 ± 0.01 |
| Plasty Mladeč | 15.11 ± 0.01 | 15.19 ± 0.06 | 15.29 ± 0.01 |
| Gembird | 15.09 ± 0.01 | 15.16 ± 0.03 | 15.27 ± 0.05 |
| Manufacturer | Ø Pin Height (mm) |
|---|---|
| Prusament | 40.03 |
| Devil Design | 40.02 |
| Sunlu | 40.03 |
| C-Tech | 40.04 |
| Verbatim | 40.03 |
| Tronxy | 40.05 |
| Plasty Mladeč | 40.02 |
| Gembird | 40.03 |
| Manufacturer | Overhang Angle (°) |
|---|---|
| Prusament | 15.14 |
| Devil Design | 14.84 |
| Sunlu | 15.88 |
| C-Tech | 15.00 |
| Verbatim | 15.17 |
| Tronxy | 15.21 |
| Plasty Mladeč | 14.88 |
| Gembird | 14.97 |
| Manufacturer | Stringing | Surface Quality of Overhangs | Composability |
|---|---|---|---|
| Prusament | 8 | 5 | 8 |
| Devil Design | 6 | 3 | 2 |
| Sunlu | 1 | 1 | 5 |
| C-Tech | 3 | 8 | 3 |
| Verbatim | 4 | 6 | 4 |
| Tronxy | 2 | 7 | 1 |
| Plasty Mladeč | 7 | 2 | 7 |
| Gembird | 5 | 4 | 6 |
| Test/Manufacturer | Prusament | Devil Design | Sunlu | C-Tech | Verbatim | Tronxy | Plasty Mladeč | Gembird |
|---|---|---|---|---|---|---|---|---|
| σm—wires | 3 | 8 | 1 | 7 | 2 | 5 | 6 | 4 |
| σm X-axis | 2 | 8 | 5 | 7 | 1 | 6 | 4 | 3 |
| σm Y-axis | 5 | 8 | 1 | 6 | 2 | 3 | 7 | 4 |
| σm Z-axis | 8 | 3 | 2 | 6 | 5 | 4 | 7 | 1 |
| Stringing | 8 | 6 | 1 | 3 | 4 | 2 | 7 | 5 |
| Overhang quality | 5 | 3 | 1 | 8 | 6 | 7 | 2 | 4 |
| Composability | 8 | 2 | 5 | 3 | 4 | 1 | 7 | 6 |
| Stringing pins | 2 | 6 | 5 | 7 | 4 | 8 | 1 | 3 |
| Pins | 3 | 8 | 1 | 5 | 5 | 7 | 2 | 6 |
| Holes | 8 | 1 | 8 | 5 | 5 | 3 | 8 | 2 |
| Pin height | 6 | 8 | 6 | 2 | 6 | 1 | 8 | 6 |
| Overhang angle | 5 | 4 | 1 | 8 | 3 | 2 | 6 | 7 |
| Sum | 63 | 65 | 37 | 67 | 47 | 49 | 65 | 51 |
| Ranks | 4 | 2 | 8 | 1 | 7 | 6 | 2 | 5 |
| Price 1 (EUR) | 23.44 | 19.95 | 14.12 | 16.20 | 24.69 | 18.00 | 23.44 | 17.25 |
| Price (EUR)/point | 0.372 | 0.305 | 0.383 | 0.243 | 0.524 | 0.368 | 0.360 | 0.336 |
| Ranks price/point | 6 | 2 | 7 | 1 | 8 | 5 | 4 | 3 |
| Manufacturer Nominal Ø 1.75 mm | Color | Declared σm (MPa) | Measured σm (MPa) | Measured versus Declared σm (%) |
|---|---|---|---|---|
| Prusament [32] | Vanilla white | 59.3 | 52.8 ± 0.6 | −11.0 |
| Devil Design [33] | White | 59 | 57.5 ± 0.6 | −2.6 |
| Sunlu [34] | White | 58.8 | 46.2 ± 0.9 | −21.5 |
| C-Tech [35] | White | Not specified | 53.1 ± 1.3 | Not specified |
| Verbatim [36] | White | 63 | 48.5 ± 0.4 | −23.0 |
| Tronxy [37] | White | 60 | 49.6 ± 0.6 | −17.4 |
| Plasty Mladeč [38] | White | 53 | 53.4 ± 0.4 | +0.8 |
| Gembird [39] | White | Not specified | 51.5 ± 0.8 | Not specified |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Andronov, V.; Beránek, L.; Krůta, V.; Hlavůňková, L.; Jeníková, Z. Overview and Comparison of PLA Filaments Commercially Available in Europe for FFF Technology. Polymers 2023, 15, 3065. https://doi.org/10.3390/polym15143065
Andronov V, Beránek L, Krůta V, Hlavůňková L, Jeníková Z. Overview and Comparison of PLA Filaments Commercially Available in Europe for FFF Technology. Polymers. 2023; 15(14):3065. https://doi.org/10.3390/polym15143065
Chicago/Turabian StyleAndronov, Vladislav, Libor Beránek, Vojtěch Krůta, Lucie Hlavůňková, and Zdeňka Jeníková. 2023. "Overview and Comparison of PLA Filaments Commercially Available in Europe for FFF Technology" Polymers 15, no. 14: 3065. https://doi.org/10.3390/polym15143065
APA StyleAndronov, V., Beránek, L., Krůta, V., Hlavůňková, L., & Jeníková, Z. (2023). Overview and Comparison of PLA Filaments Commercially Available in Europe for FFF Technology. Polymers, 15(14), 3065. https://doi.org/10.3390/polym15143065