

Mechanical Properties of Ternary Composite from Waste Leather Fibers and Waste Polyamide Fibers with Acrylonitrile-Butadiene Rubber
 , and
, and
Abstract
1. Introduction
2. Materials and Methods
2.1. Material
2.2. Preparation of Ternary Composite NBR/LF/PA
2.3. Measurements
3. Results and Discussion
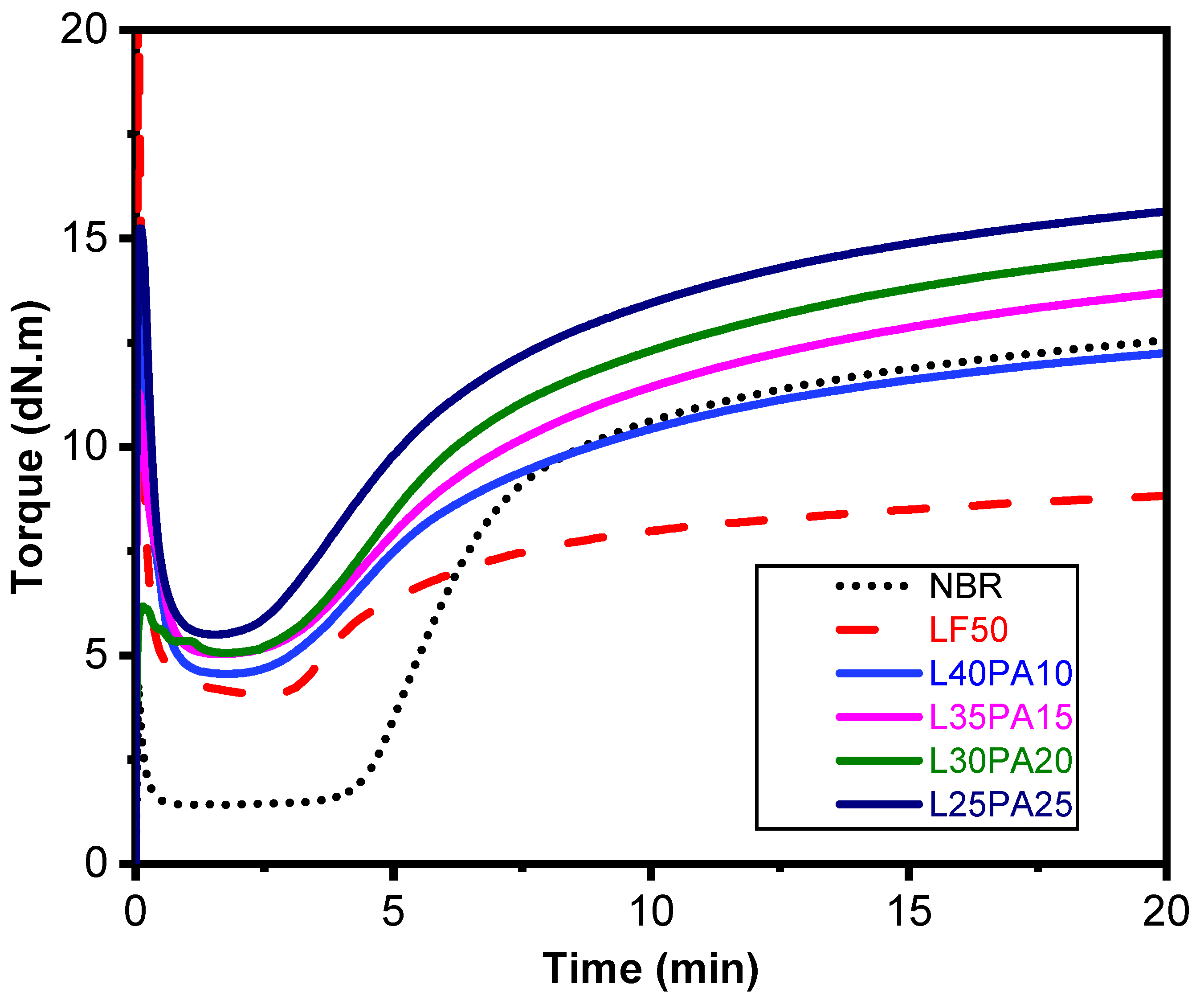
3.1. Vulcanization Chracteristic
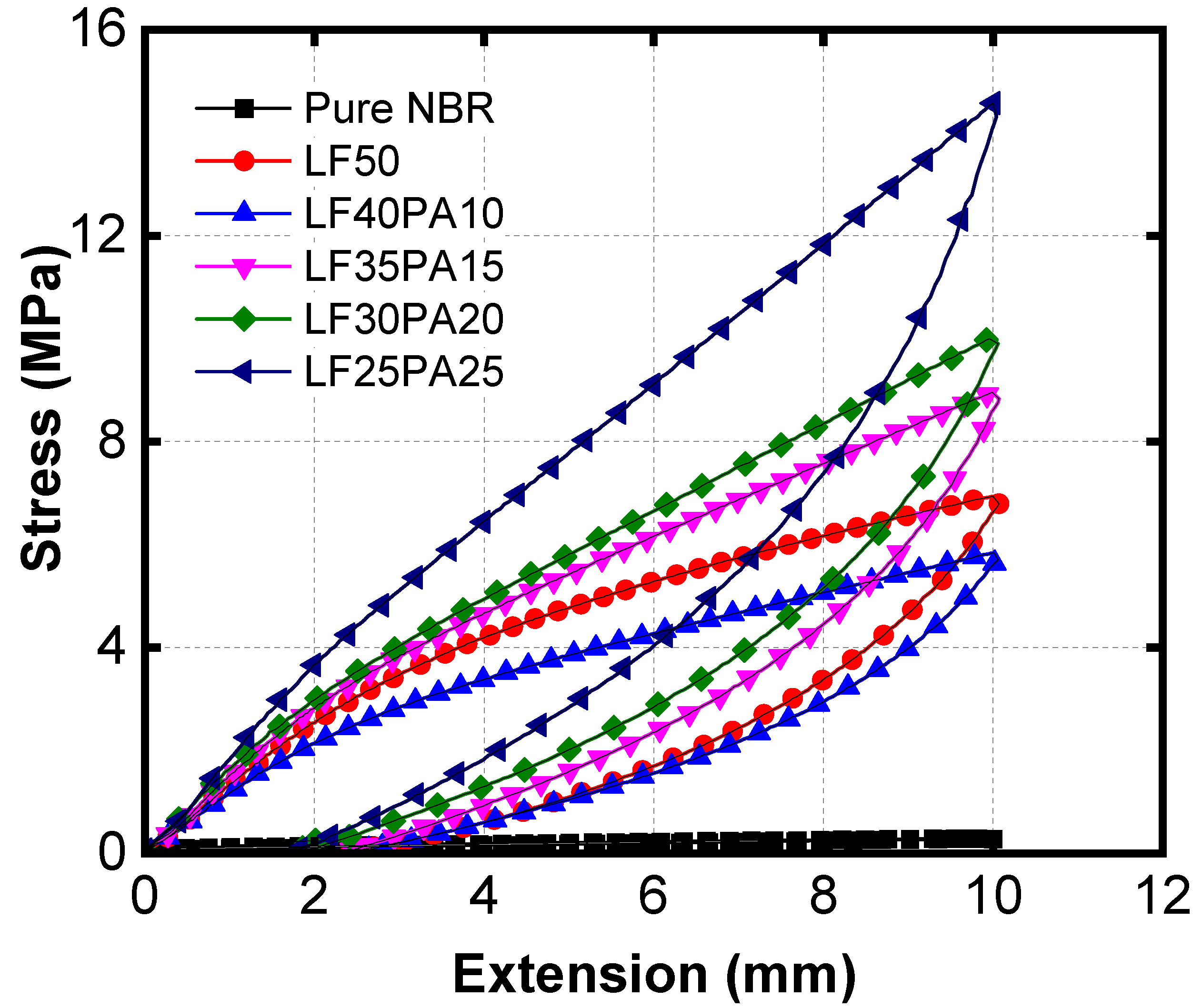
3.2. Mechanical Properties of Composite
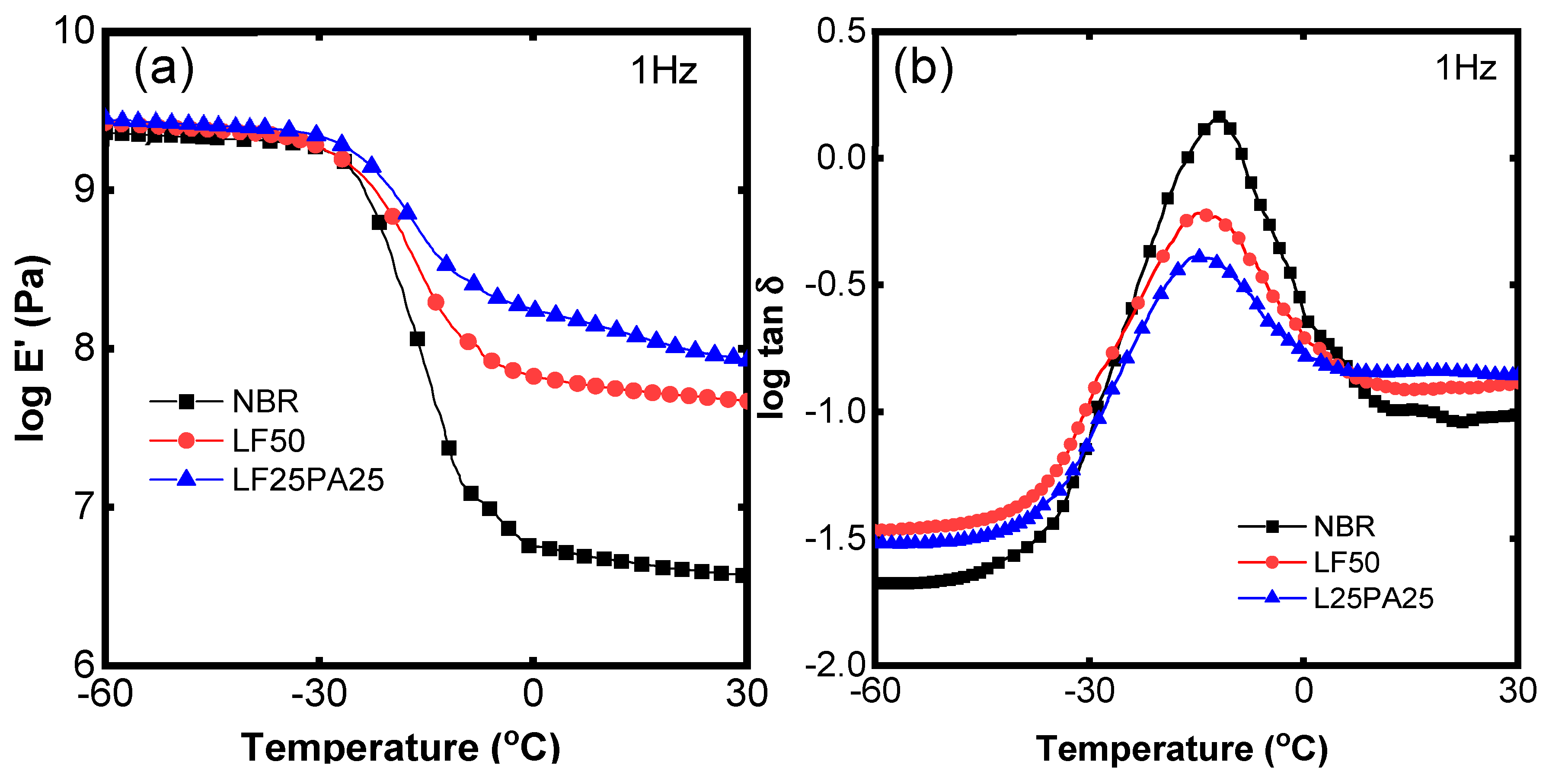
3.3. Dynamic Mechanical Properties
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Uddin, F. Introductory chapter: Textile manufacturing processes. In Textile Manufacturing Processes; IntechOpen: London, UK, 2019. [Google Scholar]
- Peña-Pichardo, P.; Martínez-Barrera, G.; Martínez-López, M.; Ureña-Núñez, F.; dos Reis, J.M.L.J.C.; Materials, B. Recovery of cotton fibers from waste Blue-Jeans and its use in polyester concrete. Constr. Build. Mater. 2018, 177, 409–416. [Google Scholar] [CrossRef]
- Novotna, K.; Cermakova, L.; Pivokonska, L.; Cajthaml, T.; Pivokonsky, M. Microplastics in drinking water treatment—Current knowledge and research needs. Sci. Total Environ. 2019, 667, 730–740. [Google Scholar] [CrossRef] [PubMed]
- Jönsson, C.; Wei, R.; Biundo, A.; Landberg, J.; Schwarz Bour, L.; Pezzotti, F.; Toca, A.; Jacques, L.M.; Bornscheuer, U.T.; Syrén, P.O.J.C. Biocatalysis in the recycling landscape for synthetic polymers and plastics towards circular textiles. Chemsuschem 2021, 14, 4028–4040. [Google Scholar] [CrossRef] [PubMed]
- Salas, M.A.; Gadea, J.; Gutiérrez-González, S.; Horgnies, M.; Calderón, V. Recycled polyamide mortars modified with non-ionic surfactant: Physical and mechanical strength after durability tests. Mater. Struct. 2016, 49, 3385–3395. [Google Scholar] [CrossRef]
- Kalfas, G.A. Mathematical Modeling of the Depolymerization of Polyamide Mixtures—Part I: Kinetic Mechanism and Parametric Studies in Batch Reactors. Polym. React. Eng. 1998, 6, 41–67. [Google Scholar] [CrossRef]
- Wang, X.; Wang, Z.; Liang, S.; Jin, Y.; Lotz, B.; Yang, S. Surface nano-structure of polyamide 6 film by hydrothermal treatment. Appl. Surf. Sci. 2018, 442, 595–601. [Google Scholar] [CrossRef]
- Datta, J.; Błażek, K.; Włoch, M.; Bukowski, R. A New Approach to Chemical Recycling of Polyamide 6.6 and Synthesis of Polyurethanes with Recovered Intermediates. J. Polym. Environ. 2018, 26, 4415–4429. [Google Scholar] [CrossRef]
- Lozano-González, M.J.; Rodriguez-Hernandez, M.T.; Gonzalez-De Los Santos, E.A.; Villalpando-Olmos, J. Physical–mechanical properties and morphological study on nylon-6 recycling by injection molding. Appl. Polym. 2000, 76, 851–858. [Google Scholar] [CrossRef]
- Velosa, J.C.; Fangueiro, R.; Martins, N.; Fernandes, M.; Soutinho, F. Waste Fiber Reinforced Composite Materials: Production and Mechanical Properties. Mater. Sci. Forum 2012, 730–732, 665–670. [Google Scholar] [CrossRef]
- Parameswaranpillai, J.; Gopi, J.A.; Radoor, S.; D., M.D.C.; Krishnasamy, S.; Deshmukh, K.; Hameed, N.; Salim, N.V.; Sienkiewicz, N. Turning waste plant fibers into advanced plant fiber reinforced polymer composites: A comprehensive review. Compos. Part C Open Access 2023, 10, 100333. [Google Scholar] [CrossRef]
- Rampal; Kumar, G.; Rangappa, S.M.; Siengchin, S.; Zafar, S. A review of recent advancements in drilling of fiber-reinforced polymer composites. Compos. Part C Open Access 2022, 9, 100312. [Google Scholar] [CrossRef]
- Ismail, S.O.; Akpan, E.; Dhakal, H.N. Review on natural plant fibres and their hybrid composites for structural applications: Recent trends and future perspectives. Compos. Part C Open Access 2022, 9, 100322. [Google Scholar] [CrossRef]
- Rana, R.S.; Kumre, A.; Rana, S.; Purohit, R. Characterization of Properties of Epoxy Sisal/Glass Fiber Reinforced Hybrid Composite. Mater. Today 2017, 4, 5445–5451. [Google Scholar] [CrossRef]
- Wibowo, A.; Alandro, D.; Killian, M.S.; Nugroho, G.; Raghu, S.N.V.; Akhsin Muflikhun, M. Mechanical evaluation and characterization of hybrid sugarcane bagasse microfibrillated cellulose with added filler materials for use as disposable utensils. Adv. Compos. Mater. 2023, 1–21. [Google Scholar] [CrossRef]
- Karger-Kocsis, J.; Mahmood, H.; Pegoretti, A. Recent advances in fiber/matrix interphase engineering for polymer composites. Prog. Mater. Sci. 2015, 73, 1–43. [Google Scholar] [CrossRef]
- Mann, G.S.; Azum, N.; Khan, A.; Rub, M.A.; Hassan, M.I.; Fatima, K.; Asiri, A.M. Green Composites Based on Animal Fiber and Their Applications for a Sustainable Future. Polymers 2023, 15, 601. [Google Scholar] [CrossRef]
- Jayalatha, G.; Kutty, S.K.N. Effect of short nylon-6 fibres on natural rubber-toughened polystyrene. Mater. Des. 2013, 43, 291–298. [Google Scholar] [CrossRef]
- Bipinbal, P.K.; Kutty, S.K.N. A Comparative Study of Short Nylon Fiber-Natural Rubber Composites Prepared from Dry Rubber and Latex Masterbatch. J. Appl. Polym. Sci. 2008, 109, 1484–1491. [Google Scholar] [CrossRef]
- Sreeja, T.D.; Kutty, S.K.N. Cure Characteristics and Mechanical Properties of Natural Rubber—Short Nylon Fiber Composites. J. Elastomers Plast. 2001, 33, 225–238. [Google Scholar] [CrossRef]
- Senapati, A.K.; Nando, G.B.; Pradhan, B. Characterization of Short Nylon Fibre Reinforced Natural Rubber Composites. Int. J. Polym. Mater. Polym. Biomater. 1988, 12, 73–92. [Google Scholar] [CrossRef]
- Dong, Z.-X.; Liu, M.-X.; Jia, D.-M.; Zhou, Y.-H. Synthesis of natural rubber-g-maleic anhydride and its use as a compatibilizer in natural rubber/short nylon fiber composites. Chin. J. Polym. Sci. 2013, 31, 1127–1138. [Google Scholar] [CrossRef]
- Seema, A.; Kutty, S.K.N. Thermal Degradation of Short Nylon-6 Fiber–Reinforced Styrene Butadiene Rubber Composite. Int. J. Polym. Mater. Polym. Biomater. 2006, 55, 25–35. [Google Scholar] [CrossRef]
- Soltani, S.; Naderi, G.; Ghoreishy, M.H.R. Mechanical and Rheological Properties of Short Nylon Fibre NR/SBR Composites. J. Rubber Res. 2010, 13, 110–124. [Google Scholar]
- Rajesh, C.; Manoj, K.C.; Unnikrishnan, G.; Purushothaman, E. Thermal Characterisation of Short Nylon-6 Fibre-Reinforced NBR Composites. Polym. Polym. Compos. 2009, 17, 133–140. [Google Scholar] [CrossRef]
- Rajesh, C.; Manoj, K.; Unnikrishnan, G.; Purushothaman, E. Dielectric Properties of Short Nylon-6 Fiber-Reinforced NBR Composites. Adv. Polym. Technol. 2013, 32, E90–E102. [Google Scholar] [CrossRef]
- Hang, L.T.; Viet, D.Q.; Linh, N.P.D.; Doan, V.A.; Dang, H.-L.T.; Dao, V.-D.; Tuan, P.A. Utilization of Leather Waste Fibers in Polymer Matrix Composites Based on Acrylonitrile-Butadiene Rubber. Polymers 2021, 13, 117. [Google Scholar] [CrossRef] [PubMed]
- Ismail, H.; Shuhelmy, S.; Edyham, M.R. The effects of a silane coupling agent on curing characteristics and mechanical properties of bamboo fibre filled natural rubber composites. Eur. Polym. J. 2002, 38, 39–47. [Google Scholar] [CrossRef]
- Ward, I.M.; Hadley, D.W. An Introduction to the Mechanical Properties of Solid Polymers; John Wiley & Sons: Chichester, UK, 1993. [Google Scholar]
- Agarwal, K.; Setua, D.; Mathur, G. Short Fibre and Particulate-reinforced Rubber Composites. Def. Sci. J. 2002, 52, 337–346. [Google Scholar] [CrossRef]
- Soltani, S.; Naderi, G.; Mohseniyan, S. Mechanical, morphological and rheological properties of short nylon fiber reinforced acrylonitrile-butadiene rubber composites. Fibers Polym. 2014, 15, 2360–2369. [Google Scholar] [CrossRef]
- Formela, K.; Hejna, A.; Piszczyk, Ł.; Saeb, M.R.; Colom, X.J.C. Processing and structure–property relationships of natural rubber/wheat bran biocomposites. Cellulose 2016, 23, 3157–3175. [Google Scholar] [CrossRef]
- Chuayjuljit, S.; Su-Uthai, S.; Tunwattanaseree, C.; Charuchinda, S. Preparation of microcrystalline cellulose from waste-cotton fabric for biodegradability enhancement of natural rubber sheets. J. Reinf. Plast. Compos. 2009, 28, 1245–1254. [Google Scholar] [CrossRef]
- Yin, L.; Zhou, Z.; Luo, Z.; Zhong, J.; Li, P.; Yang, B.; Yang, L. Reinforcing effect of aramid fibers on fatigue behavior of SBR/aramid fiber composites. Polym. Test. 2019, 80, 106092. [Google Scholar] [CrossRef]
- Yin, L.; Luo, Z.; Zhong, J.; Yang, B.; Ji, Y. Behaviour and mechanism of fatigue crack growth in aramid-fibre-reinforced styrene–butadiene rubber composites. Int. J. Fatigue 2020, 134, 105502. [Google Scholar] [CrossRef]
- Varghese, S.; Kuriakose, B.; Thomas, S.; Koshy, A.T. Mechanical and viscoelastic properties of short fiber reinforced natural rubber composites: Effects of interfacial adhesion, fiber loading, and orientation. J. Adhes. Sci. Technol. 1994, 8, 235–248. [Google Scholar] [CrossRef]
- Mathew, L.; Joseph, R. Mechanical properties of short-isora-fiber-reinforced natural rubber composites: Effects of fiber length, orientation, and loading; alkali treatment; and bonding agent. J. Appl. Polym. Sci. 2007, 103, 1640–1650. [Google Scholar] [CrossRef]
- Fröhlich, J.; Niedermeier, W.; Luginsland, H.D. The effect of filler–filler and filler–elastomer interaction on rubber reinforcement. Compos. Part A Appl. Sci. Manuf. 2005, 36, 449–460. [Google Scholar] [CrossRef]
- Matsubara, M.; Teramoto, S.; Komatsu, T.; Furuta, S.; Kobayashi, M.; Kawamura, S.; Nagatani, A.; Tsujiuchi, N.; Ito, A. Three-dimensional strain evaluation of short-fiber-reinforced natural rubber using micro X-ray computed tomography. Polym. Test. 2022, 111, 107625. [Google Scholar] [CrossRef]
- Andideh, M.; Naderi, G.; Ghoreishy, M.H.R.; Soltani, S. Effects of nanoclay and short nylon fiber on morphology and mechanical properties of nanocomposites based on NR/SBR. Fibers Polym. 2014, 15, 814–822. [Google Scholar] [CrossRef]
- Thongchom, C.; Refahati, N.; Roodgar Saffari, P.; Roudgar Saffari, P.; Niyaraki, M.N.; Sirimontree, S.; Keawsawasvong, S. An Experimental Study on the Effect of Nanomaterials and Fibers on the Mechanical Properties of Polymer Composites. Buildings 2022, 12, 7. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Pure NBR | LF50 | LF40PA10 | LF35PA15 | LF30PA20 | LF25PA25 | |
|---|---|---|---|---|---|---|
| NBR | 100 | 50 | 50 | 50 | 50 | 50 |
| Waste leather | - | 50 | 40 | 35 | 30 | 25 |
| Waste PA | - | - | 10 | 15 | 20 | 25 |
| Zinc Oxide | 3 | 3 | 3 | 3 | 3 | 3 |
| Stearic acid | 1 | 1 | 1 | 1 | 1 | 1 |
| Sulfur | 2.25 | 2.25 | 2.25 | 2.25 | 2.25 | 2.25 |
| TBBS * | 0.7 | 0.7 | 0.7 | 0.7 | 0.7 | 0.7 |
| Pure NBR | LF50 | LF40PA10 | LF35PA15 | LF30PA20 | LF25PA25 | |
|---|---|---|---|---|---|---|
| ML (dN·m) | 1.45 | 4.09 | 4.56 | 5.04 | 5.07 | 5.49 |
| MH (dN.·m) | 12.55 | 8.81 | 12.24 | 13.69 | 14.63 | 15.63 |
| ts2 (min) | 4.76 | 3.43 | 2.96 | 2.81 | 2.99 | 2.75 |
| tc90 (min) | 9.82 | 7.25 | 10.52 | 11.23 | 11.75 | 12.88 |
| ΔM (MH−ML) | 11.10 | 4.72 | 7.68 | 8.65 | 9.56 | 10.14 |
| Tensile Strength (Mpa) | Elongation at Break (%) | Tear Strength (N/mm) | Area under Curve (Area Unit) | |
|---|---|---|---|---|
| Pure NBR | 2.18 ± 0.52 | 357.20 ± 0.72 | 22.70 ± 1.30 | 0.22 |
| LF50 | 12.90 ± 0.74 | 28.60 ± 0.55 | 72.47 ± 1.12 | 26.35 |
| LF40PA10 | 12.01 ± 0.64 | 49.39 ± 0.62 | 73.24 ± 0.97 | 23.54 |
| LF35PA15 | 13.62 ± 0.31 | 45.43 ± 0.66 | 75.40 ± 0.58 | 28.51 |
| LF30PA20 | 14.92 ± 0.44 | 48.20 ± 0.81 | 83.14 ± 0.99 | 28.49 |
| LF25PA25 | 16.30 ± 0.36 | 48.99 ± 0.87 | 84.64 ± 1.10 | 37.34 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hang, L.T.; Do, Q.-V.; Hoang, L.; Nguyen, L.T.; Linh, N.P.D.; Doan, V.A. Mechanical Properties of Ternary Composite from Waste Leather Fibers and Waste Polyamide Fibers with Acrylonitrile-Butadiene Rubber. Polymers 2023, 15, 2453. https://doi.org/10.3390/polym15112453
Hang LT, Do Q-V, Hoang L, Nguyen LT, Linh NPD, Doan VA. Mechanical Properties of Ternary Composite from Waste Leather Fibers and Waste Polyamide Fibers with Acrylonitrile-Butadiene Rubber. Polymers. 2023; 15(11):2453. https://doi.org/10.3390/polym15112453
Chicago/Turabian StyleHang, Le Thuy, Quoc-Viet Do, Luu Hoang, Luc The Nguyen, Nguyen Pham Duy Linh, and Vu Anh Doan. 2023. "Mechanical Properties of Ternary Composite from Waste Leather Fibers and Waste Polyamide Fibers with Acrylonitrile-Butadiene Rubber" Polymers 15, no. 11: 2453. https://doi.org/10.3390/polym15112453
APA StyleHang, L. T., Do, Q.-V., Hoang, L., Nguyen, L. T., Linh, N. P. D., & Doan, V. A. (2023). Mechanical Properties of Ternary Composite from Waste Leather Fibers and Waste Polyamide Fibers with Acrylonitrile-Butadiene Rubber. Polymers, 15(11), 2453. https://doi.org/10.3390/polym15112453