


Short Flax Fibres and Shives as Reinforcements in Bio Composites: A Numerical and Experimental Study on the Mechanical Properties

 , ,
, ,  ,
,
Abstract
1. Introduction
2. Materials and Methods
2.1. Materials
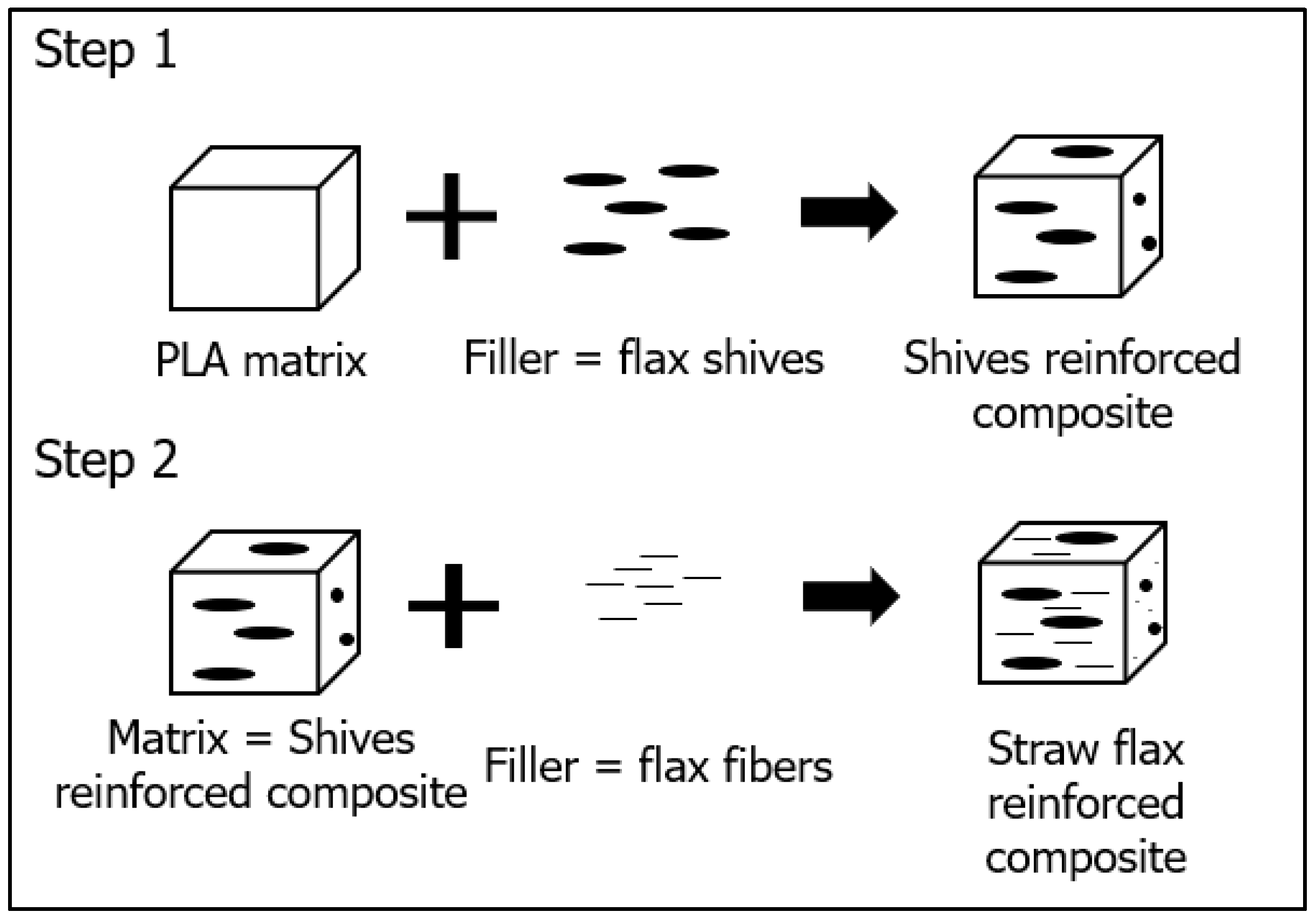
2.2. Production Process of the Bio-Based Composite
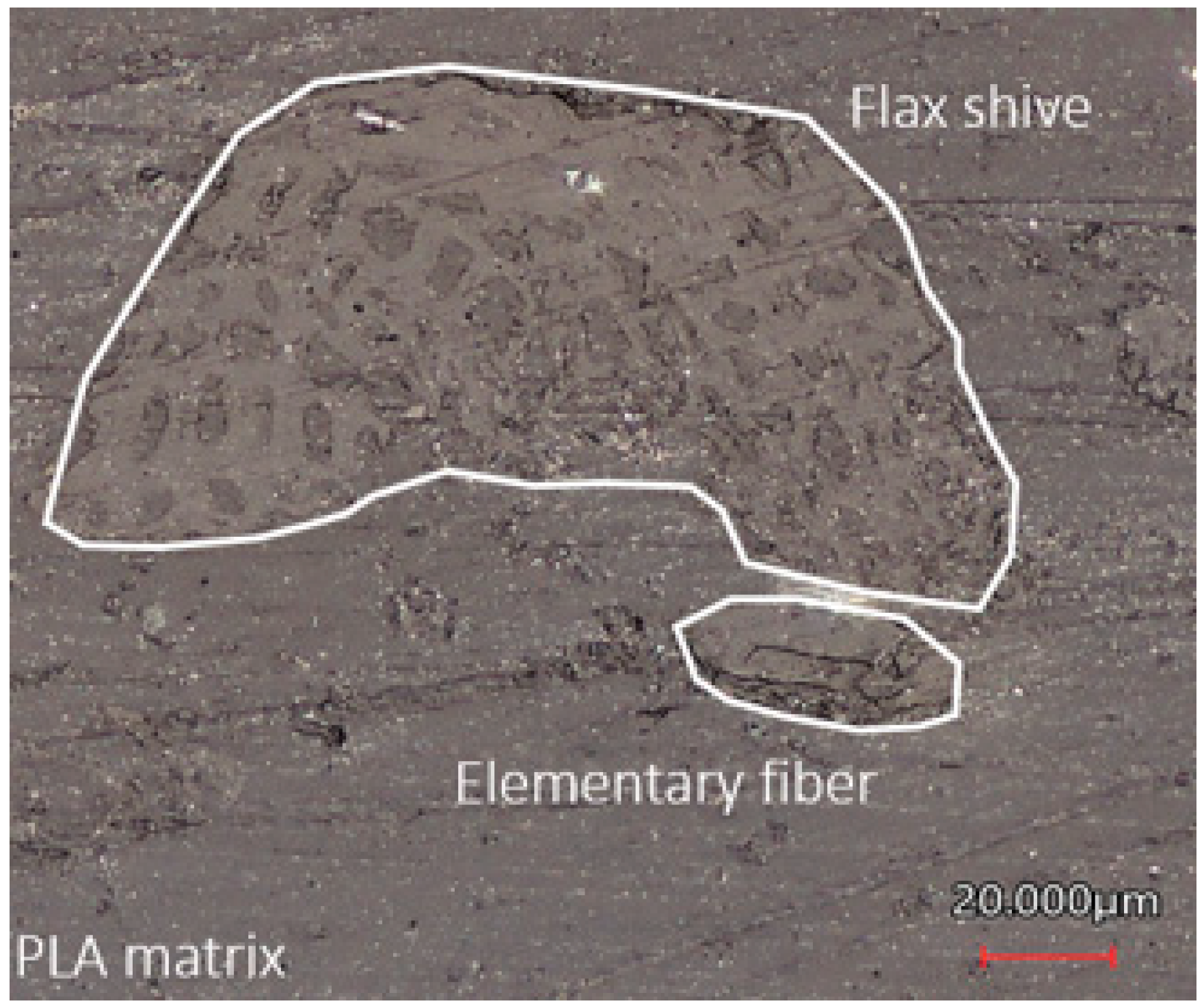
2.3. Fibre Morphology
2.4. Mechanical Characterisation
3. Theoretical Analysis
3.1. Three-Phase Mori–Tanaka (MT) Modelling
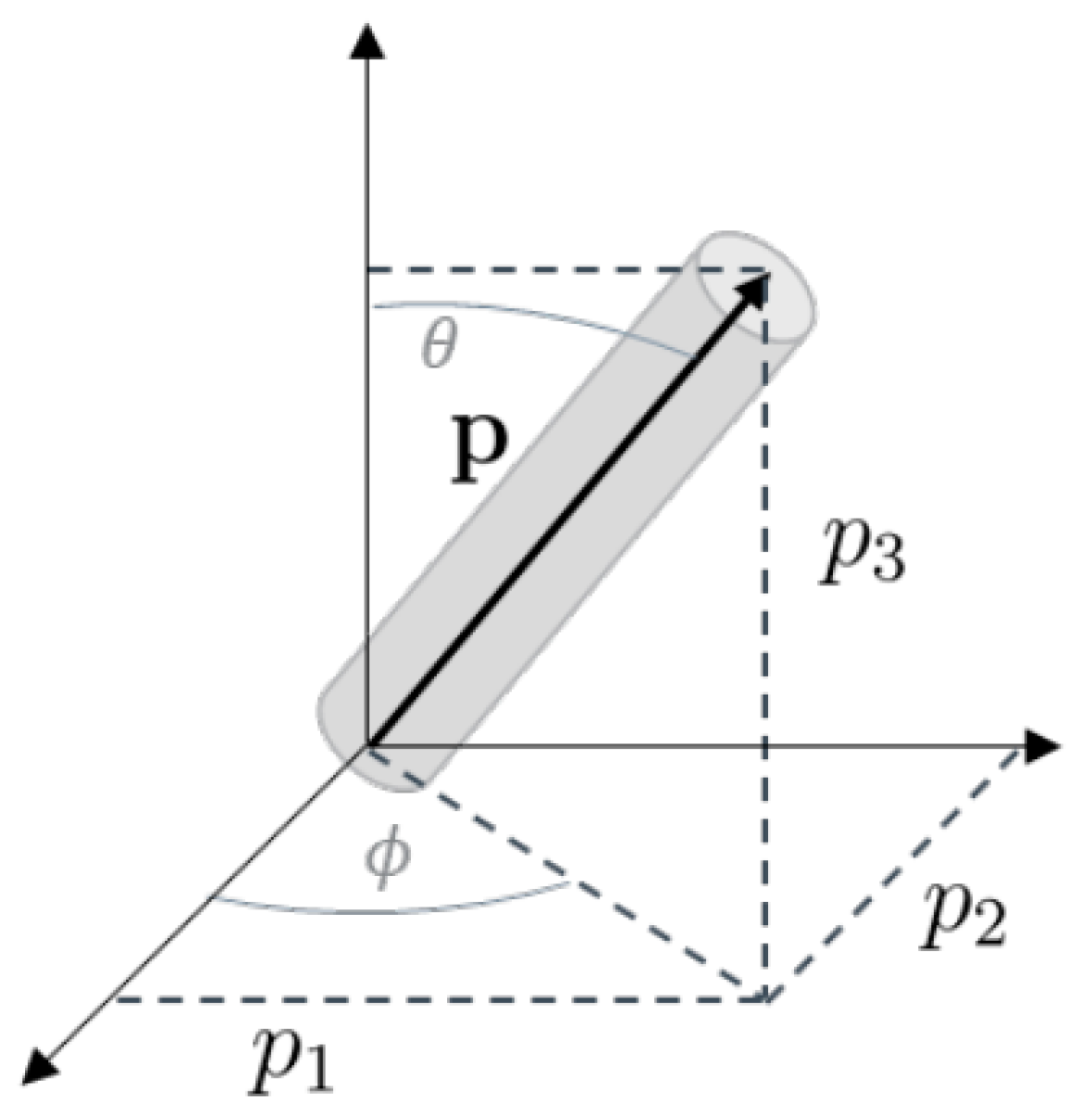
3.2. Orientation
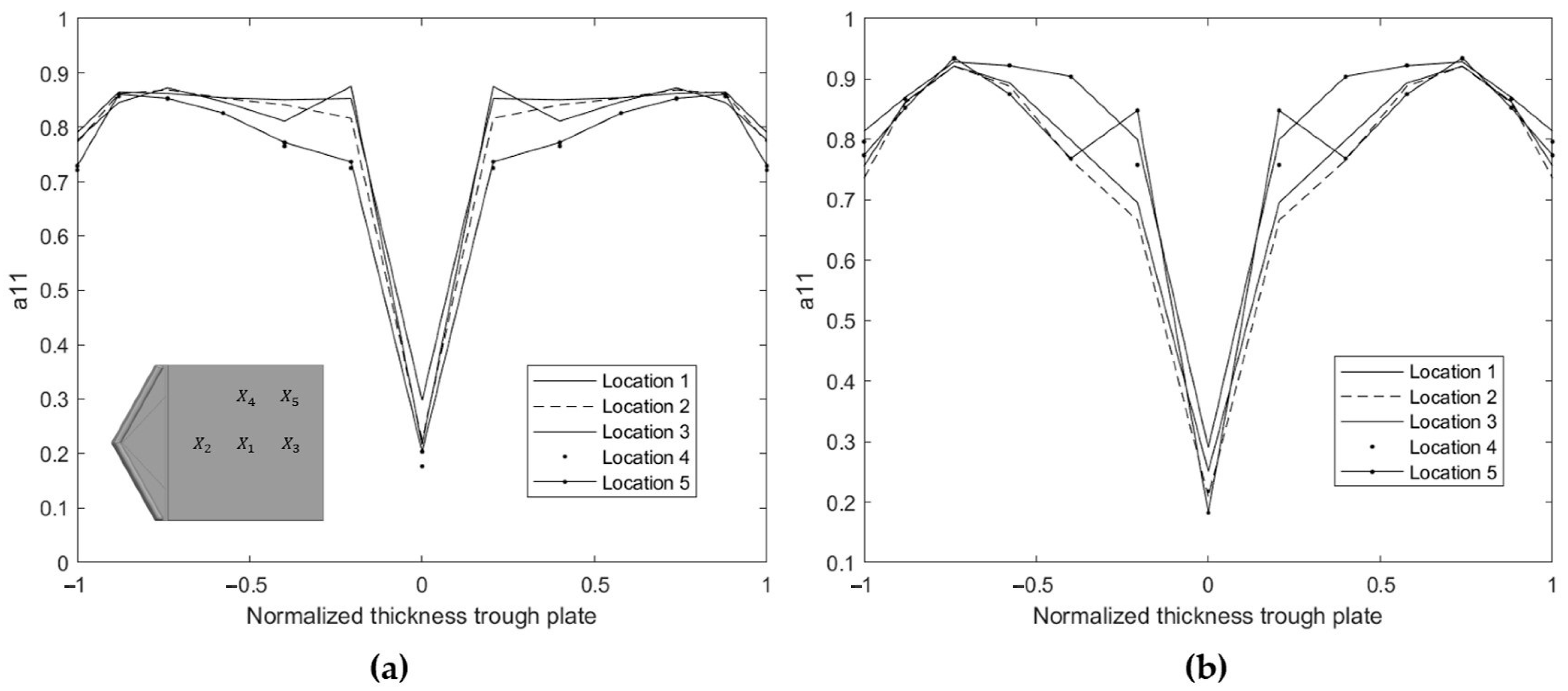
3.3. Variability of the Fibre Orientation through Thickness
4. Results
4.1. Measurement of Fibre Composition
4.2. Measurement of the Fibre Morphology
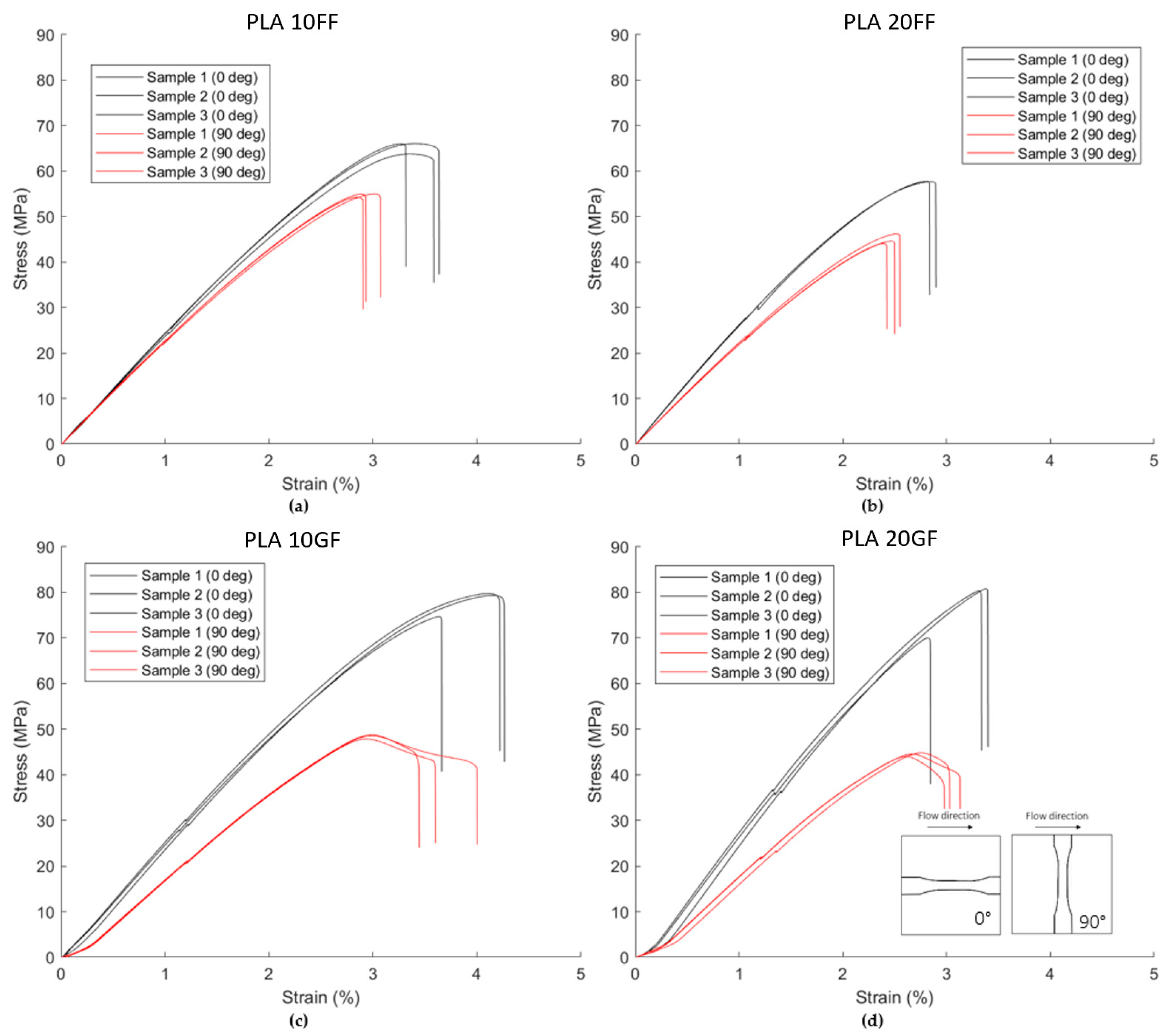
4.3. Tensile Properties SFRT Composite
4.4. Stiffness Estimation of Flax Shives
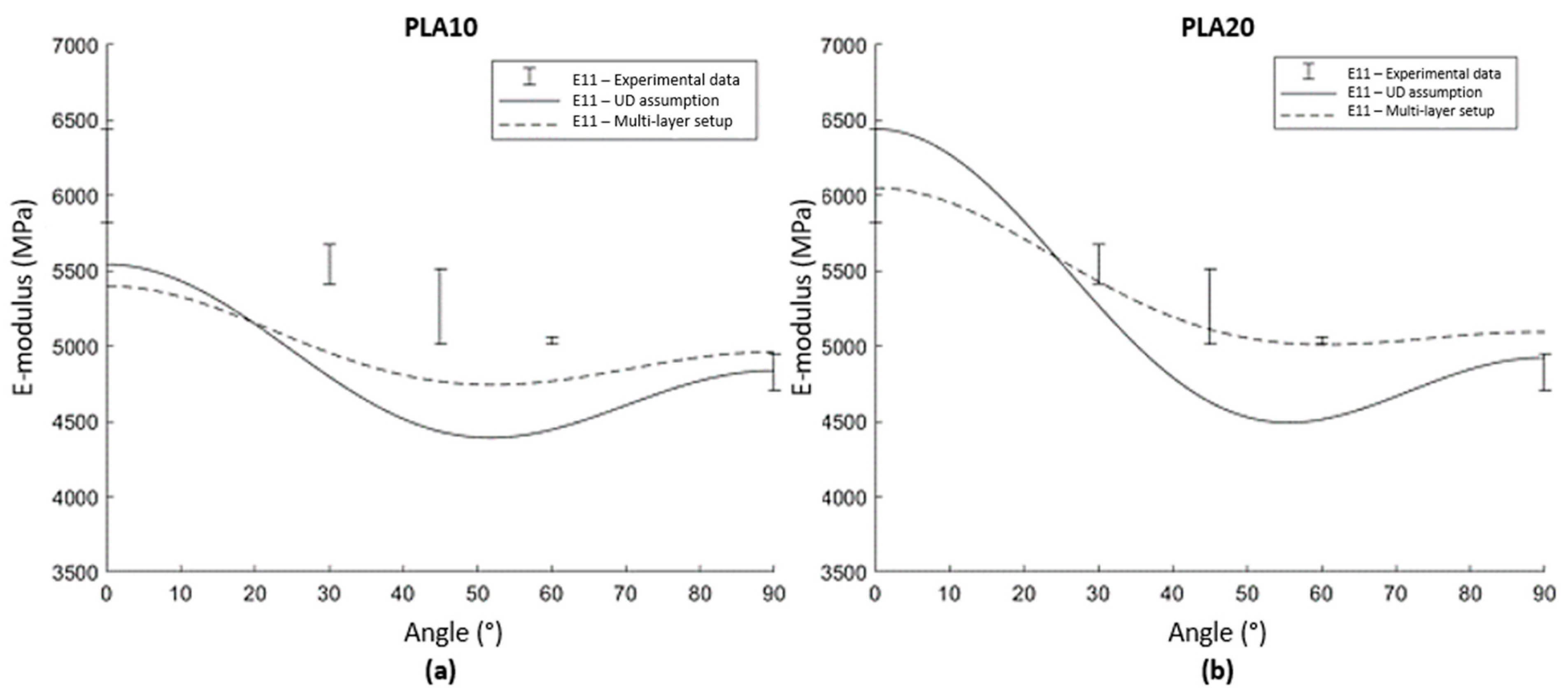
4.5. Fibre Orientation
5. Discussion and Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Data Availability Statement
Conflicts of Interest
References
- Monfared, V. Problems in short-fiber composites and analysis of chopped fiber-reinfoced materials. In New Materials in Civil Engineering; Elsevier: Amsterdam, The Netherlands, 2020. [Google Scholar]
- Yildizhan, S.; Calik, A.; Serin, H. Bio-composite materials: A short review of trends, mechanical and chemical properties, and applications. Eur. Mech. Sci. 2018, 2, 83–91. [Google Scholar] [CrossRef]
- Bharath, K.N.; Basavarajappa, S. Applications of biocomposite materials based on natural fibers from renewable resources: A review. Sci. Eng. Compos. Mater. 2016, 23, 123–133. [Google Scholar] [CrossRef]
- Vijayan, R.; Krishnamoorthy, A. Review on Natural Fiber Reinfoced Composites. Mater. Today Proc. 2019, 16, 897–906. [Google Scholar] [CrossRef]
- Akampumuza, O.; Wambua, P.M.; Ahmed, A.; Li, W.; Qin, X.-H. Review of the applications of biocomposites in the automotive industry. Polym. Compos. 2016, 38, 2553–2569. [Google Scholar] [CrossRef]
- Witayakran, S.; Smitthipong, W.; Wangpradid, R.; Chollakup, R.; Clouston, P. Natural Fiber Composites: Review of Recent Automotive Trends. In Reference Module in Materials Science and Materials Engineering; Elsevier: Amsterdam, The Netherlands, 2017; pp. 166–174. [Google Scholar] [CrossRef]
- Rahman, Z. Mechanical and damping performances of flax fibre composites–A review. Compos. Part C Open Access 2020, 4, 100081. [Google Scholar] [CrossRef]
- Komuraiah, A.; Kumar, N.S.; Prasad, B.D. Chemical composition of Natural fiers and its influence on their mechanical properties. Mech. Compos. Mater. 2014, 50, 359–376. [Google Scholar] [CrossRef]
- Dittenber, D.B.; GangaRao, H.V. Critical review of recent publications on use of natural composites in infrastructure. Compos. Part A Appl. Sci. Manuf. 2012, 43, 1419–1429. [Google Scholar] [CrossRef]
- Baley, C.; Gomina, M.; Breard, J.; Bourmaud, A.; Davies, P. Variability of mechanical properties of flax fibres for composite reinfocements. A review. Ind. Crop. Prod. 2020, 145, 111984. [Google Scholar] [CrossRef]
- Djemiel, C.; Grec, S.; Hawkins, S. Characterization of bacterial and fungal community dynamics by high*-throughput sequencing (HTS) metabarcoding during flax daw-retting. Front. Microbiol. 2017, 8, 2052. [Google Scholar] [CrossRef]
- Yan, L.; Chouw, N.; Jayaraman, K. Flax fibre and its composites–A review. Compos. Part B 2014, 56, 296–317. [Google Scholar] [CrossRef]
- Barillari, F.; Chini, F. Biopolymers—Sustainability for the Automotive Value-added Chain. ATZ Worldw. 2020, 122, 36–39. [Google Scholar] [CrossRef]
- Ilyas, R.A.; Zuhri, M.Y.M.; Aisyah, H.A.; Asyraf, M.R.M.; Hassan, S.A.; Zainudin, E.S.; Sapuan, S.M.; Sharma, S.; Bangar, S.P.; Jumaidin, R.; et al. Natural fiber-reinforced polylactic acid, polylactic acid blends and their composites for advanced applications. Polymers 2022, 14, 202. [Google Scholar] [CrossRef] [PubMed]
- Aliotta, L.; Gigante, V.; Coltelli, M.B.; Cinelli, P.; Lazzeri, A. Evaluation of mechanical and interfacial properties of bio-composites based on poly(lactic acid) with natural cellulose Fibers. Int. J. Mol. Sci. 2019, 20, 960. [Google Scholar] [CrossRef] [PubMed]
- Aliotta, L.; Gigante, V.; Coltelli, M.-B.; Cinelli, P.; Lazzeri, A.; Seggiani, M. Thermo-Mechanical properties of PLA/Short Flax Fiber Biocomposites. Appl. Sci. 2019, 9, 3797. [Google Scholar] [CrossRef]
- Foulk, J.; Akin, D.E.; Dodd, R.; Ulven, C. Production of flax fibers for biocomposites. In Cellulose Fibers: Bio- and Nano-Polymer Composites; Springer: Berlin/Heidelberg, Germany, 2011. [Google Scholar]
- Le Duigou, A.; Deux, J.M.; Davies, P.; Bayley, C. PLLA/flax mat/balsa bio-sandwich envirnomental impact and simplified life cycle analysis. Appl. Compos. Mater. 2012, 19, 363–378. [Google Scholar] [CrossRef]
- Goudenhooft, C.; Bourmaud, A.; Baley, C. Varietal section of flax over time: Evolution of plant architecture related to influence on the mechanical properties of fibers. Ind. Crops Prod. 2017, 97, 56–64. [Google Scholar] [CrossRef]
- Evons, P. Production of fiberboards from shives collected after continuous fiber mechanical extraction from oleaginous flax. J. Nat. Fibres 2018, 16, 453–469. [Google Scholar] [CrossRef]
- Nuez, L.; Beaugrand, J.; Shah, D.U.; Mayer-Laigle, C.; Bourmaud, A.; D’arras, P.; Baley, C. The potential of flax shives as reinforcements for injection moulded polypropylene composites. Ind. Crop. Prod. 2020, 148, 112324. [Google Scholar] [CrossRef]
- Nuez, L.; Magueresse, A.; Lu, P.; Day, A.; Boursat, T.; D’Arras, P.; Perré, P.; Bourmaud, A.; Baley, C. Flax xylem as composite material reinforcement: Microstructure and mechanical properties. Compos. Part A 2021, 149, 106550. [Google Scholar] [CrossRef]
- Soete, K.; Desplentere, F.; Lomov, S.V.; Vandepitte, D. Variability of flax fibre morphology and mechanical properties in injection moulded short straw flax fibre-reinfoced PP composites. J. Compos. Mater. 2016, 51. [Google Scholar] [CrossRef]
- Tanguy, M.; Bourmaud, A.; Beaugrand, J.; Gaudry, T.; Baley, C. Polypropylene reinforcement with flax or jute fibre; Influence of microstructure and constituents properties on the performance of composite. Compos. Part B Eng. 2018, 139, 64–74. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Mohamed, Y.S.; El-Gamal, H. Fatigue and tensile behaviors of fiber-reinforced thermosetting composites embedded with nanoparticles. J. Compos. Mater. 2018, 53, 709–718. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y.; Zaghloul, M.Y.M.; Zaghloul, M.M.Y. Experimental and modeling analysis of mechanical-electrical behaviors of polypropylene composites filled with graphite and MWCNT fillers. Polym. Test. 2017, 63, 467–474. [Google Scholar] [CrossRef]
- Zaghloul, M.M.Y. Influence of flame retardant magnesium hydroxide on the mechanical properties of high density polyethylene composites. J. Reinf. Plast. Compos. 2017, 36, 1802–1816. [Google Scholar] [CrossRef]
- Yousry, M.; Zaghloul, M.; Mahmoud, M. Developments in polyester composite materials–An in-depth review on natural fibres and nano fillers. Compos. Struct. 2021, 278, 114698, ISSN 0263-8223. [Google Scholar] [CrossRef]
- Fuseini, M.; Zaghloul, M.M.Y. Investigation of Electrophoretic Deposition of PANI Nano fibers as a Manufacturing Technology for corrosion protection. Prog. Org. Coat. 2022, 171, 107015. [Google Scholar] [CrossRef]
- Moustafa, Z. Mechanical properties of linear low-density polyethylene fire-retarded with melamine polyphosphate. J. Appl. Polym. Sci. 2018, 135, 46770. [Google Scholar] [CrossRef]
- Zaghloul, M.; Zaghloul, Y.; Zaghloul, Y. Physical analysis and statistical investigation of tensile and fatigue behaviors of glass fiber-reinforced polyester via novel fibers arrangement. J. Compos. Mater. 2023, 57, 147–166. [Google Scholar] [CrossRef]
- Ansari, F.; Granda, L.A.; Joffe, R.; Berglund, L.A.; Vilaseca, F. Experimental evaluation of anisotropy in injection molded polypropylene/wood fiber biocomposites. Compos. Part A Appl. Sci. Manuf. 2017, 96, 147–154. [Google Scholar] [CrossRef]
- Holmström, P.H.; Hopperstad, O.S.; Clausen, A.H. Anisotropic tensile behaviour of short glass-fibre reinforced polyamide-6. Compos. Part C Open Access 2020, 2, 100019. [Google Scholar] [CrossRef]
- Garofalo, E.; Russo, G.M.; Di Maio, L.; Incarnato, L. Modelling of mechanical behavior of polyamide nanocomposite fibers using a three-phase Halpin-Tsai model. e-Polymers 2009. [Google Scholar] [CrossRef]
- Tucker, C.L.; Liang, E. Stiffness predictions for unidirectional short-fiber composites: Review and evaluation. Compos. Sci. Technol. 1999, 59, 655–671. [Google Scholar] [CrossRef]
- Verstraete, S.; Desplentere, F.; Debruyne, S. Evaluating the influence of short fiber reinforced thermoplastic composites produced by injection molding on the stress distribution in an adhesively bonded joint using a multi-scale numerical modeling approach. In Proceedings of the 2nd International Conference on Industrial Applications of Adhesives 2022, Carvoeiro, Portugal, 3–4 March 2022; Proceedings in Engineering Mechanics. Springer: Cham, Switzerland; pp. 101–114. [Google Scholar] [CrossRef]
- Jones, E.M.C.; Iadicola, M.A. A Good Practices Guide for Digital Image Correlation; International Digital Image Correlation Society, 2018. [Google Scholar] [CrossRef]
- Dai, X.Q. 10–Fibers, Biomechanical Engineering of Textiles and Cloting. Woodhead Publishing Ltd: Cambridge, UK; Abington Hall: Abington, UK, 2006. [Google Scholar]
- Ashrafi, B. Theoretical and Experimental Investigations on the Elastic Properties of Carbon Nanotube-Reinfoced Polmer Thin Films. 2008. Available online: https://www.researchgate.net/publication/30003294_Theoretical_and_experimental_investigations_of_the_elastic_properties_of_carbon_nanotube-reinforced_polymer_thin_films (accessed on 25 March 2023).
- Avanti, S.; Tucker, C. The use of Tensors to describe and predict fiber orientation in short fiber composites. J. Rheol. 1987, 31, 751–784. [Google Scholar]
- Kugler, S.K.; Kech, A.; Cruz, C.; Osswald, T. Fiber Orientation Predictions—A Review of Existing Models. J. Compos. Sci. 2020, 4, 69. [Google Scholar] [CrossRef]
- Ogah, A.O.; Afiukwa, J.N. Characterization and comparison of mechanical behavior of agro fier-filled high-density polyethylene bio-composites. J. Reinf. Plast. Compos. 2014, 33, 37–46. [Google Scholar] [CrossRef]
- Réquilé, S.; Goudenhooft, C.; Bourmaud, A.; Le Duigou, A.; Baley, C. Exploring the link between flexural behavior of hemp and flax stems and fibre stiffness. Ind. Crops. Prod. 2018, 113, 179–186. [Google Scholar] [CrossRef]
- Bernasconi, A.; Cosmi, F.; Dreossi, D. Local anisotropy analysis of injection moulded fibre reinforced polymer composites. Compos. Sci. Technol. 2008, 68, 2574–2581. [Google Scholar]
- Caton-Rose, P.; Hine, P.; Costa, F.; Jin, X.; Wang, J.; Parveen, B. Measurement and predictions of short glass fibre orientation in injection moulding composites. In Proceedings of the ECCM15–15th conference on composite materials, Venice, Italy, 24–28 June 2012. [Google Scholar]
- Vinson, J.R.; Sierakowski, R.L. Anisotropic Elasticity and Composite Laminate Theory. In The Behavior of Structures Composed of Composite Materials; Solid Mechanics and Its Applications; Springer: Berlin/Heidelberg, Germany, 2008. [Google Scholar]
- Aboudi, J.; Arnold, S.M.; Bednarcyk, B.A. Micromechanics of Composite Materials, a Generalized Multiscale Analysis Approach; Elsevier: Amsterdam, The Netherlands, 2013. [Google Scholar]
- Mallick, P.K. Fiber-Reinfoced Composites, Materials, Manufacturing and Design; CRC Press: Boca Raton, FL, USA, 2008. [Google Scholar]
- Tsai, S.W.; Hahn, H.T. Introduction to Composite Materials; Routledge: Boca Raton, FL, USA, 1980. [Google Scholar]
- Lu, N.; Swan, R.H., Jr.; Ferguson, I. Composition, structure, and mechanical properties of hemp fiber reinforced composite with recycled high-density polyethylene matrix. J. Compos. Mater. 2012, 46, 1915–1924. [Google Scholar] [CrossRef]
- Aufrere, C. Plenary Lecture II: Current Advances, Needs and Future Challenges in High-Volume Automotive Composite Structures [FAURECIA] | Rooms: Sevilla (1,2 and 3), ECCM Conference 16. 2014. Available online: http://www.escm.eu.org/eccm16/cgif00f.html?idexp=HN6FE&main=progetaglance (accessed on 25 March 2023).
- Di Giusteppe, E. Reliability evaluation of automated analysis, 2D scanner, and micro-tomography methods for measuring fiber dimensions in polymer-lignocellulosic fier composites. Compos. Part A–Appl. Sci. Manuf. 2019, 90, 320–329. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Fibre Type | E-Modulus (GPa) | Tensile Strength (GPa) | Density (g/cm³) | Initial Length (mm) | Initial Diameter (µm) |
|---|---|---|---|---|---|
| Glass fibre [38] | 70 | 3.5 | 2.6 | 10 | 10 |
| Flax fibre [23] | 45 | 0.77 | 1.5 | 10 | ±1500 |
| Parameter | Value |
|---|---|
| Main feed | 150 rpm |
| Melt pressure | 61 bar |
| Melt temperature | 195 °C |
| mm) | 185 °C |
Screw configuration (length: 36D)
|
|
| Parameter | Value |
|---|---|
| Melt temperature | 190 °C |
| Injection volume | 30.7 cm3 |
| Injection pressure | 1065 bar |
| Injection time | 5.8 s |
| Holding pressure | 750 bar |
| Holding time | 15 s |
| Cooling water temperature | 25 °C |
| Mould temperature | 25 °C |
| Temperature profile in cylinder • T1 • T2 • T3 • T4 • T5 • T6 | 30 °C 160 °C 170 °C 190 °C 190 °C 190 °C |
| Parameter | 3D Image Correlation |
|---|---|
| Sensor type | 1/1.2″ CMOS |
| Resolution | 1920 × 1200 px (2.3 Mpx) |
| Pixel size | 5.86 µm × 5.86 µm |
| Correlation criterion | Universal correlation evaluation |
| Optimisation residual | 0.1349 pixel |
| Pre-smoothing applied to the images | None |
| Subset size | 17 × 17 pixel |
| Shape function | Affine |
| Interpolation function | Bicubic polynomial |
| Smoothing method | Local regression (kernel size ACSP 05 × 05) |
| Component | Weight Fraction | Volume Fraction |
|---|---|---|
| Technical fibres | 25 wt% | 22 V% |
| Flax shives | 75 wt% | 78 V% |
| Component | Length (µm) | Diameter (µm) | Aspect Ratio (-) | |
|---|---|---|---|---|
| Flax shive-reinforced composite | ||||
| Flax shives | Mean. Value St. dev. | 1147 ± 109 | 521 ± 37 | 2.3 |
| Straw flax-reinforced composite | ||||
| Technical fibres | Mean. Value St. dev. | 567 ± 215 | 60 ± 17 | 9.5 |
| Flax shives | Mean. Value St. dev. | 992 ± 212 | 496 ± 99 | 2.1 |
| Glass fibre composite | ||||
| E-glass | Mean St. dev. | 228 ± 140 | 10 ± 0.1 | 22.6 |
| Material | E11 Modulus (MPa) | E22 Modulus (MPa) | V12 (-) | Degree of Anisotropy (%) |
|---|---|---|---|---|
| PLA | 3877 (±193) | - | 0.35 | - |
| PLA + 5% FS | 4186 (±96) | 4077 (±239) | 0.34 | 2.6 |
| PLA + 10% FS | 4737 (±100) | 4337 (±128) | 0.34 | 8.8 |
| PLA + 15% FS | 5070 (±307) | 4596 (±515) | 0.33 | 11.1 |
| PLA + 5% FF | 4284 (±79) | 4137 (±135) | 0.34 | 3.5 |
| PLA + 10% FF | 5091 (±158) | 4563 (±133) | 0.33 | 10.4 |
| PLA + 20% FF | 6129 (±58) | 4828 (±123) | 0.32 | 21.2 |
| Material | Young’s Modulus E11 (MPa) | Stiffness Ratio (%) | |
|---|---|---|---|
| PLA + 10% FF | 5091 (±158) | 4085 | 10.4 |
| PLA + 20% FF | 6129 (±58) | 4895 | 21.2 |
| PLA + 10% GF | 5211 (±103) | 3787 | 27.0 |
| PLA + 20% GF | 6475 (±240) | 4282 | 36.1 |
| Orientation | PLA + 10% FF | PLA + 20% FF | ||
|---|---|---|---|---|
| Angle on Flowing Front | E (MPa) | σ (MPa) | E (MPa) | σ (MPa) |
| 0° | 5091 (±158) | 65.3 (±1.2) | 6129 (±58) | 58.0 (±0.0) |
| 30° | 5051 (±73) | 59.3 (±2.8) | 5544 (±130) | 49.6 (±2.3) |
| 45° | 4897 (±243) | 51.3 (±0.9) | 5263 (±247) | 48.3 (±2.3) |
| 60° | 4675 (±36) | 54.3 (±0.4) | 5037 (±23) | 44.3 (±2.3) |
| 90° | 4546 (±113) | 54.4 (±0.4) | 4829 (±123) | 44.8 (±1.0) |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Verstraete, S.; Buffel, B.; Madhav, D.; Debruyne, S.; Desplentere, F. Short Flax Fibres and Shives as Reinforcements in Bio Composites: A Numerical and Experimental Study on the Mechanical Properties. Polymers 2023, 15, 2239. https://doi.org/10.3390/polym15102239
Verstraete S, Buffel B, Madhav D, Debruyne S, Desplentere F. Short Flax Fibres and Shives as Reinforcements in Bio Composites: A Numerical and Experimental Study on the Mechanical Properties. Polymers. 2023; 15(10):2239. https://doi.org/10.3390/polym15102239
Chicago/Turabian StyleVerstraete, Sofie, Bart Buffel, Dharmjeet Madhav, Stijn Debruyne, and Frederik Desplentere. 2023. "Short Flax Fibres and Shives as Reinforcements in Bio Composites: A Numerical and Experimental Study on the Mechanical Properties" Polymers 15, no. 10: 2239. https://doi.org/10.3390/polym15102239
APA StyleVerstraete, S., Buffel, B., Madhav, D., Debruyne, S., & Desplentere, F. (2023). Short Flax Fibres and Shives as Reinforcements in Bio Composites: A Numerical and Experimental Study on the Mechanical Properties. Polymers, 15(10), 2239. https://doi.org/10.3390/polym15102239