
Processing, Characterization of Furcraea foetida (FF) Fiber and Investigation of Physical/Mechanical Properties of FF/Epoxy Composite

 ,
,  and
and
Abstract
:1. Introduction
2. Materials
3. Materials Characterization
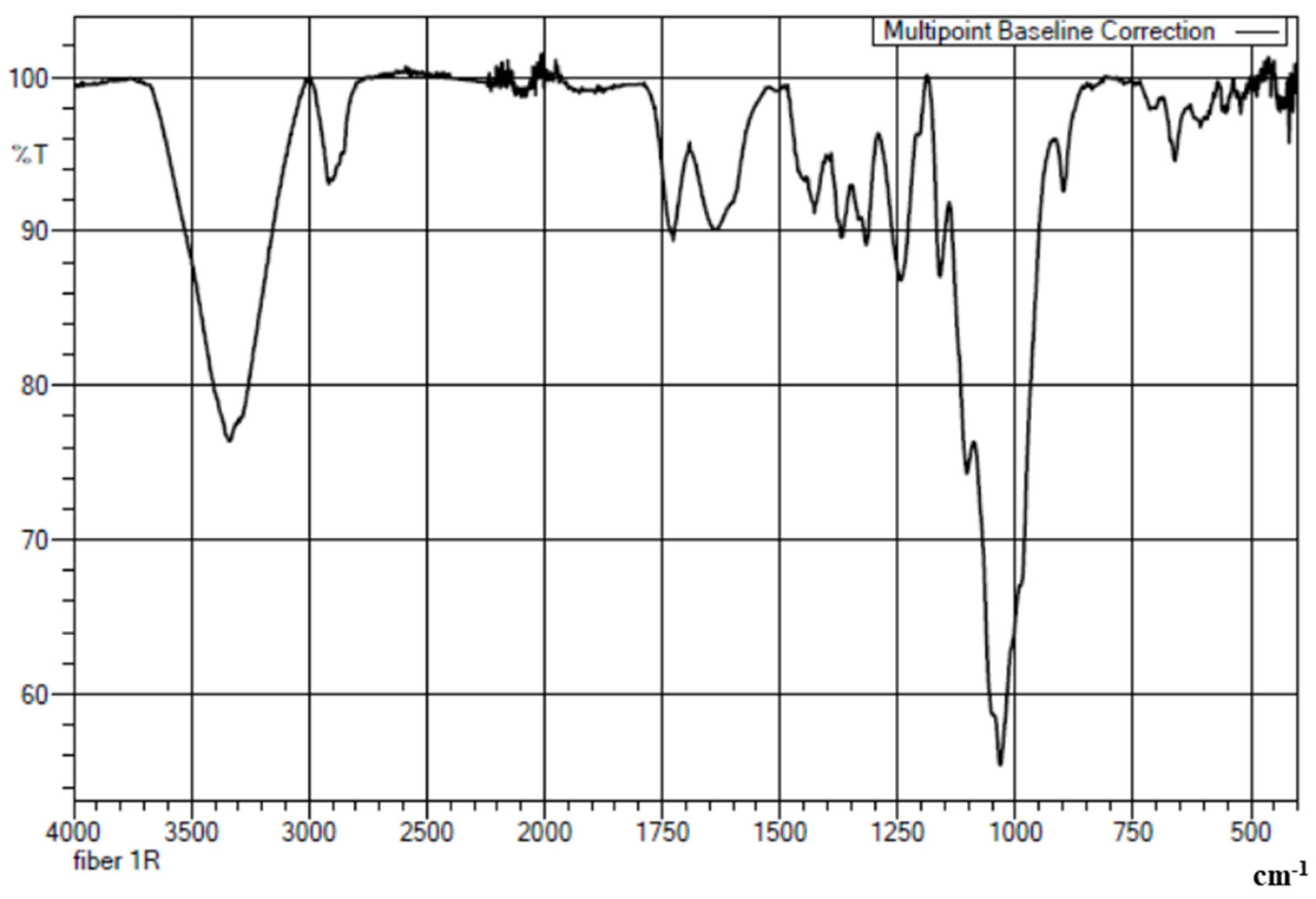
3.1. Fourier Transform-Infrared Spectroscopy
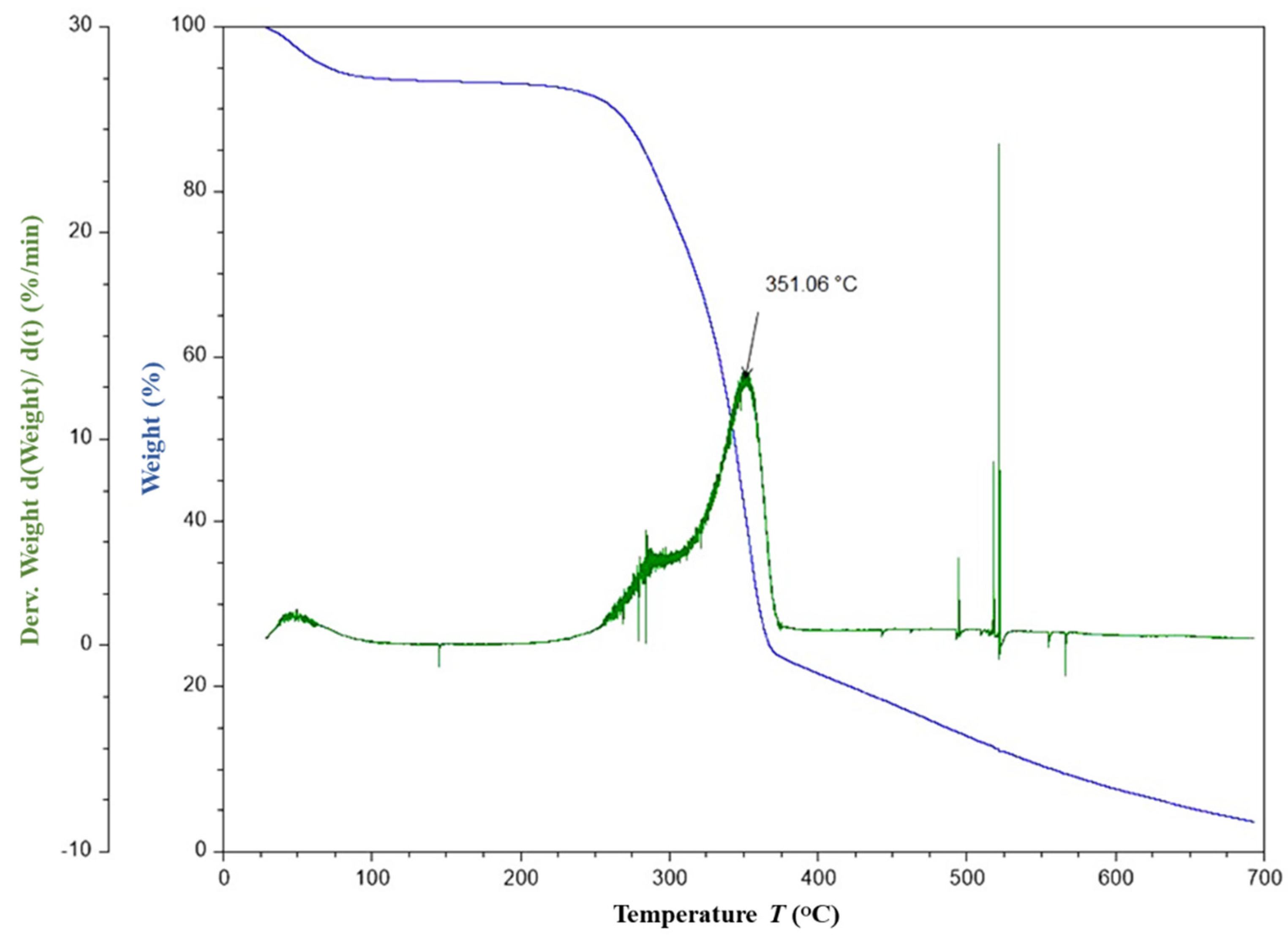
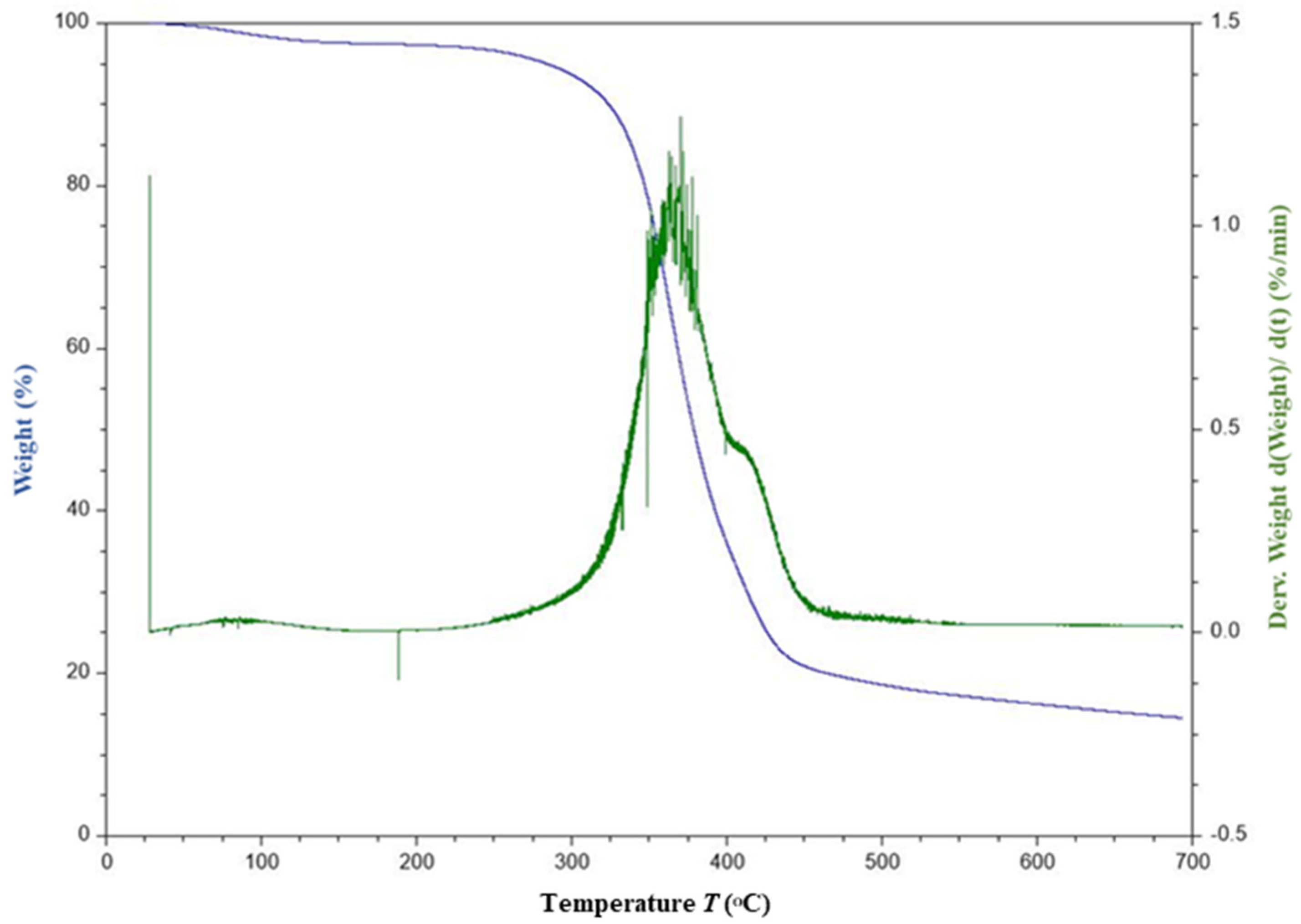
3.2. Thermogravimetric Analysis (TGA)
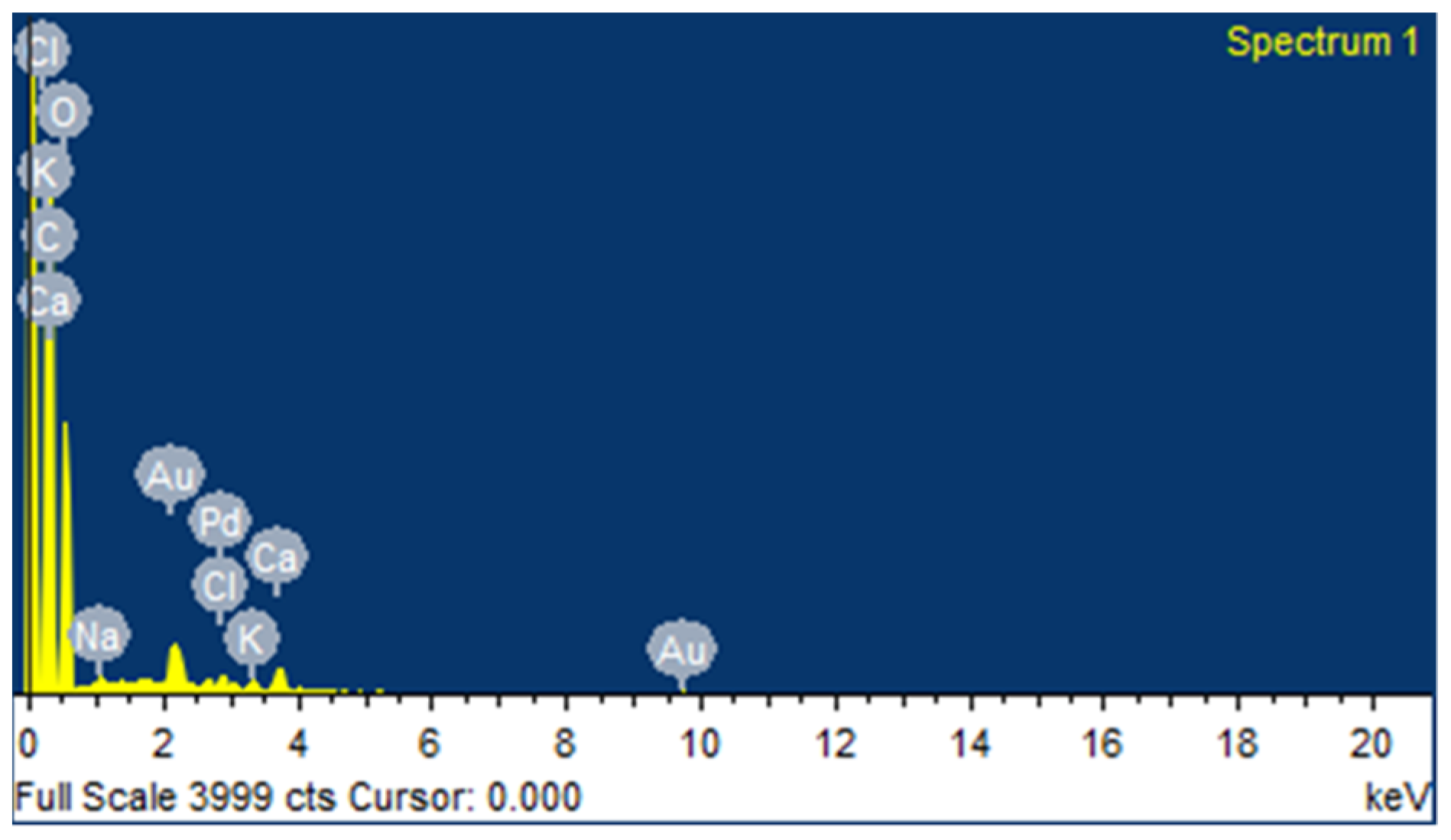
3.3. Scanning Electron Microscopy (SEM) and Energy Dispersive Spectroscopy
4. Preparation of FF/E Composite
5. Density
6. Microhardness
7. Water Absorption Study
8. Mechanical Properties
9. Results and Discussions
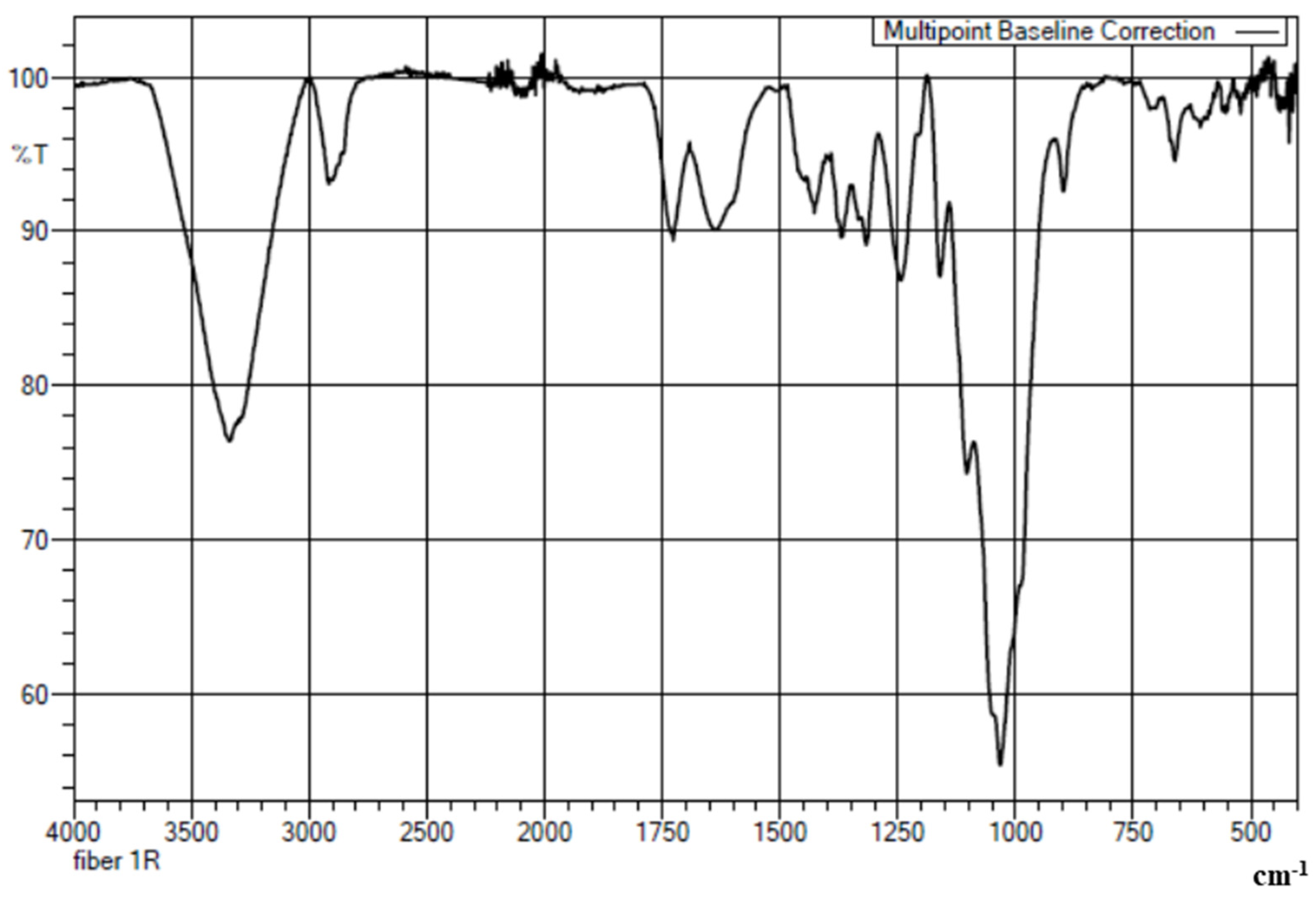
9.1. Fourier Transform Infrared Spectroscopy
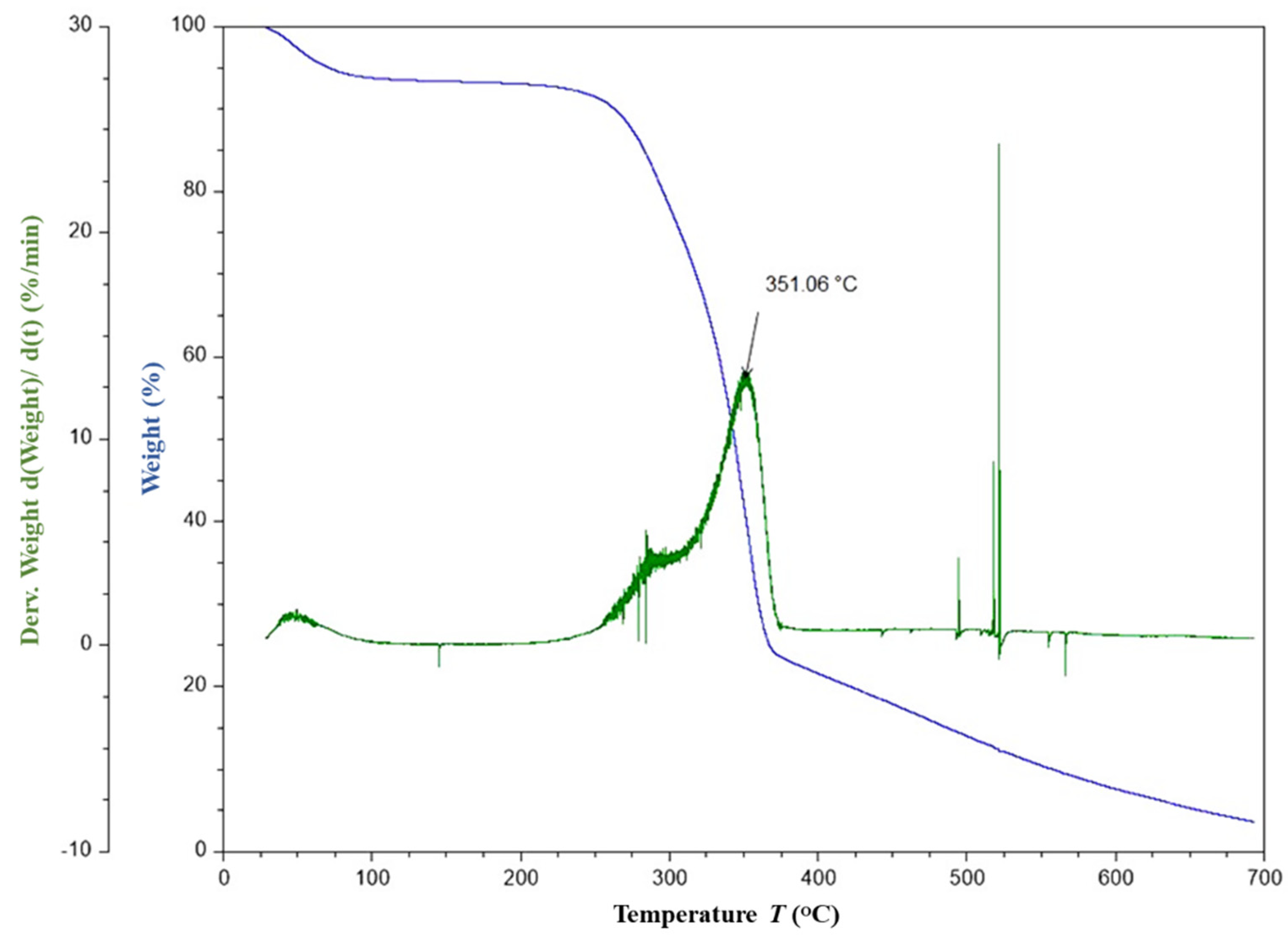
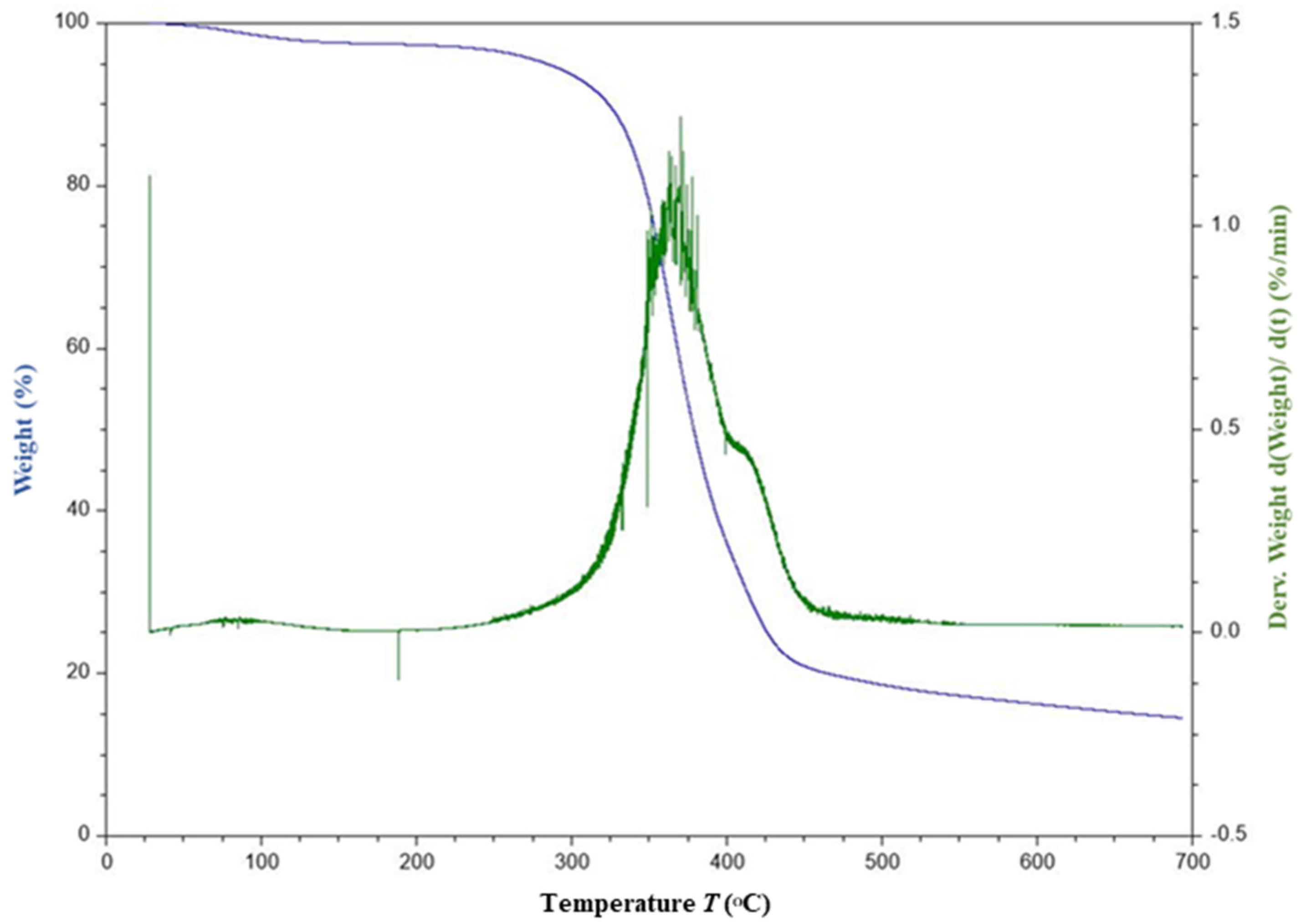
9.2. Thermogravimetric Analysis
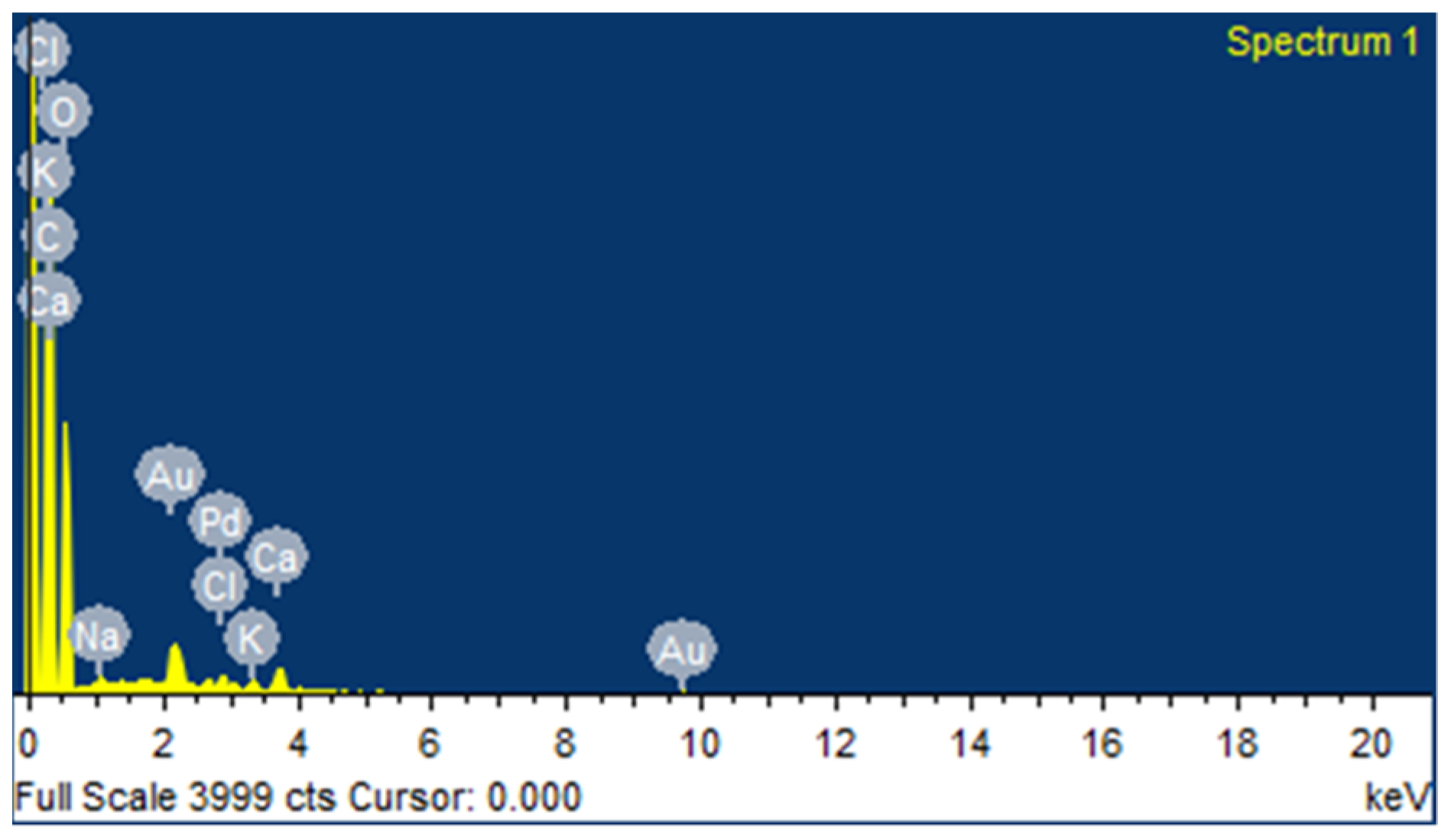
9.3. Energy-Dispersive X-ray Spectroscopy
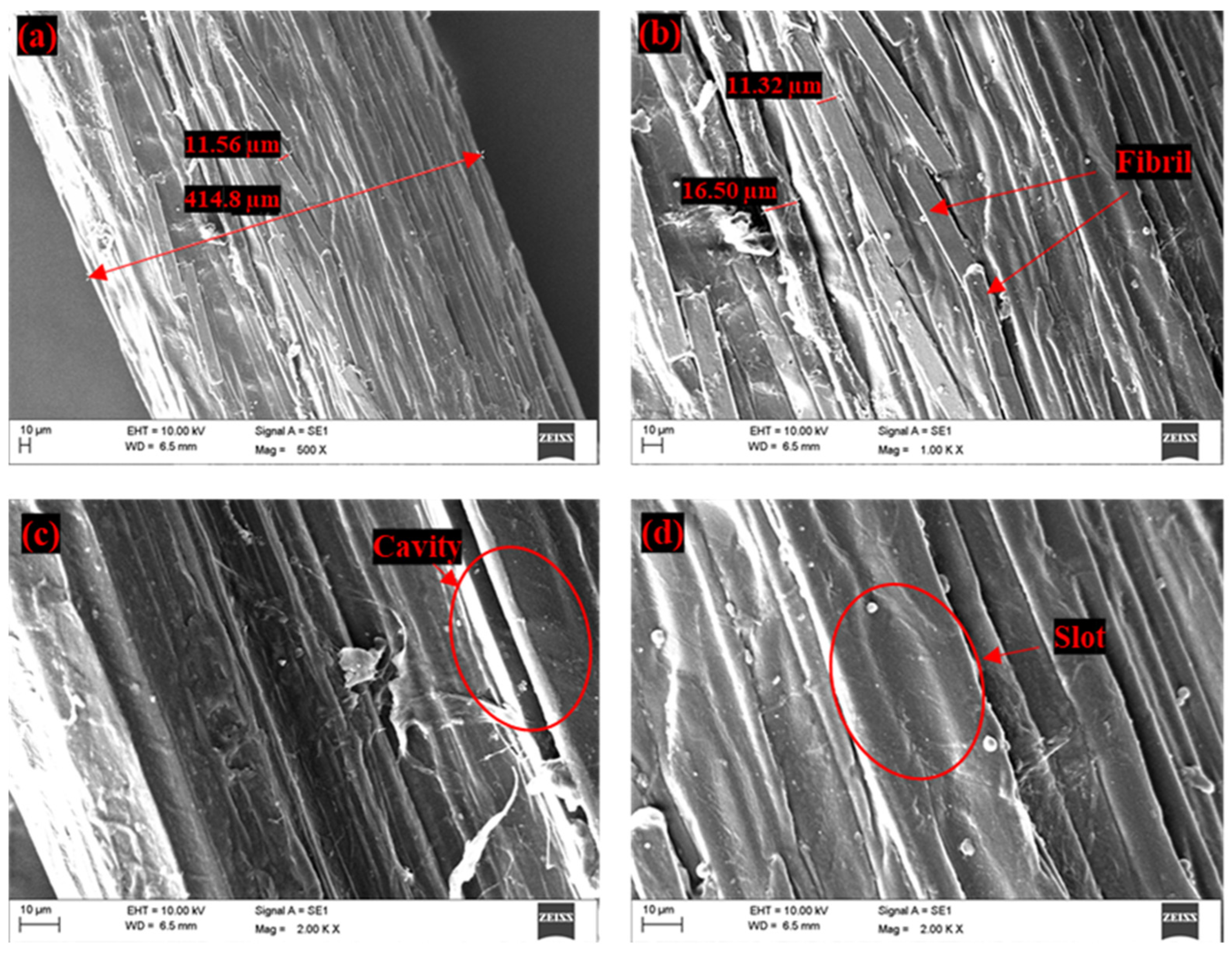
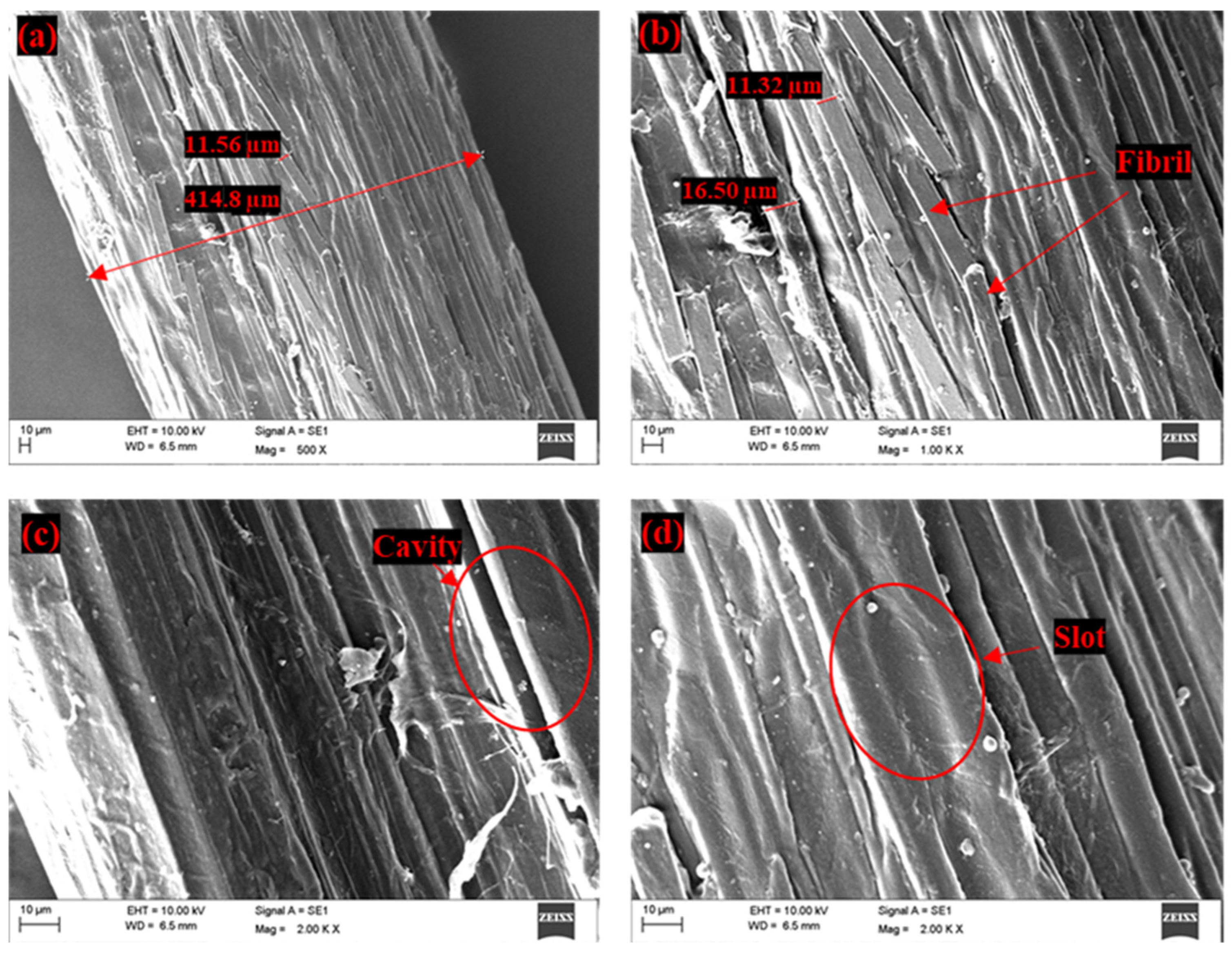
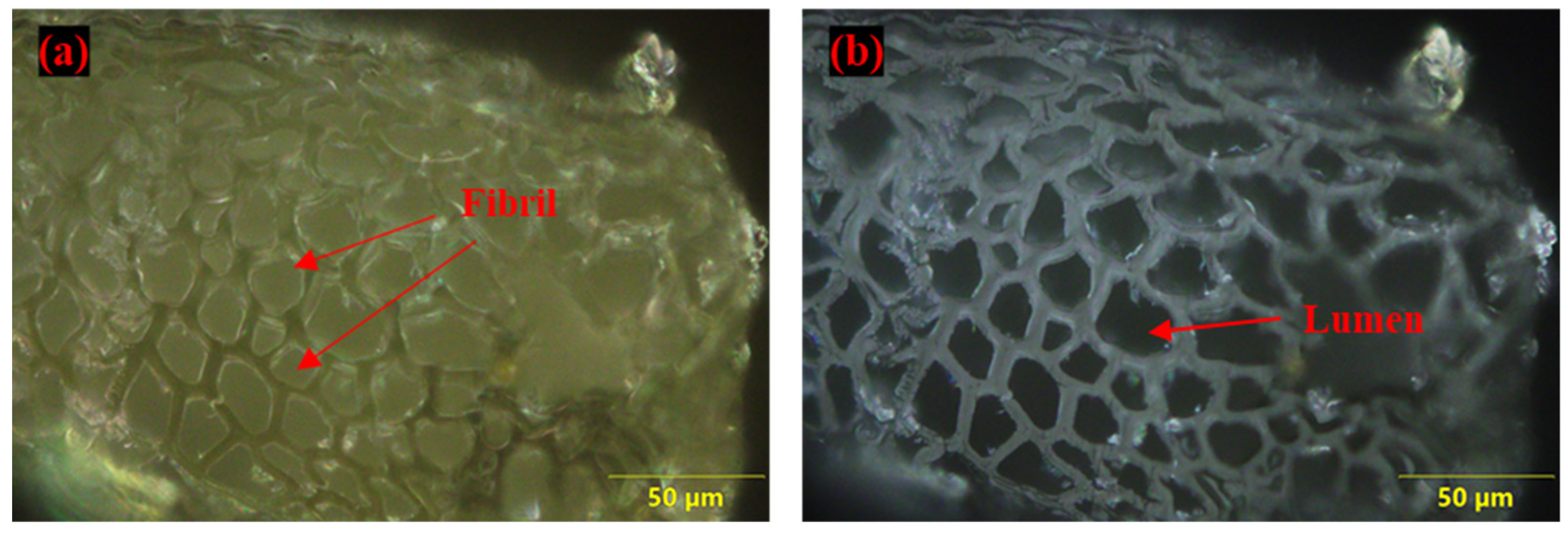
9.4. Morphological Study of FF Fiber
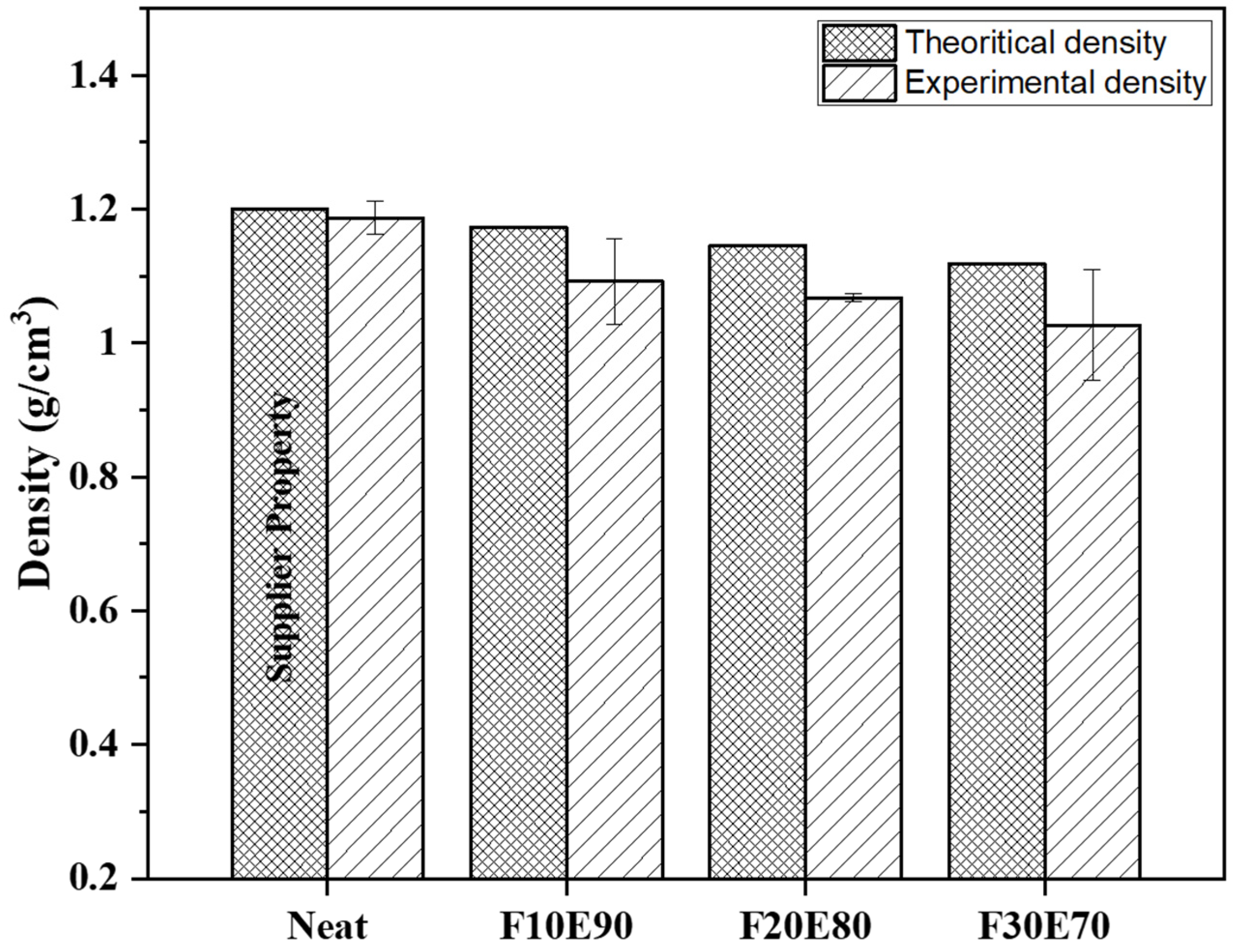
9.5. Density
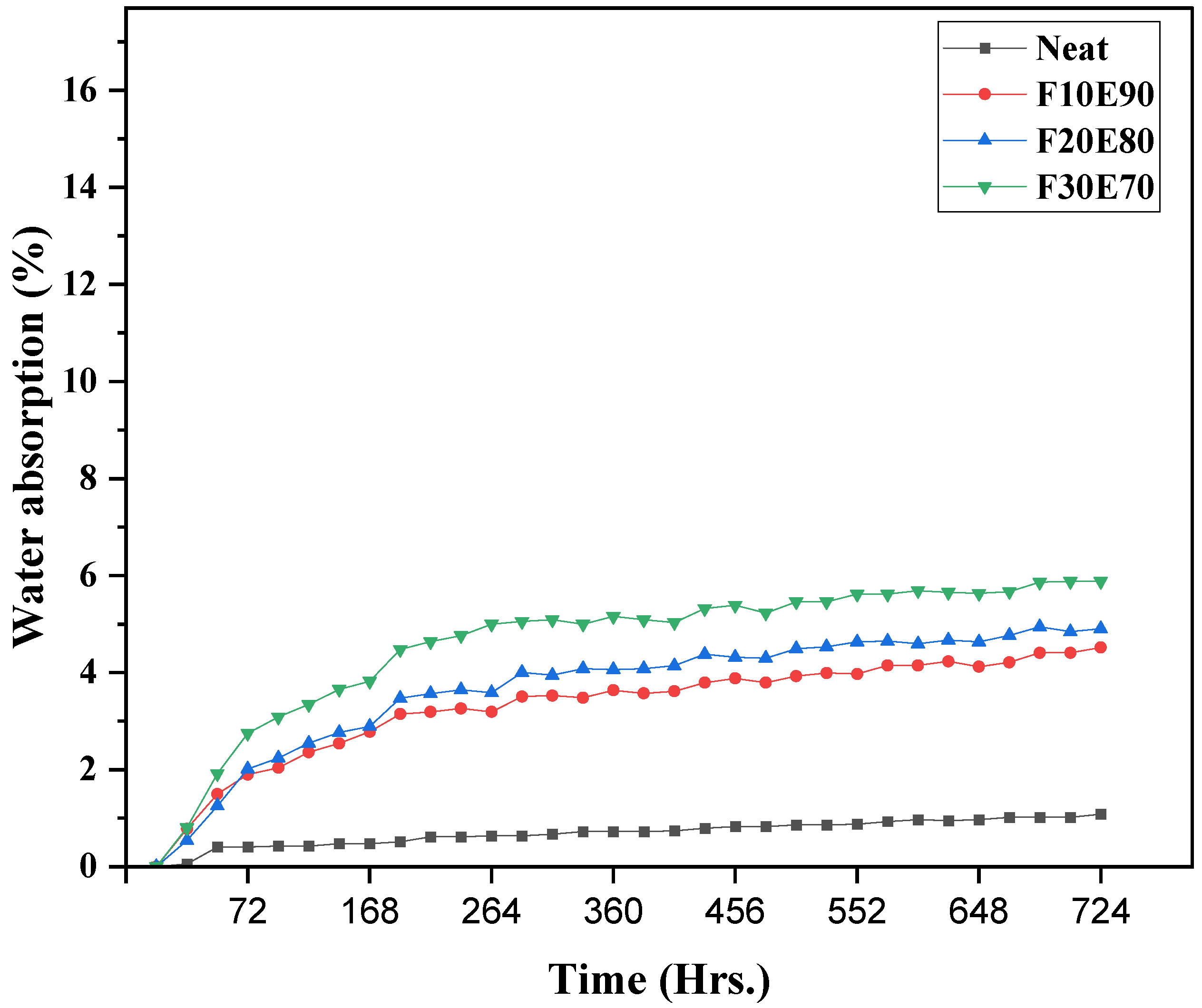
9.6. Water Absorption
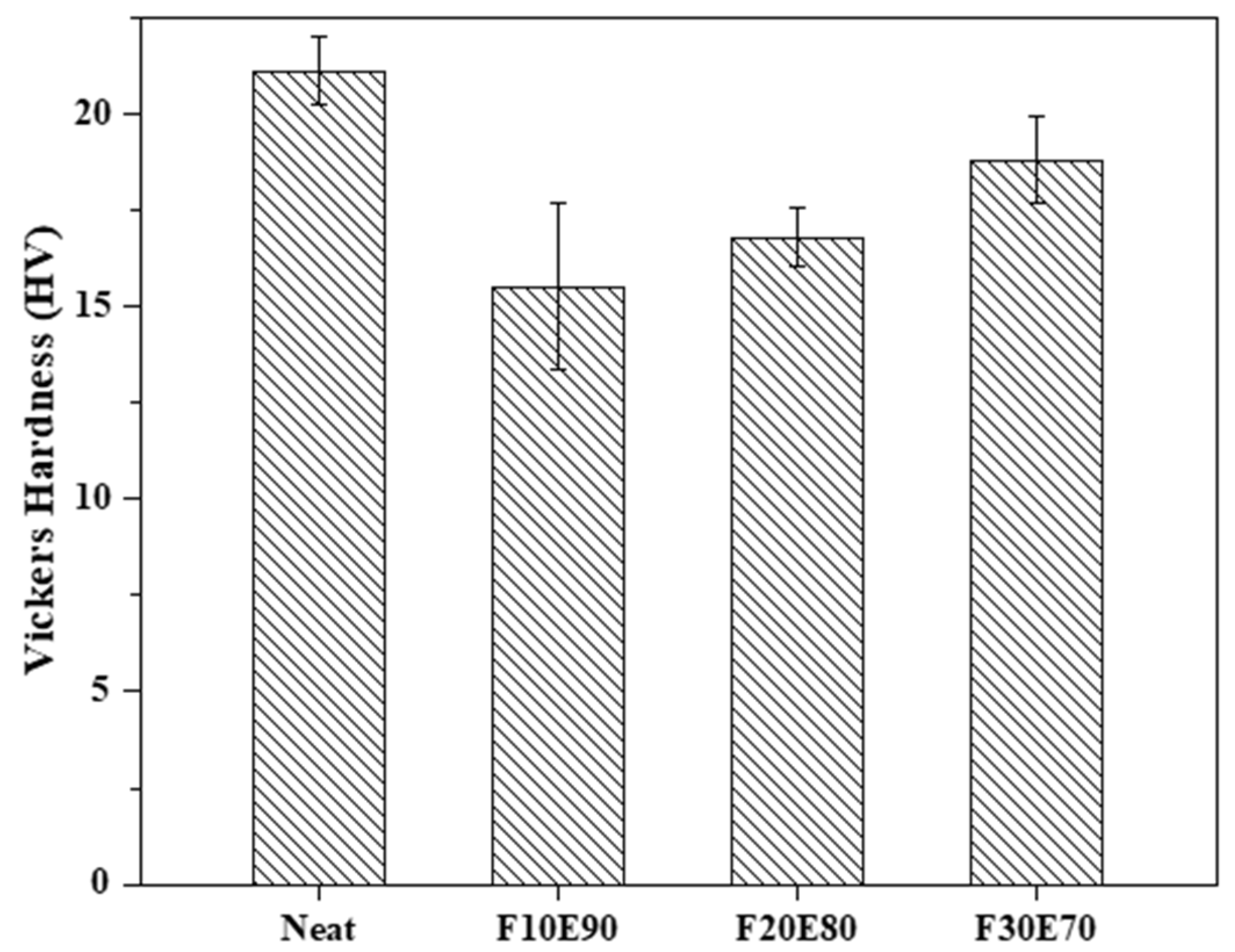
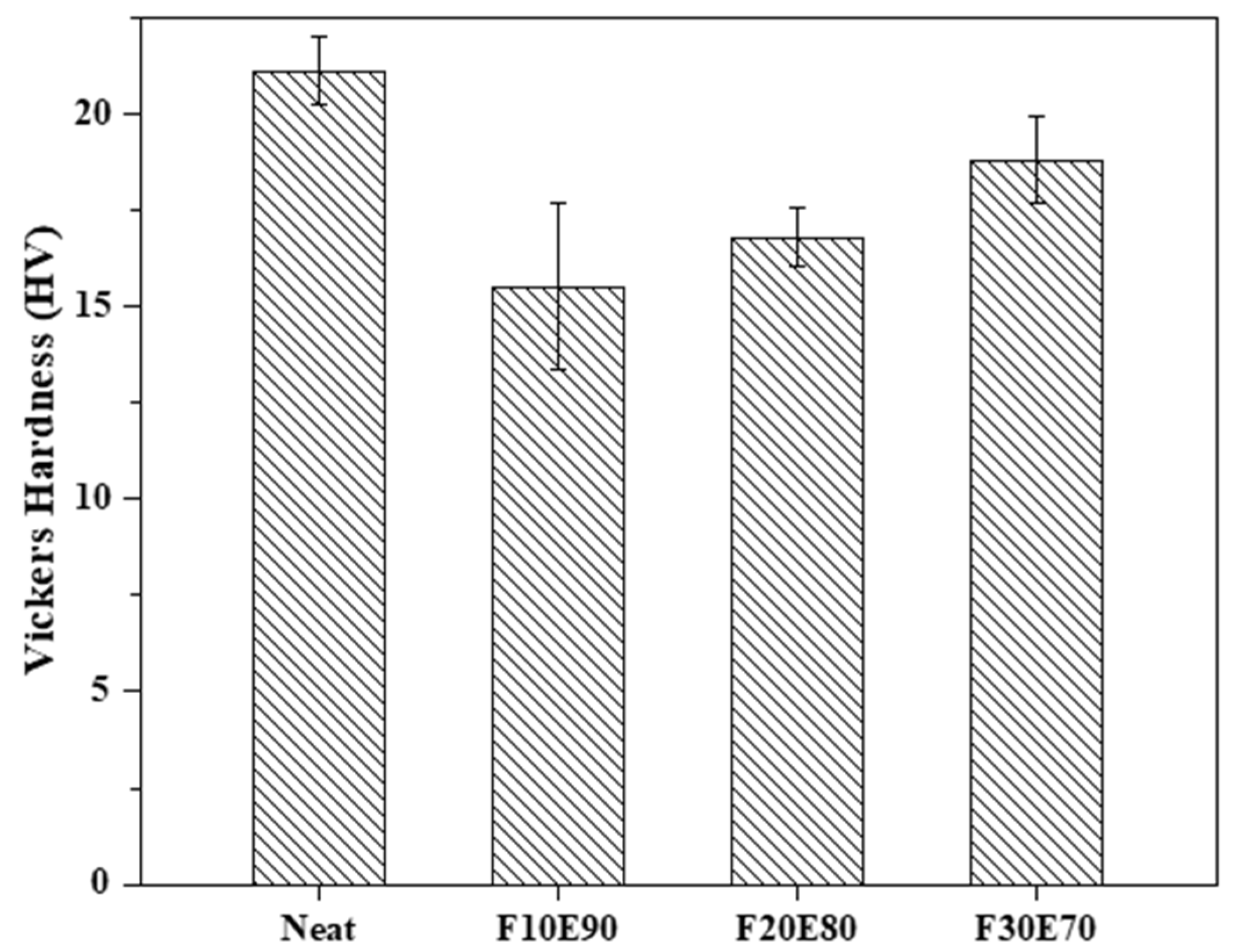
9.7. Microhardness
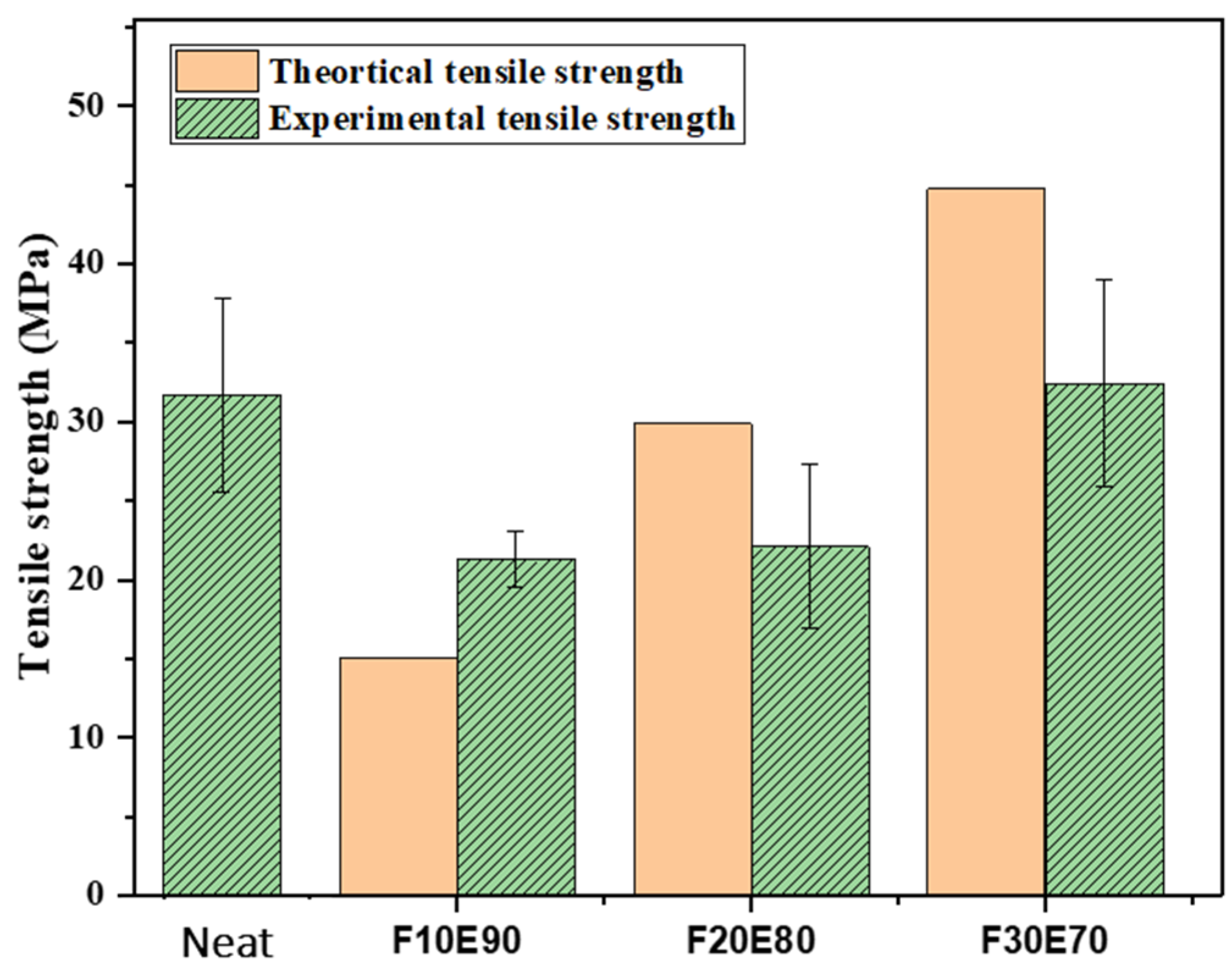
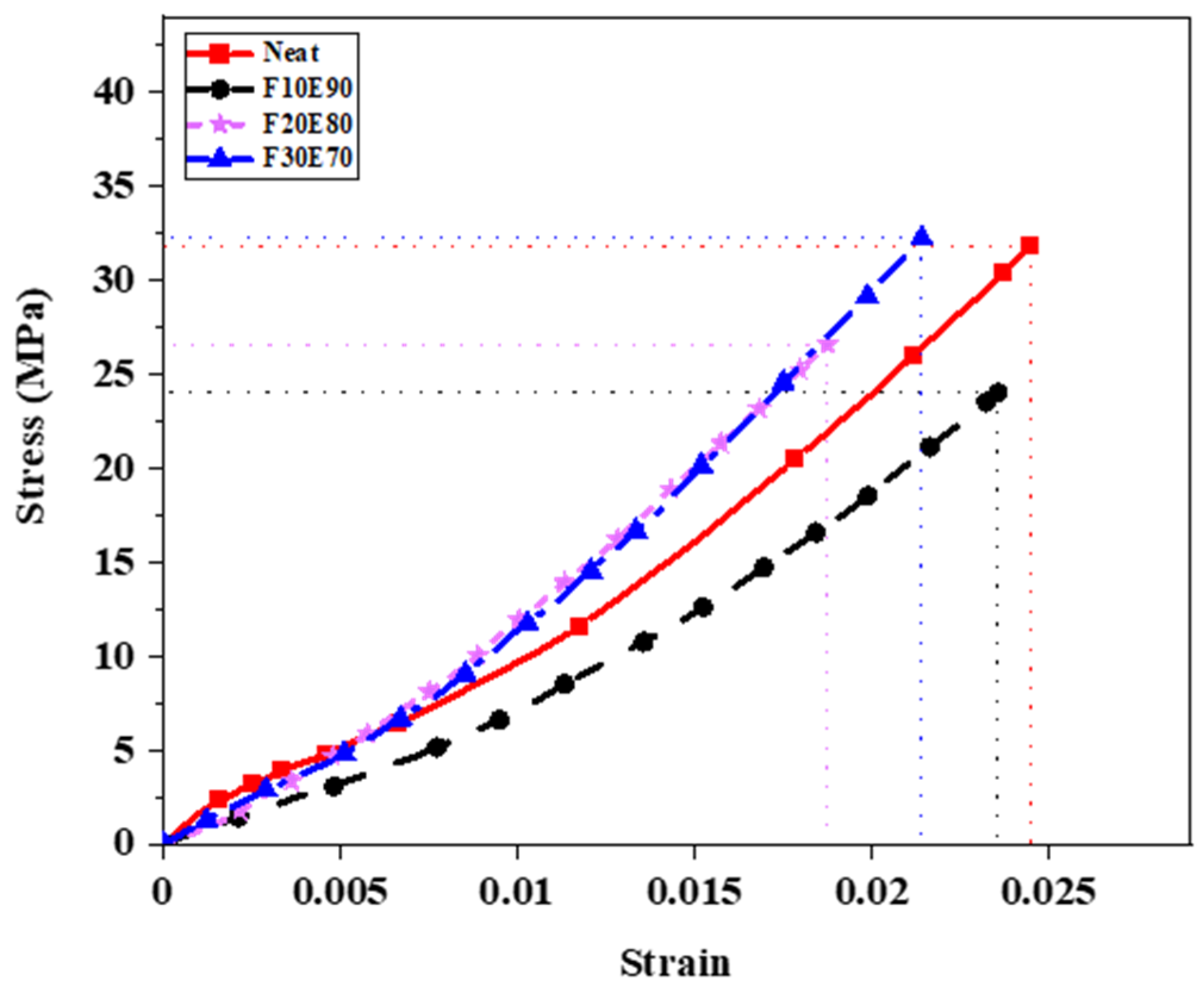
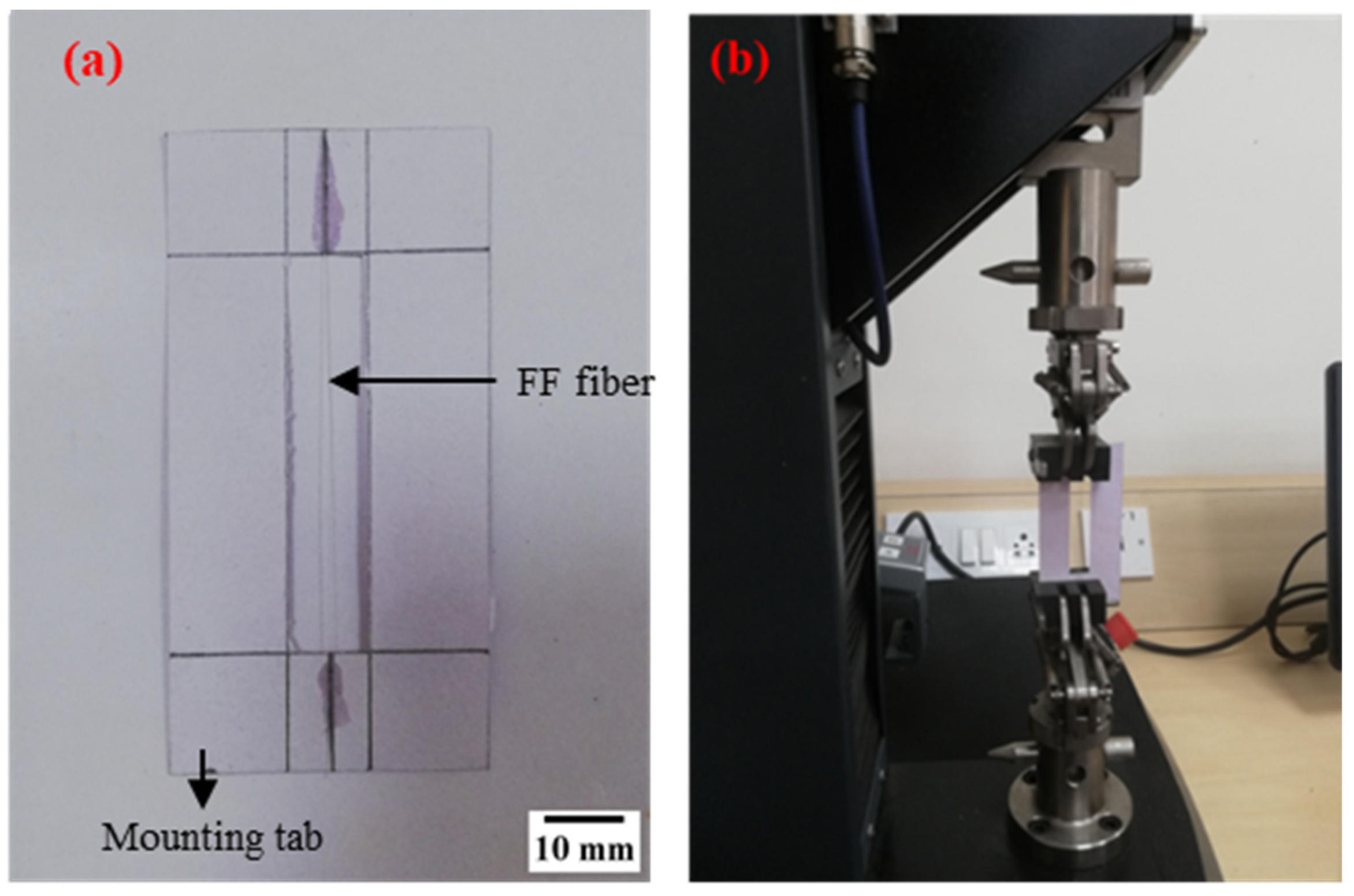
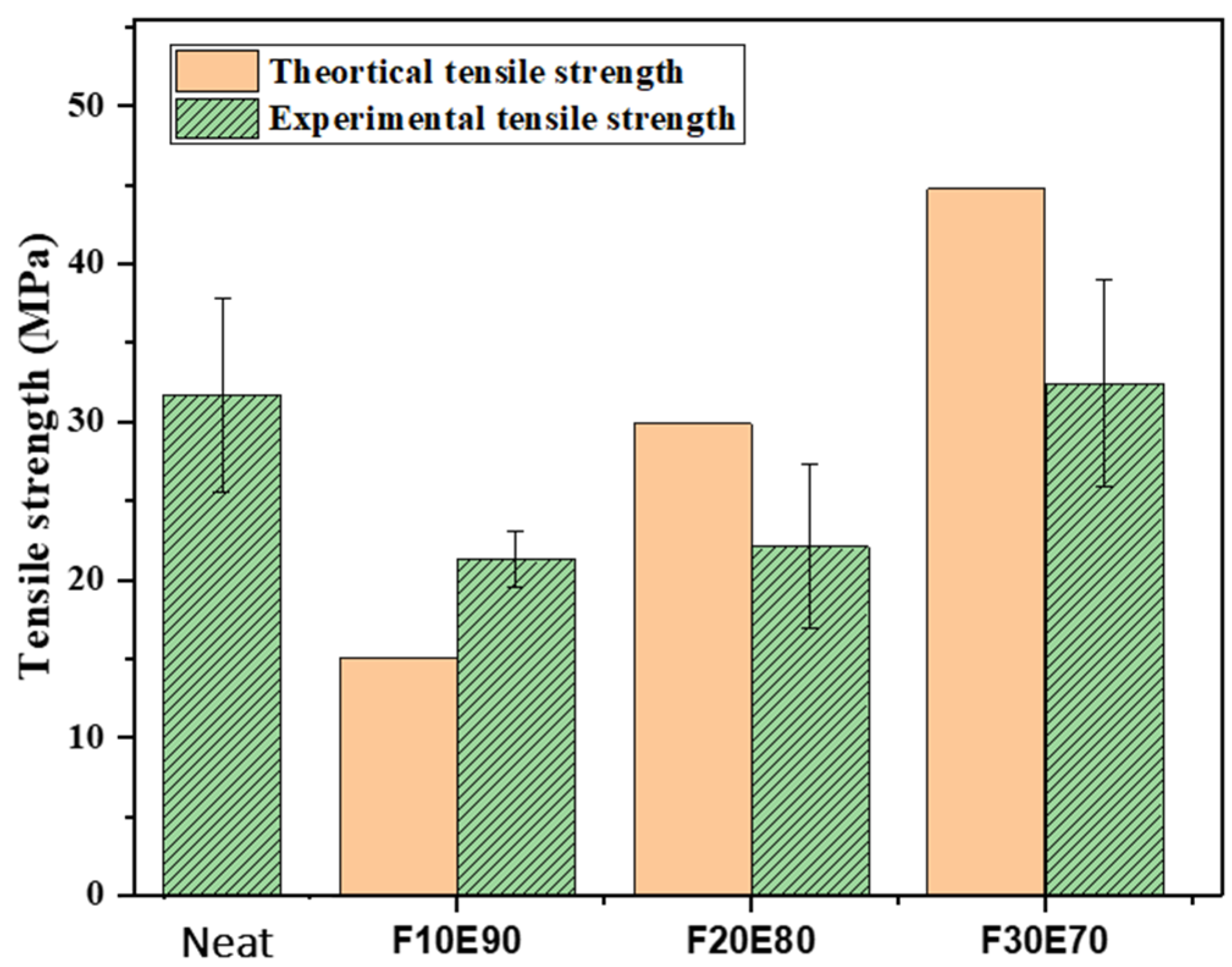
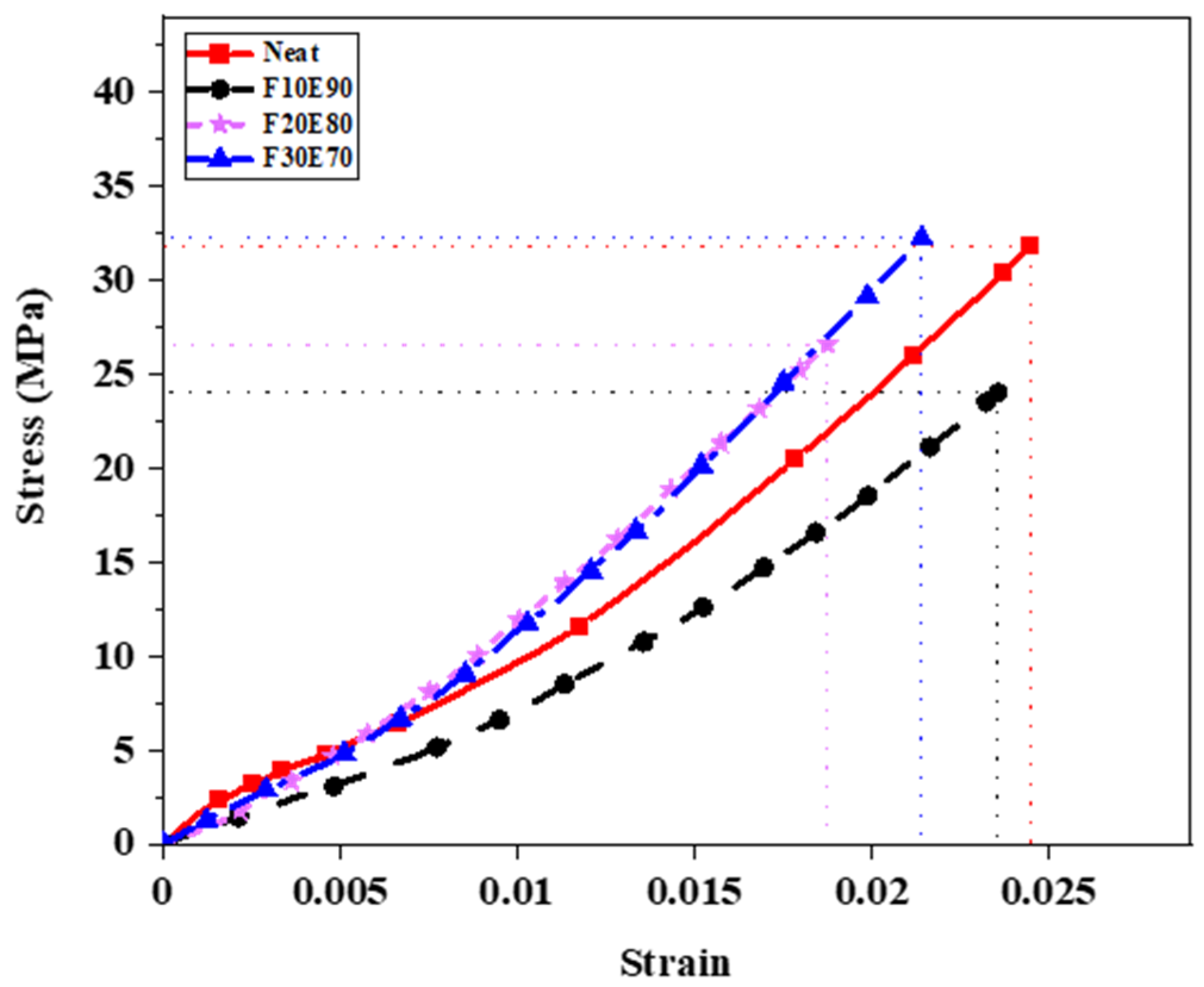
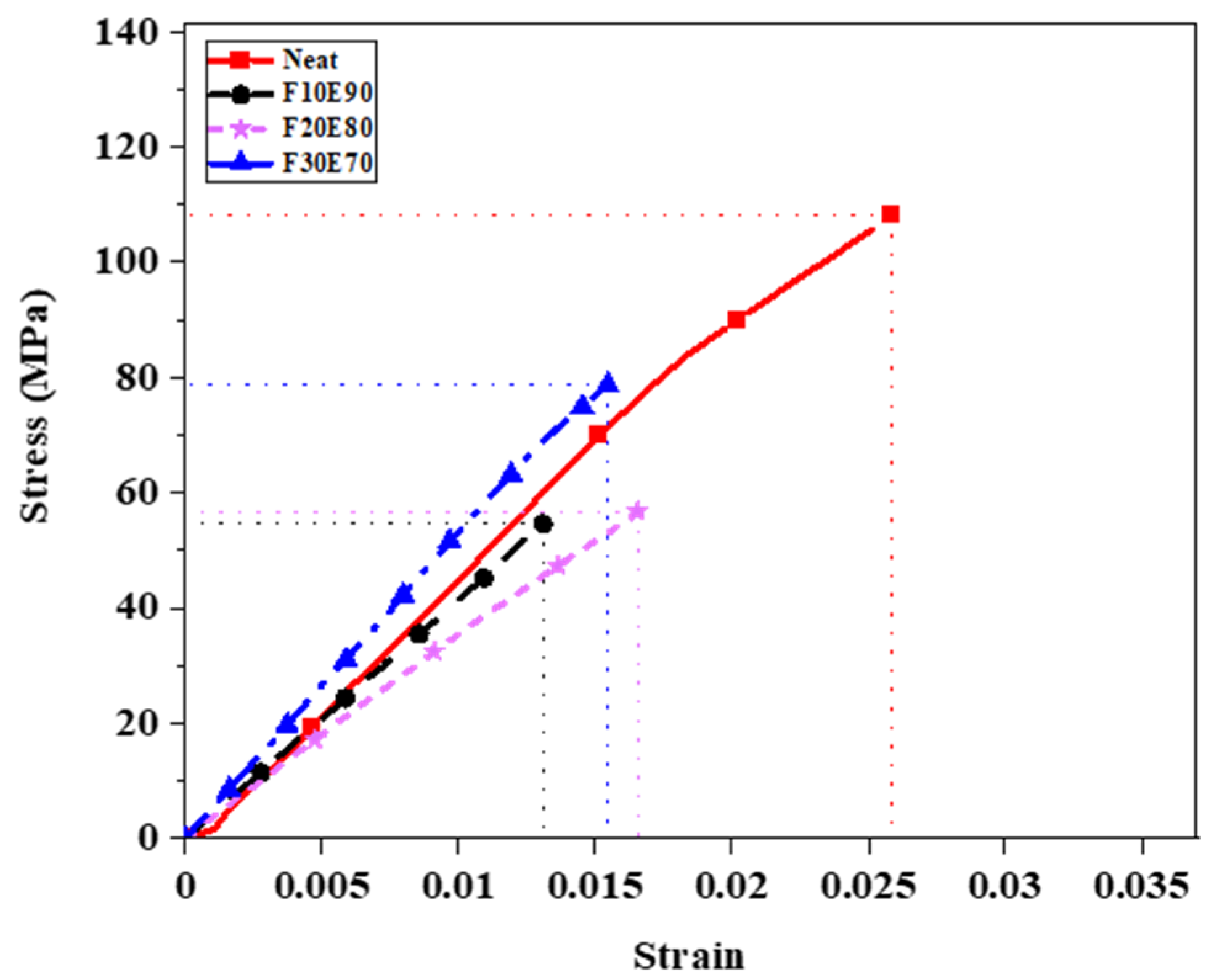
9.8. Tensile Strength of FF Fiber and FF/E Composite
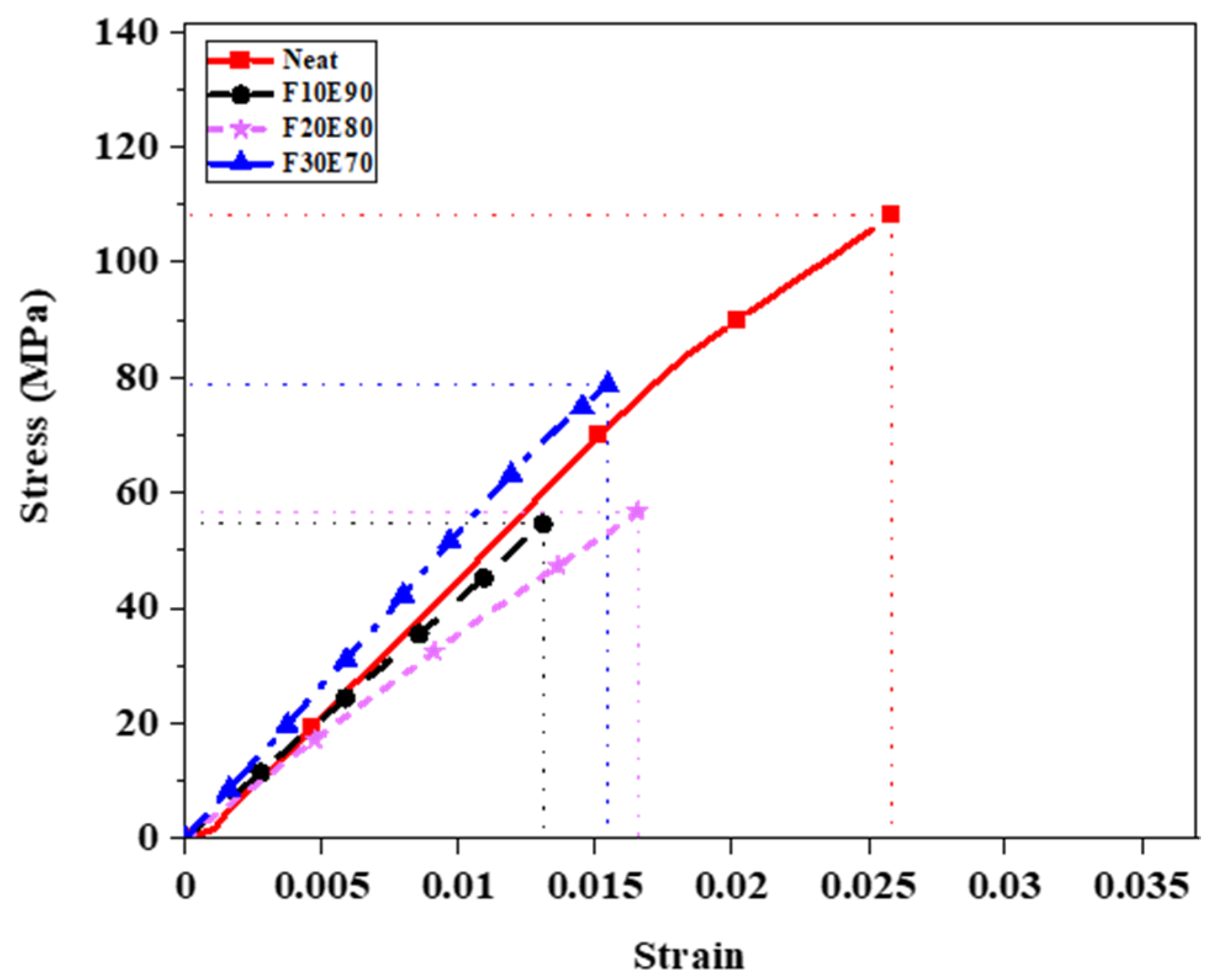
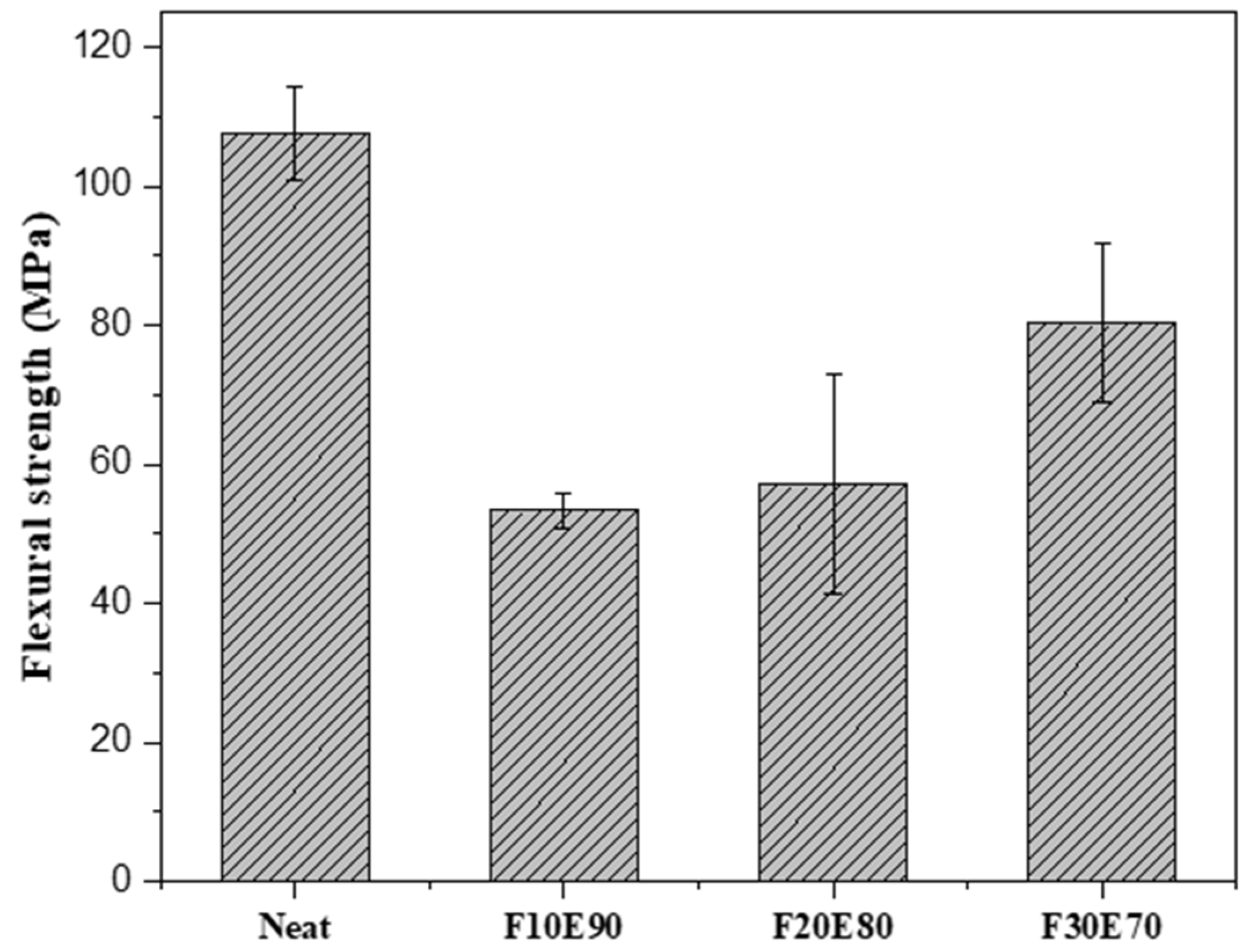
9.9. Flexural Strength of FF/E Composite
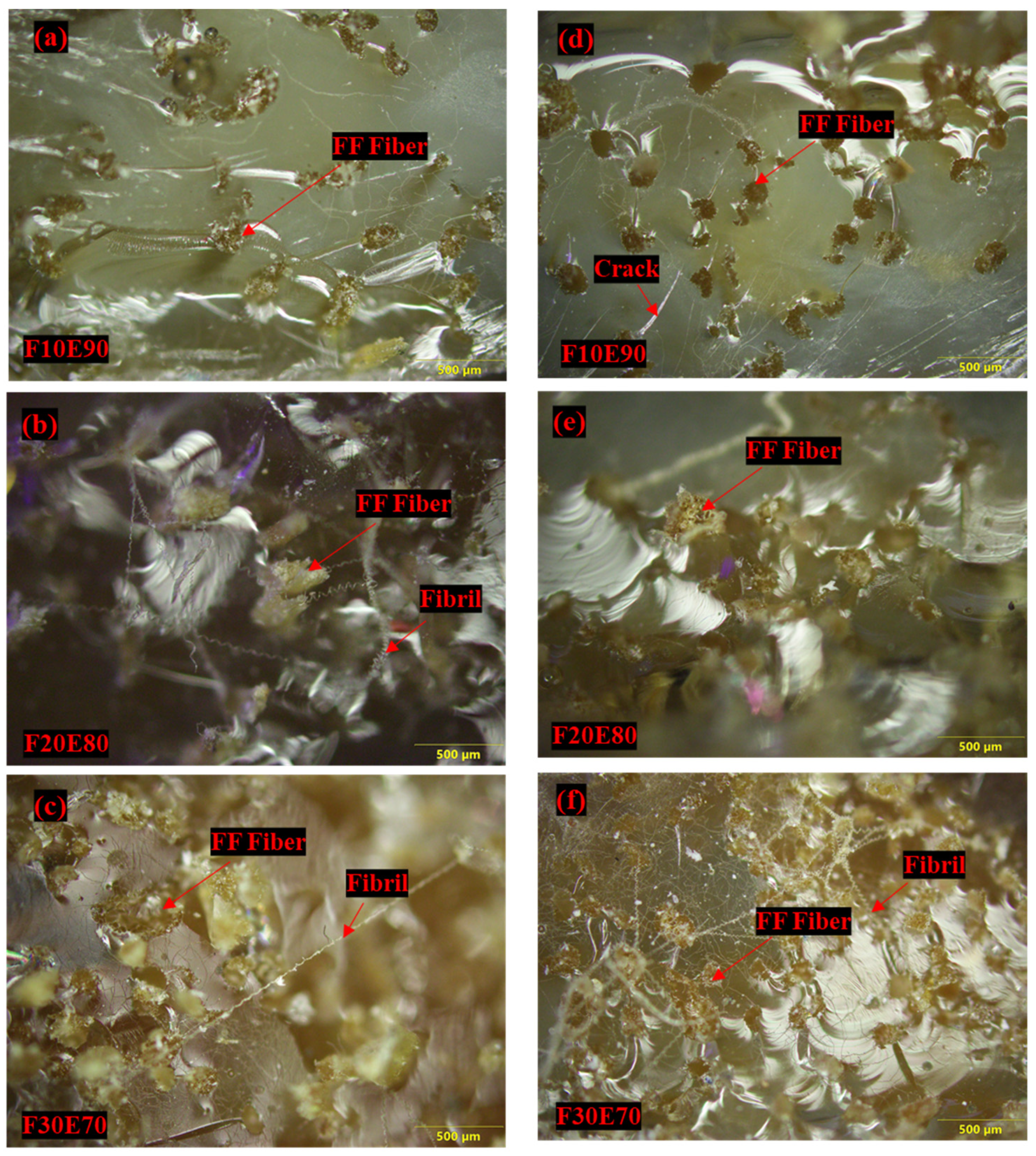
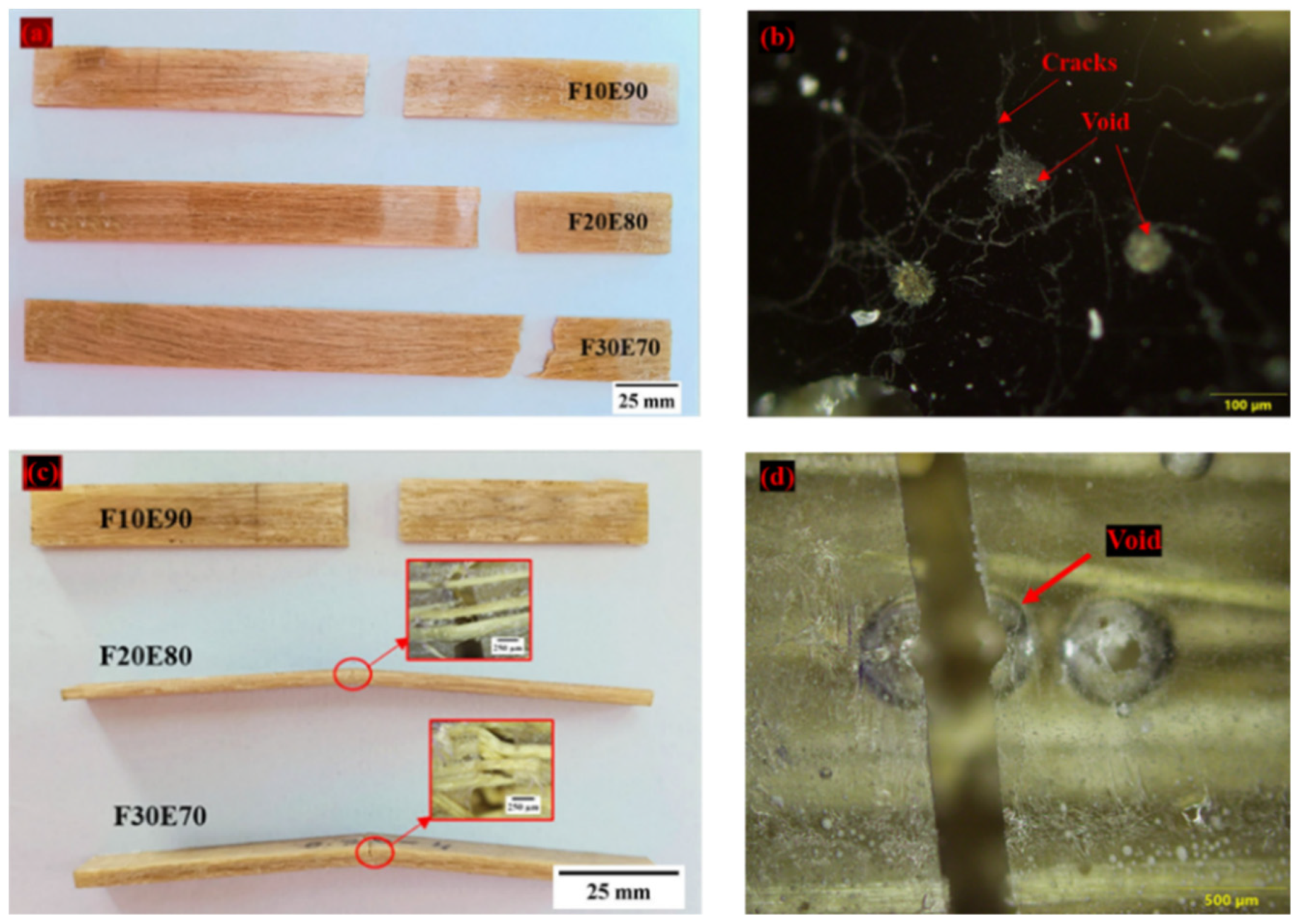
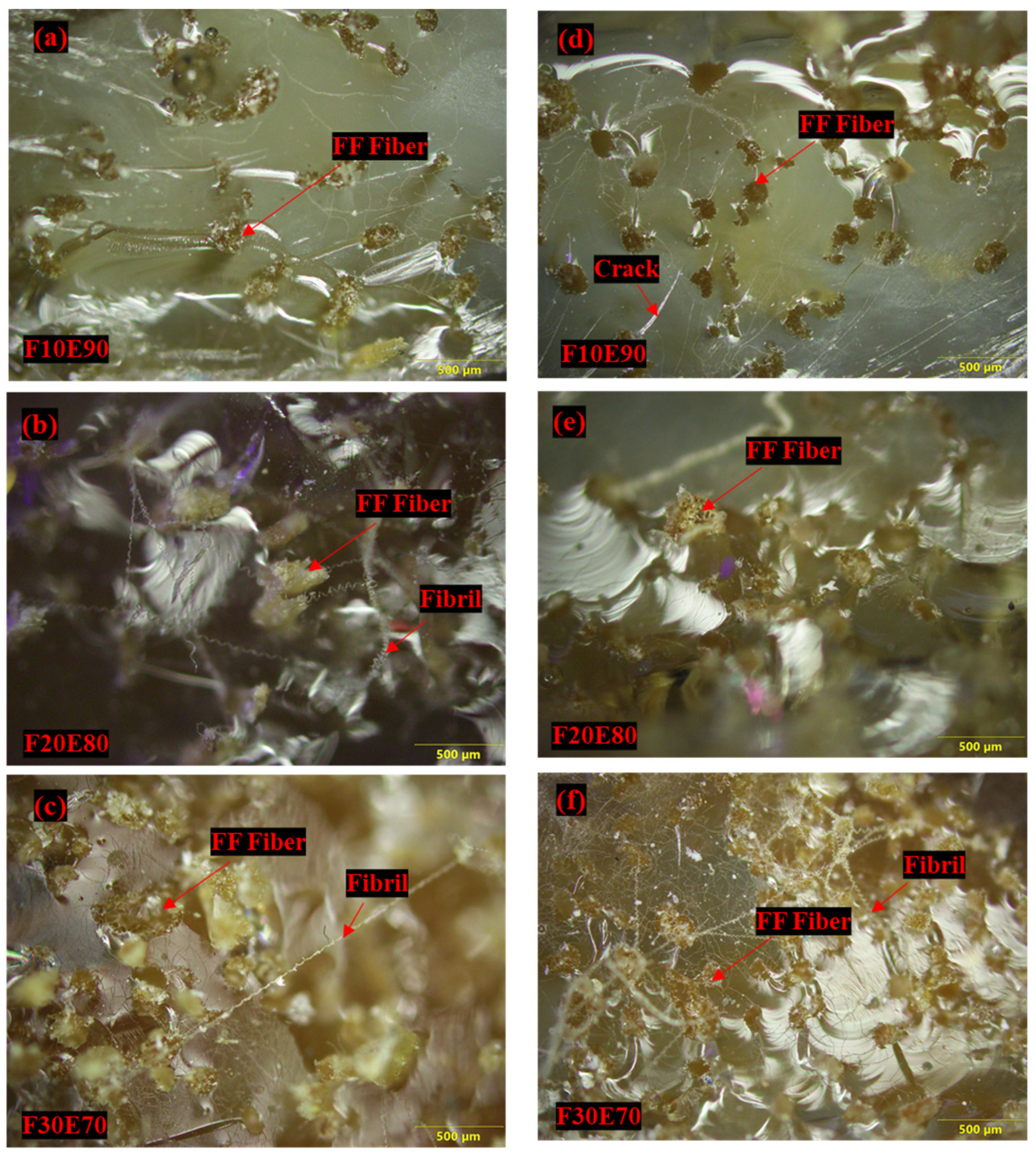
9.10. Fractural Analysis of FF/E Composites
10. Conclusions
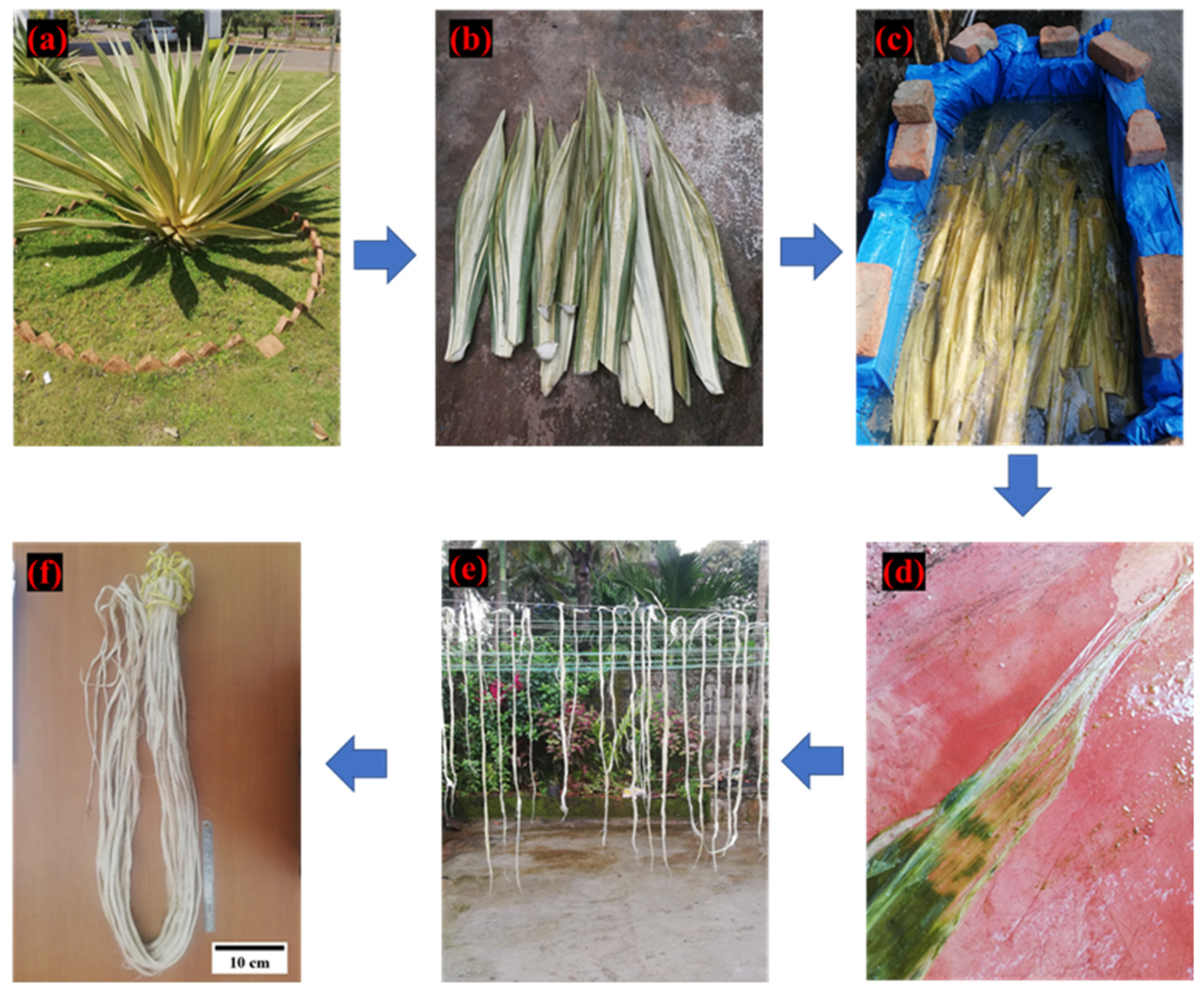
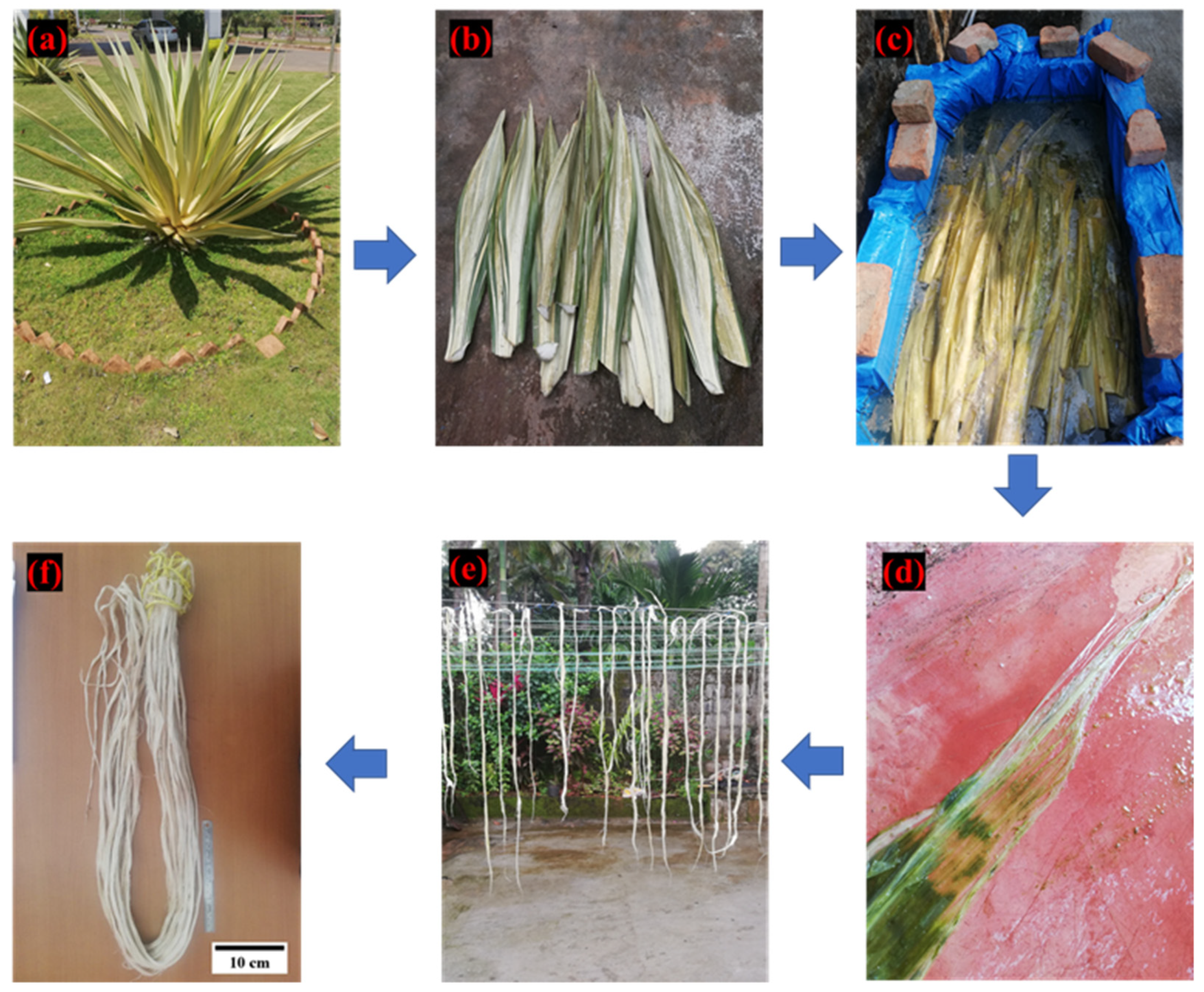
- The FF fiber extracted from its plant’s leaf using the water retting process showed a density of 0.903 ± 0.07 g/cm3, indicating its usability in lightweight applications. The higher amount of carbon and oxygen observed in EDS signifies the organic nature of the FF fibers.
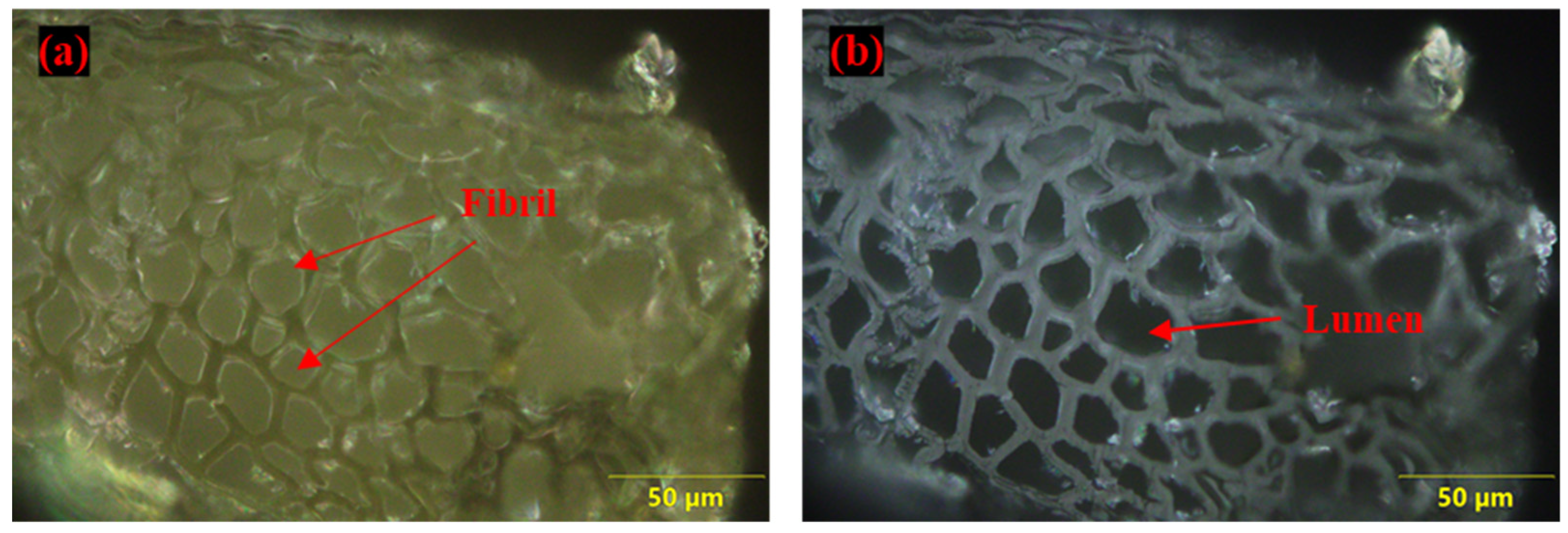
- The rough surface texture with rectangular-shaped slots observed in the microscopic images of FF fiber indicates better interlocking property and higher compatibility as reinforcement material.
- The TG analysis showed that the FF fiber is thermally stable between the temperature range of 100 to 250 °C. and the maximum thermal degradation for FF fiber is observed at 352 °C.
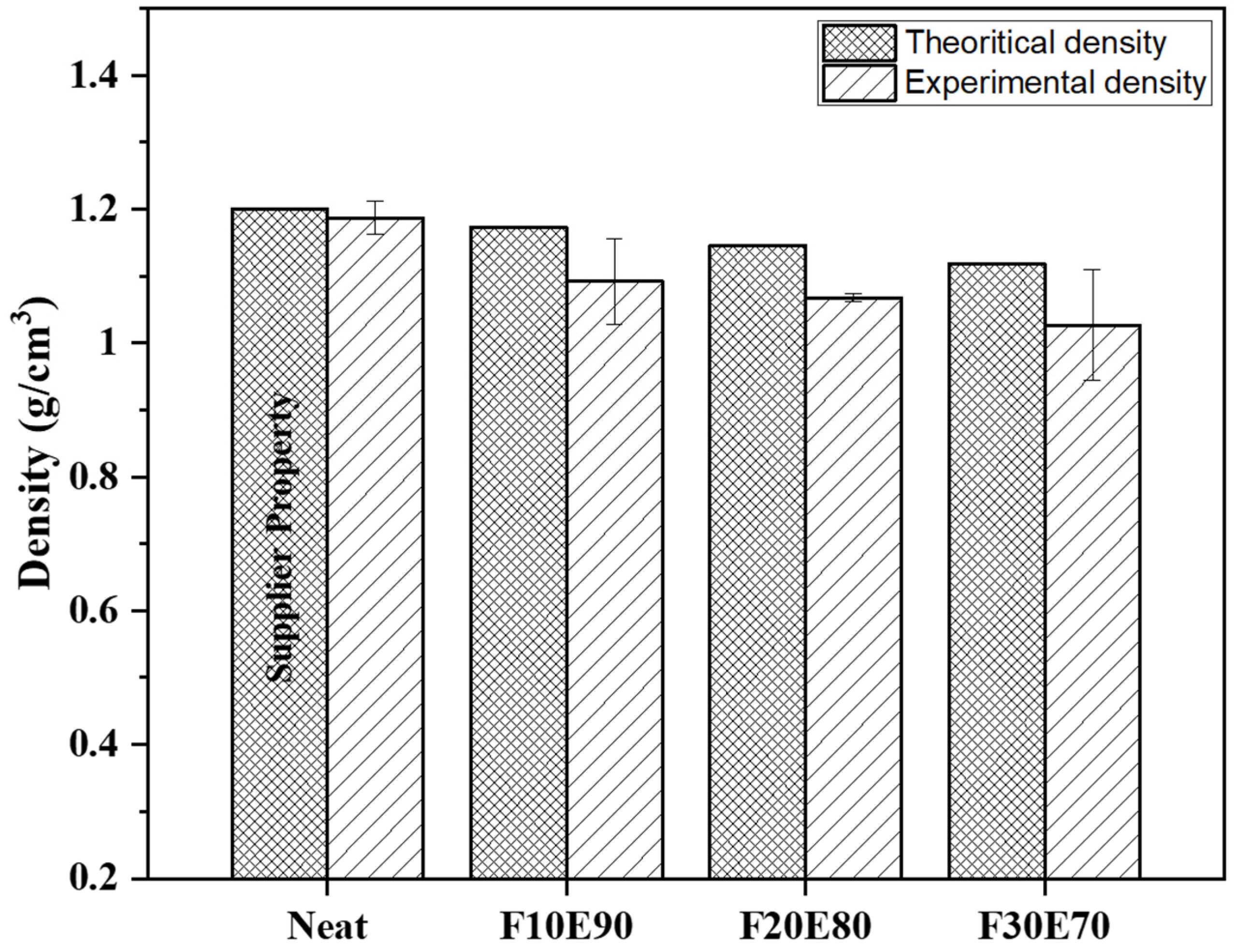
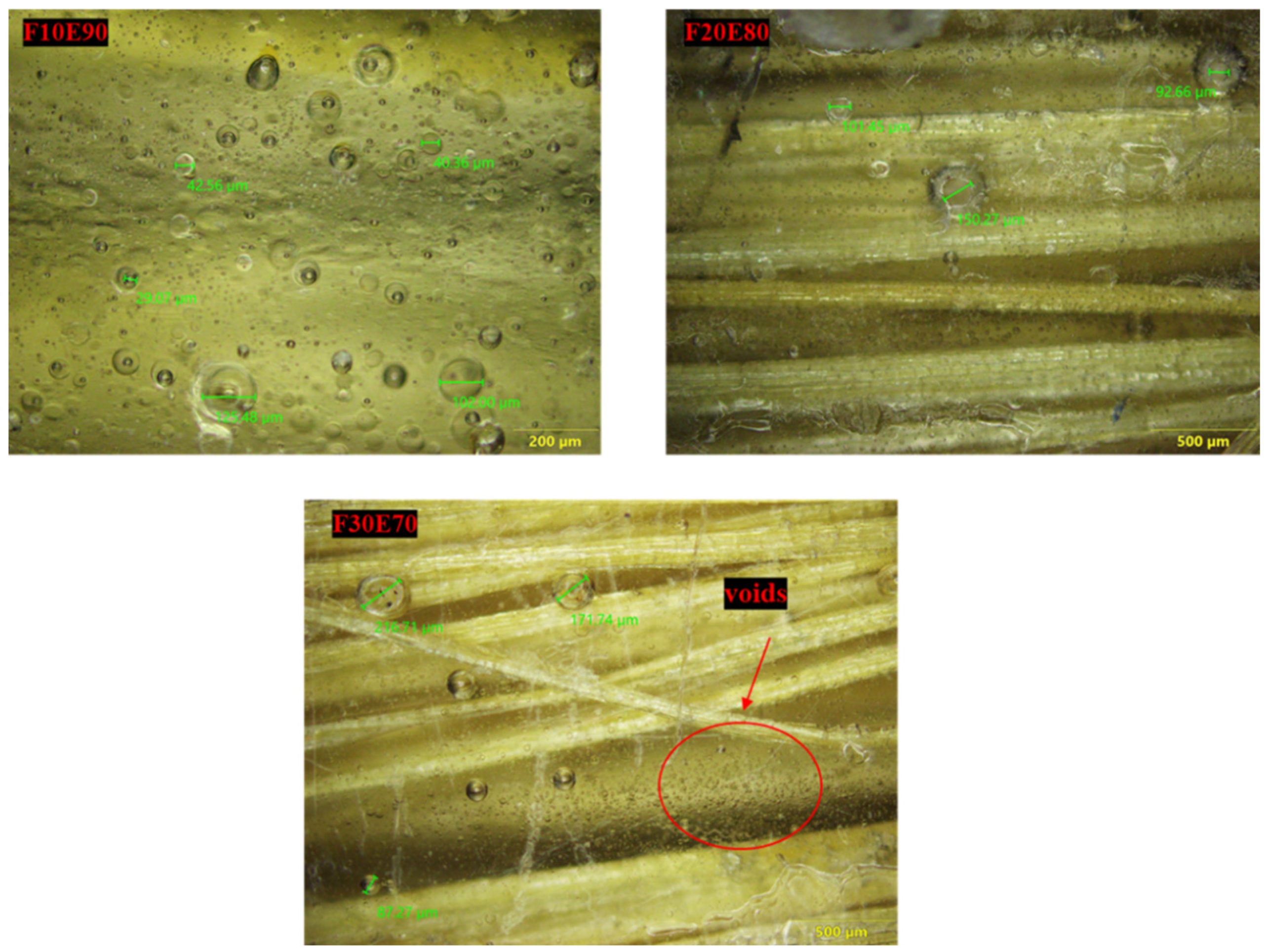
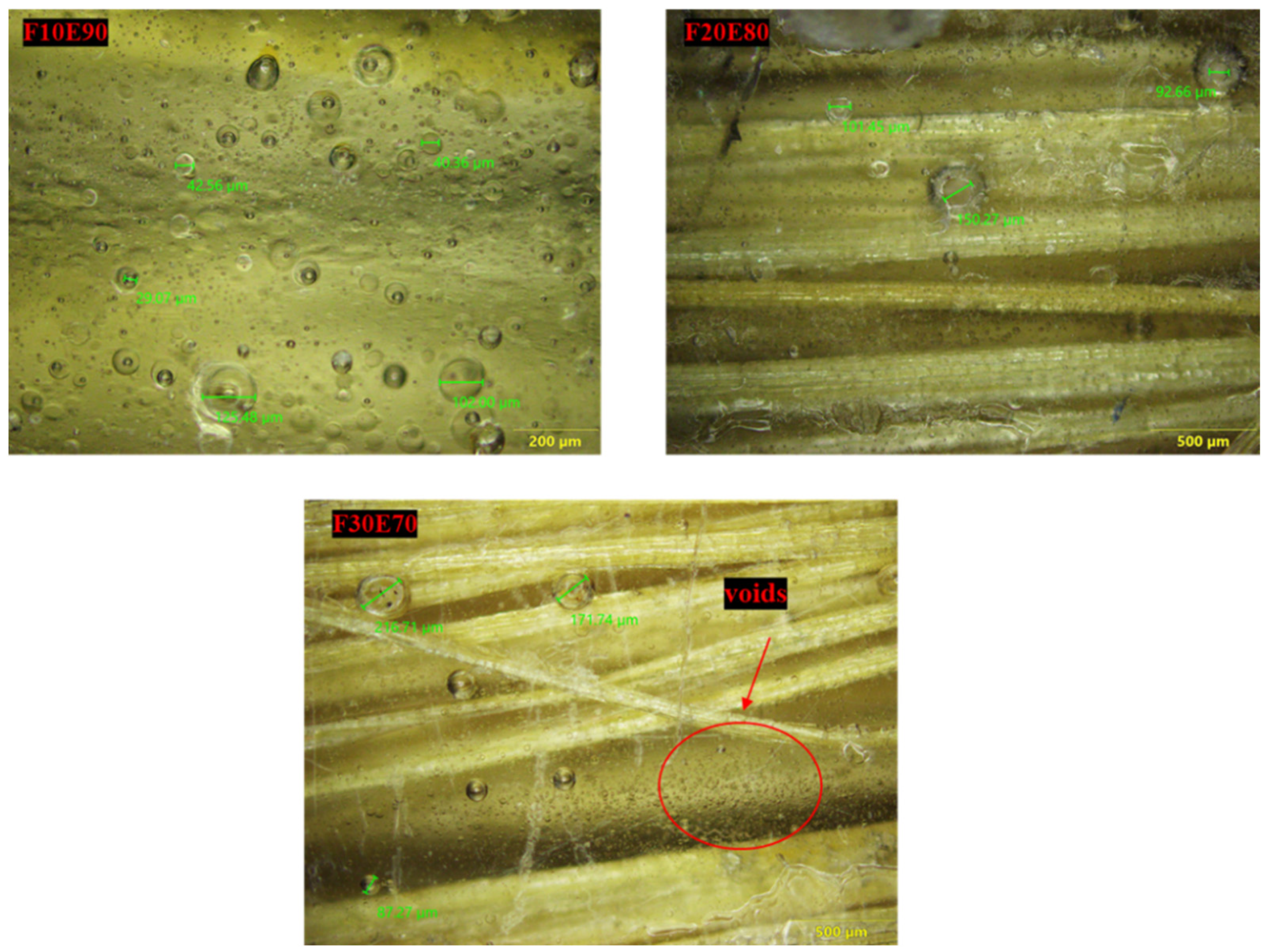
- The addition of FF fibers decreased the density of FF/E composites up to 13.44% due to the lower density of FF fiber compared to epoxy and the presence of voids in the test samples. Additionally, these voids increased with FF fiber content and among them, F30E70 showed the highest void content (7.47%).
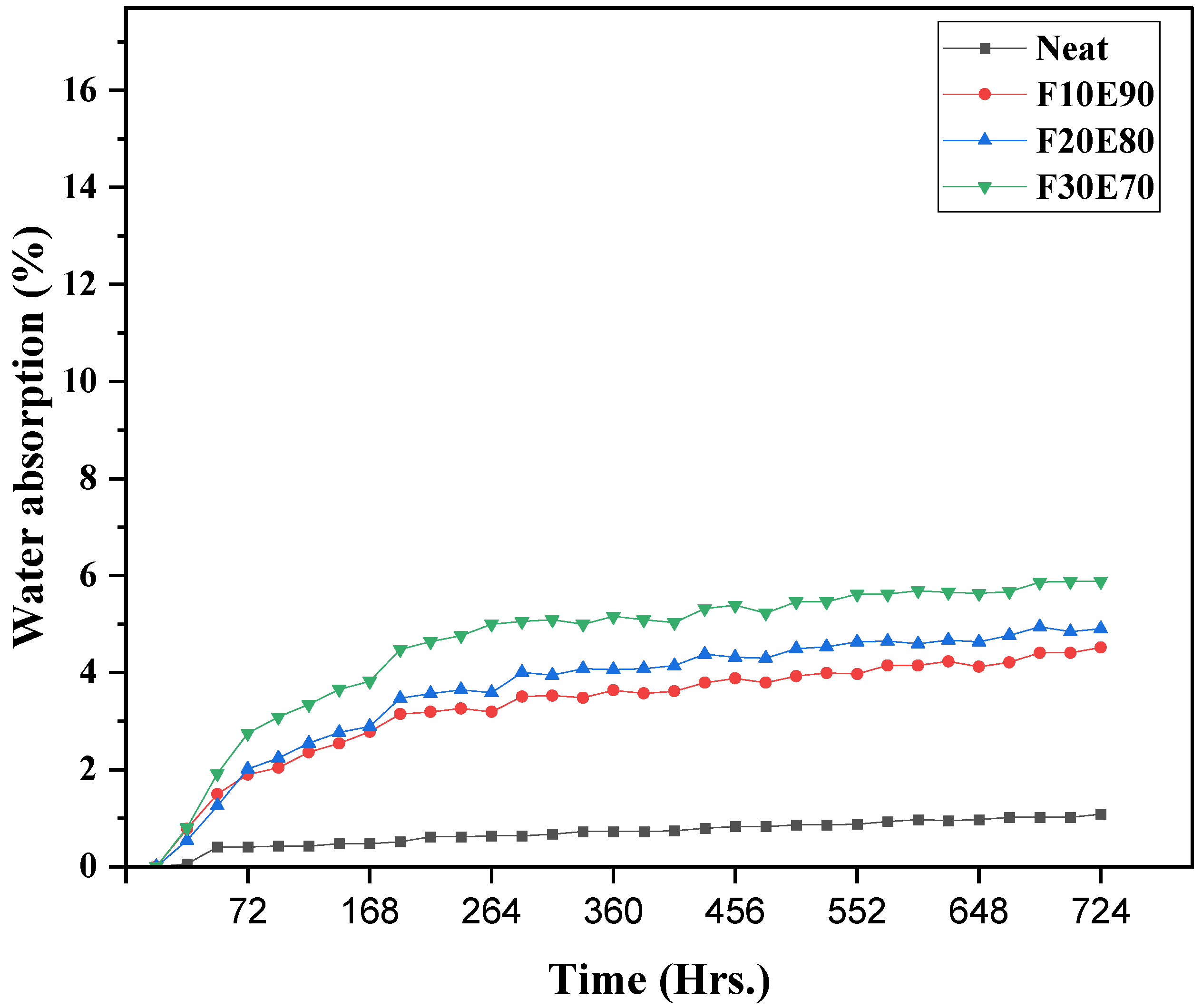
- The WA rate in the test samples increased with FF fiber concentration due to the hydrophilic nature of FF fiber. However, the maximum WA rate observed in the FF/E composite was <6%.
- The mechanical properties of FF/E composite gradually improved with FF fiber content. The F30E70 showed the highest σt (32.14 ± 5.54 MPa) and the neat epoxy showed the highest σf (107.63 ± 6.69 MPa) compared to other test samples. Additionally, the F30E70 composite showed slightly higher thermal stability than FF fibers.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Wang, H.; Peter, S.; Yi, X.; Jin, Z.; Chad, U.; Qiu, Y. Green Composite Materials. Adv. Mater. Sci. Eng. 2015, 2015, 487416. [Google Scholar] [CrossRef] [Green Version]
- Hojnik, J.; Ruzzier, M.; Konecnik, R.M. Transition towards Sustainability: Adoption of Eco-Products among Consumers. Sustainability 2019, 11, 4308. [Google Scholar] [CrossRef] [Green Version]
- Sunil, K.; Kumar, S.B.; Londe, N.V.; RaoJ, G. Fabrication Methods. Recent Developments and Applications of Carbon-Carbon Composites (CCC): A Review. Int. Res. J. Eng. Technol. 2008, 5, 1252. [Google Scholar]
- Partha, P.; Vijay, C. Moving towards the era of bio fibre based polymer composites. Clean. Eng. Technol. 2021, 4, 100182. [Google Scholar]
- Yashas, T.G.; Sanjay, M.R.; Subrahmanya, B.K.; Madhu, P.; Senthamaraikannan, P.; Yogesha, B. Polymer matrix-natural fiber composites: An overview. Cogent Eng. 2018, 5, 1446667. [Google Scholar] [CrossRef]
- Madhu, P.; Sanjay, M.R.; Senthamaraikannan, P.; Pradeep, S.; Siengchin, S.; Jawaid, M. Effect of various chemical treatments of prosopis juliflora fibers as composite reinforcement: Physicochemical, thermal, mechanical, and morphological properties. J. Nat. Fibers 2018, 17, 833–844. [Google Scholar] [CrossRef]
- Vigneshwaran, S.; Sundarakannan, R.; John, K.M.; Johnson, R.D.J.; Prasath, K.A.; Ajith, S.; Uthayakumar, M. Recent advancement in the natural fiber polymer composites: A comprehensive review. J. Clean. Prod. 2020, 277, 124109. [Google Scholar] [CrossRef]
- Yasir, M.K.; Ans, A.R.; Zia, U.A.; Waqas, A.; Hassan, A.; Asad, A.Z. Natural fiber reinforced composites: Sustainable materials for emerging applications. Results Eng. 2021, 11, 100263. [Google Scholar]
- Sfiligoj, S.M.; Hribernik, S.; Stana Kleinschek, K.; Kreze, T. Plant fibres for textile and technical applications. Adv. Agrophys. Res. 2013, 2013, 369–398. [Google Scholar]
- Aliakbar, G.; Ozbakkaloglu, T. A review of natural fiber composites: Properties, modification and processing techniques, characterization, applications. J. Mater. Sci. 2020, 55, 829–892. [Google Scholar]
- Saidah, A.; Susilowati, S.E. Design of composite material of rice straw fiber reinforced epoxy for automotive bumper. In Proceedings of the 2017 International Conference on Computing, Engineering, and Design (ICCED), Kuala Lumpur, Malaysia, 23–25 November 2017. [Google Scholar]
- Holbery, J.; Houston, D. Natural-fiber-reinforced polymer composites in automotive applications. J. Miner. Met. Mater. Soc. 2006, 58, 80–86. [Google Scholar] [CrossRef]
- Nurazzi, N.M.; Asyraf, M.R.M.; Khalina, A.; Abdullah, N.; Aisyah, H.A.; Rafiqah, S.A.; Sabaruddin, F.A.; Kamarudin, S.H.; Norrrahim, M.N.F.; Ilyas, R.A.; et al. A Review on Natural Fiber Reinforced Polymer Composite for Bullet Proof and Ballistic Applications. Polymer 2021, 13, 646. [Google Scholar] [CrossRef] [PubMed]
- Keya, K.N.; Kona, N.A.; Koly, F.A.; Maraz, K.M.; Islam, M.N.; Khan, R.A. Natural fiber reinforced polymer composites: History, types, advantages and applications. Mater. Eng. Res. 2019, 1, 69–85. [Google Scholar] [CrossRef] [Green Version]
- Li, M.; Pu, Y.; Thomas, V.M.; Yoo, C.G.; Ozcan, S.; Deng, Y.; Nelson, K.; Ragauskas, A.J. Recent advancements of plant-based natural fiber–reinforced composites and their applications. Compos. Part B Eng. 2020, 200, 108254. [Google Scholar] [CrossRef]
- Cavalcanti, D.K.; Neto, J.S.S.; Lima, R.A.A. Comparative analysis of the mechanical and thermal properties of polyester and epoxy natural fibre-reinforced hybrid composites. J. Comp. Mate. 2020, 55, 1683–1692. [Google Scholar] [CrossRef]
- Madurwar, M.V.; Ralegaonkar, R.V.; Mandavgane, S.A. Application of agro-waste for sustainable construction materials: A review. Constr. Build. Mater. 2013, 38, 872–878. [Google Scholar] [CrossRef]
- Mahir, F.I.; Kamrun, N.K.; Bijoyee, S.; Khandakar, M.N.; Ruhul, A.K. A brief review on natural fiber used as a replacement of synthetic fiber in polymer composites. Mater. Eng. Res. 2019, 1, 86–97. [Google Scholar] [CrossRef] [Green Version]
- Syduzzaman, M.; Al Faruque, M.A.; Bilisik, K.; Naebe, M. Plant-Based Natural Fibre Reinforced Composites: A Review on Fabrication, Properties and Applications. Coatings 2020, 10, 973. [Google Scholar] [CrossRef]
- Wangwang, Y.; Dong, L.; Lei, W.; Zhou, Y.; Pu, Y.; Zhang, X. Effects of Rice Straw Powder (RSP) Size and Pretreatment on Properties of FDM 3D-Printed RSP/Poly(lactic acid) Biocomposites. Molecules 2021, 26, 3234. [Google Scholar]
- Morales, M.A.; Maranon, A.; Hernandez, C.; Porras, A. Development and Characterization of a 3D Printed Cocoa Bean Shell Filled Recycled Polypropylene for Sustainable Composites. Polymer 2021, 13, 3162. [Google Scholar] [CrossRef]
- Valeria, F.V.; Diaz-Vidal, T.; Cisneros-Lopez, E.O.; Robledo-Ortiz, J.R.; López-Naranjo, E.J.; Ortega-Gudino, P.; Rosales-Rivera, L.C. Mechanical and Physicochemical Properties of 3D-Printed Agave Fibers/Poly(lactic) Acid Biocomposites. Materials 2021, 14, 3111. [Google Scholar]
- Kain, S.; Ecker, J.V.; Haider, A.; Musso, M.; Petutschnigg, A. Effects of the Infill Pattern on Mechanical Properties of Fused Layer Modeling (FLM) 3D Printed Wood/Polylactic Acid (PLA) Composites. Eur. J. Wood Prod. 2020, 78, 65–74. [Google Scholar] [CrossRef]
- Long, H.; Wu, Z.; Dong, Q.; Shen, Y.; Zhou, W.; Luo, Y.; Dong, X. Mechanical and thermal properties of bamboo fiber reinforced polypropylene/polylactic acid composites for 3D printing. Polym. Eng. Sci. 2018, 59, 247–260. [Google Scholar] [CrossRef]
- Mazzanti, V.; Malagutti, L.; Mollica, F. FDM 3D Printing of Polymer Containing Natural Fillers: A Review of Their Mechanical Properties. Polymer 2019, 11, 1094. [Google Scholar] [CrossRef] [Green Version]
- Aziz, S.H.; Ansell, M.P. Optimizing the Properties of Green Composites. J. Green Compos. 2004, 154–180. [Google Scholar] [CrossRef]
- Choi, N.W.; Mori, I.; Ohama, Y. Development of Rice Husks Plastic Composite for Building Materials. J. Waste Manag. 2006, 26, 189–194. [Google Scholar] [CrossRef]
- Ismail, M.R.; Ali, M.A. Study on Sugar Cane Bagasse Fibre Thermoplastics. J. Elastomers Plast. 2009, 41, 245–262. [Google Scholar]
- Sarmin, S.N.; Jawaid, M.; Awad, S.A.; Saba, N.; Fouad, H.; Alothman, O.Y.; Sain, M. Olive fiber reinforced epoxy composites: Dimensional Stability, and mechanical properties. Polym. Compos. 2021, 9, 1–8. [Google Scholar] [CrossRef]
- Maniruzzaman, M.; Rahman, M.A.; Gafur, A.M.; Fabritius, H.; Raabe, D. Modification of Pineapple Leaf Fibres and Graft Copolymerization of Acrylonitrile onto Modified Fibres. J. Compos. Mater. 2012, 46, 79–90. [Google Scholar] [CrossRef]
- Sharma, J.; Sajjad, A.; Bhat, U. An approach to use agricultural waste fibre in polymer (polypropylene: PP) for bio–composites applications. Mater. Sci. Eng. Int. J. 2018, 2, 149–157. [Google Scholar]
- Azim, S. Hemp Fibres and Its Composites-A Review. J. Compos. Mater. 2012, 46, 973–986. [Google Scholar]
- Hammajam, A.; Nur, I.; Salit, S. Review of Agro Waste Plastic Composites Production. J. Miner. Mater. Charact. Eng. 2013, 1, 271–279. [Google Scholar]
- Oladele, I.O.; Ibrahim, I.O.; Adediran, A.A.; Akinwekomi, Y.V.A.; Olayanju, T.M.A. Results in Materials Modi fied palm kernel shell fiber/particulate cassava peel hybrid reinforced epoxy composites. Results Mater. 2019, 5, 100053. [Google Scholar] [CrossRef]
- Indra, R.M.; Anil, K.M.; Inturi, V. Experimental Investigation on the Mechanical Properties of American Agave and Glass Fibre Reinforced Polypropylene Composites. In Trends in Manufacturing and Engineering Management; Lecture Notes in Mechanical Engineering; Springer: Singapore, 2021; pp. 381–391. [Google Scholar]
- Lalta, P.; Vinod, S.; Raj, V.P.; Anshul, Y.; Virendra, K.; Jerzy, W. Physical and Mechanical Properties of Rambans (Agave) Fiber Reinforced with Polyester Composite Materials. J. Nat. Fibers 2021. [Google Scholar] [CrossRef]
- Bhoopathi, R.; Ramesh, M. Mechanical Properties Evaluation of Hemp Fibre-Reinforced Polymer Composites. In Advances in Materials and Metallurgy; Springer: Singapore, 2018; pp. 343–351. [Google Scholar]
- Ankith, M.; Bajpai, P.K. Effect of Non-Acidic Chemical Treatment of Kenaf Fiber on Physico Mechanical Properties of PLA Based Composites. J. Nat. Fibers 2021, 1–19. [Google Scholar] [CrossRef]
- Senthilkumar, K.; Saba, N.; Rajini, N.; Chandrasekar, M.; Jawaid, M.; Siengchin, S.; Alotman, O.Y. Mechanical properties evaluation of sisal fibre reinforced polymer composites: A review. Constr. Build. Mater. 2018, 174, 713–729. [Google Scholar] [CrossRef]
- Gupta, M.K.; Srivastava, R.K. Properties of sisal fibre reinforced epoxy composite. Indian J. Fibre Text. Res. 2016, 41, 235–241. [Google Scholar]
- Wu, S.; Zhuang, J.; Wu, Q.; Qi, H.; Zhao, J.; Guo, M. Investigation of tribological, physicomechanical, and morphological properties of resin-based friction materials reinforced with Agave americana waste. Mater. Res. Exp 2021, 8, 075308. [Google Scholar] [CrossRef]
- Pujari, S.; Srikiran, S. Experimental investigations on wear properties of Palm kernel reinforced composites for brake pad applications. Def. Technol. 2019, 15, 295–299. [Google Scholar] [CrossRef]
- E Ige, O.; L Inambao, F.; Adewumi, A.G. Biomass-Based Composites for Brake Pads: A Review. Int. J. Mech. Eng. Technol. 2019, 10, 920–943. [Google Scholar]
- Milanese, A.C.; de Carvalho, B.K.; Cioffi, M. Thermal analysis of sisal/epoxy composite processed by RTM. Appl. Mech. Mater. 2015, 719, 50–54. [Google Scholar] [CrossRef]
- Sahu, P.; Gupta, M.K. Sisal (Agave sisalana) fibre and its polymer-based composites: A review on current developments. J. Reinf. Plast. Compos. 2017, 36, 1759–1780. [Google Scholar] [CrossRef]
- Wang, Q.; Jones, J.; Lu, N.; Johnson, R.; Ning, H.; Pillay, S. Development and characterization of high-performance kenaf fiber–HDPE composites. J. Reinf. Plast. Compos. 2017, 37, 191–200. [Google Scholar] [CrossRef]
- Liang, Z.; Wu, H.; Liu, R.; Wu, C. Preparation of Long Sisal Fiber-Reinforced Polylactic Acid Biocomposites with Highly Improved Mechanical Performance. Polymer 2021, 13, 1124. [Google Scholar] [CrossRef] [PubMed]
- Ryu, S.R.; Lee, D.J. Effects of fiber aspect ratio, fiber content, and bonding agent on tensile and tear properties of short-fiber reinforced rubber. KSME Int. J. 2001, 15, 35–43. [Google Scholar] [CrossRef]
- Mohammed, L.; Ansari, M.N.; Pua, G.; Jawaid, M.; Islam, M.S. A review on natural fiber reinforced polymer composite and its applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef] [Green Version]
- Xiao, B.; Wang, W.; Zhang, X.; Long, G.; Fan, J.; Chen, H.; Deng, L. A novel fractal solution for permeability and Kozeny-Carman constant of fibrous porous media made up of solid particles and porous fibers. Powder Technol. 2019, 349, 92–98. [Google Scholar] [CrossRef]
- Liang, M.; Fu, C.; Xiao, B.; Luo, L.; Wang, Z. A fractal study for the effective electrolyte diffusion through charged porous media. Int. J. Heat Mass Transf. 2019, 137, 365–371. [Google Scholar] [CrossRef]
- Raghavendra, G.; Ojha, S.; Acharya, S.K.; Pal, S.K. Jute fiber reinforced epoxy composites and comparison with the glass and neat epoxy composites. J. Compos. Mater. 2020, 48, 2537–2547. [Google Scholar] [CrossRef]
- Sullins, T.; Pillay, S.; Komus, A.; Ning, H. Hemp fiber reinforced polypropylene composites: The effects of material treatments. Compos. Part B Eng. 2017, 114, 15–22. [Google Scholar] [CrossRef] [Green Version]
- Asim, S. A study in physical and mechanical properties of hemp fibres. Adv. Mater. Sci. Eng. 2013, 2013, 325085. [Google Scholar]
- Xing, G.M.; Qiu, Y.P. Hemp Fiber Reinforced Composites: Morphological and Mechanical Properties. Adv. Mate. Res. 2011, 332–334, 121–125. [Google Scholar]
- Aitor, M.H.; Graham-Jones, J.; Summerscales, J.; Hall, W. Eco-friendly flax fibre/epoxy resin/composite system for surfboard production. Nat. Fibres 2016, 12, 267–277. [Google Scholar]
- Mohd Nabilah, R.A.; Ismail, N.F.; Fadzly, M.R.; Razak, Z.B.; Tharizi, I.B.; Sulong, A.B.; Muhamad, N. Kenaf Composites for Automotive Components: Enhancement in Machinability and Moldability. Polymer 2019, 11, 1707. [Google Scholar] [CrossRef] [Green Version]
- Jawaid, M.; Awad, S.; Fouad, H.; Asim, M.; Saba, N.; Dhakal, H.N. Improvements in the thermal behaviour of date palm/bamboo fibres reinforced epoxy hybrid composites. Compos. Struct. 2021, 277, 114644. [Google Scholar] [CrossRef]
- Siakeng, R.; Jawaid, M.; Asim, M.; Fouad, H.; Awad, S.; Saba, N.; Siengchin, S. Flexural and Dynamic Mechanical Properties of Alkali-Treated Coir/Pineapple Leaf Fibres Reinforced Polylactic Acid Hybrid Biocomposites. J. Bionic Eng. 2021, 18, 1430–1438. [Google Scholar] [CrossRef]
- Jawaid, M.; Awad, S.A.; Asim, M.; Fouad, H.; Alothman, O.Y.; Santulli, C. A comparative evaluation of chemical, mechanical, and thermal properties of oil palm fiber/pineapple fiber reinforced phenolic hybrid composites. Polym. Compos. 2021, 42, 6383–6393. [Google Scholar] [CrossRef]
- de Sousa Martins, H.A.; Fatima, P.M.; Konzen, E.R.; Brondani, G.E.; Campos, W.F. Acaricidal activity of Furcraea foetida leaf extract against engorged female Rhipicephalus (Boophilus) microplus ticks. Biosci. J. 2021, 37, 37031. [Google Scholar] [CrossRef]
- Van, A.T.; Behari-ramdas, J.; Havinga, R.; Groenendijk, S. The medicinal plant trade in Suriname. Ethnobot. Res. Appl. 2007, 5, 351–372. [Google Scholar]
- Nandagopaln, V.; Doss, A.; Anand, S.P. An ethnobotanical study in the Pudukkottai district, South India. Int. J. Sci. Technol. 2011, 2, 412–421. [Google Scholar]
- Ramana, S.; Tripathi, A.K.; Kumar, A.; Dey, P.; Saha, J.K.; Patra, A.K. Evaluation of Furcraea foetida (L.) Haw. for phytoremediation of cadmium contaminated soils. Environ. Sci. Pollut. Res. 2021, 28, 14177–14181. [Google Scholar] [CrossRef]
- Manimaran, P.; Senthamaraikannan, P.; Sanjay, M.R.; Marichelvam, M.K.; Jawaid, M. Study on characterization of Furcraea foetida new natural fiber as composite reinforcement for lightweight applications. Carbohyd. Polym. 2018, 181, 650–658. [Google Scholar] [CrossRef]
- Yasin, P.; Venkataramana, M.; Kudari, S.K. Physio-Mechanical Properties and Thermal Analysis of Furcreo Foetedo Mediopicta (ffm) Fibers: Its Potential Application as Reinforcement in Making of Composites. In International Conference on Emerging Trends in Engineering (ICETE); Springer: Berlin, Germany, 2020; Volume 2, pp. 492–500. [Google Scholar]
- Musio, S.; Mussig, J.; Amaducci, S. Optimizing hemp fiber production for high performance composite applications. Front. Plant Sci. 2018, 9, 1702. [Google Scholar] [CrossRef] [PubMed]
- Ruan, P.; Raghavan, V.; Gariepy, Y.; Du, J. Characterization of flax water retting of different durations in laboratory condition and evaluation of its fiber properties. Bioresource 2015, 10, 3553–3563. [Google Scholar] [CrossRef] [Green Version]
- Lee, C.H.; Khalina, A.; Lee, S.H.; Ming, L. A Comprehensive Review on Bast Fibre Retting Process for Optimal Performance in Fibre-Reinforced Polymer Composites. Adv. Mater. Sci. Eng. 2020, 2020, 1–27. [Google Scholar] [CrossRef]
- Properties of Lapox L12 Epoxy. Available online: https://www.atul.co.in/wp-content/uploads/2017/06/PO_Lapox-L-12-K-5.pdf (accessed on 16 January 2022).
- Properties of K12 Hardener. Available online: https://www.atul.co.in/wp-content/uploads/2017/06/PO_Lapox-K-6.pdf (accessed on 16 January 2022).
- Mahesha, G.T.; Satish, S.B.; Vijaya, K.M.; Bhat, K.S. Preparation of Unidirectional Grewia Serrulata Fiber-Reinforced Polyester Composites and Evaluation of Tensile and Flexural Properties. J. Nat. Fibers 2016, 13, 547–554. [Google Scholar] [CrossRef]
- Atluri, R.; Prasad, V.K.; Mohana, R. Experimental Investigations of Mechanical proper- ties of Golden cane fiber reinforced Polyester Composites. Int. J. Polym. Anal. Charact. 2013, 18, 30–39. [Google Scholar] [CrossRef]
- Rajak, D.K.; Pagar, D.D.; Menezes, P.L.; Linul, E. Fiber-Reinforced Polymer Composites: Manufacturing, Properties, and Applications. Polymers 2019, 11, 1667. [Google Scholar] [CrossRef] [Green Version]
- Azlina, N.; Jawaid, M.; Syams, E.; Abdul, S.; Yamani, K. Tensile, physical and morphological properties of oil palm empty fruit bunch/sugarcane bagasse fibre reinforced phenolic hybrid composites. Integr. Med. Res. 2019, 8, 3466–3474. [Google Scholar]
- Bhagat, V.K.; Biswas, S.; Dehury, J. Physical, mechanical, and water absorption behavior of coir/glass fiber reinforced epoxy based hybrid composites. Polym. Compos. 2014, 35, 925–930. [Google Scholar] [CrossRef]
- Sydow, Z.; Sydow, M.; Wojciechowski, L.; Bienczak, K. Tribological Performance of Composites Reinforced with the Agricultural, Industrial and Post-Consumer Wastes: A Review. Materials 2021, 14, 1863. [Google Scholar] [CrossRef] [PubMed]
- Dhal, J.P.; Mishra, S.C. Processing and properties of natural fiber-reinforced polymer composite. J. Mater. 2013, 2013, 297213. [Google Scholar] [CrossRef] [Green Version]
- Suresh, S.; Sudhakara, D.; Vinod, B. Investigation on Industrial Waste Eco-Friendly Natural Fiber-Reinforced Polymer Composites. J. Bio-Tribo-Corros. 2020, 6, 40. [Google Scholar] [CrossRef]
- Radzi, A.M.; Sapuan, S.M.; Jawaid, M.; Mansor, M.R. Water absorption, thickness swelling and thermal properties of roselle/sugar palm fibre reinforced thermoplastic polyurethane hybrid composites. J. Mater. Res. Technol. 2019, 8, 3988–3994. [Google Scholar] [CrossRef]
- Wang, S.; Li, H.; Zou, S.; Zhang, G. Experimental research on a feasible rice husk/geopolymer foam building insulation material. Energy Build. 2020, 226, 110358. [Google Scholar] [CrossRef]
- Fidelis, M.E.A.; Pereira, T.V.C.; Gomes, O.D.F.M.; de Andrade Silva, F.; Toledo, F.R.D. The effect of fiber morphology on the tensile strength of natural fibers. J. Mater. Res. Technol. 2013, 2, 149–157. [Google Scholar] [CrossRef] [Green Version]
- Langhorst, A.; Ravandi, M.; Mielewski, D.; Banu, M. Technical agave fiber tensile performance: The effects of fiber heat-treatment. Ind. Crops Prod. 2021, 171, 113832. [Google Scholar] [CrossRef]
- Totong, T.; Wiah, W.; Muhammad, A.; Wanti, R.; Rudy, R. Extraction and Characterization of Natural Fiber from Furcraea Foetida Leaves as an Alternative Material for Textile Applications. J. Nat. Fibers 2021, 4, 1–12. [Google Scholar] [CrossRef]
- Ortega, Z.; Castellano, J.; Suarez, L.; Paz, R.; Díaz, N.; Benitez, A.N.; Marrero, M.D. Characterization of Agave americana L. plant as potential source of fibres for composites obtaining. SN Appl. Sci. 2019, 1, 987. [Google Scholar] [CrossRef] [Green Version]
- Dizbay-Onat, M.; Vaidya, U.K.; Balanay, J.A.G.; Lungu, C.T. Preparation and characterization of flax, hemp and sisal fiber-derived mesoporous activated carbon adsorbents. Adsorp. Sci. Technol. 2018, 36, 41–457. [Google Scholar] [CrossRef]
- Belouadah, Z.; Ati, A.; Rokbi, M. Characterization of new natural cellulosic fiber from Lygeum spartum L. Carbohydr. Polym. 2015, 134, 429–437. [Google Scholar] [CrossRef] [PubMed]
- Indran, S.; Edwin, R.R.; Sreenivasan, V.S. Characterization of new natural cellulosic fiber from Cissus quadrangularis root. Carbohydr. Polym. 2014, 110, 423–429. [Google Scholar] [CrossRef] [PubMed]
- Yao, F.; Wu, Q.; Lei, Y.; Guo, W.; Xu, Y. Thermal decomposition kinetics of natural fibers: Activation energy with dynamic thermo gravimetric analysis. Polym. Degrad. Stab. 2008, 93, 90–98. [Google Scholar] [CrossRef]
- Rowan, W.T.; Barry, W.; Ron, R. Quantitative surface analysis of hemp fibers using XPS, conventional and low voltage in-lens SEM. Appl. Sci. 2016, 133, 43023. [Google Scholar]
- Nishant, K.; Shantanu, B.; Kartick, S.K.; Rajendra, D.R. Extraction of Natural Cellulosic Fibers from Cornhusk and Its Physico-Chemical Properties. Fibers Polym. 2016, 17, 687–694. [Google Scholar]
- Hulle, A.; Kadole, P.; Katkar, P. Agave Americana Leaf Fibers. Fibers 2015, 3, 64–75. [Google Scholar] [CrossRef] [Green Version]
- Cao, Y.; Chan, F.; Chui, Y.H.; Xiao, H. Characterization of flax fibres modified by alkaline, enzyme, and steam-heat treatments. BioResources 2012, 7, 4109–4121. [Google Scholar]
- Chaabouni, Y.; Drean, J.Y.; Msahli, S.; Sakli, F. Morphological characterization of individual fiber of Agave americana L. Text. Res. J. 2006, 76, 367–374. [Google Scholar] [CrossRef]
- Richely, E.; Durand, S.; Melelli, A.; Kao, A.; Magueresse, A.; Dhakal, H.; Gorshkova, T.; Callebert, F.; Bourmaud, A.; Beaugrand, J.; et al. Novel Insight into the Intricate Shape of Flax Fibre Lumen. Fibers 2021, 9, 24. [Google Scholar] [CrossRef]
- Madsen, B.; Gamstedt, E.K. Wood versus Plant Fibers: Similarities and Differences in Composite Applications. Adv. Mater. Sci. Eng. 2013, 2013, 564346. [Google Scholar] [CrossRef] [Green Version]
- Hernandez-Estrada, A.; Reza, M.; Hughes, M. The Structure of Dislocations in Hemp (Cannabis sativa L.) Fibres and Implications for Mechanical Behaviour. BioResources 2020, 15, 2579–2595. [Google Scholar] [CrossRef]
- Anand, K.R.; Ramesh, B.S.; Ravishankar, S. Investigations on the Mechanical Properties of Natural Fiber Granulated Composite Using Hybrid Additive Manufacturing: A Novel Approach. Adv. Mater. Sci. Eng. 2021, 2021, 5536171. [Google Scholar]
- Arman, N.S.N.; Chen, R.S.; Ahmad, S. Review of state-of-the-art studies on the water absorption capacity of agricultural fiber-reinforced polymer composites for sustainable construction. Constr. Build. Mater. 2021, 302, 124174. [Google Scholar] [CrossRef]
- Panthapulakkal, S.; Sain, M. Studies on the water absorption properties of short hemp—Glass fiber hybrid polypropylene composites. J. Compos. Mater. 2007, 41, 1871–1883. [Google Scholar] [CrossRef]
- Miedzianowska, J.; Masłowski, M.; Strzelec, K. Thermoplastic elastomer biocomposites filled with cereal straw fibers obtained with different processing methods-preparation and properties. Polymer 2019, 11, 641. [Google Scholar] [CrossRef] [Green Version]
- Satish, S.B.; Mahesha, G.T.; Vijaya, K.M.; Padmaraj, N.H. Effect of chemical treatments on hardness and toughness properties of Grewia serrulata reinforced polymer composites. J. Mech. Eng. Res. Dev. 2019, 42, 228–230. [Google Scholar]
- Baley, C.; Perrot, Y.; Busnel, F. Transverse tensile behaviour of unidirectional plies reinforced with flax fibres. Mater. Lett. 2006, 60, 2984–2987. [Google Scholar] [CrossRef] [Green Version]
- Rui, C.; Tan, J. The effect of microstructure of unidirectional fibre-reinforced composites on mechanical properties under transverse loading: A review. J. Reinf. Plast. Compos. 2018, 37, 1360–1377. [Google Scholar] [CrossRef]
- Li, Y.; Li, Q.; Ma, H. The voids formation mechanisms and their effects on the mechanical properties of flax fiber reinforced epoxy composites. Compos. Part A Appl. Sci. Manuf. 2015, 72, 40–48. [Google Scholar] [CrossRef]
- Faizi, M.K.; Bakar, S.A.; Majid, M.S.; Mohd, S.B. Tensile Characterizations of Oil Palm Empty Fruit Bunch (OPEFB) Fibres Reinforced Composites in Various Epoxy/Fibre Fractions. Biointerface Res. Appl. Chem. 2021, 12, 6148–6163. [Google Scholar]
- Cristiano, F.; Ana, P.; Carlo, S. Mechanical and impact characterisation of flax and basalt fibre vinylester composites and their hybrids. Compos. Part B 2018, 137, 247–259. [Google Scholar]
- Saba, N.; Jawaid, M.; Othman, Y.; Alothman, M.; Paridah, T. A review on dynamic mechanical properties of natural fibre reinforced polymer composites. Constr. Build. Mater. 2016, 106, 149–159. [Google Scholar] [CrossRef]
- Mehdikhani, M.; Larissa, G.; Ignaas, V.; Stepan, V.L. Voids in fiber-reinforced polymer composites: A review on their formation, characteristics, and effects on mechanical performance. J. Compos. Mat. 2019, 53, 1579–1669. [Google Scholar] [CrossRef]
- Mohanavel, V.; Sathish, T.; Ravichandran, M.; Ganeshan, P.; Kumar, M.R.; Subbiah, R. Experimental investigations on mechanical properties of cotton/hemp fiber reinforced epoxy resin hybrid composites. J. Phys. Conf. Ser. 2021, 2021, 012015. [Google Scholar] [CrossRef]
- Jumaidin, R.; Sapuan, S.M.; Jawaid, M.; Ishak, M.R.; Sahari, J. Thermal, mechanical, and physical properties of seaweed/sugar palm fibre reinforced thermoplastic sugar palm Starch/Agar hybrid composites. Int. J. Biol. Macromol. 2017, 97, 606–615. [Google Scholar] [CrossRef] [PubMed]
- Devireddy, S.B.R.; Biswas, S. Physical and mechanical behavior of unidirectional banana/jute fiber reinforced epoxy based hybrid composites. Polym. Compos. 2017, 38, 1396–1403. [Google Scholar] [CrossRef]
- Ajith, G.; Senthil, K.M.; Elayaperumal, A. Experimental Investigations on Mechanical Properties of Jute Fiber Reinforced Composites with Polyester and Epoxy Resin Matrices. Procedia Eng. 2014, 97, 2052–2063. [Google Scholar]
- Khan, M.Z.; Srivastava, S.K.; Gupta, M.K. Tensile and flexural properties of natural fiber reinforced polymer composites: A review. J. Rein. Plast. Compos. 2018, 37, 1435–1455. [Google Scholar] [CrossRef]
- Patra, A.K.; Ray, I.; Alein, J.S. Introduction to Fracture Failure Analysis of Fiber Reinforced Polymer Matrix Composites. In Fracture Failure Analysis of Fiber Reinforced Polymer Matrix Composites, 1st ed.; Sanjay, M.R., Sathishkumar, T.P., Cuadrado, M.M., Barile, C., Eds.; Springer: Singapore, 2021; pp. 1–26. [Google Scholar]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Properties | Range |
|---|---|
| Density of epoxy (L-12) at 25 °C | 1.1–1.2 g/cm3 |
| Density of hardener (K-6) at 25 °C | 0.95–1.1 g/cm3 |
| Tensile strength | 55–70 MPa |
| Flexural strength | 120–140 MPa |
| Impact strength | 17–20 KJ/m2 |
| Thermal conductivity | 0.211 kCal/m h °C |
| Coefficient of liner thermal expansion | 64–68 10−6/°C |
| Water absorption (25 °C/24 h) | 0.5 w/w % (Max) |
| Sl. No | Sample Code | FF Fiber (Vf) | Epoxy (Vm) |
|---|---|---|---|
| 1 | Neat | 0 | 1 |
| 2 | F10E90 | 0.10 | 0.90 |
| 3 | F20E80 | 0.20 | 0.80 |
| 4 | F30E70 | 0.30 | 0.70 |
| Element | Furcraea Foetida | Jute | Cotton | |||
|---|---|---|---|---|---|---|
| Weight (%) | Atomic (%) | Weight (%) | Atomic (%) | Weight (%) | Atomic (%) | |
| C | 46.02 | 58.03 | 55.68 | 62.72 | 46.1 | 53.2 |
| O | 41.93 | 39.69 | 43.89 | 37.11 | 53.9 | 46.8 |
| Na | 0.42 | 0.28 | - | - | - | - |
| Cl | 0.53 | 0.23 | - | - | - | - |
| K | 0.78 | 0.30 | - | - | - | - |
| Ca | 1.93 | 0.73 | - | - | - | - |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Madival, A.S.; Doreswamy, D.; Maddasani, S.; Shettar, M.; Shetty, R. Processing, Characterization of Furcraea foetida (FF) Fiber and Investigation of Physical/Mechanical Properties of FF/Epoxy Composite. Polymers 2022, 14, 1476. https://doi.org/10.3390/polym14071476
Madival AS, Doreswamy D, Maddasani S, Shettar M, Shetty R. Processing, Characterization of Furcraea foetida (FF) Fiber and Investigation of Physical/Mechanical Properties of FF/Epoxy Composite. Polymers. 2022; 14(7):1476. https://doi.org/10.3390/polym14071476
Chicago/Turabian StyleMadival, Abhishek Sadananda, Deepak Doreswamy, Srinivasulu Maddasani, Manjunath Shettar, and Raviraj Shetty. 2022. "Processing, Characterization of Furcraea foetida (FF) Fiber and Investigation of Physical/Mechanical Properties of FF/Epoxy Composite" Polymers 14, no. 7: 1476. https://doi.org/10.3390/polym14071476
APA StyleMadival, A. S., Doreswamy, D., Maddasani, S., Shettar, M., & Shetty, R. (2022). Processing, Characterization of Furcraea foetida (FF) Fiber and Investigation of Physical/Mechanical Properties of FF/Epoxy Composite. Polymers, 14(7), 1476. https://doi.org/10.3390/polym14071476