
Effect of Prosopis Juliflora Thorns on Mechanical Properties of Plastic Waste Reinforced Epoxy Composites

 ,
,  ,
,  , , ,
, , ,  and
and 
Abstract
:
1. Introduction
2. Experimental Details
2.1. Materials
2.2. Fabrication Method
2.3. Mechanical Properties Examination Methods
- MA% = Moisture absorption percentage
- W1 = Sample weight before the experiment in gms
- W2 = Sample weight after the experiment in gms
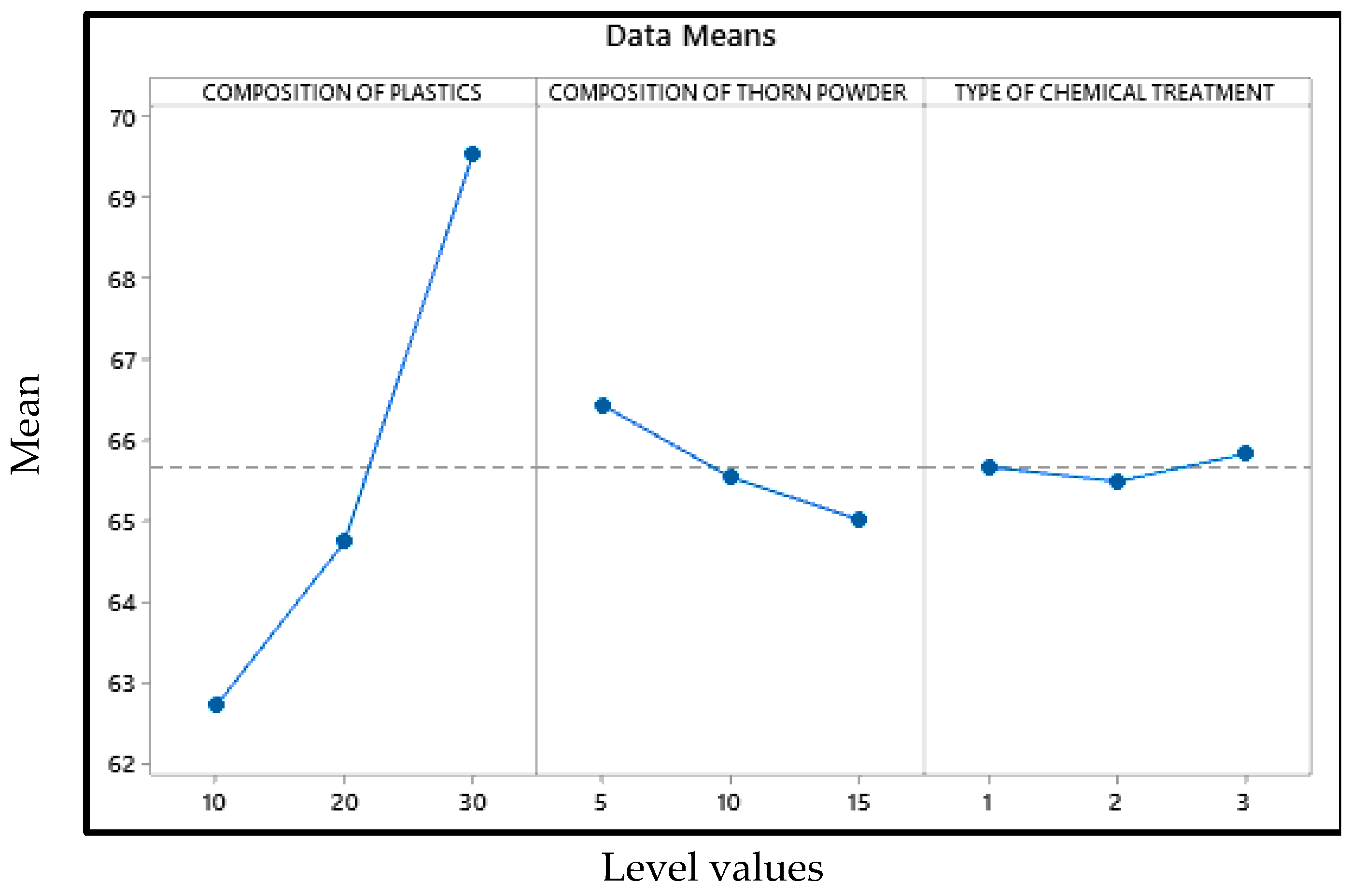
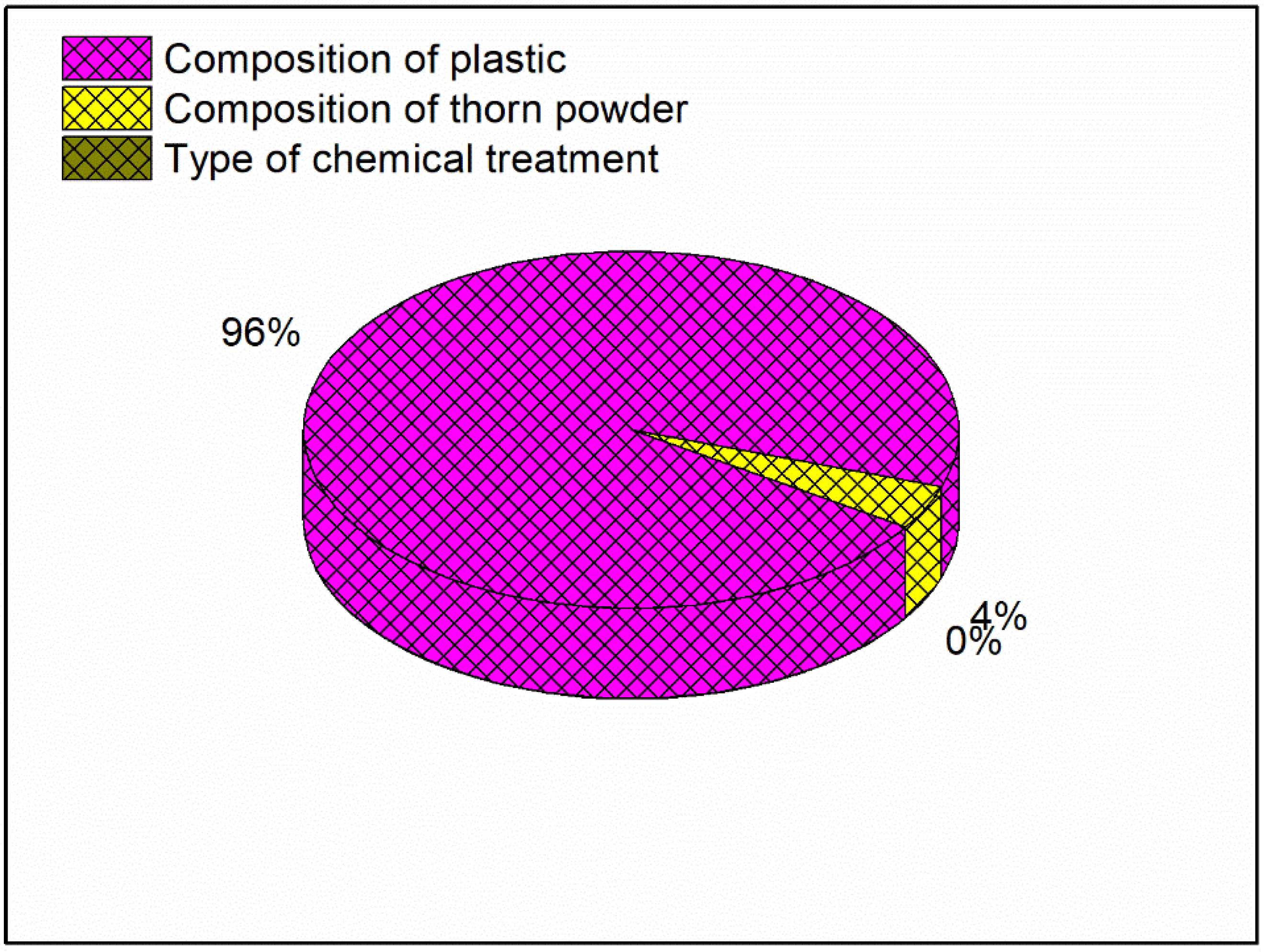
2.4. Optimization Technique
3. Results and Discussion
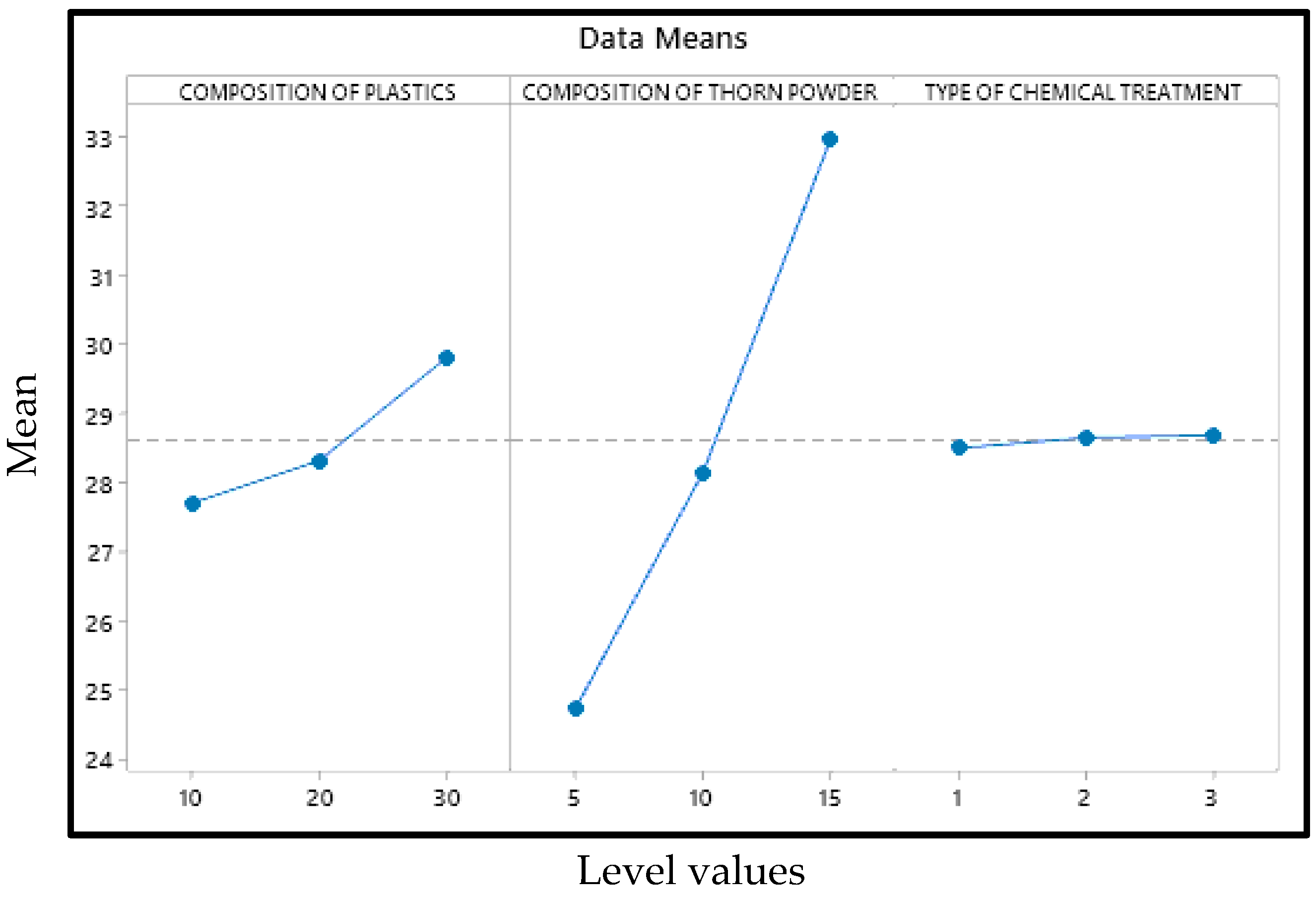
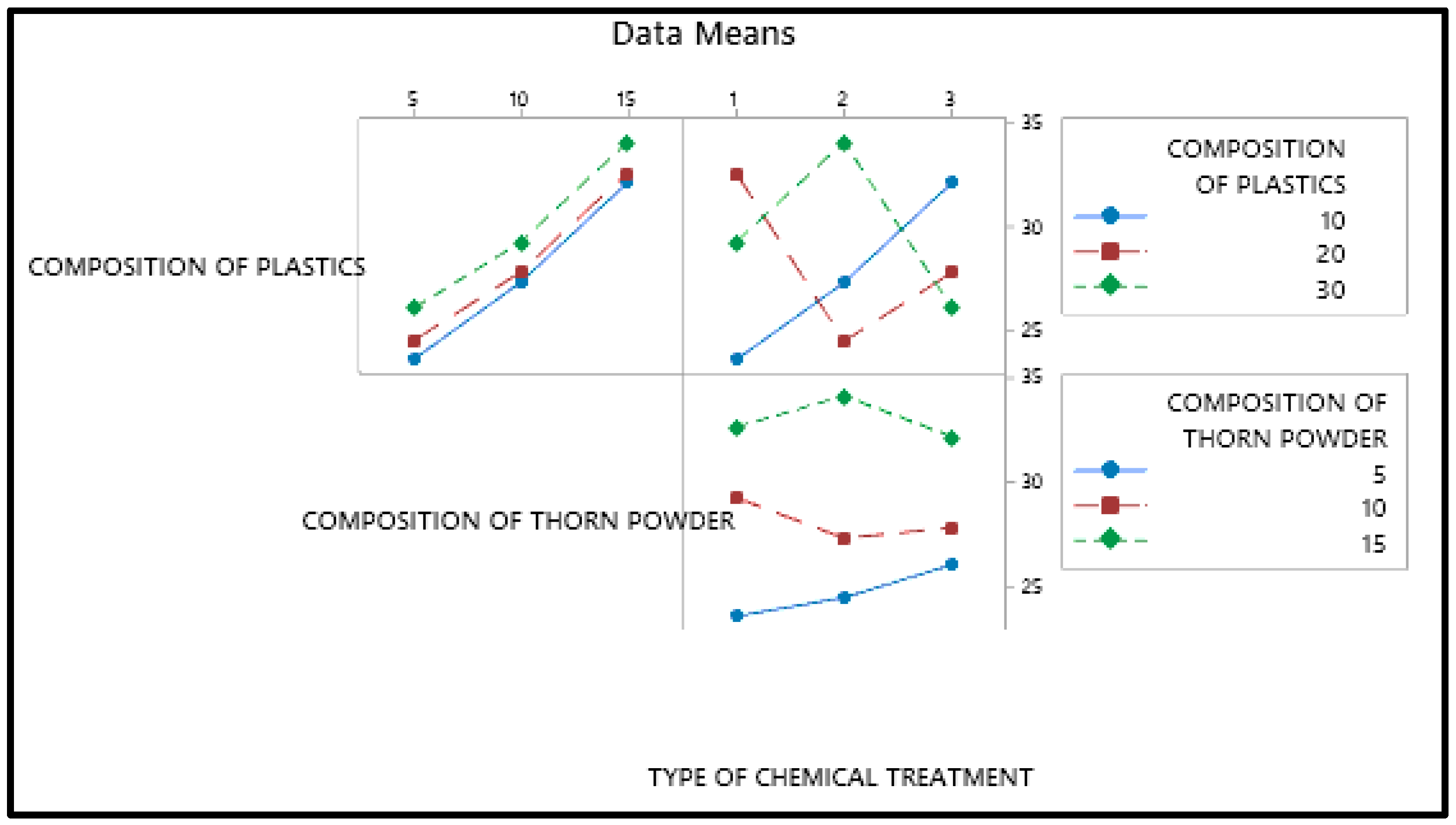
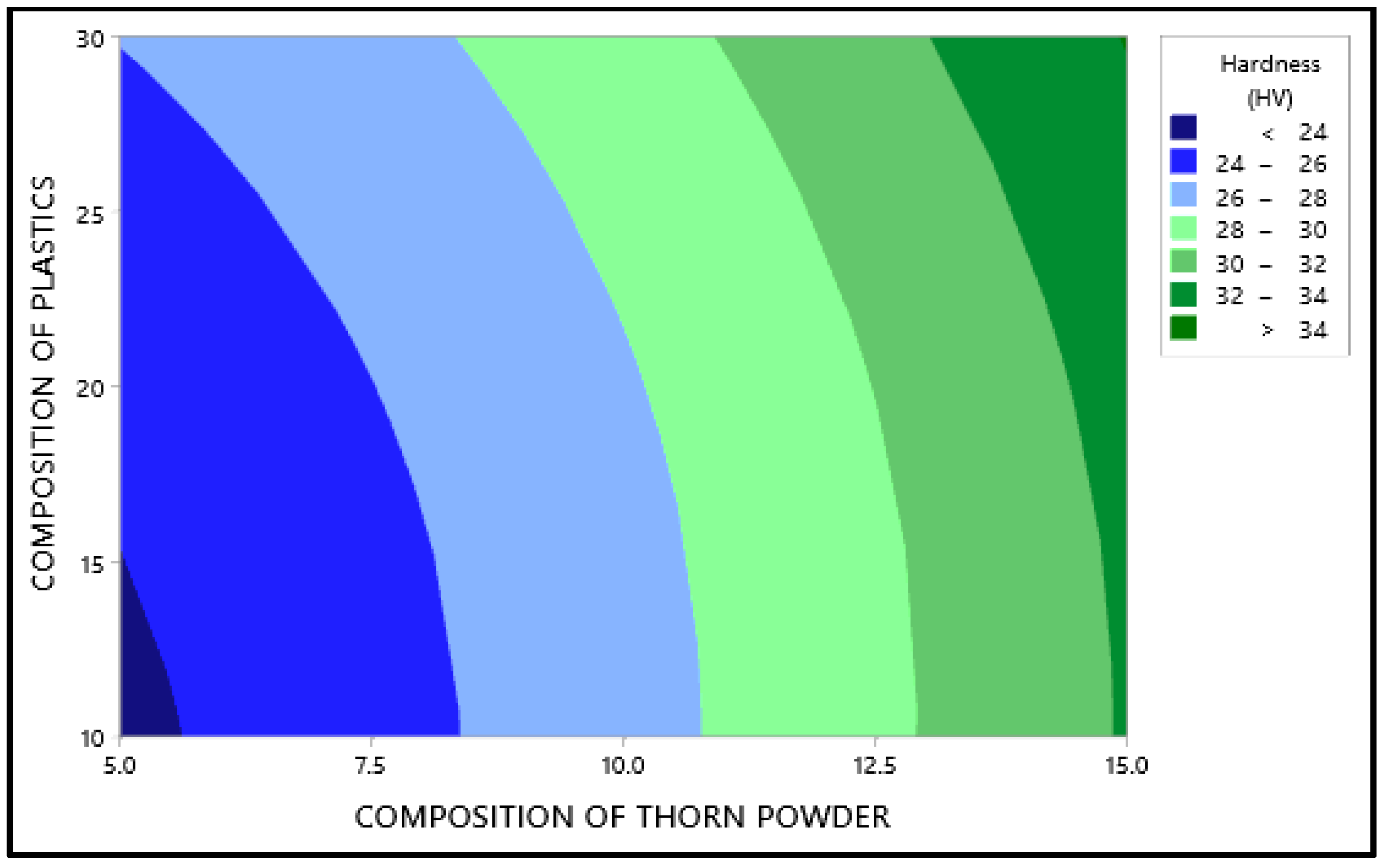
3.1. Hardness Analysis
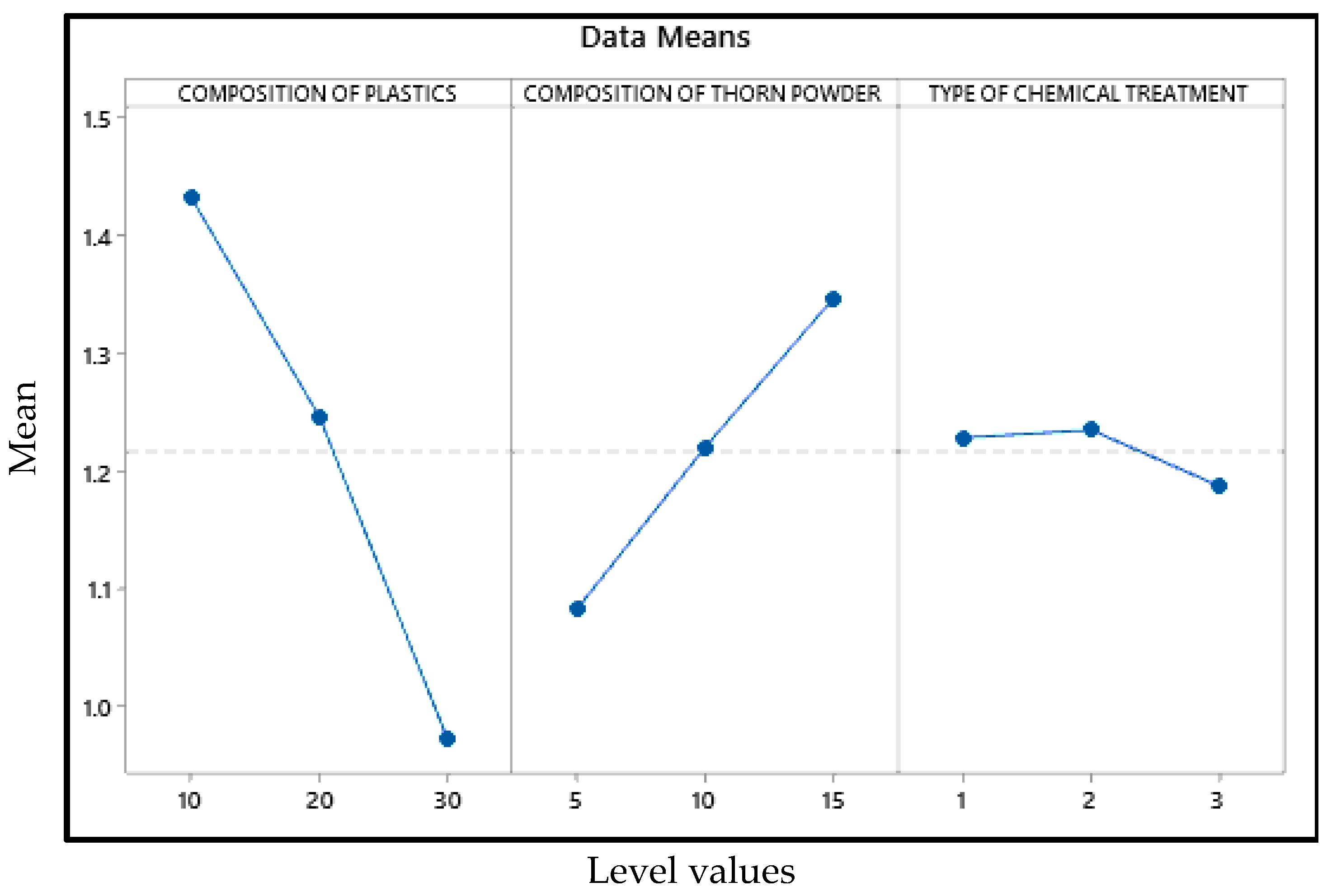
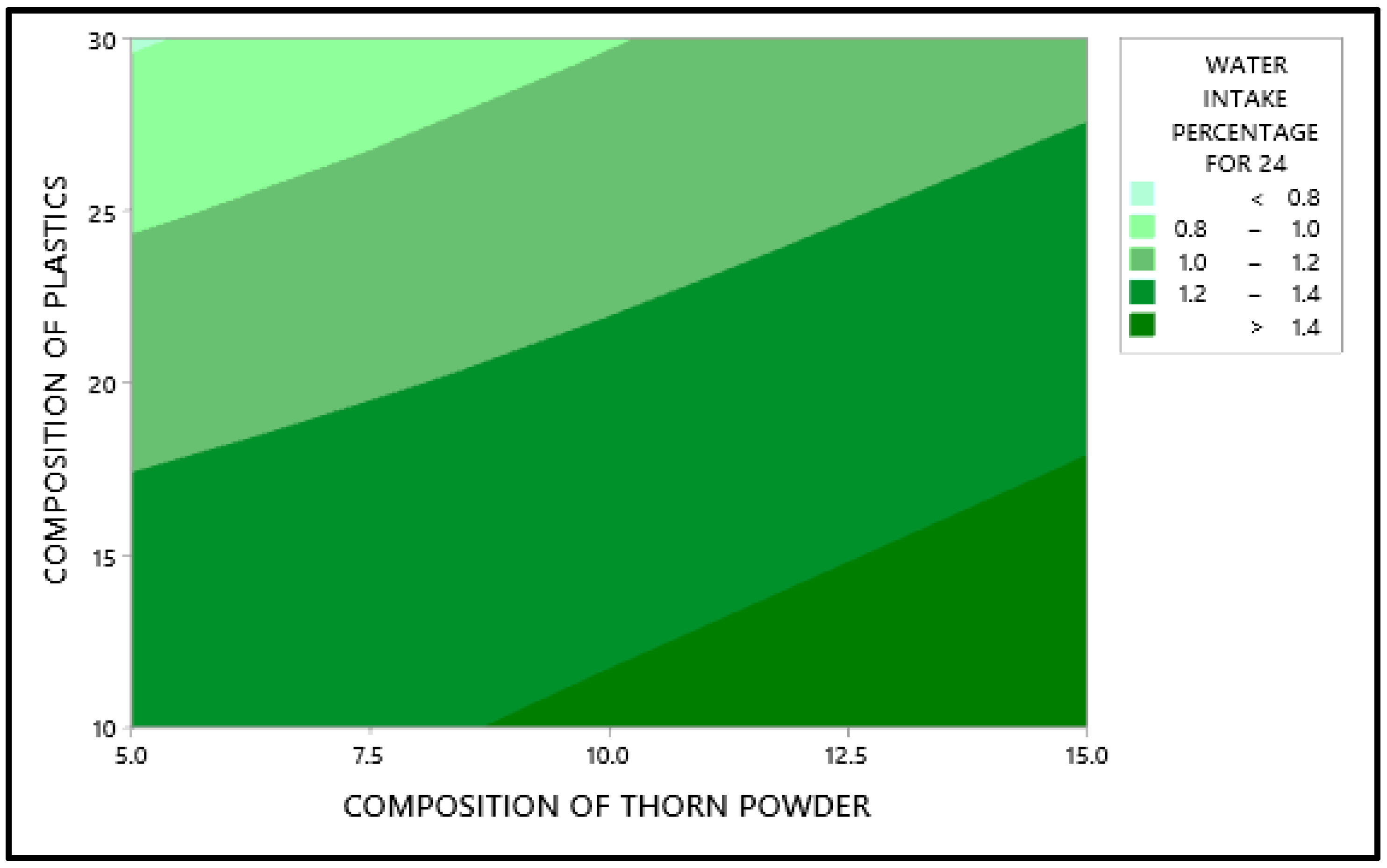
3.2. Water Absorption Property
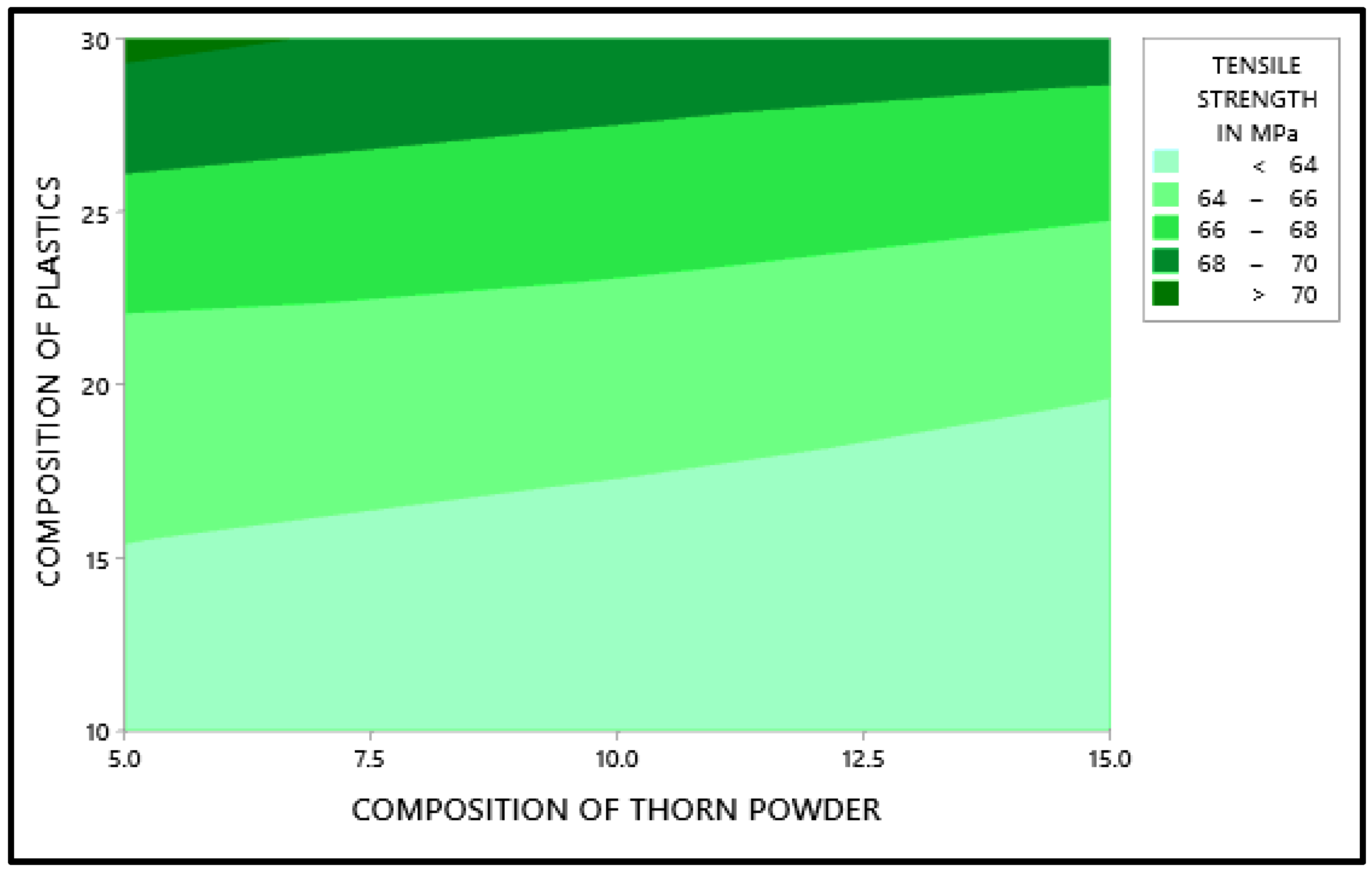
3.3. Tensile Strength
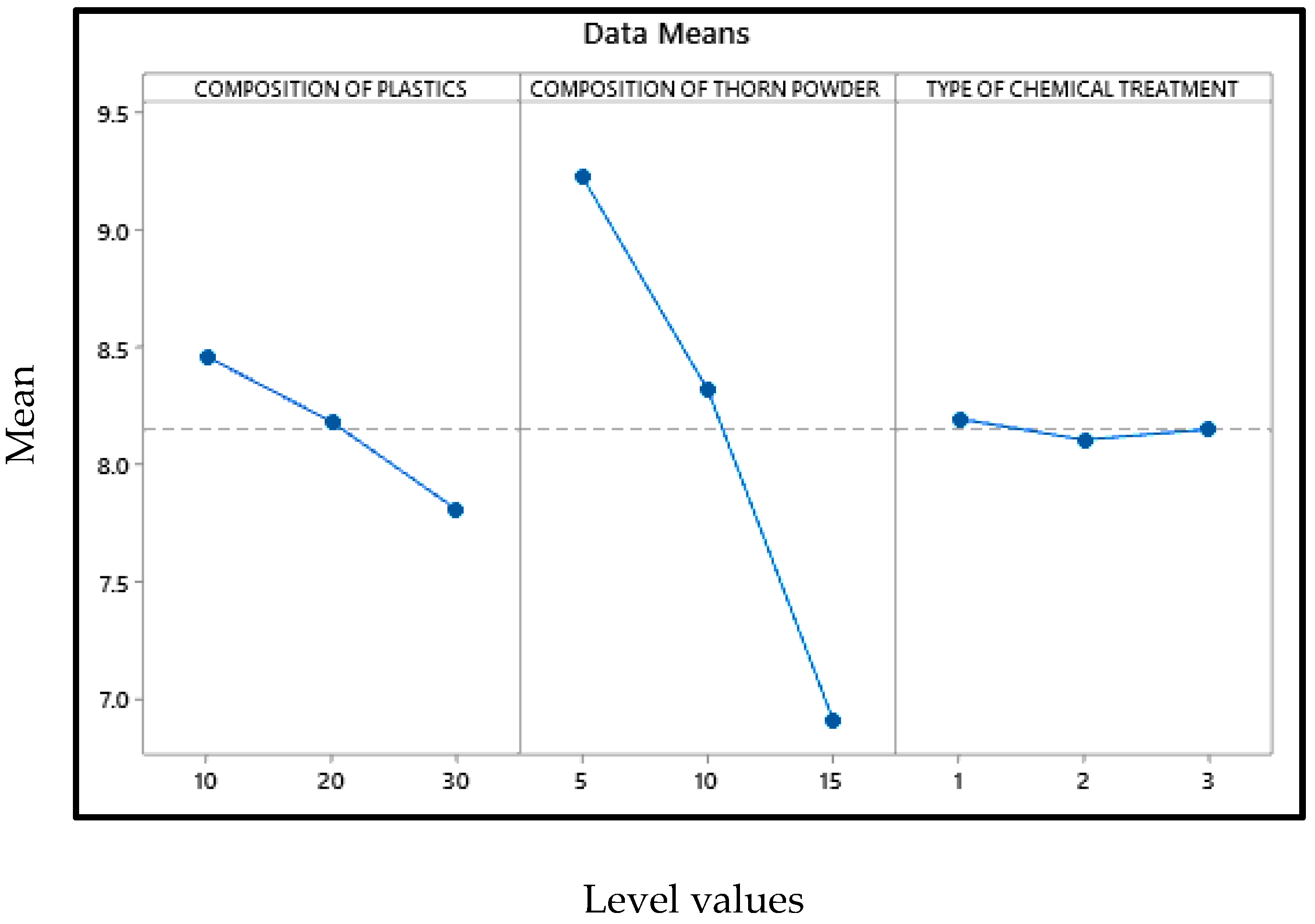
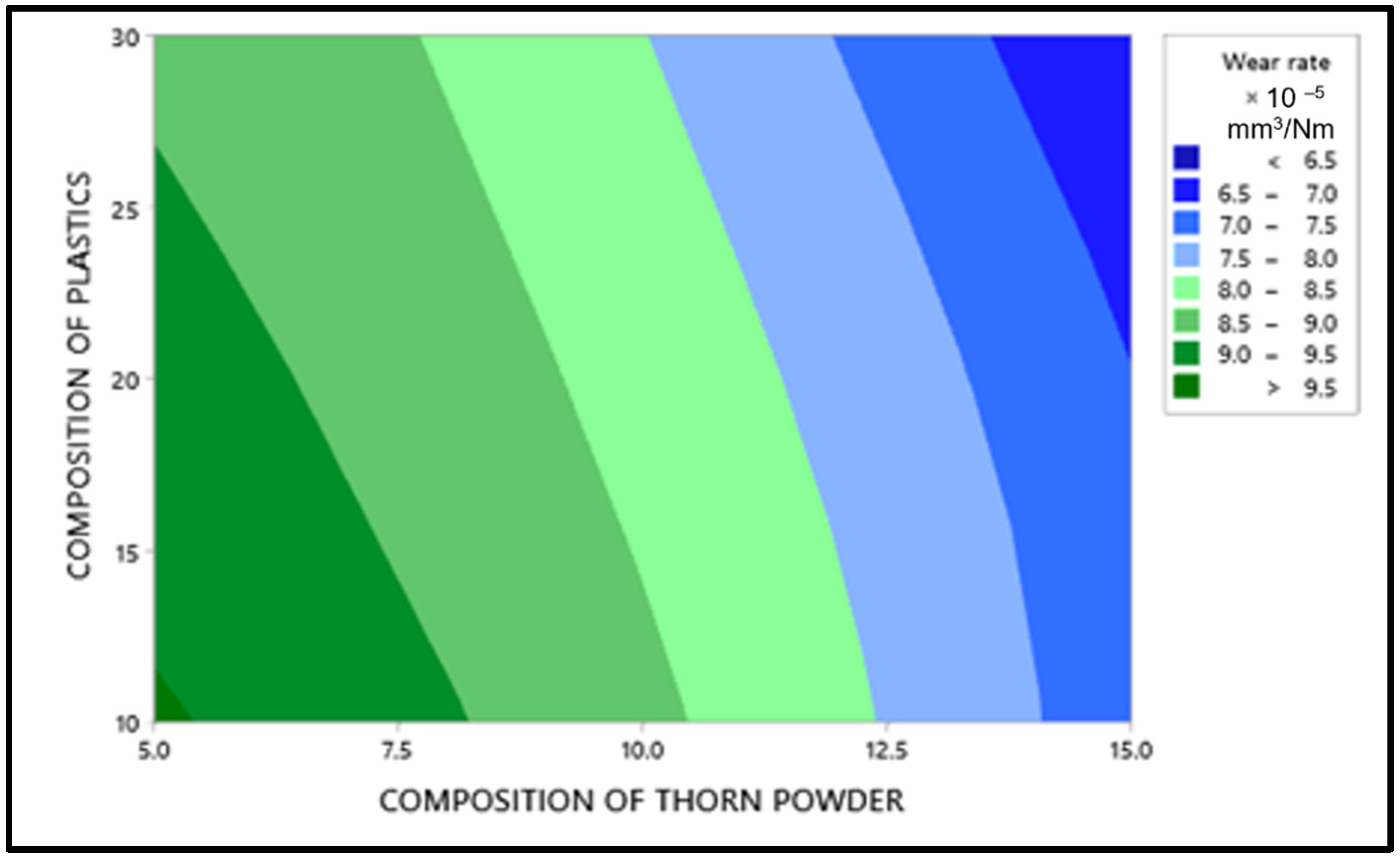
3.4. Abrasion Wear Behavior
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| PJ | Prosopis juliflora |
| RH | Rice husk |
| NaOH | Sodium hydroxide |
| ANOVA | Analysis of Variance |
| GFRP | Glass fiber reinforced polymer |
| W/V | Weight by volume |
| V/V | Volume by volume |
| HCL | Hydrochloric acid |
| pH | Potential of Hydrogen |
| UTM | Universal testing machine |
| ASTM | American society for testing and materials |
| UK | United Kingdom |
| DOE | Design of Experiments |
| DOF | Degrees of freedom |
| SS | Sum of squares |
| MS | Mean sum of squares |
| F-value | Fisher’s value |
| p-value | Probability value |
| R2 | Regression square |
| SEM | Scanning electron microscopy |
References
- Marichelvam, M.K.; Manimaran, P.; Sanjay, M.R.; Siengchin, S.; Geetha, M.; Kandakodeeswaran, K.; Boonyasopon, P.; Gorbatyuk, S. Extraction and Development of Starch-Based Bioplastics from Prosopis Juliflora Plant: Eco-Friendly and Sustainability Aspects. Curr. Res. Green Sustain. Chem. 2022, 5, 100296. [Google Scholar] [CrossRef]
- Wakie, T.T.; Laituri, M.; Evangelista, P.H. Assessing the Distribution and Impacts of Prosopis Juliflora through Participatory Approaches. Appl. Geogr. 2016, 66, 132–143. [Google Scholar] [CrossRef]
- Sato, T. Beyond Water-Intensive Agriculture: Expansion of Prosopis Juliflora and Its Growing Economic Use in Tamil Nadu, India. Land Use Policy 2013, 35, 283–292. [Google Scholar] [CrossRef]
- Kailappan, R.; Gothandapani, L.; Viswanathan, R. Production of Activated Carbon from Prosopis (Prosopis Juliflora). Bioresour. Technol. 2000, 75, 241–243. [Google Scholar] [CrossRef]
- Surya Rajan, B.; Balaji, M.A.S.; Saravanakumar, S.S. Effect of Chemical Treatment and Fiber Loading on Physico-Mechanical Properties of Prosopis Juliflora Fiber Reinforced Hybrid Friction Composite. Mater. Res. Express 2019, 6, 035302. [Google Scholar] [CrossRef]
- Madhu, P.; Pradeep, S.; Sanjay, M.R.; Siengchin, S. Characterization of Raw and Alkali Treated Prosopis Juliflora Fibers for Potential Polymer Composite Reinforcement. IOP Conf. Ser. Mater. Sci. Eng. 2019, 653, 012016. [Google Scholar] [CrossRef]
- Manoj Kumar, G.; Uthranarayan, C.; Joseph Jebaraj, D.J.; Keerthana, S.; Ganesh, N. Exploration of Tensile, Flexural and Hardness Test Properties of Prosopis Juliflora/Glass/Epoxy Hybrid Composite Laminates. J. Phys. Conf. Ser. 2019, 1362, 012015. [Google Scholar] [CrossRef]
- Valencia, L.; Arumughan, V.; Jalvo, B.; Maria, H.J.; Thomas, S.; Mathew, A.P. Nanolignocellulose Extracted from Environmentally Undesired Prosopis Juliflora. ACS Omega 2019, 4, 4330–4338. [Google Scholar] [CrossRef] [Green Version]
- Santhosh, M.S.; Karthikeyan, G.; Sasikumar, R.; Hariharan, R.; Mohanraj, R. Mechanical and Morphological Behaviour of Rice Husk/Prosopis Juliflora Reinforced Bio Composites. Mater. Today Proc. 2020, 27, 556–560. [Google Scholar] [CrossRef]
- Kathirvel, P.; Anik, G.A.; Kaliyaperumal, S.R.M. Effect of Partial Replacement of Cement with Prosopis Juliflora Ash on the Strength and Microstructural Characteristics of Cement Concrete. Constr. Build. Mater. 2019, 225, 273–282. [Google Scholar] [CrossRef]
- Shanmugapriya, S.; Surendran, S.; Lee, Y.S.; Selvan, R.K. Improved Surface Charge Storage Properties of Prosopis Juliflora (Pods) Derived Onion–like Porous Carbon through Redox-Mediated Reactions for Electric Double Layer Capacitors. Appl. Surf. Sci. 2019, 492, 896–908. [Google Scholar] [CrossRef]
- Balan, G.S.; Ravichandran, M. Study of Moisture Absorption Characteristics of Jute Fiber Reinforced Waste Plastic Filled Polymer Composite. Mater. Today Proc. 2020, 27, 712–717. [Google Scholar] [CrossRef]
- Arthanarieswaran, V.P.; Kumaravel, A.; Kathirselvam, M.; Saravanakumar, S.S. Mechanical and Thermal Properties of Acacia Leucophloea Fiber/Epoxy Composites: Influence of Fiber Loading and Alkali Treatment. Int. J. Polym. Anal. Charact. 2016, 21, 571–583. [Google Scholar] [CrossRef]
- Swain, P.T.R.; Biswas, S. Abrasive Wear Behaviour of Surface Modified Jute Fiber Reinforced Epoxy Composites. Mater. Res. 2017, 20, 661–671. [Google Scholar] [CrossRef]
- Darshan, S.M.; Suresha, B. Mechanical and Abrasive Wear Behaviour of Waste Silk Fiber Reinforced Epoxy Biocomposites Using Taguchi Method. Mater. Sci. Forum 2019, 969, 787–793. [Google Scholar] [CrossRef]
- Shiva Kumar, K.; Chennakesava Reddy, A. Investigation on Mechanical Properties and Wear Performance of Nylon-6/Boron Nitride Polymer Composites by Using Taguchi Technique. Results Mater. 2020, 5, 100070. [Google Scholar] [CrossRef]
- Ferdous, W.; Manalo, A.; Aravinthan, T. Bond Behaviour of Composite Sandwich Panel and Epoxy Polymer Matrix: Taguchi Design of Experiments and Theoretical Predictions. Constr. Build. Mater. 2017, 145, 76–87. [Google Scholar] [CrossRef]
- Karthik, K.; Rajamani, D.; Manimaran, A.; Udaya Prakash, J. Wear Behaviour of Hybrid Polymer Matrix Composites Using Taguchi Technique. Mater. Today Proc. 2020, 33, 3186–3190. [Google Scholar] [CrossRef]
- Siva Prasad, K.; Chaitanya, G. Optimization of Process Parameters on Surface Roughness during Drilling of GFRP Composites Using Taguchi Technique. Mater. Today Proc. 2020, 39, 1553–1558. [Google Scholar] [CrossRef]
- Azman, M.A.; Asyraf, M.R.M.; Khalina, A.; Petrů, M.; Ruzaidi, C.M.; Sapuan, S.M.; Wan Nik, W.B.; Ishak, M.R.; Ilyas, R.A.; Suriani, M.J. Natural Fiber Reinforced Composite Material for Product Design: A Short Review. Polymers 2021, 13, 1917. [Google Scholar] [CrossRef]
- Khare, J.M.; Dahiya, S.; Gangil, B.; Ranakoti, L.; Sharma, S.; Huzaifah, M.R.M.; Ilyas, R.A.; Dwivedi, S.P.; Chattopadhyaya, S.; Kilinc, H.C.; et al. Comparative Analysis of Erosive Wear Behaviour of Epoxy, Polyester and Vinyl Esters Based Thermosetting Polymer Composites for Human Prosthetic Applications Using Taguchi Design. Polymers 2021, 13, 3607. [Google Scholar] [CrossRef]
- Sienkiewicz, N.; Dominic, M.; Parameswaranpillai, J. Natural Fillers as Potential Modifying Agents for Epoxy Composition: A Review. Polymers 2022, 14, 265. [Google Scholar] [CrossRef]
- Sakthi Balan, G.; Ravichandran, M.; Kumar, V.S. Study of ageing effect on mechanical properties of prosopis juliflora fibre reinforced palm seed powder filled polymer composite. Aust. J. Mech. Eng. 2020, 18, 1–13. [Google Scholar] [CrossRef]
- Agunsoye, J.O.; Isaac, T.S.; Awe, O.I.; Onwuegbuzie, A.T. Effect of Silicon Additions on the Wear Properties of Grey Cast Iron. J. Miner. Mater. Charact. Eng. 2013, 2013, 61–67. [Google Scholar] [CrossRef] [Green Version]
- Sujin Jose, A.; Athijayamani, A.; Ramanathan, K.; Sidhardhan, S. Effects of Aspect Ratio and Loading on the Mechanical Properties of Prosopis Juliflora Fibre-Reinforced Phenol Formaldehyde Composites. Fibres Text. East. Eur. 2017, 25, 59–64. [Google Scholar] [CrossRef]
- Stalin, B.; Nagaprasad, N.; Vignesh, V.; Ravichandran, M.; Rajini, N.; Ismail, S.O.; Mohammad, F. Evaluation of Mechanical, Thermal and Water Absorption Behaviors of Polyalthia Longifolia Seed Reinforced Vinyl Ester Composites. Carbohydr. Polym. 2020, 248, 116748. [Google Scholar] [CrossRef] [PubMed]
- Gopal Krishna, U.B.; Srinivasa, C.S.; Amara, N.S.; Gudoor, S. Processing, Characterization and Property Evaluation of Seashell and Glass Fibre Added Epoxy Based Polymer Matrix Composite. Mater. Today Proc. 2019, 35, 417–422. [Google Scholar] [CrossRef]
- Saba, N.; Paridah, M.T.; Jawaid, M. Mechanical Properties of Kenaf Fibre Reinforced Polymer Composite: A Review. Constr. Build. Mater. 2015, 76, 87–96. [Google Scholar] [CrossRef]
- Nagaraj, N.; Balasubramaniam, S.; Venkataraman, V.; Manickam, R.; Nagarajan, R.; Sikiru Oluwarotimi, I. Effect of Cellulosic Filler Loading on Mechanical and Thermal Properties of Date Palm Seed/Vinyl Ester Composites. Int. J. Biol. Macromol. 2020, 147, 53–66. [Google Scholar] [CrossRef]
- Vigneshwaran, K.; Venkateshwaran, N.; Srinivasan, S.P. Mechanical, Thermal and Vibration Characteristics of Dosinia Exoleta Dispersed Polymer Composites. Int. J. Polym. Anal. Charact. 2018, 23, 646–656. [Google Scholar] [CrossRef]
- Elkhouly, H.I.; Abdel-Magied, R.K.; Aly, M.F. Date Palm Seed as Suitable Filler Material in Glass–Epoxy Composites. Iran. Polym. J. Engl. Ed. 2019, 28, 65–73. [Google Scholar] [CrossRef]
- Balan, G.S.; Ganesh, N.; Ravichandran, M. Study of Tribological and Water Intake Characteristics of Epoxy Based Hybrid Composite. Mater. Today Proc. 2020, 27, 729–735. [Google Scholar] [CrossRef]
- Ananthu, M.; Shamnadh, M.; Dileep, P.N. Experimental Evaluation on Mechanical Properties and Wear Resistance in PMMA Seashell Bionanocomposite for Medical Application. Mater. Today Proc. 2018, 5, 25657–25666. [Google Scholar] [CrossRef]
- Palanivendhan, M.; Chandradass, J.; Kaviyarasu, T.; Philip, J. Fabrication and Characteristics of Hybrid Glass Fiber/Prosopis Juliflora Reinforced Epoxy Composite. Mater. Today Proc. 2021, 45, 6833–6837. [Google Scholar] [CrossRef]
- Balasundaram, R.; Devi, S.S.; Balan, G.S. Machine learning approaches for prediction of properties of natural fiber composites: Apriori algorithm. Aust. J. Mech. Eng. 2022, 20, 1–16. [Google Scholar] [CrossRef]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| S. No. | Variables | Units | Stages | ||
|---|---|---|---|---|---|
| 1 | 2 | 3 | |||
| 1 | Particulates of waste plastics | Wt% | 10 | 20 | 30 |
| 2 | Prosopis juliflora thorn powder | Wt% | 5 | 10 | 15 |
| 3 | Chemical treatment | - | Nil | NaOH (Alkali) | Triethoxy vinyl silane |
| Trail No | Process Parameters | Hardness (Hv) | Tensile Strength (MPa) | Water Intake Percentage for 24 h | Wear Rate × 10−5 mm3/Nm | ||
|---|---|---|---|---|---|---|---|
| Plastic Particulates (Wt%) (A) | Thorn Powder (Wt%) (B) | Type of Chemical Treatment (C) | |||||
| 1 | 10 | 5 | 1 | 23.6 | 63.56 | 1.35 | 9.55 |
| 2 | 10 | 5 | 1 | 23.5 | 63.55 | 1.32 | 9.55 |
| 3 | 10 | 5 | 1 | 23.7 | 63.56 | 1.33 | 9.58 |
| 4 | 10 | 10 | 2 | 27.2 | 62.44 | 1.44 | 8.6 |
| 5 | 10 | 10 | 2 | 27.5 | 62.44 | 1.41 | 8.62 |
| 6 | 10 | 10 | 2 | 27.3 | 62.46 | 1.43 | 8.61 |
| 7 | 10 | 15 | 3 | 32.1 | 62.12 | 1.53 | 7.2 |
| 8 | 10 | 15 | 3 | 32.4 | 62.11 | 1.54 | 7.22 |
| 9 | 10 | 15 | 3 | 32 | 62.09 | 1.54 | 7.2 |
| 10 | 20 | 5 | 2 | 24.8 | 65.22 | 1.15 | 9.2 |
| 11 | 20 | 5 | 2 | 24.6 | 65.22 | 1.12 | 9.21 |
| 12 | 20 | 5 | 2 | 24.1 | 65.21 | 1.13 | 9.21 |
| 13 | 20 | 10 | 3 | 27.8 | 64.87 | 1.23 | 8.33 |
| 14 | 20 | 10 | 3 | 27.9 | 64.85 | 1.24 | 8.32 |
| 15 | 20 | 10 | 3 | 27.8 | 64.86 | 1.26 | 8.33 |
| 16 | 20 | 15 | 1 | 32.5 | 64.15 | 1.36 | 7.01 |
| 17 | 20 | 15 | 1 | 32.6 | 64.12 | 1.35 | 7.02 |
| 18 | 20 | 15 | 1 | 32.8 | 64.13 | 1.37 | 7 |
| 19 | 30 | 5 | 3 | 25.9 | 70.54 | 0.8 | 8.91 |
| 20 | 30 | 5 | 3 | 26.1 | 70.51 | 0.79 | 8.91 |
| 21 | 30 | 5 | 3 | 26.2 | 70.52 | 0.75 | 8.92 |
| 22 | 30 | 10 | 1 | 29.1 | 69.3 | 0.97 | 8 |
| 23 | 30 | 10 | 1 | 29.2 | 69.31 | 0.96 | 8.01 |
| 24 | 30 | 10 | 1 | 29.5 | 69.31 | 1.04 | 8.02 |
| 25 | 30 | 15 | 2 | 34.1 | 68.79 | 1.18 | 6.5 |
| 26 | 30 | 15 | 2 | 34.2 | 68.8 | 1.15 | 6.49 |
| 27 | 30 | 15 | 2 | 34.05 | 68.79 | 1.1 | 6.5 |
| Source | DOF | Adjacent SS | Adjacent MS | F-Values | p-Values |
|---|---|---|---|---|---|
| Regression | 3 | 326.603 | 108.868 | 514.7 | 0 |
| Composition Of Plastics | 1 | 20.161 | 20.161 | 95.32 | 0 |
| Composition Of Thorn Powder | 1 | 306.281 | 306.281 | 1448.02 | 0 |
| Type Of Chemical Treatment | 1 | 0.161 | 0.161 | 0.76 | 0.393 |
| Error | 23 | 4.865 | 0.212 | ||
| Lack-Of-Fit | 5 | 4.253 | 0.851 | 25.03 | 0 |
| Pure Error | 18 | 0.612 | 0.034 | ||
| Total | 26 | 331.468 |
| Variables | D.F | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Regression | 3 | 1.2791 | 0.426367 | 253.2 | 0 |
| Composition of Plastics | 1 | 0.95681 | 0.956806 | 568.21 | 0 |
| Composition of Thorn Powder | 1 | 0.31469 | 0.314689 | 186.88 | 0 |
| Chemical Treatment | 1 | 0.00761 | 0.007606 | 4.52 | 0.045 |
| Error | 23 | 0.03873 | 0.001684 | ||
| Lack-of-Fit | 5 | 0.02813 | 0.005626 | 9.55 | 0 |
| Error | 18 | 0.0106 | 0.000589 | ||
| Total | 26 | 1.31783 |
| Variables | D.F | Adj SS | Adj MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Regression | 3 | 219.608 | 73.203 | 136.59 | 0 |
| Composition Of Plastics | 1 | 210.398 | 210.398 | 392.57 | 0 |
| Composition Of Thorn Powder | 1 | 9.088 | 9.088 | 16.96 | 0 |
| Type Of Chemical Treatment | 1 | 0.122 | 0.122 | 0.23 | 0.638 |
| Error | 23 | 12.327 | 0.536 | ||
| Lack-of-Fit | 5 | 12.325 | 2.465 | 20797.84 | 0 |
| Pure Error | 18 | 0.002 | 0 | ||
| Total | 26 | 231.935 |
| Variables | D.F | Adjacent SS | Adjacent MS | F-Value | p-Value |
|---|---|---|---|---|---|
| Regression | 3 | 26.1904 | 8.7301 | 467.52 | 0 |
| Composition Of Plastics | 1 | 1.9143 | 1.9143 | 102.51 | 0 |
| Composition Of Thorn Powder | 1 | 24.2672 | 24.2672 | 1299.58 | 0 |
| Type Of Chemical Treatment | 1 | 0.0089 | 0.0089 | 0.48 | 0.497 |
| Error | 23 | 0.4295 | 0.0187 | ||
| Lack-of-Fit | 5 | 0.4278 | 0.0856 | 888.4 | 0 |
| Pure Error | 18 | 0.0017 | 0.0001 | ||
| Total | 26 | 26.6199 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ganapathy, S.B.; Sakthivel, A.R.; Sultan, M.T.H.; Shahar, F.S.; Shah, A.U.M.; Khan, T.; Sebaey, T.A. Effect of Prosopis Juliflora Thorns on Mechanical Properties of Plastic Waste Reinforced Epoxy Composites. Polymers 2022, 14, 1278. https://doi.org/10.3390/polym14071278
Ganapathy SB, Sakthivel AR, Sultan MTH, Shahar FS, Shah AUM, Khan T, Sebaey TA. Effect of Prosopis Juliflora Thorns on Mechanical Properties of Plastic Waste Reinforced Epoxy Composites. Polymers. 2022; 14(7):1278. https://doi.org/10.3390/polym14071278
Chicago/Turabian StyleGanapathy, Sakthi Balan, Aravind Raj Sakthivel, Mohamed Thariq Hameed Sultan, Farah Syazwani Shahar, Ain Umaira Md Shah, Tabrej Khan, and Tamer A. Sebaey. 2022. "Effect of Prosopis Juliflora Thorns on Mechanical Properties of Plastic Waste Reinforced Epoxy Composites" Polymers 14, no. 7: 1278. https://doi.org/10.3390/polym14071278
APA StyleGanapathy, S. B., Sakthivel, A. R., Sultan, M. T. H., Shahar, F. S., Shah, A. U. M., Khan, T., & Sebaey, T. A. (2022). Effect of Prosopis Juliflora Thorns on Mechanical Properties of Plastic Waste Reinforced Epoxy Composites. Polymers, 14(7), 1278. https://doi.org/10.3390/polym14071278