
Fabrication and Property Characterization of Long-Glass-Fiber-Reinforced Polypropylene Composites Processed Using a Three-Barrel Injection Molding Machine


 ,
, 


Abstract
:
1. Introduction
2. Materials and Methods
2.1. Material Fabrication
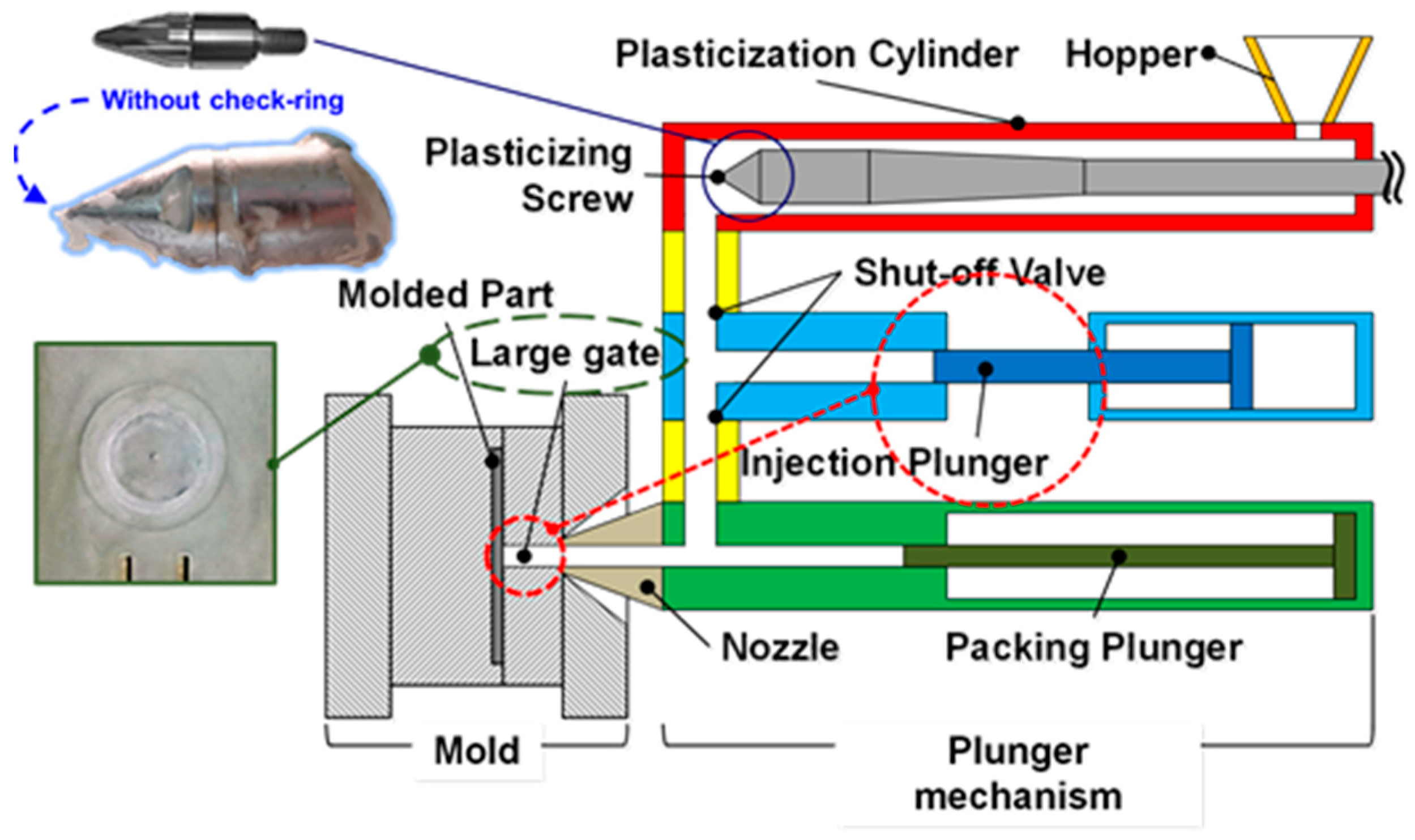
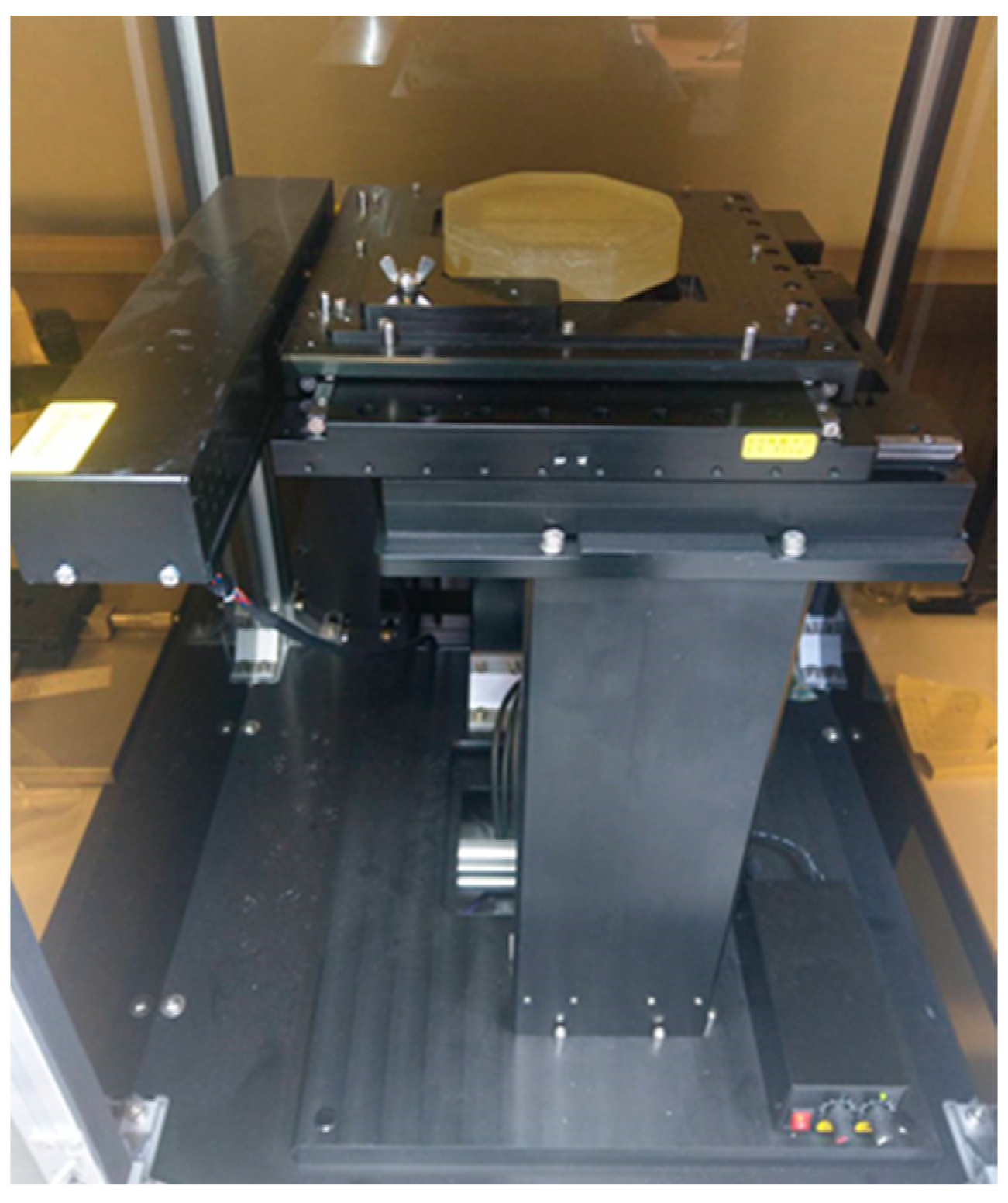
2.2. Injection Molding Machine
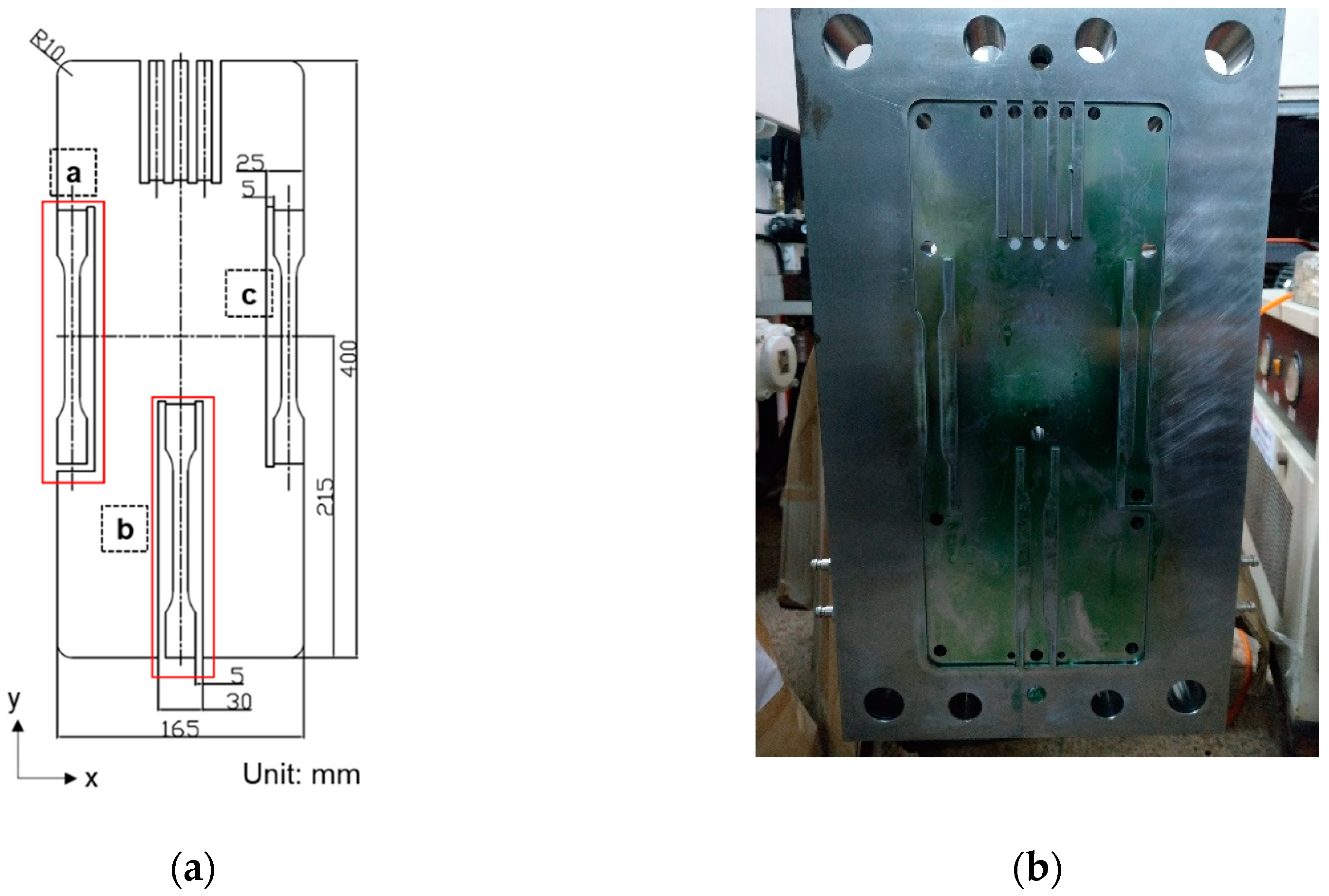
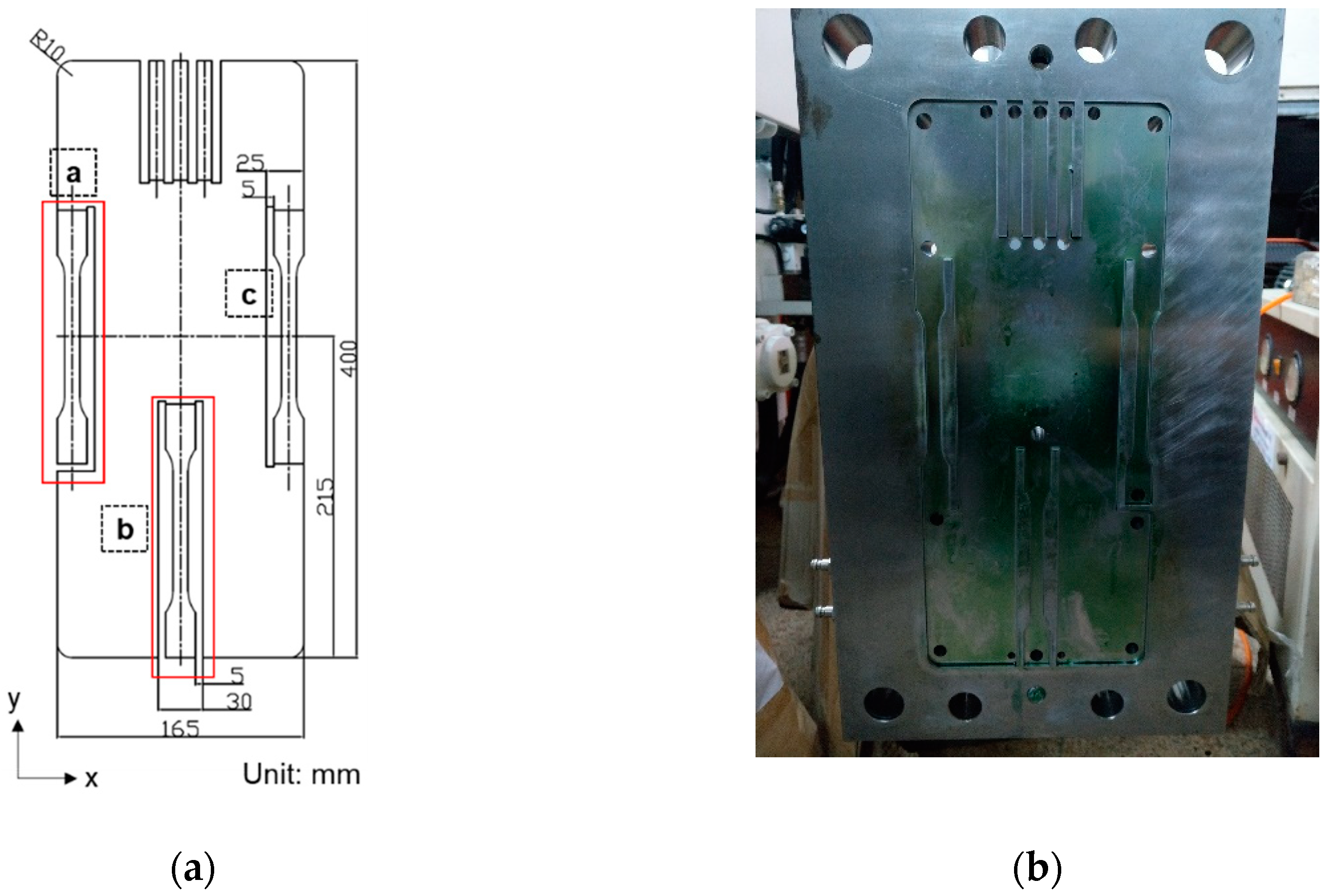
2.3. Sample and Mold
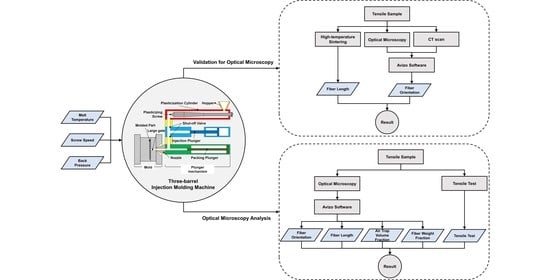
2.4. Optical Microscopy Scan Method
2.5. Image Analysis Software
2.6. Experimental Parameters
2.7. Characterization of the Molded Parts
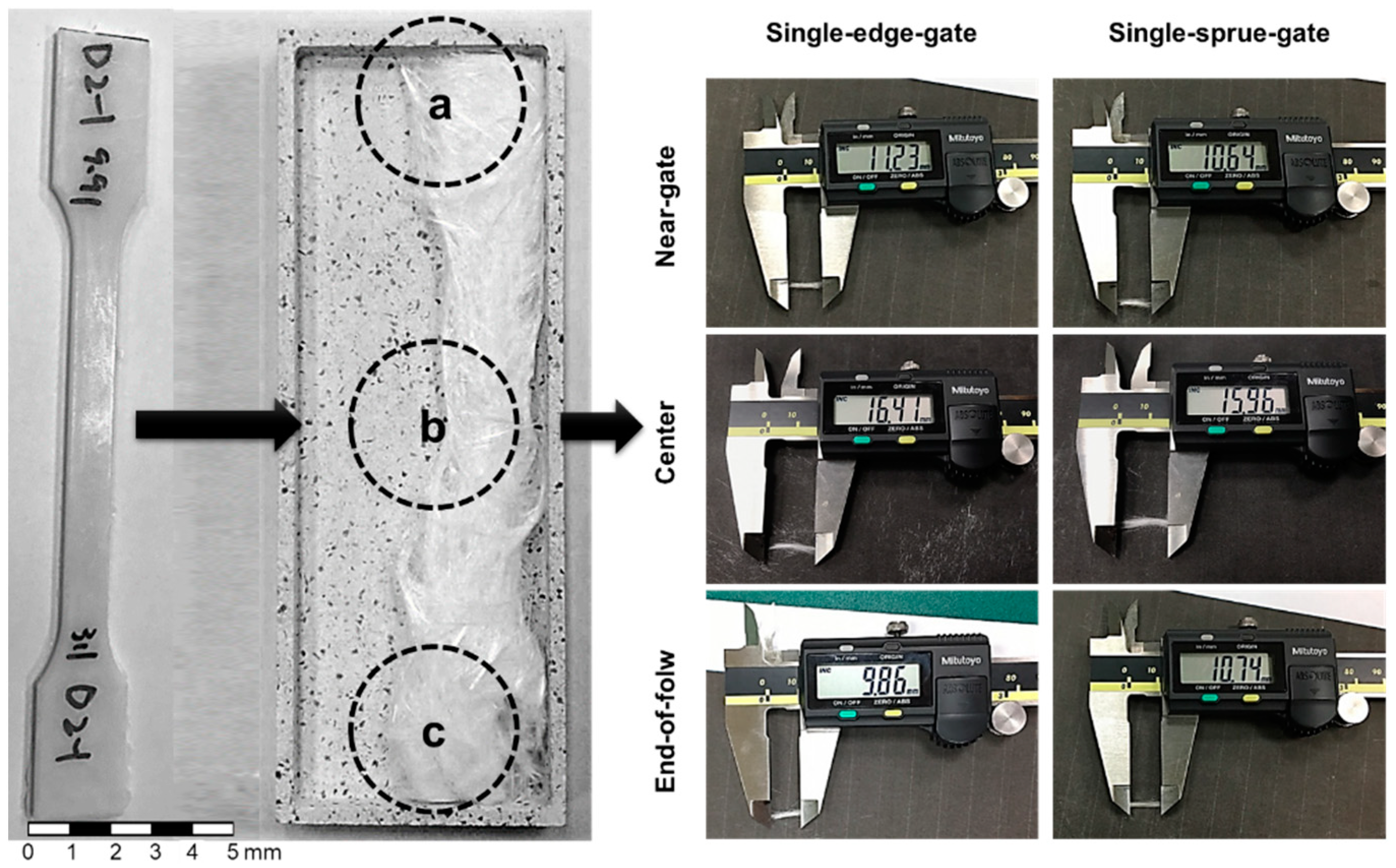
2.7.1. Fiber Length
2.7.2. Fiber Orientation
2.7.3. Fiber Weight Fraction
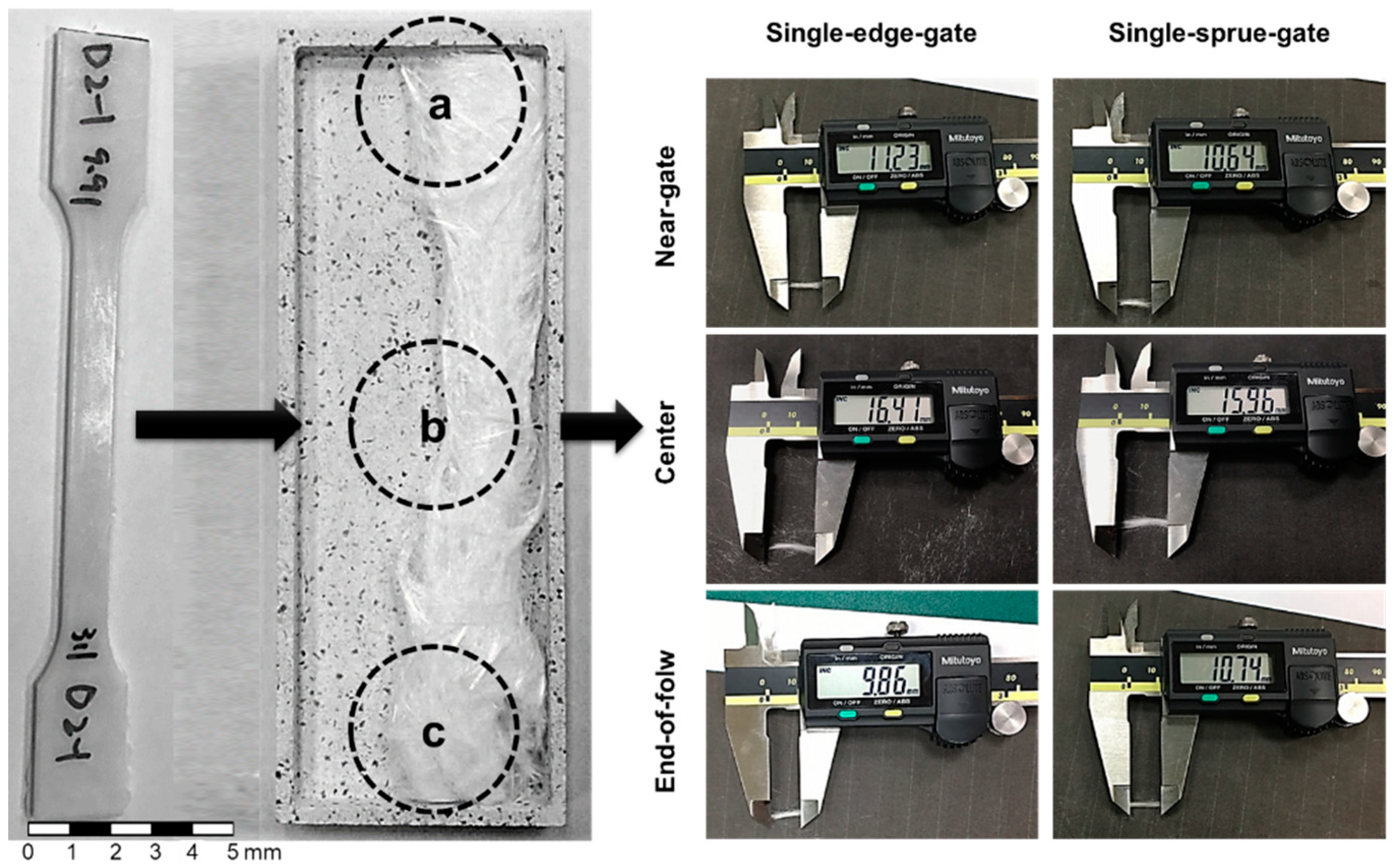
2.7.4. Air Trap Volume Fraction
2.8. Tensile Test
3. Results and Discussion
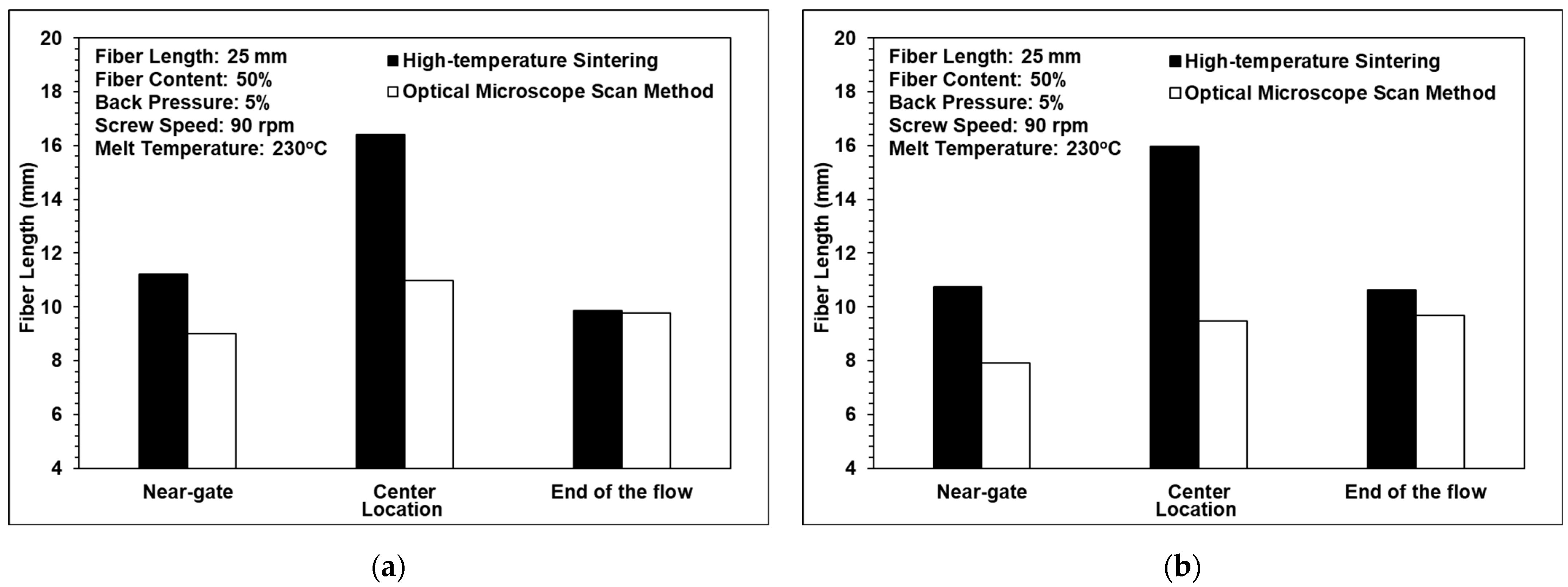
3.1. Comparison of High-Temperature Sintering and the Optical Microscopy Method
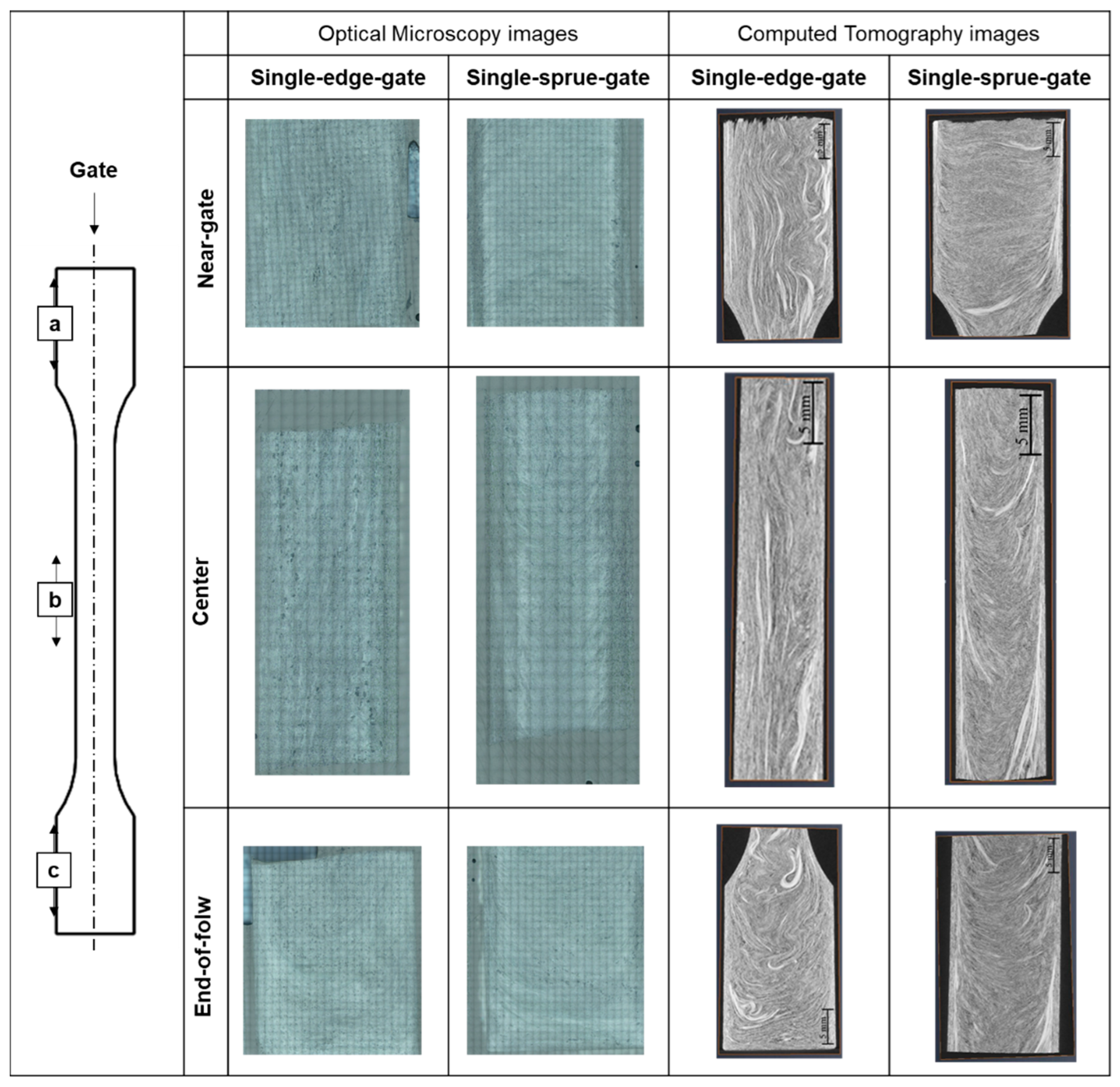
3.2. Comparison of the Computerized Tomography and Optical Microscopy Results
3.3. Fiber Length Analysis
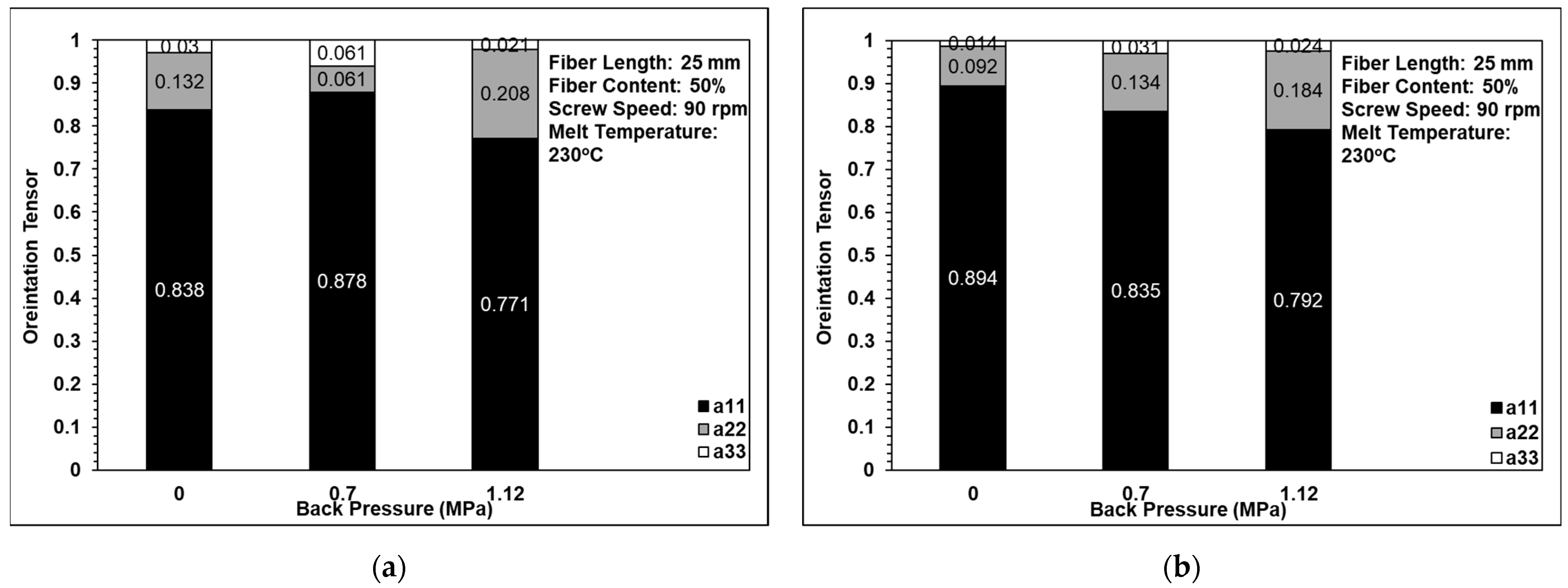
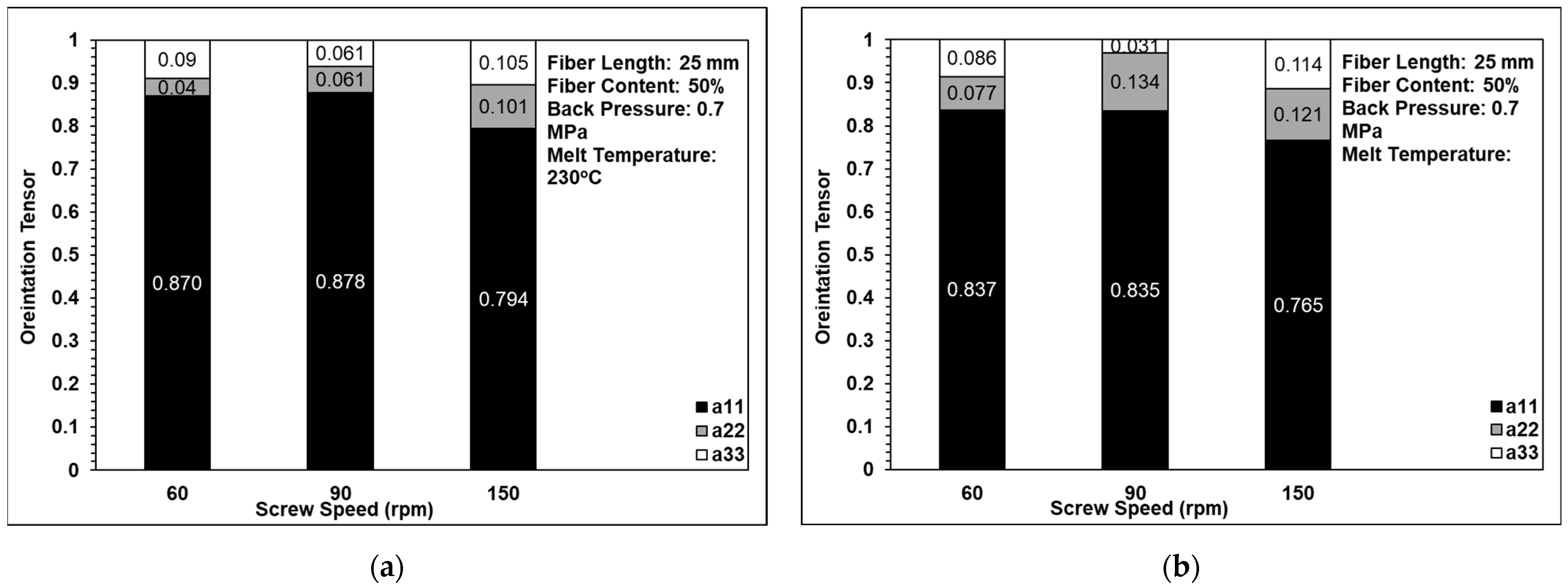
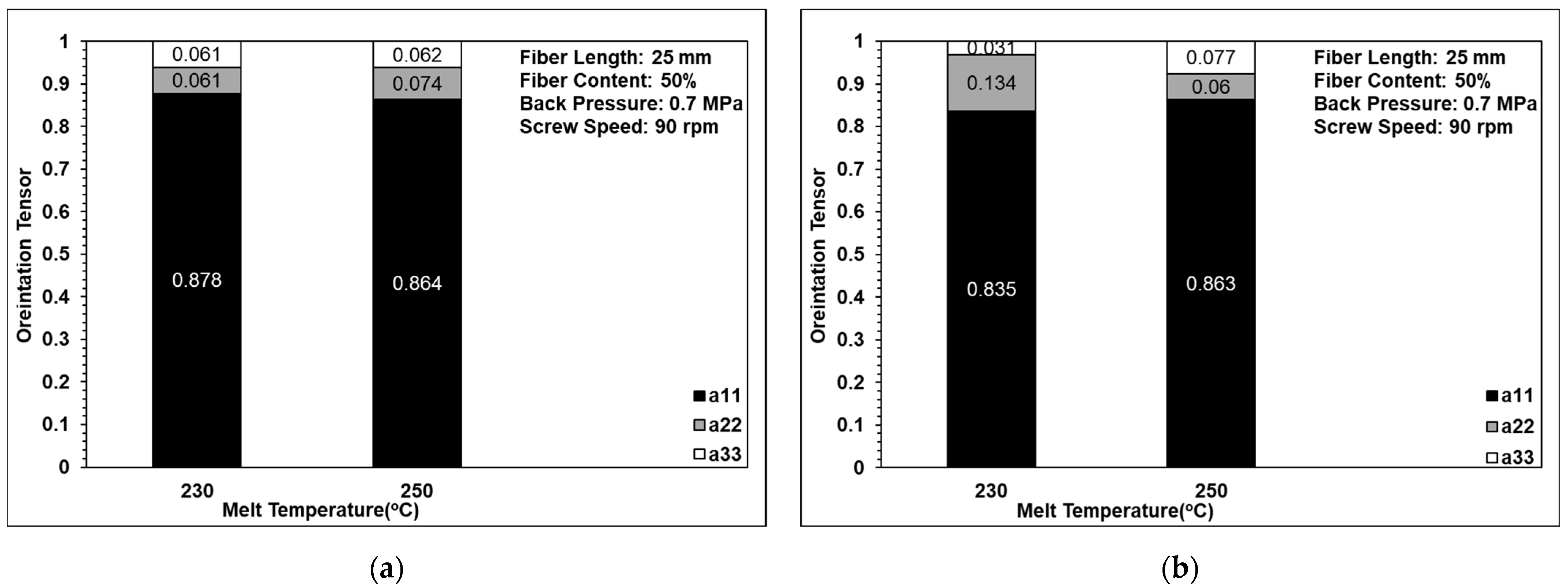
3.4. Fiber Orientation Analysis
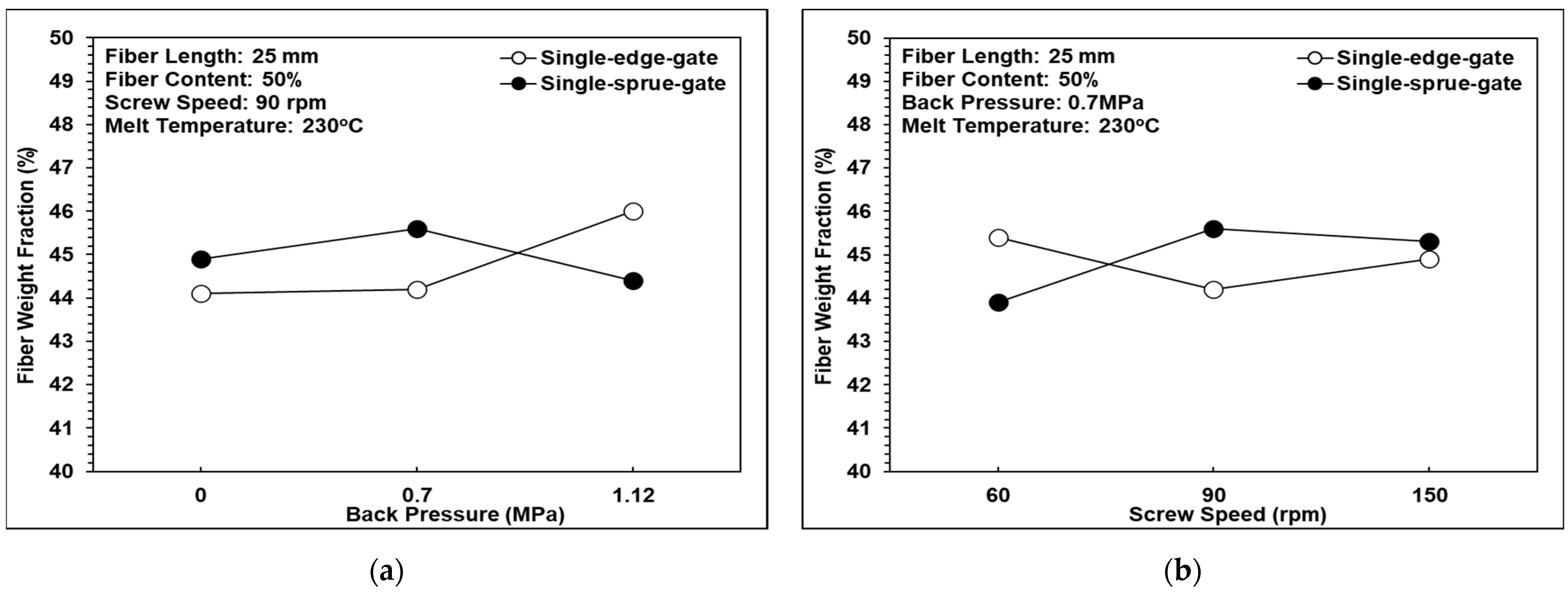
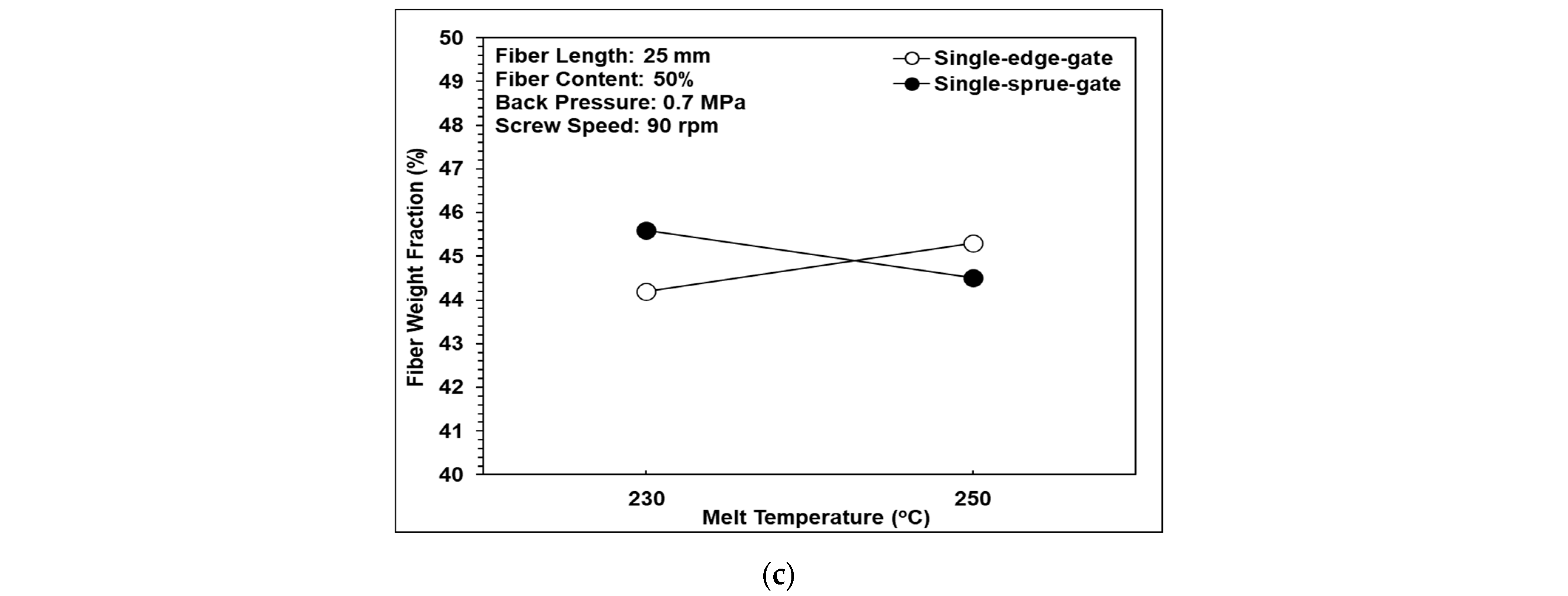
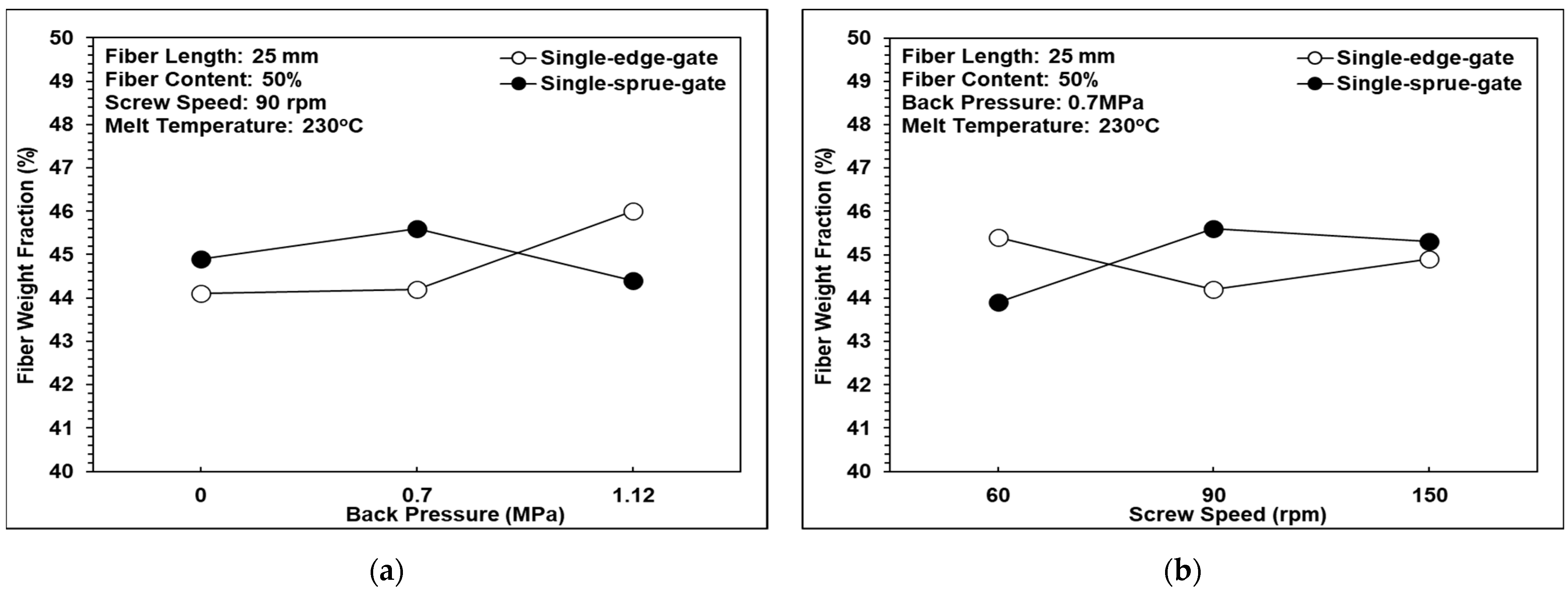
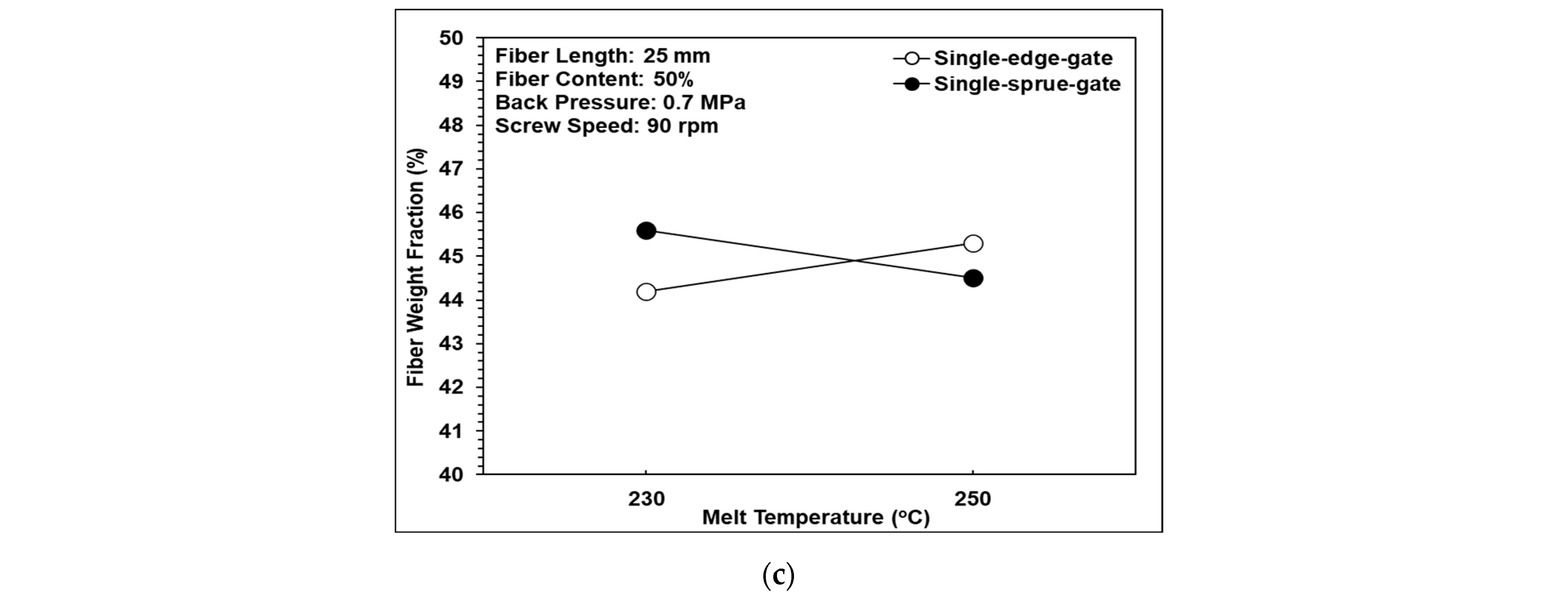
3.5. Fiber Weight Fraction Analysis
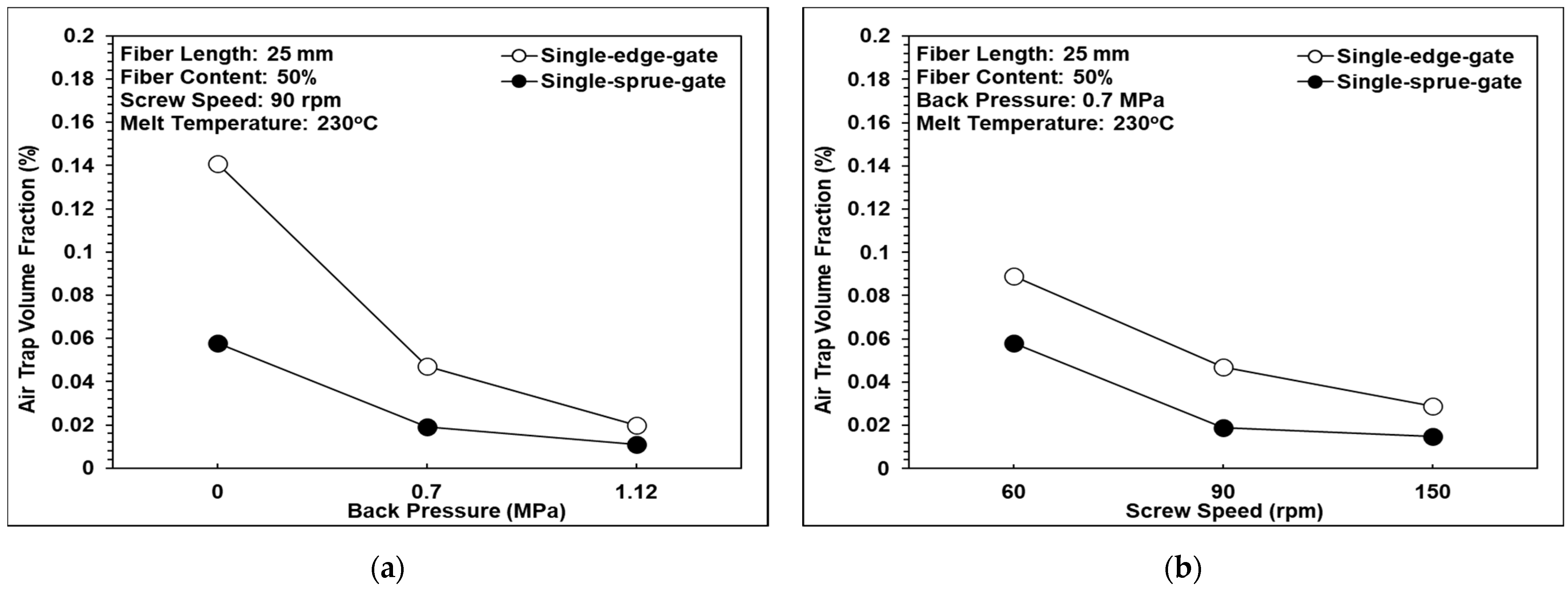
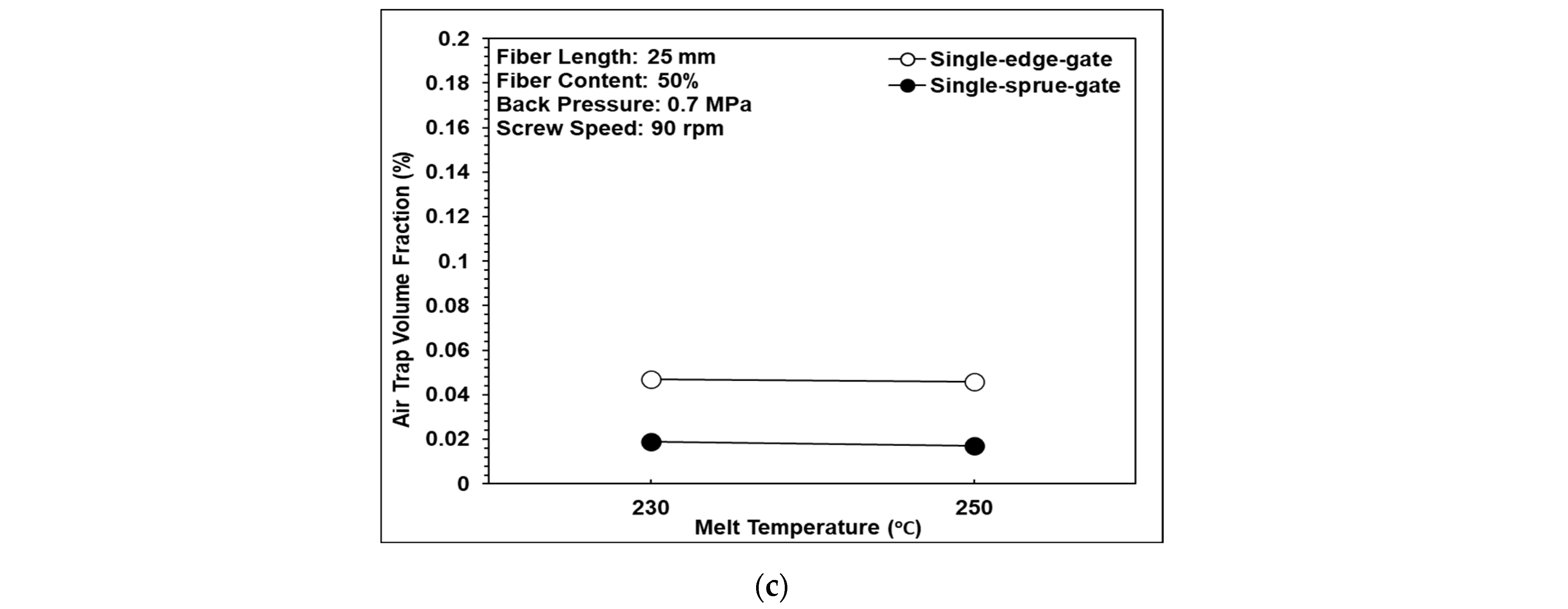
3.6. Air Trap Volume Fraction Analysis
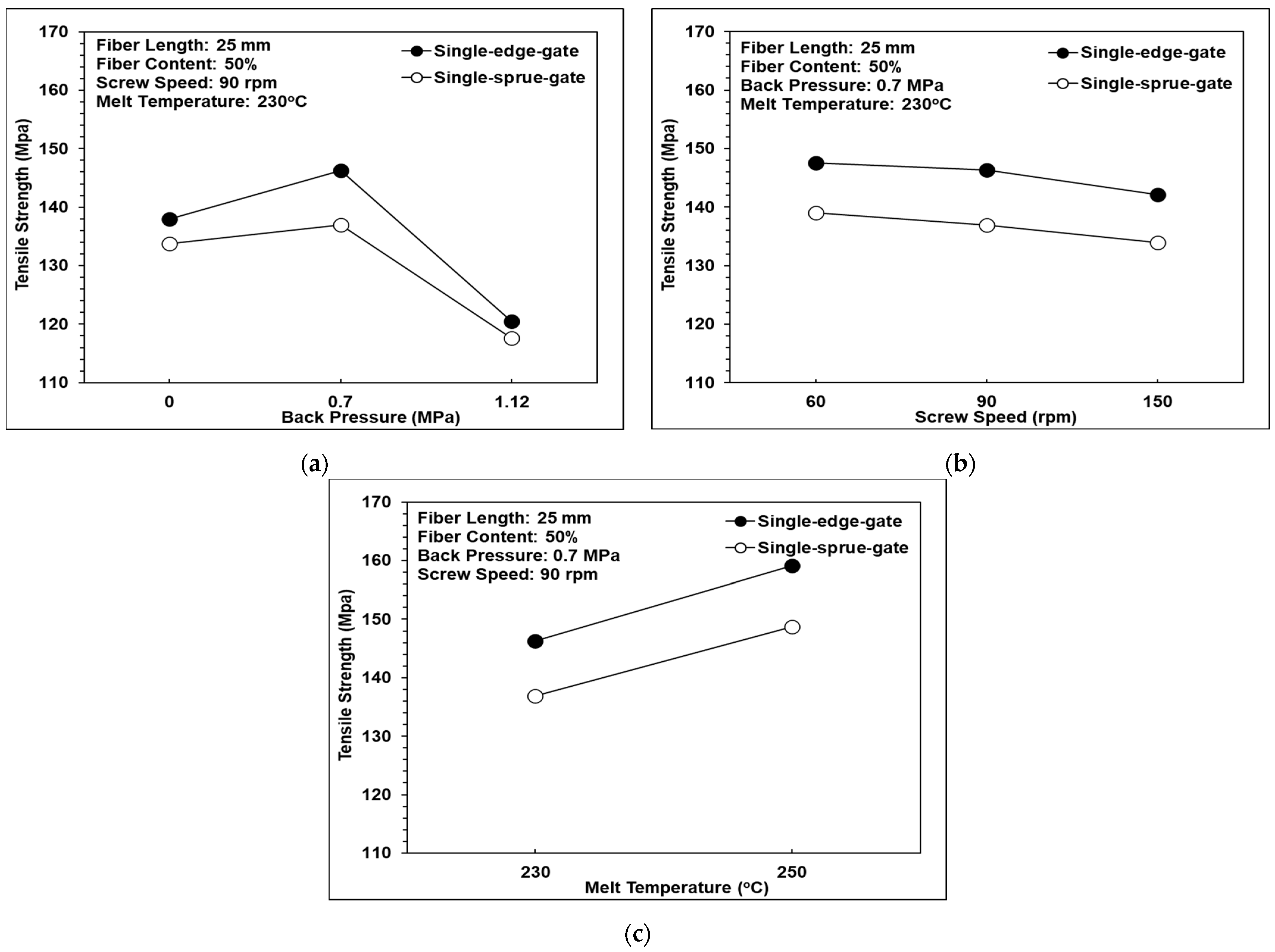
3.7. Tensile Strength Analysis
4. Conclusions
- The experiments used 25 mm fiber length, and the results show that using the three-barrel injection molding machine, the fibers in the molded components retained a maximum average length of around 10 mm, which was much longer than that of the fibers in the parts produced using a traditional injection molding machine [8,20]. In other words, the effectiveness of the three-barrel-type injection unit in terms of minimizing the breakage of the reinforcing fibers is confirmed.
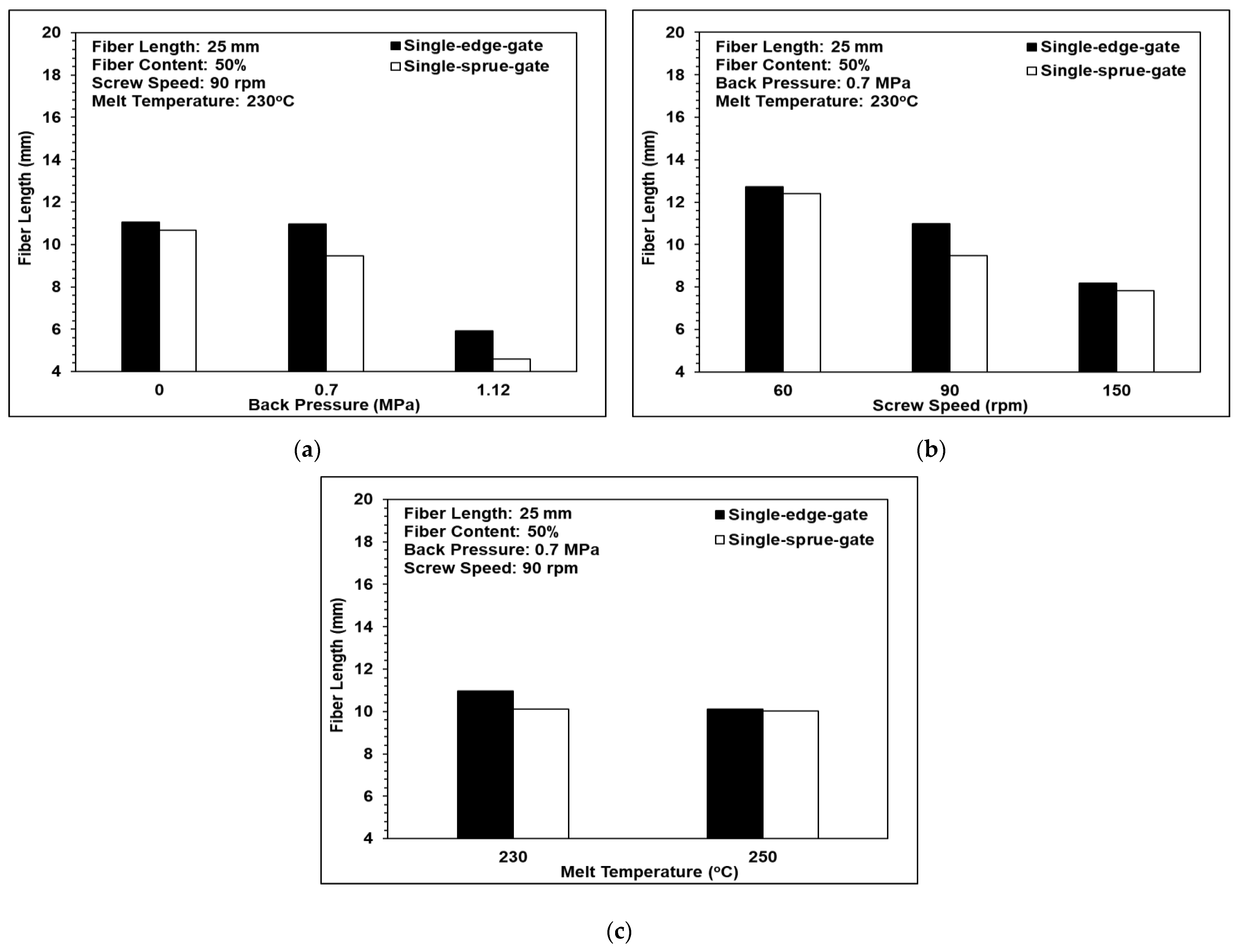
- The fiber length results show that fiber breakage was dominated by the back pressure and the screw speed. By increasing the back pressure and the screw speed, the fiber length can be decreased to 57% and 37%, respectively. In contrast, the melt temperature had only a minor effect on the fiber length.
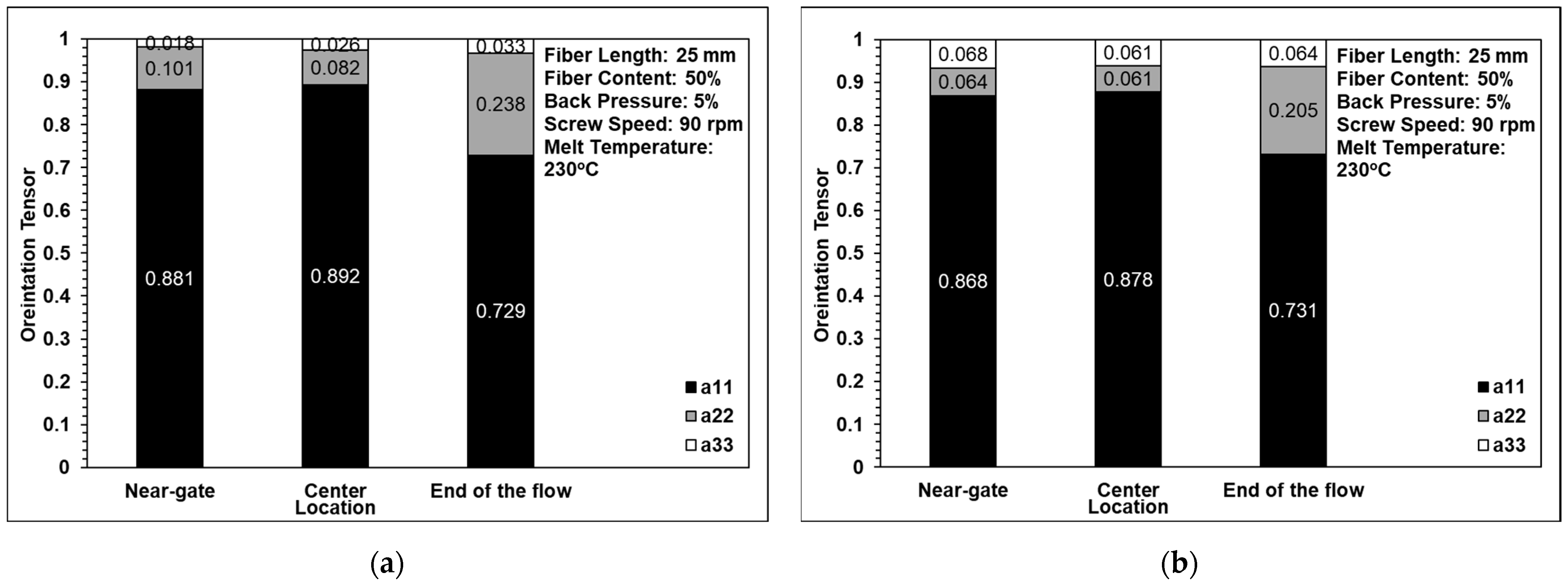
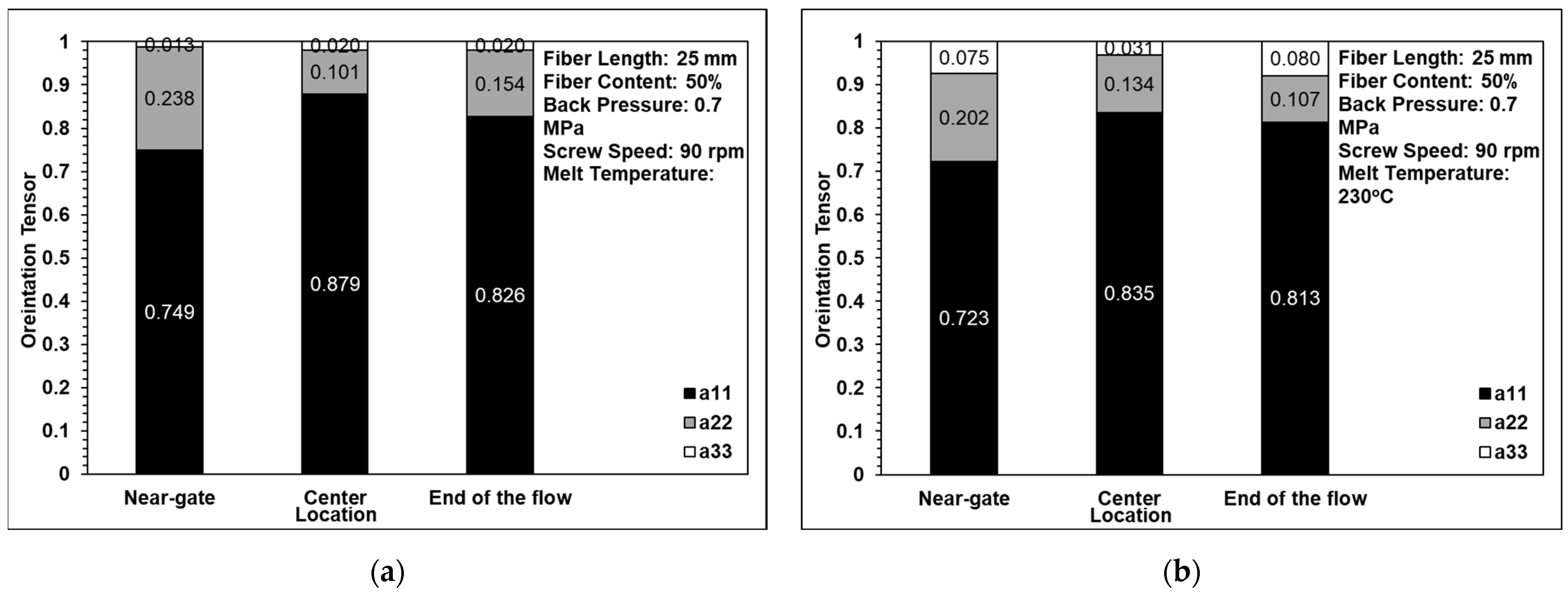
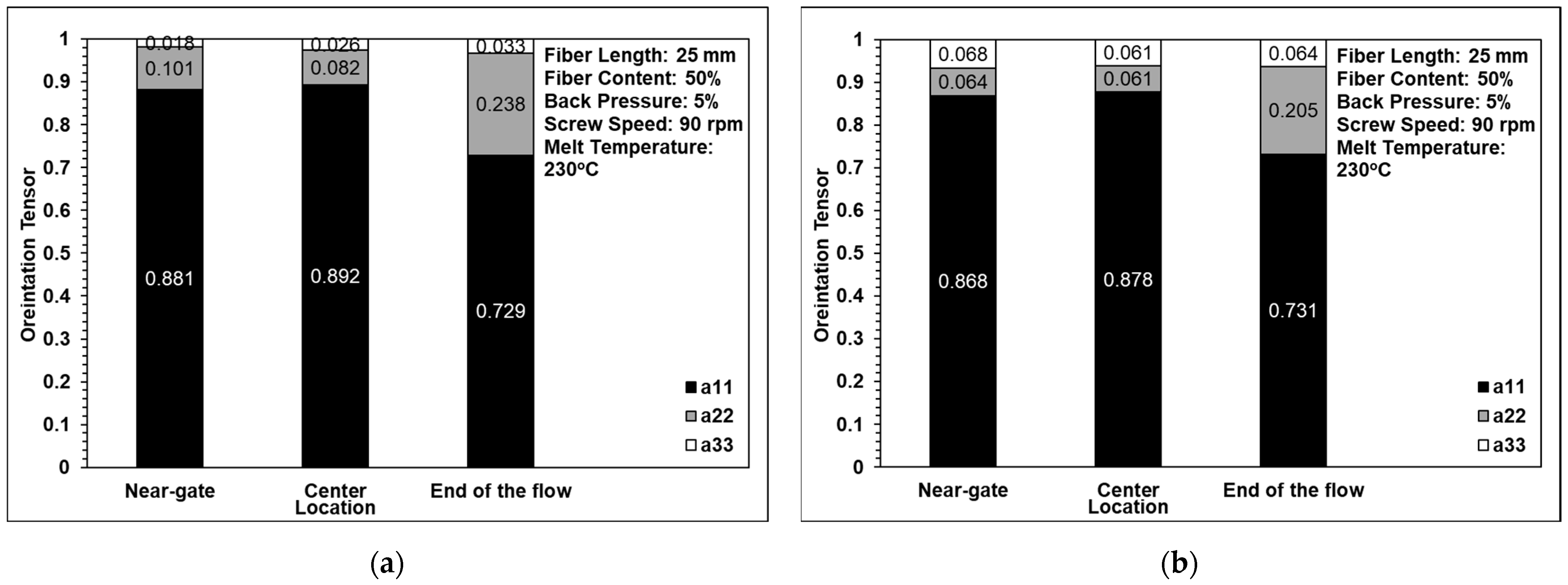
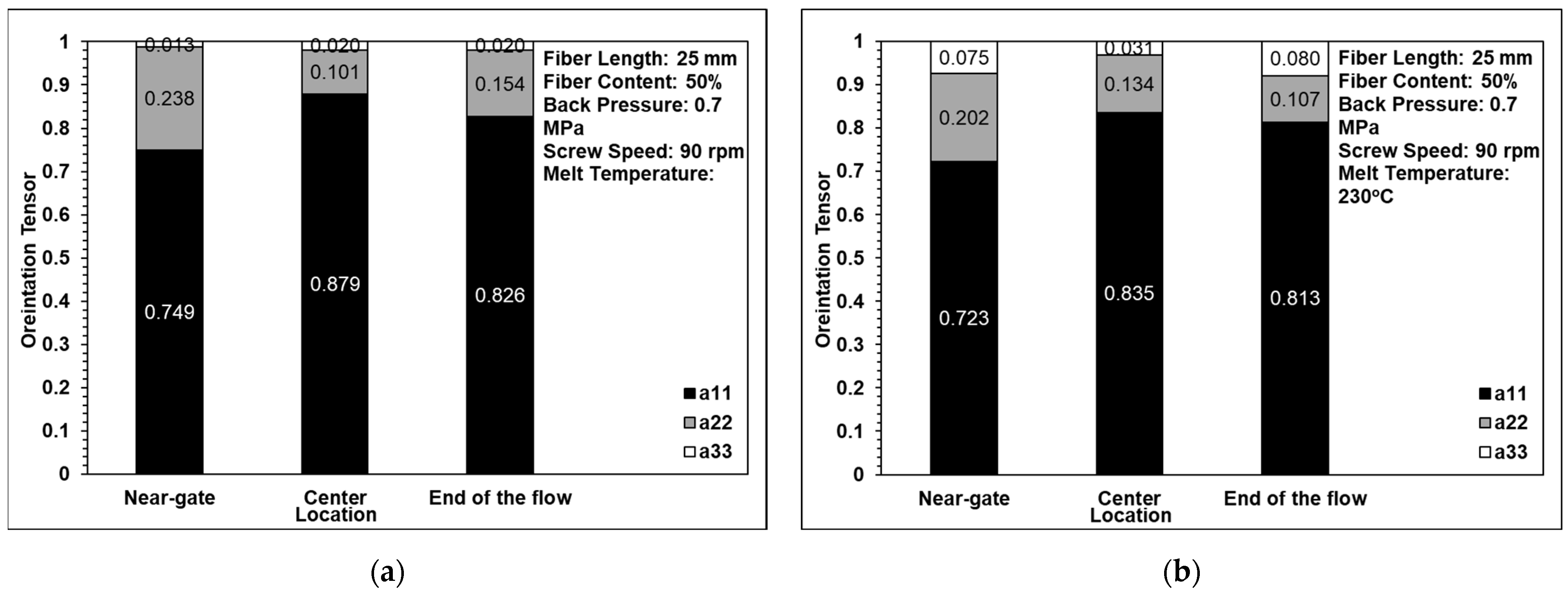
- In fiber orientation results, it was found that most of the fibers within the long-fiber-reinforced thermoplastic parts were aligned in the flow direction due to the shallow geometry of the molded part (i.e., a tensile testing specimen) and the inherent long nature of the fibers. The back pressure, the screw speed, and the melt temperature do not significantly affect the fiber orientation because the fiber length is considerably long.
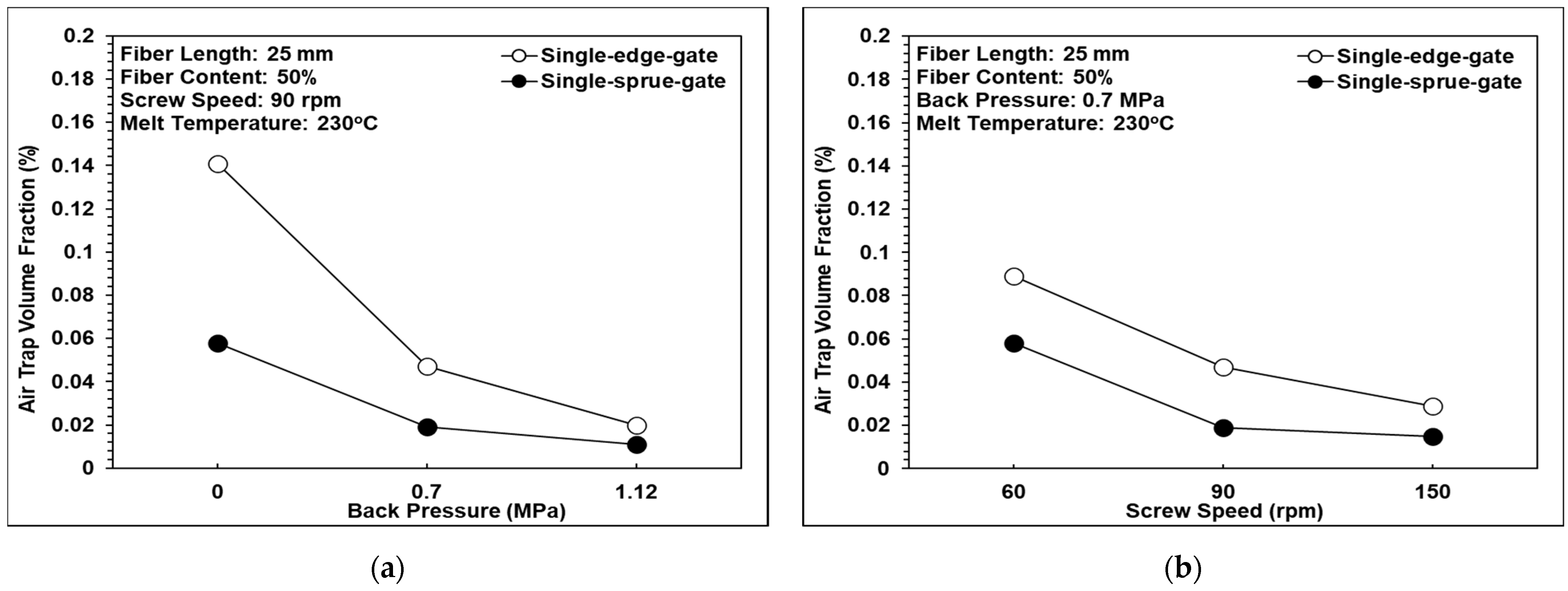
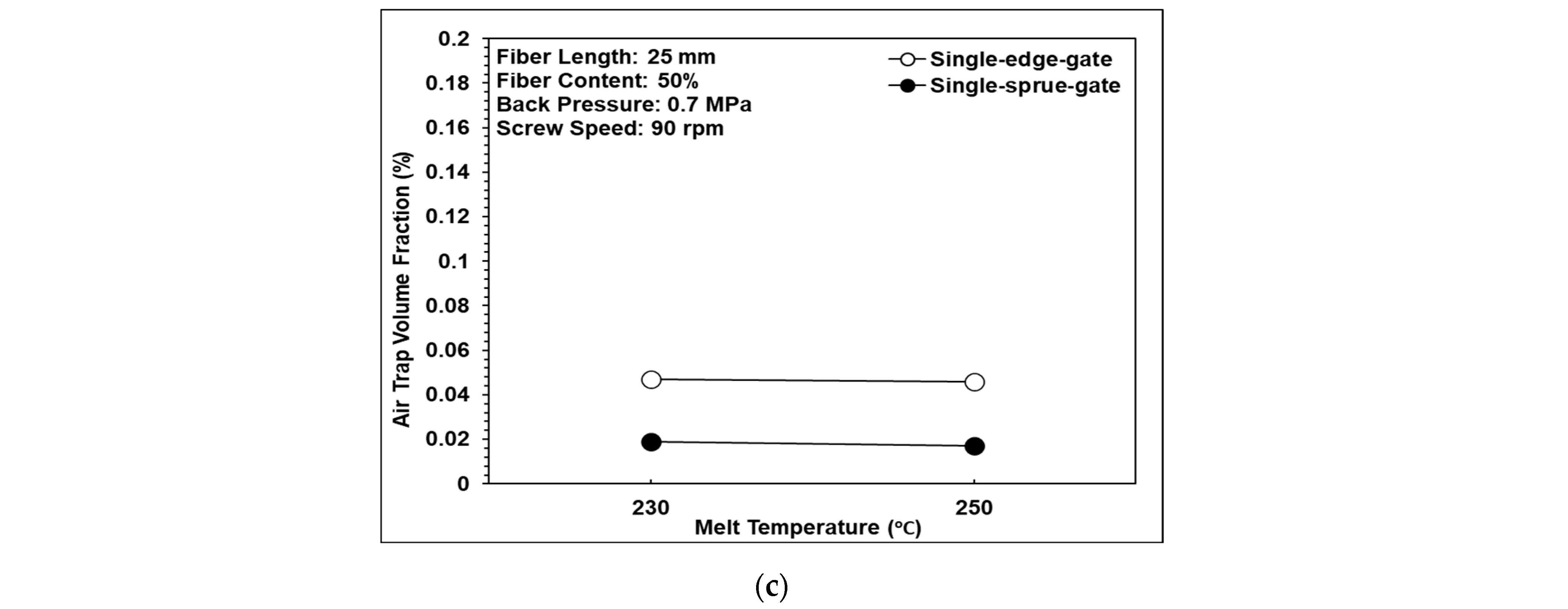
- The air trap volume fraction results show that the volume fraction of the air traps in the single-edge-gate samples was higher than that in the single-sprue-gate samples due to the longer melt flow distance, which reduced both the pressure gradient and the strain rate during the molding process. In the case of both sample types, a higher back pressure and screw speed increased the pressure gradient and, therefore, reduced the volume fraction of the air traps. For example, increasing the back pressure from 0 to 1.12 MPa reduced the air trap volume fraction by 86% while increasing the screw speed from 60 to 150 rpm reduced the air trap volume fraction by 67%.
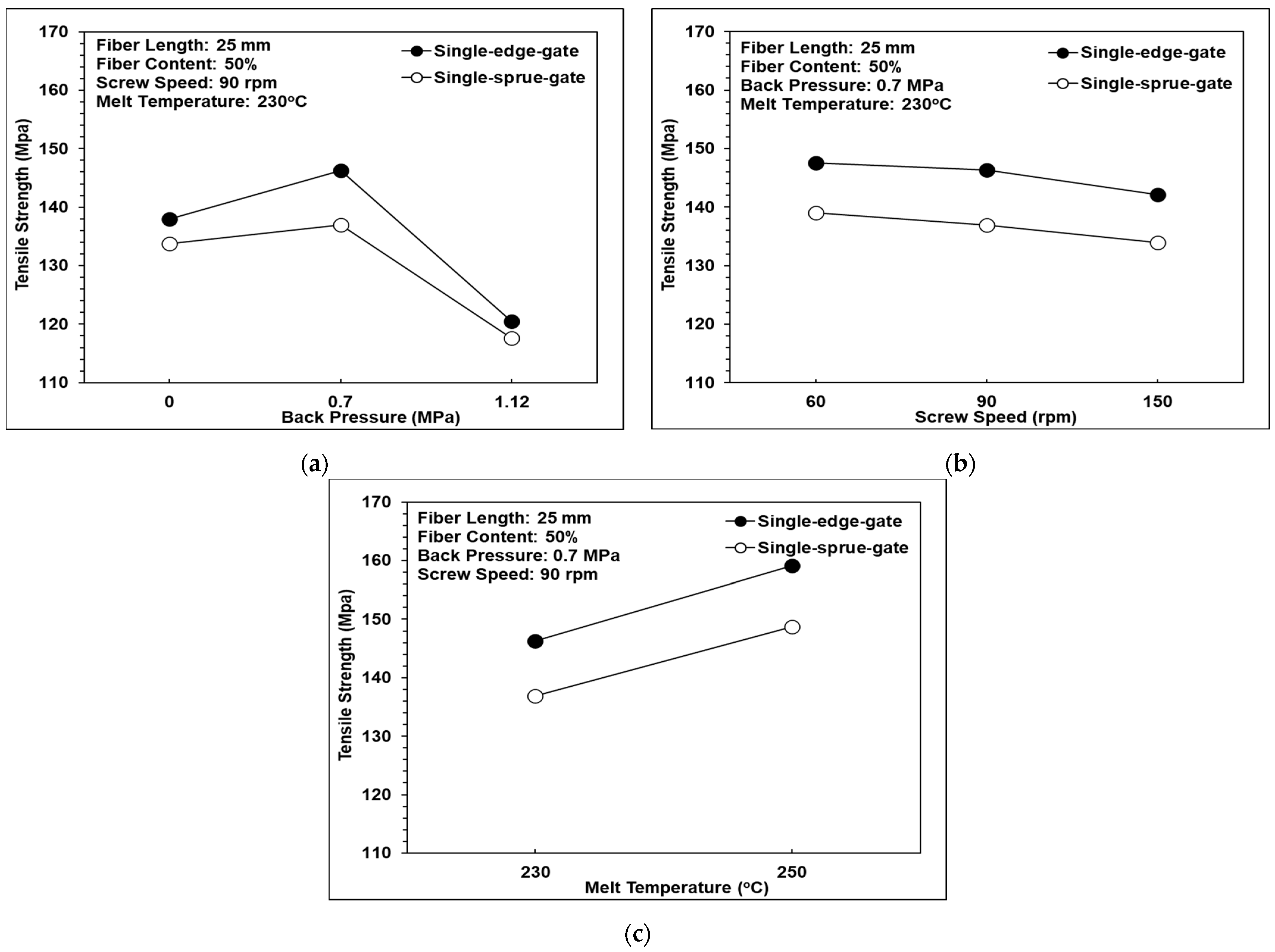
- The tensile strength results show that as the back pressure was increased from 0 to 0.7 MPa, the fiber length was maintained and the volume fraction of the air traps was reduced. Consequently, the tensile strength of the molded components increased. However, as the back pressure was further increased, to 1.12 MPa, severe breakage of the fibers occurred. Hence, the tensile strength decreased. As the screw speed was increased from 60 to 150 rpm, the tensile strength also decreased since the dominant factor was the fiber length, even when the volume fraction of the air traps declined. The melt temperature had no significant effect on the fiber length, the fiber orientation, or the volume fraction of the air traps. However, as the melt temperature was increased, the fluidity of the melt increased and, hence, the fibers were dispersed more uniformly throughout the matrix. Consequently, the tensile strength increased.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Saba, N.; Tahir, P.M.; Jawaid, M. A Review on potentiality of nano filler/natural fiber filled polymer hybrid composites. Polymers 2014, 6, 2247–2273. [Google Scholar] [CrossRef]
- Reale Batista, M.D.; Drzal, L.T.; Kiziltas, A.; Mielewski, D. Hybrid cellulose-inorganic reinforcement polypropylene compo-sites: Lightweight materials for automotive applications. Polym. Compos. 2020, 41, 1074–1089. [Google Scholar] [CrossRef]
- Wollan, E. Up Engineering Thermoplastics Using Glass and Carbon Fiber Reinforcement, July, 2015. Available online: https://www.plasticomp.com/up-engineering-thermoplastics-using-glass-and-carbon-fiber-reinforcement/ (accessed on 23 February 2022).
- Thomason, J. The influence of fibre length and concentration on the properties of glass fibre reinforced polypropylene: 7. Interface strength and fibre strain in injection moulded long fibre PP at high fibre content. Compos. Part A Appl. Sci. Manuf. 2007, 38, 210–216. [Google Scholar] [CrossRef] [Green Version]
- Sun, Z.-Y.; Han, H.-S.; Dai, G.-C. Mechanical Properties of Injection-molded Natural Fiber-reinforced Polypropylene Composites: Formulation and Compounding Processes. J. Reinf. Plast. Compos. 2010, 29, 637–650. [Google Scholar] [CrossRef]
- Le Baillif, M.; Oksman, K. The Effect of Processing on Fiber Dispersion, Fiber Length, and Thermal Degradation of Bleached Sulfite Cellulose Fiber Polypropylene Composites. J. Thermoplast. Compos. Mater. 2009, 22, 115–133. [Google Scholar] [CrossRef]
- Advani, S.G.; Sozer, E.M. Process Modeling in Composites Manufacturing, 1st ed.; CRC Press: Boca Raton, FL, USA, 2002. [Google Scholar]
- Teuwsen, J.; Goris, S.; Osswald, T. Impact of the process-induced microstructure on the mechanical performance of injection molded long glass fiber reinforced polypropylene. In Proceedings of the SPE-ANTEC, Material Science, Anaheim, CA, USA, 8–10 May 2017. [Google Scholar]
- Toll, S.; Andersson, P.O. Microstructure of long-and short-fiber reinforced injection molded polyamide. Polym. Compos. 1993, 14, 116–125. [Google Scholar] [CrossRef]
- Wang, J.; Geng, C.; Luo, F.; Liu, Y.; Wang, K.; Fu, Q.; He, B. Shear induced fiber orientation, fiber breakage and matrix molecular orientation in long glass fiber reinforced polypropylene composites. Mater. Sci. Eng. A 2011, 528, 3169–3176. [Google Scholar] [CrossRef]
- Kumar, K.S.; Patel, V.; Tyagi, A.; Bhatnagar, N.; Ghosh, A.K. Injection Molding of Long Fiber Reinforced Thermoplastic Composites. Int. Polym. Process. 2009, 24, 17–22. [Google Scholar] [CrossRef]
- Huang, C.-T.; Tseng, H.-C. Simulation prediction of the fiber breakage history in regular and barrier structure screws in injection molding. Polym. Eng. Sci. 2018, 58, 452–459. [Google Scholar] [CrossRef]
- Güllü, A.; Özdemir, A.; Özdemir, E. Experimental investigation of the effect of glass fibres on the mechanical properties of polypropylene (PP) and polyamide 6 (PA6) plastics. Mater. Des. 2006, 27, 316–323. [Google Scholar] [CrossRef]
- Lafranche, E.; Krawczak, P. Injection moulding of long glass fibre reinforced thermoplastics (LFT): Structure/processing con-ditions/mechanical properties relationship. In Proceedings of the ESAFORM Conference on Material Forming, Glasgow, UK, 26–28 April 2006. [Google Scholar]
- Huang, P.W.; Peng, H.S.; Hwang, S.J.; Huang, C.T.; Chen, P.C.; Ke, Y.Y.; Pen, P.S.; Wu, C.C.; Tu, C.I. Study of the effect of process parameters on fiber length, fiber orientation and tensile strength of long glass fiber reinforced polypropylene molding. In Proceedings of the77th Annual Technical Conference of the Society of Plastics Engineers, ANTEC 2019, Detroit, MI, USA, 18–21 March 2019. [Google Scholar]
- Sanou, M.; Chung, B.; Cohen, C. Glass fiber-filled thermoplastics. II. Cavity filling and fiber orientation in injection molding. Polym. Eng. Sci. 1985, 25, 1008–1016. [Google Scholar] [CrossRef]
- Lafranche, E.; Krawczak, P.; Ciolczyk, J.P.; Maugey, J. Injection moulding of long glass fiber reinforced polyamide 66: Pro-cessing conditions/microstructure/flexural properties relationship. Adv. Polym. Technol. J. Polym. Process. Inst. 2005, 24, 114–131. [Google Scholar] [CrossRef]
- Salleh, F.M.; Hassan, A.; Yahya, R.; Azzahari, A.D. Effects of extrusion temperature on the rheological, dynamic mechanical and tensile properties of kenaf fiber/HDPE composites. Compos. Part B Eng. 2014, 58, 259–266. [Google Scholar] [CrossRef]
- Yilmazer, U.; Cansever, M. Effects of processing conditions on the fiber length distribution and mechanical properties of glass fiber reinforced nylon-6. Polym. Compos. 2002, 23, 61–71. [Google Scholar] [CrossRef]
- Rohde, M.; Ebel, A.; Wolff-Fabris, F.; Altstädt, V. Influence of Processing Parameters on the Fiber Length and Impact Properties of Injection Molded Long Glass Fiber Reinforced Polypropylene. Int. Polym. Process. 2011, 26, 292–303. [Google Scholar] [CrossRef]
- Hagstrand, P.O.; Bonjour, F.; Månson, J.A. The influence of void content on the structural flexural performance of unidirectional glass fibre reinforced polypropylene composites. Compos. Part A Appl. Sci. Manuf. 2005, 36, 705–714. [Google Scholar] [CrossRef]
- Peng, X.L. Study of the Orientation and Breakage History of Fibers through Runner and Cavity in Injection Molded Reinforced Thermoplastics. Master’s Thesis, National Cheng Kung University, Tainan, Taiwan, 2017. [Google Scholar]
- Bernasconi, A.; Cosmi, F.; Hine, P. Analysis of fibre orientation distribution in short fibre reinforced polymers: A comparison between optical and tomographic methods. Compos. Sci. Technol. 2012, 72, 2002–2008. [Google Scholar] [CrossRef]
- Huang, C.-T.; Lai, C.-H. Investigation on the Coupling Effects between Flow and Fibers on Fiber-Reinforced Plastic (FRP) Injection Parts. Polymers 2020, 12, 2274. [Google Scholar] [CrossRef] [PubMed]
- Advani, S.G.; Tucker, C.L., III. The use of tensors to describe and predict fiber orientation in short fiber composites. J. Rheol. 1987, 31, 751–784. [Google Scholar] [CrossRef]
- Huang, P.-W.; Peng, H.-S.; Hwang, S.-J.; Huang, C.-T. The Low Breaking Fiber Mechanism and Its Effect on the Behavior of the Melt Flow of Injection Molded Ultra-Long Glass Fiber Reinforced Polypropylene Composites. Polymers 2021, 13, 2492. [Google Scholar] [CrossRef] [PubMed]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| A. Parameters | |||||
|---|---|---|---|---|---|
| Controllable Factors | Factors Maintained Constant | ||||
| Back pressure (MPa) | 0 | 0.7 | 1.12 | Injection pressure (%) | 70 |
| Screw speed (rpm) | 60 | 90 | 150 | Injection speed (mm/s) | 60 |
| Melt temperature (°C) | 230 | 250 | Injection time (s) | 2 | |
| Packing pressure (%) | 30 | ||||
| Packing time (s) | 10 | ||||
| Mold temperature (°C) | 80 | ||||
| Cooling time (s) | 30 | ||||
| B. The treatments used to mold the samples in random order | |||||
| Experiment | Back pressure (MPa) | Screw speed (rpm) | Melt temperature (°C) | ||
| 1 | 0 | 90 | 230 | ||
| 2 | 0.7 | 90 | 230 | ||
| 3 | 1.12 | 90 | 230 | ||
| 4 | 0.7 | 60 | 230 | ||
| 5 | 0.7 | 150 | 230 | ||
| 6 | 0.7 | 90 | 250 | ||
| Parameter | Value |
|---|---|
| Voltage | 130 |
| Current (mA) | 120 |
| Resolution (pixels) | 1536 × 1920 |
| Pixel size (mm) | 0.127 |
| Voxel size (μm) | 42 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Liou, G.-Y.; Su, C.-W.; Huang, P.-W.; Hwang, S.-J.; Huang, C.-T.; Peng, H.-S. Fabrication and Property Characterization of Long-Glass-Fiber-Reinforced Polypropylene Composites Processed Using a Three-Barrel Injection Molding Machine. Polymers 2022, 14, 1251. https://doi.org/10.3390/polym14061251
Liou G-Y, Su C-W, Huang P-W, Hwang S-J, Huang C-T, Peng H-S. Fabrication and Property Characterization of Long-Glass-Fiber-Reinforced Polypropylene Composites Processed Using a Three-Barrel Injection Molding Machine. Polymers. 2022; 14(6):1251. https://doi.org/10.3390/polym14061251
Chicago/Turabian StyleLiou, Guan-Yan, Chi-Wei Su, Po-Wei Huang, Sheng-Jye Hwang, Chao-Tsai Huang, and Hsin-Shu Peng. 2022. "Fabrication and Property Characterization of Long-Glass-Fiber-Reinforced Polypropylene Composites Processed Using a Three-Barrel Injection Molding Machine" Polymers 14, no. 6: 1251. https://doi.org/10.3390/polym14061251
APA StyleLiou, G.-Y., Su, C.-W., Huang, P.-W., Hwang, S.-J., Huang, C.-T., & Peng, H.-S. (2022). Fabrication and Property Characterization of Long-Glass-Fiber-Reinforced Polypropylene Composites Processed Using a Three-Barrel Injection Molding Machine. Polymers, 14(6), 1251. https://doi.org/10.3390/polym14061251