
Alumina Manufactured by Fused Filament Fabrication: A Comprehensive Study of Mechanical Properties and Porosity


Abstract
:
1. Introduction
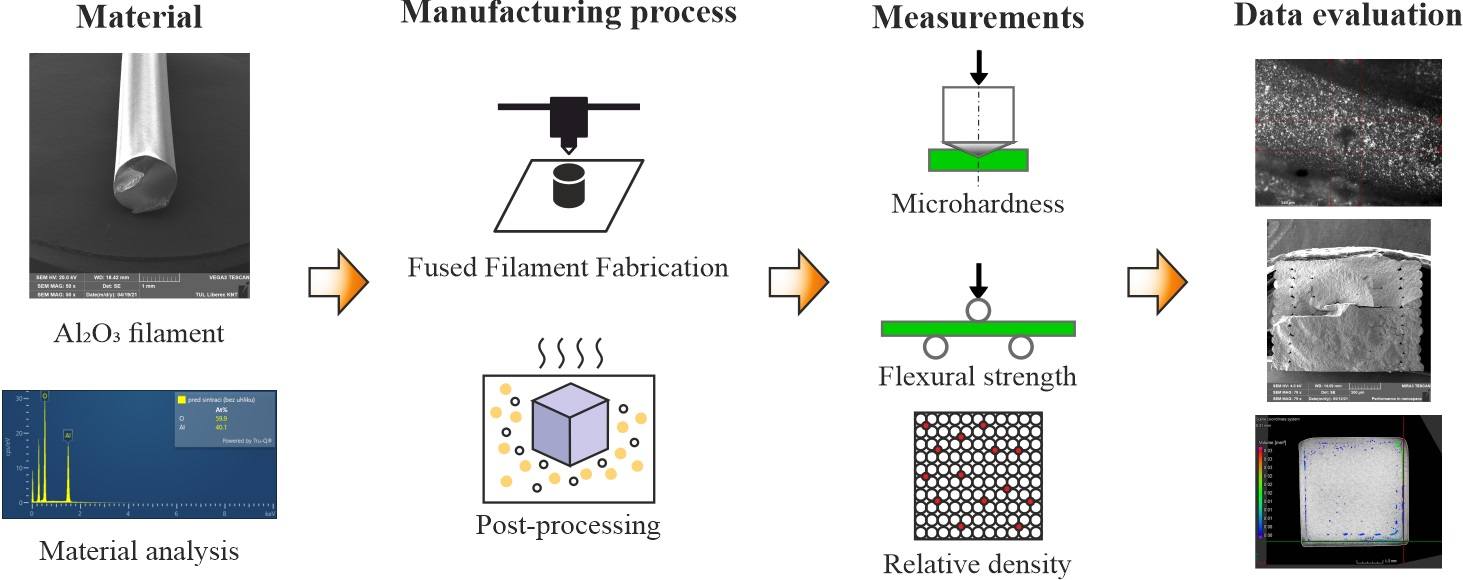
2. Materials and Methods
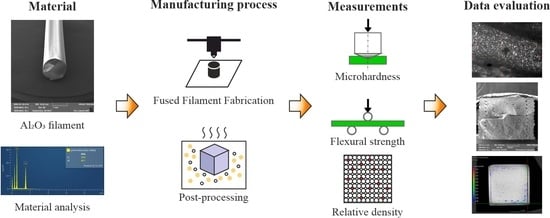
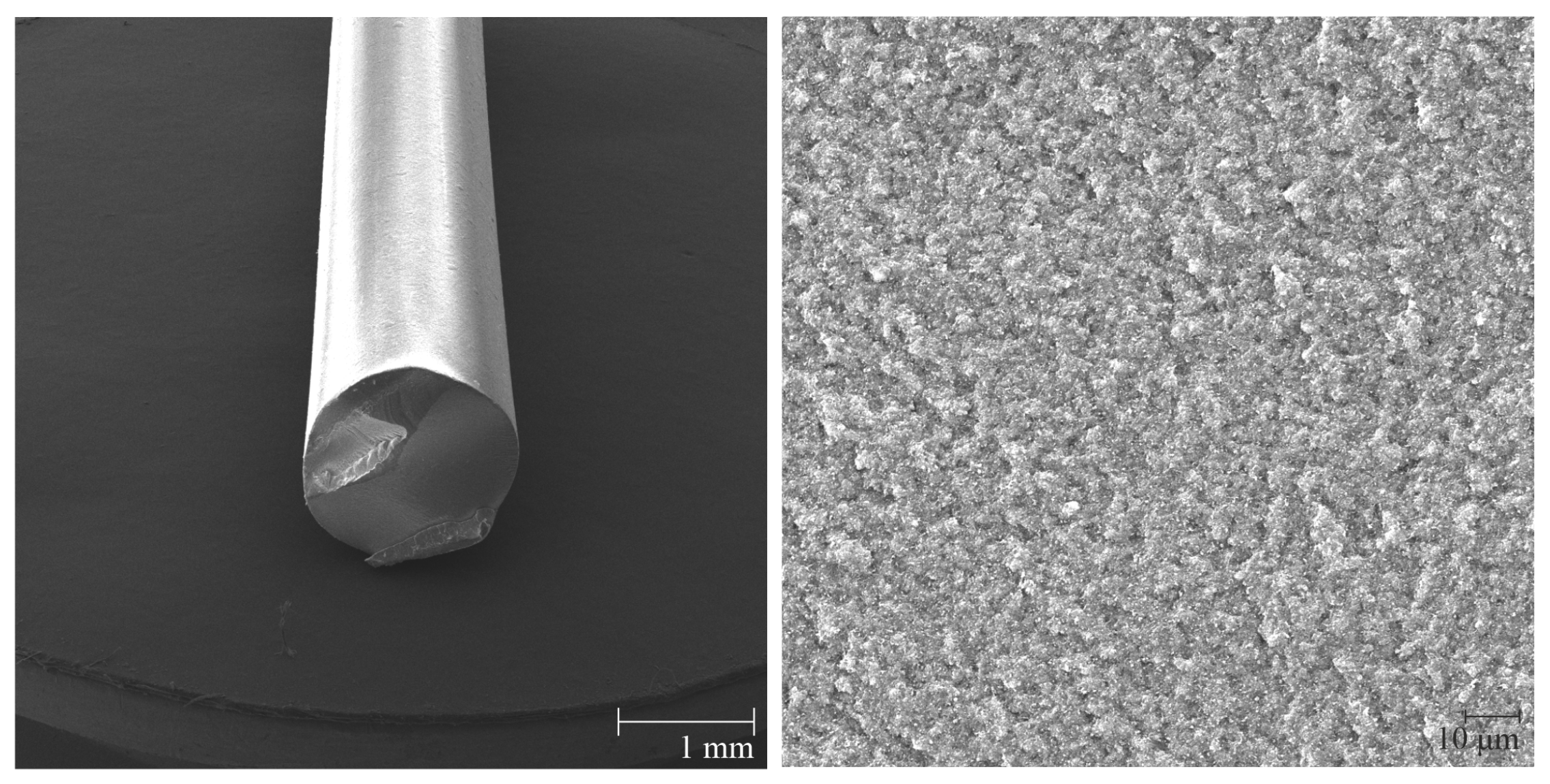
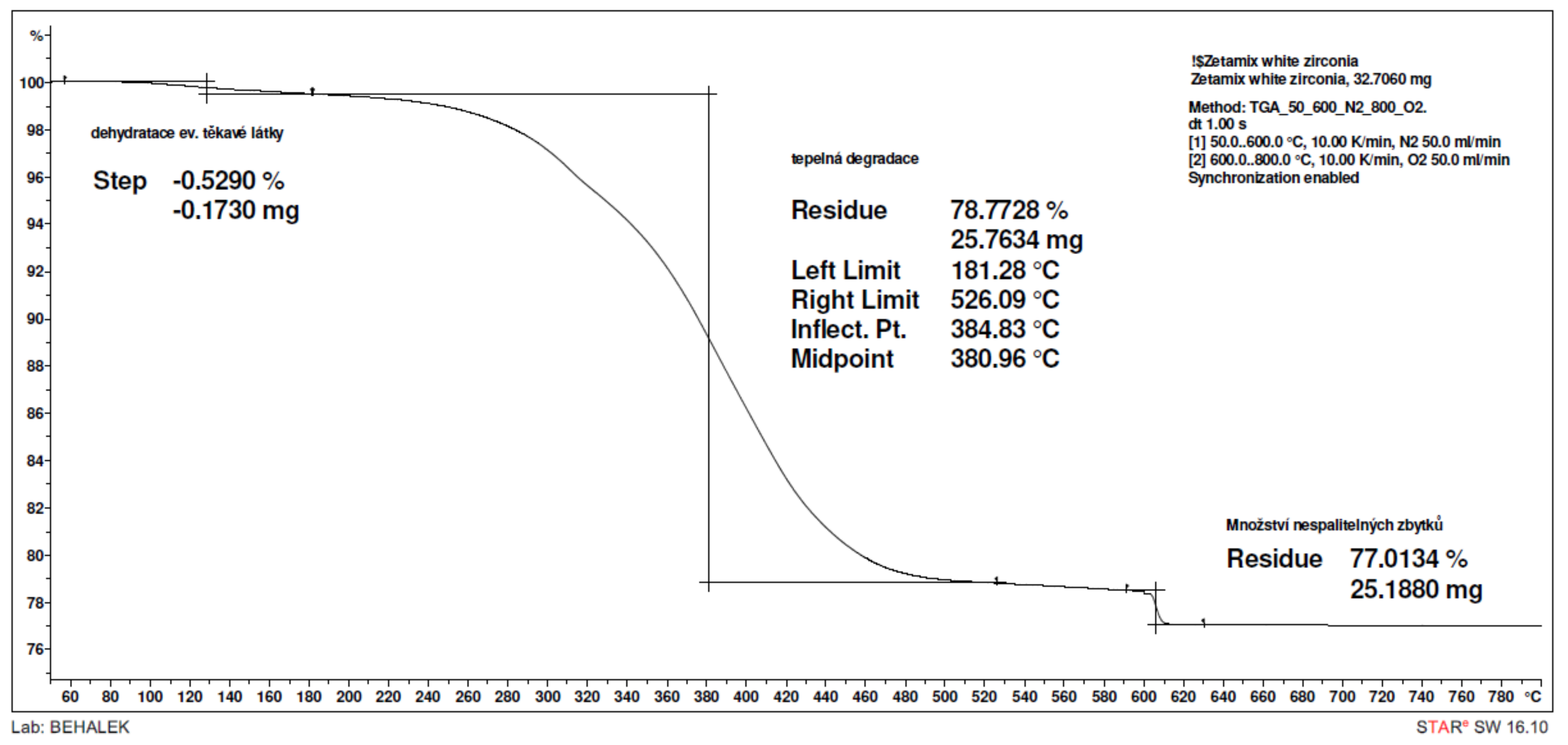
2.1. Material
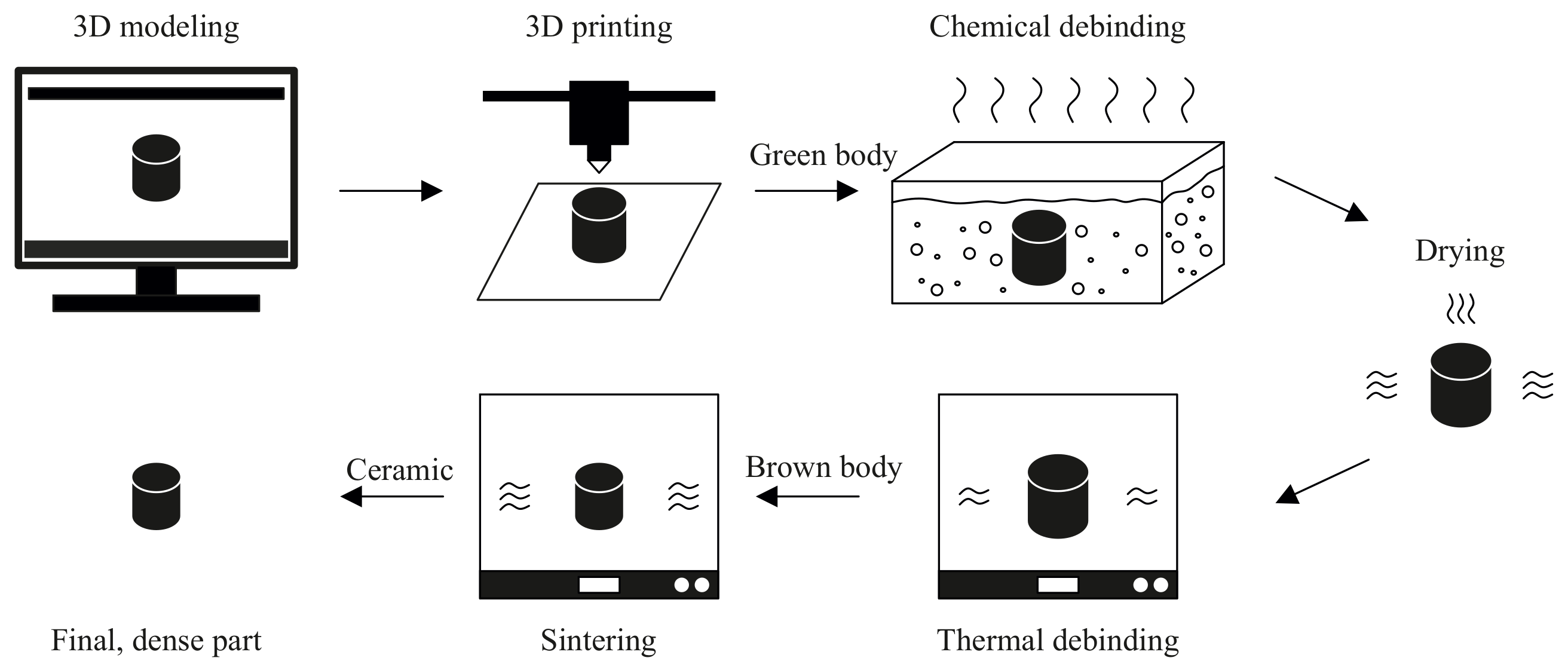
2.2. Fabrication and Specimens
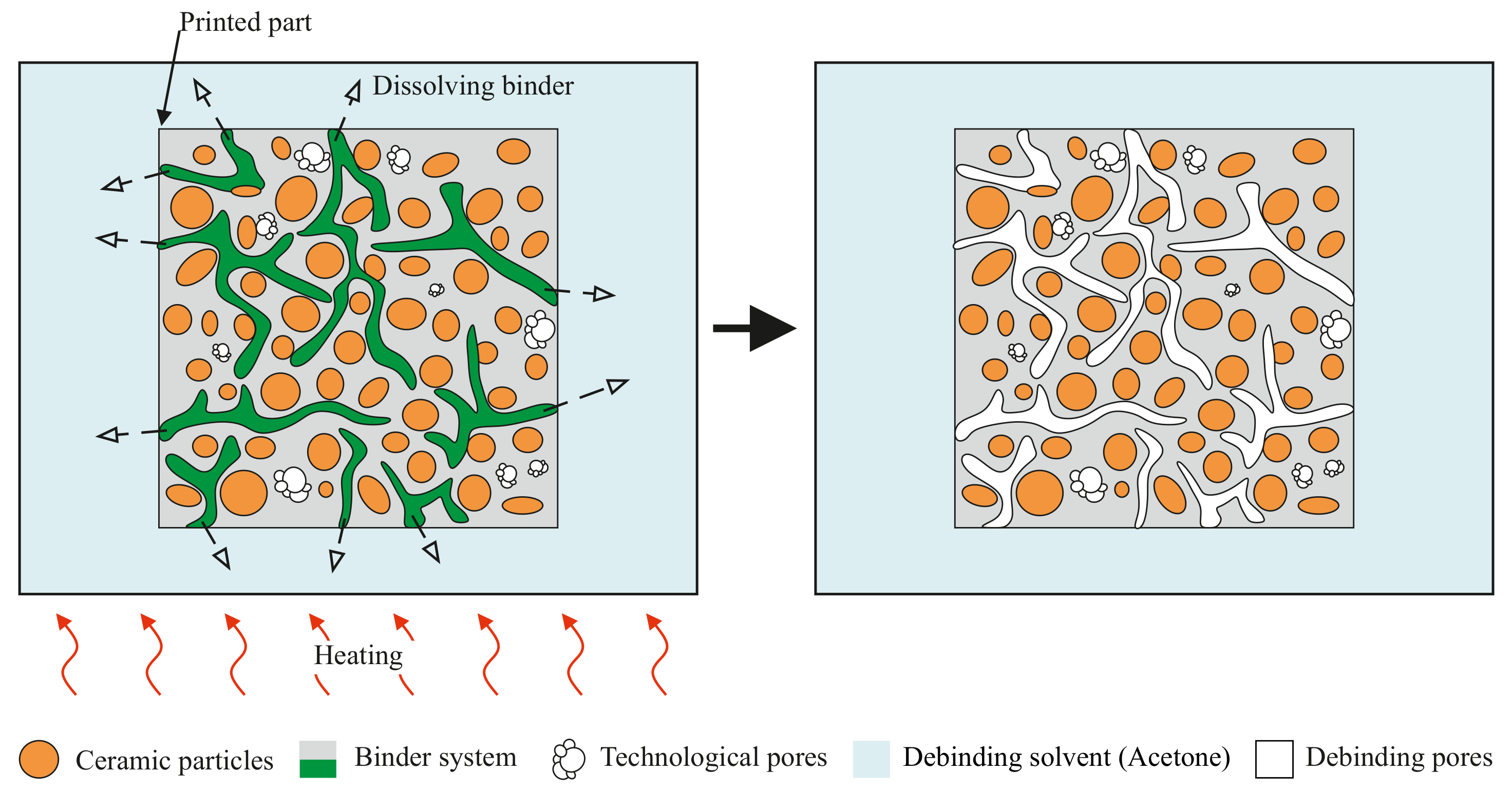
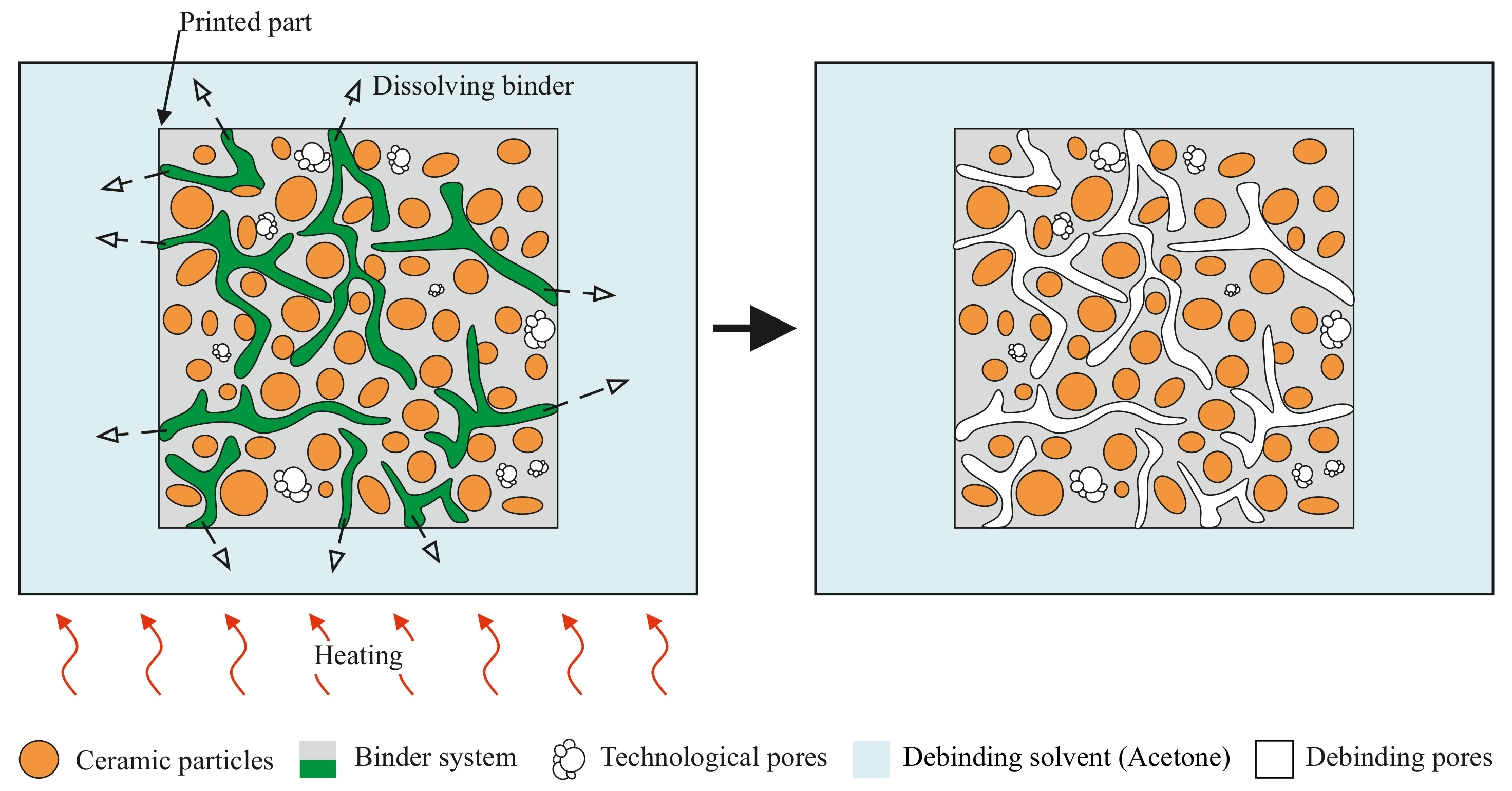
2.3. Solvent Debinding
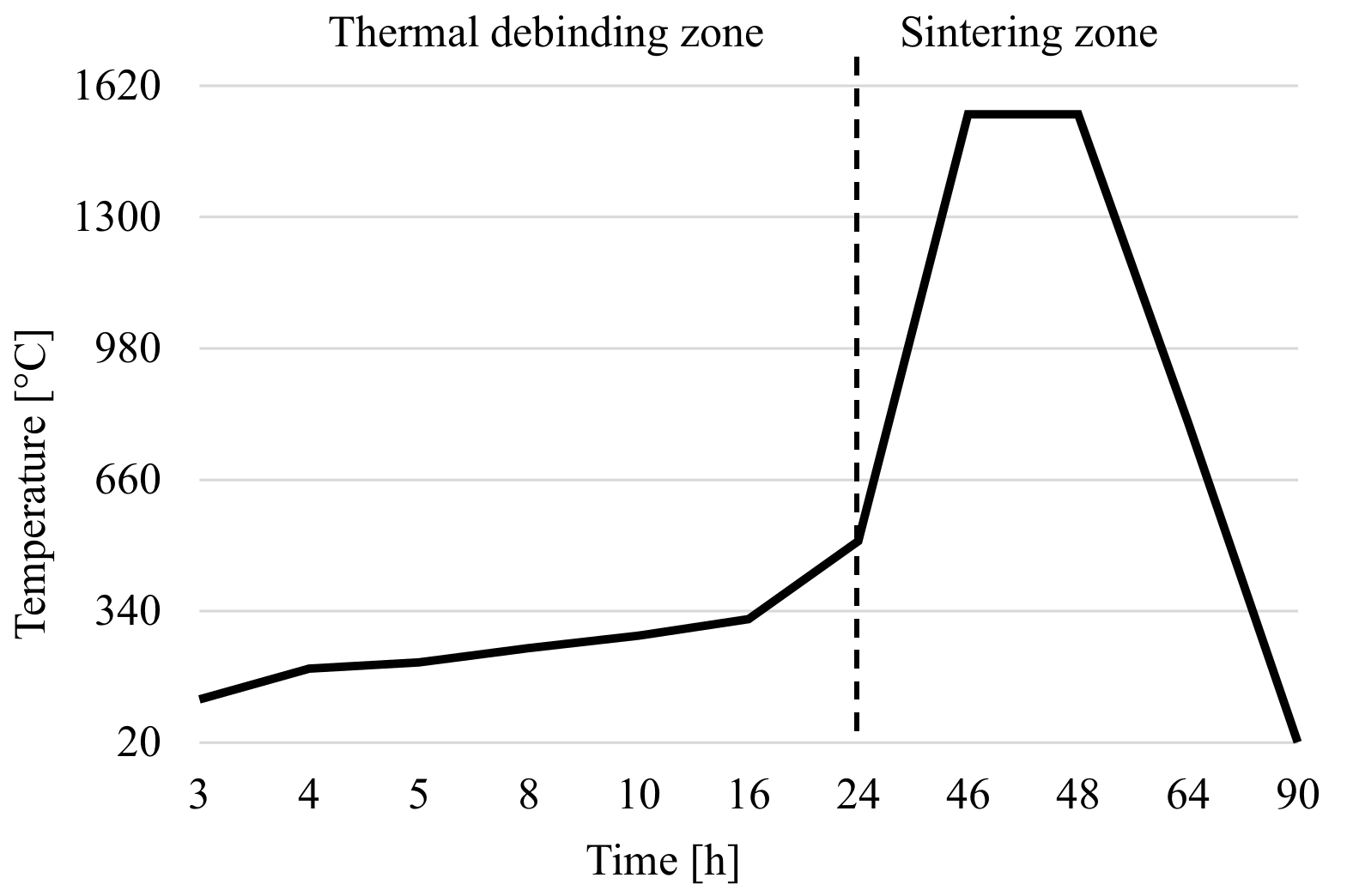
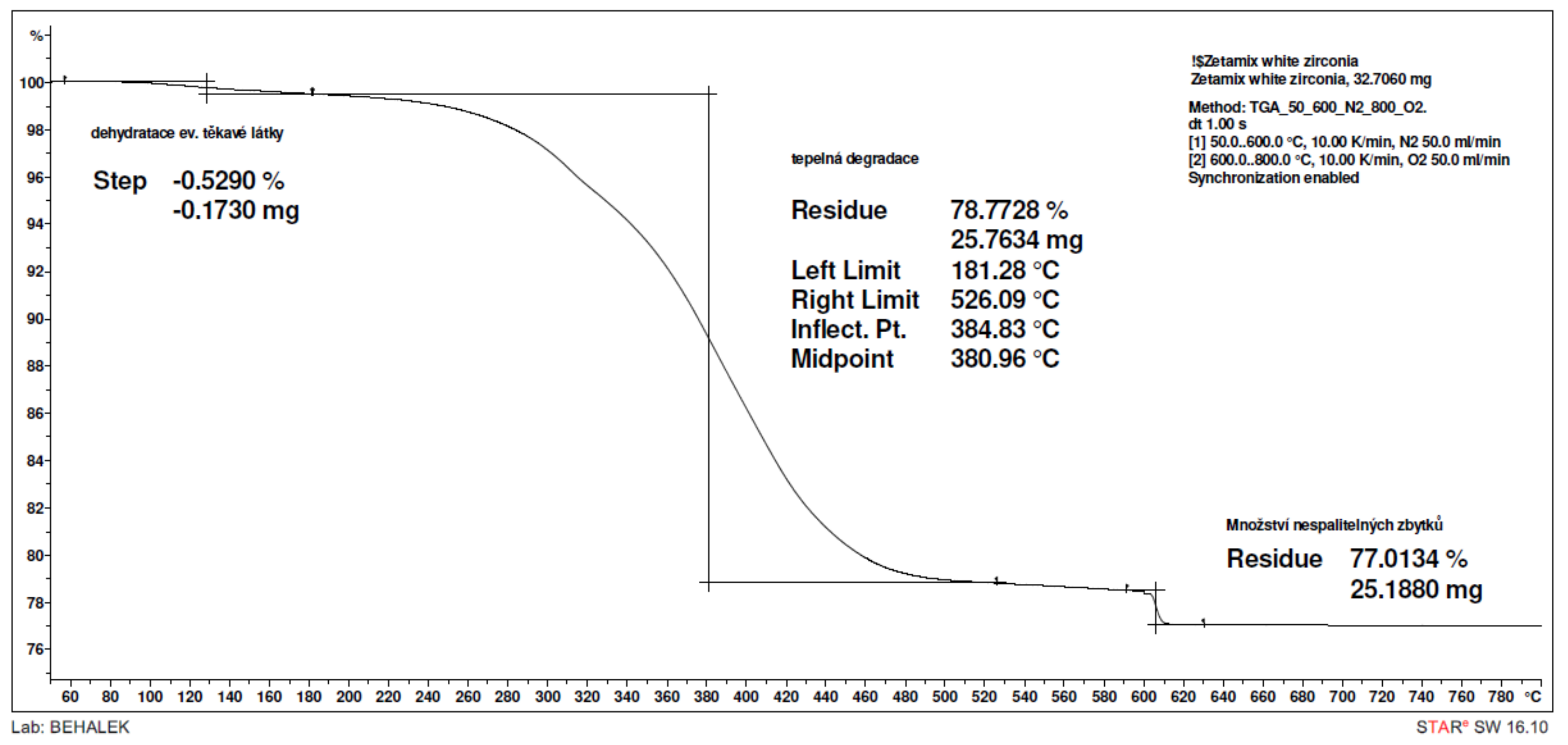
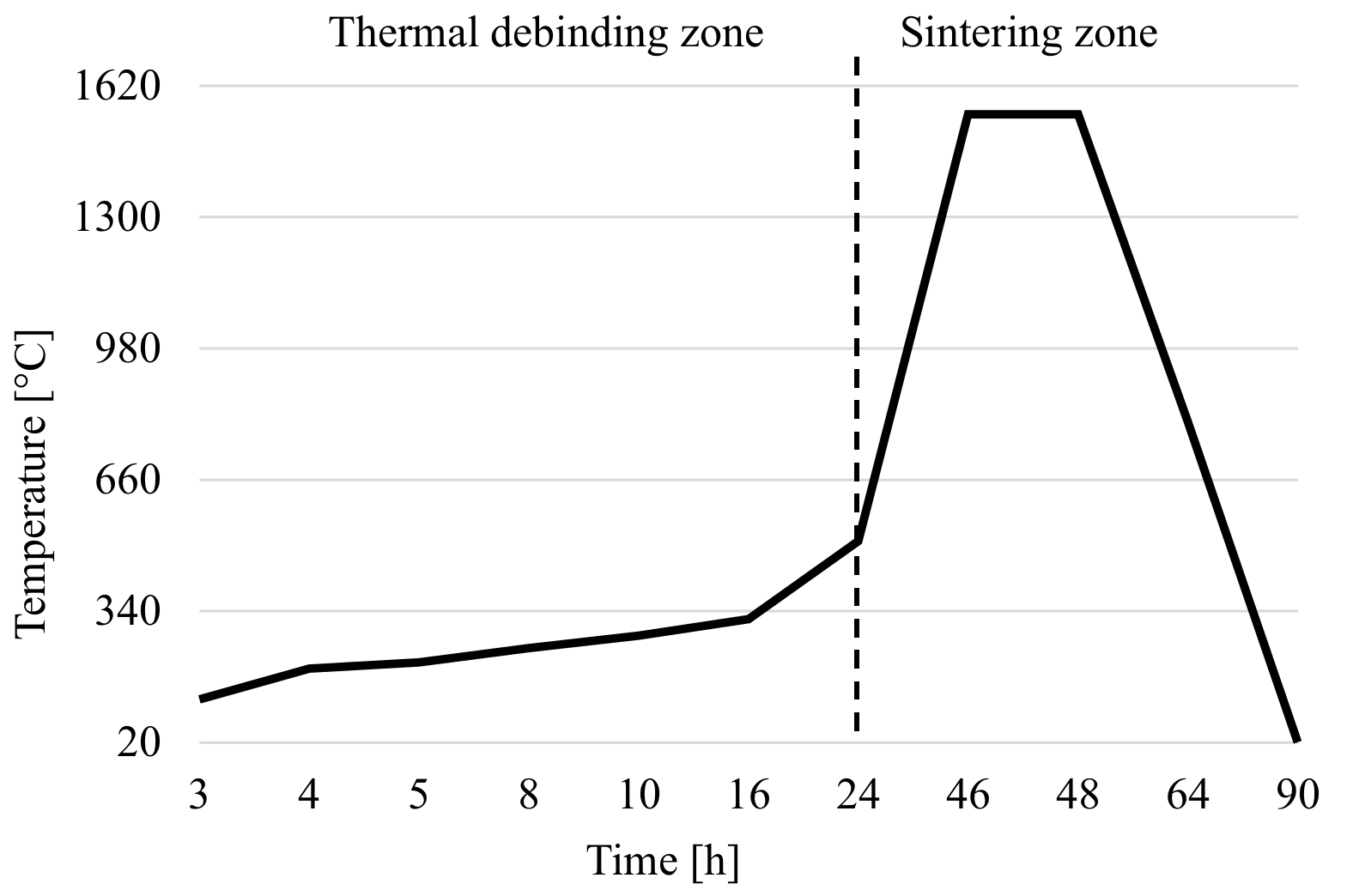
2.4. Thermal Debinding and Sintering Process
3. Results and Discussion
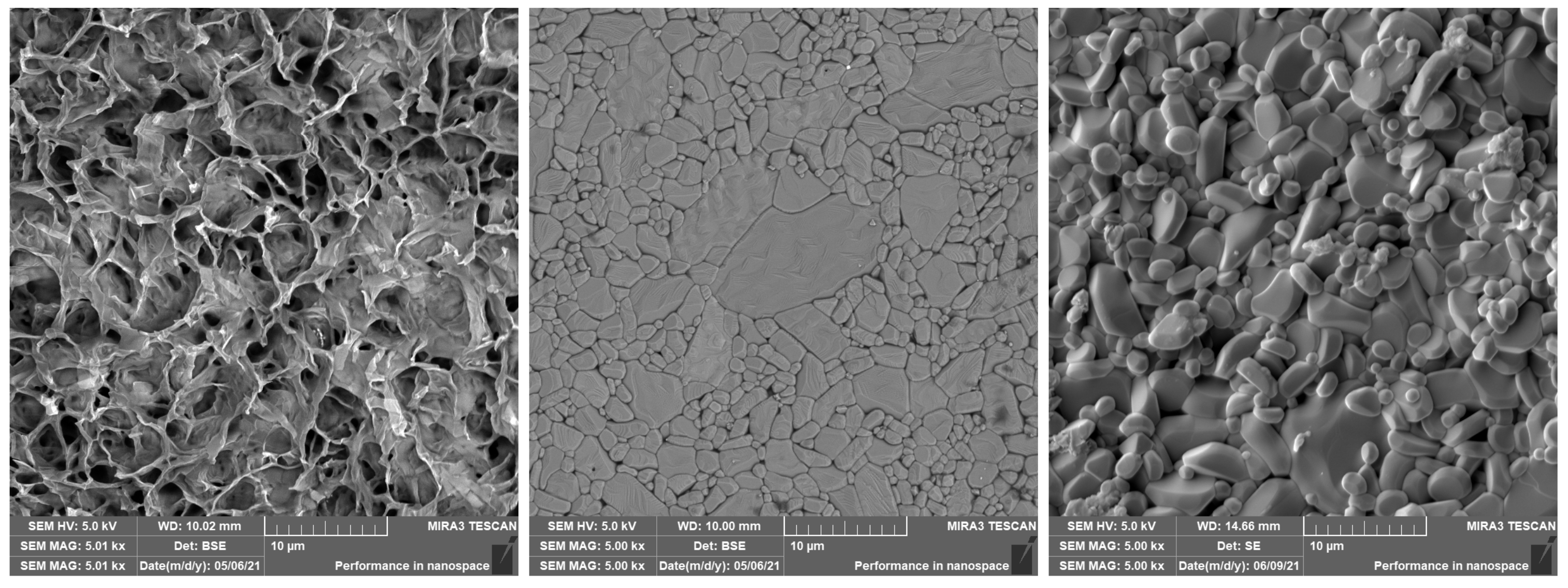
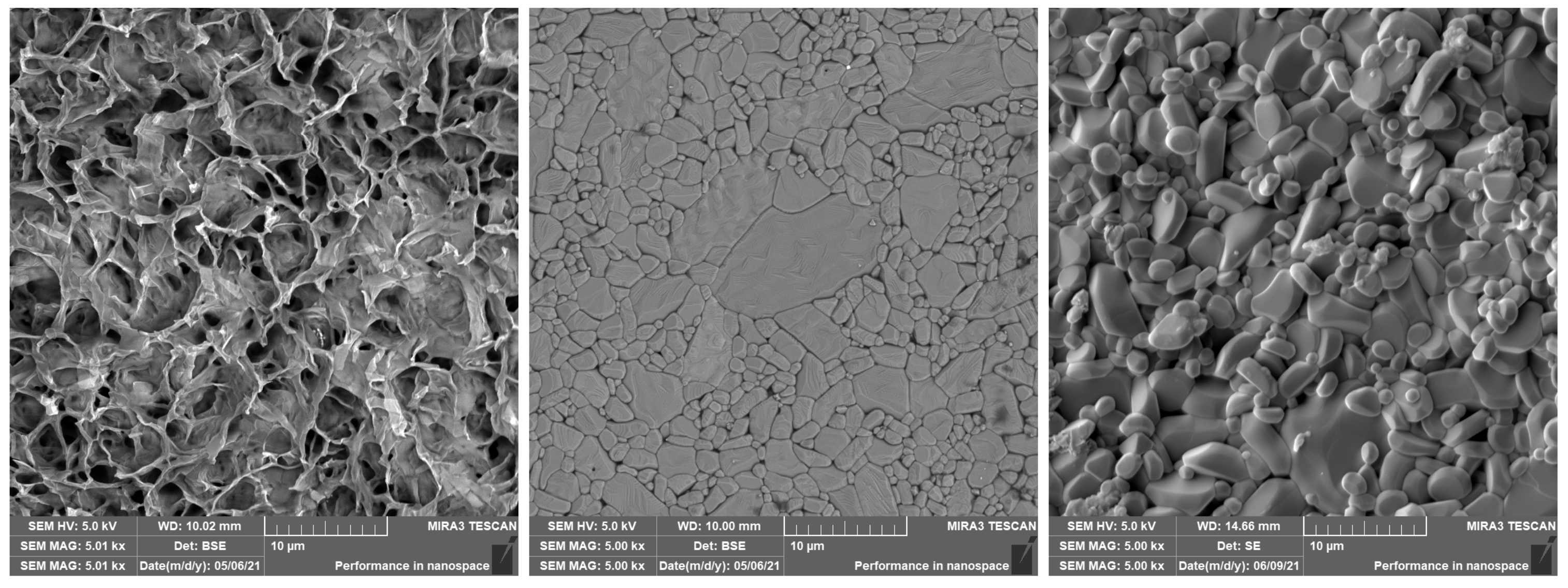
3.1. Porosity
3.2. Hardness
3.3. Flexural Strength
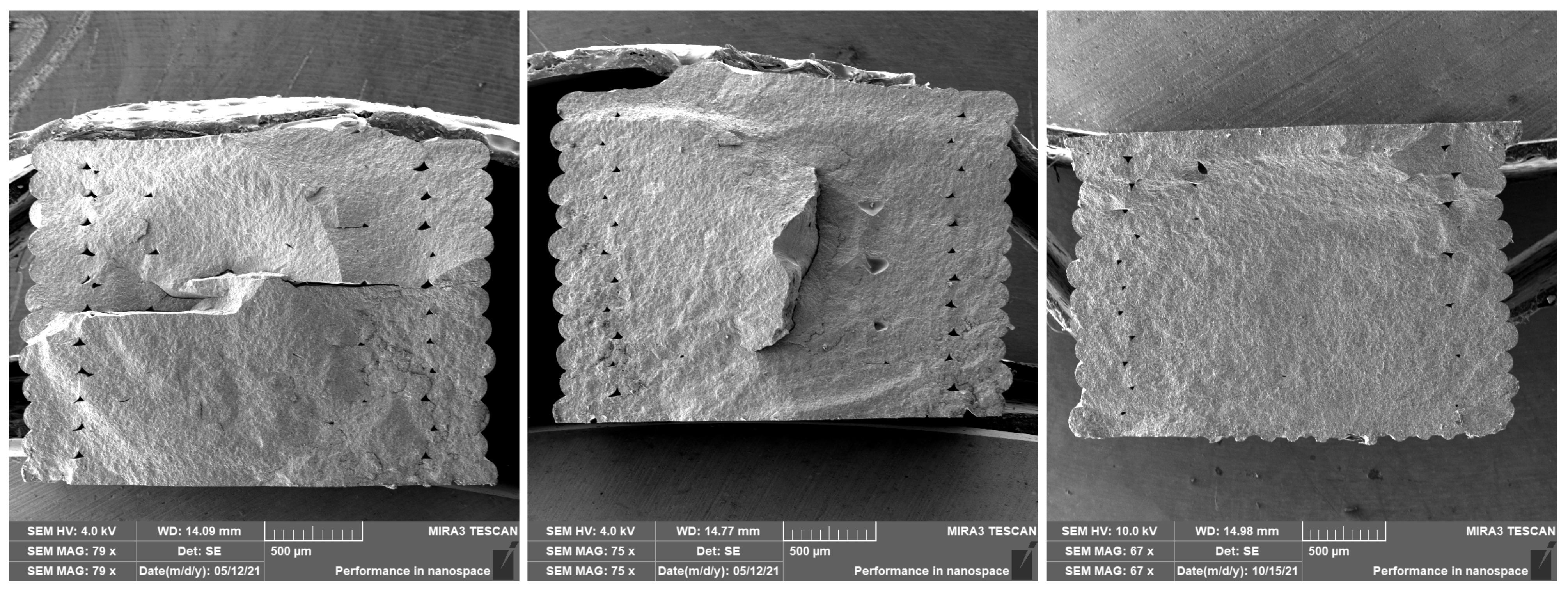
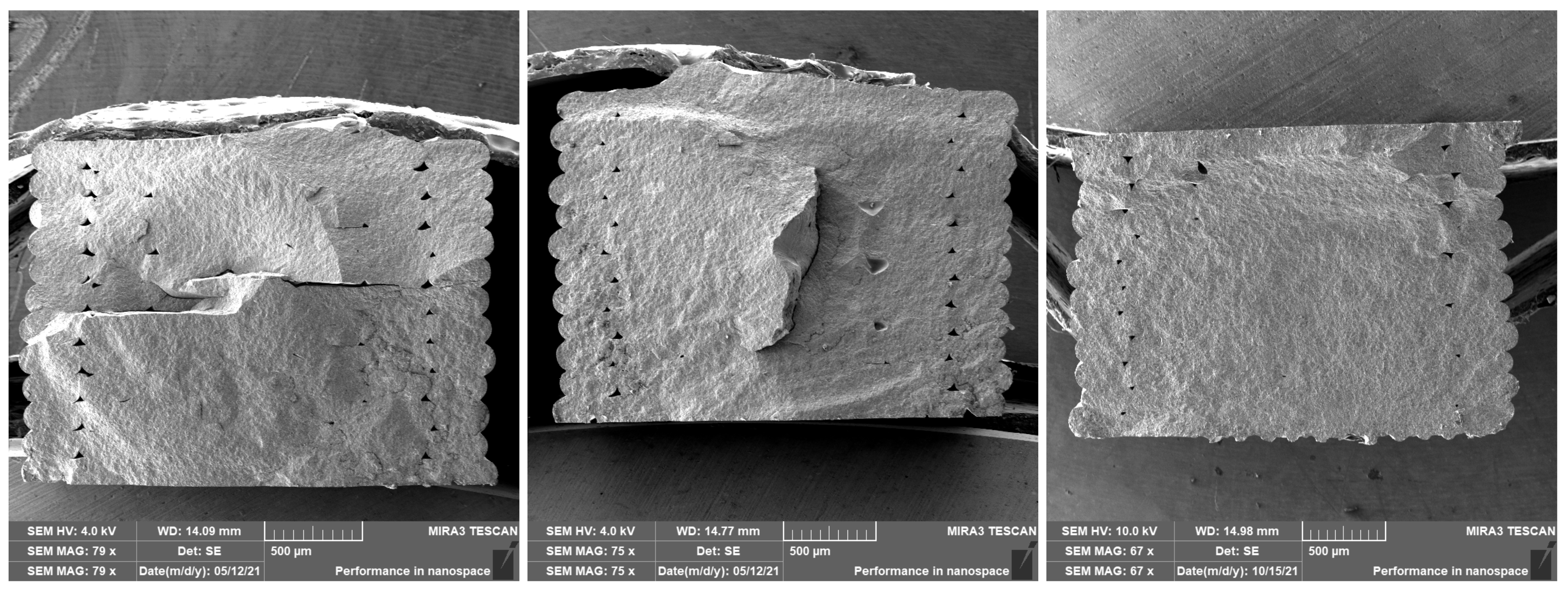
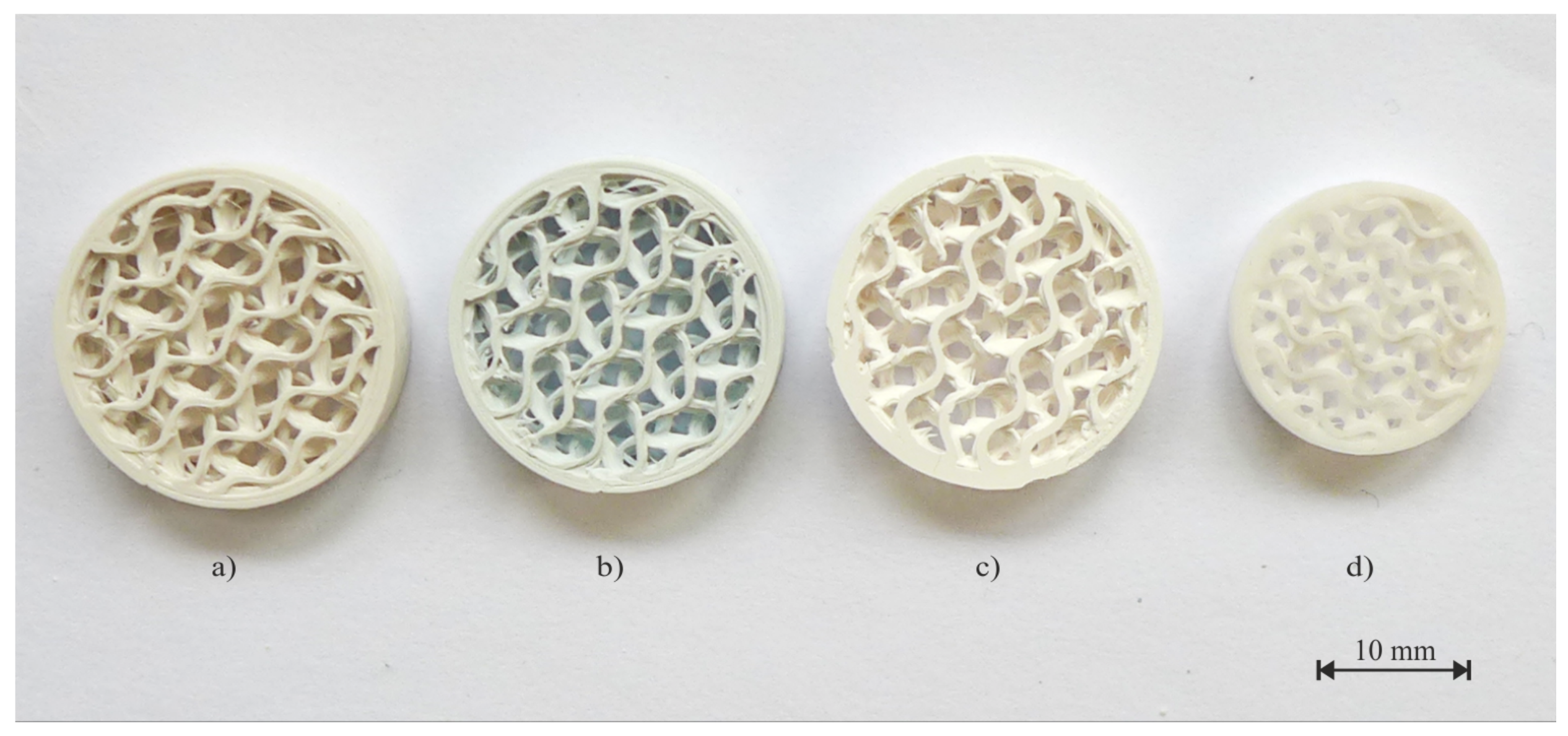
3.4. Shrinkage and Geometry Deformation
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AlO | Alumina |
| FFF | Fused Filament Fabrication |
| TGA | Thermogravimetric Analysis |
| FTIR | Fourier Transform Infrared Spectroscopy |
| MVR | Melt Volume Rate |
| CT | Computed Tomography |
| AM | Additive Manufacturing |
| 3D | Three-Dimensional |
| SLA | Stereolithography |
| FDM | Fused Deposition Modeling |
| LOM | Laminated Object Manufacturing |
| SLS | Selective Laser Sintering |
| ABS | Acrylonitrile Butadiene Styrene |
| PLA | Poly(Lactic Acid) |
| PP | Polypropylene |
| TPU | Thermoplastic Polyurethane |
| PETG | Poly(Ethylene Terephthalate Glycol), |
| CIM | Ceramic Injection Molding |
| LDPE | Low Density Polyethylene |
| PEG6000 | Poly(Ethylene Glycol) 6000 |
| PW | Paraffin Wax |
| CW | Carnauba Wax |
| AW | Acrawax |
| SA | Stearic Acid |
| SEM | Scanning Electron Microscope |
| EDX | Energy Dispersive X-ray |
| PEI | Polyetherimide |
| LCM | Lithography-based Ceramics Manufacturing |
References
- Balletti, C.; Ballarin, M.; Guerra, F. 3D printing. J. Cult. Herit. 2017, 26, 172–182. [Google Scholar] [CrossRef]
- Bhatia, A.; Sehgal, A.K.; Imbalzano, G.; Nguyen, K.T.; Hui, D. Additive manufacturing materials, methods and applications. Mater. Today Proc. 2021, 143, 172–196. [Google Scholar] [CrossRef]
- Wohlers, T.; Gornet, T. History of additive manufacturing. Wohlers Rep. 2014, 24, 118. [Google Scholar]
- Casavola, C.; Cazzato, A.; Moramarco, V.; Renna, G. Mechanical behaviour of ABS-Fused Filament Fabrication compounds under impact tensile loadings. Materials 2019, 12, 1295. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Dickson, A.N.; Abourayana, H.M.; Dowling, D.P.; Nguyen, K.T.; Hui, D. 3D Printing of Fibre-Reinforced Thermoplastic Composites Using Fused Filament Fabrication—A Review. Polymers 2020, 12, 2188. [Google Scholar] [CrossRef] [PubMed]
- Nötzel, D.; Eickhoff, R.; Hanemann, T. Fused Filament Fabrication of Small Ceramic Components. Materials 2018, 11, 1463. [Google Scholar] [CrossRef] [Green Version]
- Lakhdar, Y.; Tuck, C.; Binner, J.; Terry, A.; Goodridge, R. Additive manufacturing of advanced ceramic materials. Prog. Mater. Sci. 2021, 116, 100736. [Google Scholar] [CrossRef]
- Sachs, E.; Cima, M.; Cornie, J. Three-Dimensional Printing. CIRP Ann. 1990, 39, 201–204. [Google Scholar] [CrossRef]
- Bleyan, D.; Hausnerová, B. The Role of Polymer Binder in Ceramic Injection Moulding. Key Eng. Mater. 2013, 581, 82–88. [Google Scholar] [CrossRef]
- Hausnerova, B.; Bleyan, D.; Kasparkova, V.; Pata, V. Surface adhesion between ceramic injection molding feedstocks and processing tools. Ceram. Int. 2016, 42, 460–465. [Google Scholar] [CrossRef]
- Chen, Z.; Li, Z.; Li, J.; Liu, C.; Lao, C.; Fu, Y.; Liu, C.; Li, Y.; Wang, P.; He, Y. 3D printing of ceramics. J. Eur. Ceram. Soc. 2019, 39, 661–687. [Google Scholar] [CrossRef]
- Salamon, D. Advanced Ceramics. In Advanced Ceramics for Dentistry; Elsevier: Waltham, MA, USA, 2014; pp. 103–122. [Google Scholar] [CrossRef]
- Munro, M. Evaluated Material Properties for a Sintered alpha-Alumina. J. Am. Ceram. Soc. 1997, 80, 1919–1928. [Google Scholar] [CrossRef]
- Evans, K. The Manufacture of Alumina and its Use in Ceramics and Related Applications. Key Eng. Mater. 1996, 122–124, 489–526. [Google Scholar] [CrossRef]
- Dalvi, P.Y.; Upadhyaya, D.D.; Kulkarni, A.K.; Rao, S.V.K. Alumina Bodies for Electrical Applications. Trans. Indian Ceram. Soc. 2014, 45, 49–52. [Google Scholar] [CrossRef]
- Hsieh, H.; Bhave, R.; Fleming, H. Microporous alumina membranes. J. Membr. Sci. 1988, 39, 221–241. [Google Scholar] [CrossRef]
- Mouratib, R.; Achiou, B.; Krati, M.E.; Younssi, S.A.; Tahiri, S. Low-cost ceramic membrane made from alumina- and silica-rich water treatment sludge and its application to wastewater filtration. J. Eur. Ceram. Soc. 2020, 40, 5942–5950. [Google Scholar] [CrossRef]
- Parikh, P.B. Alumina Ceramics. Trans. Indian Ceram. Soc. 1995, 54, 179–184. [Google Scholar] [CrossRef]
- Özden, I.; Iveković, A.; Kocjan, A. Additive manufacturing of ceramics from thermoplastic feedstocks. Open Ceram. 2021, 6, 100129. [Google Scholar] [CrossRef]
- Harris, M.; Potgieter, J.; Archer, R.; Arif, K.M. Effect of Material and Process Specific Factors on the Strength of Printed Parts in Fused Filament Fabrication. Materials 2019, 12, 1664. [Google Scholar] [CrossRef] [Green Version]
- Thomas-Vielma, P.; Cervera, A.; Levenfeld, B.; Várez, A. Production of alumina parts by powder injection molding with a binder system based on high density polyethylene. J. Eur. Ceram. Soc. 2008, 28, 763–771. [Google Scholar] [CrossRef]
- Agarwala, M.; Weeren, R.V.; Bandyopadhyay, A.; Safari, A.; Danforth, S.; Priedeman, W.R. Filament Feed Materials for Fused Deposition Processing of Ceramics and Metals. In Proceedings of the 1996 International Solid Freeform Fabrication Symposium, Austin, TX, USA, 12–14 August 1996. [Google Scholar]
- Zetamix. Datasheet Alumina Zetamix Filament. 2021. Available online: https://zetamix.fr/wp-content/uploads/2021/12/Datasheet-Zetamix-Alumina.pdf (accessed on 11 February 2022).
- Orlovska, M.; Chlup, Z.; Baca, L.; Janek, M.; Kitzmantel, M. Fracture and mechanical properties of lightweight alumina ceramics prepared by fused filament fabrication. J. Eur. Ceram. Soc. 2020, 40, 4837–4843. [Google Scholar] [CrossRef]
- Schwentenwein, M.; Homa, J. Additive Manufacturing of Dense Alumina Ceramics. Int. J. Appl. Ceram. Technol. 2015, 12, 1–7. [Google Scholar] [CrossRef]
- Manotham, S.; Channasanon, S.; Nanthananon, P.; Tanodekaew, S.; Tesavibul, P. Photosensitive binder jetting technique for the fabrication of alumina ceramic. J. Manuf. Process. 2021, 62, 313–322. [Google Scholar] [CrossRef]
- Fayed, E.M.; Elmesalamy, A.S.; Sobih, M.; Elshaer, Y. Characterization of direct selective laser sintering of alumina. Int. J. Adv. Manuf. Technol. 2018, 94, 2333–2341. [Google Scholar] [CrossRef]
- Liu, Z.H.; Nolte, J.J.; Packard, J.I.; Hilmas, G.; Dogan, F.; Leu, M.C. Selective Laser Sintering of High-density Alumina Ceramic Parts. In Proceedings of the 35th International MATADOR Conference: Formerly the International Machine Tool Design and Research Conference; Springer: Berlin/Heidelberg, Germany, 2007; pp. 351–354. [Google Scholar] [CrossRef]
- Yu, M.; Zhang, J.; Li, X.; Liang, H.; Zhong, H.; Li, Y.; Duan, Y.; Jiang, D.L.; Liu, X.; Huang, Z. Optimization of the tape casting process for development of high performance alumina ceramics. Ceram. Int. 2015, 41, 14845–14853. [Google Scholar] [CrossRef]
- Žmak, I.; Ćorić, D.; Mandić, V.; Ćurković, L. Hardness and Indentation Fracture Toughness of Slip Cast Alumina and Alumina-Zirconia Ceramics. Materials 2020, 13, 122. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Roh, J.; Kwon, J.; Lee, C.; Choi, J. Novel fabrication of pressure-less sintering of translucent powder injection molded (PIM) alumina blocks. Ceram. Int. 2011, 37, 321–326. [Google Scholar] [CrossRef]
- Rahaman, M.N. Sintering of Ceramics, 1st ed.; CRC Press: Boca Raton, FL, USA, 2007. [Google Scholar]
- Dejonghe, L.; Rahaman, M. 4.1 Sintering of Ceramics. In Handbook of Advanced Ceramics; Elsevier Science & Technology: Waltham, MA, USA, 2003; pp. 187–264. [Google Scholar] [CrossRef]
- Brook, R. Sintering. In Concise Encyclopedia of Advanced Ceramic Materials; Elsevier: Waltham, MA, USA, 1991; pp. 438–440. [Google Scholar] [CrossRef]
- Leriche, A.; Cambier, F.; Hampshire, S. Sintering of Ceramics. In Reference Module in Materials Science and Materials Engineering; Elsevier: Waltham, MA, USA, 2017. [Google Scholar] [CrossRef]
- Nanoe. Datasheet Alumina Nanoe. 2021. Available online: https://nanoe.com/wp-content/uploads/2021/07/datasheetaluminafinal2021compresse.pdf (accessed on 11 February 2022).
- Kutz, M. Ceramics Testing, Handbook of Measurement in Science and Engineering; John Wiley & Sons: Hoboken, NJ, USA, 2016. [Google Scholar] [CrossRef]
- Li, H.; Liu, Y.; Liu, Y.; Hu, K.; Lu, Z.; Liang, J. Effects of Solvent Debinding on the Microstructure and Properties of 3D-Printed Alumina Ceramics. ACS Omega 2020, 5, 27455–27462. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Manufacturer | Technology | Flexural Strength [MPa] | Hardness | Relative Density [%] | Citation |
|---|---|---|---|---|---|
| Sumitomo Chemical Co., Ltd., Tokyo, Japan | Fused Filament Fabrication | 200–300 | - | 80–89 | [24] |
| LithaLox HP 500, Lithoz, VIenna, Austria | Lithography-based Ceramics Manufacturing | 427 (4PB) | - | 99.3 | [25] |
| Kemaus, Australia and A32, Japan | Photosensitive Binder Jetting | 1.04 | - | 39.49 | [26] |
| Taimicron—KRAHN, Hamburg, Germany | Selective Laser Sintering | - | - | 95.66 | [27] |
| Almatis Inc., Ludwigshafen, Germany | Selective Laser Sintering | 255 ± 17 (4PB) | - | 88 | [28] |
| Fenghe Ceramias Co., Ltd., Shanghai, China | Tape Casting | - | 15.91 ± 0.15 GPa | 98.1 | [29] |
| Alcan Chemicals, Stamford, CT, USA | Slip Casting Technique | - | 1679 HV30 (16.46 GPa) | 98.04 | [30] |
| Sumitomo Chemical, Tokyo, Japan | Powder Injection Molding | 264 (3PB) | 1903 HV200 (18.66 GPa) | 99.5 | [31] |
| Zetamix, Nanoe, France—Datasheet | Fused Filament Fabrication | 150–300 | 19 GPa | 98–99 | [23] |
| Zetamix, Nanoe, France—Results | Fused Filament Fabrication | 316.12–331.61 (3PB) | 13.54–23.81 GPa | 99.54 (99.72) |
| Printing temperature | 150 °C |
| Bed temperature | 25 °C |
| Layer height | 0.2 mm |
| Speed | 30 mm/s |
| Solid layers Top/Bottom | 2/2 |
| Retraction | off |
| Overlap | 40% |
| Perimeters | 2 |
| Infill pattern | rectilinear |
| Infill [%] | Hardness HV10 | Hardness [GPa] |
|---|---|---|
| 20 | 1382 ± 191 | 13.54 |
| 40 | 1521 ± 237 | 14.91 |
| 60 | 1758 ± 188 | 17.23 |
| 80 | 2178 ± 340 | 21.34 |
| 100 | 2428 ± 209 | 23.81 |
| Infill [%] | Flexural Strength [MPa] |
|---|---|
| 80 | 316.12 ± 58.77 |
| 90 | 327.84 ± 26.21 |
| 100 | 331.61 ± 53.45 |
| Units | 3D Printing | Chemical Debinding | Thermal Debinding | Sintering | |
|---|---|---|---|---|---|
| Weight | g | 1.33 | 1.15 | 1.05 | 1.03 |
| Processing shrinkage | wt% | - | 13.53 | 7.55 | 1.55 |
| Total shrinkage | wt% | - | 13.53 | 21.05 | 22.56 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Truxová, V.; Šafka, J.; Sobotka, J.; Macháček, J.; Ackermann, M. Alumina Manufactured by Fused Filament Fabrication: A Comprehensive Study of Mechanical Properties and Porosity. Polymers 2022, 14, 991. https://doi.org/10.3390/polym14050991
Truxová V, Šafka J, Sobotka J, Macháček J, Ackermann M. Alumina Manufactured by Fused Filament Fabrication: A Comprehensive Study of Mechanical Properties and Porosity. Polymers. 2022; 14(5):991. https://doi.org/10.3390/polym14050991
Chicago/Turabian StyleTruxová, Veronika, Jiří Šafka, Jiří Sobotka, Jakub Macháček, and Michal Ackermann. 2022. "Alumina Manufactured by Fused Filament Fabrication: A Comprehensive Study of Mechanical Properties and Porosity" Polymers 14, no. 5: 991. https://doi.org/10.3390/polym14050991
APA StyleTruxová, V., Šafka, J., Sobotka, J., Macháček, J., & Ackermann, M. (2022). Alumina Manufactured by Fused Filament Fabrication: A Comprehensive Study of Mechanical Properties and Porosity. Polymers, 14(5), 991. https://doi.org/10.3390/polym14050991