
Service Life of Adhesive Bonds under Cyclic Loading with a Filler Based on Natural Waste from Coconut Oil Production



Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
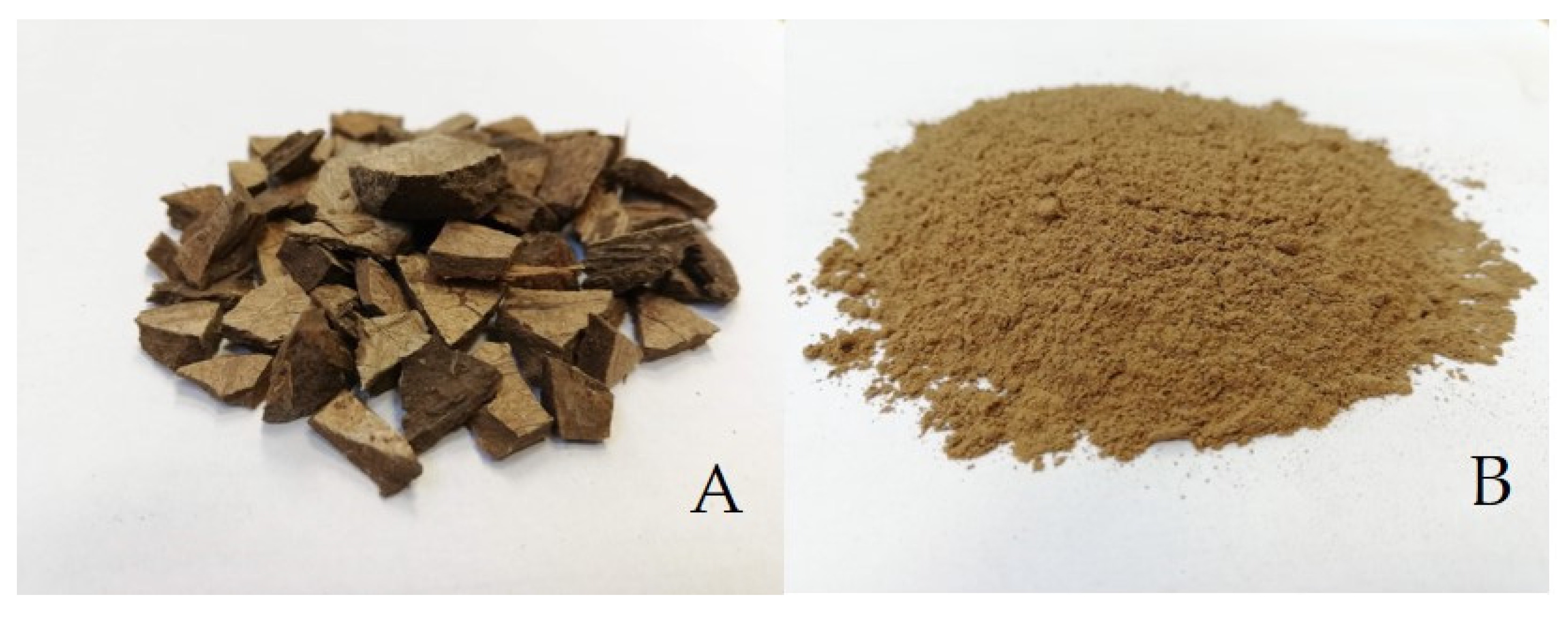
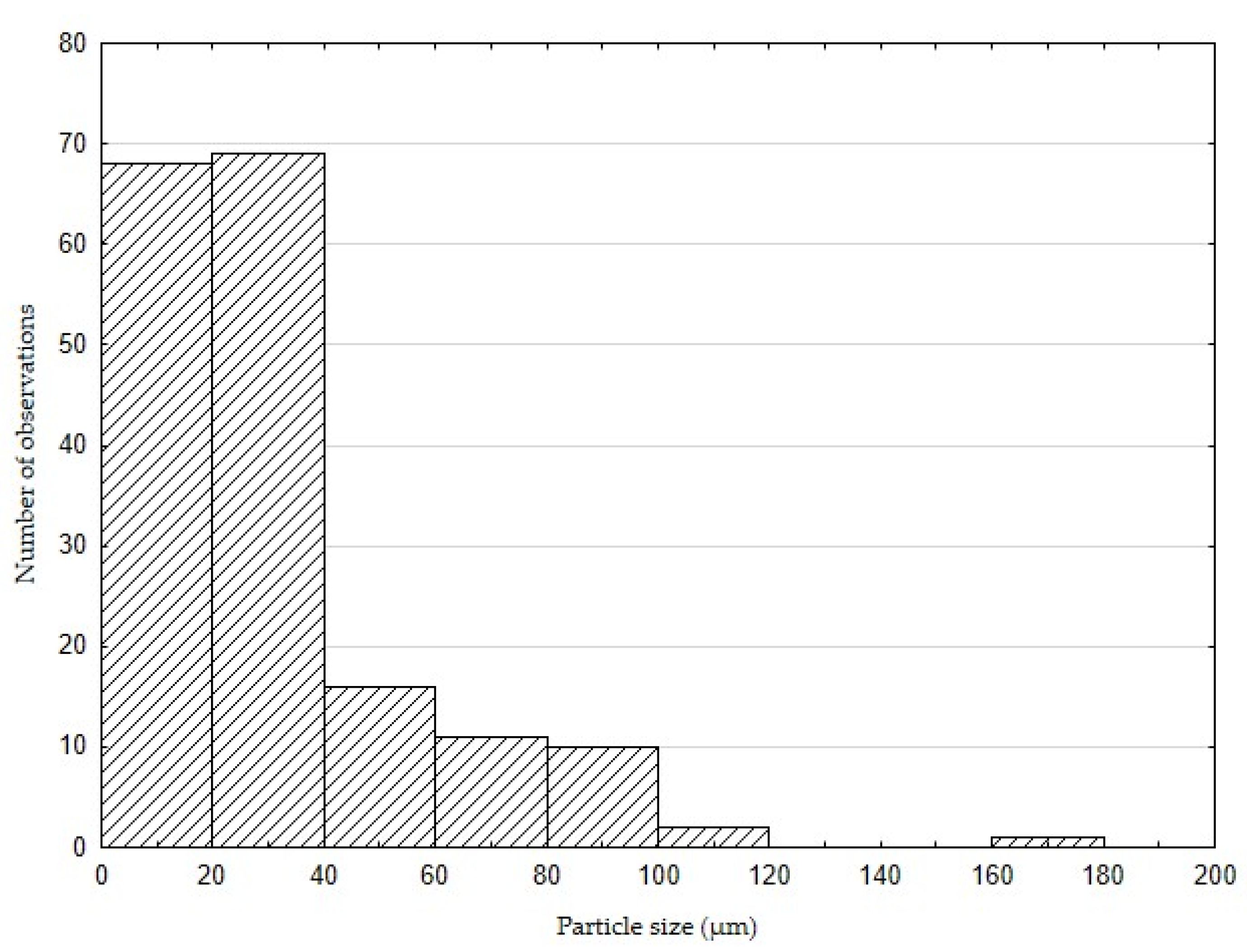
2.1.1. Filler
2.1.2. Matrix and Bonded Material (Adherent)
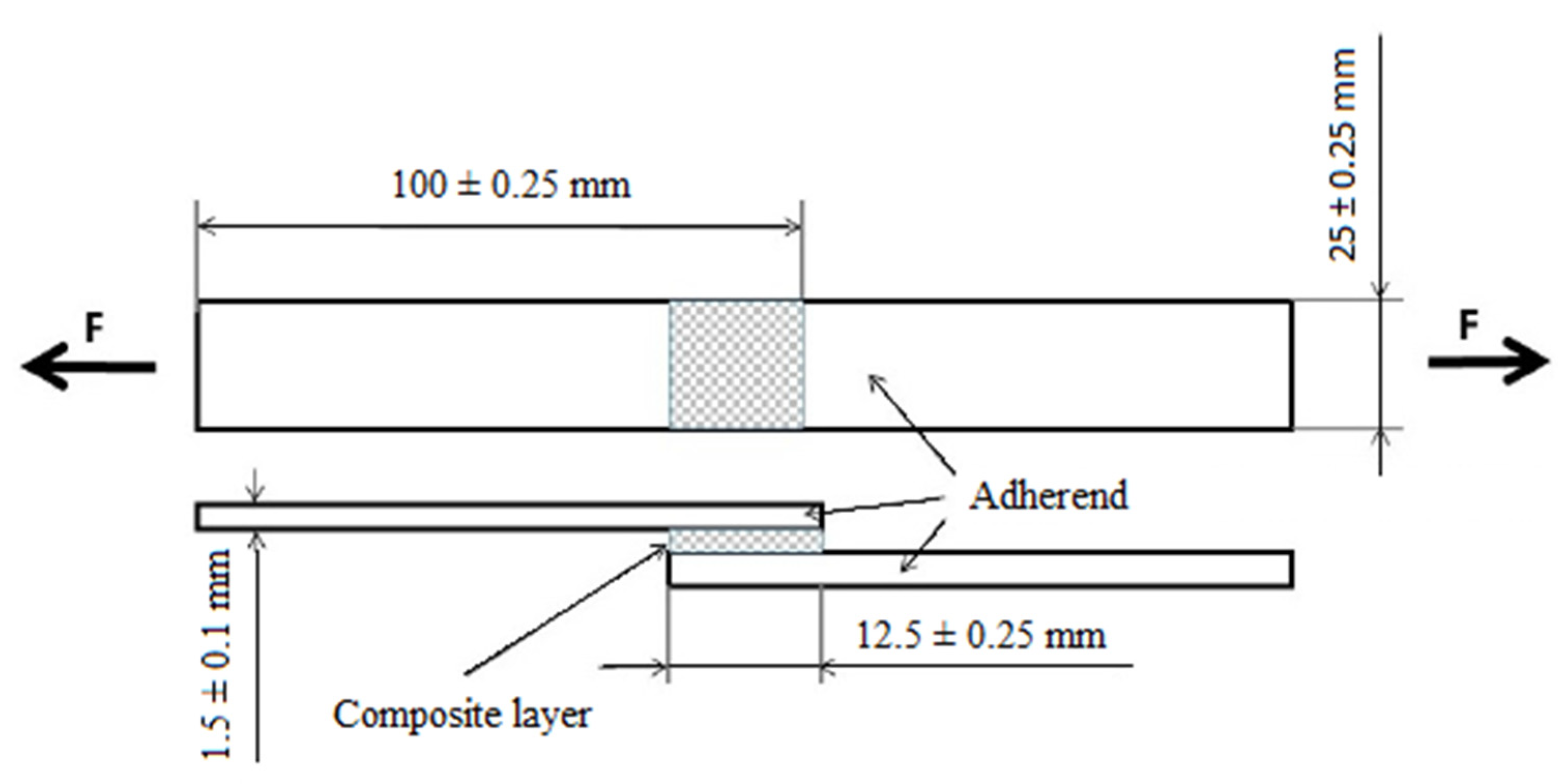
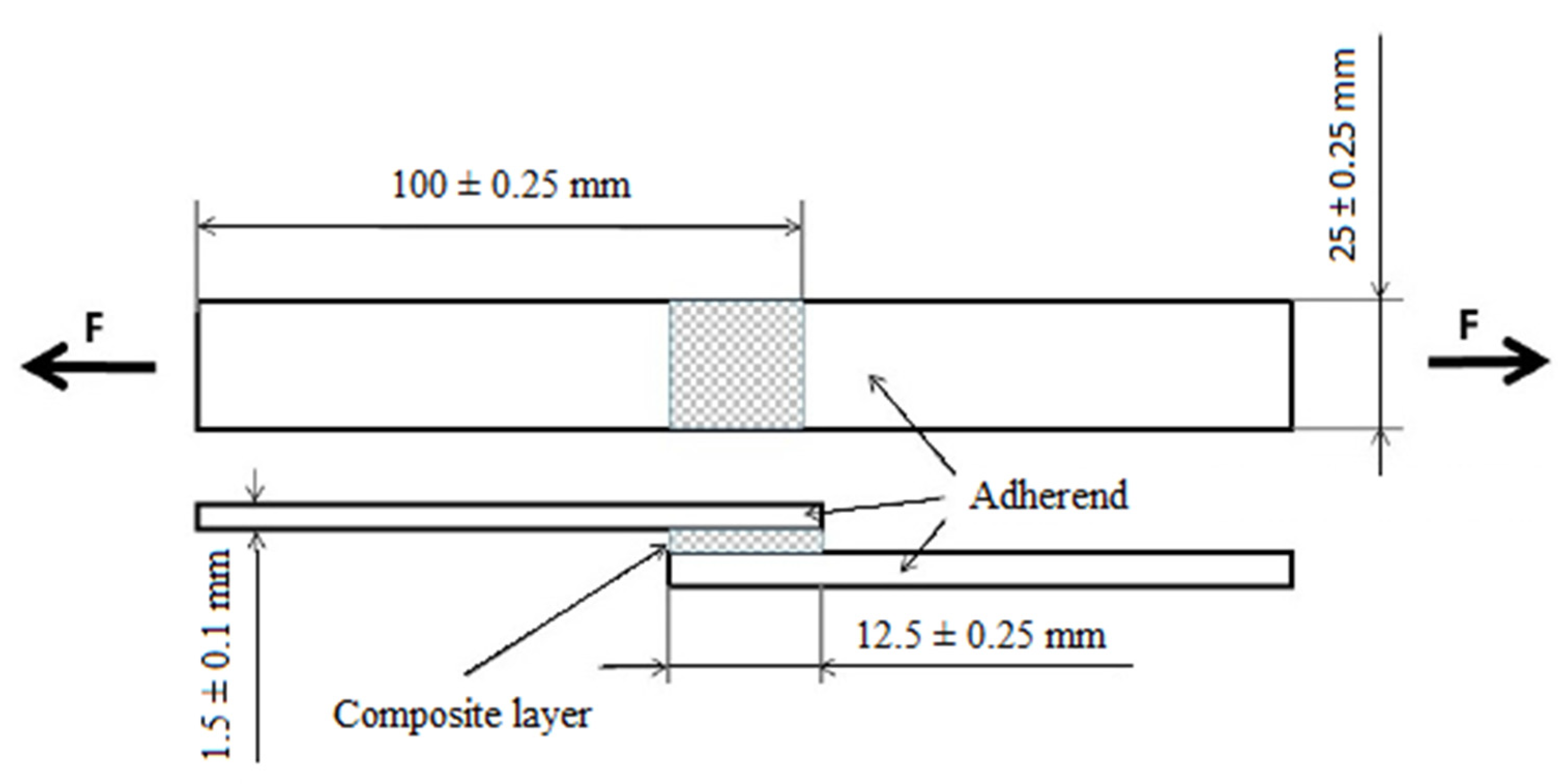
2.1.3. Production and Types of Adhesive Bonds
2.2. Methods
3. Results and Discussion
4. Conclusions
- The thickness of the adhesive layer was AB0 = 31± 4 μm, AB10 = 349 ± 6 μm, AB20 = 303 ± 6 μm, AB30 = 464 ± 8 μm;
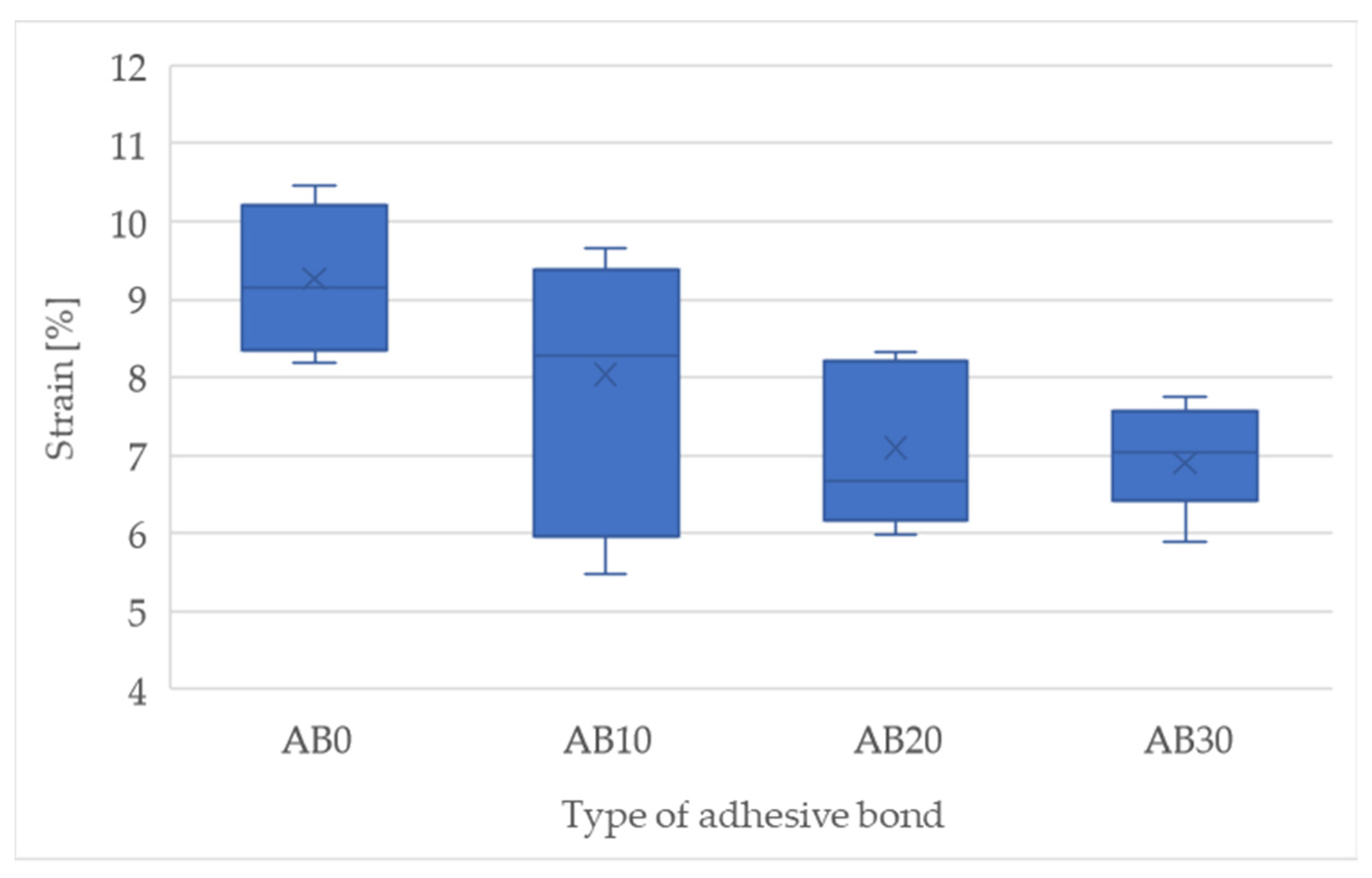
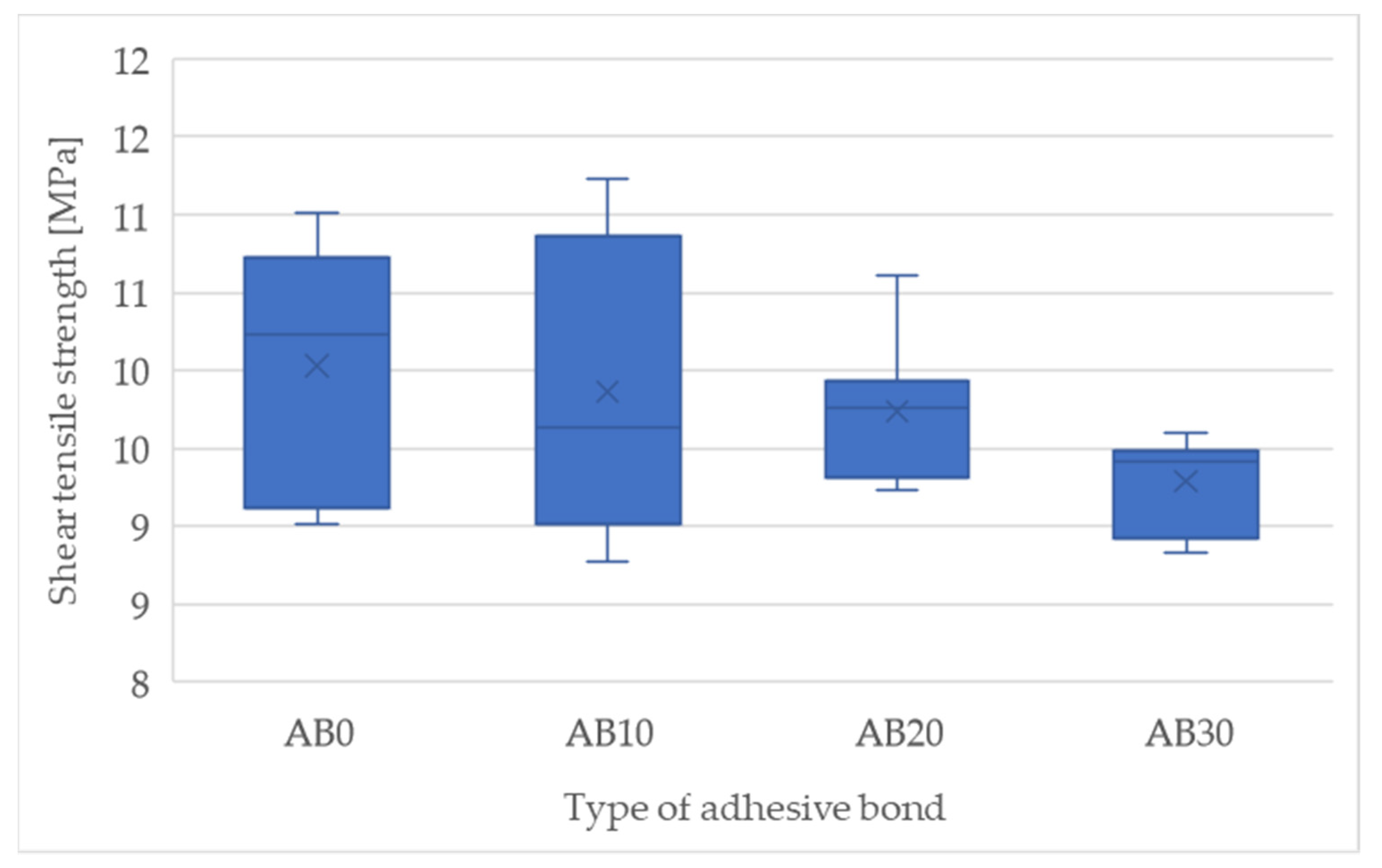
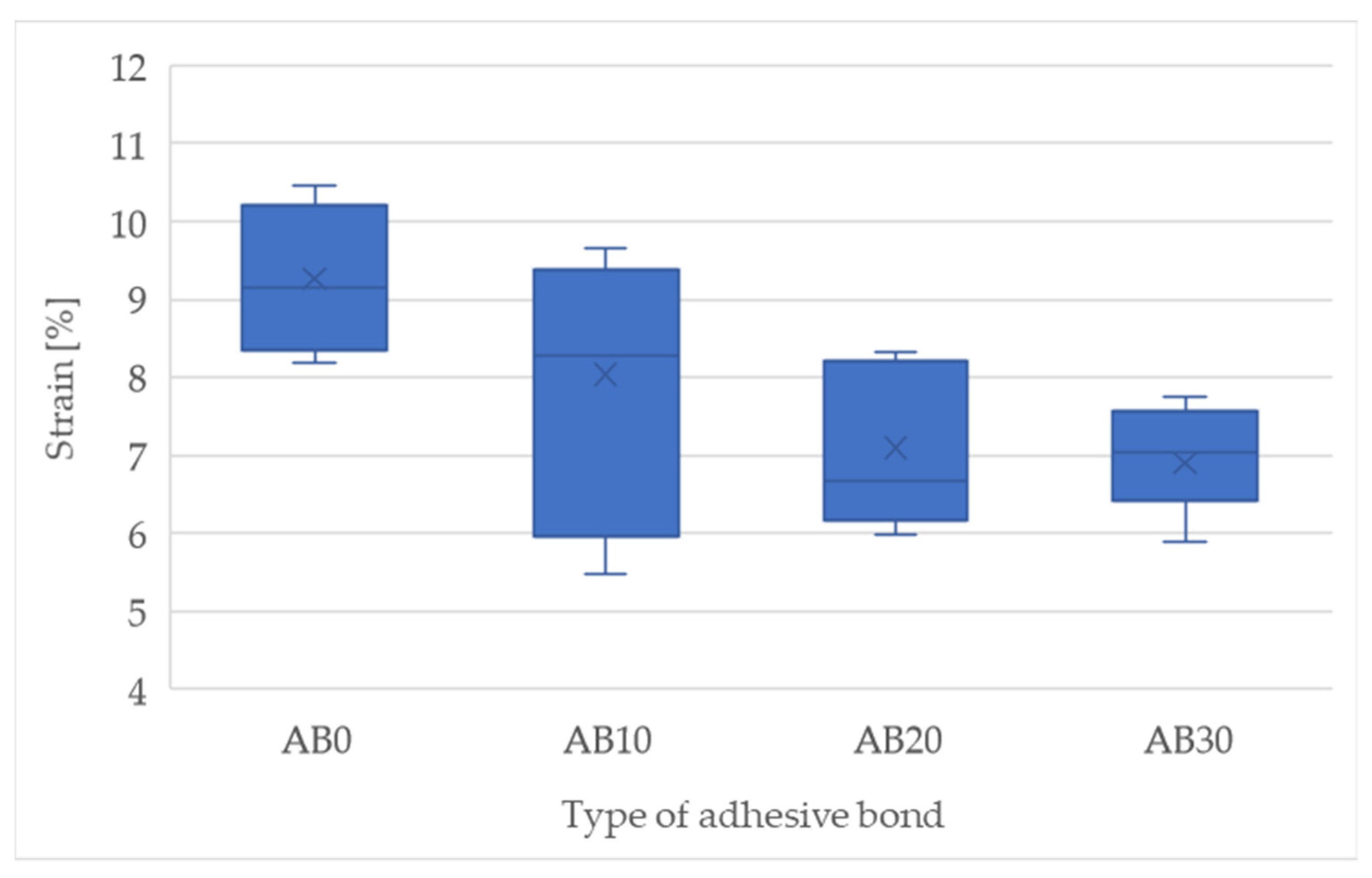
- The results of the static shear test showed a reduction in shear strength for all types of adhesive bonds with a composite adhesive layer, that is, AB10, AB20, and AB30, in the range from 1.7 to 8% compared to an adhesive bond without AB0 filler. Similar results were achieved by strain, where the decrease ranged from 15 to 34% compared to AB0. Statistical testing showed statistically insignificant differences between AB0 and AB10 (p = 0.72), AB20 (p = 0.40) and a statistically significant difference between AB0 and AB30 (p = 0.04);
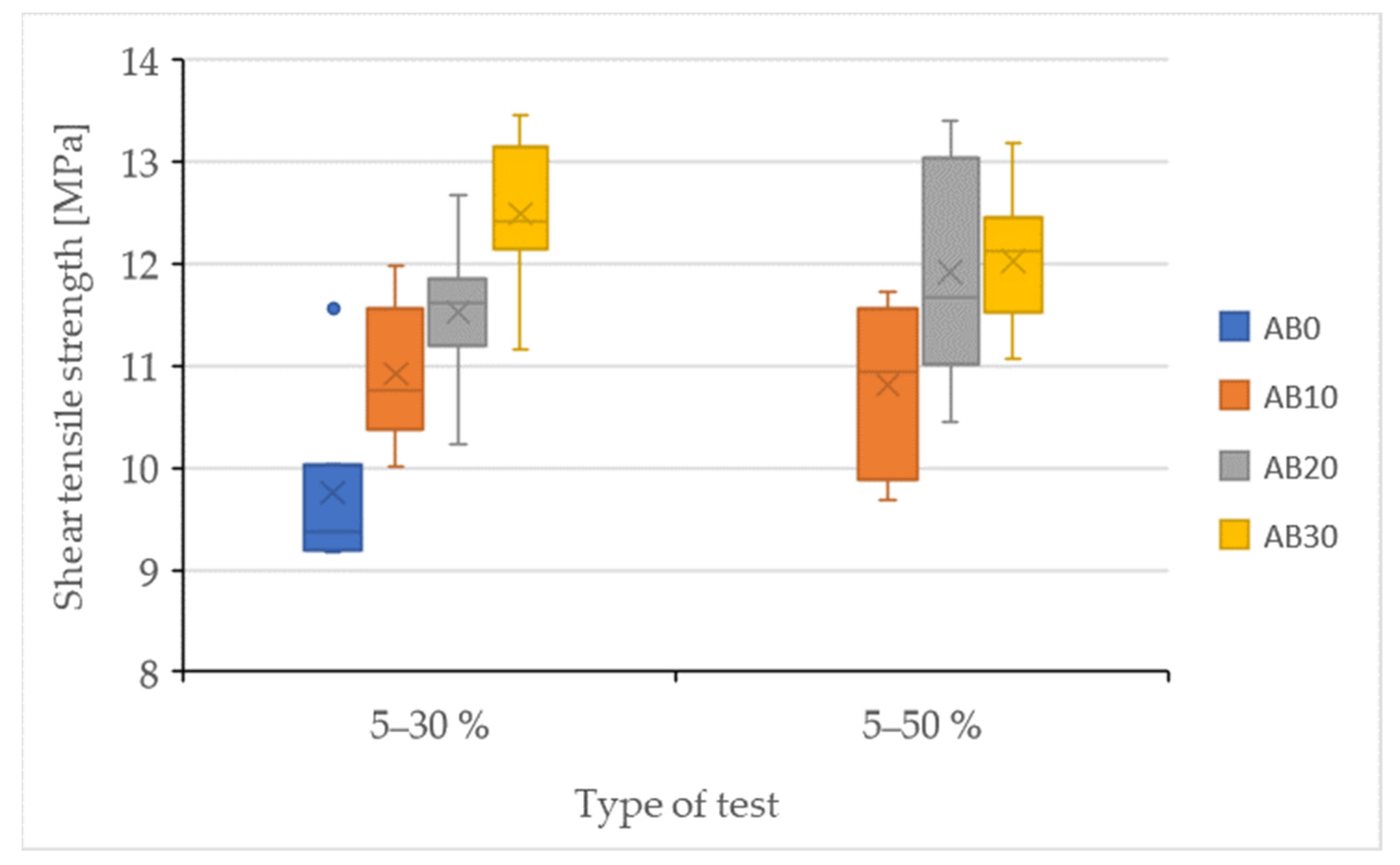
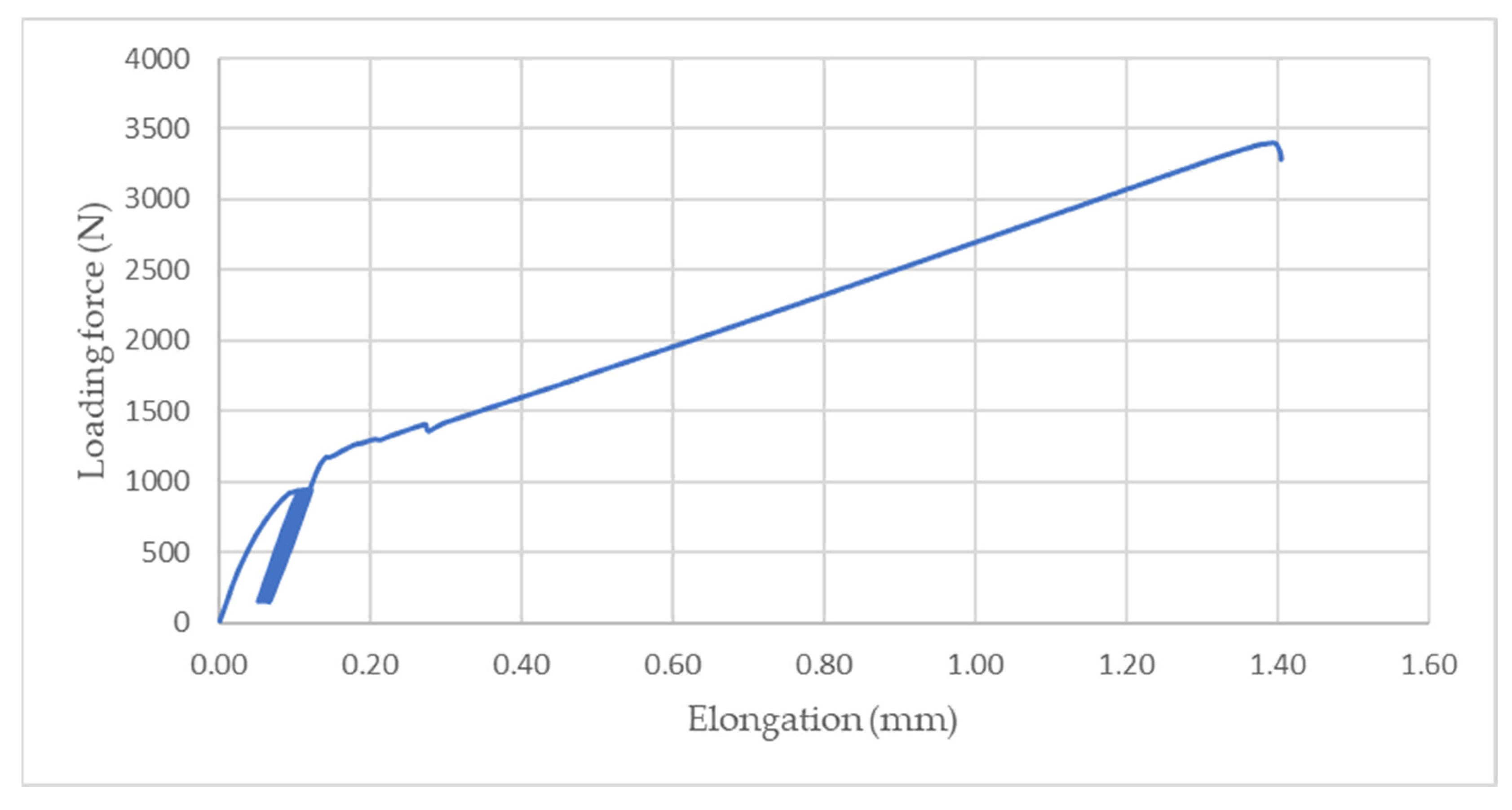
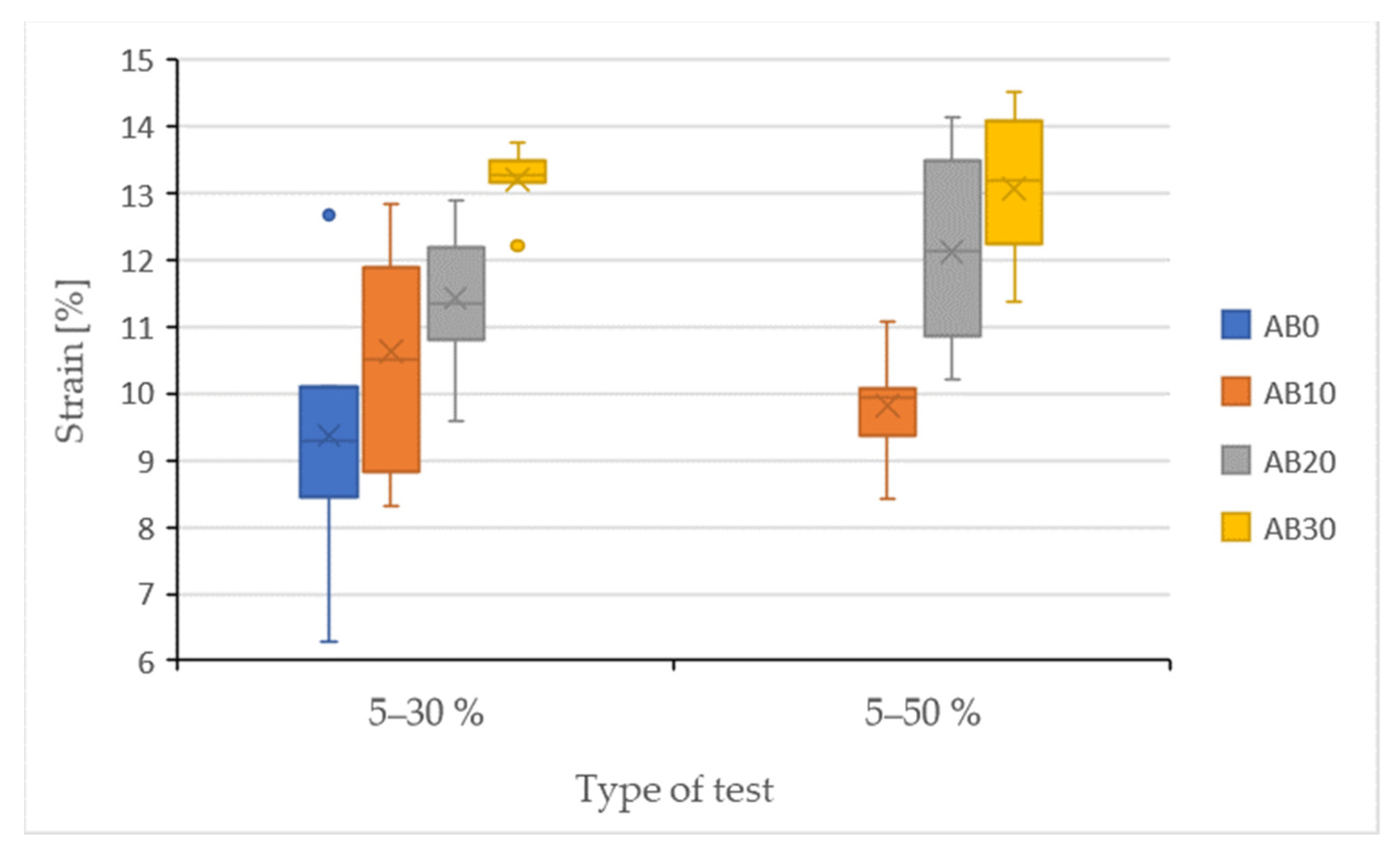
- Adhesive bonds without AB0 filler showed approximately 2.8% less strength after the quasi-static 5–30% test compared to the static test. The adhesive bonds with the composite adhesive layer, that is, AB10, AB20, and AB30, showed 5–30% higher strength in the quasi-static tests in the range from 11 to 22% compared to AB0. The strains increased by 12 to 29%. Statistical testing of experiments with lower stress intensity of 5–30% showed statistically significant differences between the adhesive bond AB0 and AB10, AB20, and AB30 (p = 0.01);
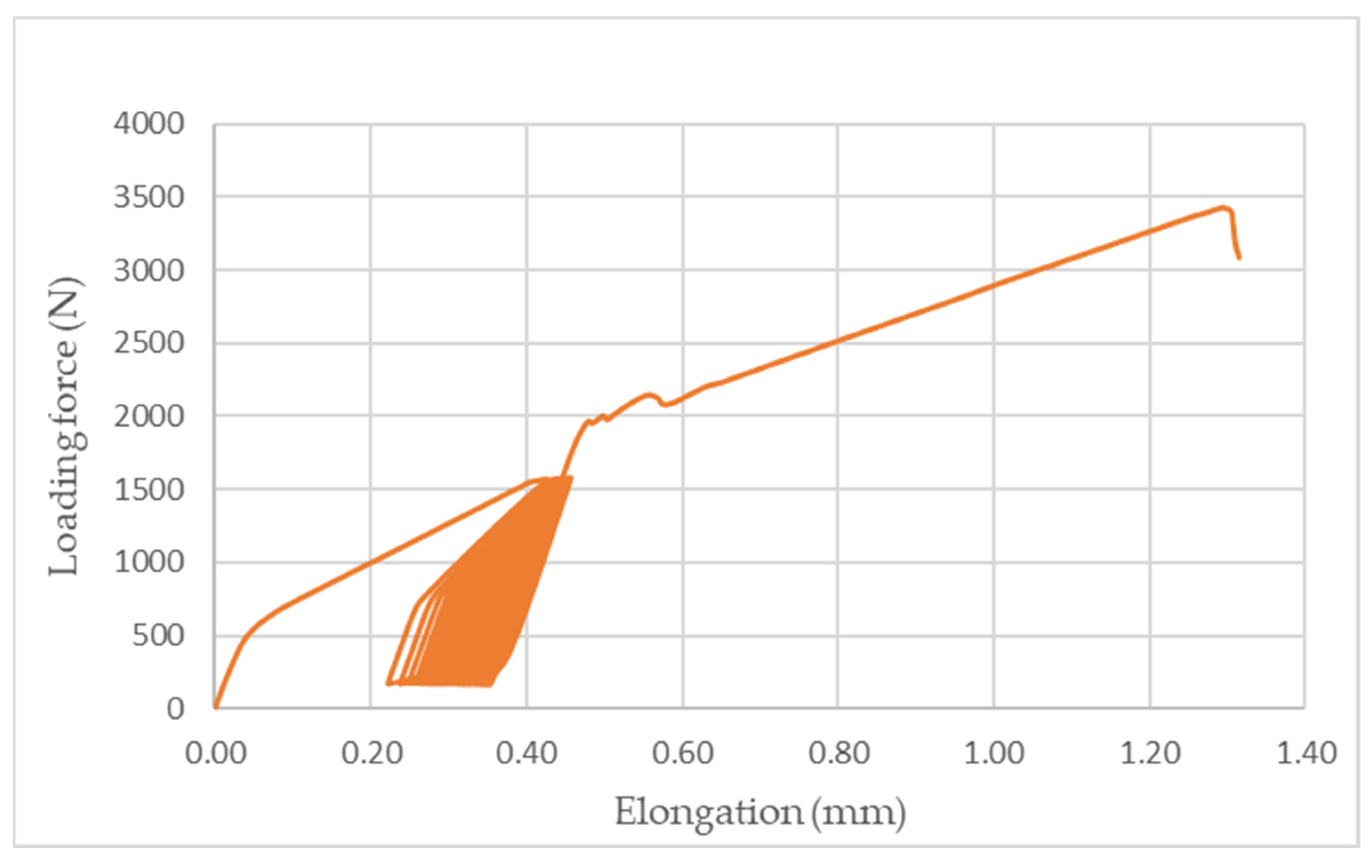
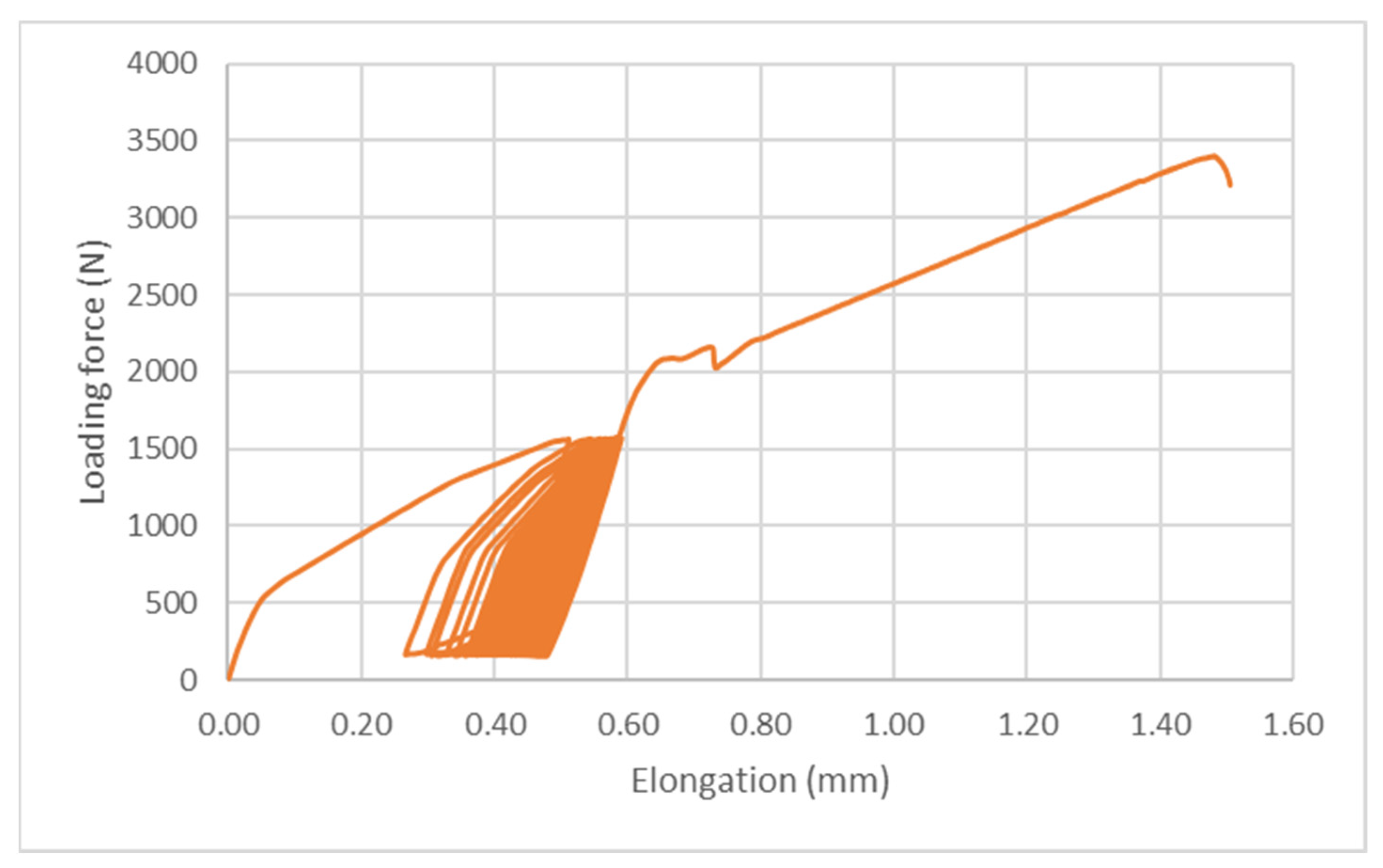
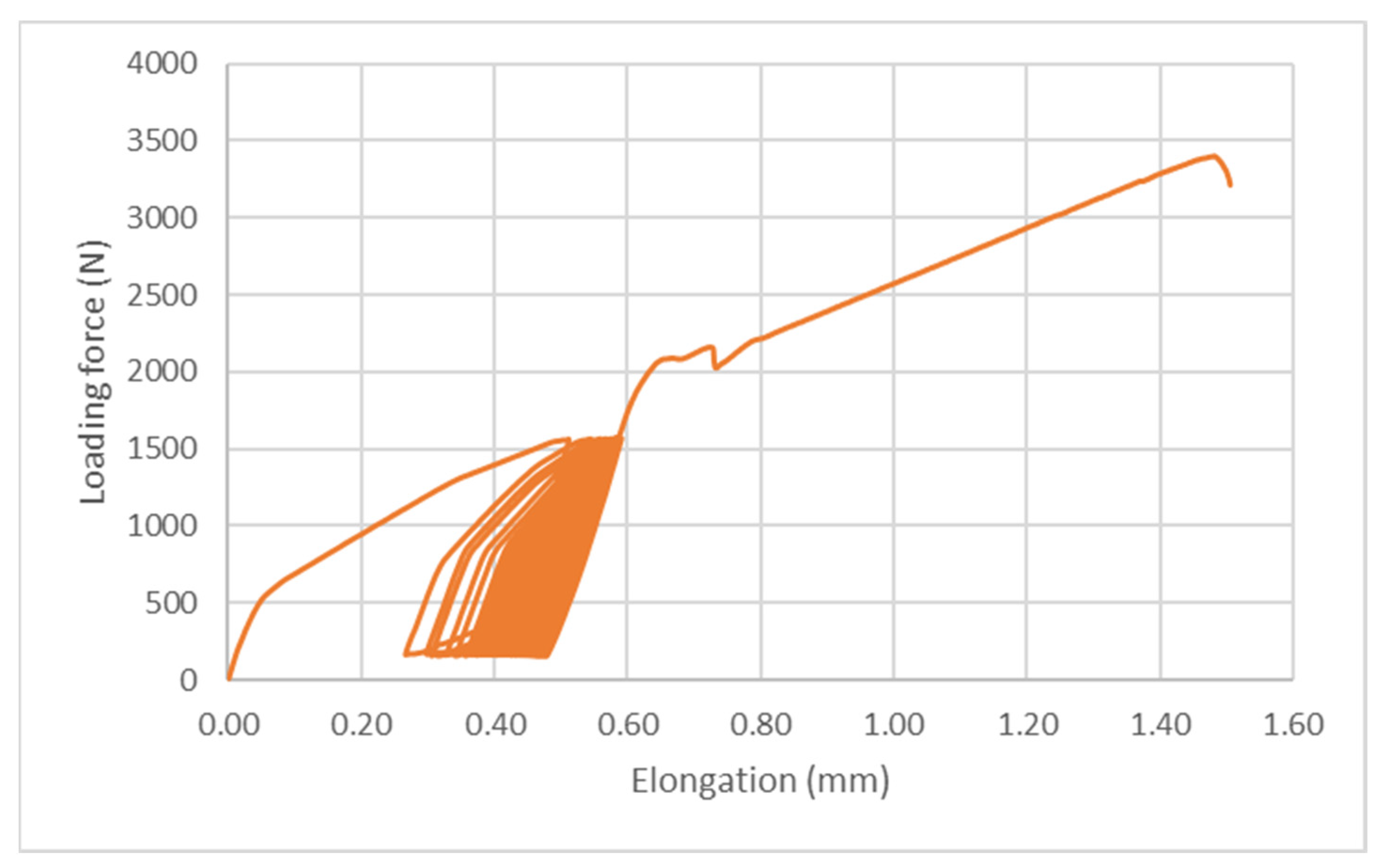
- AB0 adhesive bonds did not withstand the specified 1000 cycles in a quasi-static test with an intensity of 5–50%, that is, service life was negatively affected by cyclic loading of higher intensity. Adhesive bonds with a composite adhesive layer, that is, AB10, AB20, and AB30, lasted the specified 1000 cycles. Therefore, the added filler had a positive effect on the service life of the adhesive bonds with the composite adhesive layer under the cyclic loading;
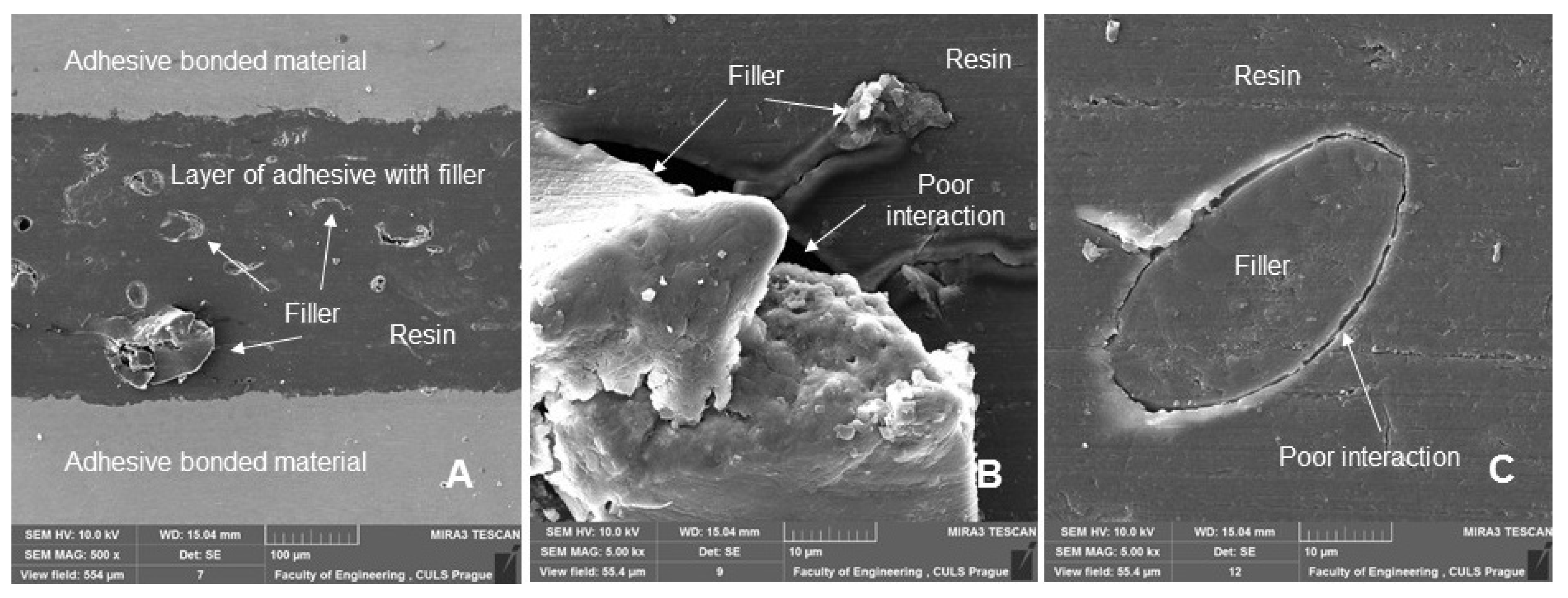
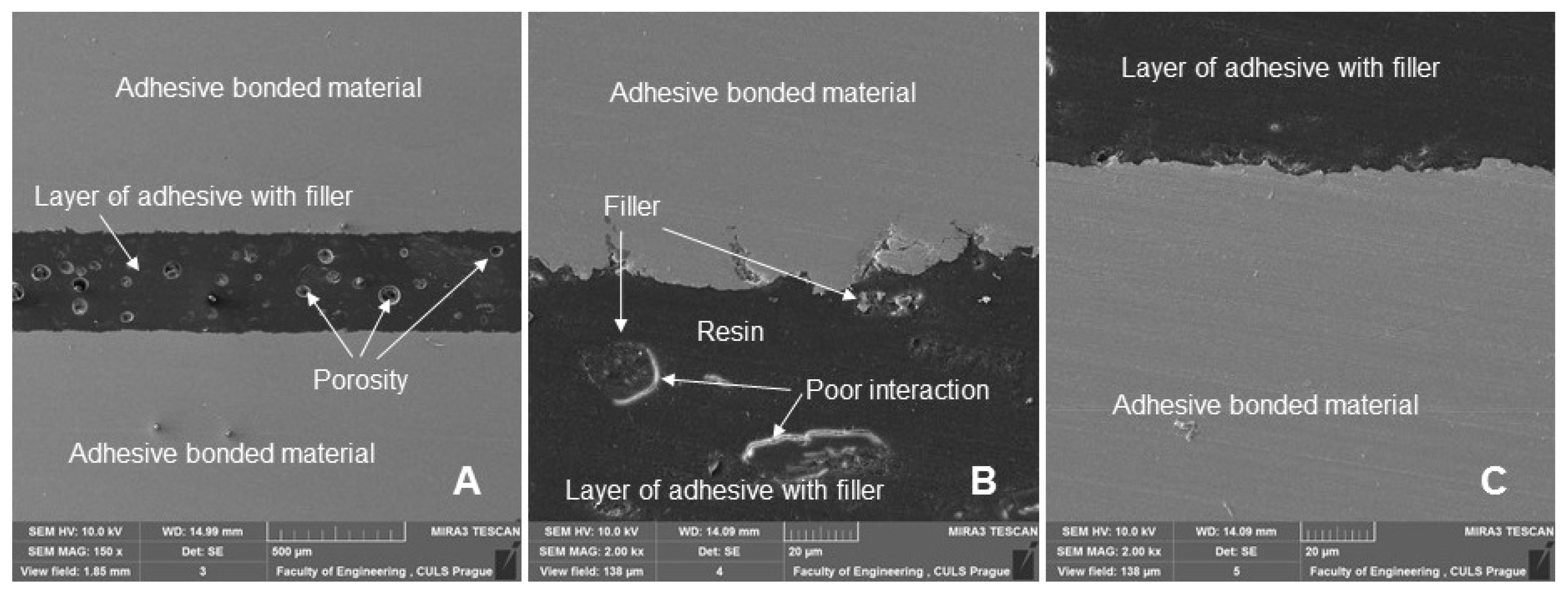
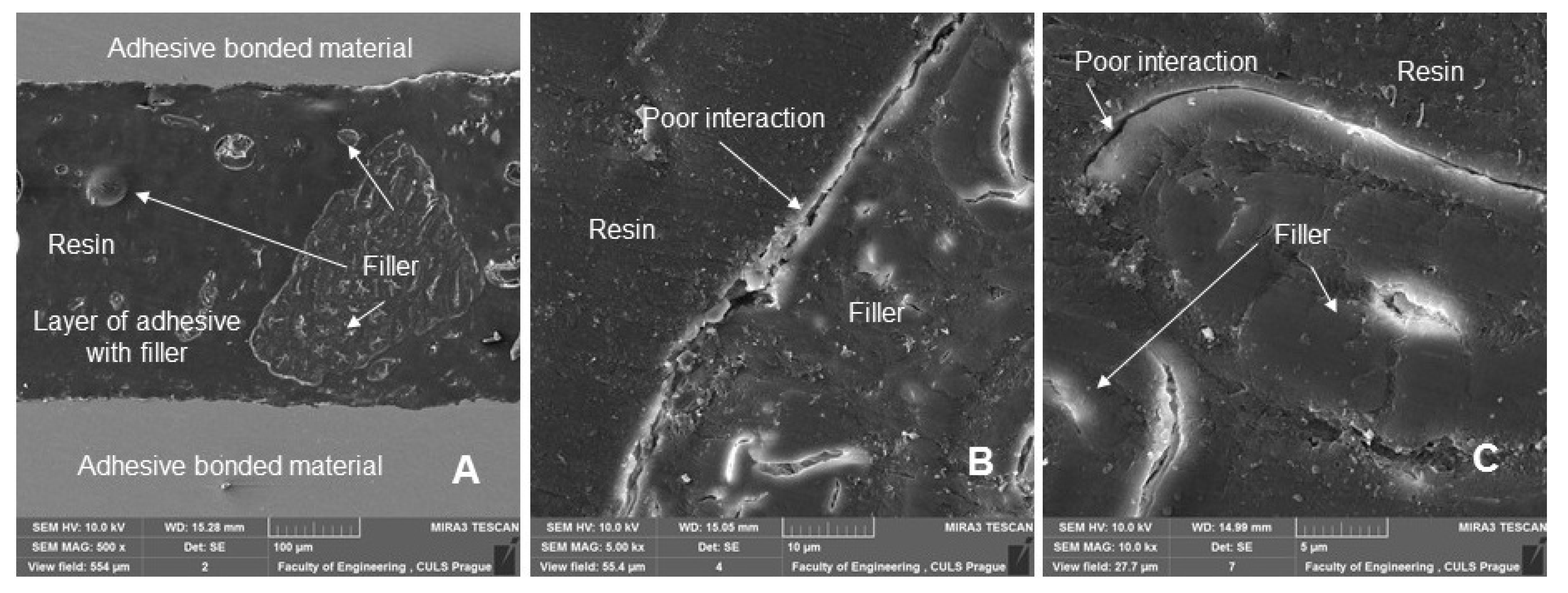
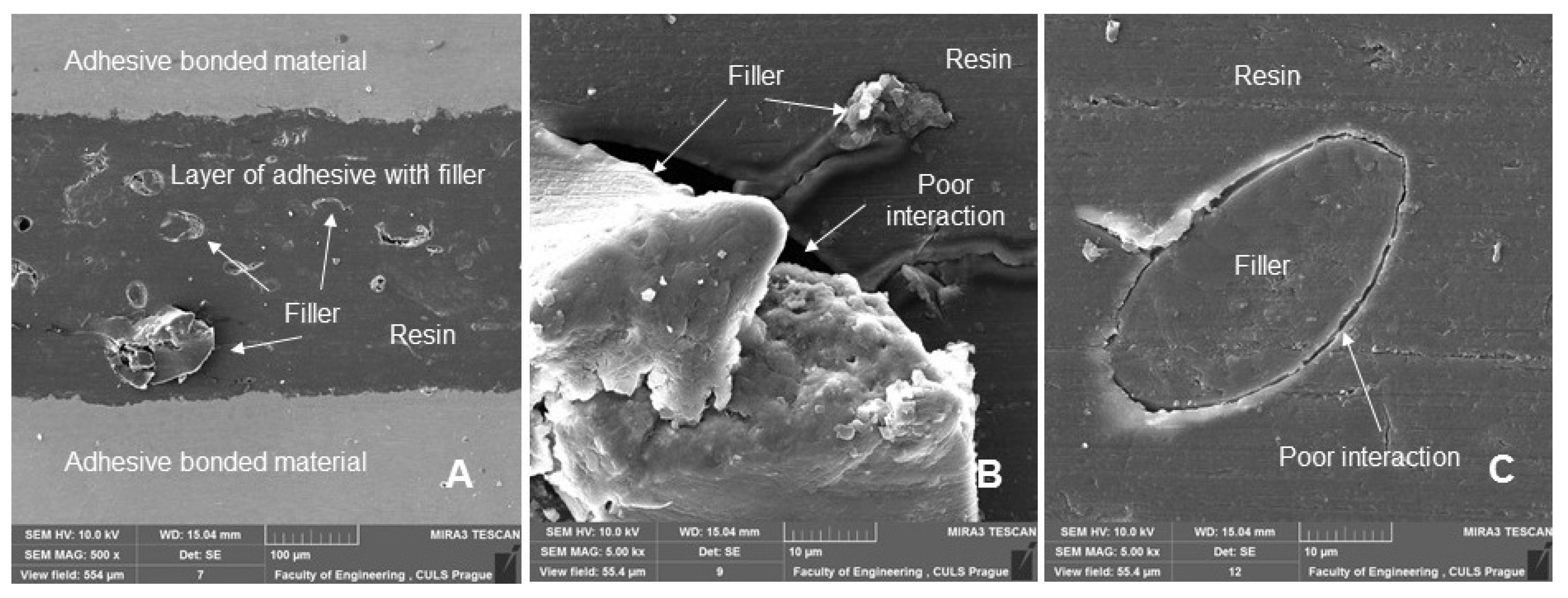
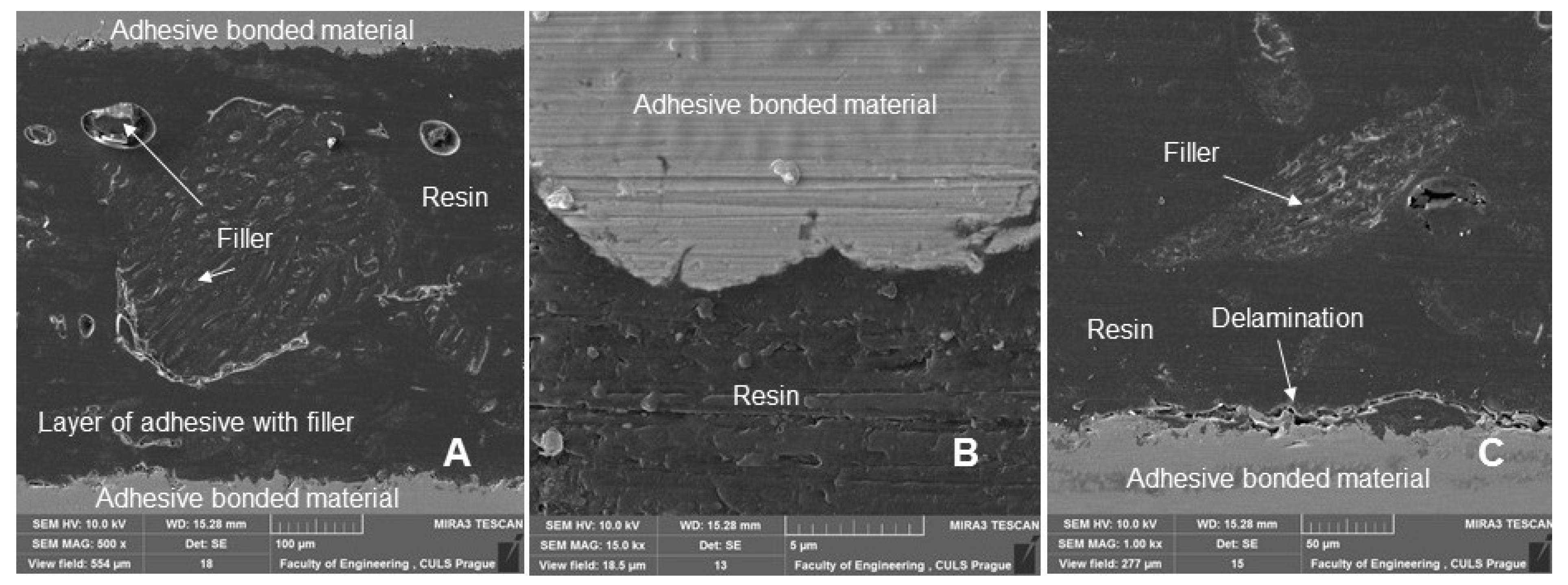
- The experimental results showed an optimum filler concentration of 20 wt.% in terms of cyclic loading intensity, that is, 5–30% and 5–50%. This concentration of filler showed an increase in strength in cyclic tests of 5–50% intensity compared with 5–30% intensity. Therefore, it can be said that not only the durability was increased but also the mechanical properties were improved. For other types of adhesive bonds with composite adhesive layer, that is, AB10 and AB30, there is a decrease in mechanical properties at higher cyclic stress intensity. SEM analysis showed reduced wettability of the filler and matrix, which was probably due to the coconut oil contained in the coconut shell filler. Considerable shape variability of the particulate filler was demonstrated. Delamination caused by cyclic stresses of 5–50% was demonstrated in the AB30 bonded joint, which led to the initiation of an adhesive/cohesive fracture at the interface between the adhesive layer and the bonded material.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
- Lapique, F.; Redford, K. Curing effects on viscosity and mechanical properties of a commercial epoxy resin adhesive. Int. J. Adhes. Adhes. 2002, 22, 337–346. [Google Scholar] [CrossRef]
- Bhowmik, S.; Bonin, H.; Bui, V.; Weir, R. Durability of adhesive bonding of titanium in radiation and aerospace environments. Int. J. Adhes. Adhes. 2006, 26, 400–405. [Google Scholar] [CrossRef]
- Barnes, T.; Pashby, I. Joining techniques for aluminium spaceframes used in automobiles: Part II—Adhesive bonding and mechanical fasteners. J. Mater. Process. Technol. 2000, 99, 72–79. [Google Scholar] [CrossRef]
- Preu, H.; Mengel, M. Experimental and theoretical study of a fast curing adhesive. Int. J. Adhes. Adhes. 2007, 27, 330–337. [Google Scholar] [CrossRef]
- Adams, R. Adhesive Bonding: Science, Technology and Applications; Woodhead Publishing: Abington, MA, USA; Cambridge, UK, 2005; ISBN 9781855737419. [Google Scholar]
- Pizzi, A.; Mittal, K. Handbook of Adhesive Technology; CRS Press Taylor & Francis Group: Boca Raton, FL, USA, 2003; ISBN 0824709861. [Google Scholar]
- Saraç, İ.; Adin, H.; Temiz, Ş. Experimental determination of the static and fatigue strength of the adhesive joints bonded by epoxy adhesive including different particles. Compos. Part B Eng. 2018, 155, 92–103. [Google Scholar] [CrossRef]
- Yan, L.; Kasal, B.; Huang, L. A review of recent research on the use of cellulosic fibres, their fibre fabric reinforced cementitious, geo-polymer and polymer composites in civil engineering. Compos. Part B Eng. 2016, 92, 94–132. [Google Scholar] [CrossRef]
- Lau, K.T.; Hung, P.Y.; Zhu, M.H.; Hui, D. Properties of natural fibre composites for structural engineering applications. Compos. Part B Eng. 2018, 136, 222–233. [Google Scholar] [CrossRef]
- Müller, M.; Valášek, P.; Kolář, V.; Šleger, V.; Gürdil, G.A.K.; Hromasová, M.; Hloch, S.; Moravec, J.; Pexa, M. Material Utilization of Cotton Post-Harvest Line Residues in Polymeric Composites. Polymers 2019, 11, 1106. [Google Scholar] [CrossRef] [Green Version]
- Kolář, V.; Müller, M.; Mishra, R.; Rudawska, A.; Šleger, V.; Tichý, M.; Hromasová, M.; Valášek, P. Quasi-Static Tests of Hybrid Adhesive Bonds Based on Biological Reinforcement in the Form of Eggshell Microparticles. Polymers 2020, 12, 1391. [Google Scholar] [CrossRef]
- Sareena, C.; Ramesan, M.; Purushothaman, E. Utilization of coconut shell powder as a novel filler in natural rubber. J. Reinf. Plast. Compos. 2012, 31, 533–547. [Google Scholar] [CrossRef]
- Kumar, M.; Jena, H. Sea Shell: A Marine Waste to Filler in Polymer Composite. In Proceedings of the International Conference on Artificial Intelligence in Manufacturing & Renewable Energy (ICAIMRE) 2019, Bhubaneswar, India, 25–26 October 2019. [Google Scholar] [CrossRef]
- Olumuyiwa, A.J.; Isaac, T.S.; Samuel, S.O. Study of Mechanical Behaviour of Coconut Shell Reinforced Polymer Matrix Composite. J. Miner. Mater. Charact. Eng. 2012, 11, 774–779. [Google Scholar] [CrossRef]
- Keerthika, B.; Umayavalli, M.; Jeyalalitha, T.; Krishnaveni, N. Coconut shell powder as cost effective filler in copolymer of acrylonitrile and butadiene rubber. Ecotoxicol. Environ. Saf. 2016, 130, 1–3. [Google Scholar] [CrossRef] [PubMed]
- Orue, A.; Eceiza, A.; Arbelaiz, A. The use of alkali treated walnut shells as filler in plasticized poly(lactic acid) matrix composites. Ind. Crop. Prod. 2020, 145, 111993. [Google Scholar] [CrossRef]
- Ramnath, B.V.; Jeykrishnan, J.; Ramakrishnan, G.; Barath, B.; Ejoelavendhan, E.; Raghav, P.A. Sea Shells And Natural Fibres Composites: A Review. In Proceedings of the Materials Today: Proceedings; Elsevier BV: Amsterdam, The Netherlands, 2018; Volume 5, pp. 1846–1851. [Google Scholar]
- Müller, M.; Valášek, P. Composite adhesive bonds reinforced with microparticle filler based on egg shell waste. J. Phys. Conf. Ser. 2018, 1016, 12002. [Google Scholar] [CrossRef] [Green Version]
- Bahrami, B.; Ayatollahi, M.; Beigrezaee, M.; da Silva, L. Strength improvement in single lap adhesive joints by notching the adherends. Int. J. Adhes. Adhes. 2019, 95, 102401. [Google Scholar] [CrossRef]
- Stoeckel, F.; Konnerth, J.; Gindl-Altmutter, W. Mechanical properties of adhesives for bonding wood—A review. Int. J. Adhes. Adhes. 2013, 45, 32–41. [Google Scholar] [CrossRef]
- Kolář, V.; Tichý, M.; Müller, M.; Valášek, P.; Rudawska, A. Research on influence of cyclic degradation process on changes of structural adhesive bonds mechanical properties. Agron. Res. 2019, 17, 1062–1070. [Google Scholar] [CrossRef]
- Han, X.; Crocombe, A.; Anwar, S.; Hu, P. The strength prediction of adhesive single lap joints exposed to long term loading in a hostile environment. Int. J. Adhes. Adhes. 2014, 55, 1–11. [Google Scholar] [CrossRef] [Green Version]
- Krolczyk, G.; Raos, P.; Legutko, S. Experimental analysis of surface roughness and surface texture of machined and fused deposition modelled parts. Teh. Vjesn. 2014, 21, 217–221. [Google Scholar]
- Nieslony, P.; Krolczyk, G.; Wojciechowski, S.; Chudy, R.; Żak, K.; Maruda, R. Surface quality and topographic inspection of variable compliance part after precise turning. Appl. Surf. Sci. 2018, 434, 91–101. [Google Scholar] [CrossRef]
- Rudawska, A. Selected aspects of the effect of mechanical treatment on surface roughness and adhesive joint strength of steel sheets. Int. J. Adhes. Adhes. 2014, 50, 235–243. [Google Scholar] [CrossRef]
- Bresson, G.; Jumel, J.; Shanahan, M.E.; Serin, P. Strength of adhesively bonded joints under mixed axial and shear loading. Int. J. Adhes. Adhes. 2012, 35, 27–35. [Google Scholar] [CrossRef]
- Broughton, W.R.; Mera, R.D.; Hinopoulos, G. Cyclic Fatigue Testing of Adhesive Joints Test Method Assessment; Elsevier BV: Teddington, UK, 1999. [Google Scholar]
- Chen, Y.; Smith, L.V. Ratcheting and recovery of adhesively bonded joints under tensile cyclic loading. Mech. Time-Dependent Mater. 2021, 1–20. [Google Scholar] [CrossRef]
- Zhang, J.; Li, H.; Li, H.-Y.; Wei, X.-L. Uniaxial ratchetting and low-cycle fatigue failure behaviors of adhesively bonded butt-joints under cyclic tension deformation. Int. J. Adhes. Adhes. 2019, 95, 102399. [Google Scholar] [CrossRef]
- Naebe, M.; Abolhasani, M.M.; Khayyam, H.; Amini, A.; Fox, B. Crack Damage in Polymers and Composites: A Review. Polym. Rev. 2016, 56, 31–69. [Google Scholar] [CrossRef]
- Xia, Z.; Shen, X.; Ellyin, F. Biaxial cyclic deformation of an epoxy resin: Experiments and constitutive modeling. J. Mater. Sci. 2005, 40, 643–654. [Google Scholar] [CrossRef]
- Tao, G.; Xia, Z. Ratcheting behavior of an epoxy polymer and its effect on fatigue life. Polym. Test. 2007, 26, 451–460. [Google Scholar] [CrossRef]
- Arena, N.; Lee, J.; Clift, R. Life Cycle Assessment of activated carbon production from coconut shells. J. Clean. Prod. 2016, 125, 68–77. [Google Scholar] [CrossRef] [Green Version]
- Faisal, Z.H.T.; Amri, F.; Tahir, I. Effect of Maleic Anhydride Polypropylene on the Properties of Coconut Shell Filled Thermoplastic Elastomeric Olefin Composites. Indones. J. Chem. 2010, 10, 156–161. [Google Scholar] [CrossRef]
- International Organization for Standardization. ČSN EN 1465—Adhesives—Determination of Tensile Lap-Shear Strength of Bonded Assemblies; Czech Standardization Institute: Prague, Czech Republic, 2009. [Google Scholar]
- Tichý, M.; Kolář, V.; Müller, M.; Mishra, R.K.; Šleger, V.; Hromasová, M. Quasi-Static Shear Test of Hybrid Adhesive Bonds Based on Treated Cotton-Epoxy Resin Layer. Polymers 2020, 12, 2945. [Google Scholar] [CrossRef]
- DIN 17120 Grade St 37-3—Low Carbon Steel—Matmatch. Available online: https://matmatch.com/materials/minfm31305-din-17120-grade-st-37-3 (accessed on 13 May 2021).
- ČSN ISO 10365; Adhesives—Designation of Main Failure Patterns; Czech Standard Institute: Prague, Czech Republic, 1995.
- Broughton, W.R.; Mera, R.D. Cyclic Fatigue Testing of Adhesive Joints Environmental Effects; Elsevier BV: Teddington, UK, 1999. [Google Scholar]
- Aziz, S.H.; Ansell, M.P. The effect of alkalization and fibre alignment on the mechanical and thermal properties of kenaf and hemp bast fibre composites: Part 1—Polyester resin matrix. Compos. Sci. Technol. 2004, 64, 1219–1230. [Google Scholar] [CrossRef]
- Valášek, P.; Müller, M.; Šleger, V.; Kolář, V.; Hromasová, M.; D’Amato, R.; Ruggiero, A. Influence of Alkali Treatment on the Microstructure and Mechanical Properties of Coir and Abaca Fibers. Materials 2021, 14, 2636. [Google Scholar] [CrossRef]
- Cai, M.; Takagi, H.; Nakagaito, A.N.; Katoh, M.; Ueki, T.; Waterhouse, G.I.; Li, Y. Influence of alkali treatment on internal microstructure and tensile properties of abaca fibers. Ind. Crop. Prod. 2015, 65, 27–35. [Google Scholar] [CrossRef]
- Grant, L.; Adams, R.; da Silva, L.F. Experimental and numerical analysis of single-lap joints for the automotive industry. Int. J. Adhes. Adhes. 2009, 29, 405–413. [Google Scholar] [CrossRef]
- Da Silva, L.F.; Carbas, R.; Critchlow, G.; Figueiredo, M.; Brown, K. Effect of material, geometry, surface treatment and environment on the shear strength of single lap joints. Int. J. Adhes. Adhes. 2009, 29, 621–632. [Google Scholar] [CrossRef] [Green Version]
- Shahar, F.S.; Sultan, M.T.H.; Safri, S.N.A.; Jawaid, M.; Abu Talib, A.R.; Basri, A.A.; Shah, A.U.M. Fatigue and impact properties of 3D printed PLA reinforced with kenaf particles. J. Mater. Res. Technol. 2021, 16, 461–470. [Google Scholar] [CrossRef]
- Abdullah, A.H.; Alias, S.K.; Abdan, K.; Ali, A. A study of fatigue life of kenaf fibre composites. In Proceedings of the Advanced Materials Research; Trans Tech Publications Ltd.: Freienbach, Switzerland, 2012; Volume 576, pp. 757–760. [Google Scholar]
- Hasanah, U.; Setiaji, B.; Triyono, T.; Anwar, C. The Chemical Composition and Physical Properties of the Light and Heavy Tar Resulted from Coconut Shell Pyrolysis. J. Pure Appl. Chem. Res. 2012, 1, 26–32. [Google Scholar] [CrossRef] [Green Version]
- Gao, Y.; Yang, Y.; Qin, Z.; Sun, Y. Factors affecting the yield of bio-oil from the pyrolysis of coconut shell. SpringerPlus 2016, 5, 1–8. [Google Scholar] [CrossRef] [Green Version]
- Müller, M.; Valášek, P.; Rudawska, A.; Choteborsky, R. Effect of active rubber powder on structural two-component epoxy resin and its mechanical properties. J. Adhes. Sci. Technol. 2018, 32, 1531–1547. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Tensile Strength | 340–470 MPa |
| Yield Strength | 225–235 MPa |
| Elastic Modulus | 212 GPa |
| Elongation | 24% |
| Type of Adhesive Bond | Bonded Layer Thickness (μm) | Characteristics |
|---|---|---|
| AB0 | 31 ± 4 | Adhesive bond with adhesive without filler |
| AB10 | 349 ± 6 | Adhesive bond with filler concentration of 10% by weight |
| AB20 | 303 ± 6 | Adhesive bond with filler concentration of 20% by weight |
| AB30 | 464 ± 8 | Adhesive bond with filler concentration of 30% by weight |
| Type of Adhesive Bond | Type of Test | Number of Test Samples (Number of Finished Tests/Total Number of Tests) | Number of Finished Cycles |
|---|---|---|---|
| AB0 | from 5 to 30% (157–940 N) | 7/7 | 1000 |
| from 5 to 50% (157–1567 N) | 0/7 | 241 ± 25 | |
| AB10 | from 5 to 30% (157–940 N) | 7/7 | 1000 |
| from 5 to 50% (157–1567 N) | 7/7 | 1000 | |
| AB20 | from 5 to 30% (157–940 N) | 7/7 | 1000 |
| from 5 to 50% (157–1567 N) | 7/7 | 1000 | |
| AB30 | from 5 to 30% (157–940 N) | 7/7 | 1000 |
| from 5 to 50% (157–1567 N) | 7/7 | 1000 |
| Type of Adhesive Bond | Characteristics of the Adhesive Bond Test | AF 1 | A/CF 2 |
|---|---|---|---|
| AB0 | Static test | 0/7 | 7/7 |
| Quasi-static test from 5 to 30% (157–940 N) | 1/7 | 6/7 | |
| Quasi-static test from 5 to 50% (157–1567 N) | 0/7 | 7/7 | |
| AB10 | Static test | 3/7 | 4/7 |
| Quasi-static test from 5 to 30% (157–940 N) | 7/7 | 0/7 | |
| Quasi-static test from 5 to 50% (157–1567 N) | 5/7 | 2/7 | |
| AB20 | Static test | 1/7 | 6/7 |
| Quasi-static test from 5 to 30% (157–940 N) | 6/7 | 1/7 | |
| Quasi-static test from 5 to 50% (157–1567 N) | 6/7 | 1/7 | |
| AB30 | Static test | 0/7 | 7/7 |
| Quasi-static test from 5 to 30% (157–940 N) | 4/7 | 3/7 | |
| Quasi-static test from 5 to 50% (157–1567 N) | 5/7 | 2/7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Hrabě, P.; Kolář, V.; Müller, M.; Hromasová, M. Service Life of Adhesive Bonds under Cyclic Loading with a Filler Based on Natural Waste from Coconut Oil Production. Polymers 2022, 14, 1033. https://doi.org/10.3390/polym14051033
Hrabě P, Kolář V, Müller M, Hromasová M. Service Life of Adhesive Bonds under Cyclic Loading with a Filler Based on Natural Waste from Coconut Oil Production. Polymers. 2022; 14(5):1033. https://doi.org/10.3390/polym14051033
Chicago/Turabian StyleHrabě, Petr, Viktor Kolář, Miroslav Müller, and Monika Hromasová. 2022. "Service Life of Adhesive Bonds under Cyclic Loading with a Filler Based on Natural Waste from Coconut Oil Production" Polymers 14, no. 5: 1033. https://doi.org/10.3390/polym14051033
APA StyleHrabě, P., Kolář, V., Müller, M., & Hromasová, M. (2022). Service Life of Adhesive Bonds under Cyclic Loading with a Filler Based on Natural Waste from Coconut Oil Production. Polymers, 14(5), 1033. https://doi.org/10.3390/polym14051033