
Assessment of the Impact of the Surface Modification Processes of Cotton and Polyester Fabrics with Various Techniques on Their Structural, Biophysical, Sensory, and Mechanical Properties




Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Methods
2.2.1. Modification Methods
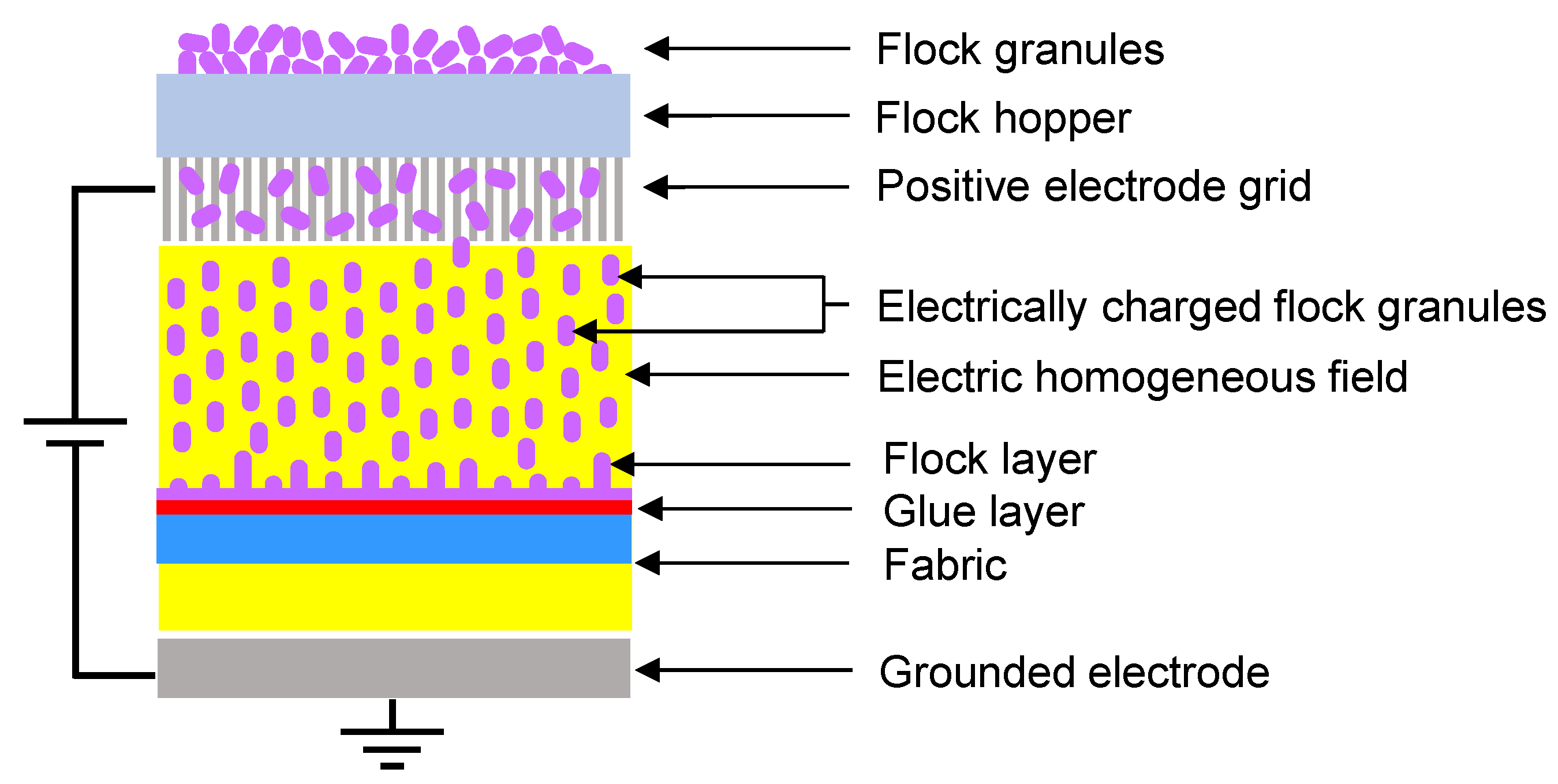
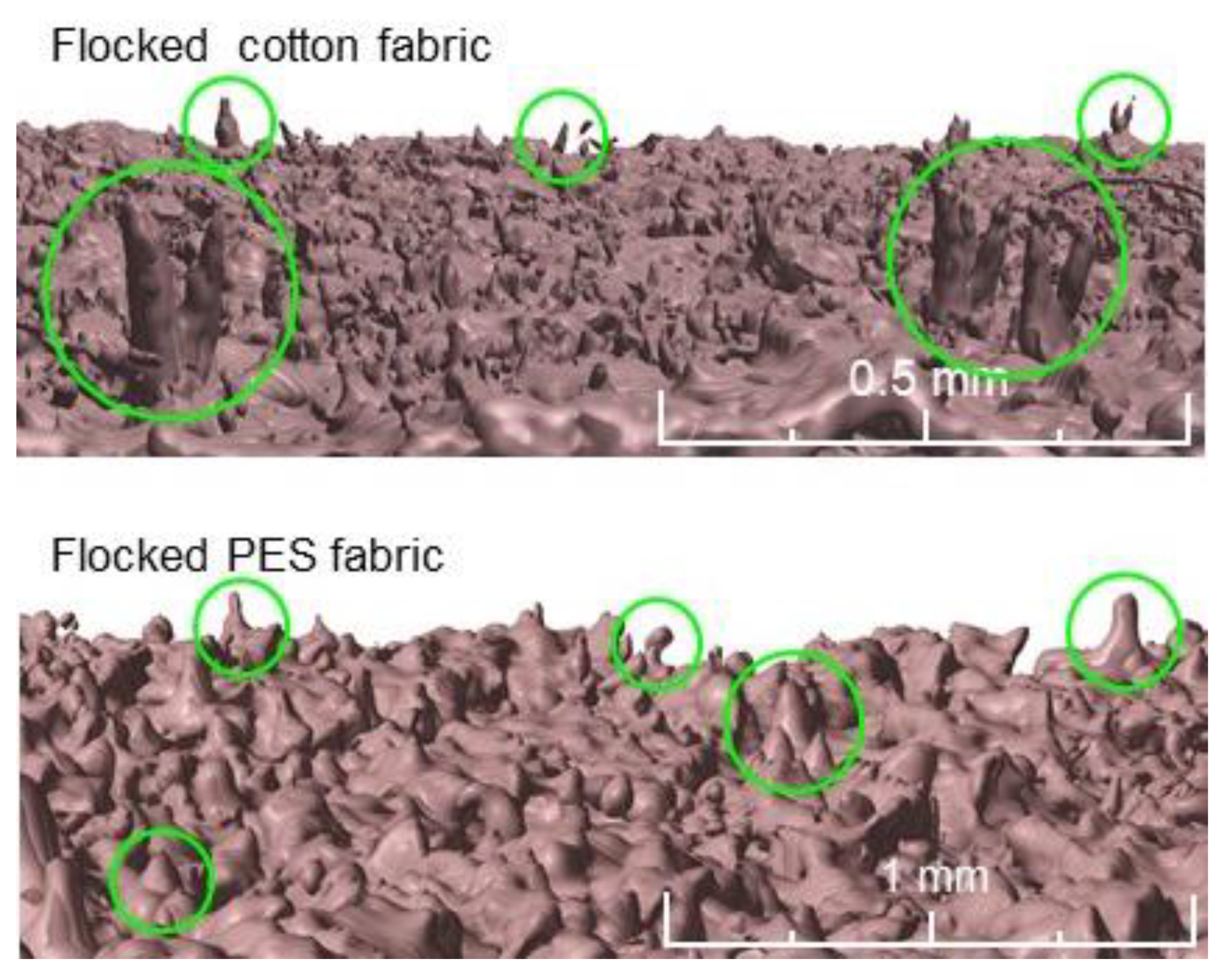
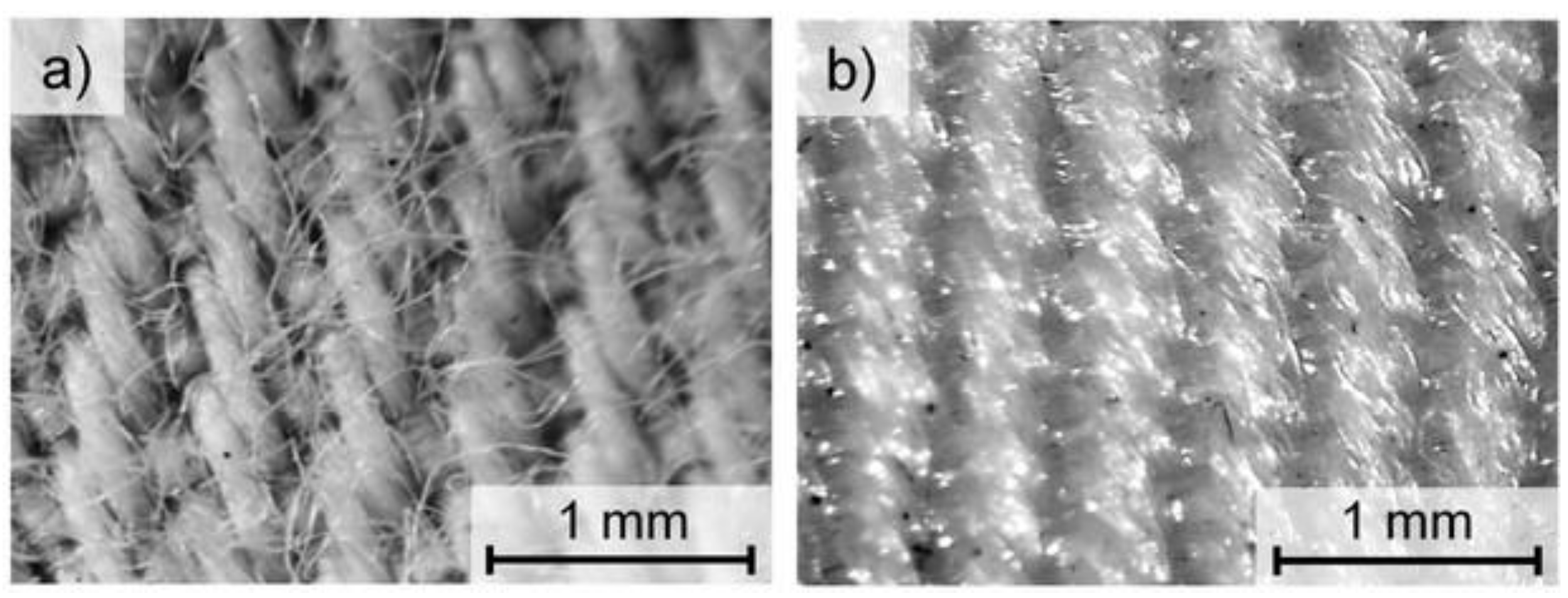
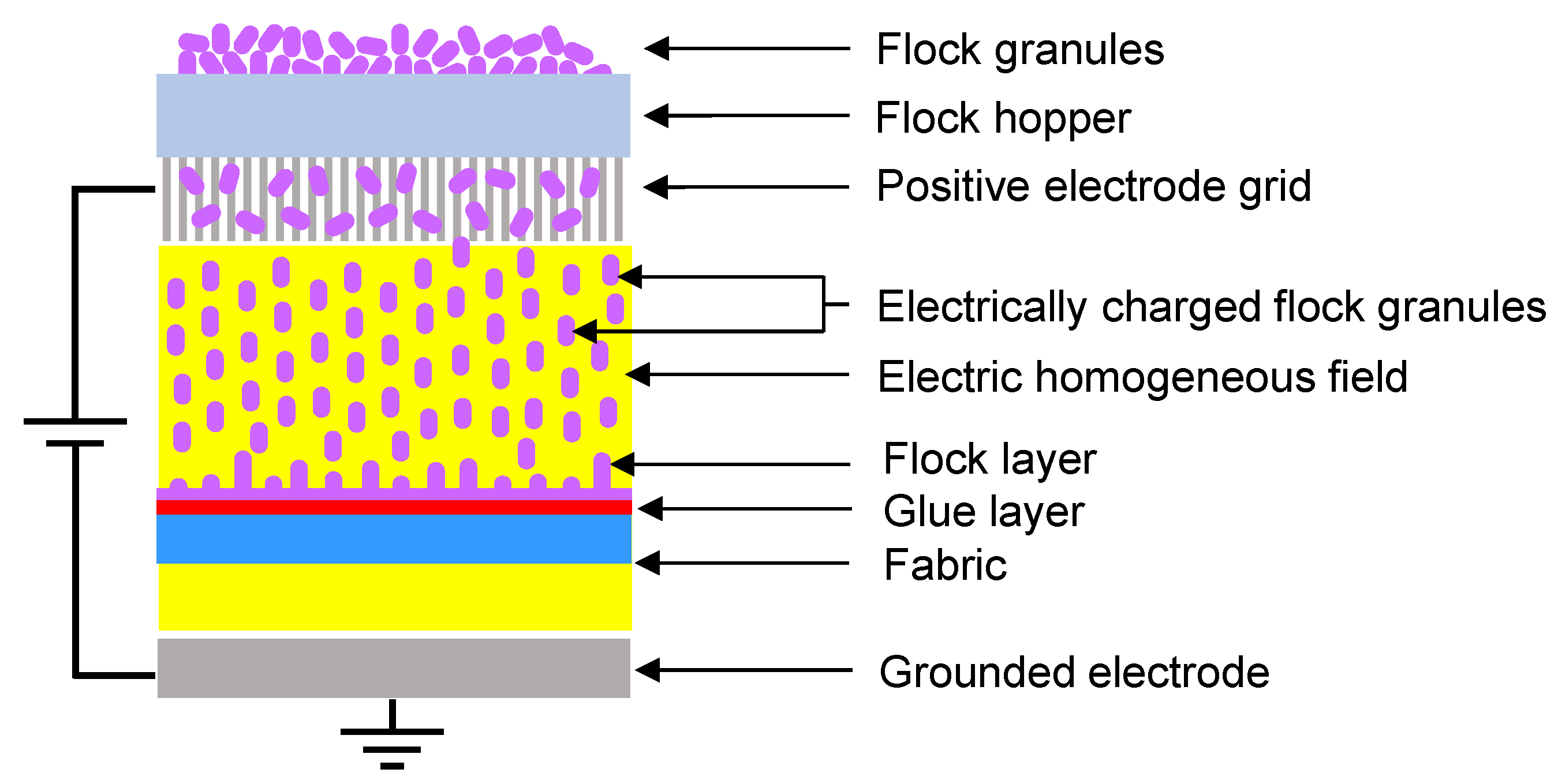
Flocking
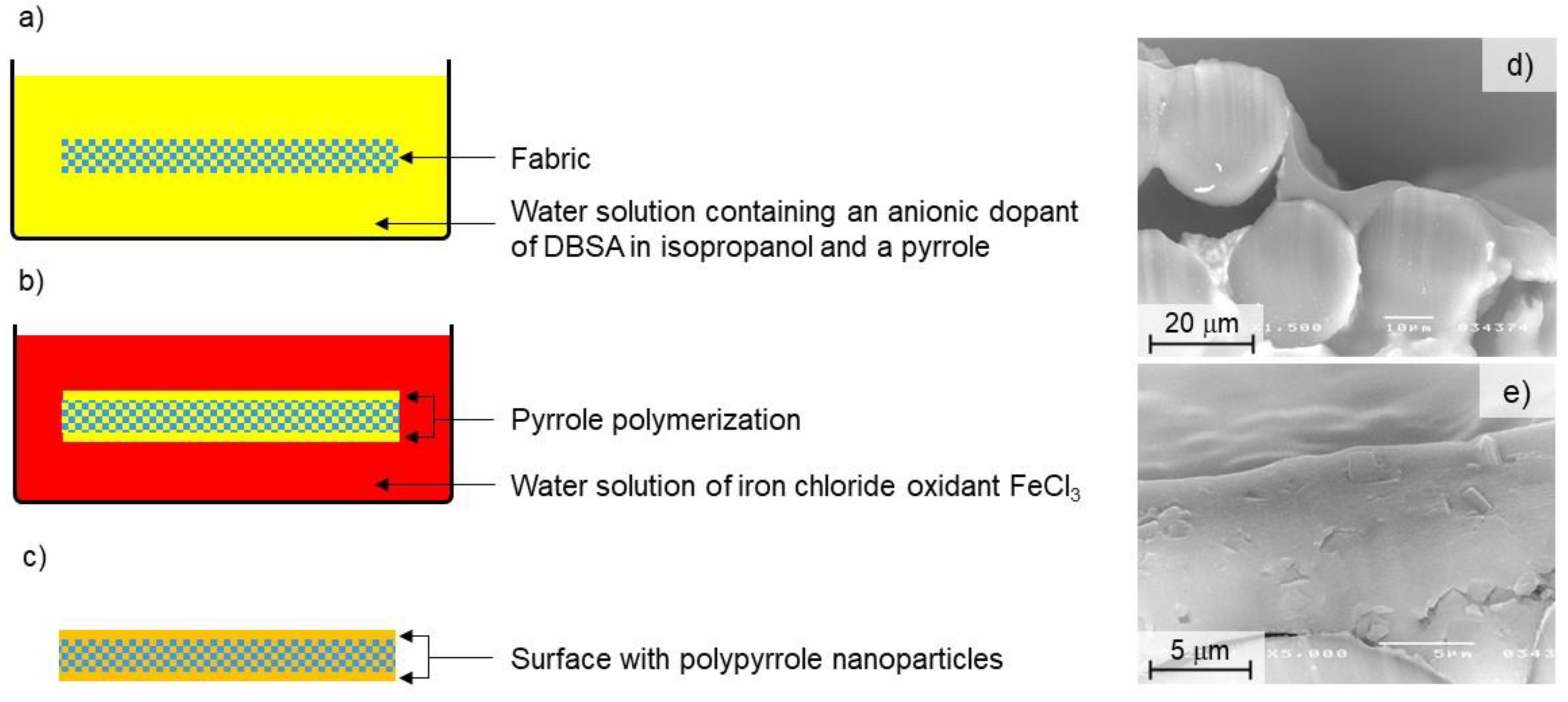
Layer by Layer
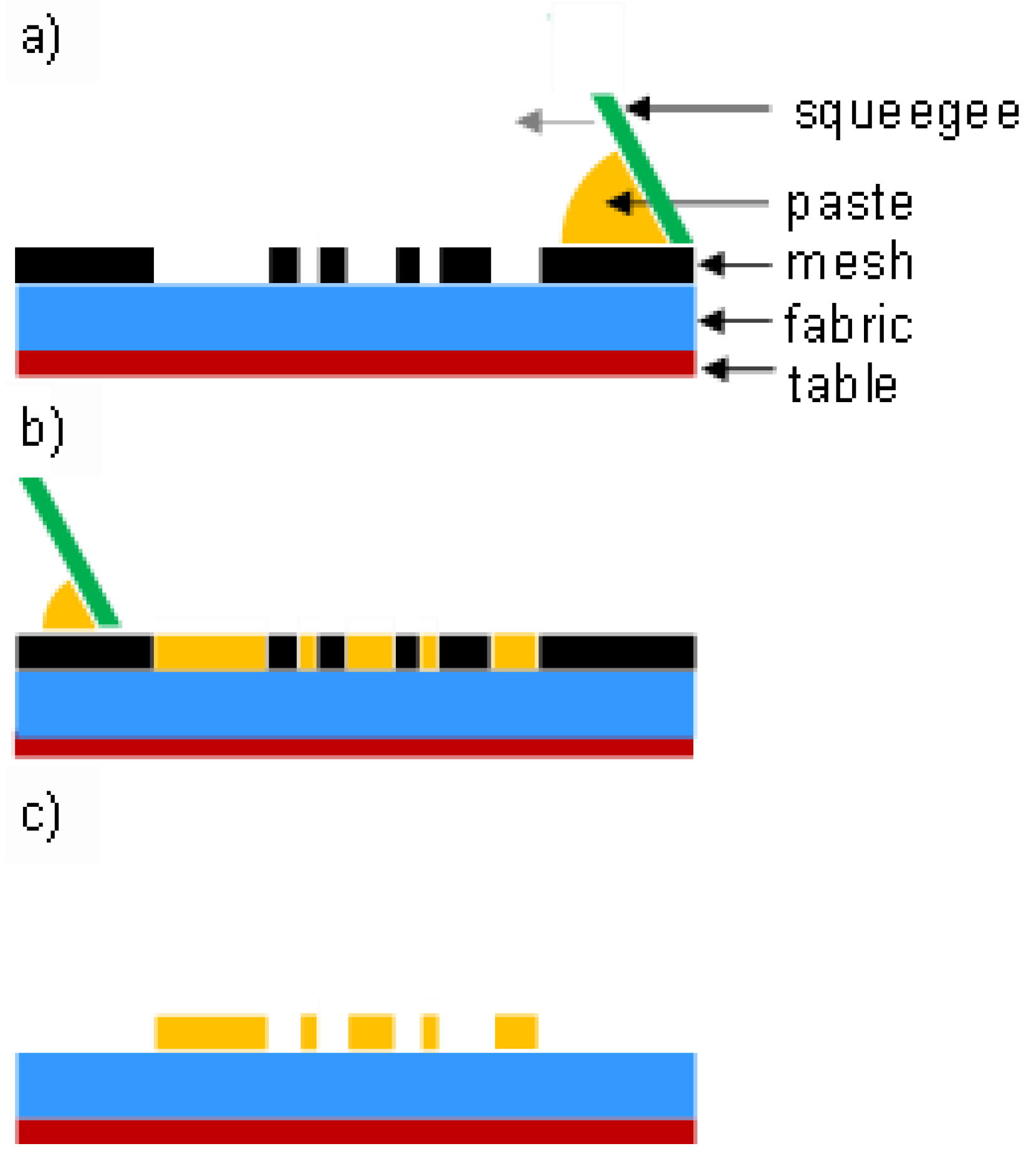
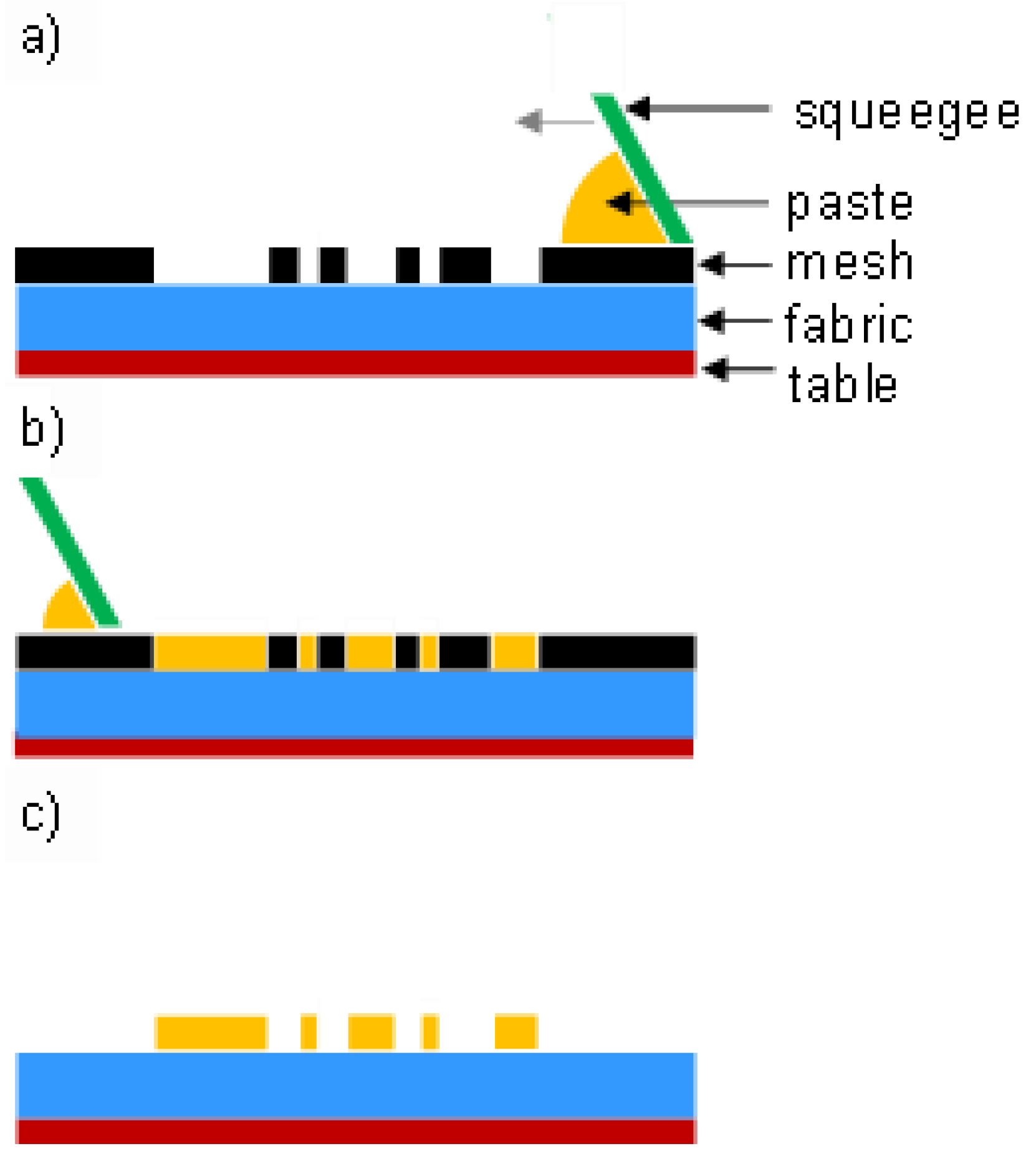
Screen Printing
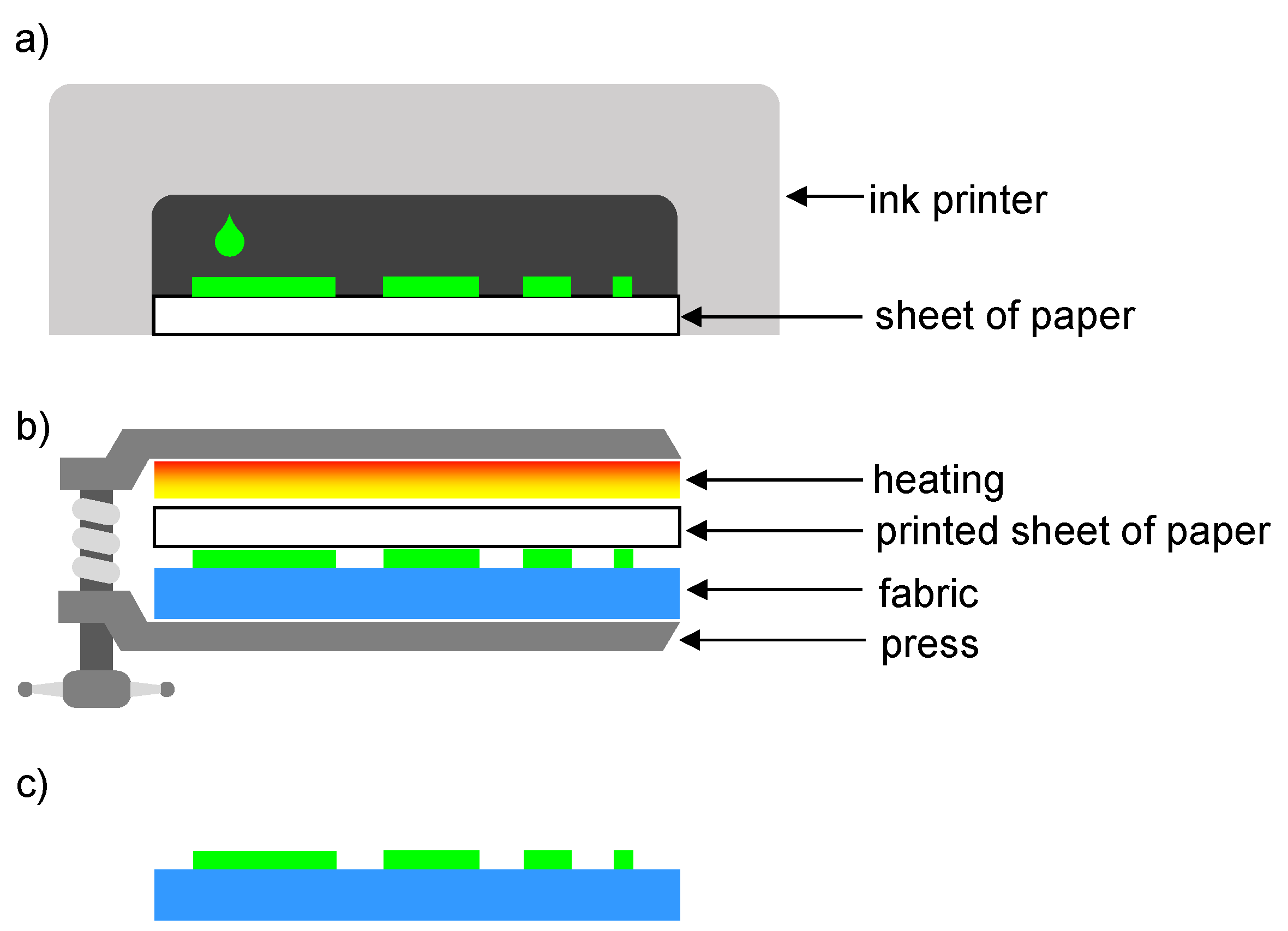
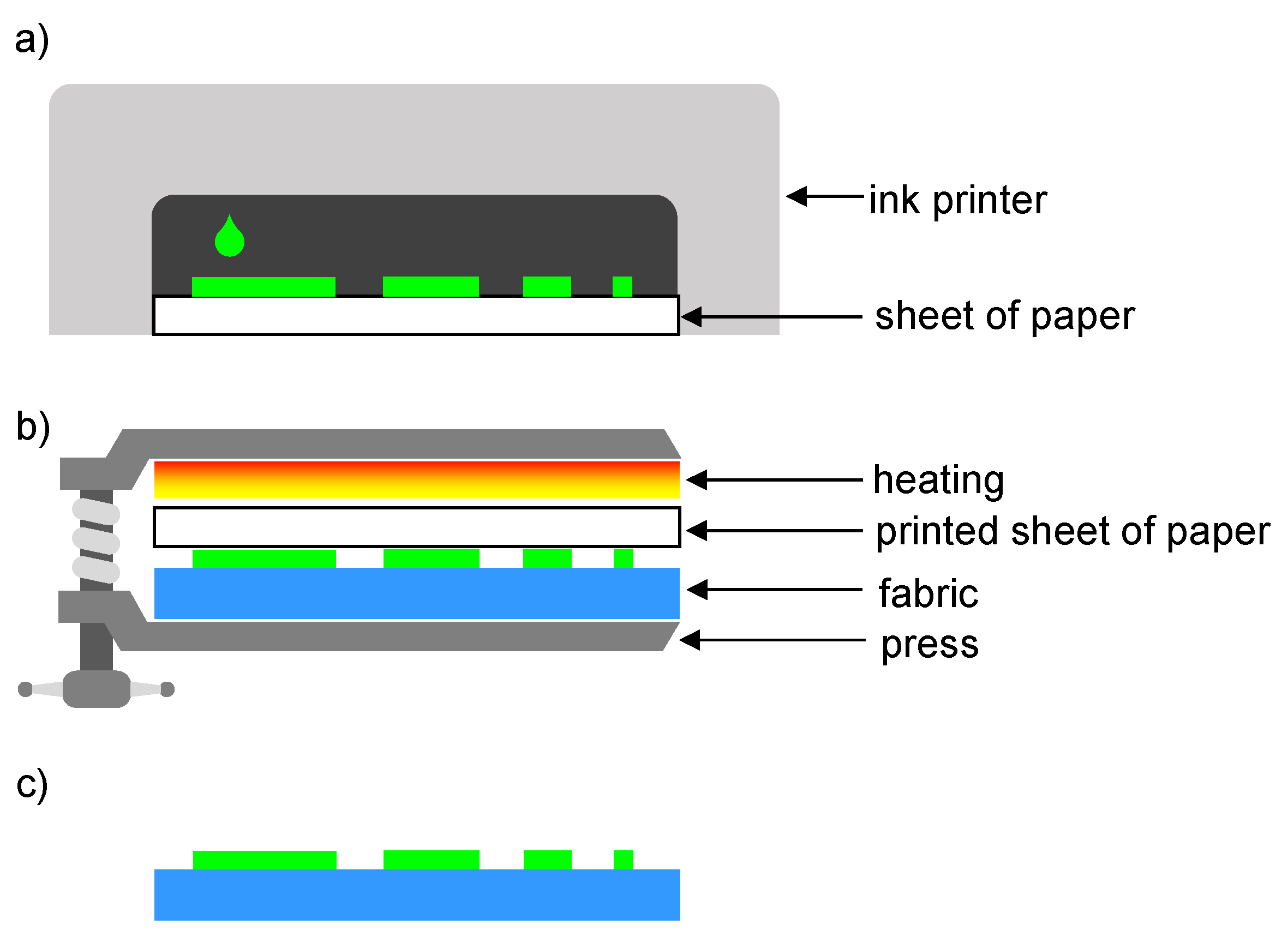
Thermal-Transfer Printing
2.2.2. Evaluation of Modified Fabrics Properties
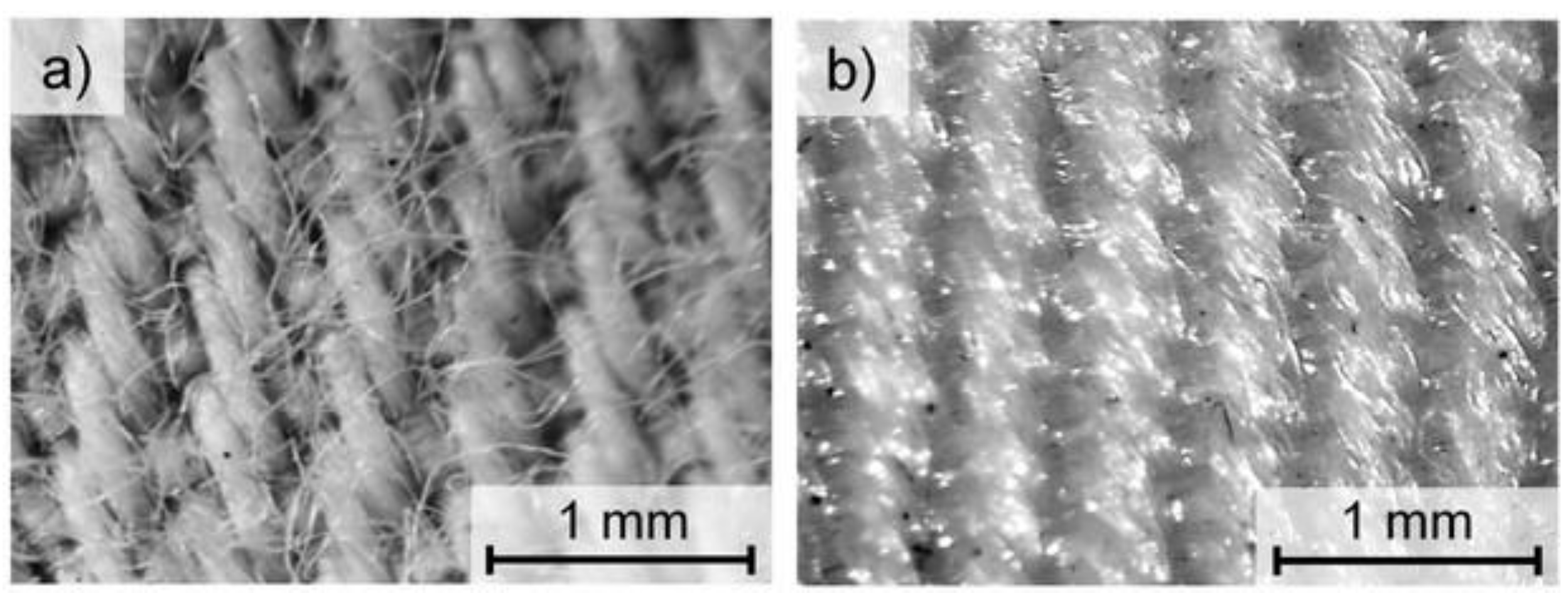
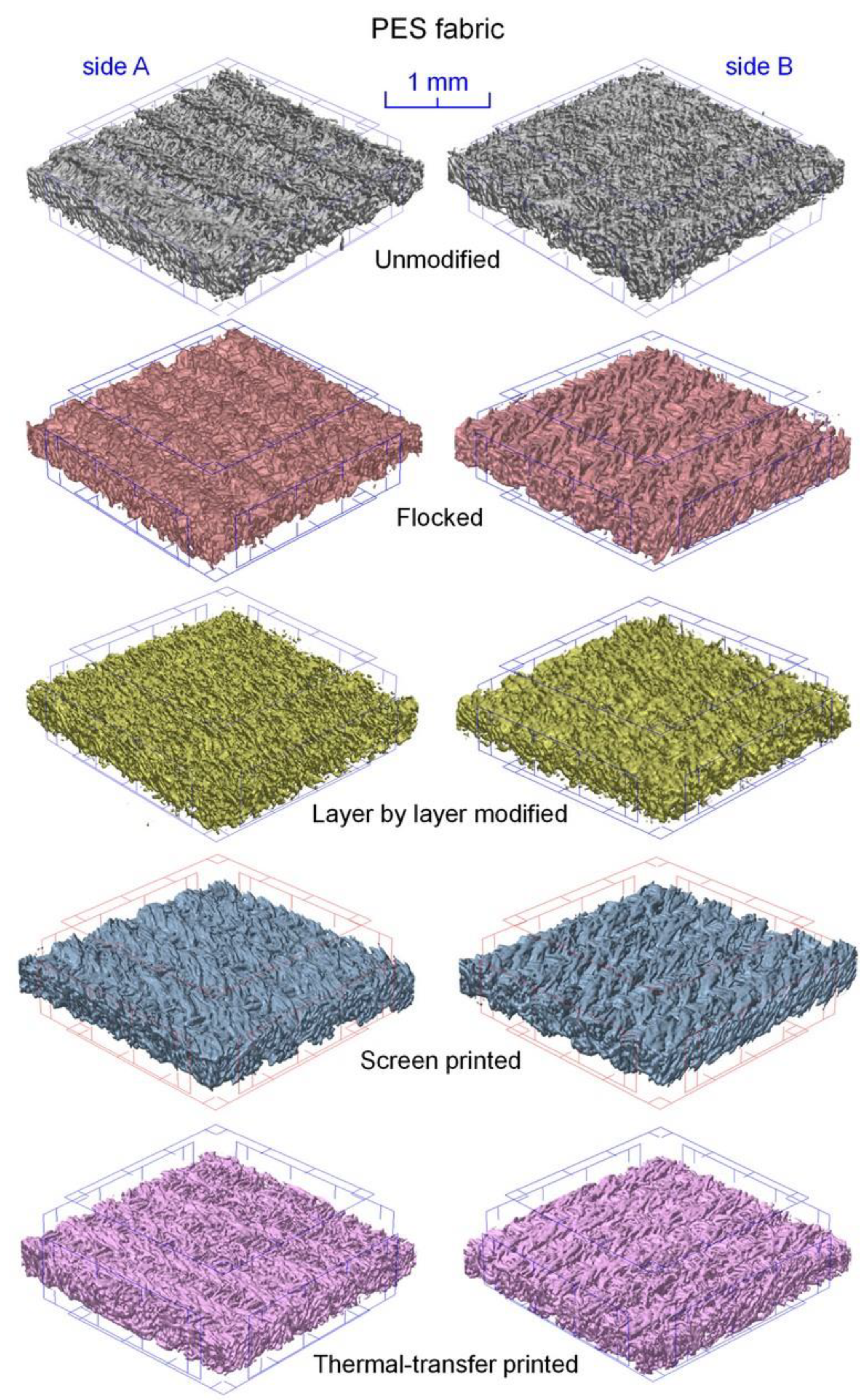
Structural Properties
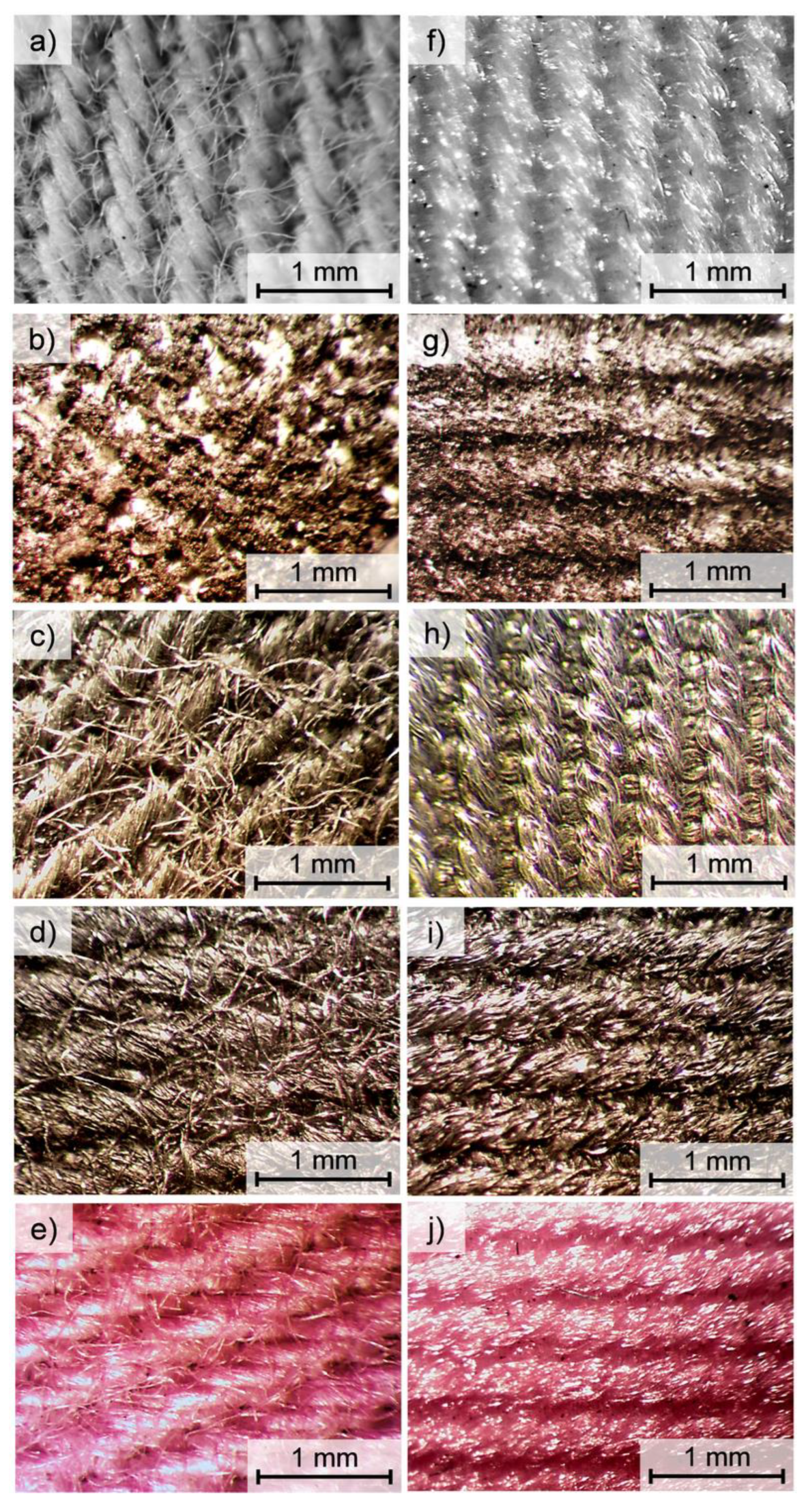
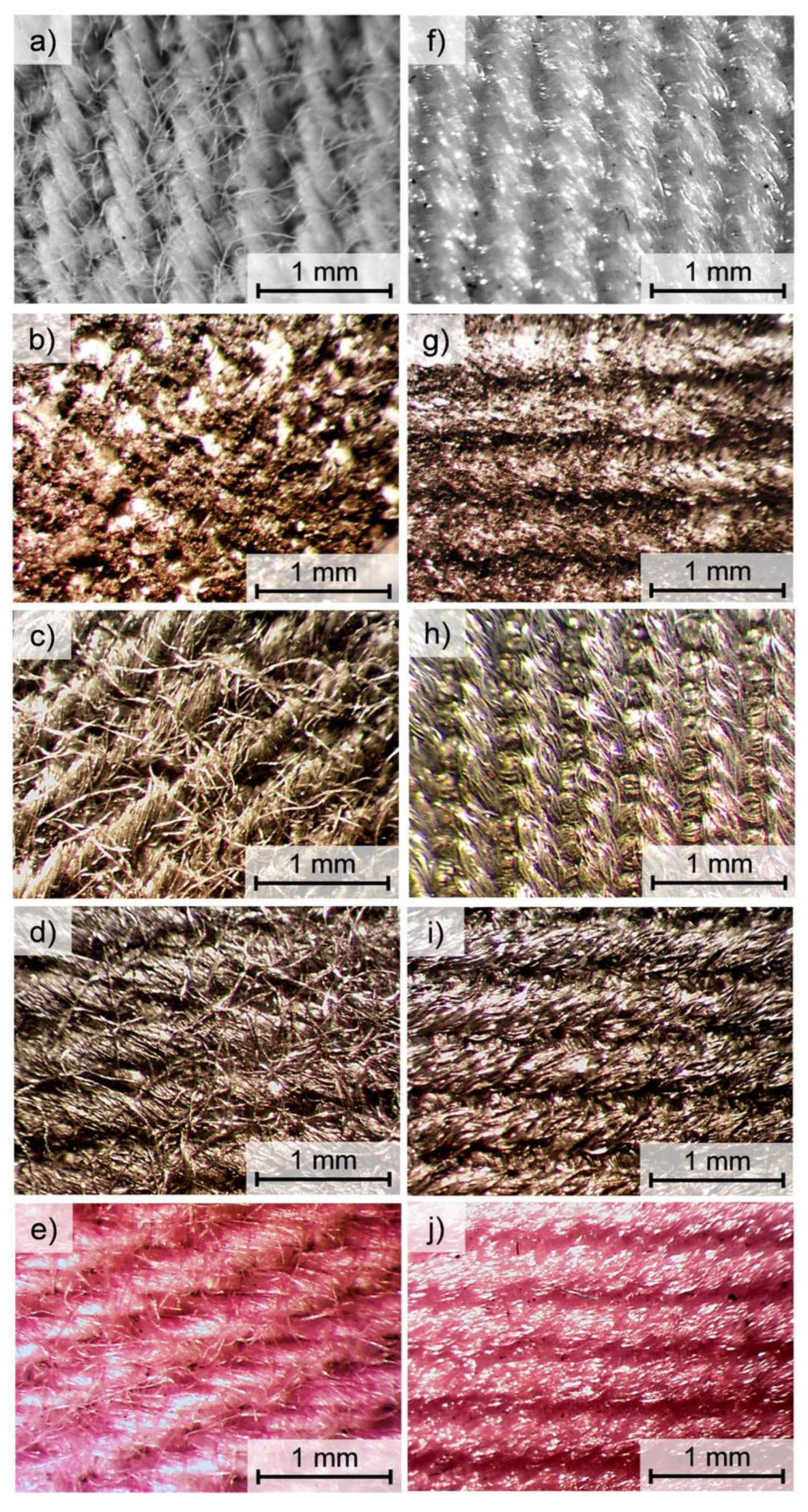
Optical Microscopy (OM)
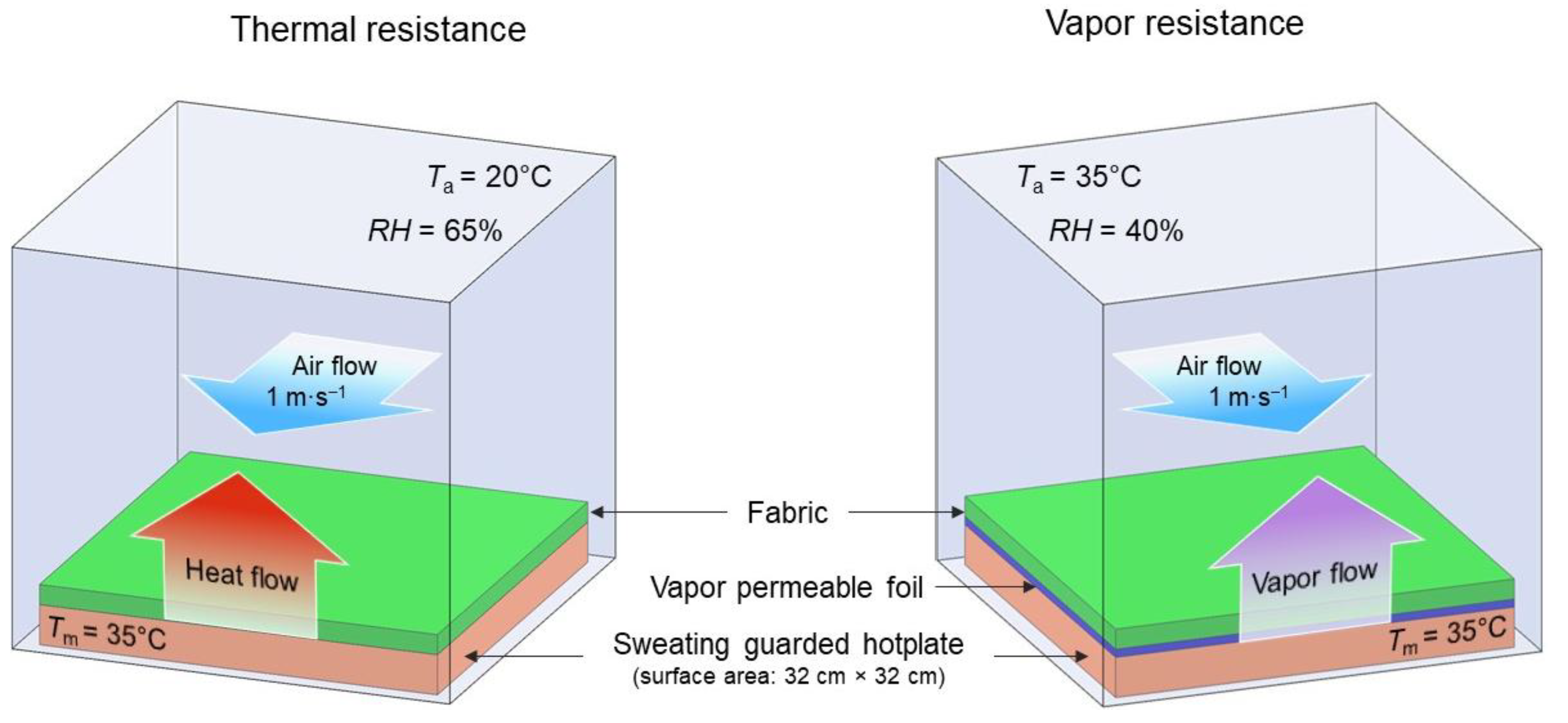
Biophysical Properties
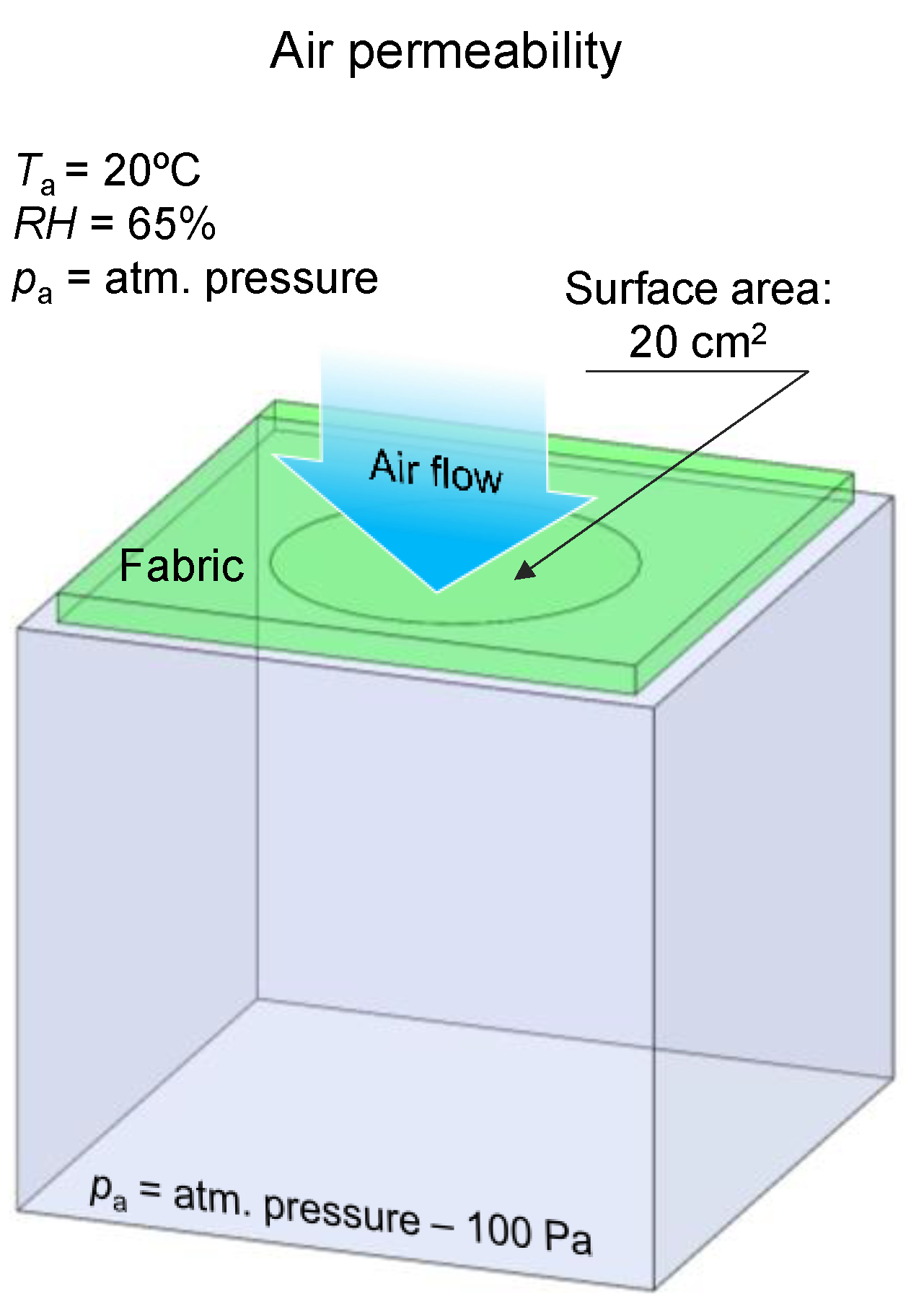
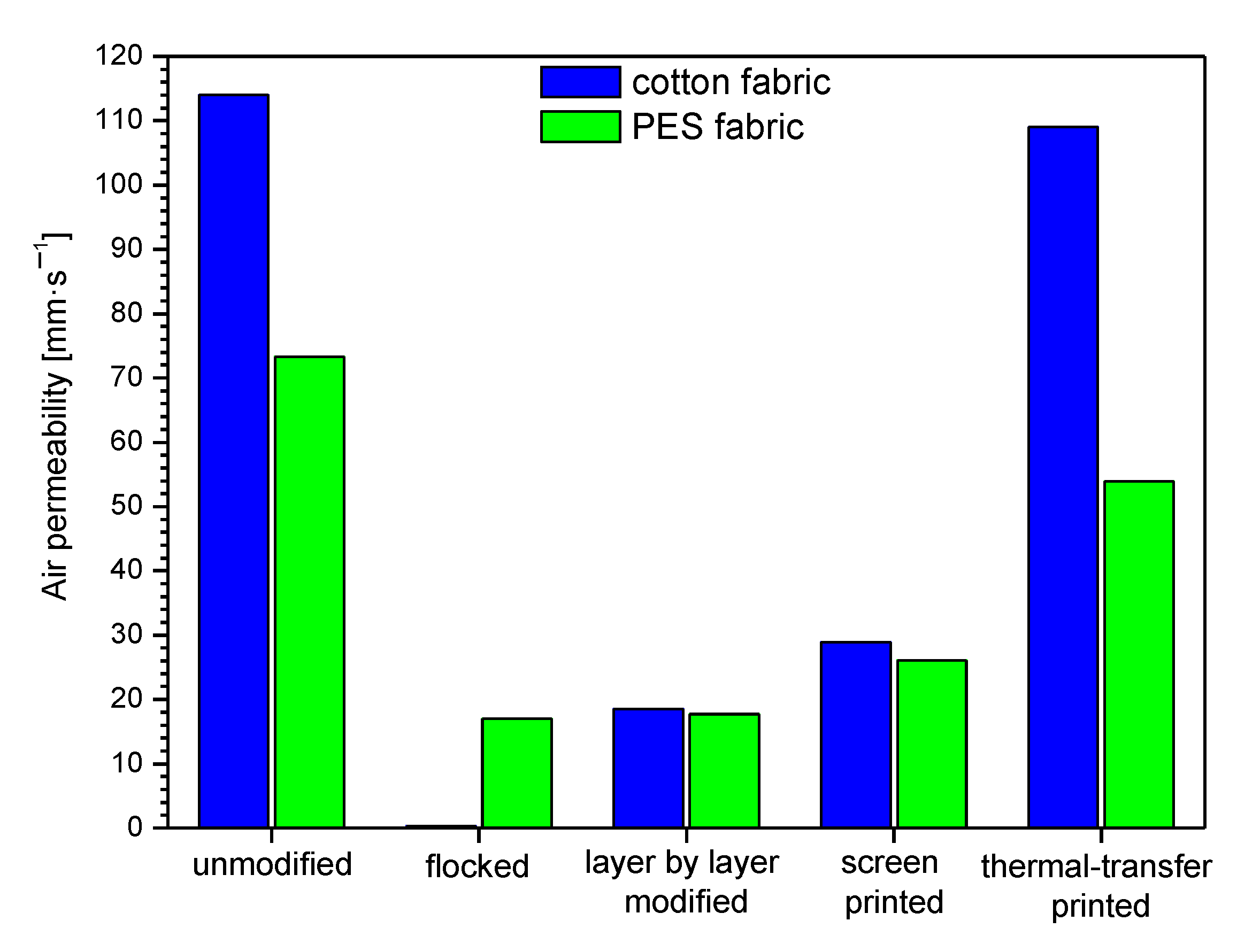
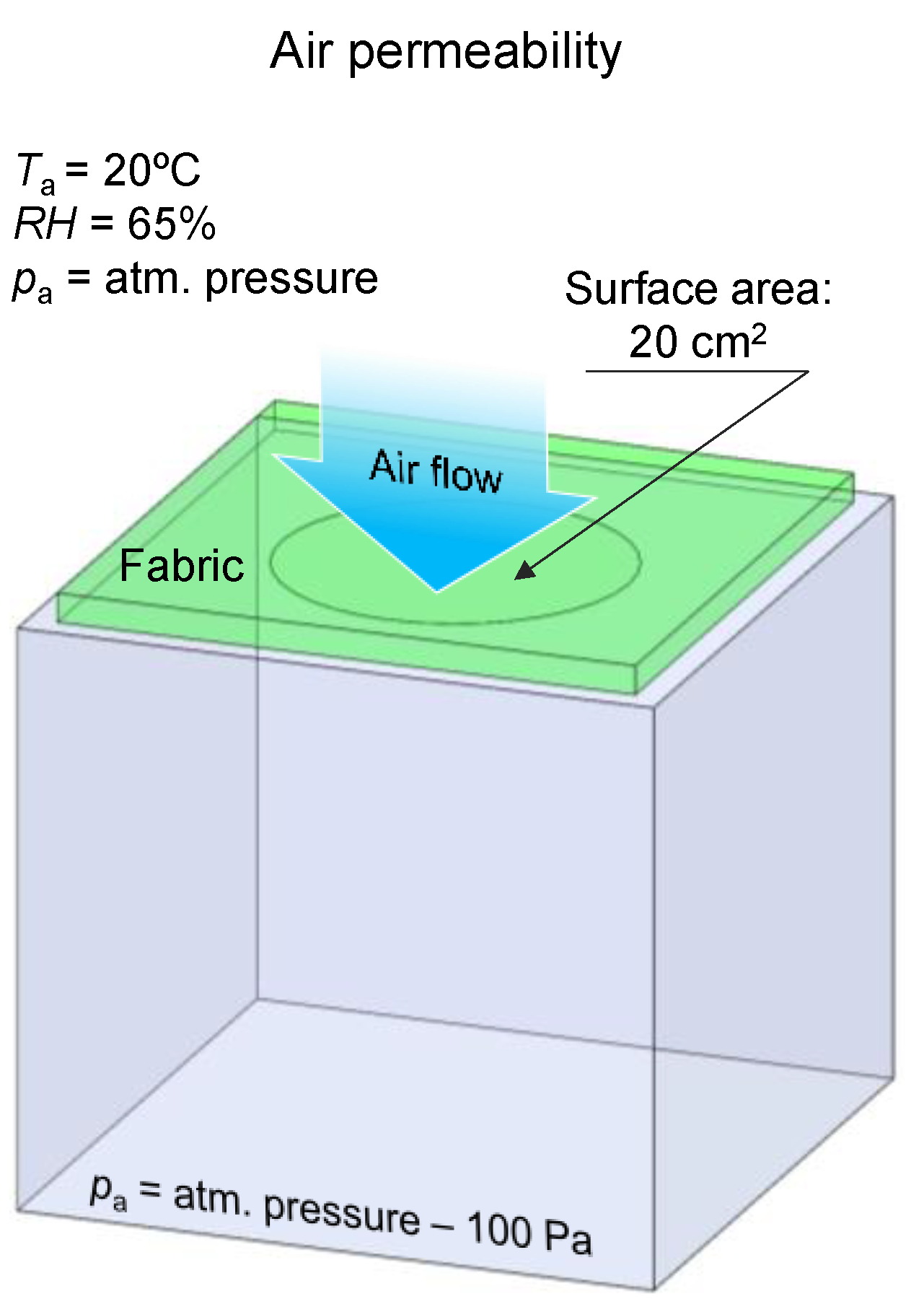
Air Permeability (Air Permeability Tester)
Sensory Properties
Mechanical Properties
3. Results
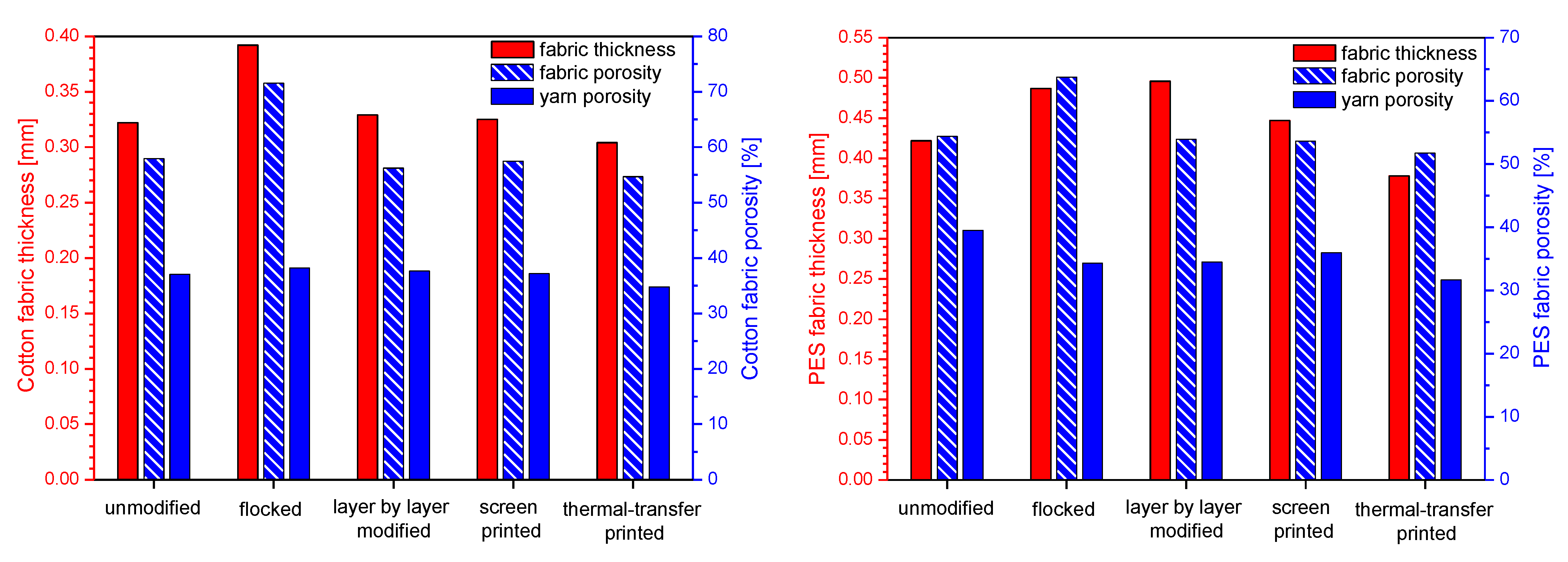
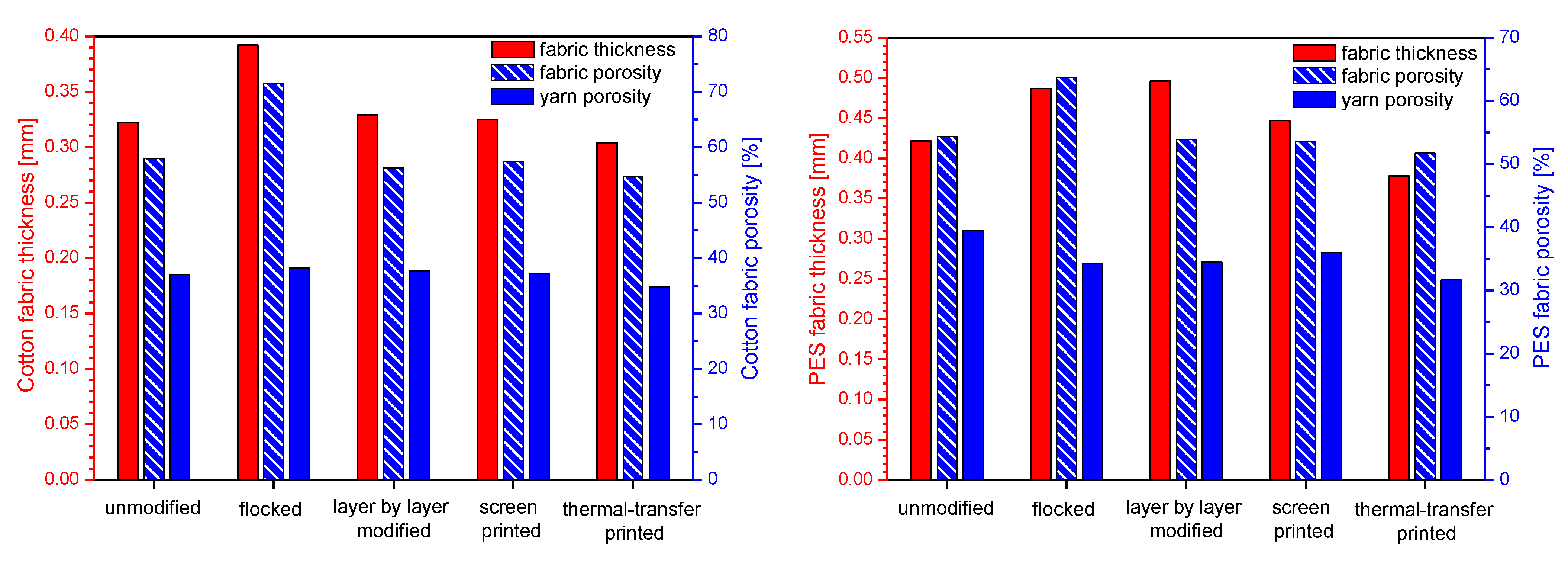
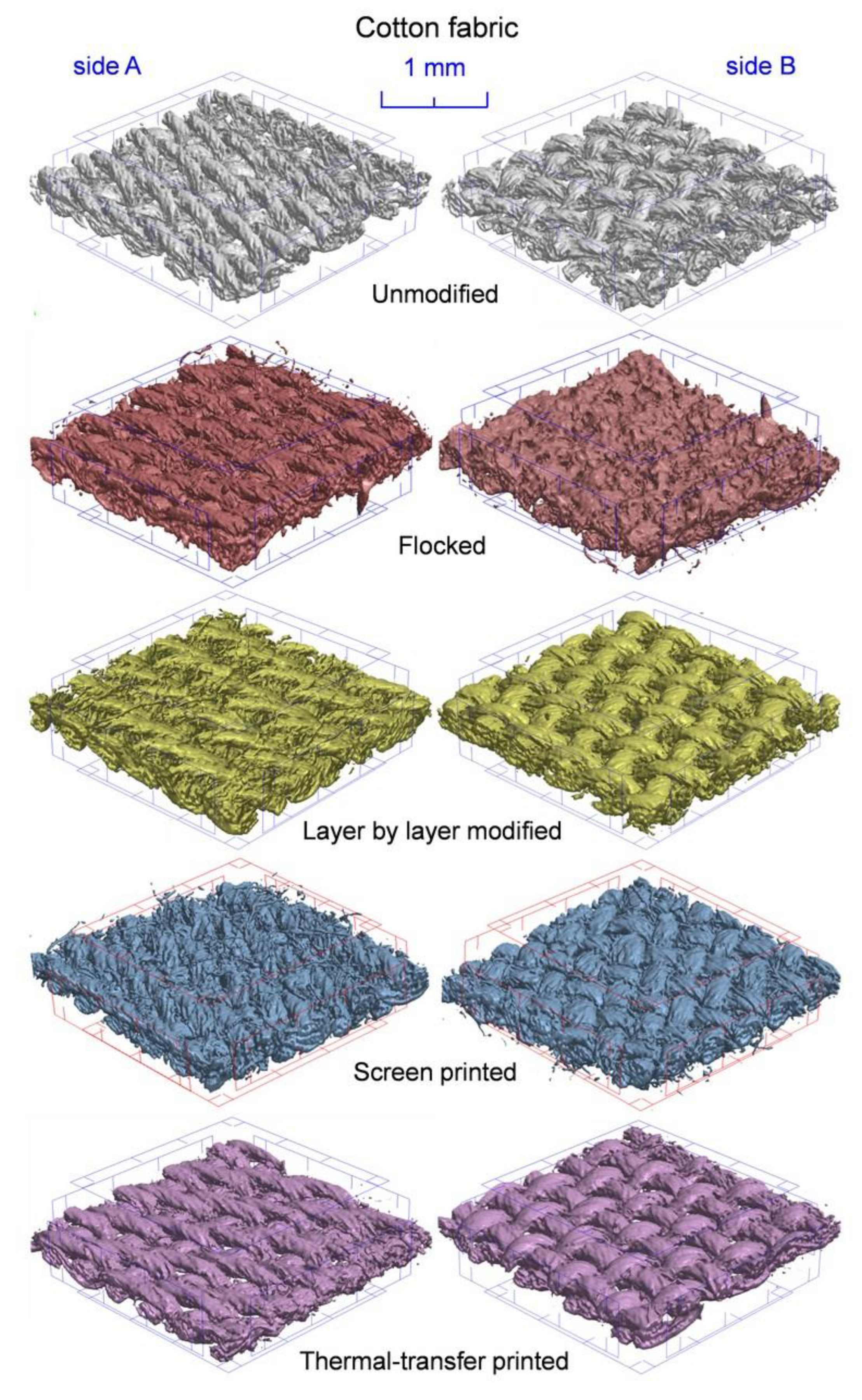
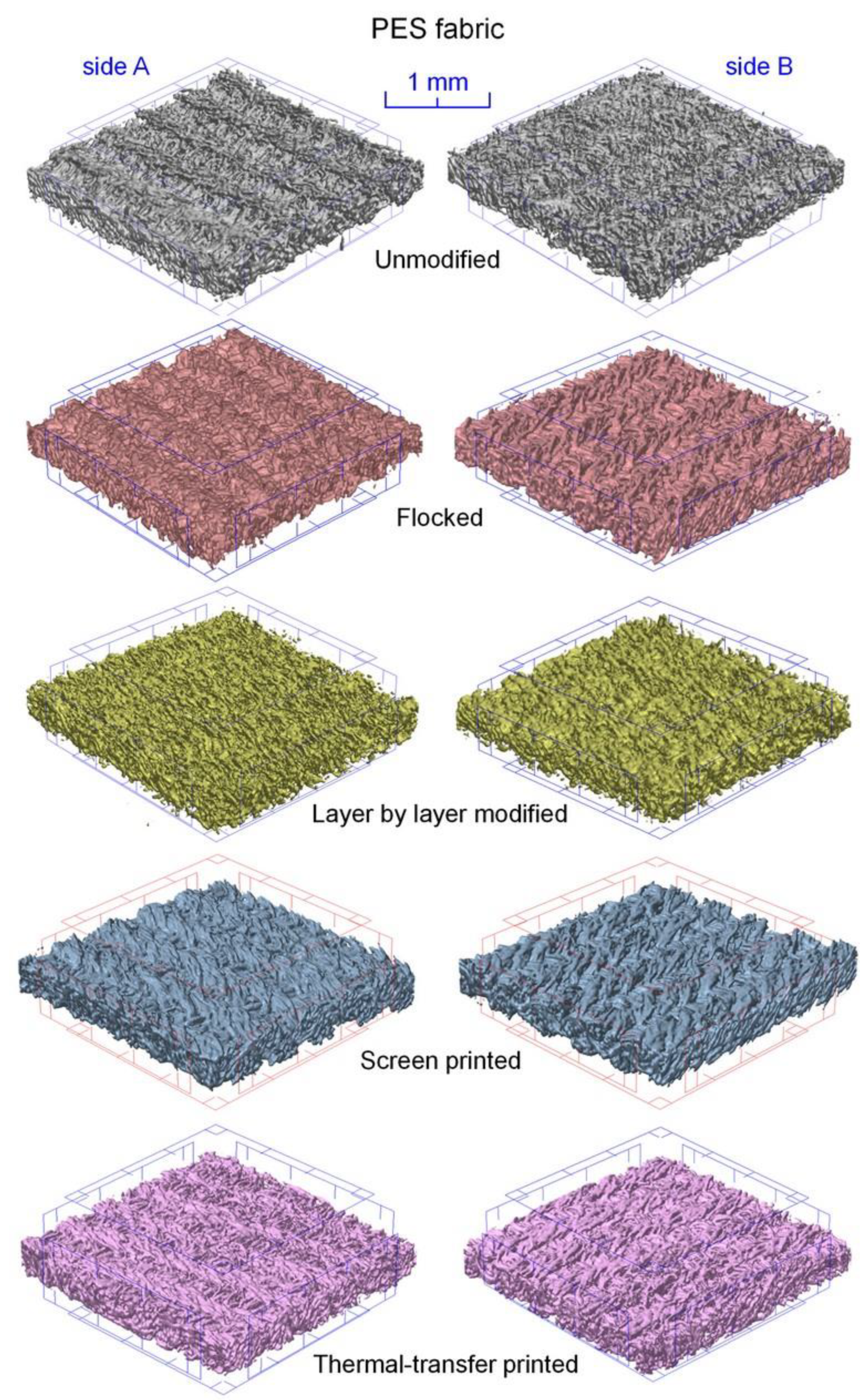
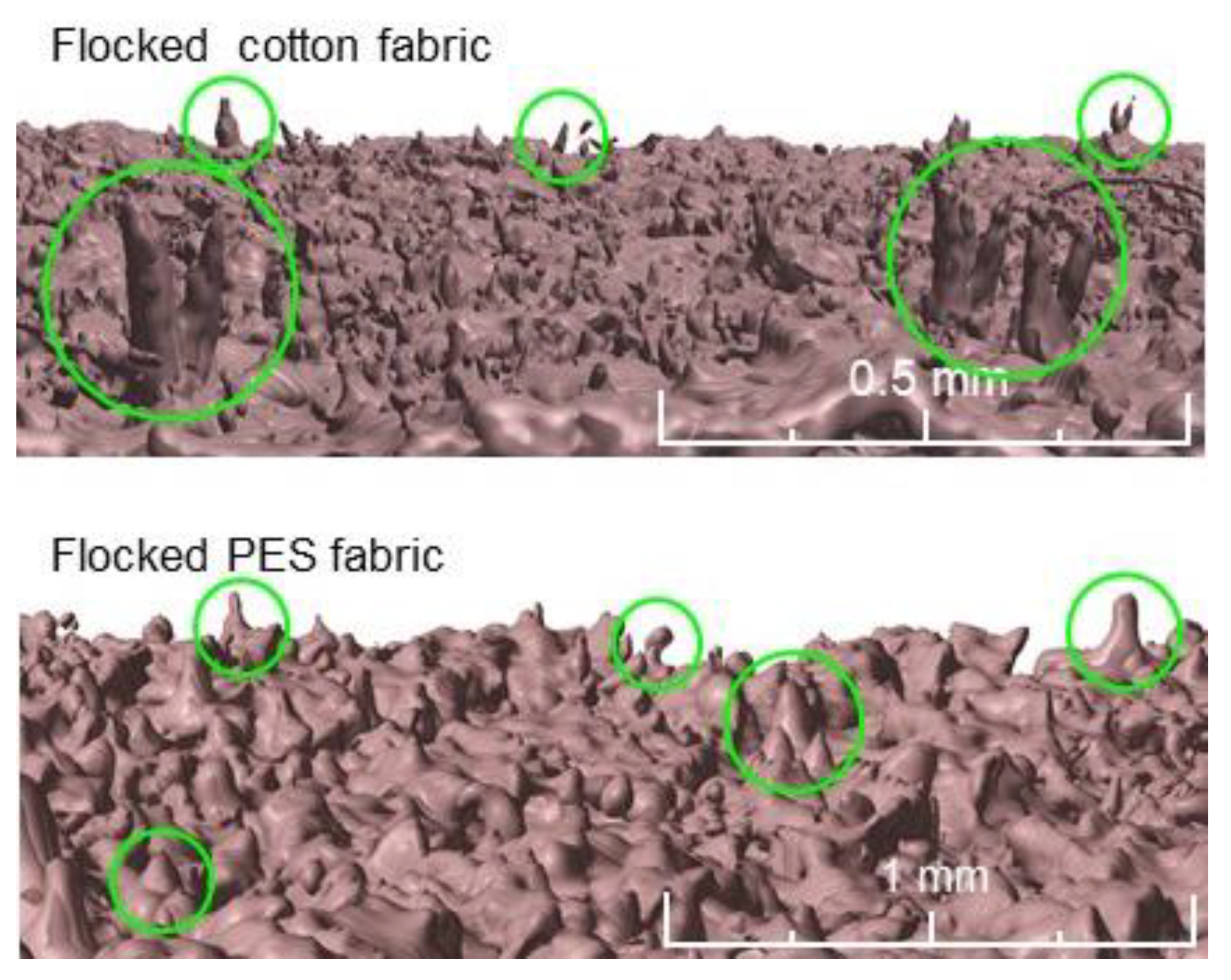
3.1. Structural Properties
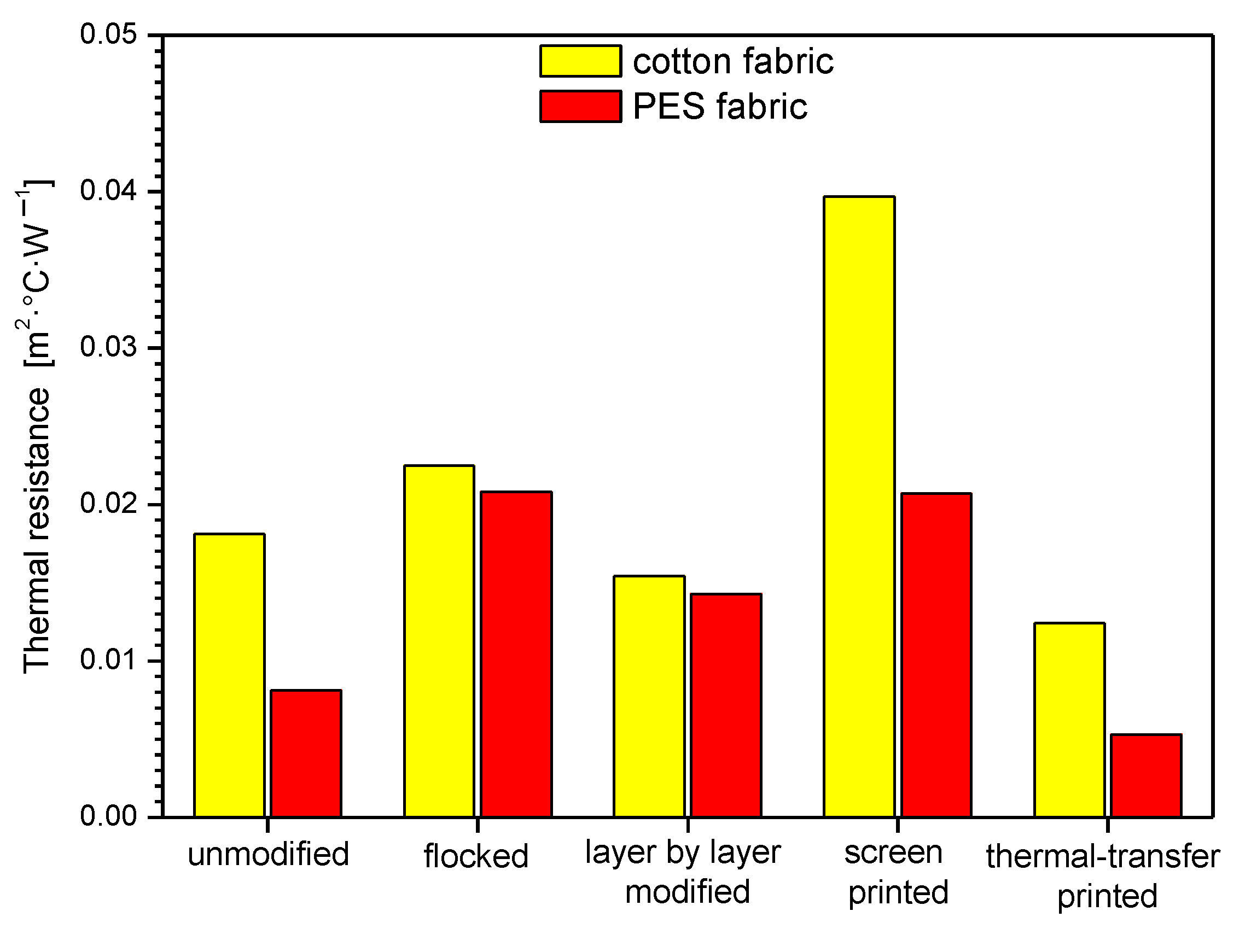
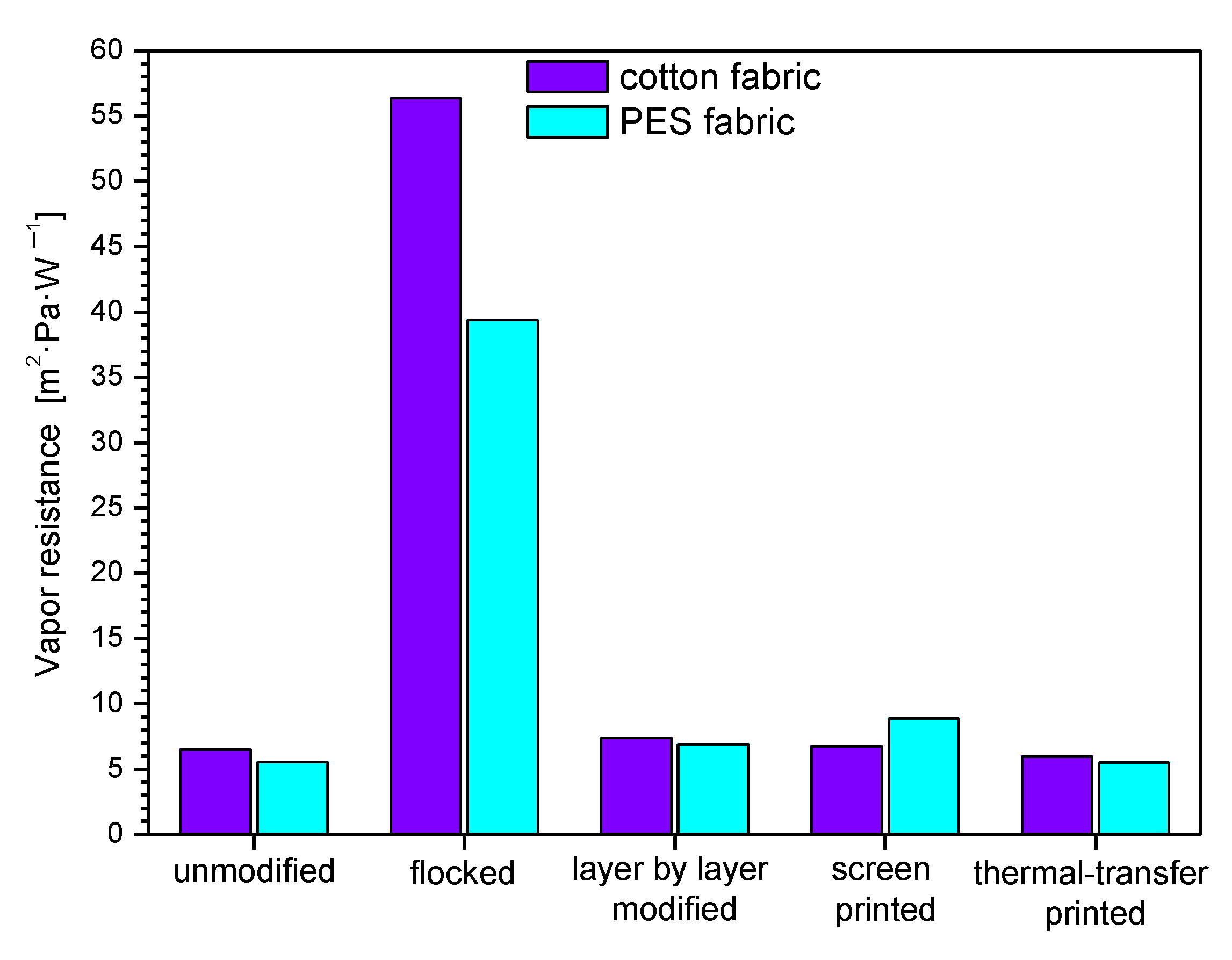
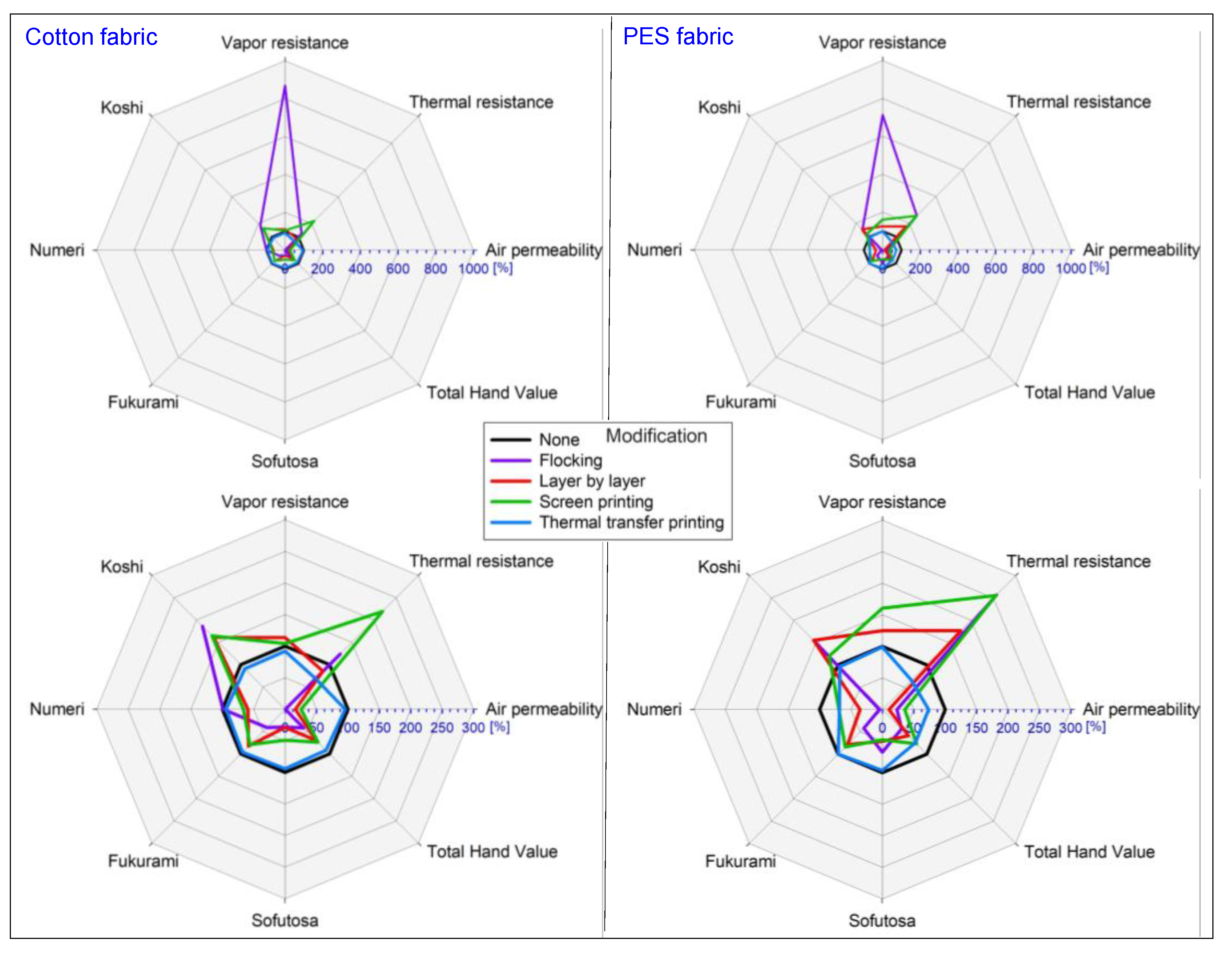
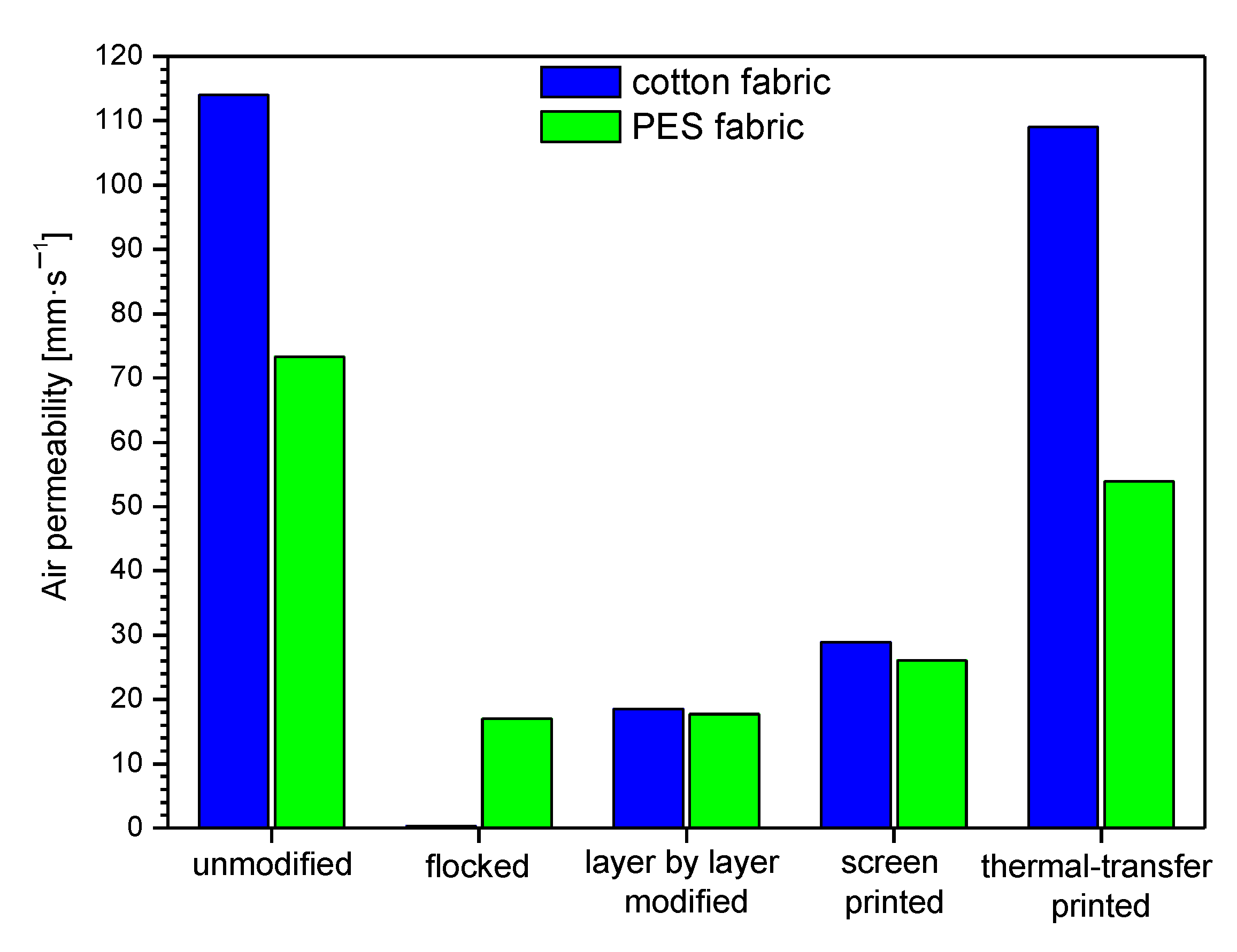
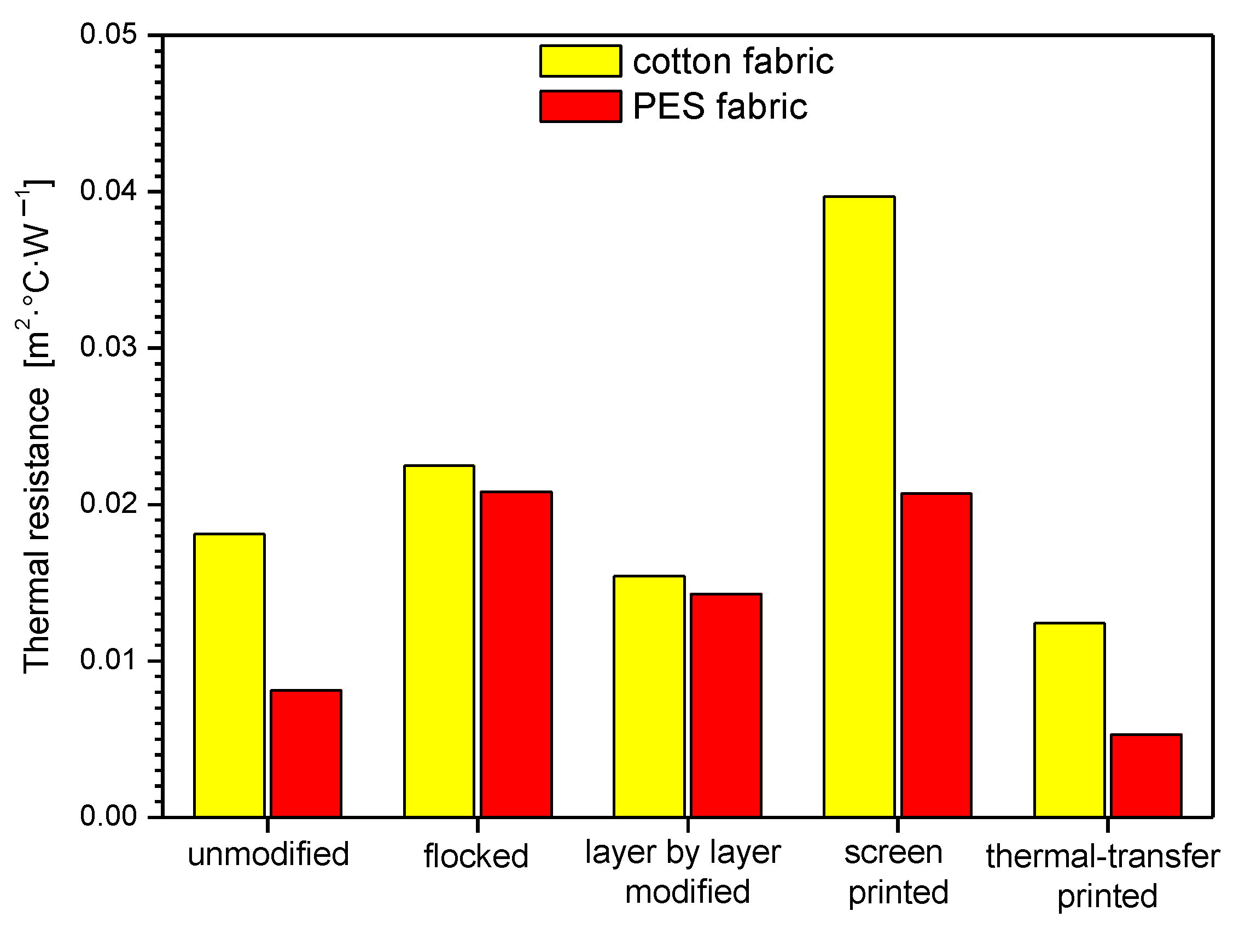
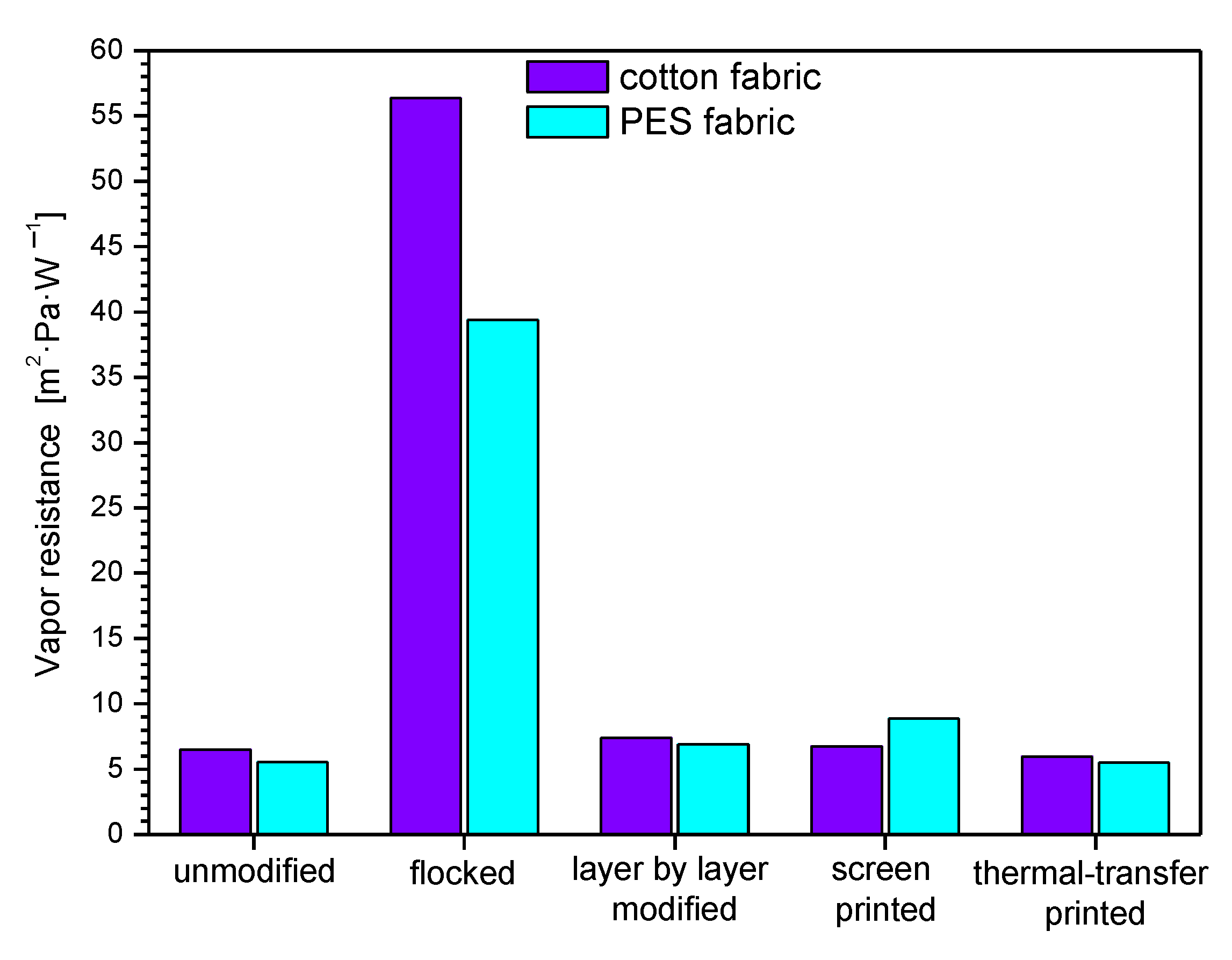
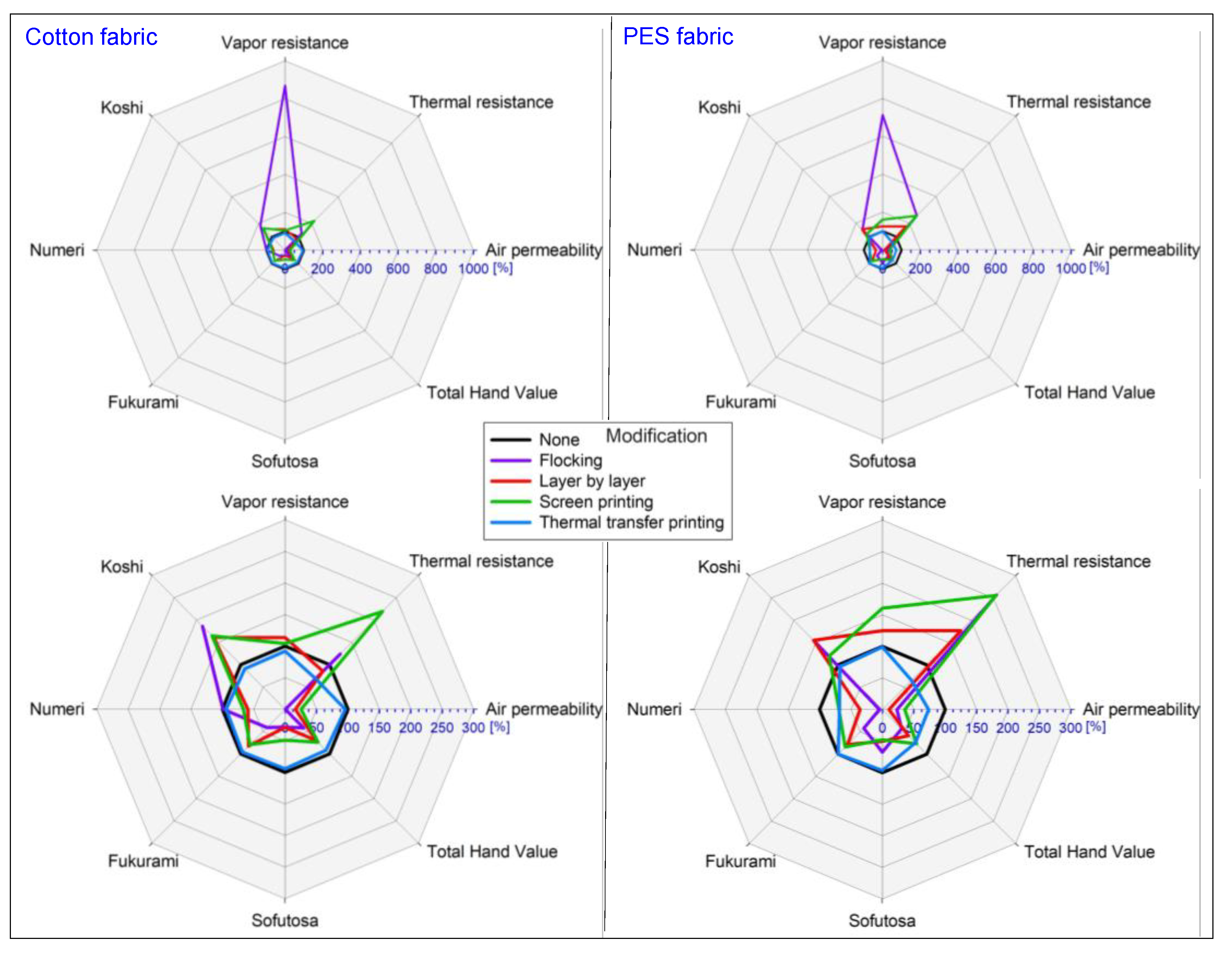
3.2. Biophysical Properties
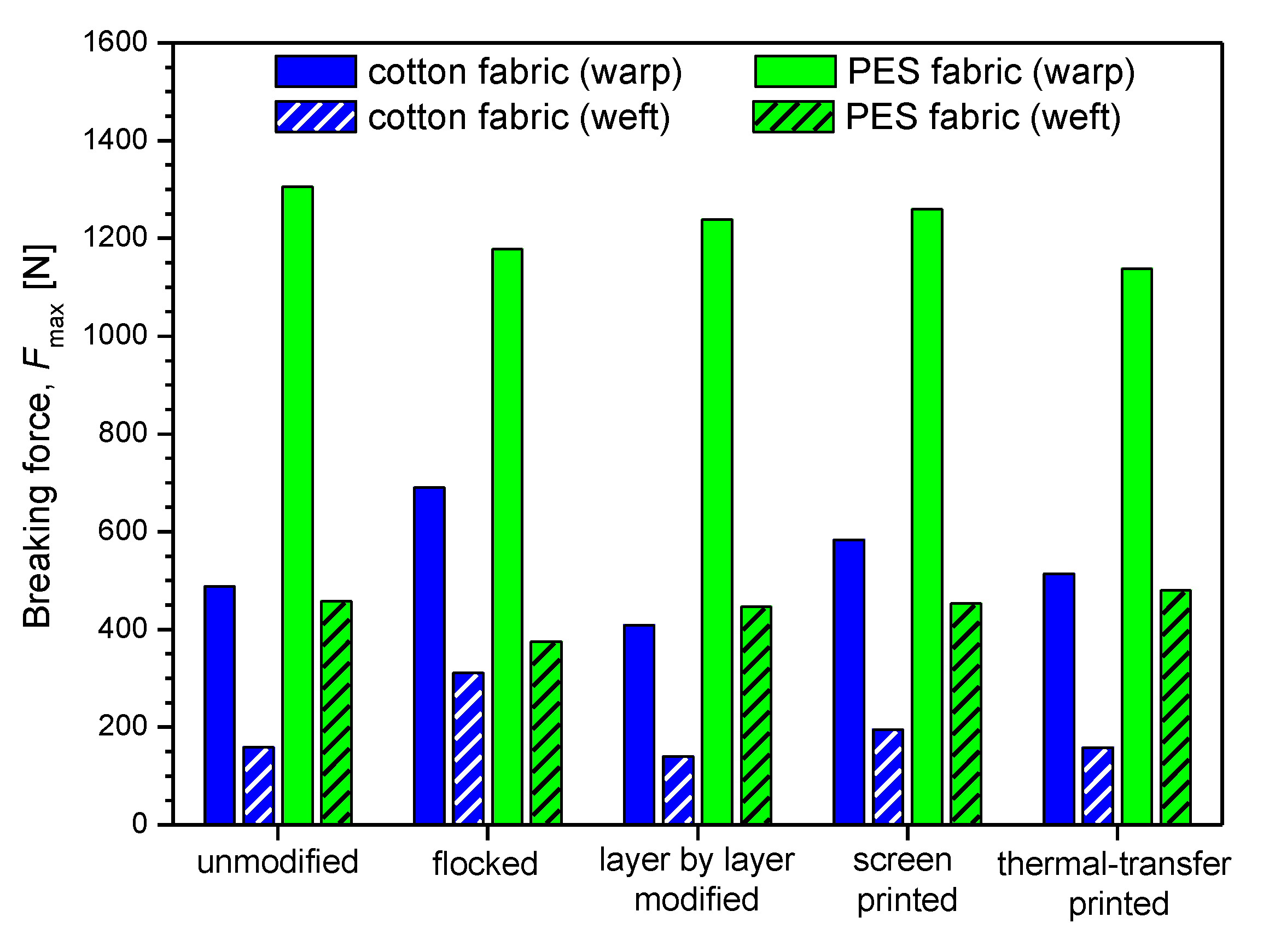
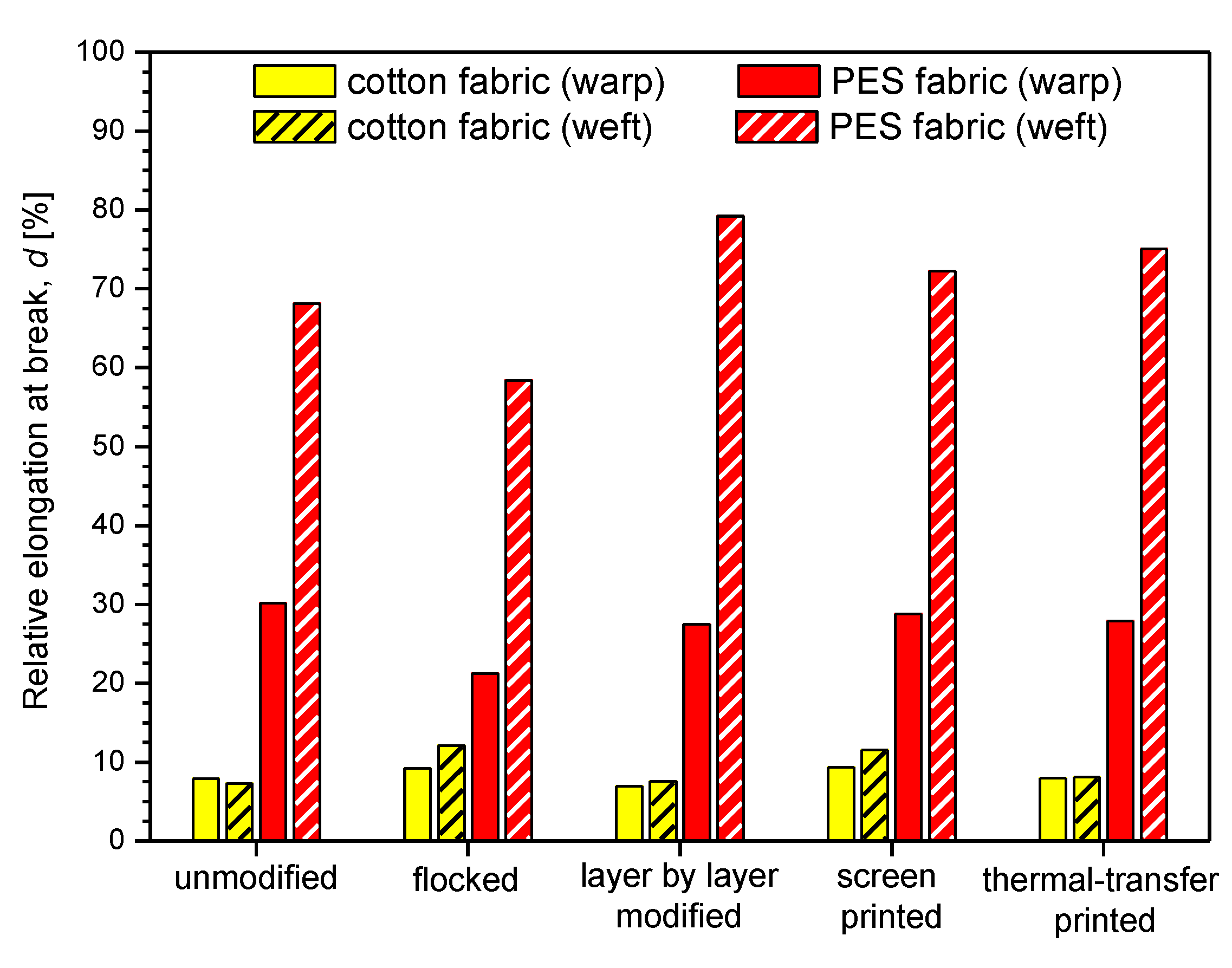
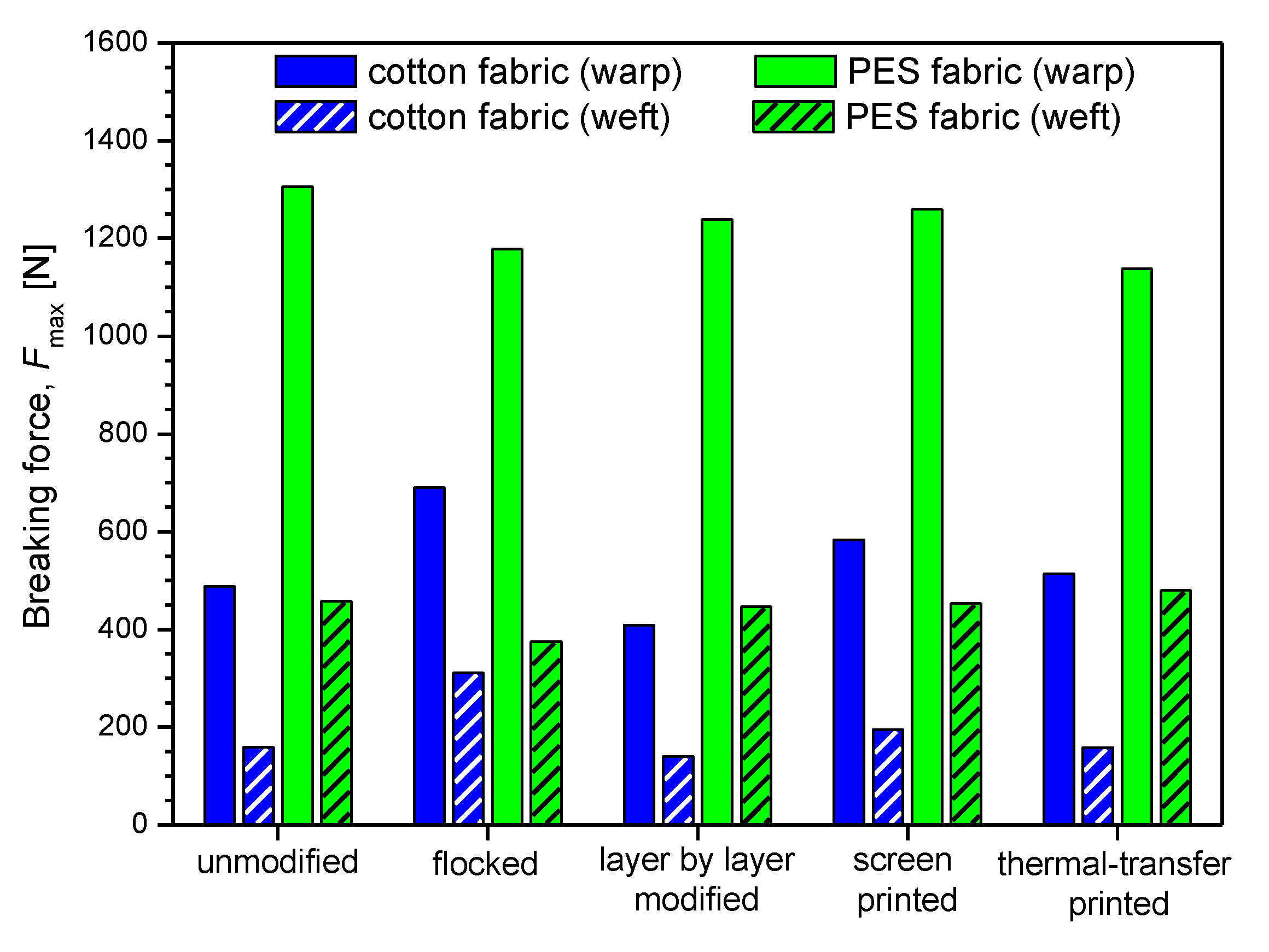
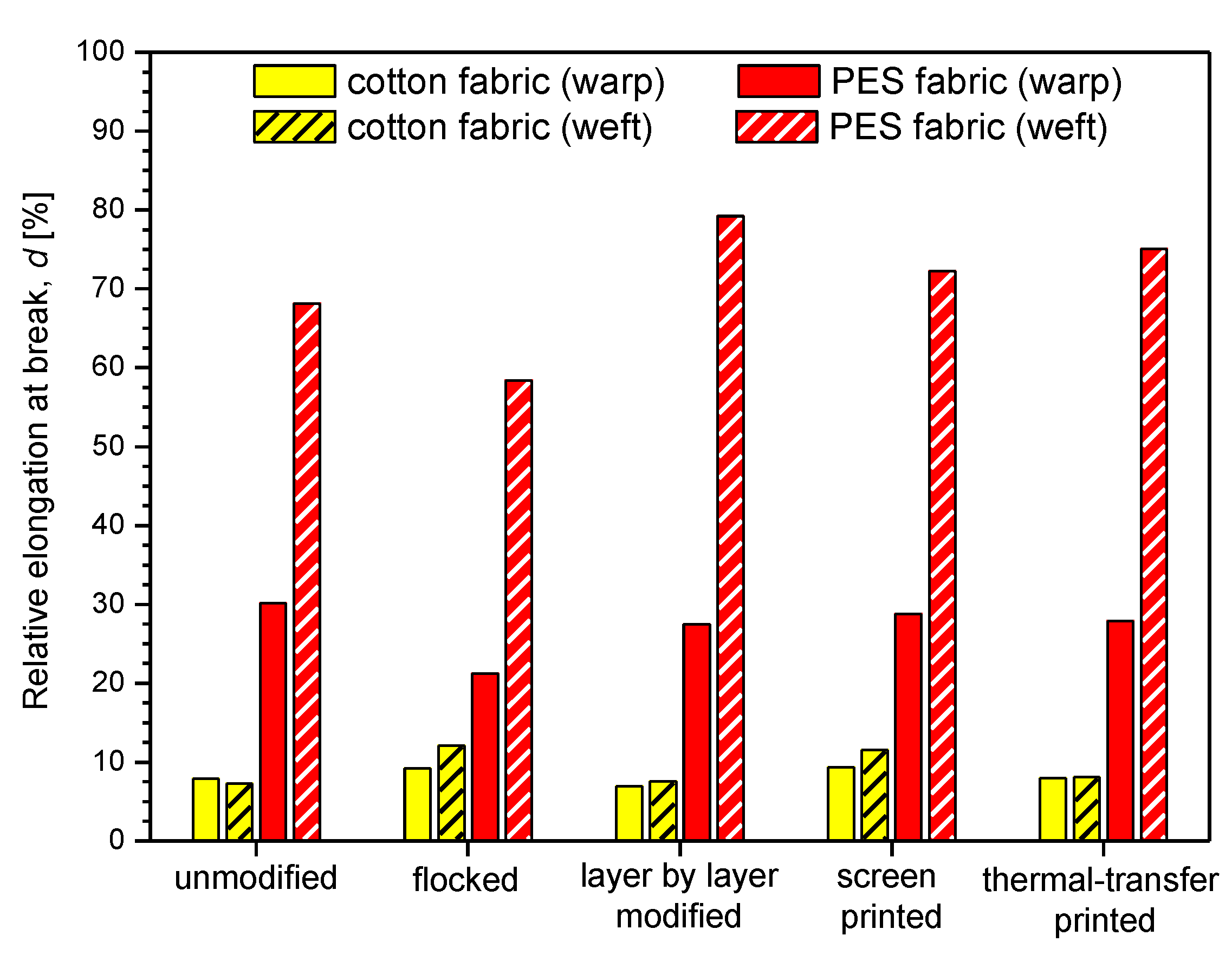
3.3. Mechanical Properties
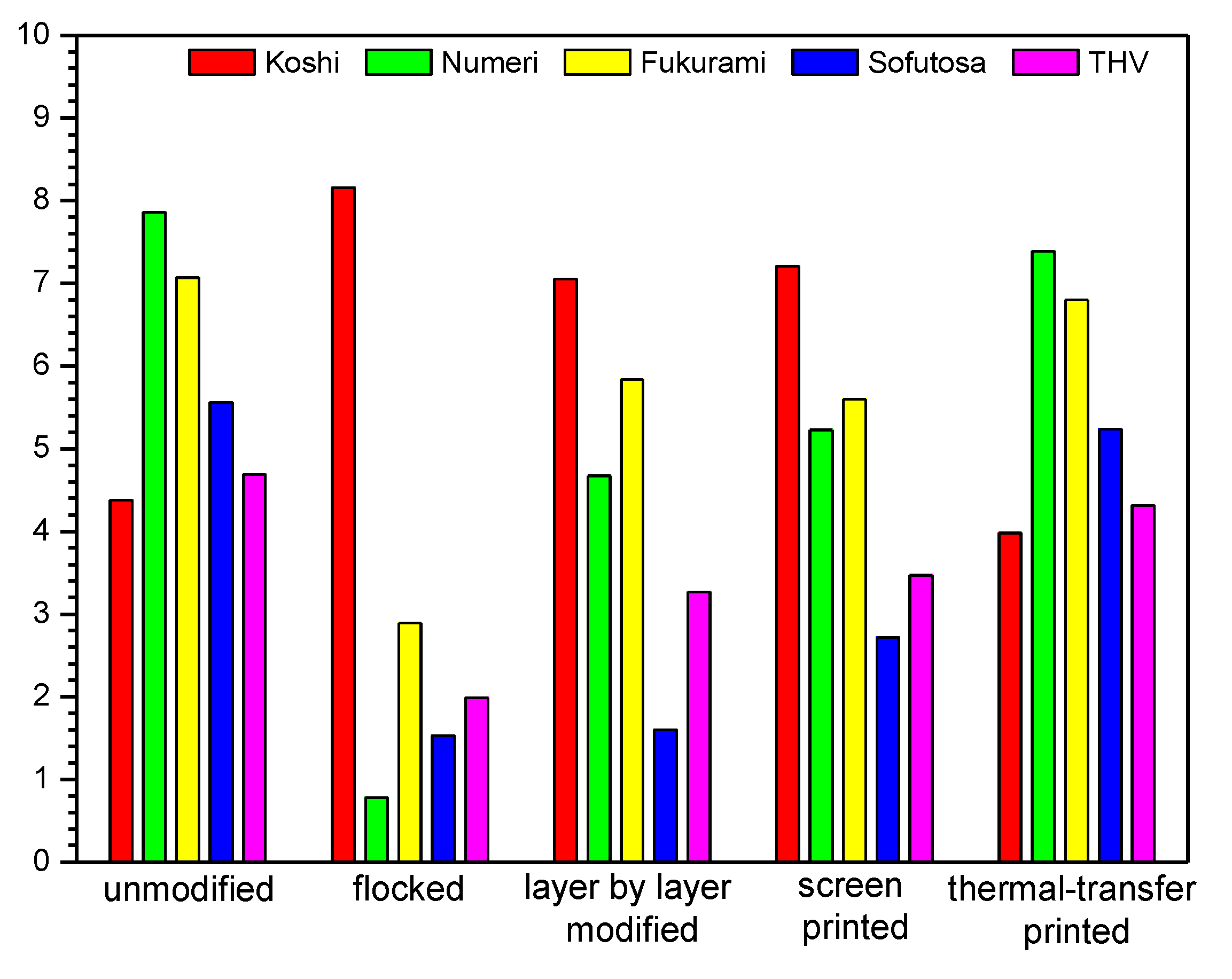
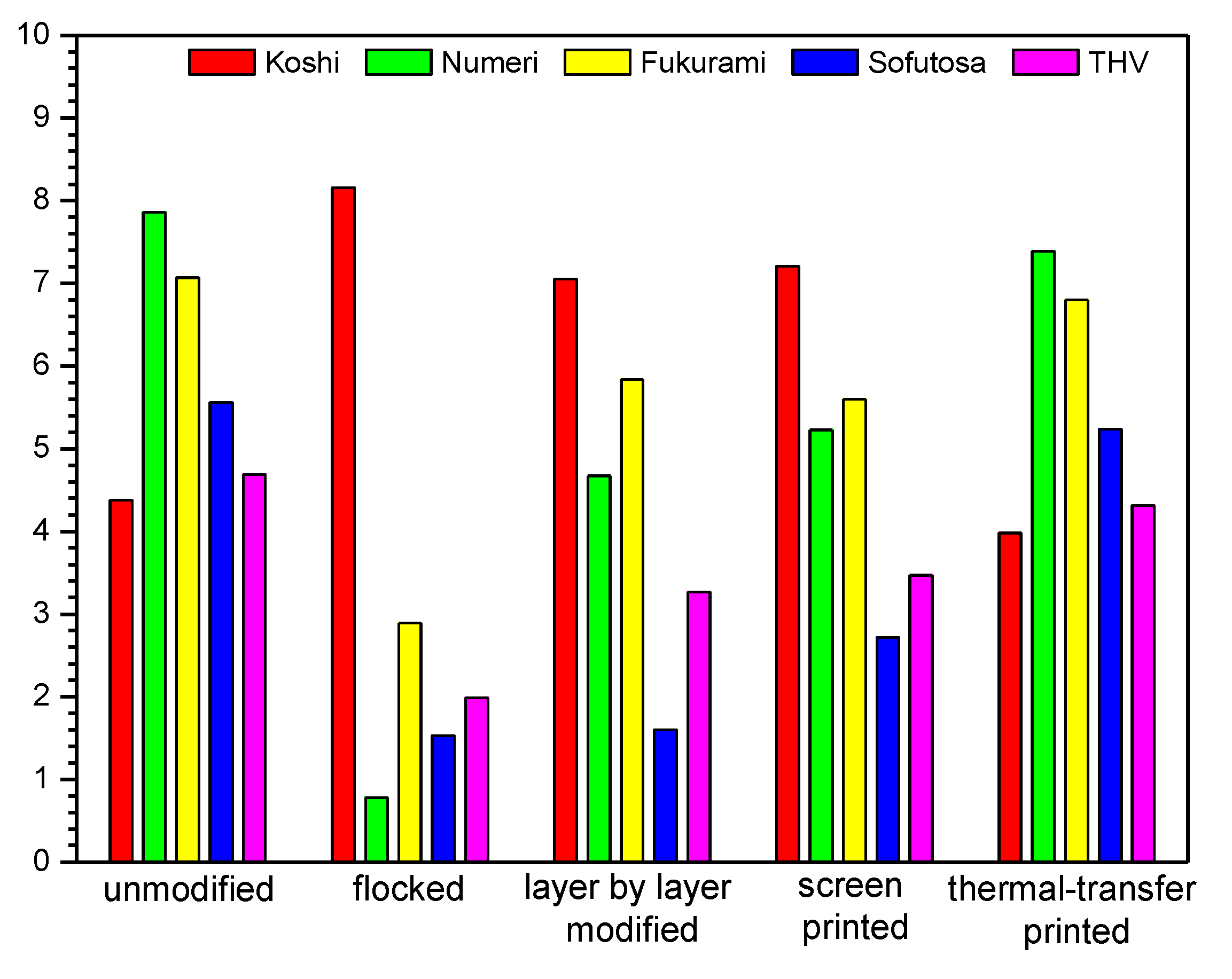
3.4. Sensory Properties
4. Discussion
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Krucińska, I.; Korycki, R.; Skrzetuska, E.; Kowalski, K.; Puszkarz, A. Wybrane Zagadnienia z Metrologii Użytkowej Odzieży Funkcjonalnej; Monografie Politechniki Łódzkiej; Wydawnictwo Politechniki Łódzkiej: Łódź, Poland, 2016. [Google Scholar]
- Buzaite, V.; Mikucioniene, D. Effect of inner layer structures of weft-knitted spacer fabrics on thermal insulation and air permeability. Text. Res. J. 2021. [Google Scholar] [CrossRef]
- Krucińska, I.; Skrzetuska, E.; Kowalski, K. Application of a Thermal Mannequin to the Assessment of the Heat Insulating Power of Protective Garments for Premature Babies. Autex Res. J. 2019, 19, 134–146. [Google Scholar] [CrossRef] [Green Version]
- Ogulata, R.T.; Mavruz, S. Investigation of Porosity and Air Permeability Values of Plain Knitted Fabrics. Fibres Text. East. Eur. 2010, 18, 71–75. [Google Scholar]
- Arumugam, V.; Mishra, R.; Militky, J.; Salacova, J. Investigation on thermo-physiological and compression characteristics of weft-knitted 3D spacer fabrics. J. Text. Inst. 2017, 108, 1095–1105. [Google Scholar] [CrossRef]
- Havlová, M. Air Permeability and Constructional Parameters of Woven Fabrics. Fibres Text. East. Eur. 2013, 21, 84–89. [Google Scholar]
- Mohamad, G.A. Comparative Study of Air Permeability of Polyester/Metallic Blended Woven Fabrics. Life Sci. J. 2015, 12, 78–82. [Google Scholar]
- Havlová, M. Detection of fabric structure irregularities using air permeability measurements. J. Eng. Fibers Fabr. 2014, 9, 157–164. [Google Scholar] [CrossRef] [Green Version]
- Bendkowska, W.; Kłonowska, M.; Kopias, K.; Bogdan, A. Thermal manikin evaluation of PCM cooling vests. Fibres Text. East. Eur. 2010, 18, 70–74. [Google Scholar]
- Czerwienko, D.; Jurecki, L.; Roguski, J.; Kręcikij, J.; Rzemek, D.; Apiecionek, Ł.; Kowalczyk, P. Problemy Monitoringu Eksploatacji Sprzętu i Wyposażenia w Straży Pożarnej; Centrum Naukowo-Badawcze Ochrony Przeciwpożarowej im; Józefa Tuliszkowskiego—Państwowy Instytut Badawczy: Józefów, Poland, 2015. [Google Scholar]
- Serin, M.; Serkan, M.; Oğulata, R.T. Prediction of air permeability of knitted fabrics by means of computational fluid dynamics. Tekstilvekonfeksiyon 2014, 24, 202–211. [Google Scholar]
- Havlová, M. Model of vertical porosity occurring in woven fabrics and its effect on air permeability. Fibres Text. East. Eur. 2014, 22, 58–63. [Google Scholar]
- Korycki, R. Determination of state variables in textile composite with membrane during complex heat and moisture transport. Autex Res. J. 2020. [Google Scholar] [CrossRef]
- Tian, M.; Wang, Z.; Li, J. 3D numerical simulation of heat transfer through simplified protective clothing during fire exposure by CFD. Int. J. Heat Mass Transf. 2016, 93, 314–321. [Google Scholar] [CrossRef]
- Angelova, R.A.; Kyosov, M.; Stankov, P. Numerical investigation of the heat transfer through woven textiles by the jet system theory. J. Text. Inst. 2019, 110, 386–395. [Google Scholar] [CrossRef]
- Zhu, F.L.; Zhou, Y. Modelling Heat-Moisture Transport through Firefighters’ Protective Fabrics from an Impinging Flame Jet by Simulating the Drying Process. Fibres Text. East. Eur. 2013, 21, 85–90. [Google Scholar]
- Miśkiewicz, P.; Frydrych, I.; Tokarska, M. Study on the use of Aerogel on the Surface of Basalt Fabric. Autex Res. J. 2020, 20, 168–177. [Google Scholar] [CrossRef]
- Puszkarz, A.K.; Krucińska, I. The study of knitted fabric thermal insulation using thermography and finite volume method. Text. Res. J. 2018, 87, 643–656. [Google Scholar] [CrossRef]
- Puszkarz, A.K.; Krucińska, I. Modeling of air permeability of knitted fabric using the computational fluid dynamics. Autex Res. J. 2018, 18, 364–376. [Google Scholar] [CrossRef] [Green Version]
- Puszkarz, A.K.; Krucińska, I. Simulations of air permeability of multilayer textiles by the computational fluid dynamics. Int. J. Multiscale Comput. Eng. 2018, 16, 509–526. [Google Scholar] [CrossRef]
- Puszkarz, A.K.; Usupov, A. The study of footwear thermal insulation using thermography and the finite volume method. Int. J. Thermophys. 2019, 40, 45. [Google Scholar] [CrossRef] [Green Version]
- Puszkarz, A.K.; Machnowski, M. Simulations of heat transfer through multilayer protective clothing exposed to flame. Autex Res. J. 2020. [Google Scholar] [CrossRef]
- Puszkarz, A.K.; Wojciechowski, J.; Krucińska, I. Analysis of the thermal insulation of textiles using thermography and CFD simulation based on micro-CT models. Autex Res. J. 2020, 20, 345–351. [Google Scholar] [CrossRef]
- Puszkarz, A.K.; Machnowski, M.; Błasińska, A. Modeling of thermal performance of multilayer protective clothing exposed to radiant heat. Heat Mass Transf. 2020, 56, 1767–1775. [Google Scholar] [CrossRef] [Green Version]
- Skrzetuska, E.; Puszkarz, A.K.; Pycio, Z.; Krucińska, I. Assessment of the impact of clothing structures for premature babies on biophysical properties. Materials 2021, 14, 4229. [Google Scholar] [CrossRef]
- Bhattacharjee, S.; Joshi, R.; Chughtai, A.A.; Macintyre, C.R. Graphene modified multifunctional personal protective clothing. Adv. Mater. Interfaces 2019, 6, 1900622. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chakraborty, S.; Pisal, A.A.; Kothari, V.K.; Venkateswara Rao, A. Synthesis and characterization of fibre reinforced silica aerogel blankets for thermal protection. Adv. Mater. Sci. Eng. 2016, 2016, 2495623. [Google Scholar] [CrossRef] [Green Version]
- Li, W.; Zhao, Y.; Wang, X. Effect of surface modification on the dynamic heat and mass transfer of wool fabrics. J. Therm. Biol. 2019, 85, 102416. [Google Scholar] [CrossRef]
- Miśkiewicz, P.; Tokarska, M.; Frydrych, I.; Makówka, M. Evaluation of thermal properties of certain flame-retardant fabrics modified with a magnetron sputtering method. Autex Res. J. 2020, 21, 428–434. [Google Scholar] [CrossRef]
- Miśkiewicz, P.; Tokarska, M.; Frydrych, I.; Makówka, M. Assessment of Coating Quality Obtained on Flame-Retardant Fabrics by a Magnetron Sputtering Method. Materials 2021, 14, 1348. [Google Scholar] [CrossRef]
- Sun, D.; Chen, X. Plasma modification of Kevlar fabrics for ballistic applications. Text. Res. J. 2012, 82, 1928–1934. [Google Scholar] [CrossRef]
- Tyata, R.B.; Subedi, D.P.; Huczko, A.; Wong, C.S. Surface modification of polymers and textiles by atmospheric pressure argon glow discharge. Int. J. Sci. Eng. Appl. Sci. 2016, 2, 474–481. [Google Scholar]
- Struszczyk, M.H.; Puszkarz, A.K.; Wilbik-Hałgas, B.; Cichecka, M.; Litwa, P.; Urbaniak-Domagała, W.; Krucinska, I. The surface modification of ballistic textiles using plasma-assisted chemical vapor deposition (PACVD). Text. Res. J. 2014, 84, 2085–2093. [Google Scholar]
- Struszczyk, M.H.; Puszkarz, A.K.; Miklas, M.; Wilbik-Hałgas, B.; Cichecka, M.; Urbaniak-Domagała, W.; Krucińska, I. Effect of accelerated ageing on ballistic textiles modified by plasma-assisted chemical vapour deposition (PACVD). Fibres Text. East. Eur. 2016, 24, 83–88. [Google Scholar] [CrossRef]
- Kovacevic, S.; Gudlin Schwarz, I.; Durasevic, V. Analysis of printed fabrics for military camouflage clothing. Fibres Text. East. Eur. 2012, 3, 82–86. [Google Scholar]
- Baumbach, J. Colour and camouflage: Design issues in military clothing. In Advances in Military Textiles and Personal Equipment; Woodhead Publishing: Sawston, UK, 2012; pp. 79–102. [Google Scholar]
- Tessier, D. Surface modification of biotextiles for medical applications. In Biotextiles as Medical Implants; Woodhead Publishing: New York, NY, USA, 2013; pp. 137–156. [Google Scholar]
- Pabjańczyk-Wlazło, E.; Szparaga, G.; Król, P.; Skrzetuska, E.; Wojtasik, K.; Sieradzka, M.; Rabiej, S. Sodium alginate fibers containing nanosilver. Adv. Polym. Technol. 2014, 33. [Google Scholar] [CrossRef]
- Singh, M.; Vajpayee, M.; Ledwani, L. Eco-friendly surface modification and nanofinishing of textile polymers to enhance functionalisation. In Nanotechnology for Energy and Environmental Engineering; Springer: Cham, Switzerland, 2020; pp. 529–559. [Google Scholar]
- Pabjańczyk-Wlazło, E.; Król, P.; Krucińska, I.; Chrzanowski, M.; Puchalski, M.; Szparaga, G.; Boguń, M. Bioactive nanofibrous structures based on hyaluronic acid. Adv. Polym. Technol. 2018, 37, 1929–1940. [Google Scholar] [CrossRef]
- Chang, C.; Ginn, B.; Livingston, N.K.; Yao, Z.; Slavin, B.; King, M.W.; Mao, H.Q. Medical Fibers and Biotextiles. In Biomaterials Science; Academic Press: Cambridge, MA, USA, 2020; pp. 575–600. [Google Scholar]
- Pabjanczyk-Wlazlo, E.; Tarzynska, N.; Bednarowicz, A.; Puszkarz, A.K.; Szparaga, G. Polymer-Based Electrophoretic Deposition of Nonwovens for Medical Applications: The Effect of Carrier Structure, Solution, and Process Parameters. Mar. Drugs 2021, 19, 533. [Google Scholar] [CrossRef] [PubMed]
- Krucińska, I.; Skrzetuska, E.; Urbaniak-Domagała, W. Prototypes of Carbon Nanotube-Based Textile Sensors Manufactured by the Screen Printing Method. Fibres Text. East. Eur. 2012, 20, 79–83. [Google Scholar]
- Furtak, N.T.; Skrzetuska, E.; Krucińska, I. Development of Screen-Printed Breathing Rate Sensors. Fibres Text. East. Eur. 2013, 21, 84–88. [Google Scholar]
- Skrzetuska, E.; Wojciechowski, J. Investigation of the impact of environmental parameters on breath frequency measurement by a textile sensor. Sensors 2020, 20, 1179. [Google Scholar] [CrossRef] [Green Version]
- Skrzetuska, E.; Kopka, K.; Krucińska, I. Technika Druku Filmowego—Rozwiązania Technologiczne do Tworzenia Czujnika do Pomiarów Pneumografii”, Trendy i Rozwiązania Technologiczne—Odpowiedź na Potrzeby Współczesnego Społeczeństwa; Wydawnictwo Naukowe TYGIEL sp. z o.o.: Lublin, Poland, 2017; Volume 2, pp. 200–219. ISBN 978-83-65598-89-9. [Google Scholar]
- Giving Functional Properties to Fabrics Containing Polyester Fibres from Poly (Ethylene Terephthalate) with the Printing Method “Polyester”; Saleh, H.E.-D.M. (Ed.) InTech: London, UK, 2012; ISBN 978-953-51-0770-5. [Google Scholar]
- Rantanen, J.; Impio, J.; Karinsalo, T.; Malmivaara, M.; Reho, A.; Tasanen, M.; Vanhala, J. Smart clothing prototype for the arctic environment. Pers. Ubiquitous Comput. 2002, 6, 3–16. [Google Scholar] [CrossRef]
- Tasaengtong, B.; Sameenoi, Y. A one-step polymer screen-printing method for fabrication of microfluidic cloth-based analytical devices. Microchem. J. 2020, 158, 105078. [Google Scholar] [CrossRef]
- Ibiwoye TI, P.; Ilesanmi, A.B. Influence of Digital Technology on Printing Technology: A Survey on Screen Printing in Akure, Ondo State, Nigeria. Eur. J. Comput. Sci. Inf. Technol. 2020, 8, 10–30. [Google Scholar]
- Jahangir, L. Different Methods of T Shirt Printing: A Comparative Analysis. Can. J. Res. Soc. 2018, 8, 1–18. [Google Scholar]
- Sitanurak, J.; Fukana, N.; Wongpakdee, T.; Thepchuay, Y.; Ratanawimarnwong, N.; Amornsakchai, T.; Nacapricha, D. T-shirt ink for one-step screen-printing of hydrophobic barriers for 2D- and 3D-microfluidic paper-based analytical devices. Talanta 2019, 205, 120113. [Google Scholar] [CrossRef]
- Wang, W.; Zhang, G.; Yang, L.; Wang, W. Research on garment pattern design based on fractal graphics. EURASIP J. Image Video Process. 2019, 2019, 29. [Google Scholar] [CrossRef]
- PN-EN ISO 5084:1999; Textiles—Determination of Thickness of Textiles and Textile Products; ISO: Geneva, Switzerland, 1999.
- PN EN 12127:2000; Textiles—Fabrics—Determination of Mass per Unit Area Using Small Samples; ISO: Geneva, Switzerland, 2000.
- Yu, Z.; Wei, S.; Guo, J. Fabrication of aligned carbon-fiber/polymer TIMs using electrostatic flocking method. J. Mater. Sci. Mater. Electron. 2019, 30, 10233–10243. [Google Scholar] [CrossRef]
- Grigorievich, S.P. Innovative Developments in Electro-Flocking Technology: An Advanced Study. Curr. Approaches Sci. Technol. Res. 2021, 10, 129–143. [Google Scholar]
- McCarthy, A.; John, J.V.; Saldana, L.; Wang, H.; Lagerstrom, M.; Chen, S.; Xie, J. Electrostatic Flocking of Insulative and Biodegradable Polymer Microfibers for Biomedical Applications. Adv. Healthc. Mater. 2021, 10, 2100766. [Google Scholar] [CrossRef]
- Chen, X.; Gu, Y.; Liang, J.; Bai, M.; Wang, S.; Li, M.; Zhang, Z. Enhanced microwave shielding effectiveness and suppressed reflection of chopped carbon fiber felt by electrostatic flocking of carbon fiber. Compos. Part A Appl. Sci. Manuf. 2020, 139, 106099. [Google Scholar] [CrossRef]
- Sun, Y.; Wang, S.; Li, M.; Gu, Y.; Zhang, Z. Improvement of out-of-plane thermal conductivity of composite laminate by electrostatic flocking. Mater. Des. 2018, 144, 263–270. [Google Scholar] [CrossRef]
- Johnston, A.P.; Cortez, C.; Angelatos, A.S.; Caruso, F. Layer-by-layer engineered capsules and their applications. Curr. Opin. Colloid Interface Sci. 2006, 11, 203–209. [Google Scholar] [CrossRef]
- Hammond, P.T. Building biomedical materials layer-by-layer. Mater. Today 2012, 15, 196–206. [Google Scholar] [CrossRef] [Green Version]
- Alkekhia, D.; Hammond, P.T.; Shukla, A. Layer-by-layer biomaterials for drug delivery. Annu. Rev. Biomed. Eng. 2020, 22, 1–24. [Google Scholar] [CrossRef] [PubMed]
- Jiang, C.; Tsukruk, V.V. Freestanding nanostructures via layer-by-layer assembly. Adv. Mater. 2006, 18, 829–840. [Google Scholar] [CrossRef]
- Liu, Y.; Nan, H.; Wu, X.; Pan, W.; Wang, W.; Bai, J.; Ni, Z. Layer-by-layer thinning of MoS2 by plasma. ACS Nano 2013, 7, 4202–4209. [Google Scholar] [CrossRef]
- Milne, E.A. Layer-by-Layer Deposition: Development and Applications; Nova Science Publisher Inc.: Hauppauge, NY, USA, 2020. [Google Scholar]
- Lu, P.; Ding, B. Nano-modification of textile surfaces using layer-by-layer deposition methods. In Surface Modification of Textiles; Woodhead Publishing: Sawston, UK, 2009; pp. 214–237. [Google Scholar]
- Pardo, D.A.; Jabbour, G.E.; Peyghambarian, N. Application of screen printing in the fabrication of organic light-emitting devices. Adv. Mater. 2000, 12, 1249–1252. [Google Scholar] [CrossRef]
- Jabbour, G.E.; Radspinner, R.; Peyghambarian, N. Screen printing for the fabrication of organic light-emitting devices. IEEE J. Sel. Top. Quantum Electron. 2001, 7, 769–773. [Google Scholar] [CrossRef]
- Shaheen, S.E.; Radspinner, R.; Peyghambarian, N.; Jabbour, G.E. Fabrication of bulk heterojunction plastic solar cells by screen printing. Appl. Phys. Lett. 2001, 79, 2996–2998. [Google Scholar] [CrossRef]
- Kim, Y.D.; Hone, J. Screen printing of 2D semiconductors. Nature 2017, 544, 167–168. [Google Scholar] [CrossRef]
- Kwon, S.; Lee, T.; Choi, H.J.; Ahn, J.; Lim, H.; Kim, G.; Lee, J. Scalable fabrication of inkless, transfer-printed graphene-based textile microsupercapacitors with high rate capabilities. J. Power Sources 2021, 481, 228939. [Google Scholar] [CrossRef]
- Zelenkova, T.N.; Kozlova, O.V.; Shirmanova, V.V.; Khakhin, S.N. Application of Acrylic Polymers in Transfer Printing of Cotton Fabrics. Russ. J. Gen. Chem. 2020, 90, 1777–1780. [Google Scholar] [CrossRef]
- Cao, J.; Huang, Z.; Wang, C. Natural printed silk substrate circuit fabricated via surface modification using one step thermal transfer and reduction graphene oxide. Appl. Surf. Sci. 2018, 440, 177–185. [Google Scholar] [CrossRef]
- Xiu, Y.; Shen, Q.; Fan, F.; Wang, C. Preparation of thermal transfer ink using disperse fluorescent yellow 82 for polyester substrates. Pigment. Resin Technol. 2014, 43, 92–96. [Google Scholar] [CrossRef]
- Konecki, W.; Krucińska, I.; Michalak, M. Systemy Pomiarowe We Włókiennictwie; Wydawnictwo Politechniki Łódzkiej: Łódź, Poland, 2006. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Nr | Textile Type | Weave | Composition | Thickness (a) [mm] | Surface Mass (b) [g·m−2] | Total Porosity (c) [%] | YarnPorosity (c) [%] |
|---|---|---|---|---|---|---|---|
| 1 | fabric | twill | cotton | 0.32 | 143.74 | 57.94 | 37.07 |
| 2 | fabric | twill | PES | 0.42 | 157.92 | 71.53 | 39.55 |
| Textile | Modification Method | Micro-Computed Tomography | ||
|---|---|---|---|---|
| Fabric Thickness [mm] | Yarn Porosity [%] | Fabric Porosity [%] | ||
| Cotton fabric | None | 0.322 | 37.069 | 57.937 |
| Flocking | 0.392 | 38.195 | 71.532 | |
| Layer by layer | 0.329 | 37.652 | 56.197 | |
| Screen printing | 0.325 | 37.157 | 57.477 | |
| Thermal-transfer printing | 0.304 | 34.763 | 54.698 | |
| PES fabric | None | 0.422 | 39.545 | 54.412 |
| Flocking | 0.487 | 34.326 | 63.793 | |
| Layer by layer | 0.496 | 34.498 | 53.953 | |
| Screen printing | 0.447 | 35.951 | 53.635 | |
| Thermal-transfer printing | 0.378 | 31.655 | 51.739 | |
| Textile | Modification Method | Air Permeability Tester | Sweating Guarded-Hotplate Tester | |
|---|---|---|---|---|
| Air Permeability, PAIR [mm·s−1] | Thermal Resistance, Rct [m2·°C·W−1] | Vapor Resistance, Ret [m2·Pa·W−1] | ||
| Cotton fabric | None | 114.00 | 0.0181 | 6.4853 |
| Flocking | 0.35 | 0.0225 | 56.3704 | |
| Layer by layer | 18.50 | 0.0154 | 7.3775 | |
| Screen printing | 28.90 | 0.0397 | 6.7534 | |
| Thermal-transfer printing | 109.00 | 0.0124 | 5.9743 | |
| PES fabric | None | 73.30 | 0.0081 | 5.5276 |
| Flocking | 17.01 | 0.0208 | 39.3716 | |
| Layer by layer | 17.70 | 0.0143 | 6.9075 | |
| Screen printing | 26.10 | 0.0207 | 8.8755 | |
| Thermal-transfer printing | 53.90 | 0.0053 | 5.4799 | |
| Textile | Modification Method | Breaking Force, Fmax [N] | Relative Elongation at Break, d [%] | ||
|---|---|---|---|---|---|
| Warp | Weft | Warp | Weft | ||
| Cotton fabric | None | 488.01 | 159.00 | 7.91 | 7.32 |
| Flocking | 690.21 | 310.99 | 9.21 | 12.12 | |
| Layer by layer | 408.37 | 140.46 | 6.95 | 7.56 | |
| Screen printing | 583.26 | 195.23 | 9.36 | 11.55 | |
| Thermal-transfer printing | 513.62 | 157.82 | 7.98 | 8.07 | |
| PES fabric | None | 1305.66 | 458.06 | 30.17 | 68.17 |
| Flocking | 1178.06 | 375.26 | 21.25 | 58.40 | |
| Layer by layer | 1239.26 | 446.90 | 27.47 | 79.23 | |
| Screen printing | 1259.25 | 452.41 | 28.78 | 72.25 | |
| Thermal-transfer printing | 1137.89 | 479.94 | 27.90 | 75.08 | |
| Textile | Modification Method | Kawabata Evaluation System | ||||
|---|---|---|---|---|---|---|
| Koshi | Numeri | Fukurami | Sofutosa | THV | ||
| Cotton fabric | None | 4.38 | 7.86 | 7.07 | 5.56 | 4.69 |
| Flocking | 8.16 | 0.78 | 2.89 | 1.53 | 1.99 | |
| Layer by layer | 7.05 | 4.67 | 5.84 | 1.60 | 3.27 | |
| Screen printing | 7.21 | 5.23 | 5.60 | 2.72 | 3.47 | |
| Thermal-transfer printing | 3.98 | 7.39 | 6.80 | 5.24 | 4.31 | |
| PES fabric | None | 5.52 | 7.00 | 6.72 | 4.60 | 4.33 |
| Flocking | 8.39 | 0.33 | 2.82 | 3.11 | 1.87 | |
| Layer by layer | 8.56 | 2.50 | 5.27 | 2.32 | 2.54 | |
| Screen printing | 6.62 | 4.85 | 5.64 | 2.21 | 3.33 | |
| Thermal-transfer printing | 5.30 | 4.78 | 6.70 | 4.44 | 3.22 | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Skrzetuska, E.; Puszkarz, A.K.; Nosal, J. Assessment of the Impact of the Surface Modification Processes of Cotton and Polyester Fabrics with Various Techniques on Their Structural, Biophysical, Sensory, and Mechanical Properties. Polymers 2022, 14, 796. https://doi.org/10.3390/polym14040796
Skrzetuska E, Puszkarz AK, Nosal J. Assessment of the Impact of the Surface Modification Processes of Cotton and Polyester Fabrics with Various Techniques on Their Structural, Biophysical, Sensory, and Mechanical Properties. Polymers. 2022; 14(4):796. https://doi.org/10.3390/polym14040796
Chicago/Turabian StyleSkrzetuska, Ewa, Adam K. Puszkarz, and Justyna Nosal. 2022. "Assessment of the Impact of the Surface Modification Processes of Cotton and Polyester Fabrics with Various Techniques on Their Structural, Biophysical, Sensory, and Mechanical Properties" Polymers 14, no. 4: 796. https://doi.org/10.3390/polym14040796
APA StyleSkrzetuska, E., Puszkarz, A. K., & Nosal, J. (2022). Assessment of the Impact of the Surface Modification Processes of Cotton and Polyester Fabrics with Various Techniques on Their Structural, Biophysical, Sensory, and Mechanical Properties. Polymers, 14(4), 796. https://doi.org/10.3390/polym14040796