
Enriching WPCs and NFPCs with Carbon Nanotubes and Graphene

 ,
, 
Abstract
:1. Introduction
2. Improvement of WPC/NFPC Performance by the Addition of Carbon Nanomaterials
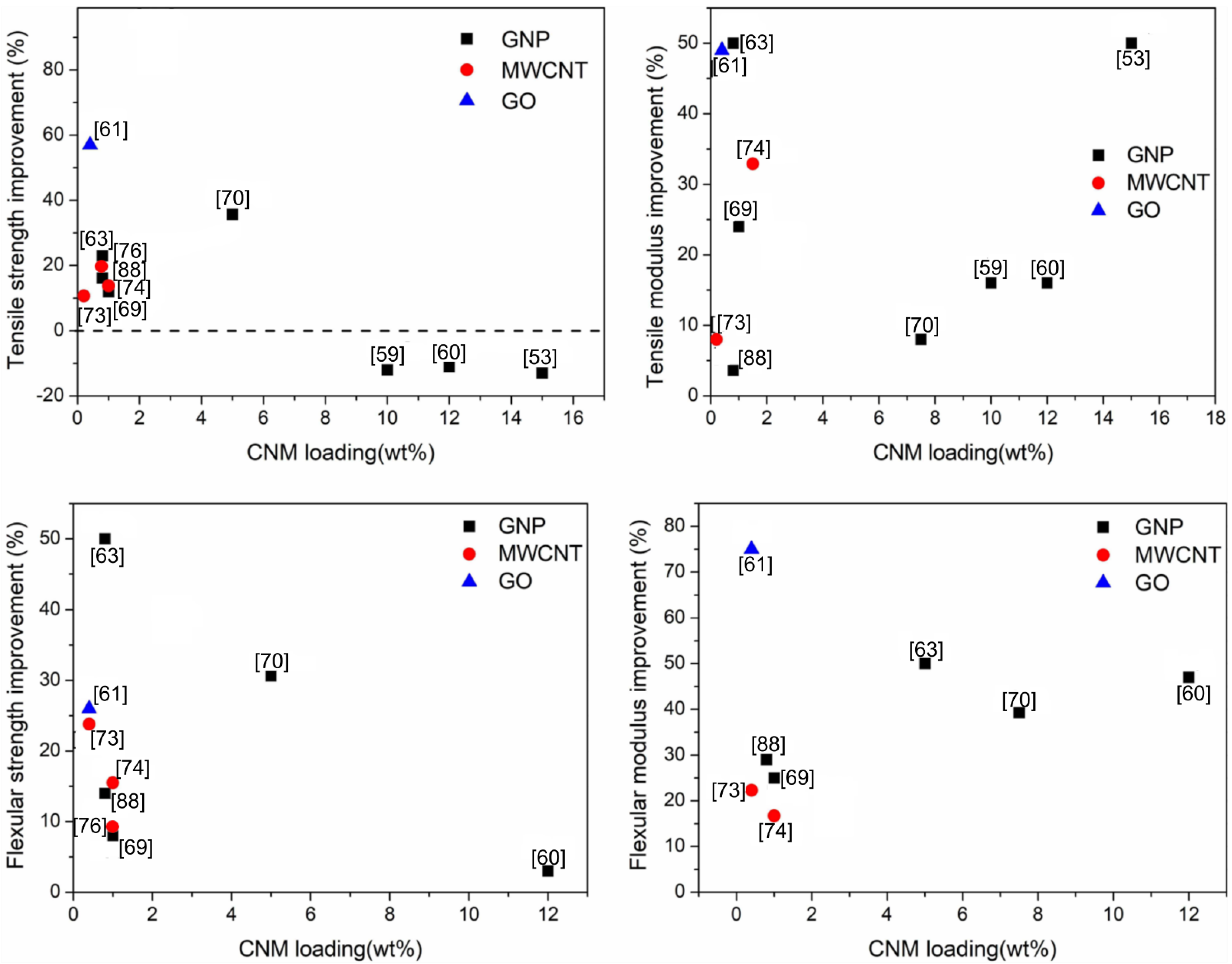
2.1. Mechanical Properties
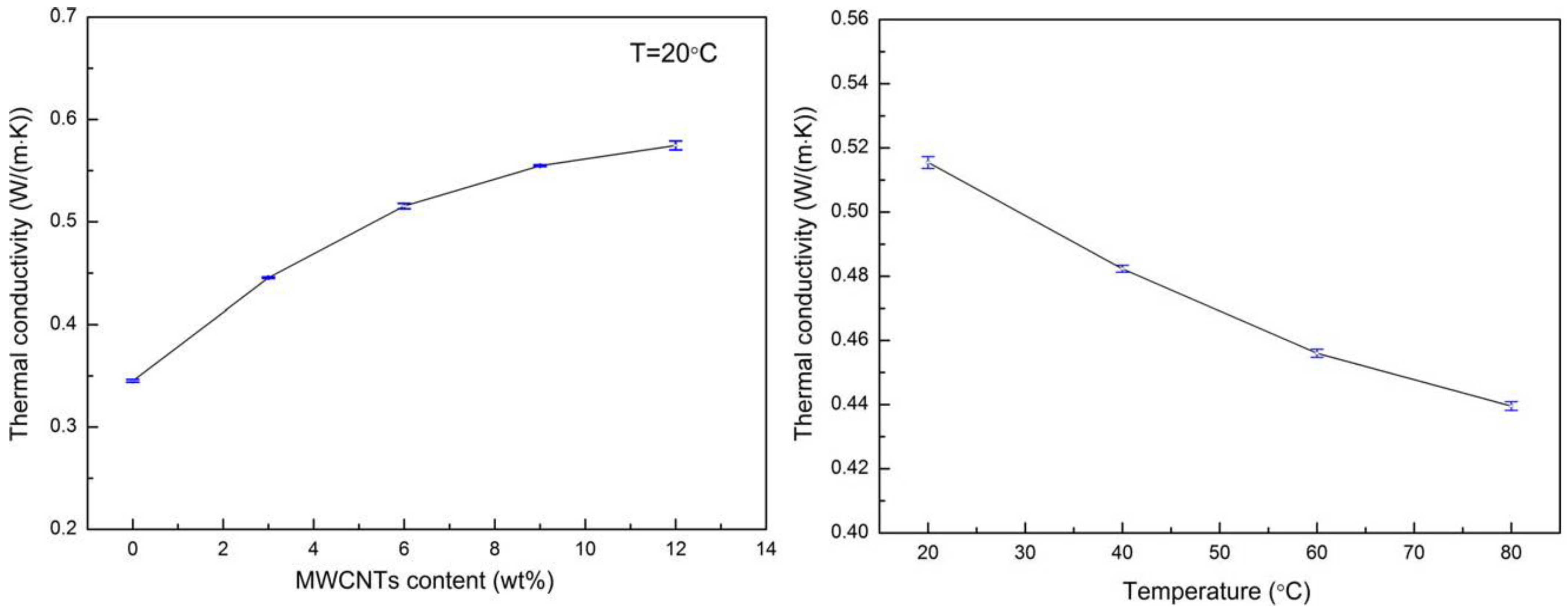
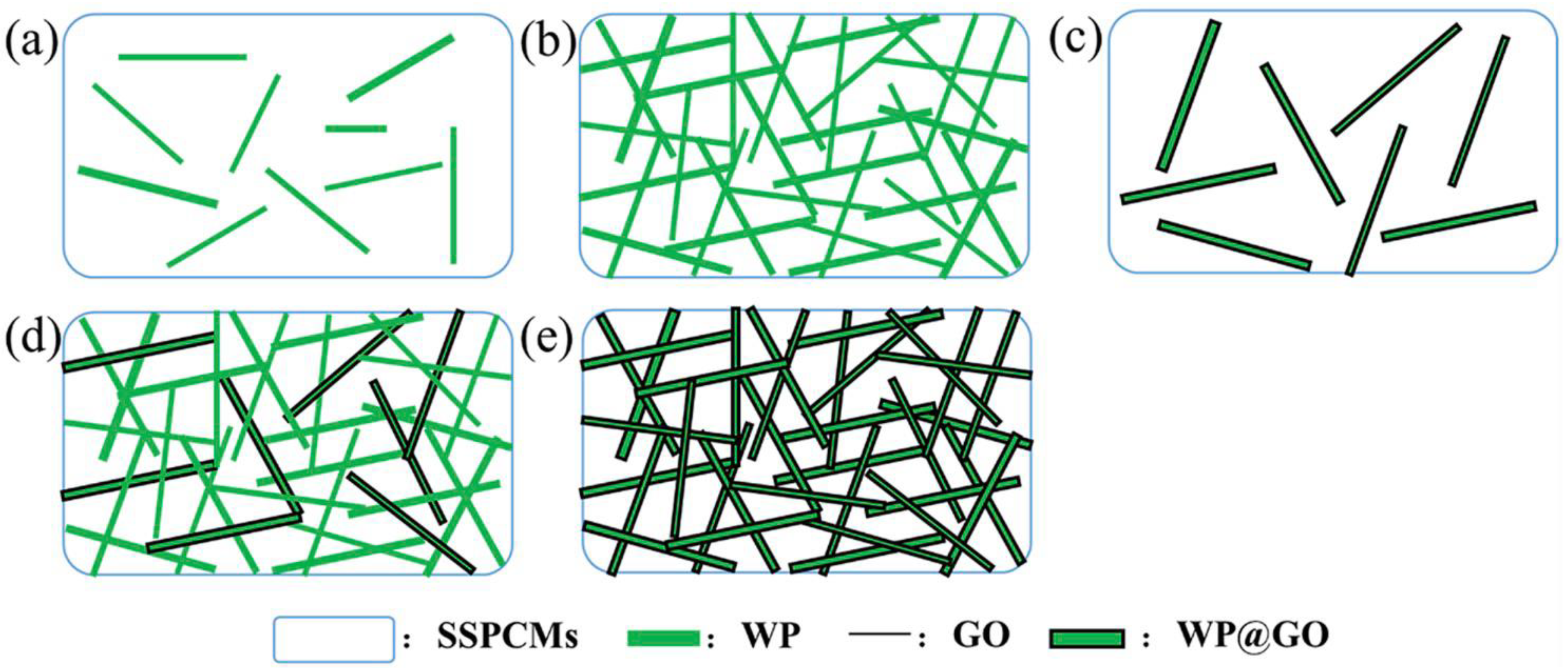
2.2. Electrical and Thermal Conductivity
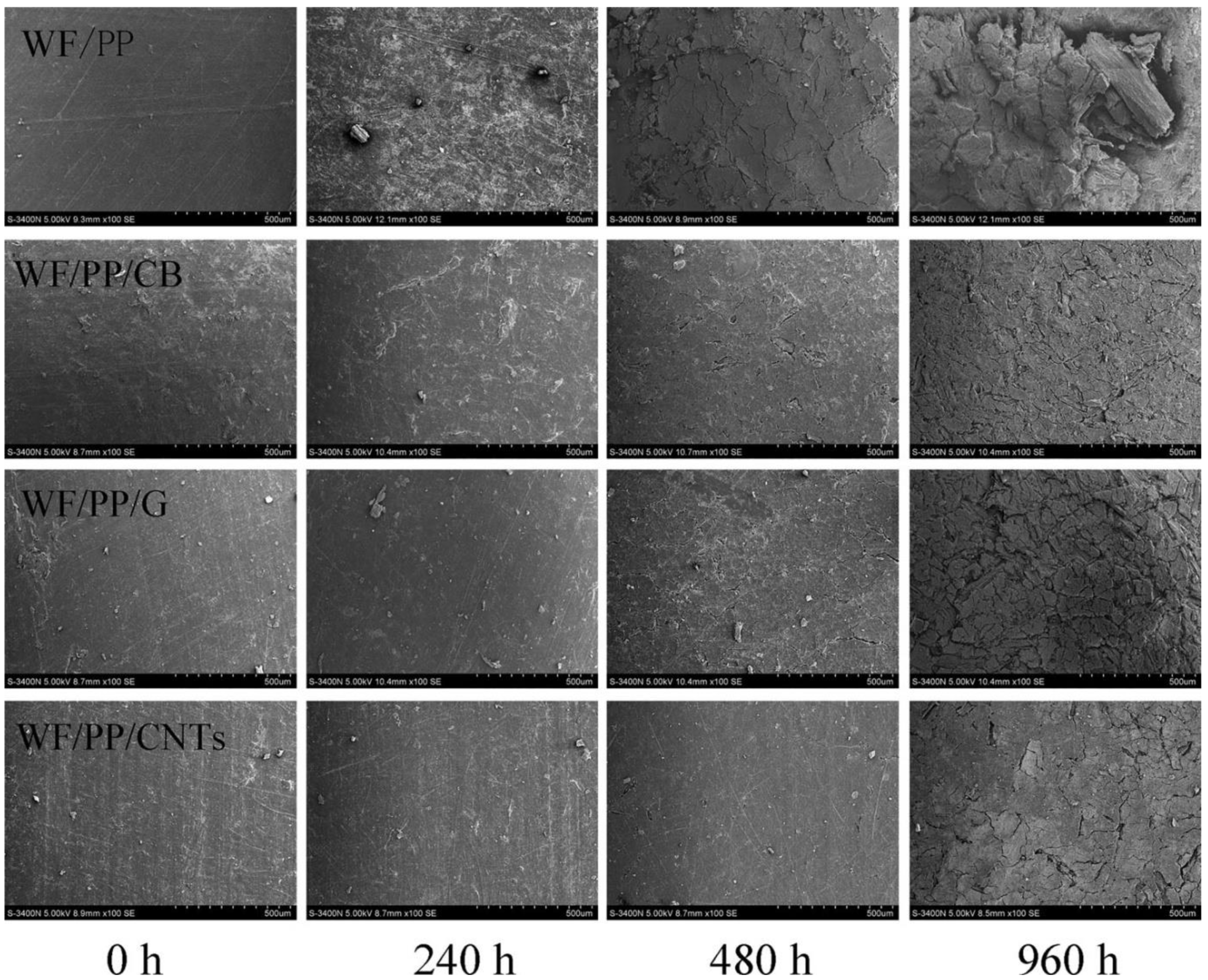
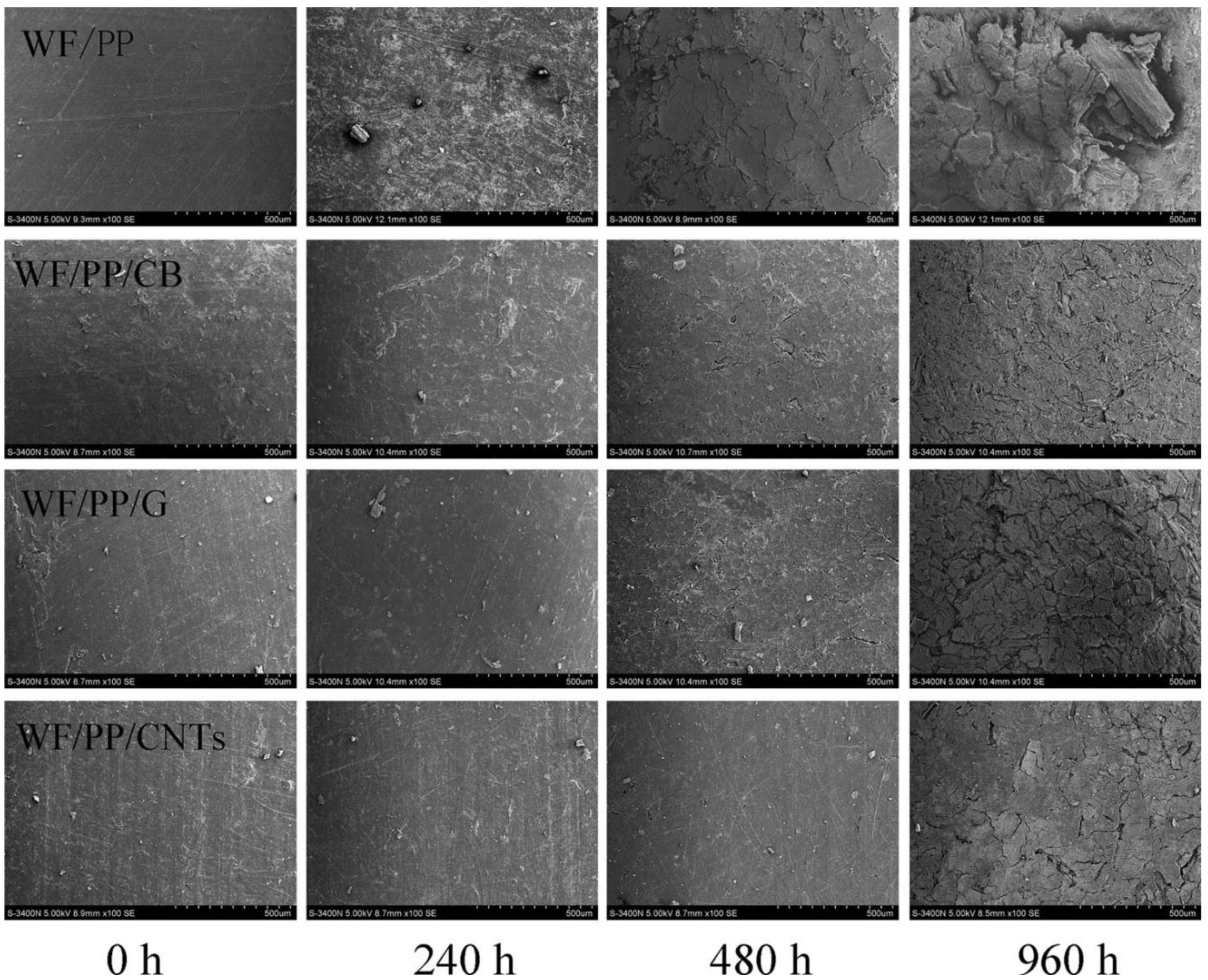
2.3. Photostability
2.4. Water Absorption and Swelling Thickness
2.5. Thermal Stability and Flammability
2.6. Foaming Efficiency
3. Applications
4. Practical Considerations, Key Challenges, and Future Work
5. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Conflicts of Interest
References
- Xu, K.; Du, G.; Wang, S. Wood Plastic Composites: Their Properties and Applications. In Engineered Wood Products for Construction; IntechOpen: London, UK, 2021. [Google Scholar]
- Keskisaari, A.; Kärki, T. The use of waste materials in wood-plastic composites and their impact on the profitability of the product. Resour. Conserv. Recycl. 2018, 134, 257–261. [Google Scholar] [CrossRef]
- Kazemi Najafi, S. Use of recycled plastics in wood plastic composites—A review. Waste Manag. 2013, 33, 1898–1905. [Google Scholar] [CrossRef] [PubMed]
- Hao, X.; Sun, J.; Chen, C.; Zhou, H.; Li, Y.; Li, W.; Wang, Q.; Ou, R. Dimensional stability improvements of waste wood flour/HDPE composites via carbon black network embedding. Constr. Build. Mater. 2021, 299, 123955. [Google Scholar] [CrossRef]
- Papadopoulos, A.N. Advances in Wood Composites. Polymers 2020, 12, 48. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Tokiwa, Y.; Calabia, B.P.; Ugwu, C.U.; Aiba, S. Biodegradability of Plastics. Int. J. Mol. Sci. 2009, 10, 3722–3742. [Google Scholar] [CrossRef]
- Brebu, M. Environmental degradation of plastic composites with natural fillers—A review. Polymers 2020, 12, 166. [Google Scholar] [CrossRef] [Green Version]
- Badji, C.; Soccalingame, L.; Garay, H.; Bergeret, A.; Bénézet, J.-C. Influence of weathering on visual and surface aspect of wood plastic composites: Correlation approach with mechanical properties and microstructure. Polym. Degrad. Stab. 2017, 137, 162–172. [Google Scholar] [CrossRef]
- Wang, H.; Zhang, X.; Guo, S.; Liu, T. A review of coextruded wood–plastic composites. Polym. Compos. 2021, 42, 4174–4186. [Google Scholar] [CrossRef]
- Fabiyi, J.S.; McDonald, A.G.; Wolcott, M.P.; Griffiths, P.R. Wood plastic composites weathering: Visual appearance and chemical changes. Polym. Degrad. Stab. 2008, 93, 1405–1414. [Google Scholar] [CrossRef]
- Homkhiew, C.; Ratanawilai, T.; Thongruang, W. Effects of natural weathering on the properties of recycled polypropylene composites reinforced with rubberwood flour. Ind. Crops Prod. 2014, 56, 52–59. [Google Scholar] [CrossRef]
- Mohammed, L.; Ansari, M.N.M.; Pua, G.; Jawaid, M.; Islam, M.S. A Review on Natural Fiber Reinforced Polymer Composite and Its Applications. Int. J. Polym. Sci. 2015, 2015, 243947. [Google Scholar] [CrossRef] [Green Version]
- Luhar, S.; Suntharalingam, T.; Navaratnam, S.; Luhar, I.; Thamboo, J.; Poologanathan, K.; Gatheeshgar, P. Sustainable and Renewable Bio-Based Natural Fibres and Its Application for 3D Printed Concrete: A Review. Sustainability 2020, 12, 10485. [Google Scholar] [CrossRef]
- Fogorasi, M.S.; Barbu, I. The potential of natural fibres for automotive sector—Review. IOP Conf. Ser. Mater. Sci. Eng. 2017, 252, 012044. [Google Scholar] [CrossRef] [Green Version]
- Avci, E.; Acar, M.; Gonultas, O.; Candan, Z. Manufacturing biocomposites using black pine bark and oak bark. BioResources 2018, 13, 15–26. [Google Scholar] [CrossRef]
- Russita, M. Bahruddin Production of palm frond based wood plastic composite by using twin screw extruder. IOP Conf. Ser. Mater. Sci. Eng. 2018, 345, 12039. [Google Scholar] [CrossRef]
- Burgada, F.; Fages, E.; Quiles-Carrillo, L.; Lascano, D.; Ivorra-Martinez, J.; Arrieta, M.P.; Fenollar, O. Upgrading Recycled Polypropylene from Textile Wastes in Wood Plastic Composites with Short Hemp Fiber. Polymers 2021, 13, 1248. [Google Scholar] [CrossRef]
- Carus, M.; Eder, A.; Dammer, L.; Korte, H.; Scholz, L.; Essel, R.; Breitmayer, E.; Barth, M. Wood-Plastic Composites (WPC) and Natural Fibre Composites (NFC): European and Global Markets 2012 and Future Trends in Automotive and Construction. Plast. Addit. Compd. 2015, 4, 18–21. [Google Scholar]
- Bengtsson, M.; Oksman, K.; Stark, N.M. Profile extrusion and mechanical properties of crosslinked wood–thermoplastic composites. Polym. Compos. 2006, 27, 184–194. [Google Scholar] [CrossRef]
- Mazela, B.; Hochmanska, P.; Letmann, M. Biological durability of wood plastic composites. Ann. Wars. Univ. Life Sci. SGGW Wood Technol. 2008, 64, 71–76. [Google Scholar]
- Michalska-Pożoga, I.; Czerwińska, E. Effect of screw-disc extrusion process on the level of microbiological contamination of wood-plastic composites (WPC). Drewno 2015, 58, 65–73. [Google Scholar] [CrossRef]
- Hosseinihashemi, S.K.; Badritala, A. The influence of a treatment process on the reaction to water of durable and water resistant wood/plastic composites. Drewno 2017, 60, 21–34. [Google Scholar] [CrossRef]
- Kajaks, J.; Kalnins, K.; Naburgs, R. Wood plastic composites (WPC) based on high-density polyethylene and birch wood plywood production residues. Int. Wood Prod. J. 2018, 9, 15–21. [Google Scholar] [CrossRef]
- Mathur, R.B.; Singh, B.P.; Pande, S. Carbon Nanomaterials: Synthesis, Structure, Properties and Applications, 1st ed.; Dresselhaus, M., Dresselhaus, G., Avouris, P., Eds.; Springer: Berlin/Heidelberg, Germany, 2001; ISBN 9781498702119. [Google Scholar]
- Mandal, M.; Maitra, A.; Das, T.; Das, C.K. Graphene and Related Two-Dimensional Materials; Ashutosh Tiwari, M.S., Ed.; Wiley Online Books: Hoboken, NJ, USA; Scrivener Publishing LLC: Beverly, MA, USA, 2015; ISBN 9781119131816. [Google Scholar]
- Allen, M.J.; Tung, V.C.; Kaner, R.B. Honeycomb Carbon: A Review of Graphene. Chem. Rev. 2010, 110, 132–145. [Google Scholar] [CrossRef] [PubMed]
- Gorgolis, G.; Galiotis, C. Graphene aerogels: A review. 2D Mater. 2017, 4, 32001. [Google Scholar] [CrossRef]
- Łukawski, D.; Lisiecki, F.; Dudkowiak, A. Coating Cellulosic Materials with Graphene for Selective Absorption of Oils and Organic Solvents from Water. Fibers Polym. 2018, 19, 524–530. [Google Scholar] [CrossRef]
- Łukawski, D.; Lekawa-Raus, A.; Lisiecki, F.; Koziol, K.; Dudkowiak, A. Towards the development of superhydrophobic carbon nanomaterial coatings on wood. Prog. Org. Coat. 2018, 125, 23–31. [Google Scholar] [CrossRef]
- Nine, M.J.; Cole, M.A.; Tran, D.N.H.; Losic, D. Graphene: A multipurpose material for protective coatings. J. Mater. Chem. A 2015, 3, 12580–12602. [Google Scholar] [CrossRef]
- Xiong, G.Y.; Suda, Y.; Wang, D.Z.; Huang, J.Y.; Ren, Z.F. Effect of temperature, pressure, and gas ratio of methane to hydrogen on the synthesis of double-walled carbon nanotubes by chemical vapour deposition. Nanotechnology 2005, 16, 532–535. [Google Scholar] [CrossRef]
- Bo, Z.; Yang, Y.; Chen, J.; Yu, K.; Cen, K. Nanoscale Plasma-enhanced chemical vapor deposition synthesis of vertically oriented graphene nanosheets. Nanoscale 2013, 5, 5180–5204. [Google Scholar] [CrossRef] [Green Version]
- Mohan, V.B.; Lau, K.; Hui, D.; Bhattacharyya, D. Graphene-based materials and their composites: A review on production, applications and product limitations. Compos. Part B Eng. 2018, 142, 200–220. [Google Scholar] [CrossRef]
- Dreyer, D.R.; Park, S.; Bielawski, C.W.; Ruoff, R.S. The chemistry of graphene oxide. Chem. Soc. Rev. 2010, 39, 228. [Google Scholar] [CrossRef] [PubMed]
- Huang, X.; Qi, X.; Boeya, F.; Zhang, H. Graphene-based composites. Chem. Soc. Rev. 2012, 41, 666. [Google Scholar] [CrossRef] [PubMed]
- Pei, S.; Cheng, H.-M. The reduction of graphene. Carbon 2012, 50, 3210. [Google Scholar] [CrossRef]
- Tasis, D.; Tagmatarchis, N.; Bianco, A.; Prato, M. Chemistry of carbon nanotubes. Chem. Rev. 2006, 106, 1105–1136. [Google Scholar] [CrossRef] [PubMed]
- Bauhofer, W.; Kovacs, J.Z. A review and analysis of electrical percolation in carbon nanotube polymer composites. Compos. Sci. Technol. 2009, 69, 1486–1498. [Google Scholar] [CrossRef]
- Chen, J.; Lekawa-Raus, A.; Trevarthen, J.; Gizewski, T.; Lukawski, D.; Hazra, K.; Rahatekar, S.S.; Koziol, K.K.K. Carbon nanotube films spun from a gas phase reactor for manufacturing carbon nanotube film/carbon fibre epoxy hybrid composites for electrical applications. Carbon 2019, 158, 282–290. [Google Scholar] [CrossRef]
- Kinloch, I.; Suhr, J.; Lou, J.; Young, R.J.; Ayajan, P.M. Composites with carbon nanotubes and graphene: An outlook. Science 2018, 362, 6414. [Google Scholar] [CrossRef] [Green Version]
- Lepak-Kuc, S.; Podsiadły, B.; Skalski, A.; Janczak, D.; Jakubowska, M.; Lekawa-Raus, A. Highly Conductive Carbon Nanotube-Thermoplastic Polyurethane Nanocomposite for Smart Clothing Applications and Beyond. Nanomaterials 2019, 9, 1287. [Google Scholar] [CrossRef] [Green Version]
- Milowska, K.; Ghorbani-Asl, M.; Burda, M.; Wolanicka, L.; Catic, N.; Bristowe, P.; Koziol, K. Breaking the electrical barrier between copper and carbon nanotubes. Nanoscale 2017, 9, 8458. [Google Scholar] [CrossRef]
- Ramírez, C.; Belmonte, M.; Miranzo, P.; Osendi, M.I. Applications of Ceramic/Graphene Composites and Hybrids. Materials 2021, 14, 2071. [Google Scholar] [CrossRef]
- Wang, J.; Song, F.; Ding, Y.; Shao, M. The incorporation of graphene to enhance mechanical properties of polypropylene self-reinforced polymer composites. Mater. Des. 2020, 195, 109073. [Google Scholar] [CrossRef]
- Kashiwagi, T.; Du, F.; Winey, K.I.; Groth, K.M.; Shields, J.R.; Bellayer, S.P.; Kim, H.; Douglas, J.F. Flammability properties of polymer nanocomposites with single-walled carbon nanotubes: Effects of nanotube dispersion and concentration. Polymer 2005, 46, 471–481. [Google Scholar] [CrossRef]
- Łukawski, D.; Grześkowiak, W.; Mazela, B.; Lekawa, A.; Dudkowiak, A. The Influence of Surface Modification of Wood Particles with Carbon Nanotubes on Properties of Particleboard Glued with Phenyl-Formaldehyde Resin. Drewno 2019, 62, 93–105. [Google Scholar] [CrossRef]
- Łukawski, D.; Grześkowiak, W.; Lekawa-Raus, A.; Widelicka, M.; Lisiecki, F.; Dudkowiak, A. Flame retardant effect of lignin/carbon nanotubes/potassium carbonate composite coatings on cotton roving. Cellulose 2020, 27, 7271–7281. [Google Scholar] [CrossRef]
- Sreenivasulu, B.; Ramji, B.R.; Nagaral, M. A Review on Graphene Reinforced Polymer Matrix Composites. Mater. Today Proc. 2018, 5, 2419–2428. [Google Scholar] [CrossRef]
- Barathi Dassan, E.G.; Anjang Ab Rahman, A.; Abidin, M.S.Z.; Akil, H.M. Carbon nanotube–reinforced polymer composite for electromagnetic interference application: A review. Nanotechnol. Rev. 2020, 9, 768–788. [Google Scholar] [CrossRef]
- Wang, Q.; Wang, Y.; Meng, Q.; Wang, T.; Guo, W.; Wu, G.; You, L. Preparation of high antistatic HDPE/polyaniline encapsulated graphene nanoplatelet composites by solution blending. RSC Adv. 2017, 7, 2796–2803. [Google Scholar] [CrossRef] [Green Version]
- Choi, J.H.; Lee, J.; Byeon, M.; Hong, T.E.; Park, H.; Lee, C.Y. Graphene-Based Gas Sensors with High Sensitivity and Minimal Sensor-to-Sensor Variation. ACS Appl. Nano Mater. 2020, 3, 2257–2265. [Google Scholar] [CrossRef]
- Ke, Q.; Wang, J. Graphene-based materials for supercapacitor electrodes—A review. J. Mater. 2016, 2, 37–54. [Google Scholar] [CrossRef] [Green Version]
- Al-Maqdasi, Z.; Gong, G.; Nyström, B.; Emami, N.; Joffe, R. Characterization of wood and Graphene Nanoplatelets (GNPs) reinforced polymer composites. Materials 2020, 13, 2089. [Google Scholar] [CrossRef]
- Nourbakhsh, A.; Ashori, A.; Kargarfard, A. Evaluation of multiwalled carbon nanotubes as reinforcement for natural fiber-based composites. Polym. Compos. 2016, 37, 3269–3274. [Google Scholar] [CrossRef]
- Zhang, Y.; Cui, Y.; Wang, S.; Zhao, X.; Wang, F.; Wu, G. Effect of microwave treatment on bending properties of carbon nanotube/wood plastic composites by selective laser sintering. Mater. Lett. 2020, 267, 127547. [Google Scholar] [CrossRef]
- Zhang, X.; Hao, X.; Hao, J.; Wang, Q. Heat transfer and mechanical properties of wood-plastic composites filled with flake graphite. Thermochim. Acta 2018, 267, 127547. [Google Scholar] [CrossRef]
- Zhang, X.; Hao, X.; Hao, J.; Wang, Q. Effect of the addition of carbon nanomaterials on electrical and mechanical properties of wood plastic composites. Polymers 2017, 9, 620. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Chen, J.; Teng, Z.; Zhao, Y.; Liu, W. Electromagnetic interference shielding properties of wood–plastic composites filled with graphene decorated carbon fiber. Polym. Compos. 2018, 39, 2110–2116. [Google Scholar] [CrossRef]
- Rajan, R.; Näkki, J.; Layek, R.; Rainosalo, E. Wood plastic composites with improved electrical and thermal conductivity. Wood Sci. Technol. 2021, 55, 719–739. [Google Scholar] [CrossRef]
- Zhang, X.; Zhang, J.; Wang, R. Thermal and mechanical behavior ofwood plastic composites by addition of graphene nanoplatelets. Polymers 2019, 11, 1365. [Google Scholar] [CrossRef] [Green Version]
- Ye, X.; Wang, H.; Tian, X.; Zhang, Y. Potential features of a 3D compatible polyethyleneimine-graphene oxide interface in WPCs via nano-self-assembly-modification. Polym. Compos. 2019, 40, 3233–3241. [Google Scholar] [CrossRef]
- Fu, S.; Song, P.; Yang, H.; Jin, Y.; Lu, F.; Ye, J.; Wu, Q. Effects of carbon nanotubes and its functionalization on the thermal and flammability properties of polypropylene/wood flour composites. J. Mater. Sci. 2010, 45, 3520–3528. [Google Scholar] [CrossRef]
- Sheshmani, S.; Ashori, A.; Arab Fashapoyeh, M. Wood plastic composite using graphene nanoplatelets. Int. J. Biol. Macromol. 2013, 58, 1–6. [Google Scholar] [CrossRef]
- Ge, S.B.; Gu, H.P.; Ma, J.J.; Yang, H.Q.; Jiang, S.C.; Liu, Z.; Peng, W.X. Potential use of different kinds of carbon in production of decayed wood plastic composite. Arab. J. Chem. 2018, 11, 838–884. [Google Scholar] [CrossRef]
- Peng, Y.; Li, X.; Wang, W.; Cao, J. Photodegradation of wood flour/polypropylene composites incorporated with carbon materials with different morphologies. Wood Mater. Sci. Eng. 2020, 15, 104–113. [Google Scholar] [CrossRef]
- Lepak-Kuc, S.; Milowska, K.Z.; Boncel, S.; Szybowicz, M.; Dychalska, A.; Jozwik, I.; Koziol, K.K.; Jakubowska, M.; Lekawa-Raus, A. Highly Conductive Doped Hybrid Carbon Nanotube-Graphene Wires. ACS Appl. Mater. Interfaces 2019, 11, 33207–33220. [Google Scholar] [CrossRef] [PubMed]
- Kaymakci, A.; Birinci, E.; Ayrilmis, N. Surface characteristics of wood polypropylene nanocomposites reinforced with multi-walled carbon nanotubes. Compos. Part B Eng. 2019, 157, 43–46. [Google Scholar] [CrossRef]
- Zhang, X.; Hao, X.; Hao, J.; Wang, Q. Thermal and mechanical properties of wood-plastic composites filled with multiwalled carbon nanotubes. J. Appl. Polym. Sci. 2018, 135, 46308. [Google Scholar] [CrossRef]
- Ghalehno, M.D.; Kord, B. Preparation, characterization and performance evaluation of wood flour/ HDPE foamed composites reinforced with graphene nanoplatelets. J. Compos. Mater. 2020, 55, 531–540. [Google Scholar] [CrossRef]
- Kumar, S.; Saha, A. Graphene nanoplatelets/organic wood dust hybrid composites: Physical, mechanical and thermal characterization. Iran. Polym. J. Engl. Ed. 2021, 30, 935–951. [Google Scholar] [CrossRef]
- Lu, X.; Liang, B.; Sheng, X.; Yuan, T.; Qu, J. Enhanced thermal conductivity of polyurethane/wood powder composite phase change materials via incorporating low loading of graphene oxide nanosheets for solar thermal energy storage. Sol. Energy Mater. Sol. Cells 2020, 208, 110391. [Google Scholar] [CrossRef]
- Yaghoobi, H.; Fereidoon, A. Evaluation of Viscoelastic, Thermal, Morphological, and Biodegradation Properties of Polypropylene Nano-Biocomposites Using Natural Fiber and Multi-Walled Carbon Nanotubes. Polym. Compos. 2018, 39, E592. [Google Scholar] [CrossRef]
- Nabinejad, O.; Sujan, D.; Rahman, M.E.; Liew, W.Y.H.; Davies, I.J. Hybrid Composite Using Natural Filler and Multi-Walled Carbon Nanotubes (MWCNTs). Appl. Compos. Mater. 2018, 25, 1323. [Google Scholar] [CrossRef]
- Yaghoobi, H.; Fereidoon, A. Preparation and characterization of short kenaf fiber-based biocomposites reinforced with multi-walled carbon nanotubes. Compos. Part B 2019, 162, 314. [Google Scholar] [CrossRef]
- Wang, Q.; Zhang, Y.; Liang, W.; Wang, J.; Chen, Y. Improved mechanical properties of the graphene oxide modified bamboo-fiber-reinforced polypropylene composites. Polym. Compos. 2020, 41, 3615. [Google Scholar] [CrossRef]
- Song, P.A.; Yang, H.T.; Fu, S.Y.; Wu, Q.; Ye, J.W.; Lu, F.Z.; Jin, Y.M. Effect of carbon nanotubes on the mechanical properties of polypropylene/wood flour composites: Reinforcement mechanism. J. Macromol. Sci. Part B Phys. 2011, 50, 907–921. [Google Scholar] [CrossRef]
- Kushwaha, P.K.; Pandey, C.N.; Kumar, R. Study on the effect of carbon nanotubes on plastic composite reinforced with natural fiber. J. Indian Acad. Wood Sci. 2014, 11, 82–86. [Google Scholar] [CrossRef]
- Murayama, K.; Ueno, T.; Kobori, H.; Kojima, Y.; Suzuki, S.; Aoki, K.; Ito, H.; Ogoe, S.; Okamoto, M. Mechanical properties of wood/plastic composites formed using wood flour produced by wet ball-milling under various milling times and drying methods. J. Wood Sci. 2019, 65, 5. [Google Scholar] [CrossRef]
- Cavus, V.; Mengeloğlu, F. Effect of wood particle size on selected properties of neat and recycled wood polypropylene composites. BioResources 2020, 15, 3427. [Google Scholar] [CrossRef]
- Pokhrel, G.; Gardner, D.J.; Han, Y. Properties of Wood–Plastic Composites Manufactured from Two Different Wood Feedstocks: Wood Flour and Wood Pellets. Polymers 2021, 13, 2769. [Google Scholar] [CrossRef]
- Guo, Y.; Zhu, S.; Chen, Y.; Li, D. Thermal Properties of Wood-Plastic Composites with Different Compositions. Materials 2019, 12, 881. [Google Scholar] [CrossRef] [Green Version]
- Effah, B.; Van Reenen, A.; Meincken, M. Mechanical properties of wood-plastic composites made from various wood species with different compatibilisers. Eur. J. Wood Wood Prod. 2018, 76, 57–68. [Google Scholar] [CrossRef]
- Mosavi-Mirkolaei, S.T.; Najafi, S.K.; Tajvidi, M. Physical and Mechanical Properties of Wood-Plastic Composites Made with Microfibrillar Blends of LDPE, HDPE and PET. Fibers Polym. 2019, 20, 2156–2165. [Google Scholar] [CrossRef]
- Kumar, S.; Vedrtnam, A.; Pawar, S.J. Effect of wood dust type on mechanical properties, wear behavior, biodegradability, and resistance to natural weathering of wood-plastic composites. Front. Struct. Civ. Eng. 2019, 13, 1446–1462. [Google Scholar] [CrossRef]
- Khan, Z.U.; Kausar, A.; Ullah, H.; Badshah, A.; Khan, W.U. A review of graphene oxide, graphene buckypaper, and polymer/graphene composites: Properties and fabrication techniques. J. Plast. Film Sheeting 2016, 32, 336–379. [Google Scholar] [CrossRef]
- Li, Y.; Wang, Q.; Wang, S. A review on enhancement of mechanical and tribological properties of polymer composites reinforced by carbon nanotubes and graphene sheet: Molecular dynamics simulations. Compos. Part B Eng. 2019, 160, 348–361. [Google Scholar] [CrossRef]
- Saravanan, N.; Rajasekar, R.; Mahalakshmi, S.; Sathishkumar, T.P.; Sasikumar, K.; Sahoo, S. Graphene and modified graphene-based polymer nanocomposites—A review. J. Reinf. Plast. Compos. 2014, 33, 1158–1170. [Google Scholar] [CrossRef]
- Gouda, K.; Bhowmik, S.; Das, B. Thermomechanical behavior of graphene nanoplatelets and bamboo micro filler incorporated epoxy hybrid composites. Mater. Res. Express 2020, 7, 015328. [Google Scholar] [CrossRef]
- Al-Maqdasi, Z.; Gong, G.; Nyström, B.; Joffe, R. Wood fiber composites with added multifunctionality. In Proceedings of the ECCM18—18th European Conference on Composite Materials, Athens, Greece, 24–28 June 2018; pp. 1–8. [Google Scholar]
- Lau, K.K.S.; Bico, J.; Teo, K.B.K.; Chhowalla, M.; Amaratunga, G.A.J.; Milne, W.I.; McKinley, G.H.; Gleason, K.K. Superhydrophobic Carbon Nanotube Forests. Nano Lett. 2003, 3, 1701–1705. [Google Scholar] [CrossRef] [Green Version]
- Łukawski, D.; Dudkowiak, A.; Janczak, D.; Lekawa-Raus, A. Preparation and applications of electrically conductive wood layered composites. Compos. Part A Appl. Sci. Manuf. 2019, 127, 105656. [Google Scholar] [CrossRef]
- Market Analysis. Available online: https://www.gminsights.com/industry-analysis/carbon-nanotubes-market (accessed on 11 February 2022).
- Liu, F.; Hu, N.; Zhang, J.; Atobe, S.; Weng, S.; Ning, H.; Liu, Y.; Wu, L.; Zhao, Y.; Mo, F.; et al. The interfacial mechanical properties of functionalized graphene–polymer nanocomposites. RSC Adv. 2016, 6, 66658–66664. [Google Scholar] [CrossRef]
- Niyobuhungiro, D.; Hong, L. Graphene Polymer Composites: Review on Fabrication Method, Properties and Future Perspectives. Adv. Sci. Technol. Res. J. 2021, 15, 37–49. [Google Scholar] [CrossRef]
- Ma, P.-C.; Siddiqui, N.A.; Marom, G.; Kim, J.-K. Dispersion and functionalization of carbon nanotubes for polymer-based nanocomposites: A review. Compos. Part A Appl. Sci. Manuf. 2010, 41, 1345–1367. [Google Scholar] [CrossRef]
- Chen, J.; Yan, L.; Song, W.; Xu, D. Interfacial characteristics of carbon nanotube-polymer composites: A review. Compos. Part A Appl. Sci. Manuf. 2018, 114, 149–169. [Google Scholar] [CrossRef]
- Yáñez-Pacios, A.J.; Martín-Martínez, J.M. Surface modification and adhesion of wood-plastic composite (WPC) treated with UV/ozone. Compos. Interfaces 2018, 25, 127–149. [Google Scholar] [CrossRef]
- Rao, J.; Zhou, Y.; Fan, M. Revealing the Interface Structure and Bonding Mechanism of Coupling Agent Treated WPC. Polymers 2018, 10, 266. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Hejna, A.; Przybysz-Romatowska, M.; Kosmela, P.; Zedler, Ł.; Korol, J.; Formela, K. Recent advances in compatibilization strategies of wood-polymer composites by isocyanates. Wood Sci. Technol. 2020, 54, 1091–1119. [Google Scholar] [CrossRef]
- Sommerhubera, P.F.; Wenkera, J.L.; Rütera, S.; Krause, A. Life cycle assessment of wood-plastic composites: Analysing alternative materials and identifying an environmental sound end-of-life option. Resour. Conserv. Recycl. 2017, 117, 235. [Google Scholar] [CrossRef]
- Winandy, J.E.; Stark, N.M.; Clemons, C.M. Considerations in recycling of wood-plastic composites. In Proceedings of the 5th Global Wood and Natural Fibre Composites Symposium, Kassel, Germany, 27–28 April 2004; p. 9. [Google Scholar]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Publication | CNM | Filler | Polymer | Other Additives | Method of Production * | Properties Investigated |
|---|---|---|---|---|---|---|
| Sheshmani et al. [63] | Graphene (0.2, 0.4, 0.6, 0.8, 1, 2, 4 or 5 wt.%) | Poplar flour (20 wt.%) | PP (72–77 wt.%) | MAPP (3 wt.%) | A | Mechanical properties; thermal stability |
| Ye et al. [61] | GO(0.1, 0.2, 0.3, and 0.4%). | Poplar powder | PP (60 wt.%) | PEI | D | Mechanical testing; electrical conductivity; water absorption |
| Nourbakhsh et al. [54] | MWCNT (1.5, 2.5 or 3.5 wt.%) | Poplar fibres (40 wt.%) or bagasse stalk (40 wt.%) | PP (53.5–60 wt.%) | MAPP (3 wt.%) | A | Mechanical properties |
| Ge et al. [64] | CNTs, graphene, activated carbon, or bamboo charcoal (2 wt.%) | Decayed particles (30, 40, or 50 wt.%) | PVC (50, 60, 70 wt.%) | Chitosan (3 wt.%) | A | Mechanical properties; thermal stability |
| Peng et al. [65] | MWCNTs, graphite or carbon black (2 wt.%) | Wood flour (40 wt.%) | PP (60 wt.%) | none | A | Weathering durability; mechanical properties; washing resistance |
| Al-Maqdasi et al. [66] | Masterbatches of GNP oxidised at the edges (7.6, 9.6 and 15 wt.%) | Sawdust of spruce and pine (25 and 40 wt.%) | HDPE (43.5–58.5 wt.%) | MAPE (1, 1.5 wt.%) | B | Mechanical properties; thermal properties |
| Al-Maqdasi et al. [53] | GNP Masterbatches (0,7.6,15 wt.%) | Sawdust of spruce (40 wt.%) | HDPE (43.5–58.5 wt.%) | MAPE (1.5 wt.%) | B | Mechanical properties; thermal properties |
| Zhang et al. [55] | MWCNT (0.1wt.%) | Pine wood powder (~15 wt.%) | (PES) (approx. 85 wt.%) | none | C | Mechanical properties |
| Kaymakci et al. [67] | MWCNT (0 or 1, 3, 5 wt.%) | Pine flour (50 wt.%) | PP (50 wt.%) | MAPP (3 wt.%) | A | Surface roughness; wettability; scratch resistance |
| Zhang et al. [57] | MWCNTs, flake graphite, or carbon black (3,6,9,12 wt.%) | Poplar fibres (52–60 wt.%) | PE (36–40 wt.%) | MAPE (3 wt.%) | A | Mechanical properties; electrical conductivity |
| Rajan et al. [59] | GNP (0,5,10,15 wt.%) | Spruce and fir wood flour (20 wt.%) | PP (65–80 wt.%) | MAPP (3 wt.%) | A | Electrical conductivity; mechanical properties; thermal properties |
| Zhang et al. [60] | GNP (0, 3, 6, 9, 12 wt.%) | Poplar wood fibres(40 wt.%) | PE (45–57 wt.%) | MAPE (3 wt.%) | B | Thermal properties |
| Zhang et al. [68] | MWCNTs (0, 3, 6, 9, 12 wt.%) | Poplar wood fibres (60wt.%) | PE (25–37 wt.%) | MAPE (3 wt.%) | A | Thermal properties; mechanical properties |
| Fu et al. [62] | Pure CNTs or CNTs-OH(0.5, 1 or 2 wt.%) | Sawdust of poplar (40 wt.%), | PP (48–50 wt.%) | MAPP (10 wt.%) | A | Flammability; thermal stability |
| Ghalehno et al. [69] | GNP(0, 1, 2, 4 phr) | Wood flou61r (50 wt.%) | HDPE (50 wt.%) | MAPE, ZnO (0–3 wt.%) | B | Mechanical properties |
| Kumar et al. [70] | GNP (0.5wt.%) | Alkalised wood powder (0, 2.5, 5, 7.5, 10 wt.%) | Epoxy resin (89.5–99.5 wt.%) | Hardener HY-951 | D | Thermal, mechanical, and electrochemical properties |
| Zhang et al. [56] | Flake graphite (0,5,10,15,20 wt.%) | Poplar fibres (50 wt.%) | PE (27–47 wt.%) | MAPE (3 wt.%) | A | Thermal properties; mechanical properties |
| Lu et al. [71] | GO (0.2, 0.4, 0.8, 1.2 wt.%) | pine powder (4.8–28.8 wt.%) | PU (70–95 wt.%) | None | D | Thermal properties |
| Yaghoobi et al. [72] | MWCNT (0.5, 1.0, 1.5, 2.0 wt.%) | Kenaf fibre78 (30 wt.%) | PP (63–70 wt.%) | MAPP (5 wt.%) | A | Mechanical properties; thermal storage; biodegradability |
| Nabinejad et al. [73] | MWCNT (0.2, 0.4, 0.6, 0.8 wt.%) | Oil palm shell powder (0–15 wt.%) | Polyester resin | (MEKP) 1 wt.% | D | Mechanical properties; thermal properties |
| Yaghoobi et al. [74] | MWCNT (0.5, 1.0, 1.5, 2.0 wt.%) | Kenaf fibre (30 wt.%) | PP(63–65 wt.%) | MAPP (5 wt.%) | A | Mechanical properties; thermal properties |
| Wang et al. [75] | GO (0.05, 0.1, 0.3, 0.5, 0.7 wt.%) | Alkali-treated bamboo fibre (30 wt.%) | PP (70 wt.%) | None | D | Mechanical properties; thermal properties |
| Song et al. [76] | Pure CNTs or CNTs-OH(0.5, 1 or 2 wt.%) | Wood flour (40 wt.%) | PP (48–60 wt.%) | MAPP (10 wt.%) | A | Mechanical properties; wettability |
| CNM | Manufacturer | Price per 1 kg (USD) | Estimated Price of CNM per 1 m2 of 2 cm Thick WPC (USD) | |
|---|---|---|---|---|
| with 0.1 wt.% CNM | with 10 wt.% CNM | |||
| CNTs | Nanocyl SA | 120 | 1.44 | 144 |
| GNP | Cheap Tubes Inc. | 500 | 6.00 | 600 |
| GO | Graphenea | 3300 | 39.60 | 3960 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Łukawski, D.; Hochmańska-Kaniewska, P.; Janiszewska, D.; Wróblewski, G.; Patmore, J.; Lekawa-Raus, A. Enriching WPCs and NFPCs with Carbon Nanotubes and Graphene. Polymers 2022, 14, 745. https://doi.org/10.3390/polym14040745
Łukawski D, Hochmańska-Kaniewska P, Janiszewska D, Wróblewski G, Patmore J, Lekawa-Raus A. Enriching WPCs and NFPCs with Carbon Nanotubes and Graphene. Polymers. 2022; 14(4):745. https://doi.org/10.3390/polym14040745
Chicago/Turabian StyleŁukawski, Damian, Patrycja Hochmańska-Kaniewska, Dominika Janiszewska, Grzegorz Wróblewski, Jeff Patmore, and Agnieszka Lekawa-Raus. 2022. "Enriching WPCs and NFPCs with Carbon Nanotubes and Graphene" Polymers 14, no. 4: 745. https://doi.org/10.3390/polym14040745
APA StyleŁukawski, D., Hochmańska-Kaniewska, P., Janiszewska, D., Wróblewski, G., Patmore, J., & Lekawa-Raus, A. (2022). Enriching WPCs and NFPCs with Carbon Nanotubes and Graphene. Polymers, 14(4), 745. https://doi.org/10.3390/polym14040745