
Effects of Cavity Thickness on the Replication of Micro Injection Molded Parts with Microstructure Array



 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Experiment Material
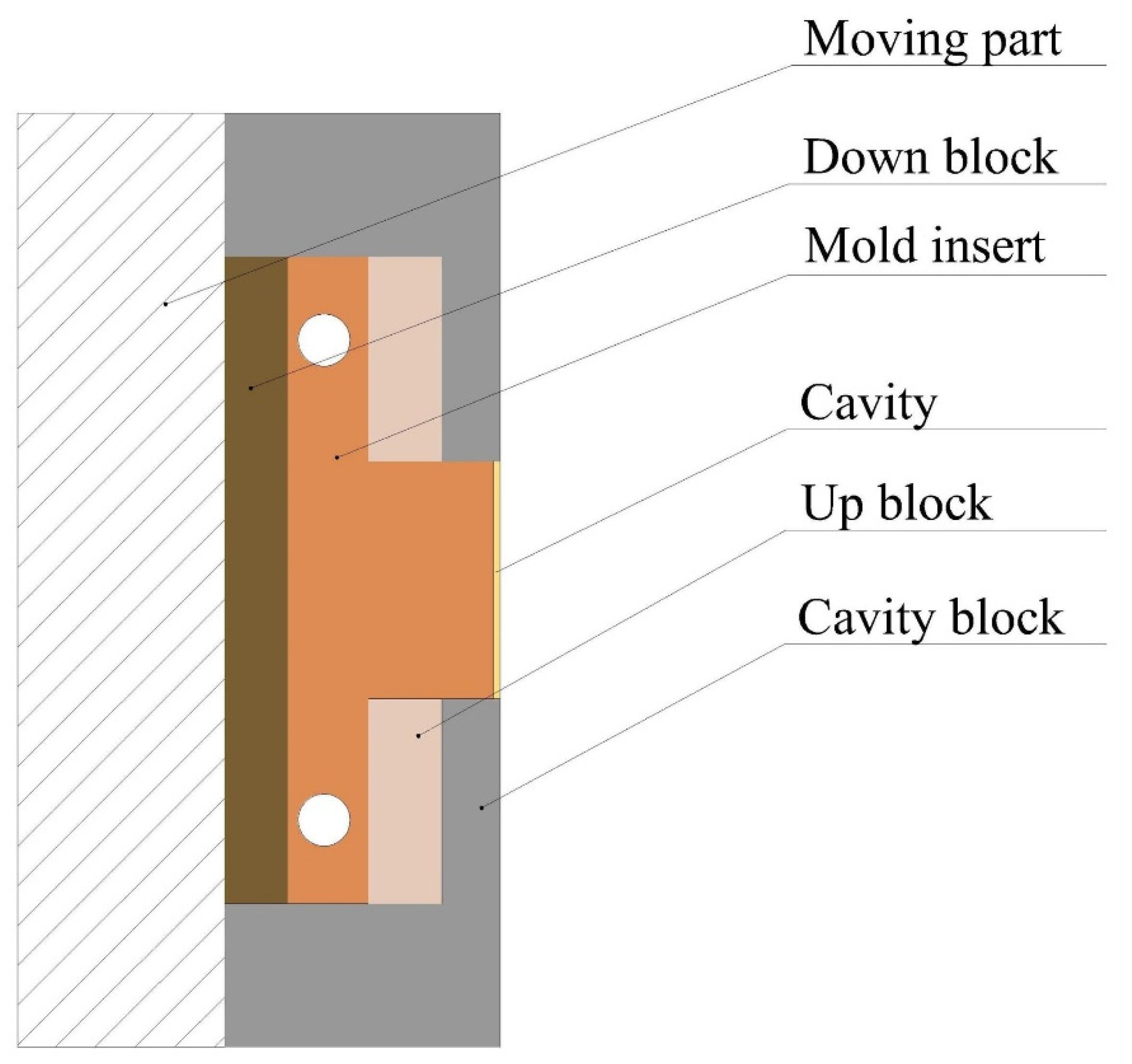
2.2. Experiment Design
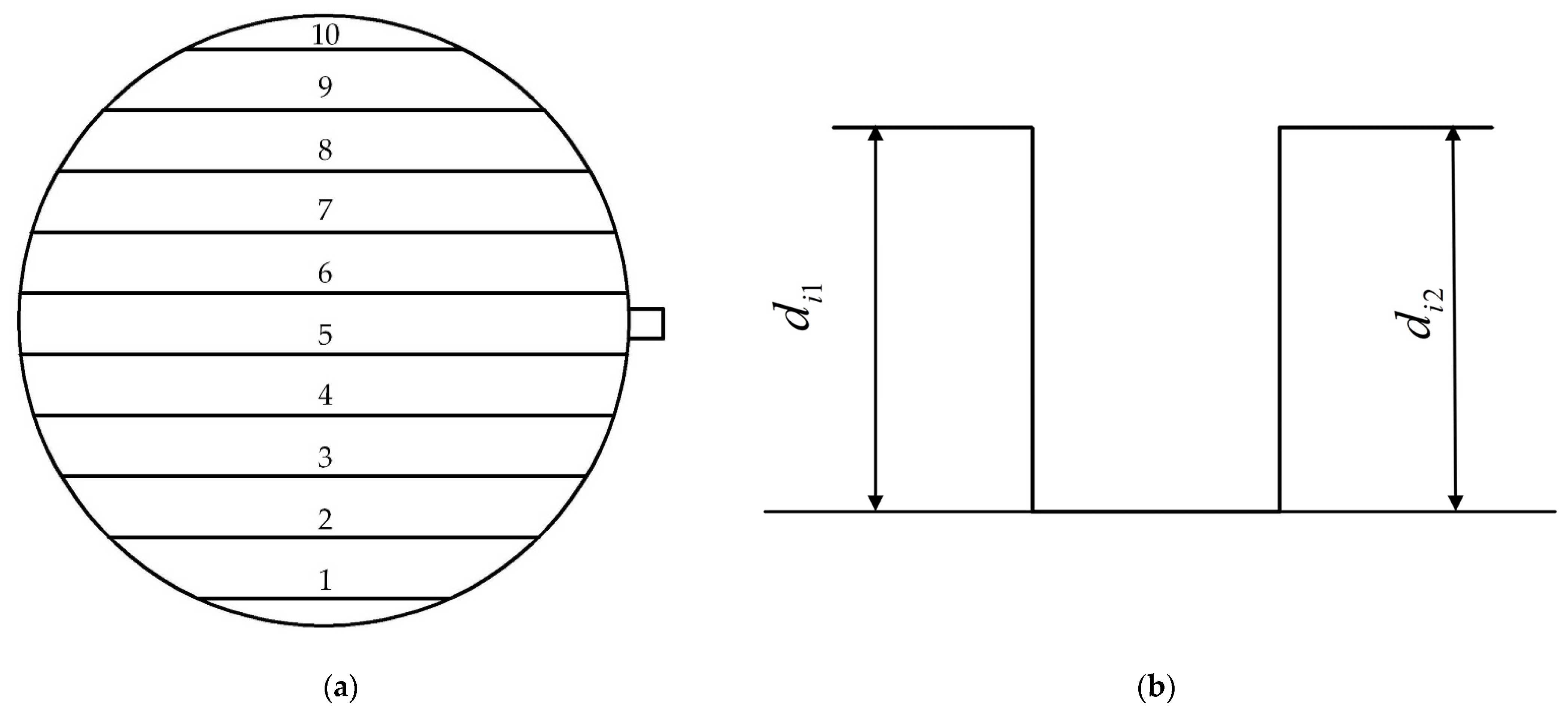
2.3. Evaluation of Replication Uniformity
3. Results and Discussion
3.1. Quantification of Replication Uniformity
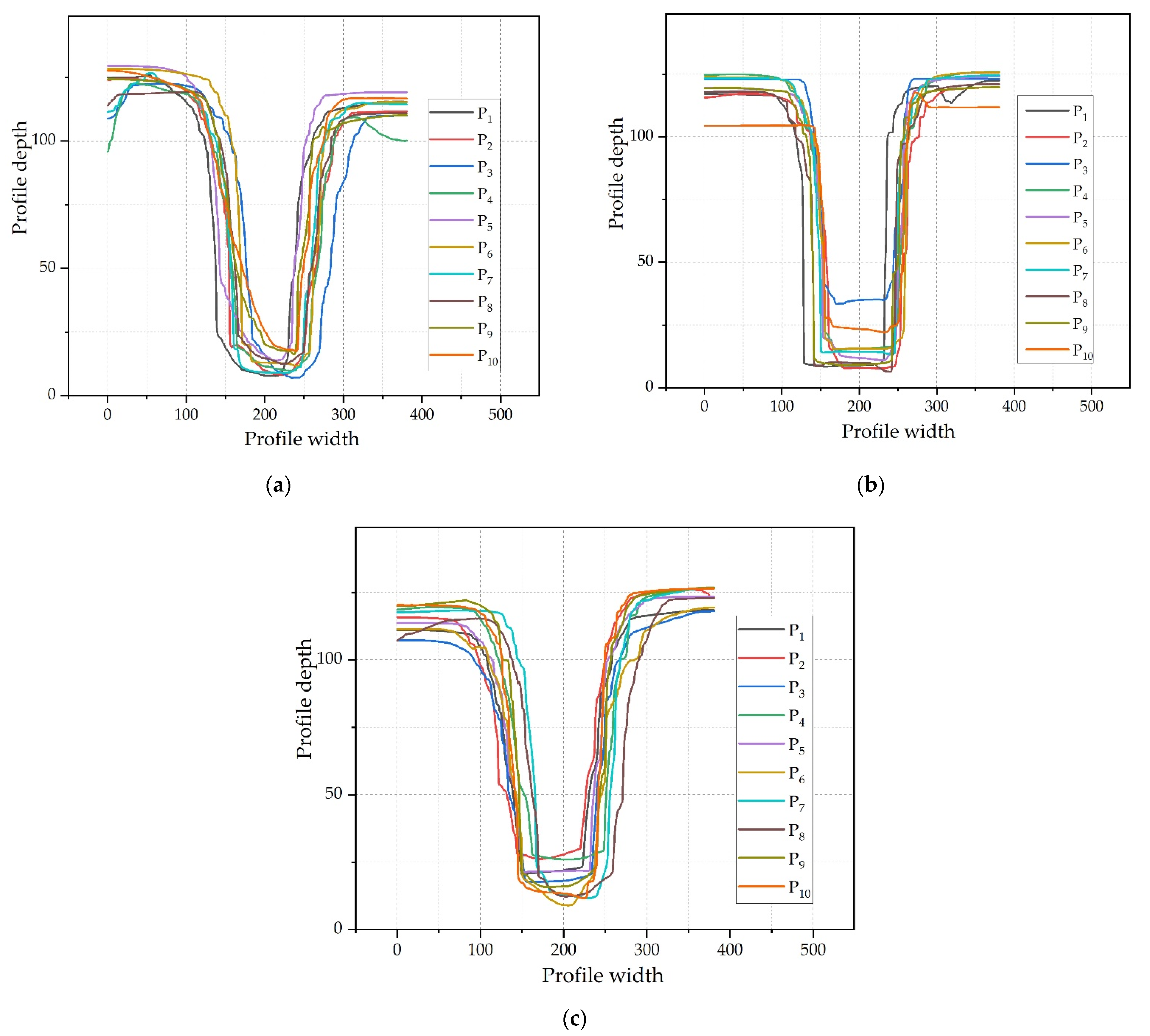
3.2. Effects of Cavity Thickness on the Replication Depth
3.3. Effects of Cavity Thickness on Replication Uniformity
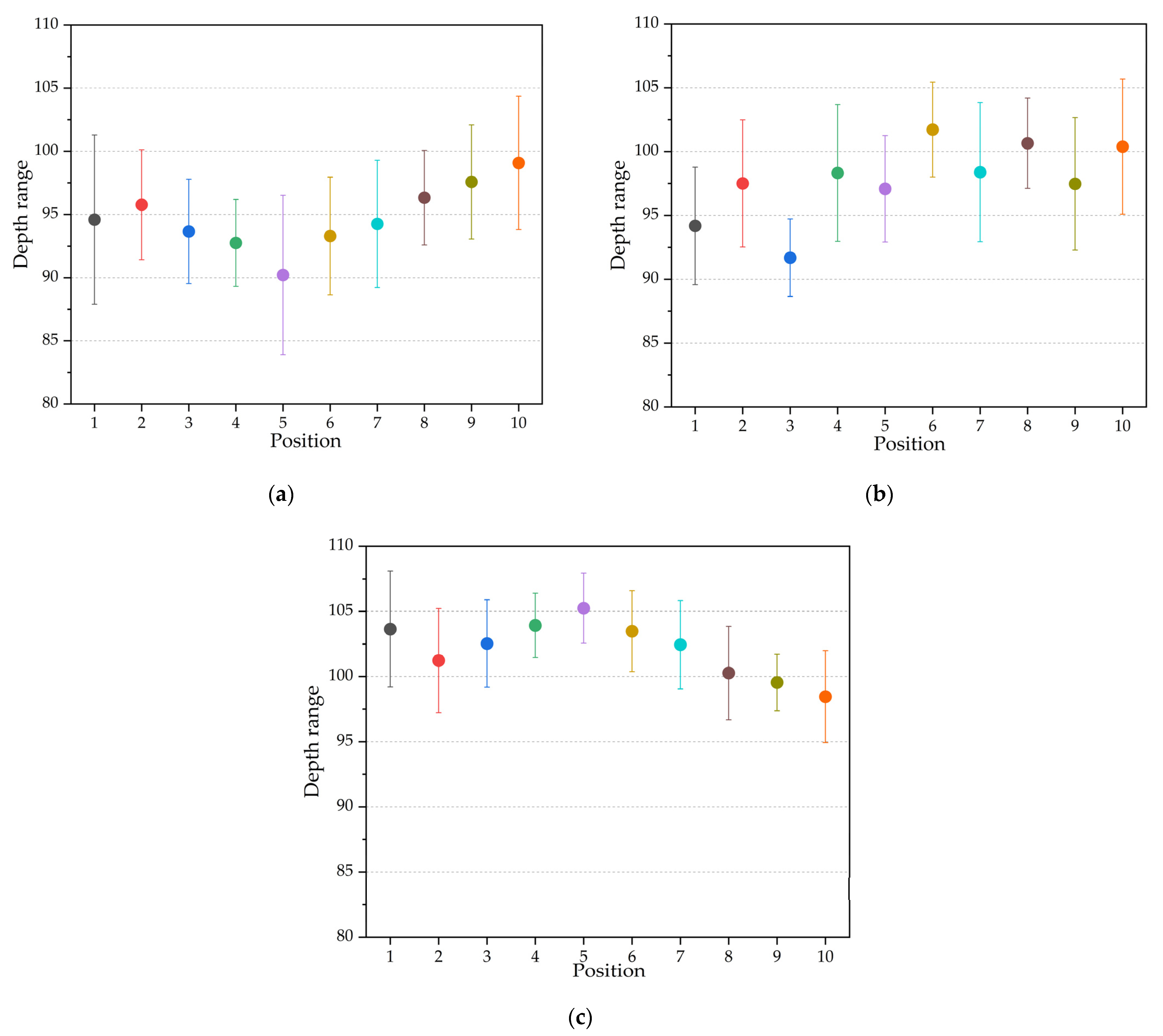
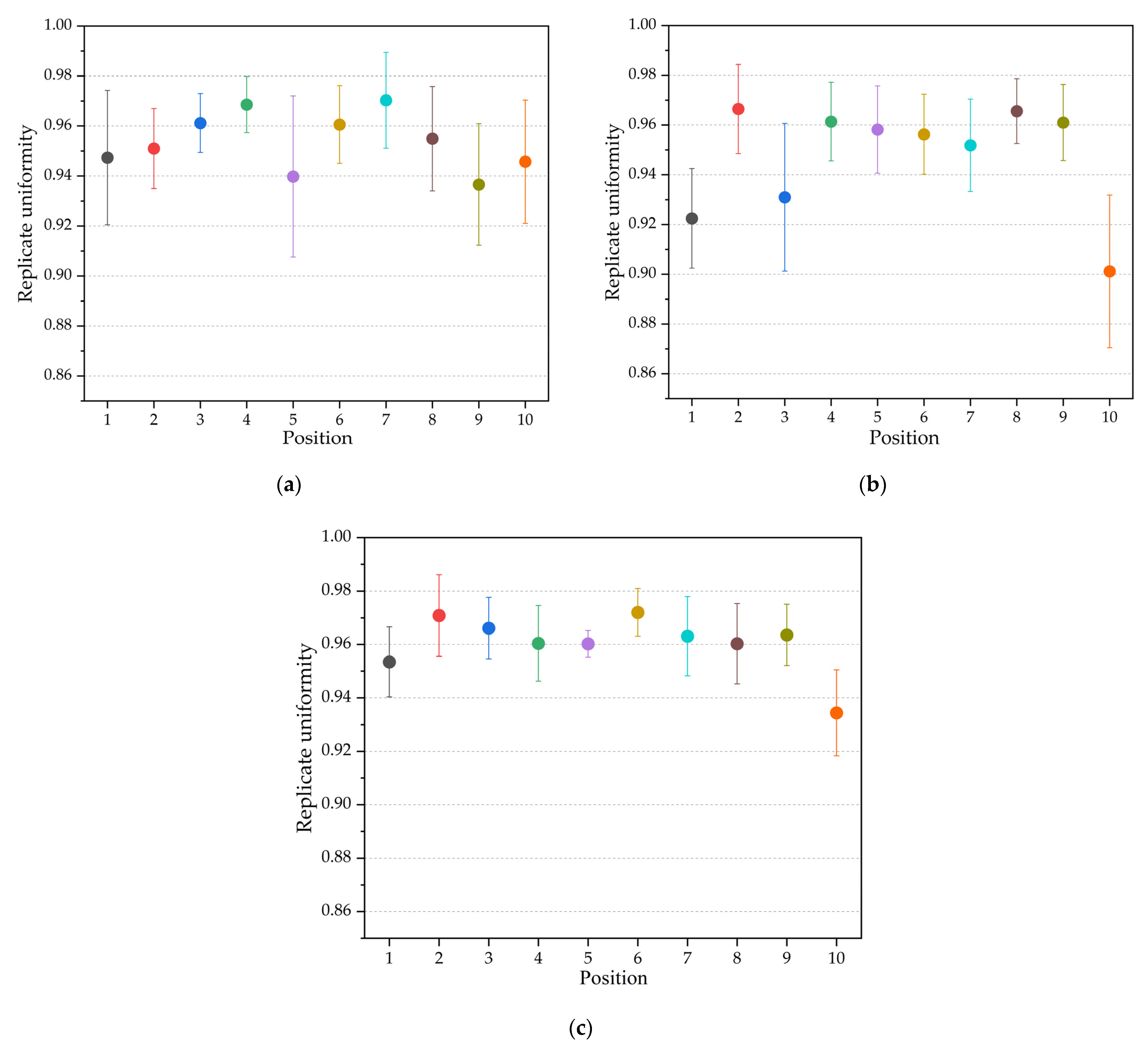
3.3.1. Effects of Cavity Thickness on Uniformity of Each Position
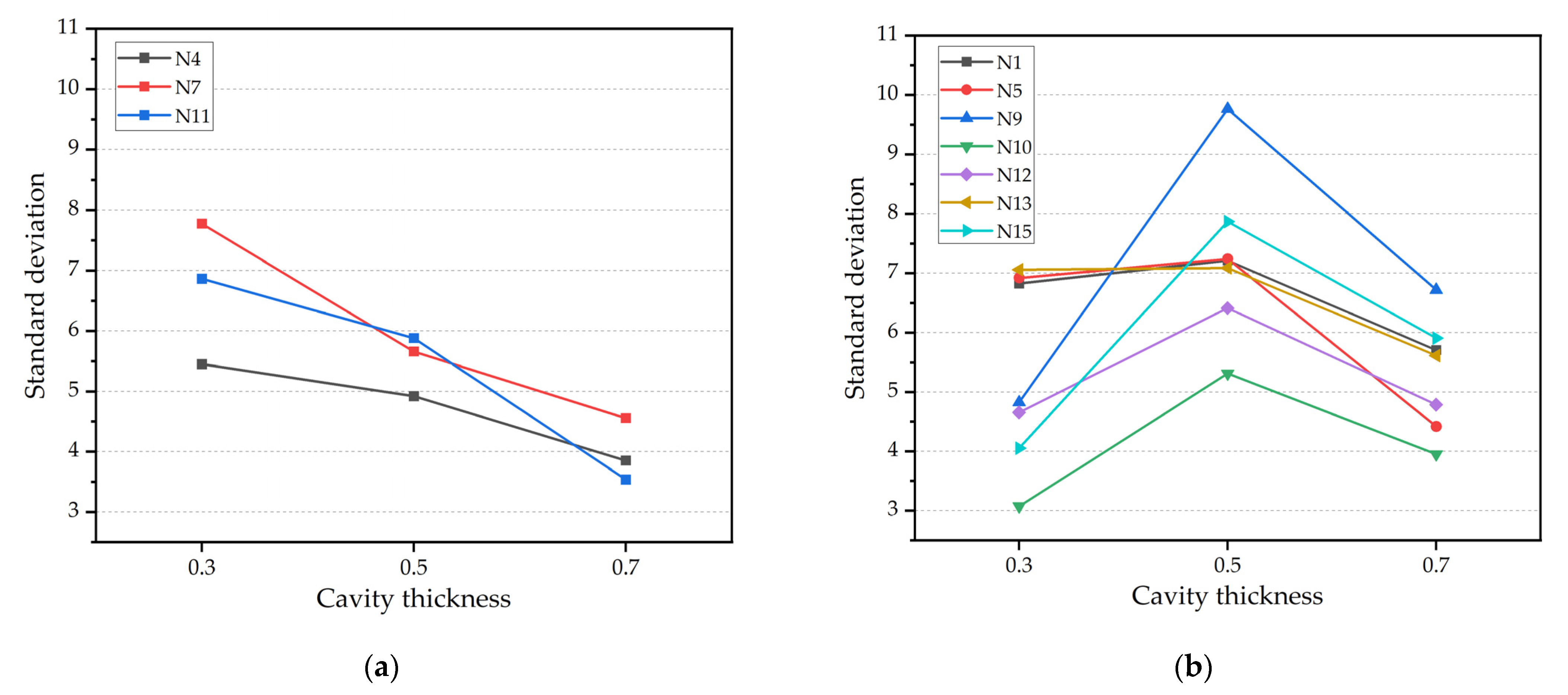
3.3.2. Effects of Cavity Thickness on Overall Uniformity
3.4. Effects of Process Parameters on Replication Uniformity
3.4.1. Establish Mapping Model
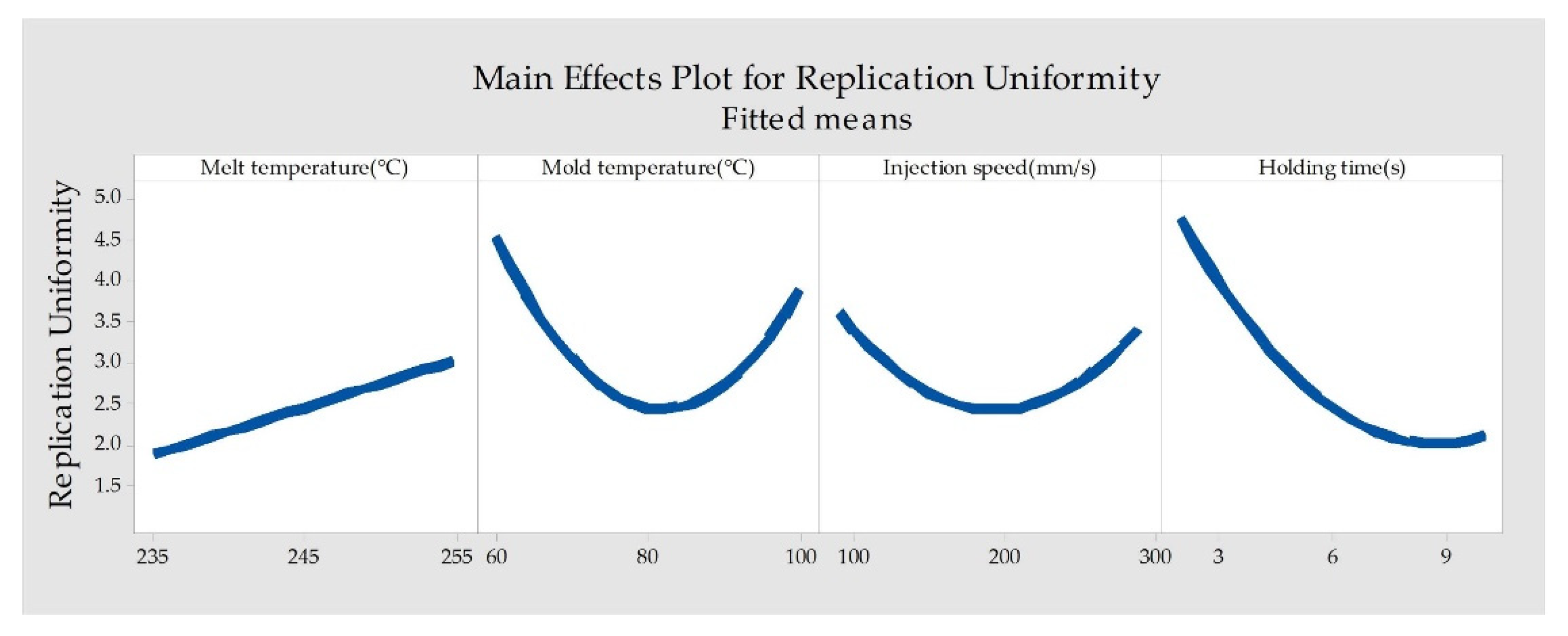
3.4.2. Influences of Process Parameters on Replication Uniformity
4. Conclusions
- Increasing the thickness of the cavity can promote replication depth. With the increase in cavity thickness, the variation range of the replication depth at the same position under the influences of process parameters becomes smaller. The profile is closest to the designed rectangle when the cavity thickness is 0.5 mm, but the mean of the replication depth at 0.7 mm thickness is the best.
- There is a great correlation between cavity thickness and replication uniformity. With the increase in cavity thickness, the fluctuation in uniformity of each position caused by process parameters decreases. As the thickness of the cavity increases, the change law of the overall uniformity of the copy is divided into two types: one is a linear increase, the other first deteriorates and then improves, depending on the molding process parameters. In general, the cavity thickness of 0.7 mm provides the best replication uniformity. The replication uniformity is significantly increased by 39.82% from a cavity thickness of 0.5 mm to a cavity thickness of 0.7 mm.
- The process parameters have effects on the uniformity of the plastic parts with the microstructure arrays. Holding time is the most significant factor affecting uniformity, followed by mold temperature, melt temperature, and injection speed.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Lu, Y.; Luo, W.; Wu, X.; Xu, B.; Wang, C.; Li, J.; Li, L. Fabrication of Micro-Structured LED Diffusion Plate Using Efficient Micro Injection Molding and Micro-Ground Mold Core. Polymers 2020, 12, 1307. [Google Scholar] [CrossRef] [PubMed]
- Zhang, H.; Zhang, N.; Han, W.; Gilchrist, M.D.; Fang, F. Precision replication of microlens array using variotherm-assisted microinjection moulding. Precis. Eng. 2021, 67, 248–261. [Google Scholar] [CrossRef]
- Lu, Y.; Chen, F.; Wu, X.; Zhou, C.; Zhao, H.; Li, L.; Tang, Y. Precise WEDM of micro-textured mould for micro-injection molding of hydrophobic polymer surface. Mater. Manuf. Process. 2019, 34, 1342–1351. [Google Scholar] [CrossRef]
- Rajab, F.H.; Liu, Z.; Wang, T.; Li, L. Controlling bacteria retention on polymer via replication of laser micro/nano textured metal mould. Opt. Laser Technol. 2019, 111, 530–536. [Google Scholar] [CrossRef]
- Nasrollahzadeh, K.; Afzali, S. Fuzzy logic model for pullout capacity of near-surface-mounted FRP reinforcement bonded to concrete. Neural Comput. Appl. 2019, 31, 7837–7865. [Google Scholar] [CrossRef]
- Lu, Y.; Chen, F.; Wu, X.; Zhou, C.; Lou, Y.; Li, L. Fabrication of Micro-Structured Polymer by Micro Injection Molding Based on Precise Micro-Ground Mold Core. Micromachines 2019, 10, 253. [Google Scholar] [CrossRef]
- Kuo, C.-C.; Hsu, H.-J. Development and Application of Hybrid Mold with Microfeatures in Micro-Hot Embossing. Mater. Manuf. Process. 2013, 28, 1203–1208. [Google Scholar] [CrossRef]
- Sumaru, K.; Takagi, T.; Morishita, K.; Satoh, T.; Kanamori, T. Fabrication of pocket-like hydrogel microstructures through photolithography. Soft Matter 2018, 14, 5710–5714. [Google Scholar] [CrossRef]
- Loaldi, D.; Quagliotti, D.; Calaon, M.; Parenti, P.; Annoni, M.; Tosello, G. Manufacturing Signatures of Injection Molding and Injection Compression Molding for Micro-Structured Polymer Fresnel Lens Production. Micromachines 2018, 9, 653. [Google Scholar] [CrossRef]
- Liu, J.; Chen, X.; Diao, S. Ultrasonic vibration technology for the polymer replication of high aspect ratio micro-structured surface. Microsyst. Technol. 2018, 24, 2253–2264. [Google Scholar] [CrossRef]
- Becker, H.; Gärtner, C. Polymer microfabrication technologies for microfluidic systems. Anal. Bioanal. Chem. 2008, 390, 89–111. [Google Scholar] [CrossRef] [PubMed]
- Zhuo, C.; Ji, K.; Xie, J.; Cheng, X.; Jiao, X.; Ye, S.; Fu, J.; Zhao, P. Non-intrusive ultrasonic measurement of tie-bar stress for molding equipment. Meas. Sci. Technol. 2022, 33, 115111. [Google Scholar] [CrossRef]
- Gao, R.; Chen, H.; Hu, Z.; Cheng, X.; Gao, S.; Zhou, S.; Zhao, P. An integrated simulation method for analyzing mechanical properties of injection molded fiber-reinforced polymers. Polym. Compos. 2022, 43, 4530–4543. [Google Scholar] [CrossRef]
- Yoo, Y.-E.; Kim, T.-H.; Je, T.-J.; Choi, D.-S.; Kim, C.-W.; Kim, S.-K. Injection molding of micro patterned PMMA plate. Trans. Nonferrous Met. Soc. China 2011, 21, s148–s152. [Google Scholar] [CrossRef]
- Giboz, J.; Dubelley, F.; Carrier, S.; Tenchine, L.; Molmeret, Y.; Mele, P. Real-time analysis of polymer flow under real processing conditions applied to microinjection molding. J. Manuf. Process. 2022, 75, 565–572. [Google Scholar] [CrossRef]
- La, M.; Lee, J.G.; Park, S.J. Numerical and experimental investigation of plastic injection molding of micro-engineered surfaces. Polym. Eng. Sci. 2018, 58, E73–E81. [Google Scholar] [CrossRef]
- Song, M.C.; Wang, X.L.; Hou, S.J.; Liu, Y.; Liu, J.S. Investigation of injection molding parameters on the uniformity of porous array of polymer microfluidic chip. J. Braz. Soc. Mech. Sci. Eng. 2018, 40, 6091. [Google Scholar] [CrossRef]
- Song, M.; Zhao, H.; Liu, J.; Liu, C.; Li, J. Replication of large scale micro pillar array with different diameters by micro injection molding. Microsyst. Technol. 2017, 23, 2087–2096. [Google Scholar] [CrossRef]
- Joo, B.-Y.; Ko, J.-H. Simulation Study of Injection-Molded Light Guide Plates for Improving Luminance Uniformity Based on the Measured Replication Quality of Micro-Patterns for LED TV Backlight. J. Opt. Soc. Korea 2015, 19, 159–164. [Google Scholar] [CrossRef]
- Yokoi, H.; Han, X.; Takahashi, T.; Kim, W.K. Effects of molding conditions on transcription molding of microscale prism patterns using ultra-high-speed injection molding. Polym. Eng. Sci. 2006, 46, 1140–1146. [Google Scholar] [CrossRef]
- Hobæk, T.C.; Matschuk, M.; Kafka, J.; Pranov, H.J.; Larsen, N.B. Hydrogen silsesquioxane mold coatings for improved replication of nanopatterns by injection molding. J. Micromech. Microeng. 2015, 25, 35018. [Google Scholar] [CrossRef][Green Version]
- Liparoti, S.; Speranza, V.; Pantani, R. Replication of Micro- and Nanofeatures in Injection Molding of Two PLA Grades with Rapid Surface-Temperature Modulation. Materials 2018, 11, 1442. [Google Scholar] [CrossRef] [PubMed]
- Speranza, V.; Liparoti, S.; Calaon, M.; Tosello, G.; Pantani, R.; Titomanlio, G. Replication of micro and nano-features on iPP by injection molding with fast cavity surface temperature evolution. Mater. Des. 2017, 133, 559–569. [Google Scholar] [CrossRef]
- Jalili, B.; Ghafoori, H.; Jalili, P. Investigation of carbon nano-tube (CNT) particles effect on the performance of a refrigeration cycle. Int. J. Mater. Sci. Innov. 2014, 2, 8–17. [Google Scholar]
- Young, W.-B. Analysis of filling distance in cylindrical microfeatures for microinjection molding. Appl. Math. Modell. 2007, 31, 1798–1806. [Google Scholar] [CrossRef]
- Han, X.; Yokoi, H. Visualization analysis of the filling behavior of melt into microscale V-grooves during the filling stage of injection molding. Polym. Eng. Sci. 2006, 46, 1590–1597. [Google Scholar] [CrossRef]
- Surace, R.; Trotta, G.; Bellantone, V.; Fassi, I. New Technologies Trends, Innovations and Research; InTech: Rijeka, Croatia, 2012; pp. 65–90. [Google Scholar]
- Zhang, N.; Browne, D.J.; Gilchrist, M.D. Effect of Design on the Replication of Micro/Nano Scale Features in the Micro Injection Moulding Process. In Proceedings of the 8th International Conference on Multi-Material Micro Manufacture, Stuttgart, Germany, 8–10 November 2011. [Google Scholar]
- Kalima, V.; Siitonen, S.; Karvinen, P.; Suvanto, M.; Kuittinen, M.; Pakkanen, T.T. Semi-crystalline poly(4-methyl-1-pentene) polymers for replication of high aspect ratio diffractive features. J. Micromech. Microeng. 2008, 18, 25020. [Google Scholar] [CrossRef]
- Masato, D.; Sorgato, M.; Lucchetta, G. Analysis of the influence of part thickness on the replication of micro-structured surfaces by injection molding. Mater. Des. 2016, 95, 219–224. [Google Scholar] [CrossRef]
- Lucchetta, G.; Sorgato, M.; Carmignato, S.; Savio, E. Investigating the technological limits of micro-injection molding in replicating high aspect ratio micro-structured surfaces. CIRP Ann. 2014, 63, 521–524. [Google Scholar] [CrossRef]
- Matschuk, M.; Larsen, N.B. Injection molding of high aspect ratio sub-100 nm nanostructures. J. Micromech. Microeng. 2013, 23, 25003. [Google Scholar] [CrossRef]
- Bellantone, V.; Surace, R.; Trotta, G.; Fassi, I. Replication capability of micro injection moulding process for polymeric parts manufacturing. Int. J. Adv. Manuf. Technol. 2013, 67, 1407–1421. [Google Scholar] [CrossRef]
- Trotta, G.; Stampone, B.; Fassi, I.; Tricarico, L. Study of rheological behaviour of polymer melt in micro injection moulding with a miniaturized parallel plate rheometer. Polym. Test. 2021, 96, 107068. [Google Scholar] [CrossRef]
- Ito, H.; Kazama, K.; Kikutani, T. Effects of Process Conditions on Surface Replication and Higher-Order Structure Formation in Micromolding. Macromol. Symp. 2007, 249–250, 628–634. [Google Scholar] [CrossRef]
- Jiang, S.; Li, T.; Xia, X.; Peng, X.; Li, J. Reducing the Sink Marks of a Crystalline Polymer Using External Gas-Assisted Injection Molding. Adv. Polym. Technol. 2020, 2020, 3793505. [Google Scholar] [CrossRef]
- Sha, B.; Dimov, S.; Griffiths, C.; Packianather, M.S. Investigation of micro-injection moulding: Factors affecting the replication quality. J. Mater. Process. Technol. 2007, 183, 284–296. [Google Scholar] [CrossRef]
- Xu, G.; Yu, L.; Lee, L.J.; Koelling, K.W. Experimental and numerical studies of injection molding with microfeatures. Polym. Eng. Sci. 2005, 45, 866–875. [Google Scholar] [CrossRef]
- Liou, A.-C.; Chen, R.-H. Injection molding of polymer micro- and sub-micron structures with high-aspect ratios. Int. J. Adv. Manuf. Technol. 2006, 28, 1097–1103. [Google Scholar] [CrossRef]
- Wu, C.-Y.; Lui, W.-B.; Peng, J. Optimization of Extrusion Variables and Maleic Anhydride Content on Biopolymer Blends Based on Poly(hydroxybutyrate-co-hydroxyvalerate)/Poly(vinyl acetate) with Tapioca Starch. Polymers 2018, 10, 827. [Google Scholar] [CrossRef]
- Ozcelik, B.; Ozbay, A.; Demirbas, E. Influence of injection parameters and mold materials on mechanical properties of ABS in plastic injection molding. Int. Commun. Heat Mass Transfer. 2010, 37, 1359–1365. [Google Scholar] [CrossRef]









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Cavity Thickness | Up Block | Down Block |
|---|---|---|
| 0.3 mm | 2.3 mm | 6.9 mm |
| 0.5 mm | 2.5 mm | 6.7 mm |
| 0.7 mm | 2.7 mm | 6.5 mm |
| Number | Factor X | ||||||
|---|---|---|---|---|---|---|---|
| X1 (°C) | X2 (°C) | X3 (mm/s) | X4 (MPa) | X5 (s) | X6 (MPa) | X7 (s) | |
| 1 | 235 | 60 | 50 | 90 | 2 | 120 | 20 |
| 2 | 245 | 80 | 110 | 120 | 4 | ||
| 3 | 255 | 100 | 170 | 150 | 6 | ||
| 4 | 230 | 180 | 8 | ||||
| 5 | 290 | 210 | 10 | ||||
| Factor | X1 (°C) | X2 (°C) | X3 (mm/s) | X4 (MPa) | X5 (s) |
|---|---|---|---|---|---|
| N1 | 245 | 60 | 90 | 210 | 6 |
| N2 | 245 | 80 | 90 | 90 | 8 |
| N3 | 245 | 100 | 230 | 120 | 10 |
| N4 | 255 | 60 | 290 | 150 | 8 |
| N5 | 235 | 100 | 170 | 210 | 8 |
| N6 | 235 | 60 | 110 | 120 | 10 |
| N7 | 245 | 80 | 170 | 150 | 2 |
| N8 | 255 | 60 | 170 | 90 | 4 |
| N9 | 235 | 60 | 230 | 180 | 2 |
| N10 | 235 | 100 | 90 | 150 | 4 |
| N11 | 255 | 100 | 230 | 180 | 6 |
| N12 | 255 | 80 | 110 | 180 | 10 |
| N13 | 255 | 100 | 110 | 120 | 2 |
| N14 | 235 | 80 | 290 | 90 | 6 |
| N15 | 245 | 80 | 290 | 210 | 4 |
| RUN | Cavity Thickness 0.3 mm | Cavity Thickness 0.5 mm | Cavity Thickness 0.7 mm | |||
|---|---|---|---|---|---|---|
| Mean Depth | Standard Deviation | Mean Depth | Standard Deviation | Mean Depth | Standard Deviation | |
| N1 | 85.61 | 6.82 | 98.92 | 7.21 | 102.53 | 5.71 |
| N2 | 98.85 | 4.26 | 99.45 | 4.47 | ||
| N3 | 101.15 | 7.35 | 106.16 | 2.43 | ||
| N4 | 95.02 | 5.45 | 105.14 | 4.92 | 102.15 | 3.85 |
| N5 | 101.07 | 6.92 | 100.31 | 7.24 | 97.49 | 4.42 |
| N6 | 98.96 | 5.79 | ||||
| N7 | 94.18 | 7.78 | 92.11 | 5.66 | 106.64 | 4.56 |
| N8 | 102.46 | 3.55 | 99.16 | 7.31 | ||
| N9 | 105.39 | 4.83 | 105.09 | 9.77 | 101.31 | 6.72 |
| N10 | 85.25 | 3.07 | 92.37 | 5.31 | 93.89 | 3.95 |
| N11 | 97.00 | 6.86 | 96.71 | 5.89 | 106.55 | 3.54 |
| N12 | 92.62 | 4.66 | 92.59 | 6.41 | 102.75 | 4.79 |
| N13 | 88.20 | 7.06 | 90.97 | 7.09 | 101.74 | 5.61 |
| N14 | 100.22 | 7.33 | 106.74 | 3.27 | ||
| N15 | 103.16 | 4.05 | 103.13 | 7.87 | 105.72 | 5.91 |
| The Model Established in Minitab | R2 | R2adjusted | S |
|---|---|---|---|
| Standard deviation= −107.12 + 0.5775 Melt temperature + 0.2335 Mold temperature + 0.1004 Injection velocity + 5.137 Holding time + 0.004411 Mold temperature × Mold temperature + 0.000109 injection velocity × injection velocity + 0.06121 Holding time × Holding time − 0.003998 Melt temperature × Mold temperature − 0.000407 Melt temperature × injection velocity − 0.021305 Melt temperature × Holding time + 0.003617Mold temperature × Holding time − 0.007142injection velocity × Holding time | 99.97% | 99.82% | 5.61% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Jiang, S.; Zhang, Y.; Ma, H.; Zha, X.; Peng, X.; Li, J.; Lu, C. Effects of Cavity Thickness on the Replication of Micro Injection Molded Parts with Microstructure Array. Polymers 2022, 14, 5471. https://doi.org/10.3390/polym14245471
Jiang S, Zhang Y, Ma H, Zha X, Peng X, Li J, Lu C. Effects of Cavity Thickness on the Replication of Micro Injection Molded Parts with Microstructure Array. Polymers. 2022; 14(24):5471. https://doi.org/10.3390/polym14245471
Chicago/Turabian StyleJiang, Shaofei, Yuansong Zhang, Haowei Ma, Xiaoqiang Zha, Xiang Peng, Jiquan Li, and Chunfu Lu. 2022. "Effects of Cavity Thickness on the Replication of Micro Injection Molded Parts with Microstructure Array" Polymers 14, no. 24: 5471. https://doi.org/10.3390/polym14245471
APA StyleJiang, S., Zhang, Y., Ma, H., Zha, X., Peng, X., Li, J., & Lu, C. (2022). Effects of Cavity Thickness on the Replication of Micro Injection Molded Parts with Microstructure Array. Polymers, 14(24), 5471. https://doi.org/10.3390/polym14245471